869568826
The CNC system with stepper motor drives 77
In the system, the motion trajectory is described by "G" and "M" codes. The interpreter błock transforms numerical codes to NURBS curves form. Motion optimization is conducted by the feedrate profiling błock using Look-Ahead algorithm. The interpolation błock generates the next position of the axle.
Modern multiaxial machinę control systems with stepper motor drives can run with high velocity (about 5-30 m/min). When designing control system, the dynamie development of stepper motor drives must be taken into account.
For the exampled parameters of the mechanical axle:
• linear velocity of slides - 15 m/min;
• lead of rolling screw gear - 5 mm/turn;
and a resolution of the stepper motor drive - 27i/51200 (200 steps per tum, driver in 256 microstepping modę), the frequency pulse CLK (to drives) is 2.56 MHz. The jitter of CLK pulse ought to be as smali as possible. The CLK pulses generation at high resolution and trajectory analysis described by NURBS curves using Look-Ahead algorithm, requires large resources and computing power of machinę control system.
The proposed CNC control system is based on a PC and the stand-alone CNC controller (Fig. 2).
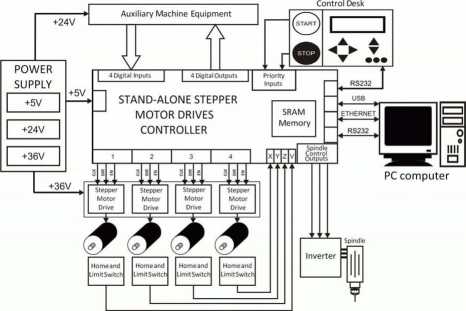
Fig. 2. The architecture of CNC control system
Wyszukiwarka
Podobne podstrony:
Kazimierz KARWOWSKI Marcin PAPROCKITHE CNC SYSTEM WITH STEPPER MOTOR DRIVES ABSTRACT In the paper th
The CNC system with stepper motor drives 83 in the PC application, remove geometrical discontinuitie
The CNC system with stepper motor drives 79 The CNC system with stepper motor drives 79 where: C(u)
The CNC system with stepper motor drives 81 Fig. 4. Stand-alone stepper motor drives controller6. EX
skanowanie0014 (47) • The communicative teaching is marked by an atmosphere of using and working wit
® The main materiał is combined soft and comfortable knitted fabrics with PU leather fabric @ Hollow
skanowanie0014 (47) • The communicative teaching is marked by an atmosphere of using and working wit
“The overall design of the HF-81 is conservative, honest and • • functional. It is a good value cons
27ddg20 Shared Component 3 Shared File C:WIND0WSSYSTEMTHREED32.0CX This is a shared component, and t
A manufacturer’s enthusiasm about a new cartridge is only natural -the real judgement is madę b
46469 skanuj0011 (65) Rehabilitacja więzadła krzyżowego The rehabilitation protocol is flexible, int
więcej podobnych podstron