1105140031
Lutowanie twarde umożliwia łączenie blach, kształtowników, części mechanizmów, elementów narzędzi skrawających itd. (rys. 3).
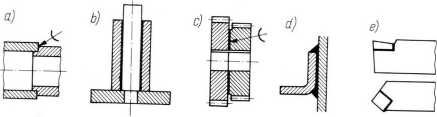
Rys. 3. Połączenia lutowane lutami twardymi
Źródło: Rutkowski A.: Części Maszyn. WSiP, Warszawa 1996
W produkcji seryjnej i masowej lutowanie skutecznie konkuruje z innymi metodami łączenia, ponieważ proces ten jest łatwy do zmechanizowania i zautomatyzowania.
Wytrzymałość połączeń lutowanych. Ze względu na dyfuzję (zjawisko wnikania roztopionego lutu w głąb materiału rodzimego) z metalem łączonym wytrzymałość lutowiny jest większa niż wytrzymałość samego lutu. Zaleca się, aby grubość warstwy lutu wynosiła 0,1 -s- 0,2 mm dla lutów miękkich, a 0,01 0,1 mm - dla lutów twardych; przy zachowaniu
tego warunku uzyskuje się największą wytrzymałość połączenia.
Lutowina może przenosić tylko obciążenia ścinające, natomiast jej wytrzymałość na rozciąganie i zginanie jest niewielka. Wymaga to odpowiedniego ukształtowania połączenia w celu odciążenia lutowiny od sił wywołujących inne naprężenia niż ścinające. Przy obliczaniu wytrzymałości połączeń lutowanych wartość naprężeń dopuszczalnych ustala się na podstawie wytrzymałości lutu na ścinanie R,, przyjmując współczynnik bezpieczeństwa: xm=3 dla obciążeń stałych oraz xm=5 dla obciążeń tętniących.
W połączeniach zakładkowych (rys. 2a; 3b) lub czopowych (rys. 2c oraz 3b) możliwe jest spełnienie warunku jednakowej wytrzymałości lutowiny i łączonych materiałów: S'-kt'> S-k,, gdzie S’ - pole powierzchni lutowiny.
Rodzaje lutów
Luty dzieli się na miękkie, twarde i szlachetne (srebrne). Luty miękkie są stopami cyny, antymonu i ołowiu o temperaturze topnienia 183 300°C (PN-76/M-69400
i M-69401). Stosuje się również luty niskotopliwe (ti = 70 -s- 150°C), przeznaczone do łączenia materiałów o niskiej temperaturze topnienia lub elementów, które nie powinny się nagrzewać podczas lutowania. Luty twarde są stopami miedzi z cynkiem i innymi składnikami (PN-70/M-69413). Rozróżnia się luty twarde łatwo topliwe (tt = 550 + 875°C) i trudno topliwe (tt = 875 1100°C).
Luty srebrne (PN-80/M-69411) są stopami srebra, miedzi i cynku stosowanymi m.in. do połączeń pracujących w podwyższonych temperaturach, odpornych na korozję oraz w wyrobach precyzyjnych.
Lutospawanie
Jest to odmiana lutowania twardego, wykonywana w sposób podobny do spawania, ale bez nadtapiania materiałów części łączonych. Jako lut stosuje się elektrody lub drut spawalniczy z mosiądzu. Lutospawanie jest stosowane do łączenia materiałów trudno spawalnych (żeliwo szare, brąz, stale wysoko węglowe) oraz dla uniknięcia naprężeń i odkształceń spawalniczych wykonuje się w temperaturze do 850°C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego” 12
Wyszukiwarka
Podobne podstrony:
LUTOWANIE - proces technologiczny łączenia części metalowych za pomocą stopionego stopu niskotopliwe
Budowane obecnie zgrzewarki umożliwiają łączenie punktowe części o grubości od 0,05 mm do 30 mm w wa
PIC00630 Rys. 4.9. Umiejscowienie lutu twardego przy lutowaniu: a) przegrody z tulejką, b) połączeni
skanuj0028 (176) EN 10002-1:2001 UWAGA - Kształt części uchwytowej próbek zaznaczono jedynie przykła
star266192 192 Naprawa samochodu terenowego STAR 266 Tablica 11.1. Wymiary zasadniczych części mecha
Technologia i wyposażenie do rotacyjnego dokładnego kształtowania części z materiałów
S główne kształty części opisywać wymiarami prowadzonymi od baz wymiarowych (ewentualnie
IMGf91 Potoczenia nierozłączne rur miedzianych w^konujeji lutowanie miękkie i lutowanie twarde. Lut
więcej podobnych podstron