stale Dorrenberg


|
Oznaczenie gatunku |
Skład chemiczny |
Zastosowanie |
Hartowanie |
Wymiary od ■ do | ||||||||||||
|
Werkstoff |
nazwa |
Dor |
renberg |
c |
Si |
Mn |
Cr |
Mo |
V |
W |
inne |
0 |
□ |
1 I | ||
|
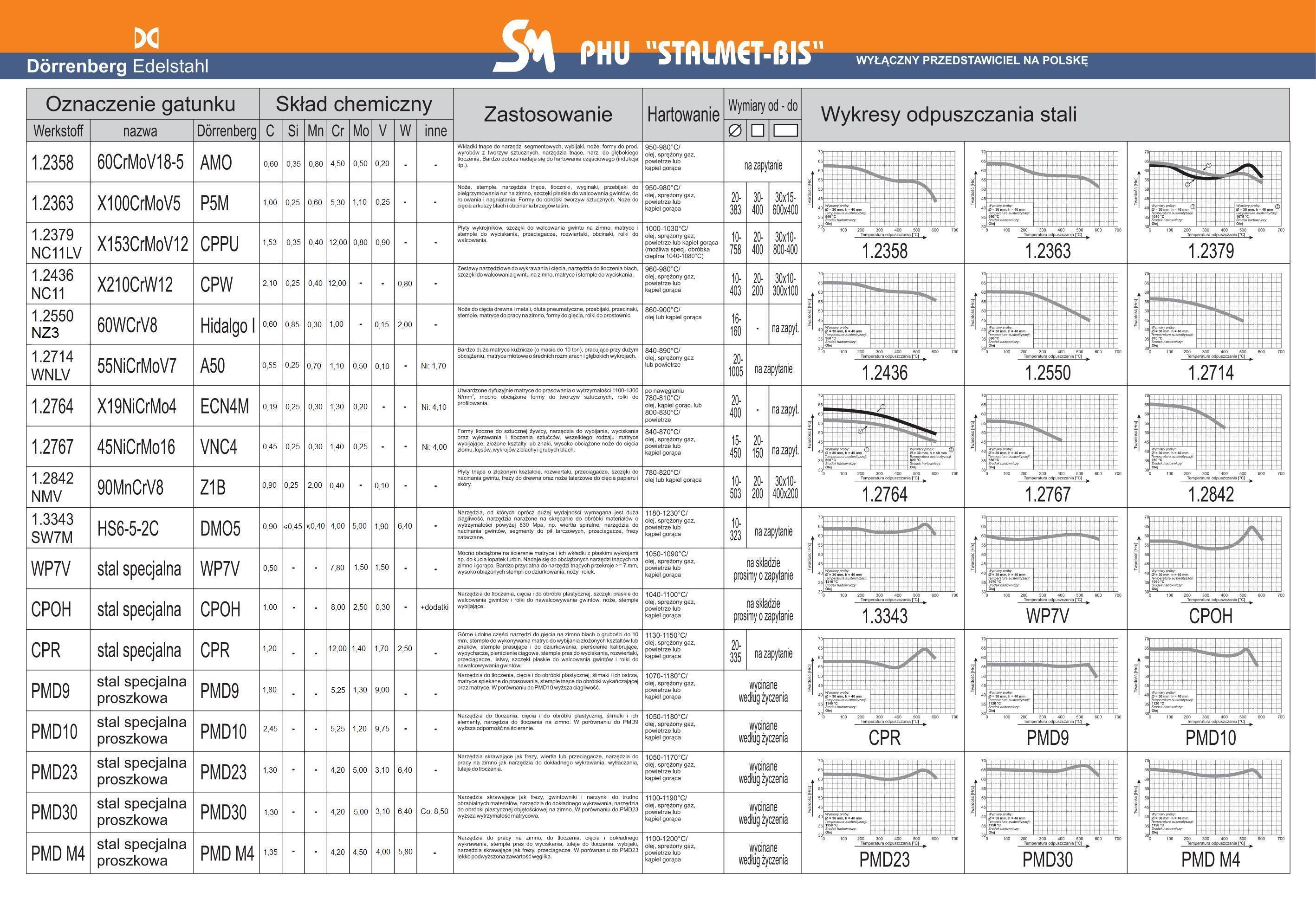
1.2358 |
60CrMoV18-5 |
AM0 |
0,60 |
0,35 |
0,80 |
4,50 |
0,50 |
0,20 |
- |
- |
Wkładki tnące do narzędzi segmentowych, wybijaki. noże, formy do prod. wyrobów z tworzyw sztucznych, narzędzia tnące, narz. do głębokiego tłoczenia. Bardzo dobrze nadaje się do hartowania częściowego (indukcja itp.). |
950-98CTC/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
na zapytanie | |||
|
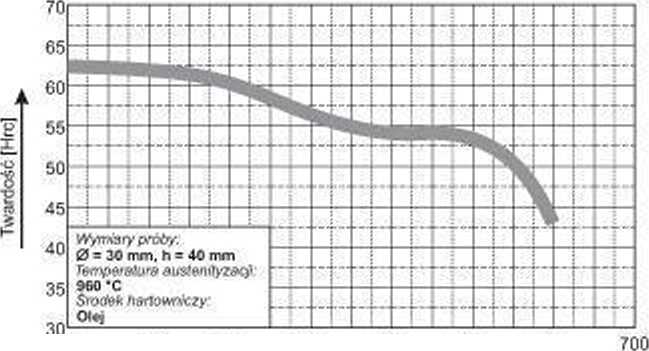
1.2363 |
X100CrMoV5 |
P5M |
1,00 |
0,25 |
0,60 |
5,30 |
1,10 |
0,25 |
- |
- |
Noże, stemple, narzędzia tnęce. tłoczniki, wyginaki, przebijaki do pielgrzymowania rur na zimno, szczęki płaskie do walcowania gwintów, do rolowania i nagniatania. Formy do obróbki tworzyw sztucznych. Noże do cięcia arkuszy blach i obcinania brzegów taśm. |
950-980°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
20- 383 |
30- 400 |
30x15- 600x400 | |
|
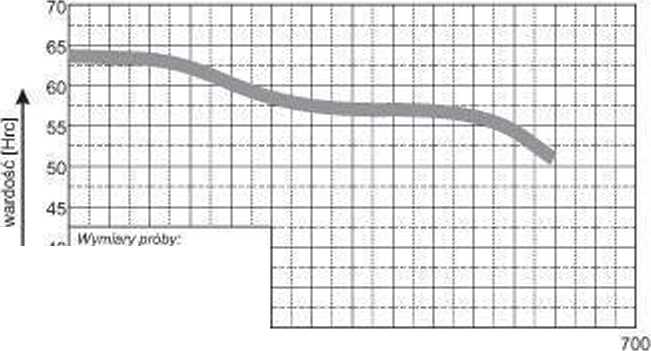
1.2379 NC11LV |
X153CrMoV12 |
CPPU |
1,53 |
0,35 |
0,40 |
12,00 |
0,80 |
0,90 |
m |
- |
Płyty wykrojników, szczęki do walcowania gwintu na zimno, matryce i stemple do wyciskania, przeciągacze, rozwiertaki, obcinaki, rolki do walcowania. |
1000-1030°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca (możliwa specj. obróbka cieplna 1040-10803C) |
10- 758 |
20- 400 |
30x10- 800-400 | |
|
1.2436 NC11 |
X210CrW12 |
CPW |
2,10 |
0,25 |
0,40 |
12,00 |
■ |
- |
0,80 |
- |
Zestawy narzędziowe do wykrawania i cięcia, narzędzia do tłoczenia blach, szczęki do walcowania gwintu na zimno, matryce i stemple do wyciskania. |
960-980°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
10- 403 |
20- 200 |
30x10- 300x100 | |
|
1.2550 NZ3 |
mcm |
Hii |
dalgo I |
0,60 |
0,85 |
0,30 |
1,00 |
- |
0,15 |
2,00 |
- |
Noże do cięcia drewna i metali, dłuta pneumatyczne, przebijaki, przecinaki, stemple, matryce do pracy na zimno, formy do gięcia, rolki do prostownic. |
860-900°C/ olej lub kąpiel gorąca |
16- 160 |
- |
na zapyl. |
|
1.2714 WNLV |
55NiCrMoV7 |
AE |
iO |
0,55 |
0,25 |
0,70 |
1,10 |
0,50 |
0,10 |
■ |
Ni: 1,70 |
Bardzo duże matryce kuźnicze (0 masie do 10 ton), pracujące przy dużym obciążeniu, matryce młotowe o średnich rozmiarach i głębokich wykrojach. |
840-890°C/ olej, sprężony gaz lub powietrze |
20- 1005 |
na zapytanie | |
|
1.2764 |
X19NiCrMo4 |
ECN4M |
0,19 |
0,25 |
0,30 |
1,30 |
0,20 |
- |
- |
Ni: 4,10 |
Utwardzone dyfuzyjnie matryce do prasowania o wytrzymałości 1100-1300 N/mm:, mocno obciążone formy do tworzyw sztucznych, rolki do profilowania. |
po nawęglaniu 780-81 O^C/ olej. kąpiel gorąc. lub 800-830°C/ powietrze |
20- 400 |
■ |
na zapyl | |
|
1.2767 |
45NiCrMo16 |
VNC4 |
0,45 |
0,25 |
0,30 |
1,40 |
0,25 |
- |
- |
Ni: 4,00 |
Formy tłoczne do sztucznej żywicy, narzędzia do wybijania, wyciskania oraz wykrawania i tłoczenia sztućców, wszelkiego rodzaju matryce wybijające, złożone kształty lub znaki, wysoko obciążone noże do cięcia złomu, kęsów, wykrojów z blachy i grubych blach. |
840-870°C/ olej. sprężony gaz, powietrze lub kąpiel gorąca |
15- 450 |
20- 150 |
na zapyl | |
|
1.2842 NMV |
90MnCrV8 |
Z1B |
0,90 |
0,25 |
2,00 |
0,40 |
- |
0,10 |
m |
- |
Płyty tnące o złożonym kształcie, rozwiertaki. przeciągacze. szczęki do nacinania gwintu, frezy do drewna oraz noże talerzowe do cięcia papieru i skóry. |
780-820°C/ olej lub kąpiel gorąca |
10- 503 |
20- 200 |
30x10- 400x200 | |
|
1.3343 SW7M |
HS6-5-2C |
DM05 |
0,90 |
<0,45 |
<0,40 |
4,00 |
5,00 |
1,90 |
6,40 |
■ |
Narzędzia, od których oprócz dużej wydajności wymagana jest duża ciągliwość, narzędzia narażone na skręcanie do obróbki materiałów o wytrzymałości powyżej 830 Mpa, np. wiertła spiralne, narzędzia do nacinania gwintów, segmenty do pił tarczowych, przeciągacze, frezy zataczane. |
1180-1230°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
10- 323 |
na zapytanie | ||
|
WP7V |
stal specjalna |
WP7V |
0,50 |
- |
- |
7,80 |
1,50 |
1,50 |
- |
- |
Mocno obciążone na ścieranie matryce i ich wkładki z płaskimi wykrojami np. do kucia łopatek turbin. Nadaje się do obciążonych narzędzi tnących na zimno i gorąco. Bardzo przydatna do narzędzi tnących przekroje >= 7 mm, wysoko obiążonych stempli do dziurkowania, noży i rolek. |
1050-1090°C/ olej. sprężony gaz. powietrze lub kąpiel gorąca |
na składzie prosimy o zapytanie | |||
|
CP0H |
stal specjalna |
CP0H |
1,00 |
- |
■ |
8,00 |
2,50 |
0,30 |
- |
+dodatki |
Narzędzia do tłoczenia, cięcia i do obróbki plastycznej, szczęki płaskie do walcowania gwintów i rolki do nawalcowywania gwintów, noże. stemple wybijające. |
1040-1100°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
na składzie prosimy o zapytanie | |||
|
CPR |
stal specjalna |
CPR |
1,20 |
- |
- |
12,00 |
1,40 |
1,70 |
2,50 |
- |
Górne i dolne części narzędzi do gięcia na zimno blach o grubości do 10 mm, stemple do wykonywania matryc do wybijania złożonych kształtów lub znaków, stemple prasujące i do dziurkowania, pierścienie kalibrujące, wypychacze, pierścienie ciągowe, stemple pras do wyciskania, rozwiertaki, przeciągacze. listwy, szczęki płaskie do walcowania gwintów i rolki do nawalcowywania gwintów. |
1130-1150°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
20- 335 |
na zapytanie | ||
|
PMD9 |
stal specjalna proszkowa |
PMD9 |
1,80 |
- |
■ |
5,25 |
1,30 |
9,00 |
- |
- |
Narzędzia do tłoczenia, cięcia i do obróbki plastycznej, ślimaki i ich ostrza, matryce spiekane do prasowania, stemple tnące do obróbki wykańczającej oraz matryce. W porównaniu do PMD 10 wyższa ciągliwość. |
1070-1180X/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
wycinane według życzenia | |||
|
PMD10 |
stal specjalna proszkowa |
PMD10 |
2,45 |
■ |
- |
5,25 |
1,20 |
9,75 |
- |
- |
Narzędzia do tłoczenia, cięcia i do obróbki plastycznej, ślimaki i ich elementy, narzędzia do tłoczenia na zimno. W porównaniu do PMD9 wyższa odporność na ścieranie. |
1050-1180°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
wycinane według życzenia | |||
|
PMD23 |
stal specjalna proszkowa |
PMD23 |
1,30 |
■ |
- |
4,20 |
5,00 |
3,10 |
6,40 |
- |
Narzędzia skrawające jak frezy, wiertła lub przeciągacze. narzędzia do pracy na zimno jak narzędzia do dokładnego wykrawania, wytłaczania, tuleje do tłoczenia. |
1050-1170°C/ olej. sprężony gaz, powietrze lub kąpiel gorąca |
wycinane według życzenia | |||
|
PMD30 |
stal specjalna proszkowa |
PMD30 |
1,30 |
- |
m |
4,20 |
5,00 |
3,10 |
6,40 |
Co: 8,50 |
Narzędzia skrawające jak frezy, gwintowniki i narzynki do trudno obrabialnych matenałów, narzędzia do dokładnego wykrawania, narzędzia do obróbki plastycznej objętościowej na zimno. W porównaniu do PMD23 wyższa wytrzymałość matrycowa. |
1100-1190°C/ olej. sprężony gaz, powietrze lub kąpiel gorąca |
wycinane według życzenia | |||
|
PMD M4 |
stal specjalna proszkowa |
PMD M4 |
1,35 |
- |
- |
4,20 |
4,50 |
4,00 |
5,80 |
■ |
Narzędzia do pracy na zimno, do tłoczenia, cięcia i dokładnego wykrawania, stemple pras do wyciskania, tuleje do tłoczenia, wybijaki, narzędzia skrawające jak frezy, przeciągacze. W porównaniu do PMD23 lekko podwyższona zawartość węglika. |
1100-1200°C/ olej, sprężony gaz, powietrze lub kąpiel gorąca |
wycinane według życzenia | |||
0
1
e
r
R
Ł
•o
s
G
*5
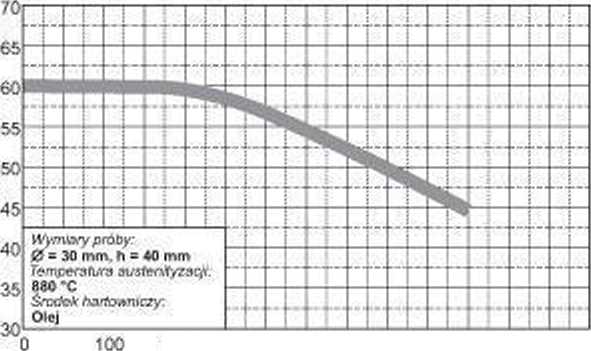
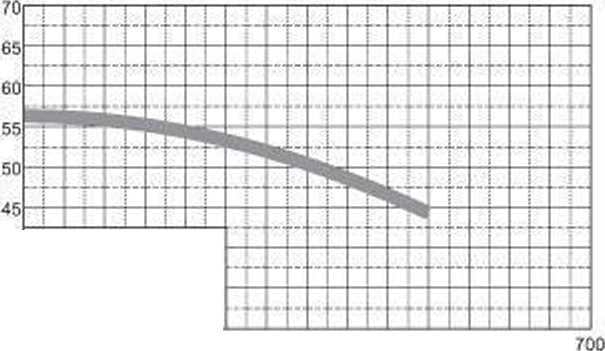
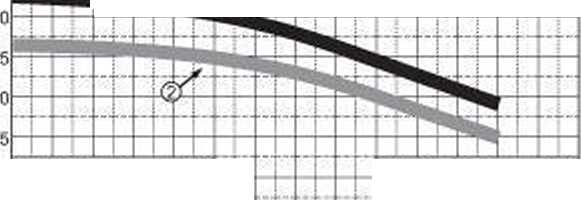
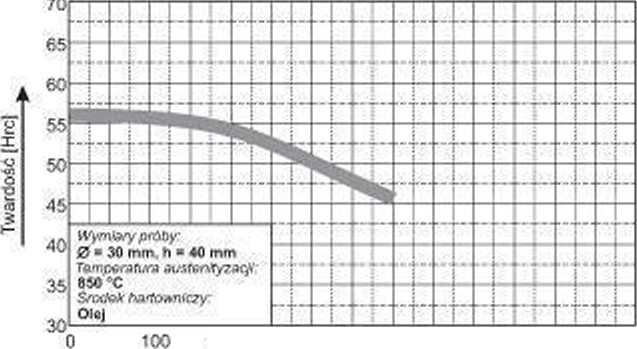
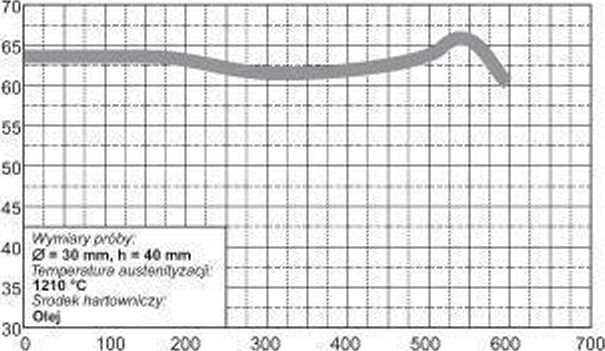
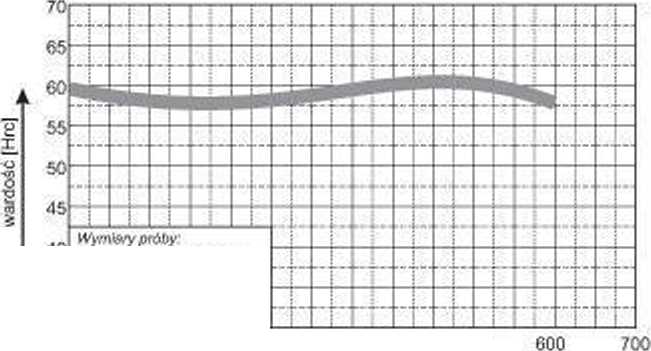
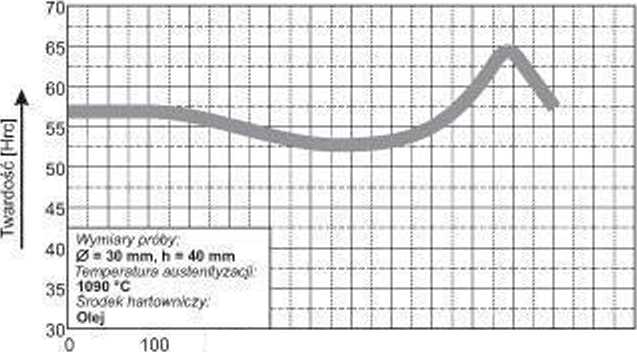
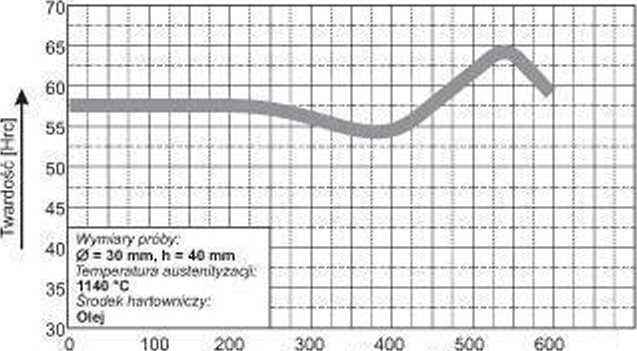
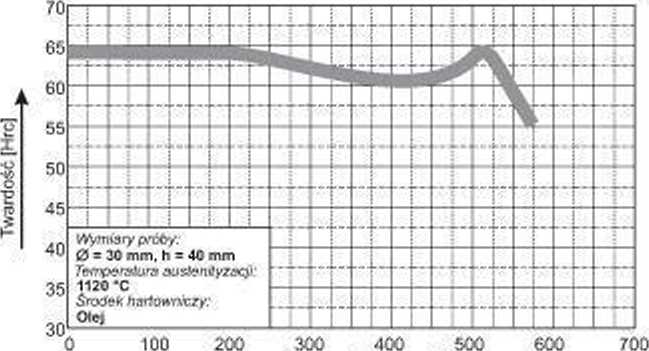
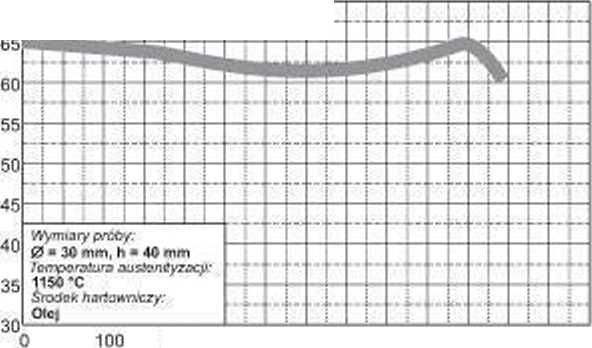
Wykresy odpuszczania stali
200 300 400 600 600
Temperatura odpuszczania [X] ^
0 = 30 mm, h r 40 mm
rĄfnpe<ert,ra a/gtodtyzatf. 050 "C
State* łwtoArtczy. 30^
100 200 300 400 500 600
Temperaturą odpuszczania |rCl ^
e
Ł
•o
ttyuiuryfyófr/. Q
0 = 30 mm. h = 40 mm
fo?¥)0'#&ur* ausiswtyzecy-1010-C
State* nerteimfcjy
W/nawy pta»y. 0
0 = 30 mm. h = 40 mm
T*rv>erąnjrą 6V$9MtiyMtfi 1075-C
State* terTC*W«y
ON_
100 200 300 400 500
Temperatura odpuszczania [X]
600
700
[ON_
1.2358
1.2363
1.2379
|
u |
- |
... |
... |
" |
i |
i |
T |
= | ||||||||||||||||||||
|
>5 0 | ||||||||||||||||||||||||||||
|
.. | ||||||||||||||||||||||||||||
|
0 16 | ||||||||||||||||||||||||||||
|
Wymiary ęsretry: 0 = 30 mm, h = 40 mm *60 -C Sroflto* hartowniczy: °*_ | ||||||||||||||||||||||||||||
|
- | ||||||||||||||||||||||||||||
|
rp |
... _ |
• |
_ |
.. _ | ||||||||||||||||||||||||
100
Terroefatura odpuszczania [’C| ^
700
700
200 300 400 500 600
Temperatura odpuszczania (‘CJ ^
Wymiar/ ptay/;
0 = 30 mm. h = 40 mm
Ttxro*rabjia auste/ttfyzacji' 70 #C
taJoK /tarta Mnfczy;
L«5ł
200 300 400 500 600
Ten-peratura odpuszczania PC| ^
1.2436
1.2550
1.2714
Wymiary ę>r0t>/: 0
0 • 30 mm, h * 40 mm
7tofr\po/Bduf9 ausłantryzAC)'
Srocto* hartovtofC7y'
ON_
"t--t.....t- +
W)m\3fy ptai/ (5)
0 * 30 mm, h ■ 40 mm
rsmpflfatura austflniTy7A3'» 820*0
snute* fwnx*fUCTy
o*l_
100 200 300 400 500
Temperatura odpuszczana [’C|
600
700
700
200 300 400 500 600
Temperatura odpuszczania |‘C|
70;
65
60| r
55
50
46
40
35
30
EFfFFFF
Wymiary procy.
0 « 30 mm, h • 40 mm
Tftroeoftirc Aya30ncy7ar.1v
780 *C
SroSofc A*rtonv&?y.‘
Otól_
100
::
200 300 400 500 600
Temperatura odpuszczania pC|
700
1.2764
1.2767
1.2842
200 300 4C0 500
Temperatura odpuszczania ['C|
Wy,'^y próby 0 ■ 30 mm. h » 40 mm
8Vit*r\tyZ3Cj
1070*C
S'C<te* t&ftofiiway
30^J
200 300 400 500
lempftratura odpu52C2anla |*CJ
200 300 400 500 600
Temperatura odpuszczania |*C|
1.3343
WP7V
CP0H
200 300 400 500
Temperatura odpuszczania PC]
700
50
45
40
35
30
CPR
Wyrrsary orciyy.
0 • 30 mm, h « 40 mm
)cr^?^irj 3m!cn\lyixy
Srod&K /iartawrvczy:
_
•i-
0 100 200 300 400 500 600
Temperatura odpuszczana |łC| ,
PMD23
700
70
F : T I * : :
:+±±±±f-±+
|
■ |
W |
■ |
■ |
m |
m |
m |
m |
mm |
m |
■■ |
m |
m |
■ |
m |
"1 |
k |
■ |
m | ||||||||
|
-t- |
w | |||||||||||||||||||||||||
|
i | ||||||||||||||||||||||||||
|
! |
.-j |
-J | ||||||||||||||||||||||||
|
Wy.-n&y próby 0= 30 mm,h = 40 mm fcsnpefatore at/afWAfywttf. 1120 -C State* /wrownu*//. 0.e) | ||||||||||||||||||||||||||
|
- |
... | |||||||||||||||||||||||||
|
* •• m | ||||||||||||||||||||||||||
100 200 300 400
Temperatura odpuszczania ("Cl
600
700
200 300 400 500
Tcrr . 1. i odpuszczania [ X|
PMD9
70
65
60
55
50
45
40
35
30
r
Wy/n wy próby:
0 • 30 mm. h ■ 40 mm romco^fLra at/Jtoar/zar.Y; 1150'C
State* tevtOĄmczy _
100
i
-i-
ii44-t-f-ł+ł-t4-t-ł-ła

-ł-
200 300 400 500
Temperatura odpuszczania |Xl
PMD30
600
700
“txŁ:444-H-ł4-H44
O
"E
rz
>
200 300 400 500
Temperatura odpuszczania [3C]
700
PMD M4
Wyszukiwarka
Podobne podstrony:
Obraz0016 Tabela 1.2. Stale narzędziowe do pracy na zimno - skład chemiczny i warunki obróbki ciepln
skanowanie0012 (84) 6. Stale i stopy żelaza o szczególnych własnościachTablica 6.8Orientacyjny skład
Podstawy nauki o materiałachStaliwa stopowe konstrukcyjne Skład chemiczny: Staliwa te zawierają od 0
DSC00962 £nak stali jCXM*£ Stan Skład chemiczny, Zastosowanie .kLQ:!Q..ksM&!Qh&
scan0002 i Ćwiczenie 1. Spoiwa cementowe - skład chemiczny cementu portlandzkiego OZNACZANIE ZAWARTO
scan0002 i Ćwiczenie 1. Spoiwa cementowe - skład chemiczny cementu portlandzkiego OZNACZANIE ZAWARTO
Tabela stal nierdzewna gatunki grades Stal Struktura Odpowiedniki Skład chemicznv <H> Właściwo
32 (392) Tablica 2-4 Skład chemiczny różnych gatunków szkła wolframowego i molibdenowego [1], [3], [
więcej podobnych podstron