choroszy!3
213
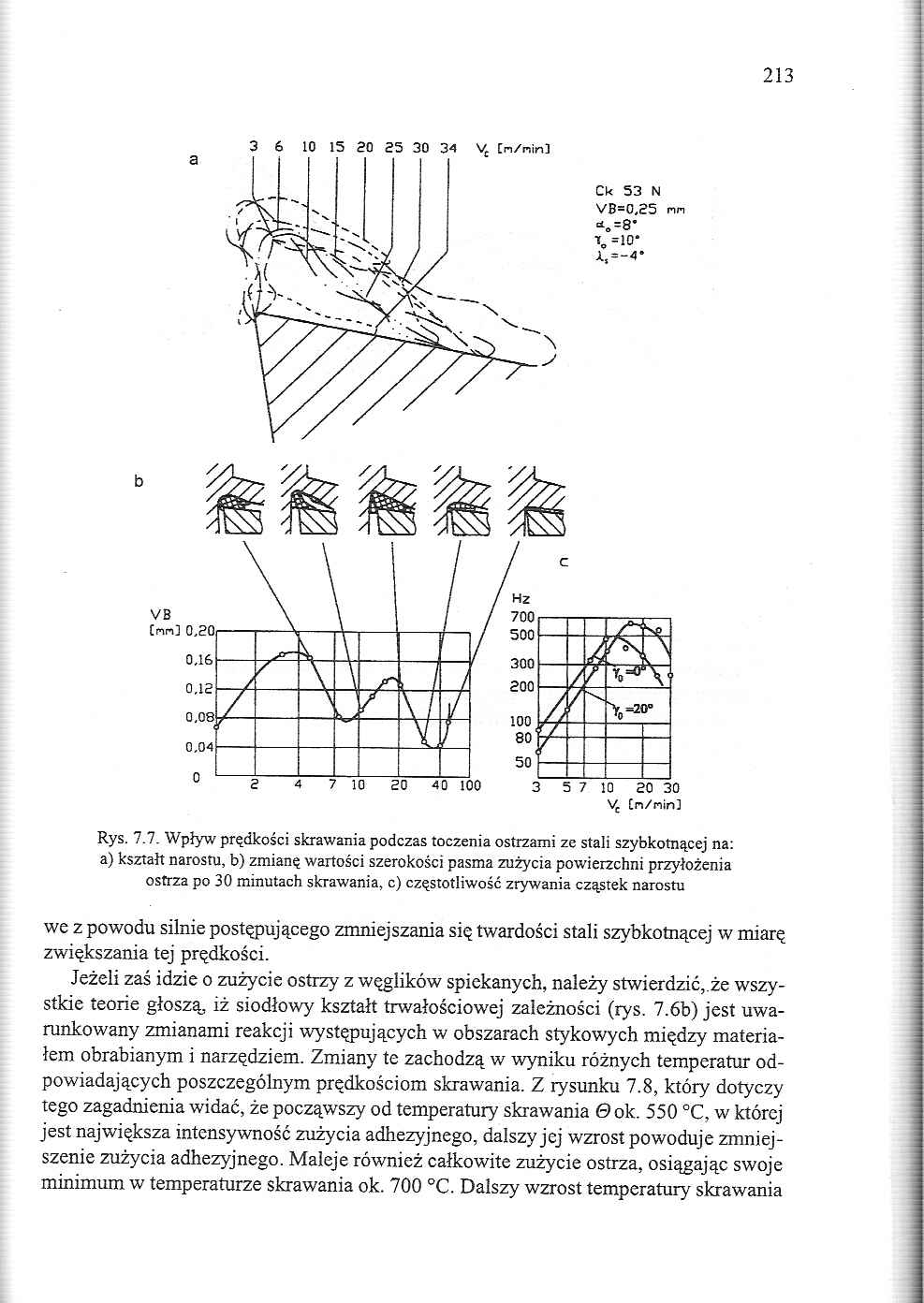
3 6 10 15 20 25 30 34 Vc [n/ninl
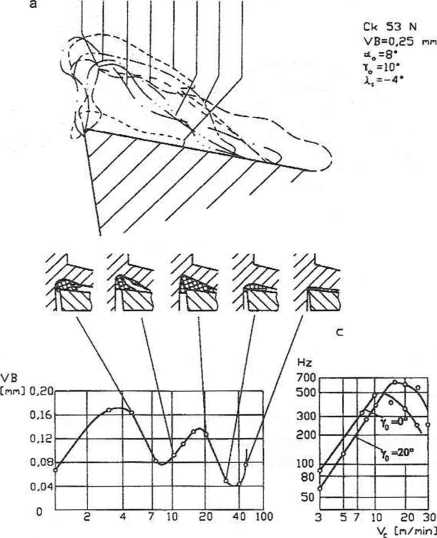
Rys. 7.7. Wpływ prędkości skrawania podczas toczenia ostrzami ze stali szybkotnącej na: a) kształt narostu, b) zmianę wartości szerokości pasma zużycia powierzchni przyłożenia ostrza po 30 minutach skrawania, c) częstotliwość zrywania cząstek narostu
we z powodu silnie postępującego zmniejszania się twardości stali szybkotnącej w miarę zwiększania tej prędkości.
Jeżeli zaś idzie o zużycie ostrzy z węglików spiekanych, należy stwierdzić, że wszystkie teorie głoszą, iż siodłowy kształt trwałościowej zależności (rys. 7.6b) jest uwarunkowany zmianami reakcji występujących w obszarach stykowych między materiałem obrabianym i narzędziem. Zmiany te zachodzą w wyniku różnych temperatur odpowiadających poszczególnym prędkościom skrawania. Z rysunku 7.8, który dotyczy tego zagadnienia widać, że począwszy od temperatury skrawania 0 ok. 550 °C, w której jest największa intensywność zużycia adhezyjnego, dalszy jej wzrost powoduje zmniejszenie zużycia adhezyjnego. Maleje również całkowite zużycie ostrza, osiągając swoje minimum w temperaturze skrawania ok. 700 °C. Dalszy wzrost temperatury skrawania
Wyszukiwarka
Podobne podstrony:
* ił □ i 5 10 15 20 25 30 lilii Layer 1 ^ *................ ......II
Scene 1 f
str4 mieć wartość *[jn] 50 5 10 15 20 25 30 t{s] 40 30 20 10 a) O^m/s, b) lm/s» c)
klatki (2) mWt □ I 5 10 15 20 25 30 35 40 45 — i. - i. - i. - i. - i. - i. - i. - i. - i. - i. - i.
długość l0 5 10 15 20 25 30 35 40 45 50 55 60 65 8 [mm] Rys
* ił □ i 5 10 15 20 25 30 Layer 1 ^ *................ ......II o ..... ..... ■
Scene 1 f
148x 0.0 -5.0 -10.0 -15 0 -20.0 -25.0 -30.0 -35.0 -40.0 -45.0 -5D.0 nr,
LINIA i □ 15 10 15 20 25 30 35 40 45 50 55 60 m A 1-->. A U? Layer 5^^ • • --R-,. 0 layer
os4b ilosc szumu w odpowiedzi sieci dla klasyfikacji obrazow * * * * + * * + + + + 5łł 10 *+ 15 *+ 2
Zmiana notowań wybranych indeksów w 2017 r. (w proc.) 10 15 20 25 30 MERVAL (Argentyna) TECDAX
El rePhase 0.9.9 File View ? - — 5 ■ O • — -5 • -10 ■ -15 ■ -20 • .25 • -30 • -35 -40
więcej podobnych podstron