55944 strona160
160 8. POŁĄCZENIA NIEROZŁĄCZNE
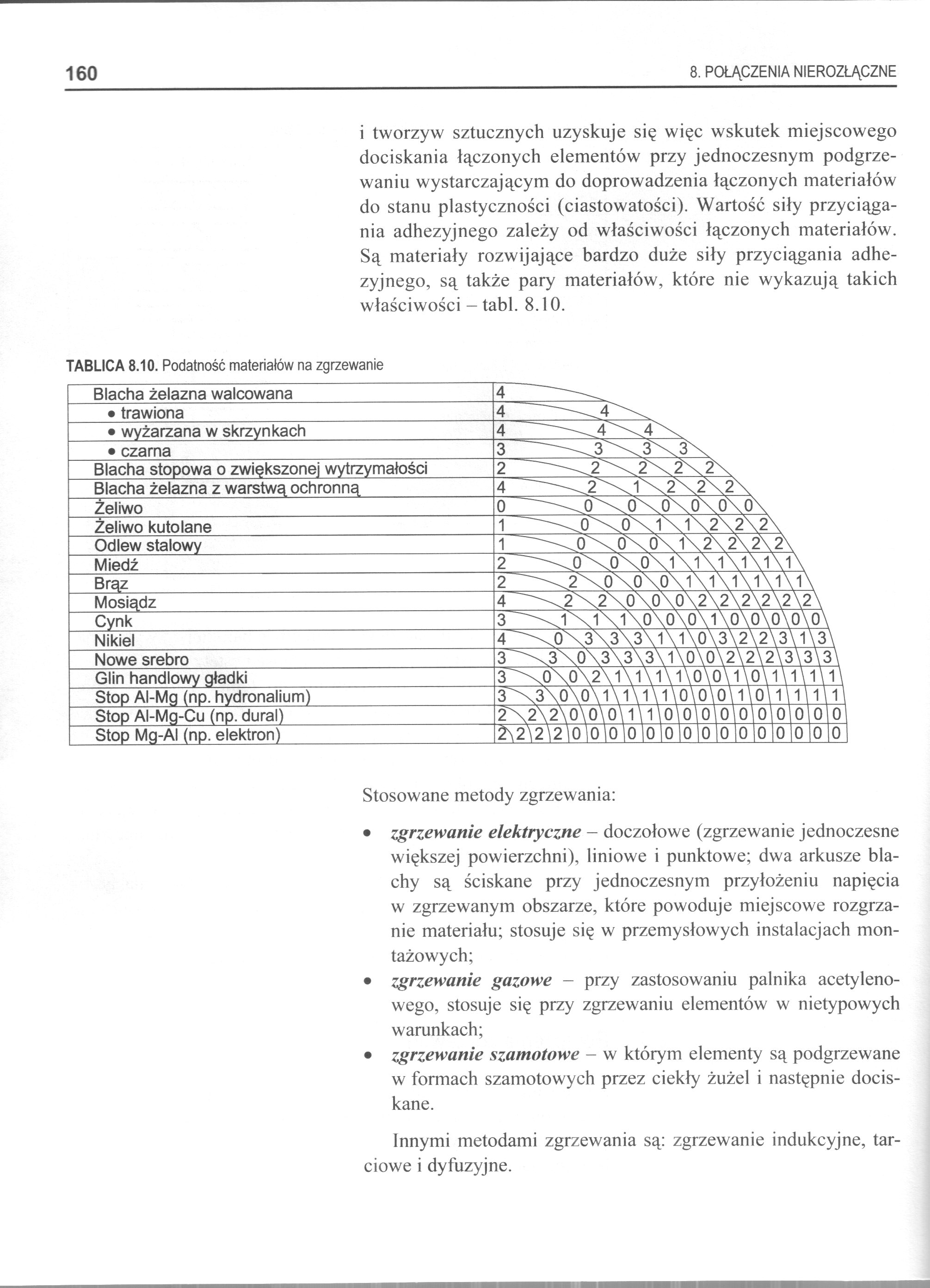
i tworzyw sztucznych uzyskuje się więc wskutek miejscowego dociskania łączonych elementów przy jednoczesnym podgrzewaniu wystarczającym do doprowadzenia łączonych materiałów do stanu plastyczności (ciastowatości). Wartość siły przyciągania adhezyjnego zależy od właściwości łączonych materiałów. Są materiały rozwijające bardzo duże siły przyciągania adhezyjnego, są także pary materiałów, które nie wykazują takich właściwości -tabl. 8.10.
TABLICA 8.10. Podatność materiałów na zgrzewanie
|
Blacha żelazna walcowana |
4 | ||||||
|
• trawiona |
4 | ||||||
|
• wyżarzana w skrzynkach |
4 | ||||||
|
• czarna |
3 |
~-\3 3'\3\ | |||||
|
Blacha stopowa o zwiększonej wytrzymałości |
2 ~ |
2\ 2\ 2\ | |||||
|
Blacha żelazna z warstwą ochronną |
4 ~ | ||||||
|
Żeliwo |
0 ~ |
~~-^o\d\o\o\o\o | |||||
|
Żeliwo kutolane |
1 ' |
/ CN / / Z ■? |
n2 | ||||
|
Odlew stalowy |
1 ~ |
0\ 0\ 1\ 2\ 2\ |
2\ |
2\ | |||
|
Miedź |
2 ~~~ |
\0\0\0\1\1\1\f |
\1 |
\1\ | |||
|
Brąz |
2 |
■\2\0\0\0\1\1\1\ |
1\ |
1\ | |||
|
Mosiądz |
4 " |
O / ? |
\2 |
\2 |
\ 2 |
V | |
|
Cynk |
3 "" |
o" ° / / / |
3\ |
0\ |
o\ |
o\ | |
|
Nikiel |
4 |
■\0\3\3\3\ 1\ 1 \0\3\2' |
^2 |
\3 |
\1 |
\3 | |
|
Nowe srebro |
3 |
x3\0\3\3\3\1\0\0\2\2 |
\2 |
\c |
i\3\3\ | ||
|
Glin handlowy ąładki |
3 |
,0\0\2\ 1 \ 1 \ 1 \ 1 \ 0\0 \ 1 \ |
D\ |
M |
1\ |
1 | |
|
Stop Al-Mg (np. hydronalium) |
3"\ |
3\0\0\ 1 \ l\l\1\0\0\0\ l\ |
°l |
1 |
1 |
1 |
1 |
|
Stop Al-Mq-Cu (np. dural) |
2^\2 |
\2\0\0\0\1\1\o\o\o\o\o) |
0 |
0 |
0 |
0 |
0 |
|
Stop Mq-AI (np. elektron) |
Ż\2)2\2 |0 l0 |0 |0 |0 0 0 0 0 |0 |
0 |
0 |
0 |
0 |
0 | |
Stosowane metody zgrzewania:
• zgrzewanie elektryczne - doczołowe (zgrzewanie jednoczesne większej powierzchni), liniowe i punktowe; dwa arkusze blachy są ściskane przy jednoczesnym przyłożeniu napięcia w zgrzewanym obszarze, które powoduje miejscowe rozgrzanie materiału; stosuje się w przemysłowych instalacjach montażowych;
• zgrzewanie gazowe - przy zastosowaniu palnika acetylenowego, stosuje się przy zgrzewaniu elementów w nietypowych warunkach;
• zgrzewanie szamotowe - w którym elementy są podgrzewane w formach szamotowych przez ciekły żużel i następnie dociskane.
Innymi metodami zgrzewania są: zgrzewanie indukcyjne, tarciowe i dyfuzyjne.
Wyszukiwarka
Podobne podstrony:
strona152 152 8. POŁĄCZENIA NIEROZŁĄCZNE 152 8. POŁĄCZENIA NIEROZŁĄCZNE RYS. 8.1 Budowa spoiny 1 - s
81609 strona156 156 8. POŁĄCZENIA NIEROZŁĄCZNE Każdemu znakowi spoiny może towarzyszyć pewna liczba
11323 strona158 158 8. POŁĄCZENIA NIEROZŁĄCZNE TABLICA 8.7. Tolerancja wymiarów kątowych konstrukcji
69931 strona154 154 8. POŁĄCZENIA NIEROZŁĄCZNE Znaki elementarne mogą być uzupełniane przez znaki ch
img083 2 160 6. Bujanie odporności tworzyw sztucznych na czynniki chemiczne, klimatyczne i na starze
strona162 162 8. POŁĄCZENIA NIEROZŁĄCZNE Rys. 8.5 Sposoby zgrzewania: a) liniowego, b) punktowego, c
Tworzywa sztuczne: ważne źródło wzrostu, nowych miejsc pracy, • Wzrost PKB o 100 euro w łańcuchu dos
więcej podobnych podstron