DSC2
T.
CESI
frnkrn
ukMli
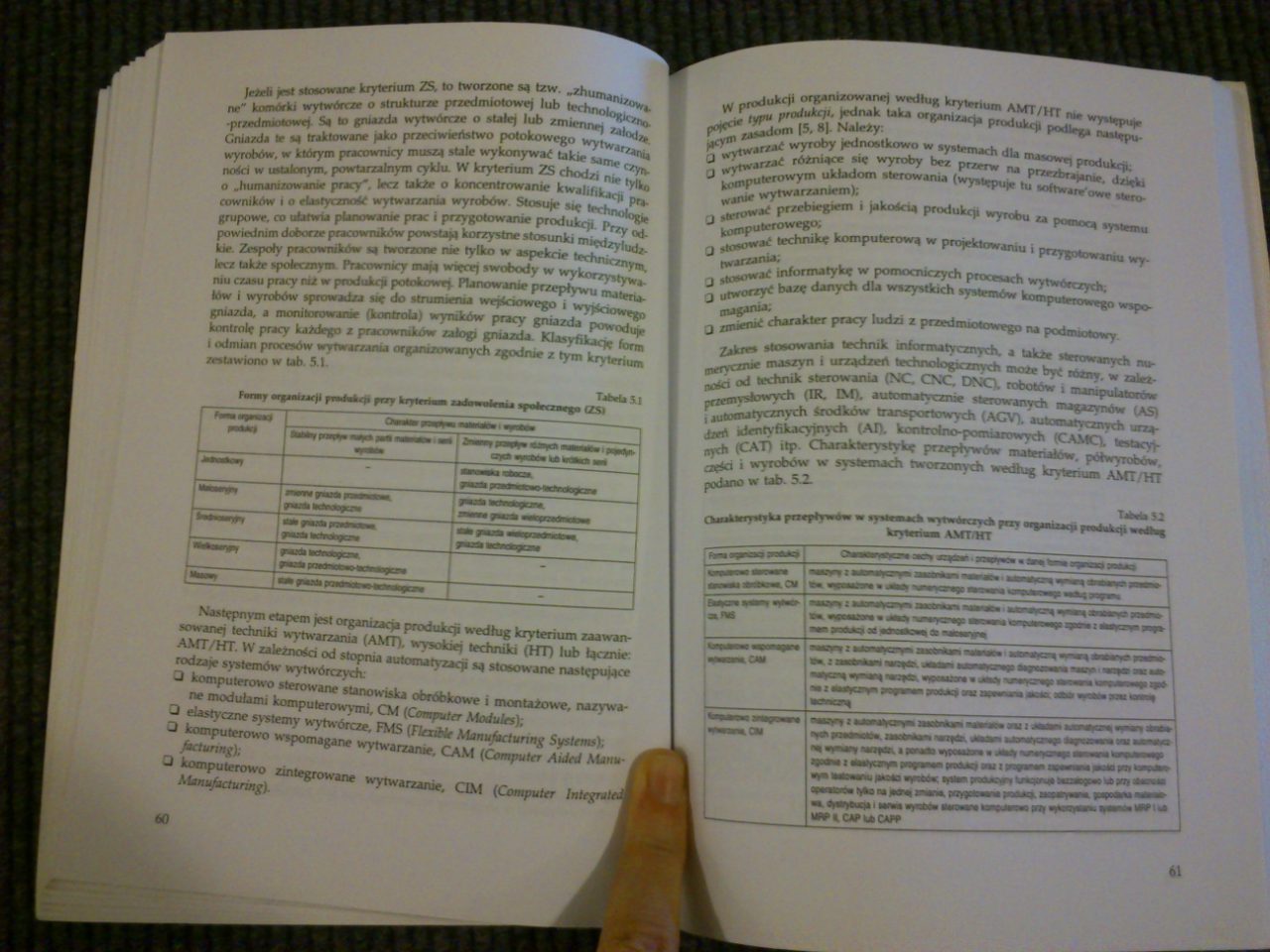
Jeżeb r* stasowane krytmum ZS. to tworzone są tew. ^zhumaniżowy nr" komórki wytwórcze o strukturze przedmiotowe) lub technolog*/no. •pt/rdmiotowej S« to gniazda wytwórcze o stałej lub zmienne) załodze Gniazda ftr v4 traktowane foko przeciwieństwo potokowego wytwarzania wyrobów, w którym pracownicy musza stale wykonywać takie ume czyn. notki w ustalonym, powtarzalnym cyklu. W krytmum ZS chodzi nie tyłku o „humanizowani* pracy*, łrcz także o koncentrowanie kwslifikacp pracowników 1 o elastyczność wytwarzania wyrobów Stosuje mc Irrhnologfc lampowe, co uitfwu planowanie prac i przygotowanie produkcji Przy odpowiednim doborze pracowników pow>u*j korzystne stosunki międzyludzkie Zespoły pracowników są tworzone twe tyfko w aspekcie technicznym, lecz także społecznym Pracownicy mon wtece) swobody w wykorzystywaniu czasu pracy nu w produkcji potokowej. Planowanie przepływu matm*' k>w i wyrobów oprowadza mc do strumienia wejściowego i wyjściowego gniazda, a monitorowane (kontrola) wyników pracy gniazda powoduje kontrole pracy każdego z pracowników załogi gniazda Klasyfikacje form 1 odmian procesów wytwarzania ocgarażowanych zgodnie z tym kryterium /nUwiono w uh 5.1.
Następnym etapem jest organuacya produkcji według kryterium zaawansowanej techniki wytwarzania (AMT). wysokiej techniki (HD lub łącznie AMT/HT. W zaleznoto od stopnia automatyzacji *4 stosowane następujące rodzaje systemów wytwórczych:
□ komputerowo sterowane stanowiska obróbkowe i montażowe, nazywane modularni komputerowymi, CM (Computer Moduks);
□ elastyczne systemy wytwórcze. FMS (Flaibie Manufactunng Systems),
□ komputerowo wspomagane wytwarzanie. CAM (Computer Auled Marin*
/Ktunng);
□ komputerowo zintegrowane wytwarzanie, CIM (Computer
SUnufactunng).
W produkcji organizowanej według krytmum AMT/HT nie wy»urp«ifr pof(or typu produkcji, jednak taka organizacja produkcji podlega następu-j^cynt zasadom (5, 8|. Nalr/y
j wytwarzać wyroby jednostkowo w systemach dla masowej produkcji, j wytwarzać różniące się wyroby bez przerw na przezbrajanie, dzięki kt»mputerowym układom sterowania (występuję tu software'owe sterowanie wytwarzanirm);
□ sterować przebiegiem i jąkało* produkcji wyrobu za pomocą systemu komputerowego.
□ stosować technikę komputerową w projektowaniu i przygotowaniu wytwarzania.
□ stosować informatykę w pomocniczych procesach wytwórczych.
□ utworzyć bazę danych dla wszystkich systemów komputerowego wspomagania.
j zmienić charakter pracy ludzi z przedmiotowego na podmiotowy
Zakres stosowania technik informatycznych, a także sterowanych numerycznie maszyn i urządzeń technologicznych mole być różny, w zakz-nosa od technik sterowania (NC CNC, DNC . robotów i manipulatorów perrmystowych (IR. IM), automatycznie sterowanych magazynów (AS) i automatycznych środków transportowych (AGVj. automatycznych urzą-izró identyfUuicyjnych (Al), kontrolno-pomiarowych |CAMQ, testaryj-nych (CAT) itp Charakterystykę przepływów matenatow. półwyrobów. a«etó i wyrobów w systemach tworzonych według krytenum AMT HT podano w tab. 5.2.
Toteta *2
Ckiuklrrrswka pnipław w ipmad ■ytwtecnuk pn M|wuqi fwśufcgi mteig
tnsnn WfT HT
Wyszukiwarka
Podobne podstrony:
GRAFOMOTORYKA 6 LATKÓW (27) © Zaznacz w zdaniach literę „s”. To las i lis. Mały lis to lisek. 2 lisy
CCF20081027�025 0 Zaznacz w zdaniach literę „s”. To las i lis. Mały lis to lisek. 2 lisy i 2 lisy to
fiza (55) <X^ HT a-tf(X)!&-800% u fes"ZS% Ol M tf ^() X J&= ŁjŁ a = £ =->
gato i€S TU CUmPKOnOS! j€STO T( hOC( m(R€C(POR PCTOPO^f 0)1 omoR... fiBRftZOS OłTRfiS!
GRAFOMOTORYKA 6 LATKÓW (24) © Otocz pętlą tylko te obrazki, w nazwie których słyszysz głoskę „s”. ©
GRAFOMOTORYKA 6 LATKÓW (25) © Pisz po śladzie litery: „S, s””. © Podaj miejsce litery „s” w wyrazach
GRAFOMOTORYKA 6 LATKÓW (26) i® Wyszukaj wyrazy rozpoczynające się literą „s”, narysuj je w pierwszej
image010c <j <f5° V Wtoczone
Image3260 ZS= X(zxz) zęxe W
Zdj?cie1860 atibcai I mj inny oniltSc ?ssy sarowi, żs icłaz=2 aab anąpfe agojiiae dli Jcgc zi&u
img014 (19) Oo L^x>vS-OS>0i C Z-D/ZS Oko ^ w — C ^5/SS ~ <Xi«t^A^cok^c> Coi
więcej podobnych podstron