115805
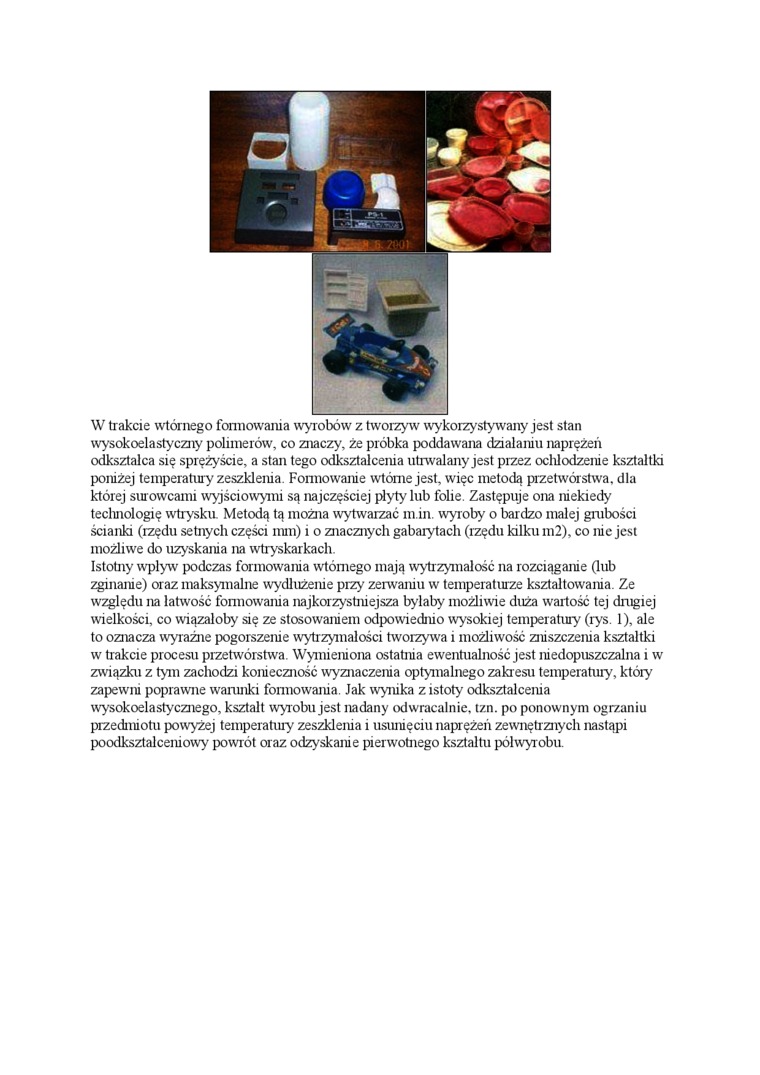

W trakcie wtórnego formowania wyrobów z tworzyw wykorzystywany jest stan wysokoelastyczny polimerów, co znaczy, że próbka poddawana działaniu naprężeń odkształca się sprężyście, a stan tego odkształcenia utrwalany jest przez ocliłodzenie kształtki poniżej temperatury zeszklenia. Formowanie wtórne jest, więc metodą przetwórstwa, dla której surowcami wyjściowymi są najczęściej płyty łub folie. Zastępuje ona niekiedy technologię wtrysku. Metodą tą można wytwarzać m in. wyroby o bardzo malej grubości ścianki (rzędu setnych części mm) i o znacznych gabarytach (rzędu kilku m2), co nic jest możliwe do uzyskania na wtryskarkach.
Istotny wpływ podczas formowania wtórnego mają wytrzymałość na rozciąganie (lub zginanie) oraz maksymalne wydłużenie przy zerwaniu w temperaturze kształtowania. Ze względu na łatwość formowania najkorzystniejsza byłaby możliwie duża wartość tej drugiej wielkości, co wiązałoby się ze stosowaniem odpowiednio wysokiej temperatury (rys. 1), ale to oznacza wyraźne pogorszenie wytrzymałości tworzywa i możliwość zniszczenia kształtki w trakcie procesu przetwórstwa. Wymieniona ostatnia ewentualność jest niedopuszczalna i w związku z tym zachodzi konieczność wyznaczenia optymalnego zakresu temperatury, który zapewni poprawce warunki formowania. Jak wynika z istoty odkształcenia wysokoelastycznego, kształt wyr obu jest nadany odwracalnie, tzn. po ponownym ogrzaniu przedmiotu powyżej temperatury zeszklenia i usunięciu naprężeń zewnętr znych nastąpi poodksztalcemowy powrót oraz odzyskanie pier wotnego kształtu półwyrobu.
Wyszukiwarka
Podobne podstrony:
Slajd3 (4) WYTŁACZANIE JEDNO I DWUŚLIMAKOWE. Wytłaczanie jest procesem ciągłego formowania wyrobów z
Odlewnictwo jest technologią zajmującą się formowaniem wyrobów przez wprowadzenie ciekłego metalu do
Zdjecie0540 Teflon dzisiaj W1948 rozpoczęto produkcję masowa tego tworzywa. Dziś tworzywo Teflon® wy
Wykorzystanie wtórne, ponowne użycie (Reuse, Reusabitity) jest to koncepcja powtórnego stosowania i
Podstawy technologii Bluetooth 7 Stan wykrywania dostępnych urządzeń (ang. Inąuiry) wykorzystywany j
metalurgia040(1) 3. ODLEWNICTWO Odlewnictwo jest technologią zajmującą się formowaniem wyrobów przez
Metodami przetwórstwa tworzyw wykorzystywanych do modyfikacji powierzchni jest nanoszenie powłoki tw
Do czego wykorzystywany jest arbitraż? Dowolny kontroler CAN może rozpocząć transmisję kiedy wykryje
skanuj0035 [Oryginalna Rozdzielczość] V trakcie I fazy (szpitalnej) rehabilitacji kardiologicznej do
skanuj0035 [Oryginalna Rozdzielczość] (2) V trakcie I fazy (szpitalnej) rehabilitacji kardiologiczne
Image117 Załóżmy, że na wejście D podany jest stan 1 i wejście taktujące jest w stanie 0. W takim pr
Rodzaje rysunków technicznych Rysunek techniczny wykorzystywany jest w wielu dziedzinach techniki, d
więcej podobnych podstron