DSCi
J ^pJrftnranu i wypom*ł*niM rttnowfefc roboczych.
J nft«;u fH*iH*pok>w. /r*pt*Hv I golowych wyroł>6w.
J uitoiurtM i doMa/crjuij* pa id obróbkowych i montażowych.
(Www *y*oo#a** wyrobu
■ytctir
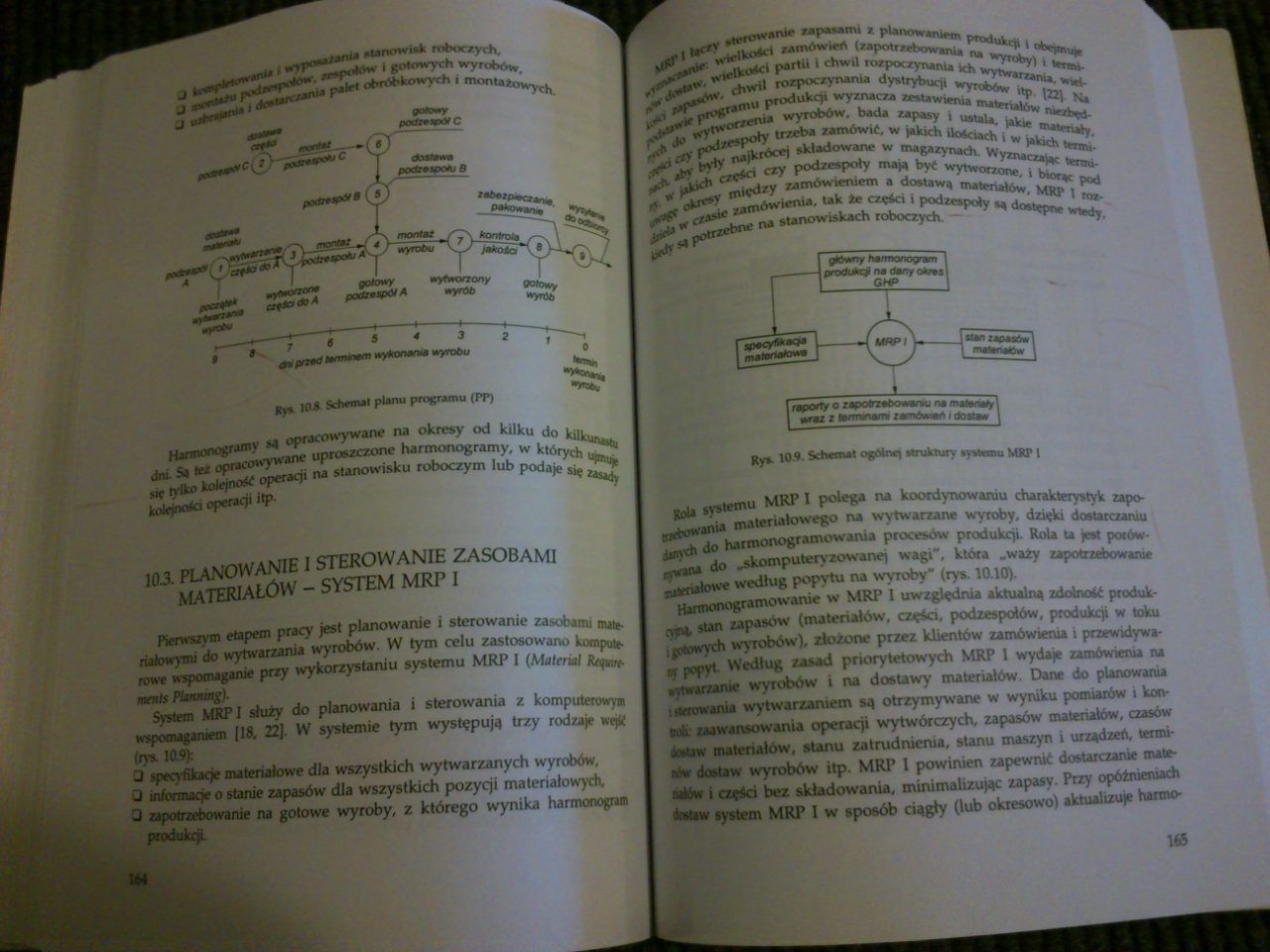
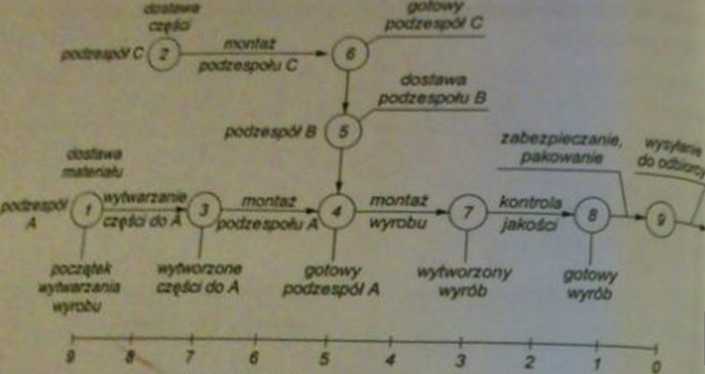
łfy* 108 Schemat planu programu (PP)
Harmonogramy vj opracowywane na okresy od kijku do kilkunastu dni. S| tez opracowywane uproszczone harmonogramy, w których ujmuje •'if tylko kolejność operacji na stanowisku roboczym lub podaje się zasady kulejnota operami itp
10.3. PLANOWANIE I STEROWANIE ZASOBAMI MATERIAŁÓW - SYSTEM MRP I
Pierwszym etapem prac)' jest planowanie i sterowanie zasobami maie-riabwymi do wytwarzania wyrobów. W tym celu zastosowano komputerowe wspomaganie przy wykorzystaniu systemu MRP I (Materiał Rtywre-mntls PUnnwg).
System MRPI służy do planowania i sterowania z komputerowym wspomaganiem [18, 22}. W systemie tym występują trzy rodzaje wfjtt (rys 10.9):
J specyfikacje materiałowe dla wszystkich wytwarzanych wyrobów,
J informacje o stanie zapasów dla wszystkich pozycji materiałowych,
□ zapotrzebowanie na gotowe wyroby, z którego wynika harmonogram produkcji
1*4
jjftf I focry * terowanie r«pa««mi z planowaniem produkcji ł obrjinuie .rr***** wielkości zamówień (zapotrzebowania na wyroby) i tmm-,ix«U\v, wielkości partii i chwil rozpoczynania ich wytwarzania. wm4* «apatkV>v. chwil rozpoczynania dystrybucji wyrobów itp 122] Na %~tMprogramu produkcji wyznacza zestawienia materiałów nirzbęd-\h do wytwor/mia wyrobów, bada zapasy I uatala. iakie matmały, czy podzespoły trzeba zamówić, w jakich ilościach i w pluch tenm--h. aby były najkrócej składowane w magazynach. Wyznaczając lenni* *- pluch c/ęści czy podzespoły maja być wytworzone, i biorąc pod okresy między zamówieniem a dostawa materiałów, MRP I raz-w czasie zamówienia, tak Ze części i podzespoły są dostępne wtedy, ^jv sa potrzebne na stanowiskach roboczych.

Rys. 10.9. Schemat ogólnej struktury systemu MRP 1
Rola systemu MRP I polega na koordynowaniu charakterystyk zapotrzebowania materiałowego na wytwarzane wyroby, dzięki dostarczaniu danych do harmonogramowania procesów produkcji. Rola ta jest porównywana do „skomputeryzowanej wagi", która „waży zapotrzebowanie lufcrułowe według popytu na wyroby* (rys. 10.10).
Harmonogramowanie w MRP 1 uwzględnia aktualna zdolność produkcyjną stan zapasów (materiałów, części, podzespołów, produkcji w toku i gotowych wyrobów), złozone przez klientów zamówienia i przewidywany popyt. Według zasad priorytetowych MRP l wydaje zamówienia na wytwarzanie wyrobów i na dostawy materiałów. Dane do planowania literowania wytwarzaniem są otrzymywane w wyniku pomiarów i kon-Irułi zaawansowania operacji wytwórczych, zapasów matenałów, czasów dortiw matenałów, stanu zatrudnienia, stanu maszyn i urządzeń, terminów dostaw wyrobów itp. MRP 1 powinien zapewnić dostarczanie matenałów i części bez składowania, minimalizując zapasy. Przy opóźnieniach i»uw system MRP I w sposób ciągły (lub okresowo) aktualizuje harmo-
ltó
Wyszukiwarka
Podobne podstrony:
29087 Zdjęcie077 (17) NIK MY NIM At y .INI VUKAM» I wyfct<oyw«n* • -( n i), / f
choroszy$8 248........................................ ............ fH h ih ..... i - m -i Rys. 11.3
10. Na stacji roboczej na pulpicie administratora utwórz plik haslo.txt, a w nim z
skanuj0012 (42) — 52 ZARYS DZIEJÓW TURYSTYKI Można w nim znaleźć informacje na temat możliwości wyja
skanuj0018 Biorąc w nim udział i stwierdzając, że obwiniony żadnych okrzyków nie wznosił tym samym b
więcej podobnych podstron