2 (266)

oporowegorfegoTiatćzestsże i,wsiowych i stopowych, niklu, tytanu i ich jeleme
nie to łączenie elementów wykonanycTi
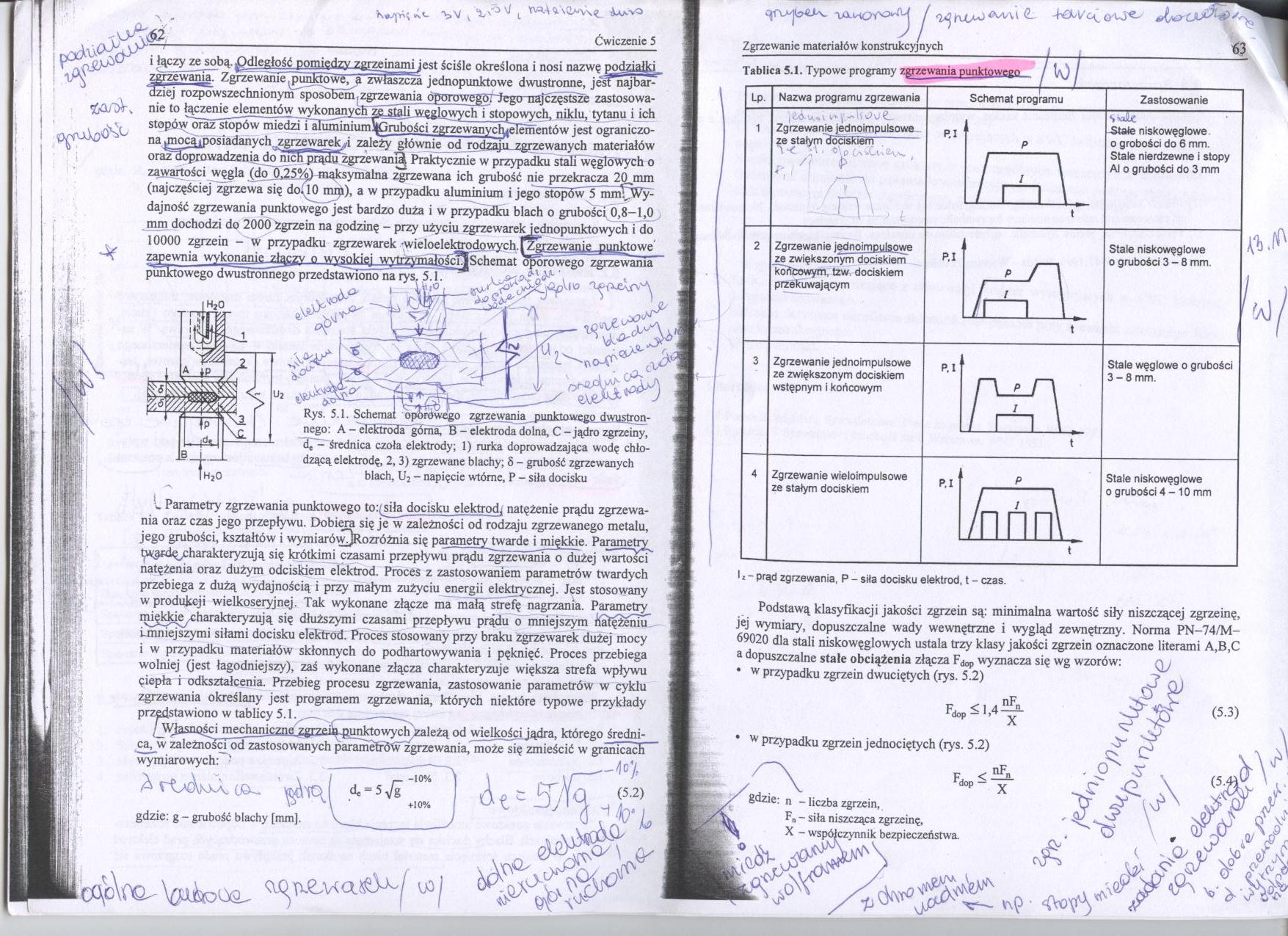
stopów oraz stopów miedzi i aluminiuml^Grubości zgrzewanycfyelementów jest ograniczona ^oc^posiadanych zg^w^^k^i zależy głównie od rodzaju_zgrzewanych materiałów oraz doprowadzenia do mcii prądu zgrzewani Praktycznie w przypadku stalTwęglówych o zawartości węgla (do 0,25°/o) maksymalna zgrzewana ich grubość nie przekracza 20jnm (najczęściej zgrzewa się do. 10 mm), a w przypadku aluminium i jegostopówT mmljWy-dajność zgrzewania punktowego jest bardzo duża i w przypadku blach o grubości 0,8-1,0 mm dochodzi do 2000 Zgrzein na godzinę - przy użyciu zgrzewarek jednopunktowych i do 10000 zgrzein - w przypadku zgrzewarek ■wieloelektrodowych.pZgrzewanie punktowe zapewnia wykonanie zlątyy o wysokiej wytrzymałgścl^Schemat odrowego zgrzewania^ punktowego dwukonnego przedstawiono na rys. 5.1. ■. ' ,
I HjO

ffliKp

i
i
Rys. 5.1. Schemat oporowego zgrzewania jmnktowego dwustronnego: A -~eIektroda_górna, B - elektroda dolna, C -jądro zgrzeiny, de - średnica czoła elektrody; 1) rurka doprowadzająca wodę chłodzącą elektrodę, 2, 3) zgrzewane blachy; 8 - grubość zgrzewanych blach, U2 - napięcie wtórne, P - siła docisku
H,0
L Parametry zgrzewania punktowego to:; siła docisku elektrod; natężenie prądu zgrzewania oraz czas jego przepływu. Dobiera się je w zależności od rodzaju zgrzewanego metalu,
jego grubości, kształtów i wymiarów}Rozróżnia się parametry twarde i miękkie. Parametry (wąrdęjcharakteryzują się krótkimi czasami przepływu prądu zgrzewania o dużej wartoscT
natężenia oraz dużym odciskiem elektrod. Proces z zastosowaniem parametrów twardych przebiega z dużą wydajnością i przy małym zużyciu energii elektrycznej. Jest stosowany w produkcji wielkoseryjnej. Tak wykonane złącze ma małą strefę nagrzania. Parametry rm^kkie^charakteryzują się dłuższymi czasami przepływu prądu o mniejszym liafężenuf Lmniejszymi siłami docisku elektrod. Proces stosowany przy braku zgrzewarek dużej mocy i w przypadku materiałów skłonnych do podhartowywania i pęknięć. Proces przebiega wolniej (jest łagodniejszy), zaś wykonane złącza charakteryzuje większa strefa wpływu ęiepła i odkształcenia. Przebieg procesu zgrzewania, zastosowanie parametrów w cyklu zgrzewania określany jest programem zgrzewania, których niektóre typowe przykłady przedstawiono w tablicy 5.1.
ości mechaniczne zgrzeik punktowych zależą od wi ca, w zależności od zastosowanych paramefrÓ^zgrzewania, m wymiarowych: ? _ -——
wielkości jadra, którego średni-
d< = 5 y/i
+10%
może się zmieścić w granicach
j j ^ ovJ-€> d/*?
Zgrzewanie materiałów konstrukcyjnych_; _ 63
Tablica 5.1. Typowe programy zgrzewania punktowego / l\) ,

Nazwa programu zgrzewania
Zgrzewanie jednoimpulsowe
ze stałym dociśiueifr
i *■£ ‘ '$\ i> Ca *Cu2a..\v ^
t
Zgrzewanie iednoimoulsowe ze zwiększonym dociskiem kolcowym, tzw. dociskiem przekuwającym
Zgrzewanie jednoimpulsowe ze zwiększonym dociskiem wstępnym i końcowym
Zgrzewanie wieloimpulsowe ze stałym dociskiem
Schemat programu
Zastosowanie
P.I
P.I
P.I
p.i
M
11 - prąd zgrzewania, P - siła docisku elektrod, t - czas.
S*»k
Stałe niskowęglowe o grobości do 6 mm. Stale nierdzewne i stopy Al o grubości do 3 mm
Stale niskowęglowe o grubości 3-8 mm.
Stale węglowe o grubości 3-8 mm.
Stale niskowęglowe o grubości 4-10 mm
/
Podstawą klasyfikacji jakości zgrzein są: minimalna wartość siły niszczącej zgrzeinę, jej wymiary, dopuszczalne wady wewnętrzne i wygląd zewnętrzny. Norma PN-74/M-69020 dla stali niskowęglowych ustala trzy klasy jakości zgrzein oznaczone literami A,B,C a dopuszczalne stałe obciążenia złącza Fdop wyznacza się wg wzorów: Qj
w przypadku zgrzein dwuciętych (rys. 5.2)
nF„
w przypadku zgrzein jednociętych (rys. 5.2)
nF„

rdop •
gdzie: n - liczba zgrzein,
F„ - siła niszcząca zgrzeinę,
X - współczynnik bezpieczeństwa.
1
»eM


Wyszukiwarka
Podobne podstrony:
makroekonomia ćwiczenia (20) A Ok. SŁOJU łJotfartcdy) U jHOC &nb
skanuj0004 (10) 266 Ćwiczenia z receptury Tabela 30cd. 1 2 3 pd ponderis o
fizjoterapia ogolna zaliczenie cwiczen Fizjoterapia ogólna - zaliczenie ćwiczeń Prezentacja (ok. 5
V. ZAWARTOŚĆ TEMATYCZNA ĆWICZEŃ (SEMINARIUM) (ok. 50 słów lub specyfikacja) Ćwiczenia rachunkowe są
V. ZAWARTOŚĆ TEMATYCZNA CWICZEN (SEMINARIUM) (ok. 50 słów lub specyfikacja) The exercises (tutorials
V. ZAWARTOŚĆ TEMATYCZNA CWICZEN (SEMINARIUM) (ok. 50 słów lub specyfikacja)_ Ćwiczenia rachunkowe są
266 0L0SSA1KB KRAŃCÓW OK DU CANOE SIR SINAL, Le dessus d’une etable ou d’une bergc
3. Łożysko oporowe lub stopowe.
10285740E261186154641992565156526765360 o Imię i nazwisko Data ćwiczenia: Kierunek: Semestr: Harto
chwili zaprotezowania. Ćwiczenia oporowe kikuta, dla uzyskania odpowiedniej siły, rozpoczyna się po
więcej podobnych podstron