19112010469
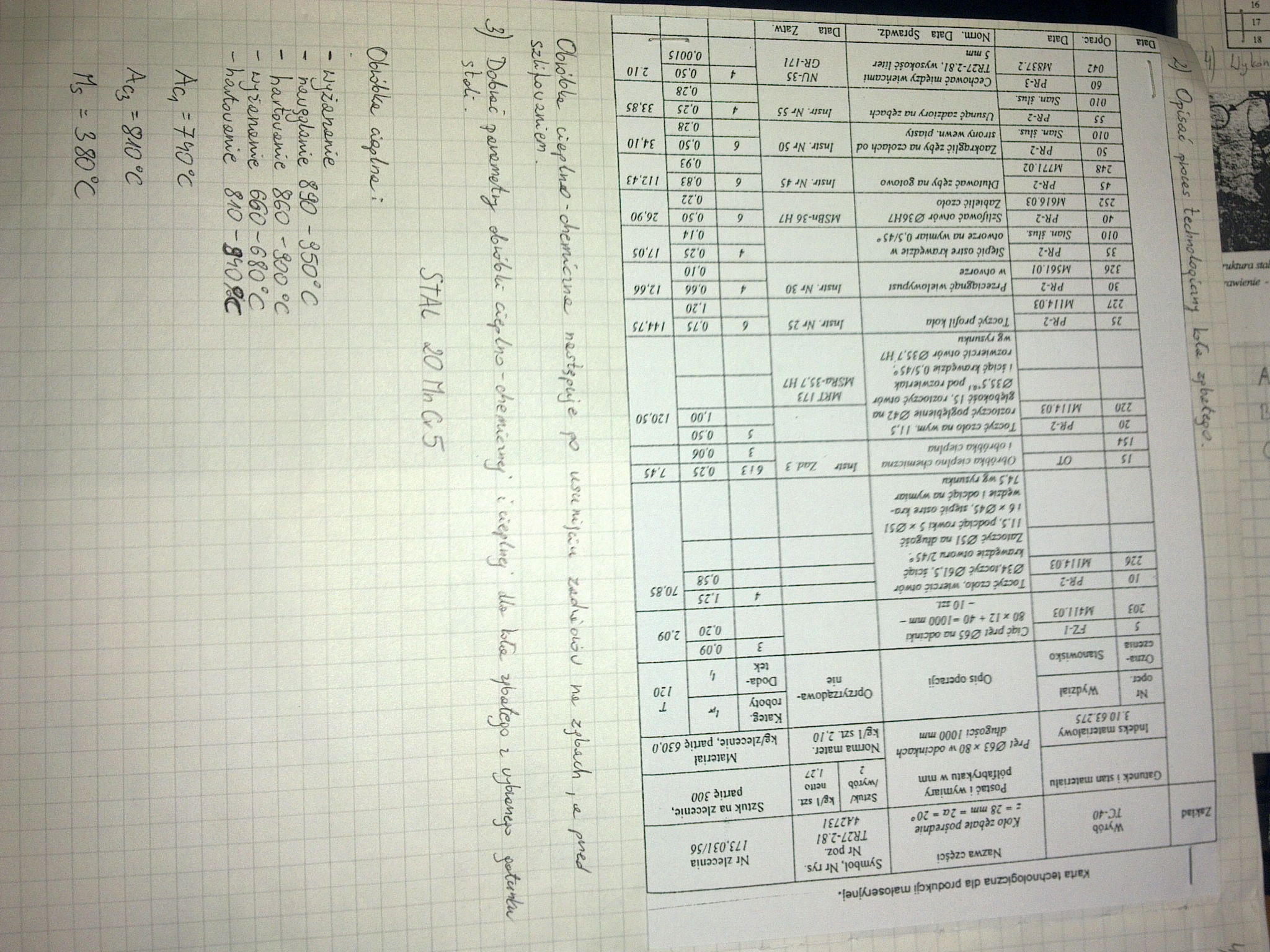
Karta technologiczna dla produkcji małoseryjnej.
|
Zakład |
Wyrób TC-40 |
Nazwa części Kolo zębate pośrednie z m 28 mm ■ 2a ■ 20* |
Symbol, Nr rys. Nr poz. TR27-2.81 4A273I |
Nr zlecenia 173.031/56 | |
|
Gatunek i stan materiału |
Postać i wymiary półfabrykatu w mm |
Sztuk/ /wyrób 2 |
kg/1 SZL netto 1.27 |
Sztuk na zlecenie, partię 300 | |
|
Indeks materiałowy 3 10 63 275 |
Pręt 063 *80 w odcinkach długości 1000 mm |
Norma mat er kg/I szl 2.10 |
Materiał | kg/zlecenie, partię 630,0 | ||
Wydział
Kateg.
roboty
Opis operacji
Stanowisko
Oprzyrządowa
nie
Doda
tek
T
120
FZ-I Ciąć prei 065 na odcinki
203 i 544i1.03 80 M12* 40 =1000 mon -
-IOmsl
10
PR-2
0.09
0.20
2.09
224
5411403
|
•i |
07 |
|
134 | |
|
20 |
PM-2 |
Toczyć czuto, wiercić otwór 034.toczyć 061J3. ściąć krawędzie otworu 2/45 * Zatoczyć 051 na długość 11.5. podciąć rowki 5 * 051 I 6 *045. stępić ostre krawędzie 1 odciąć na wymiar 74.5 wg rysunku_
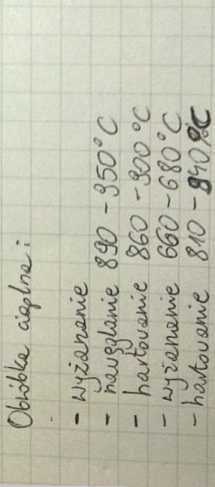
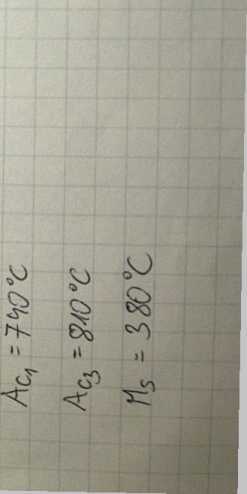
Obróbka cieplno chemiczna i obróbka cieplna
Instr jad 3 1 5l3
1.25
0.58
0.25
0.06
70.85
7.45
Toczyć profil kola
Przeciągnąć wlelowypusl w otworze
Stępić ostre krawędzie w otworze na wymiar 0.5/43 ‘
Szlifować otwór 036H7 Zabielić czoło
Dłutować zęby na galowo
Usunąć zadziory na zębach
Cechować między wieńcami TR27-2.8I. wysokość liter 5 mm
Norm. Data Sprawdź.
Toczyć czato na wym 11.5 roztoczyć pogłębienie 042 no głębokość 13. roztoczyć otwór 035.5'°' pod rozwlertak I ściąć krawędzie 0.3/45*. rozwlerclć otwór 033.7 H7 wg rysunku
54KT173 MSfta-35.7 117
Instr. Nr 23
Instr. Nr 30
MSBn-36 H7
Instr. Nr 45
Zaokrąglić zęby na czołach od Instr. Nr 50 strony wewn. piasty
Instr. Nr 55
NU-35
CR-I7I
Data Zatw.
0.50
120.30
0.73
144.75
0.25
0.14
0.50
0.83
0.93
0.50
0.28
0.25
0.28
0.50
0.0015
17.03
26.90
112.43
34.10
33.85
2.10


rJ
i

|
t. |
f0 «y V |
|
i> |
V ty |
|
'P | |
|
«5r |
0 1 i |
|
"P 3 c |
9 |
|
•iV“ | |
|
4 |
V? |
|
s rl | |
|
'nSi | |
|
Ź | |
|
'I | |
|
1 ‘ ęv | |
|
% | |
|
c | |
|
ł| |
6V* |
|
■J: d |
lM |
|
fet . | |
Wyszukiwarka
Podobne podstrony:
M Feld TBM044 44 2. Dokumentacja technologiczna Zakład Wyrób TC-40 Nazwa części Koło zębate pośred
Zakład Wyrób TC-40 Nazwa części Kolo zębate pośrednie z - 28 mm - 2a “ 20° Symbol, Nr
3. Karta technologiczna dla rośliny uprawianej w gospodarstwie roślina:__, powierzchnia:
tuleja�3 Karta technologiczna: Wyrób: Tuleja 0 34 Nazwa części: Tuleja Symbol, nr rys. ,nr poz.: 0
M Feld TBM035 35 1.4. Dane wejściowe do projektowania procesu technologicznego Proces technologiczny
M Feld TBM659 659 13.12. Przykład obróbki koła zębatego walcowego KARTA TECHNOLOGICZNA Nazwa częś
M Feld TBM661 661 13.12. Przykład obróbki koła zębatego walcowego KARTA TECHNOLOGICZNA Nazwa częś
Ekonomika str 12 ( Kalkulacja dla produkcji sezonowej Sezonowość pełna - przez jakiś czas zakład pra
85 Byd. Biul. Wet. 6(4), 1996 r.Preparaty dla trzody chlewnej produkowane przez Zakłady Farmaceutycz
w2 3 rp- Nazwa zakładu KARTA TECHNOLOGICZNA Ark. 1 ark. Symbol .. Nr zlecenia Nr rys. 6003-02
Technologiczne przygotowanie produkcji polega na projektowaniu procesów technologicznych dla obróbki
więcej podobnych podstron