PC040304
iraktcrystyki skrawalnosci izykalnc
źna skrawalność dla materiałów porównawczych bo siły mają inne wartości echnołogiczne:
Miłość ostrza
trasowa prędkość skrawania iropowatość powierzchni idzaj wiurów
izystkie te wskaźniki należy odnosić do warunków ich określania, tzn. stanu obrabiarki, Izaju obróbki, warunków chłodzenia, sady doboru warunków skrawania:
/teria wydajnościowe: ryterium objętościowe
r — f-ap*i)c [mm3 /min] .ryterium powierzchniowe [ni2 / min]
^ryterium produkcyjne
D = — [1 sztuka / min]
tw
z - liczba sztuk
s - liczba dobrych części
ty, - czas wytwarzania jednej części
j - wskaźnik jakości
s
J = i z
Cryterium jakościowe
s
j
tw
Dobo obróbki ( ustalenie kształtu przedmiotu, wyznaczenie operacji i zabiegów, ustalenie baz >róbkowych rzutujących na dokładność obróbki, wybór typu narzędzia, materiału ostrza i jego jometrii oraz oprzyrządowania pomocniczego )
Ustalenie naddatku i jego podziału (ap - głębokość skrawania )
Ustalenie prędkości skrawania [uc] ( według kryterium wydajnościowego bądź eonomicznego)
Wynikające z 3. obroty dla danej średnicy ( d )
Wybór posuwu f (według wskazanej przez konstruktora chropowatości )
Kontrola obciążenia obrabiarki (siła F0 moment M™ i moc Pc )
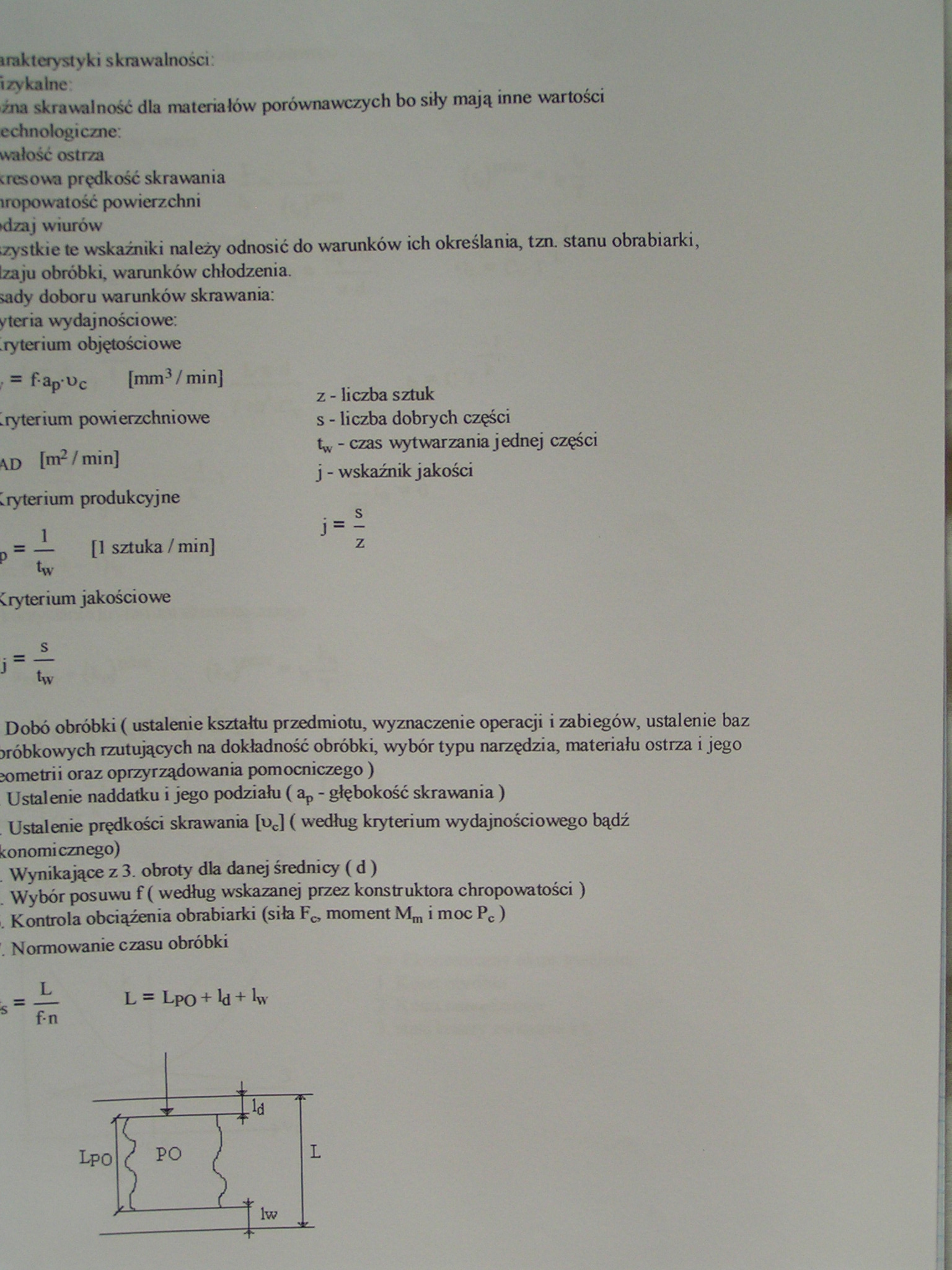
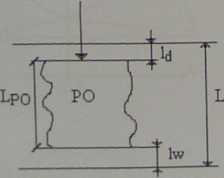
Normowanie czasu obróbki
L
s = — L = Lpo + Id + lw f-n
Wyszukiwarka
Podobne podstrony:
— V £. (14) v - współczynnik Poissona - druga stała materiałowa, minus bo odkształcenia mają przeciw
— V £. (14) v - współczynnik Poissona - druga stała materiałowa, minus bo odkształcenia mają przeciw
Kody MC dla materiałów S Z punktu widzenia skrawalności. superstopy żaroodporne (HRSA) są sklasyfiko
SIMG0704 Naddatki na obróbkę skrawaniem dla odlewów z żeliwa szarego dla powierzchni dolnych i boczn
Rys. 4.2. Porównanie skrawalności dwóch materiałów z punktu widzenia gładkości powierzchni Wykres
CCF20101123�000 1.3. Materiały obrabiane w procesie skrawania Podstawowymi materiałami obrabianymi w
Rozk?adʳkowitej si?y skrawania 5.46. Rozkład całkowitej siły skrawania dla przypadku wzdłużnego tocz
więcej podobnych podstron