IMG944
Technologicznoić konstrukcji E
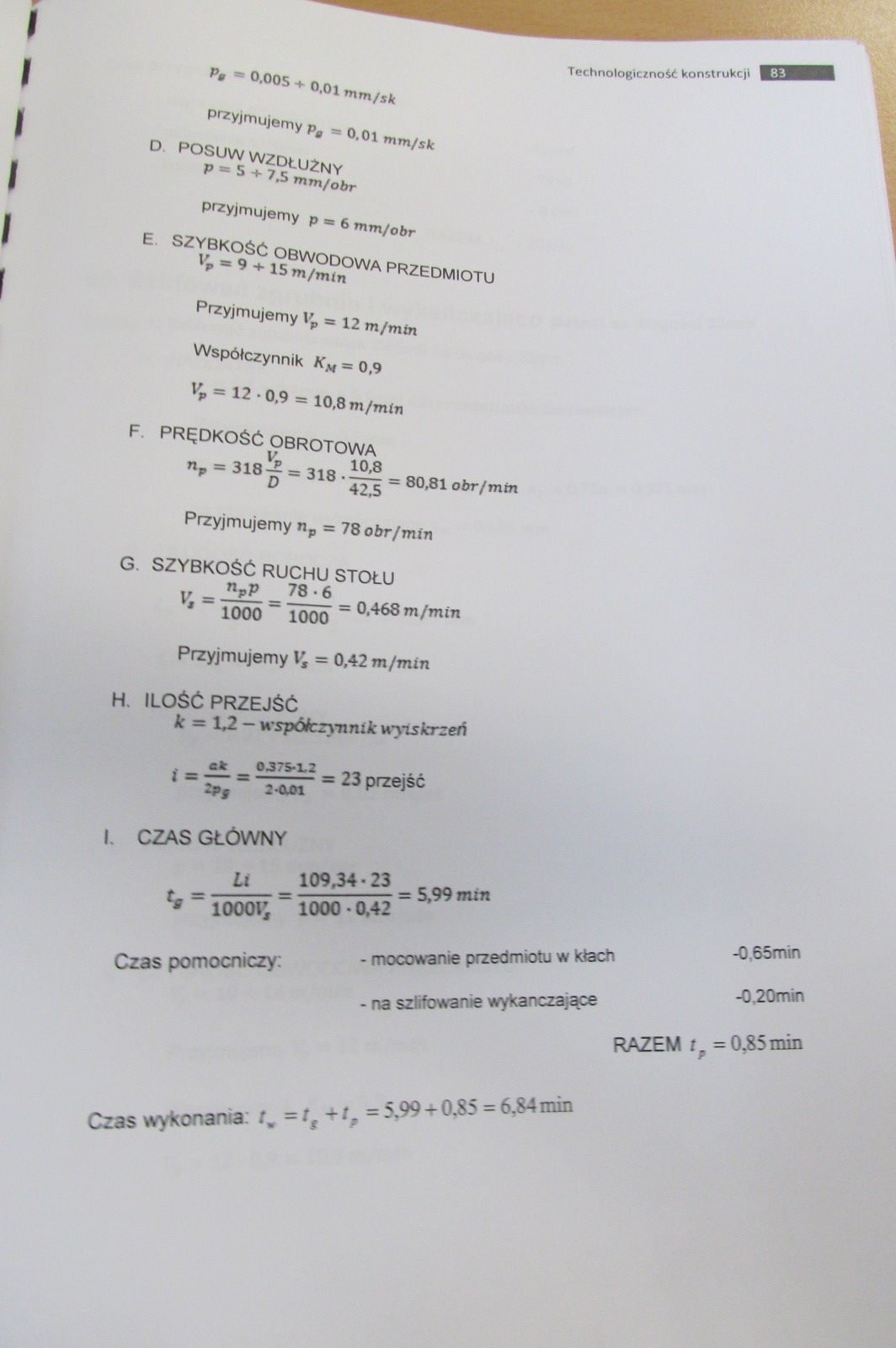
Pę — 0,005 + 0,01 mm/sk przyjmujemy pa — 0,01 mm/sk
D. POSUW WZDŁUŻNY
p — 5 ■+• 7,5 mm/obr
przyjmujemy p = 6 mm/obr
E. SZYBKOŚĆ OBWODOWA PRZEDMIOTU
Vp — 9 + 15 m/mf n
Przyjmujemy Vp = 12 m/mPi
Współczynnik Jf* = 0,9
= 12 • 0,9 = 10,8 rn/mln
F. PRĘDKOŚĆ OBROTOWA ___V- ___10,8
rip = 318— = 318 • = 80,81 obr/mtn
Przyjmujemy np = 78 obr/min
G. SZYBKOŚĆ RUCHU STOŁU n_p 78*6
^ ” 1Ó00 = looo = 0,468 Przyjmujemy Va = 0,42 m/min
H. ILOŚĆ PRZEJŚĆ
ł = L2-współczynnik wytskrzeń
ak P37S-Ł2 __ ...
|sr-=- =23 przejść
I. CZAS GŁÓWNY
U 10934-23
^ * 10001J * 1000 • 0,42 = 5,99mi"
Czas pomocniczy: - mocowanie przedmiotu w kłach
- na szlifowanie wykańczające
RAZEM tp
-0,65min -0,20min = 0,85 min
Wyszukiwarka
Podobne podstrony:
IMG908 Technologiczność konstrukcji L >■ 2tt = 39,34 mm C. DOSUW WGŁĘBNY p
IMG877 Technologiczność konstrukcji 16 = 529.93 — min obr Przyjmuję n = 500 obr/mtv O. CZASY Czas
IMG940 Technologiczność konstrukcji 79 Liczba zębów: z — 4 Posuw na ząb: p. = 0,01 mm/zah Posuw:
IMG953 Technologlczność konstrukcji C. DOSUW WGŁĘBNY pa ■ 0.005 ♦ 0.01
IMG875 14 Technologicznoić konstrukcji !<■ 1 mm L m 138 + 1 ■ 139 mm A.
IMG887 Technologiczność konstrukcji 26 A POSUW: Głębokość skrawania g = —’6~52 = 0,8mm P = 0,35 + 0,
IMG893 32 Technoloetaność konstrukcji Głębokość rowka g - 0.4 mm Średnica obróbki D - 45mm Czat
IMG902 Technologiczność konstrukcji 41 Li = l = 32 • 25 = 23,67mm L = 2Lj * 47,34
więcej podobnych podstron