choroszy22
322
322
r----1
i—_n:
ft
[Mil
SL—
|
lT"4-„ -1 | ||
|
if |
p«- | |
|
•n_ e r L. | ||
|
i— — — -i i— "~n rr"Ti ! 1 11 ^ 11 |
— — H P | |
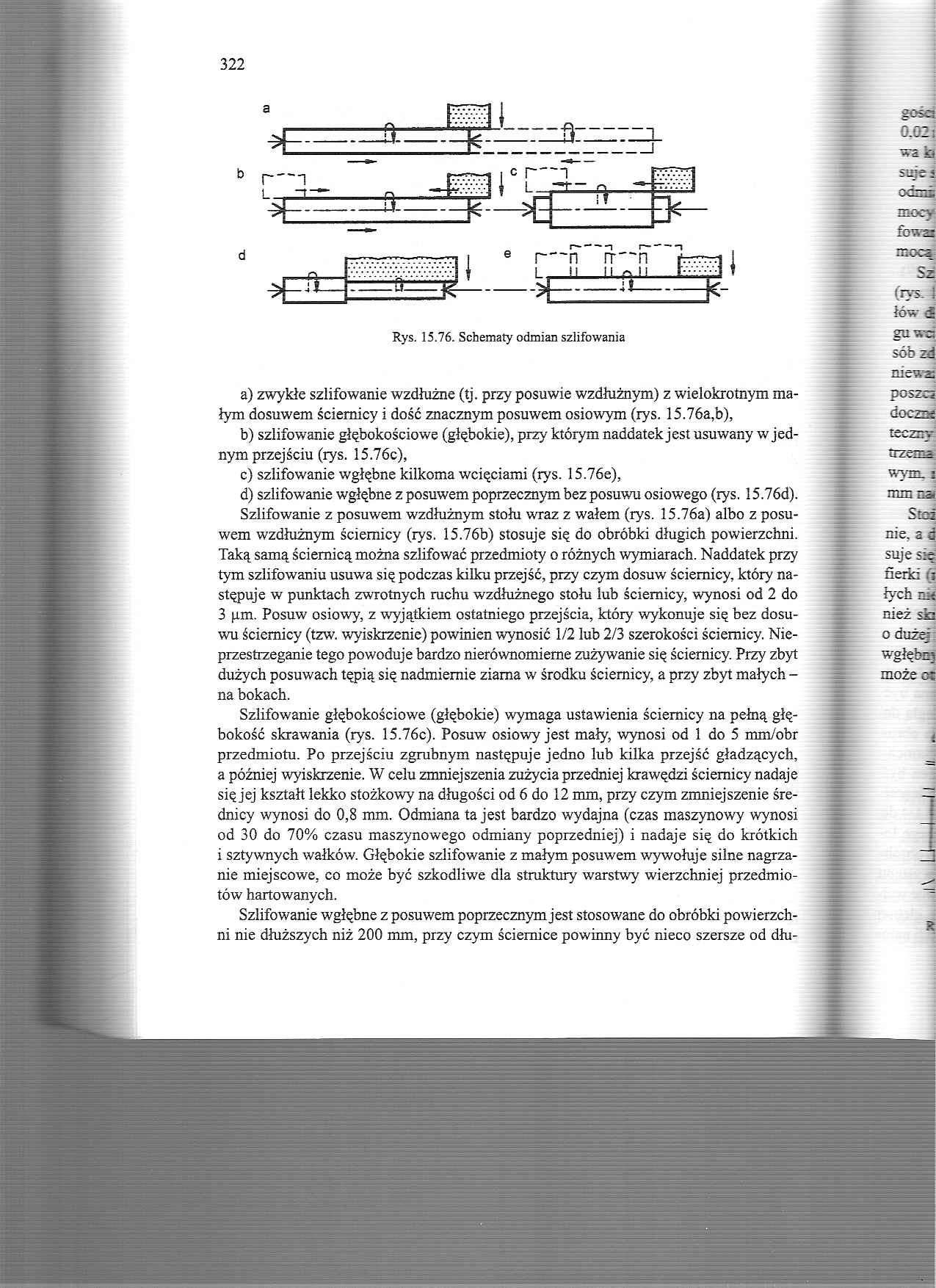
Rys. 15.76. Schematy odmian szlifowania
a) zwykłe szlifowanie wzdłużne (tj. przy posuwie wzdłużnym) z wielokrotnym małym dosuwem ściernicy i dość znacznym posuwem osiowym (rys. 15.7óa,b),
b) szlifowanie głębokościowe (głębokie), przy którym naddatek jest usuwany w jednym przejściu (rys. 15.76c),
c) szlifowanie wgłębne kilkoma wcięciami (rys. 15.76e),
d) szlifowanie wgłębne z posuwem poprzecznym bez posuwu osiowego (rys. 15.76d).
Szlifowanie z posuwem wzdłużnym stołu wraz z wałem (rys. 15.76a) albo z posuwem wzdłużnym ściernicy (rys. 15.76b) stosuje się do obróbki długich powierzchni. Taką samą ściernicą można szlifować przedmioty o różnych wymiarach. Naddatek przy tym szlifowaniu usuwa się podczas kilku przejść, przy czym dosuw ściernicy, który następuje w punktach zwrotnych ruchu wzdłużnego stołu lub ściernicy, wynosi od 2 do 3 pm. Posuw osiowy, z wyjątkiem ostatniego przejścia, który wykonuje się bez dosu-wu ściernicy (tzw. wyiskrzenie) powinien wynosić 1/2 lub 2/3 szerokości ściernicy. Nieprzestrzeganie tego powoduje bardzo nierównomierne zużywanie się ściernicy. Przy zbyt dużych posuwach tępią się nadmiernie ziarna w środku ściernicy, a przy zbyt małych -na bokach.
Szlifowanie głębokościowe (głębokie) wymaga ustawienia ściernicy na pełną głębokość skrawania (rys. 15.76c). Posuw osiowy jest mały, wynosi od 1 do 5 mm/obr przedmiotu. Po przejściu zgrubnym następuje jedno lub kilka przejść gładzących, a później wyiskrzenie. W celu zmniejszenia zużycia przedniej krawędzi ściernicy nadaje się jej kształt lekko stożkowy na długości od 6 do 12 mm, przy czym zmniejszenie średnicy wynosi do 0,8 mm. Odmiana ta jest bardzo wydajna (czas maszynowy wynosi od 30 do 70% czasu maszynowego odmiany poprzedniej) i nadaje się do krótkich i sztywnych wałków. Głębokie szlifowanie z małym posuwem wywołuje silne nagrzanie miejscowe, co może być szkodliwe dla struktury warstwy wierzchniej przedmiotów hartowanych.
Szlifowanie wgłębne z posuwem poprzecznym jest stosowane do obróbki powierzchni nie dłuższych niż 200 mm, przy czym ściernice powinny być nieco szersze od dłu
gości 0.021 wa a suje < cdnB mocy fowss mocą Sz (rys. 1 łów J gu wa sób zd niews poszcs doczm ręczny trzema wym. i mm rai Stoi nie, a d suje się nerki : łych nk nież sin o dużej wgłębni może oi
:
R
Wyszukiwarka
Podobne podstrony:
Elastiband m ft i rs. l s o.»i>/ HV .IM 11 « ® „ ‘ n ® % °* ® * * •*V i 1 ^ ------ >/ V
DSCN0640 322 Literatura [56J Starżinskij V. E„ Osipoeić V. N. Opredelenie koordindt rolki podmą zubt
SCAN16L M 322*256 c K-s ń2 fW3£T0r 1.5 -
skanuj0004 A. ^/1X " 5 0 ł ii l i ^ Bj ^ f4
Obraz 2 I ■i 1 ft >■%: < ffT3 WS H ®S I Uh K
IMGE87 o ■i-o-+ Ju ro ^iu »Z. 3ZS9lvyvazx<d ^90Z - "9CZ0’0 = Sh-ą-S£-£^ .o°p+
mirrors6 Ju J 1 łl i f i) jpr / ! iL f £ . i r iii fn *‘i . Wg , i "“&• Lt £ r^y .
FDC3C54C65219D76C265936CE9111D19(5376 m /L Łt ^ „ 1 j
16271 mowamecenasa (57) ■i ■i s.m Su«,r”r “** **«» «*> •>■■ ........„„„ *, . ; * *“**
I« <lkan*«ł4 ki<-„ /k( lenie www.psim.pcen.pl e-mail psim@pcen.pl Ink i
HWScan00163 I« = hbH“= 6o ;„: mS Qt hb = 60 nu Hu m- m = nwHu = &
IMAG0071 (3) BU i®® 3 M i fT f H1 > W % OT &WB BS3S9ja vo‘fioł-HE W v*X a •
•I *«••«* * » ft«>/ «• MH1 •» **•*••* te • • i•• ti (• ^
Xł u&rYCQvu riour. C&C t yCM/SLeĄ# ■JiKpCPyV)j6u nnr»ft ^wrm/
r •i u * O* b ft r c V;K J) P H A >t M u/m// itMpriitłinnł* KA* h>*.rt.u*ivnni f
więcej podobnych podstron