skanuj0022
Spawanie

metodą MIG/MAG
Autorzy
di inż. Eugeniusz Turyk dr inż. Bogusław Czwór nóg
2.1. Ogólna charakterystyka spawania metodą MIG/MAG
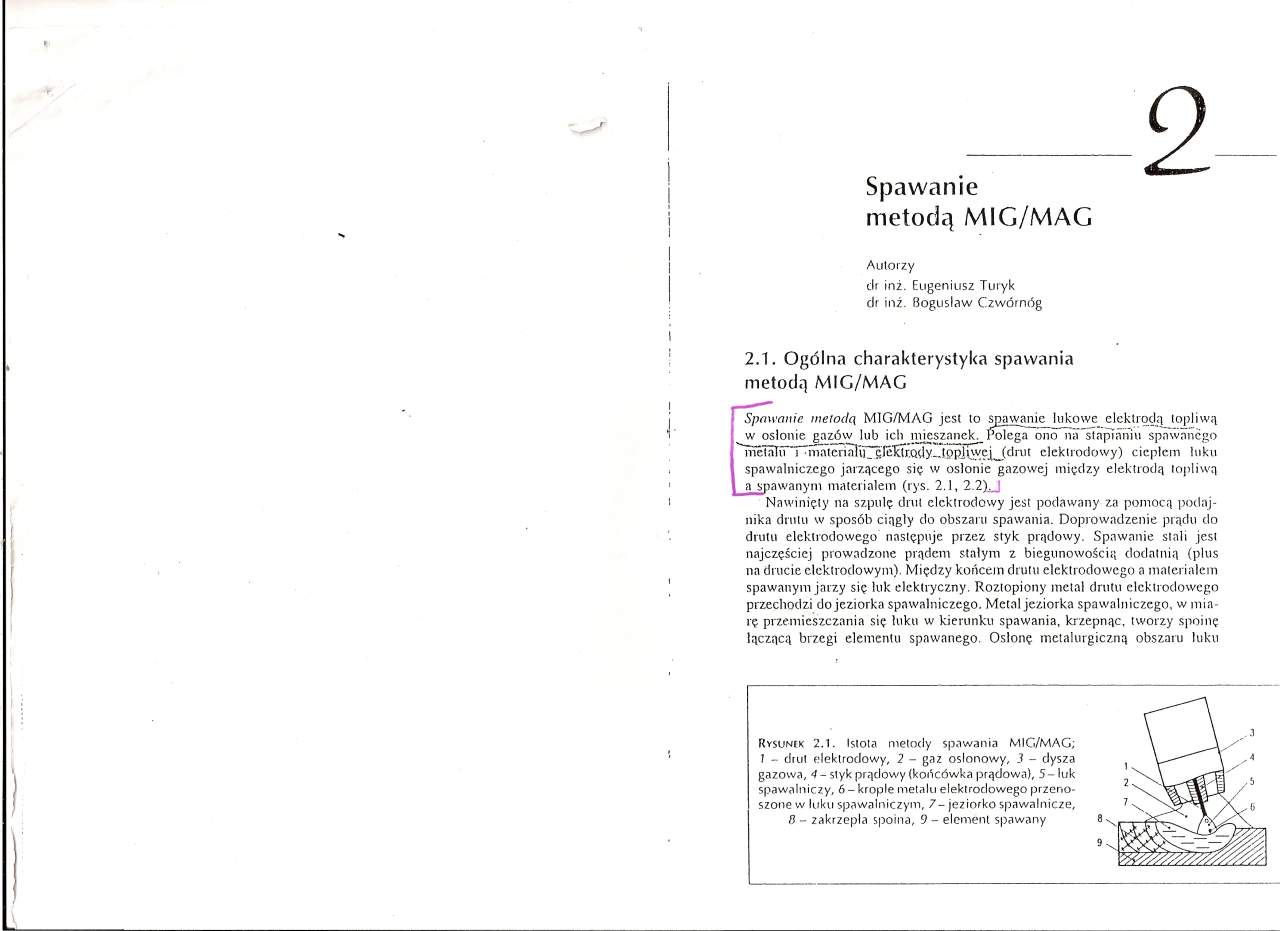
Spawanie metodą MIG/MAG jest to spawam c_lukowe elektrodą topi iwą w osłonie gazów lub ich mieszanek, dolega ono na stapianiu spawanego melBiT'T^matcnlni]7Śl^TrQdy-.Ipp]iwc]^(dnH elektrodowy) ciepłem luku spawalniczego jarzącego się w osłonie gazowej między elektiodą lopliwą a spawanym materiałem (rys. 2.1, 2.2),J
Nawinięty na szpulę drut elektrodowy jest podawany za pomocą podajnika drutu w sposób ciągły do obszaru spawania. Doprowadzenie prądu do drutu elektrodowego następuje przez styk prądowy. Spawanie stali jest najczęściej prowadzone prądem stałym z biegunowością dodatnią (plus na drucie elektrodowym). Między końcem drutu elektrodowego a materiałem spawanym jarzy się luk elektryczny. Roztopiony metal drutu elektrodowego przechodzi do jeziorka spawalniczego. Metal jeziorka spawalniczego, w miarę przemieszczania się luku w kierunku spawania, krzepnąc, tworzy spoinę łączącą brzegi elementu spawanego. Osłonę metalurgiczną obszaru luku

Rysunik 2.1. Istota metody spawania MIG/MAG; I drut elektrodowy, 2 - gaz osłonowy, 3 - dysza gazowa, 4 - styk prądowy (końcówka prądowa), 5- luk spawalniczy, 6 - krople metalu elektrodowego przenoszone w luku spawalniczym, 7- jeziorko spawalnicze, 8 - zakrzepła spoina, 9 - element spawany
Wyszukiwarka
Podobne podstrony:
skanuj0022 l I ISpawaniemetodą MIG/MAC Autorzy tli inż. Eugeniusz Turyk dr inż. Bogusław
SPAWANIE MIG/MAG Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się między elektrodą, ma
Spawanie MIG/MAG prowadzone moZe być prądem stałym lub przemiennym we wszystkich pozycjach. Obecnie
44 (269) 127. j :W metodzie spawania MIG/MAG prąd spawania regulujemy Pkt a) wydatkiem gazu
P1060692 resize Spawanie MIG/MAG - podsumowanie — łuk jarzy się między elektrodą t
P1060693 resize Spawanie MIG/MAG i podsumowanie cd. i — jakość spoin jest dobra, w
P1060689 resize Spawanie MIG/MAG Parametry spawania: - średnica drutu elektrodoweg
skanuj0024 56__2. Spawanie metodą MIG/MAG J2.2. Spawalniczy łuk elektryczny2.2.1. Charakterystyka st
skanuj0025 50 2. Spawanie metoda MIG/MAG J S autoregulacja długości luku polega na
skanuj0027 62 2. Spawanie metodą MIG/MAG większa od średnicy drutu cleklrodowego (przy dużych natęże
więcej podobnych podstron