zarzadzanie�1 (2)
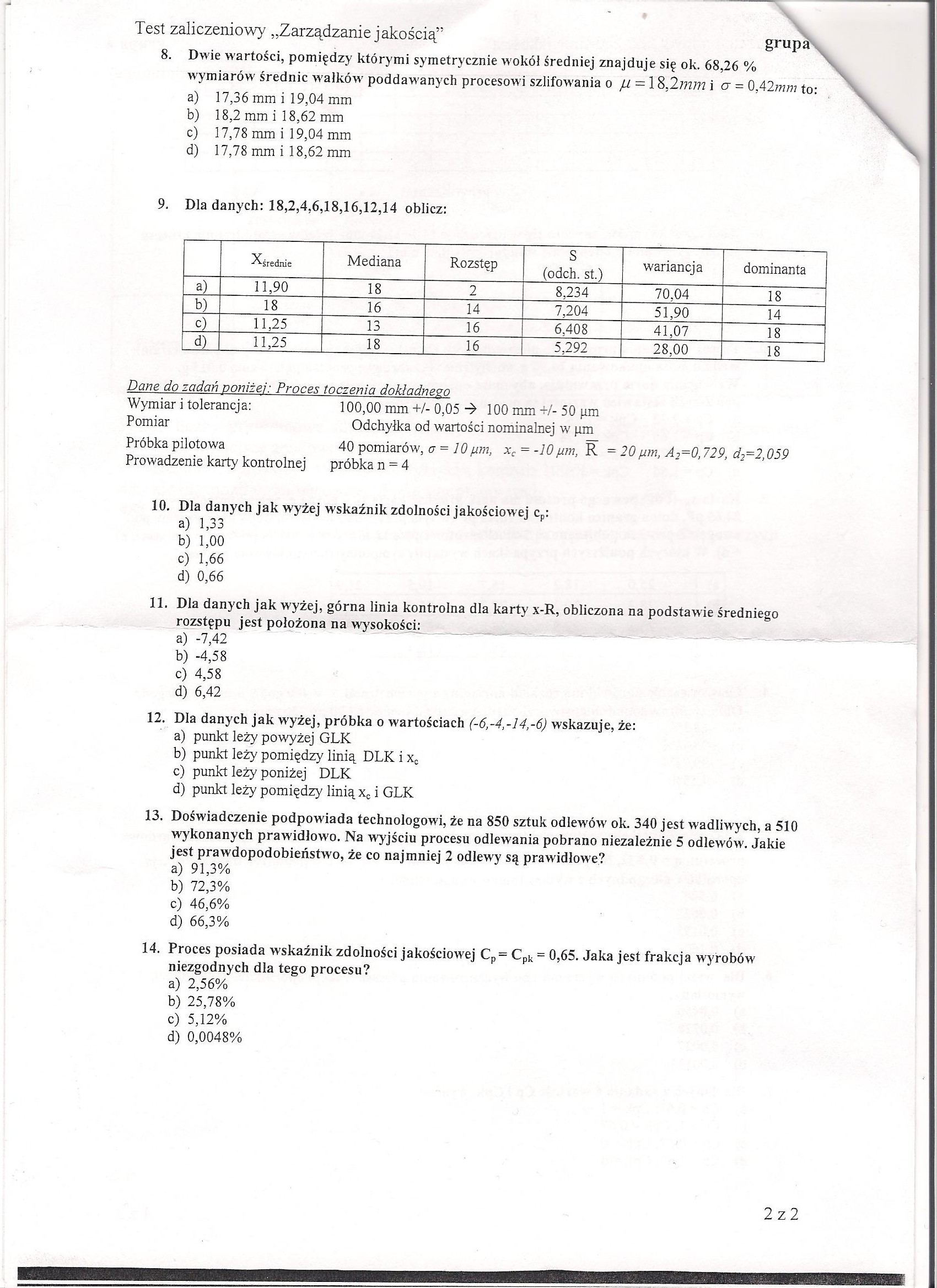
Test zaliczeniowy „Zarządzanie jakością” grupa
\
8. Dwie wartości, pomiędzy którymi symetrycznie wokół średniej znajduje się ok. 68,26 %
wymiarów średnic wałków poddawanych procesowi szlifowania o fd — 18,2777777 i cr = Q,42mm to:
a) 17,36 mm i 19,04 mm
b) 18,2 mm i 18,62 mm
c) 17,78 mm i 19,04 mm
d) 17,78 mm i 18,62 mm
9. Dla danych: 18,2,4,6,18,16,12,14 oblicz:
|
^średnie |
Mediana |
Rozstęp |
S (odch. st.) |
wariancja |
dominanta | |
|
a) |
11,90 |
18 |
2 |
8,234 |
70,04 |
18 |
|
b) |
18 |
16 |
14 |
7,204 |
51,90 |
14 |
|
c) |
11,25 |
13 |
16 |
6,408 |
41,07 |
18 |
|
d) |
11,25 |
18 |
16 |
5,292 |
28,00 |
18 |
Dane do zadań poniżej: Proces toczenia dokładnego
Wymiar i tolerancja: 100,00 mm +/- 0,05 -> 100 mm +/- 50 gm
Pomiar Odchyłka od wartości nominalnej w gm
Próbka pilotowa 40 pomiarów, o = 10 fam, xc = -10 fam, R =20 firn, A2=0,729, d2=2,059
Prowadzenie karty kontrolnej próbka n = 4
10. Dla danych jak wyżej wskaźnik zdolności jakościowej cp:
11. Dla danych jak wyżej, górna linia kontrolna dla karty x-R, obliczona na podstawie średniego rozstępu jest położona na wysokości:
12. Dla danych jak wyżej, próbka o wartościach (-6,-4,-14,-6) wskazuje, że:
a) punkt leży powyżej GLK
b) punkt leży pomiędzy linią DLK i xc
c) punkt leży poniżej DLK
d) punkt leży pomiędzy linią xc i GLK
13. Doświadczenie podpowdada technologowi, że na 850 sztuk odlewrów ok. 340 jest wadliwych, a 510 wykonanych prawidłowo. Na wyjściu procesu odlewania pobrano niezależnie 5 odlewów'. Jakie jest prawdopodobieństwo, że co najmniej 2 odlewy są prawidłowe?
a) 91,3%
b) 72,3%
c) 46,6%
d) 66,3%
14. Proces posiada wskaźnik zdolności jakościowej Cp = Cpk = 0,65. Jaka jest frakcja wyrobów niezgodnych dla tego procesu?
a) 2,56%
b) 25,78%
c) 5,12%
d) 0,0048%
Wyszukiwarka
Podobne podstrony:
100U97 Test zaliczeniowy „Zarządzanie jakością” Krupa 2 8, Dwie wartości, pomiędzy
test 1 Test zaliczeniowy „Zarządzanie jakością” Imię
/ Tc "1 / ‘ test 1 ^liczeniowy „Zarządzanie jakością” Dwie wartości, pomiędzy którymi
79362 P1010054 TEST ZALICZENIOWY- ZDROWIE PUBLICZNE Grupa E VI rok Wydział Lekarski rok akademicki 2
rachunkowość zarządcza zaliczenie Rachunkowość Zarządcza ZALICZENIE TEST 2 Pi la Pllotta ma dwie res
zarzadzanie (2) grupa 4Test zaliczeniowy „Zarządzanie
DSC00072 (46) TEST ZALICZENIOWY I. IRR dla pewnego przedsięwzięcia wynosi 15%. Jaką wartość ma NPV d
TEST ZALICZENIOWY Z PSYCHOLOCH PIELĘGNIARSTWO 1 ROK grupa A IMIĘ
więcej podobnych podstron