skanuj0012 (252)
Ćwiczenie 3
Frezowanie
płaszczyzn
Frezowanie Frezowanie
rotacyjne walcowo-czolowe

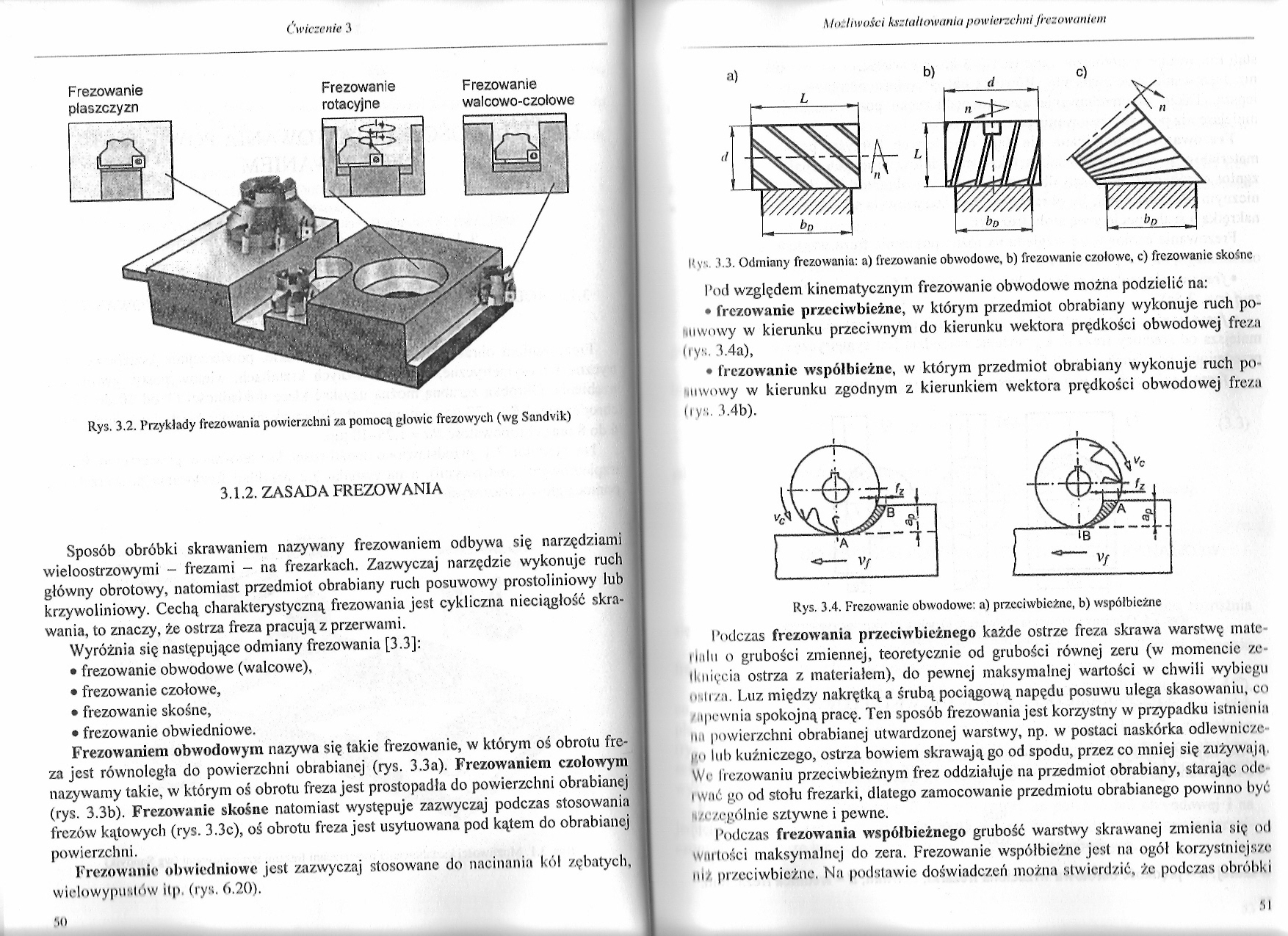
Rys. 3.2. Przykłady frezowania powierzchni za pomocą głowic frezowych (wg Sandvik)
3.1.2. ZASADA FREZOWANIA
Sposób obróbki skrawaniem nazywany frezowaniem odbywa się narzędziami wieloostrzowymi - frezami - na frezarkach. Zazwyczaj narzędzie wykonuje ruch główny obrotowy, natomiast przedmiot obrabiany ruch posuwowy prostoliniowy lub krzywoliniowy. Cechą charakterystyczną frezowania jest cykliczna nieciągłość skrawania, to znaczy, że ostrza freza pracują z przerwami.
Wyróżnia się następujące odmiany frezowania [3.3]:
• frezowanie obwodowe (walcowe),
• frezowanie czołowe,
• frezowanie skośne,
• frezowanie obwiedniowe.
Frezowaniem obwodowym nazywa się takie frezowanie, w którym oś obrotu freza jest równoległa do powierzchni obrabianej (rys. 3.3a). Frezowaniem czołowym nazywamy takie, w którym oś obrotu freza jest prostopadła do powierzchni obrabianej (rys. 3.3b). Frezowanie skośne natomiast występuje zazwyczaj podczas stosowania frezów kątowych (rys. 3.3c), oś obrotu freza jest usytuowana pod kątem do obrabianej powierzchni.
Frezowanie obwiedniowe jest zazwyczaj stosowane do nacinania kó! zębatych, wielowypiiNlów ilp. (rys. 6.20).
|
SB? | |
|
bn |
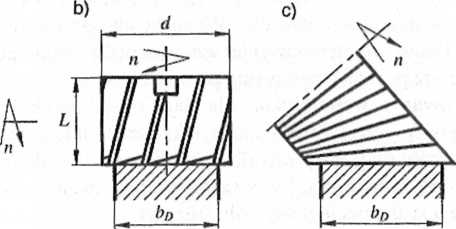
Kv. 3.3. Odmiany frezowania: a) frezowanie obwodowe, b) frezowanie czołowe, c) frezowanie skośne
Pod względem kinematycznym frezowanie obwodowe można podzielić na:
• frezowanie przeciwbieżne, w którym przedmiot obrabiany wykonuje ruch po-uiwowy w' kierunku przeciwnym do kierunku wektora prędkości obwodowej freza
11 ys. 3.4a),
• frezowanie współbieżne, w którym przedmiot obrabiany wykonuje ruch po uiwnwy w kierunku zgodnym z kierunkiem wektora prędkości obwodowej freza
(i y:;. .L4b).


Rys. 3.4. Frezowanie obwodowe: a) przeciwbieżne, b) współbieżne
Podczas frezowania przeciwbieżnego każde ostrze freza skrawa warstwę inatc-l lulu o grubości zmiennej, teoretycznie od grubości równej zeru (w momencie zetknięcia ostrza z materiałem), do pewnej maksymalnej wartości w chwili wybiegu iiNli /a. Luz między nakrętką a śrubą pociągową napędu posuwu ulega skasowaniu, co nipewnia spokojną pracę. Ten sposób frezowania jest korzystny w przypadku istnienia mi powierzchni obrabianej utwardzonej warstwy, np. w postaci naskórka odlewnicze pii lub kuźniczego, ostrza bowiem skrawają go od spodu, przez co mniej się zużywają We frezowaniu przeciwbieżnym frez oddziałuje na przedmiot obrabiany, starając ode i wm go od stołu frezarki, dlatego zamocowanie przedmiotu obrabianego powinno być n/i zęgólnie sztywne i pewne.
Podczas frezowania współbieżnego grubość warstwy skrawanej zmienia się od wartości maksymalnej do zera. Frezowanie współbieżne jest na ogół korzystniejsze niż przeciwbieżne. Na podstawie doświadczeń można stwierdzić, że podczas obróbki
M
Wyszukiwarka