skanuj0037 (52)
|
Politechnika Wrocławska | |
|
mmmimhhh | |
|
Koniecznym założeniem wstępnym, a równocześnie pun- | |
|
ktem wyjścia do zastosowania wszystkich metod Rapid Prototyping jest utworzenie pełnego trójwymiarowego opisu geometrycznego wykonywanej części (3D). | |
|
Opisana w systemie CAD geometria przedmiotu jest apro-ksymowana przy pomocy trójkątów i przetwarzana do znormalizowanego dla metod RP formatu STL. Dane STL przedmiotu sa dalej przetwarzane i następuję rozbicie geometrii 3D na poszczególne przekroje | |
|
(warstwy) o zdefiniowanej grubości (format SU), | |
|
Grubość tych warstw wynosi od 0,075 do 0,2 mm. |

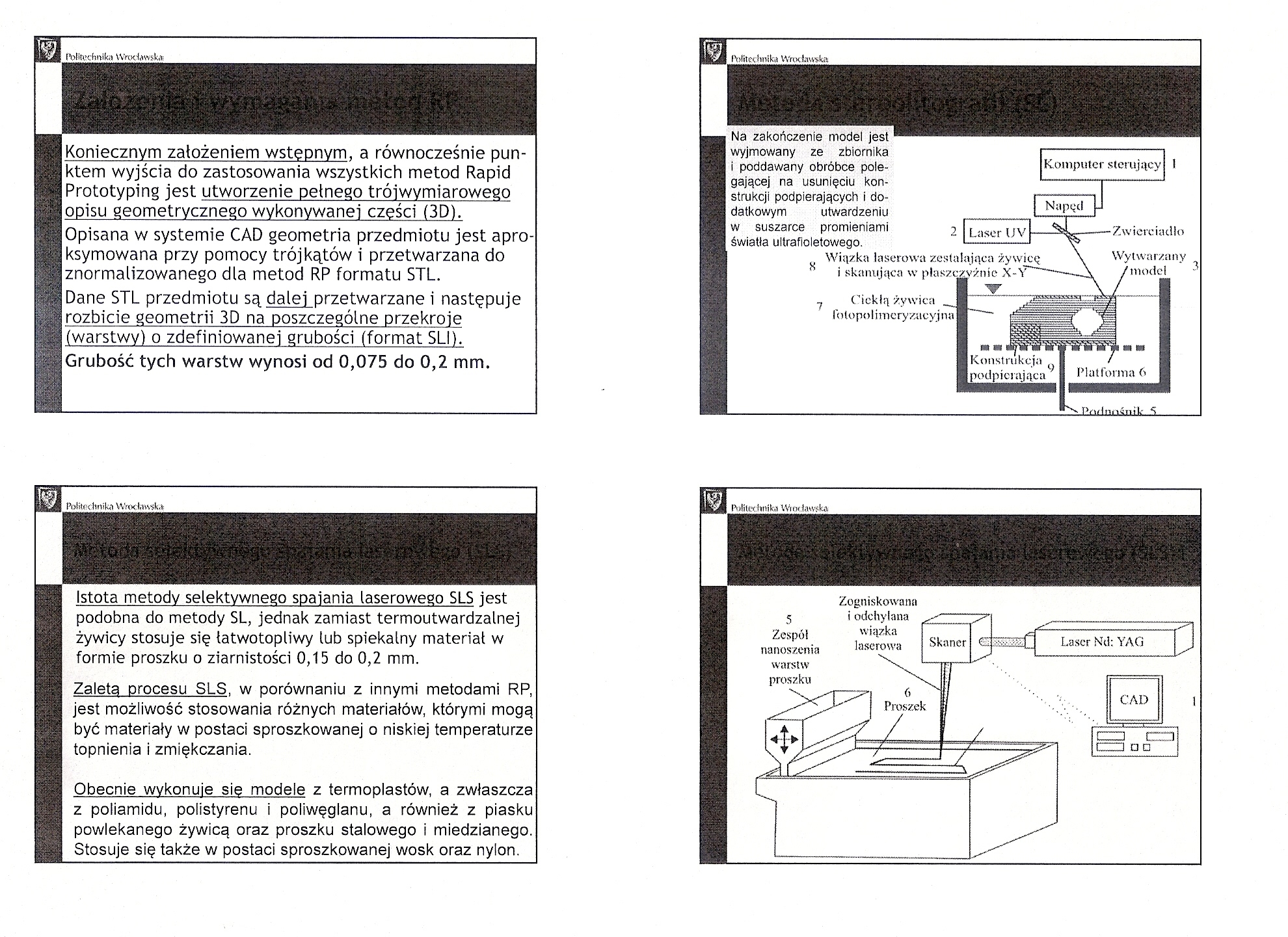
Istota metody selektywnego spajania laserowego SLS jest podobna do metody SL, jednak zamiast termoutwardzalnej żywicy stosuje się łatwotopliwy lub spiekalny materiał w formie proszku o ziarnistości 0,15 do 0,2 mm.
Zaleta procesu SLS, w porównaniu z innymi metodami RP, jest możliwość stosowania różnych materiałów, którymi mogą być materiały w postaci sproszkowanej o niskiej temperaturze topnienia i zmiękczania.
Obecnie wykonuje się modele z termoplastów, a zwłaszcza z poliamidu, polistyrenu i poliwęglanu, a również z piasku powlekanego żywicą oraz proszku stalowego i miedzianego. Stosuje się także w postaci sproszkowanej wosk oraz nylon.
Na zakończenie model jest wyjmowany ze zbiornika i poddawany obróbce polegającej na usunięciu konstrukcji podpierających i dodatkowym utwardzeniu w suszarce promieniami światła ultrafioletowego.
Komputer sterujący
|
Napęd | |||
|
Laser UV | |||
Wiązka laserowa zestalająca żywicę i skanująca w plaszc ryźnic X-Y
, Ciekłą żywica__
i olopo I imery żacyj na
Zwierciadło
Wytwarzany model
u
Konstrukcja
podpierająca
MMMMI
Platforma 6 ■MMMMMM
tkidmwnil.- S
Zespół
nanoszenia
Zogniskowana i odchylana wiązka laserowa
Skaner
Laser Nd: YAG
warstw
proszku
6
Proszek
CAD
CZZ3 □ tZZIi O □
Wyszukiwarka
Podobne podstrony:
skanuj0009 (202) POLITECHNIKA WROCŁAWSKA ZAKŁAD BUDOWNICTWA OGÓLNEGO > Sprawdzenie stanu graniczn
skanuj0014 (136) POLITECHNIKA WROCŁAWSKA ZAKŁAD BUDOWNICTWA OGÓLNEGO 4 Liniowe 4
skanuj0016 (127) POLITECHNIKA WROCŁAWSKA ZAKŁAD BUDOWNICTWA OGÓLNEGO REAKCJE PODPOROWE: Obciążenia
skanuj0019 (114) POLITECHNIKA WROCŁAWSKA ZAKŁAD BUDOWNICTWA
skanuj0020 (106) POLITECHNIKA WROCŁAWSKA ZAKŁAD BUDOWNICTWA OGÓLNEGO Ym = 1,3 — częściowy współczynn
więcej podobnych podstron