1310108840
mechanik n/ama
MIESIĘCZNIK NAUKOWO-TECHNICZNY « ORGAN STOWARZYSZENIA INŻYNIERÓW I TECHNIKÓW MECHANIKÓW POLSKICH . ROK LXXXV
Obróbka elektrochemiczna strumieniem elektrolitu
JÓZEF GAWLIK PIOTR LIPIEC
DOMINIK WYSZYŃSKI SEBASTIAN SKOCZYPIEC1
Przedstawiono wyniki wstępnych badań elektrochemicznej obróbki strumieniowej (jet ECM) stali kwasoodpornej. Obróbka odbywała się w dwojaki sposób - wiercenie otworów i kształtowanie rowków na powierzchni czołowej wałka. Określono wpływ podstawowych parametrów procesu, tj. napięcia elektrycznego i ciśnienia elektrolitu z wykorzystaniem metod planowania eksperymentu. Uzyskane wyniki potwierdzają celowość podjęcia dalszych badań, ukierunkowanych na zastosowania przemysłowe procesu jet ECM.
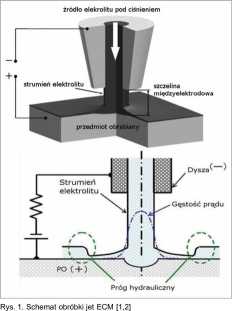
Niekonwencjonalne techniki produkcyjne to ciekawa i bogata dziedzina metod wytwarzania. Stanowią one, komplementarne względem tradycyjnych obróbek ubytkowych, rozwiązania umożliwiające zastosowanie nowych, zaawansowanych osiągnięć inżynierii materiałowej w konstrukcji maszyn i urządzeń. Dzięki zastosowaniu odpowiednio dobranych metod lub ich hybryd możliwe jest kształtowanie materiałów trudno skrawalnych, stopów, materiałów spiekanych czy kompozytów. Spośród szerokiej gamy niekonwencjonalnych metod kształtowania materiałów, na szczególną uwagę zasługuje obróbka elektrochemiczna, która od lat z powodzeniem jest stosowana w wielu gałęziach przemysłu, co dowodzi jej atrakcyjności i uniwersalności. Zastosowanie tej metody, czy też różnych jej sposobów (odmian), na tak szeroką skalę wymaga indywidualnego podejścia, ponieważ każda z aplikacji rządzi się swoimi regułami. Jedną z mniej poznanych i opisanych odmian obróbki elektrochemicznej jest obróbka przy użyciu strumienia elektrolitu pełniącego funkcję narzędzia (elektrody roboczej). Schemat i zasadę procesu obróbki przedstawiono na rys. 1.
Jet ECM - obróbka elektrochemiczna strumieniem elektrolitu
W tej odmianie obróbki kształtowany przedmiot jest obrabiany jedynie w obszarze, w którym strumień elektrolitu uderza w jego powierzchnię, gdyż tylko tam płynie prąd elektryczny. Jest to spowodowane faktem, że rozkład gęstości prądu jest zlokalizowany tuż pod strumieniem. Dzieje się tak dlatego, że wokół miejsca uderzenia strumienia w materiał obrabiany powstaje cienka warstwa elektrolitu, której grubość szybko rośnie (rys. 1). Obróbka strumieniem elektrolitu jest procesem elektrochemicznym, toteż powierzchnia obrabiana cechuje się wszystkimi zaletami ECM. Brak jest zadziorów, a niska temperatura procesu sprawia, że nie ma też pęknięć, wypływek, strefy wpływu ciepła; ponadto obróbka nie wprowadza zmian w strukturze materiału.
Obróbka strumieniem elektrolitu może być stosowana zarówno w skali makro, jak i mikro w procesach: drążenia, toczenia, teksturowania czy nanoszenia warstw. Szybkość obróbki można kontrolować poprzez odpowiedni dobór takich parametrów, jak: czas obróbki, gęstość prądu i średnica strumienia. Koncepcję stanowiska do obróbki jet ECM przedstawiono na rys. 2. Proces ten może być stosowany nie tylko do usuwania materiału, ale również do barwienia (pasywacji) w procesach roztwarzania anodowego. Możliwe jest również kształtowanie przestrzenne elementów (3D) poprzez kontrolę natężenia
Prof. dr hab. inż. Józef Gawlik, dr inż. Dominik Wyszyński, dr inż. Piotr Lipiec, dr inż. Sebastian Skoczypiec - Instytut Technologii Maszyn i Automatyzacji Produkcji, Wydział Mechaniczny Politechniki Krakowskiej
Wyszukiwarka
Podobne podstrony:
-arnamBBhanih MIESIĘCZNIK NAUKOWO-TECHNICZNY » ORGAN STOWARZYSZENIA INŻYNIERÓW I TECHNIKÓW MECHANIKÓ
mechanik 720011 MIESIĘCZNIK NAUKOWO-TECHNICZNY . ORGAN STOWARZYSZENIA INŻYNIERÓW I TECHNIKÓW MECHANI
Rok założenia 1909 www.mechanik.media.plwmkatik Miesięcznik Naukowo-Techniczny
RZEGLĄDeodezyjny Miesięcznik Naukowo-Techniczny Stowarzyszenia Geodetów Polskich
Rok założenia 1909 www.mechanik.media.pl Miesięcznik Naukowo-Techniczny PL ISSN
PO Ml ARY-AUTOMATYKA-ROBOTYKA 11/2012 miesięcznik naukowo-techniczny www.par.pl IS
Miesięcznik Naukowo-Techniczny Nr 11/2011 J przeglądpnuiniNicTuin Welding
Miesięcznik Naukowo-techniczny 8/2008 Rok założenia 1928 PLISSN 0033-2364 lndex 37125 Cena
miesięcznik naukowo--technicznynapędyI sterowanie
26 Cennik publikacji reklam w miesięczniku naukowo-technicznym PAK 33 II Targi Pneumatyki, Hydraulik
Nr 2/2007 Miesięcznik Naukowo-Techniczny przeglądpfluiniNKTuIn RoiLzałożeniaJ928^ PL ISSN
CHGLAY68 • PL ISSN 0009-2886 • ROK LXVIII 2014 miesięcznik naukowo-techniczny science technical
Image1 (6) STOWARZYSZENIE NAUKOWO - TECHNICZNE INŻYNIERÓW I TECHNIKÓW PRZEMYSŁU SPOŻYWCZEGO ODD
Image1 (7) STOWARZYSZENIE NAUKOWO - TECHNICZNE INŻYNIERÓW I TECHNIKÓW PRZEMYSŁU SPOŻYWCZEGO ODD
Image1 (8) STOWARZYSZENIE NAUKOWO - TECHNICZNE INŻYNIERÓW I TECHNIKÓW PRZEMYSŁU SPOŻYWCZEGO ODD
Image1 (5) STOWARZYSZENIE NAUKOWO - TECHNICZNE INŻYNIERÓW I TECHNIKÓW PRZEMYSŁU SPOŻYWCZEGO ODD
więcej podobnych podstron