
THE INFLUENCE OF TRAMP ELEMENTS ON
THE SPALLING RESISTANCE OF HOT WORK
TOOL STEEL 1.2343
W. Bleck and M. Pant
Aachen University of Technology
Department of Ferrous Metallurgy
Intzestraße 1
D-52072 Aachen
P.O. Box: D-52056
Germany
Abstract
In a multilateral research project it was the task of the Department of Fer-
rous Metallurgy to evaluate the influence of different amounts of the tramp
elements Nickel and Copper on the spalling resistance of hot work tool steel
1.2343 (X37CrMoV5-1). Since the influence of Nickel and Copper on the
forming properties of hot work tool steels is already known, an examination of
technological properties like spalling resistance in dependence of the content
of these tramp elements had not taken place. In this research project, nine ex-
perimental heats including Nickel contents between 0.1 and 0.5 mass-% and
Copper contents between 0.05 and 0.4 mass-% were examined concerning
their spalling resistance. Thermal shock loading was simulated in laboratory
scale by means of a test set-up with inductive heating. The best spalling
resistance was evaluated in one heat containing 0.1 mass-% Nickel and 0.2
mass-% Copper and in one heat containing 0.3 mass-% Nickel and 0.4 mass-
% Copper. Both heats provided the best combination of appropriate hardness
loss and low amount of damage inflicted by thermal shock. The worst results
were evaluated in heats with a surplus of the Nickel on the Copper content
and in one heat with a high Copper surplus.
Keywords:
load collective, spalling resistance, tramp elements, thermal shock simula-
tion, thermal shock test set-up, crack analysis, technological properties, tool
service-life
49

50
6TH INTERNATIONAL TOOLING CONFERENCE
INTRODUCTION
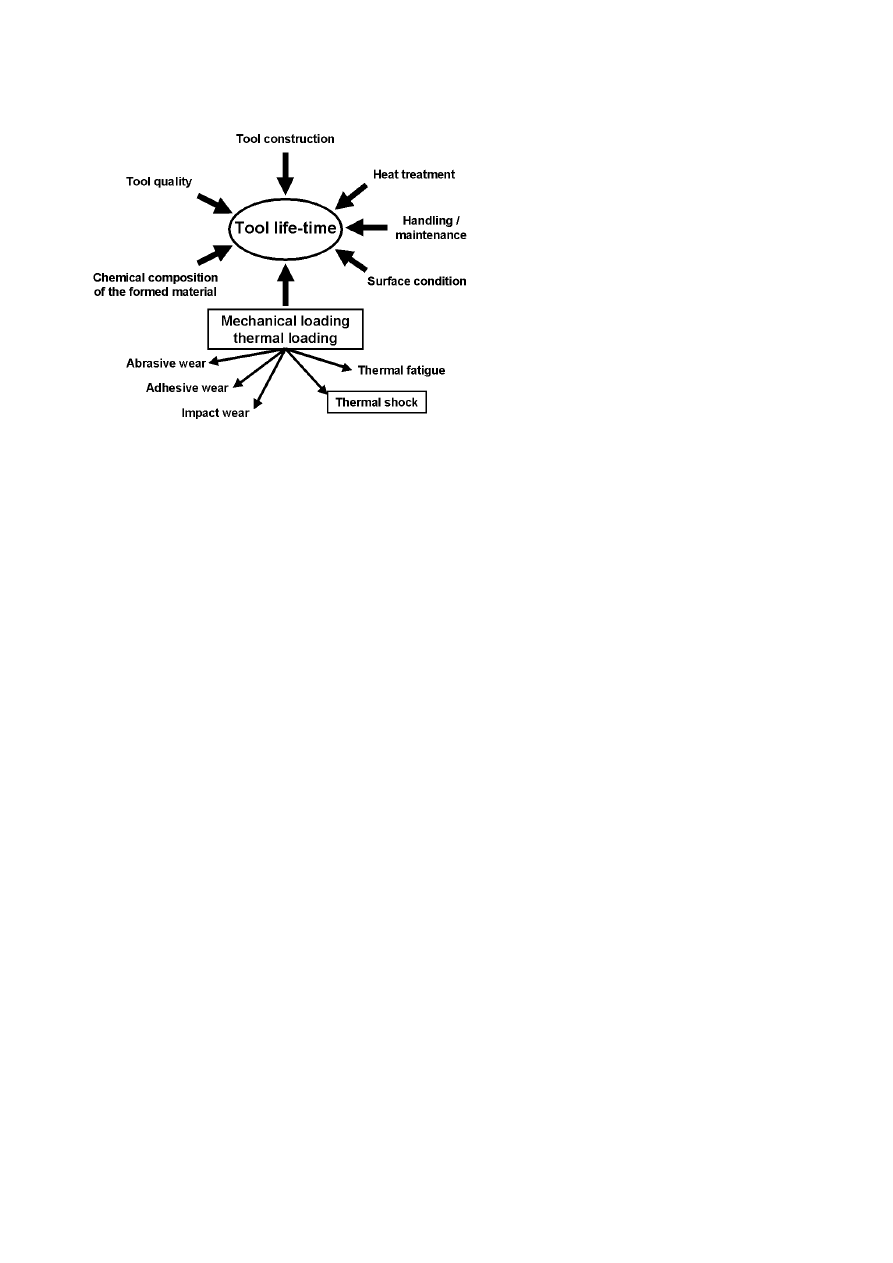
A tool service-life depends on a complex collective of influencing param-
eters Fig. 1 [1, 2]. In recent years the increasing usage of scrap in hot work
steel production resulted in a growing input of tramp elements what is sup-
posed to provide a certain influence on the tool quality. Certain amounts of
different tramp elements can provide a negative influence on the hot forma-
bility and the purity of hot work tool steels but the influence on different
technological properties in the ready for use-state and consequently on the
tool life time has not been observed so far.
Beneath other aspects a good spalling resistance is one of the most impor-
tant properties required for hot tools. While thermal shock damages directly
causes tool failure especially in pressure casting dies, the indirect influence
of thermal shock damages can be worse. Damages induced by thermal
shock loading usually support wear, shelling formation and surface rupture
and thus tool failure in combination with mechanical load since even small
cracks could serve as initiation for heavier damages. This effect especially
occurs at drop forging tools [2, 3, 4].
In the frame of a multilateral research project the Department of Ferrous
Metallurgy, University of Technology, Aachen had to determine the spalling
resistance of hot work tool steel 1.2343 (X37CrMoV5-1) in dependence
of different amounts of the tramp elements Nickel and Copper. Too high
amounts of these elements possibly provide adverse effects on the spalling
resistance what might lower the lifetime of tools.
In the experiments, thermal shock load is simulated by means of a set-up
with inductive heating. The tested samples are examined by a certain evalu-
ation program that included the determination of hardness and a quantitative
measuring of the inflicted damages. At last the results are compared and
evaluated. The purpose was to determine appropriate amounts of tramp el-
ements allowed for the application in hot work tool steel 1.2343 to maintain
a good spalling resistance.
WORKING PROGRAM AND TESTING METHODS
TESTING MATERIAL 1.2343
As already mentioned, in this project the hot-work tool steel 1.2343
(X37CrMoV5-1) in tempered state was examined. This steel is used in
The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
51
the application fields of drop forging dies, pressure casting dies and ex-
trusion press tools. The material was heat treated to a hardness of around
45 ± 2HRC with the following tempering procedure:
austenising at 1010
◦
C
stepwise quenching in oil
two times tempering at 620
◦
Cand 610
◦
C
In this research project, nine different heats with defined amounts of both
Nickel and Copper were tested. As can be seen in Table 1 the heats include
Nickel contents between 0.1 and 0.5 mass-% and Copper amounts between
0.05 and 0.4 mass- %. These tramp elements were alloyed during the melting
process and correspond with amounts usually brought in by scrap use. Table
2 shows a matrix of the possible combinations of the tramp elements to be
examined.
THERMAL SHOCK DAMAGE – MEANING AND
TESTING METHOD
The initiation of thermal shock damage can be explained by the cyclic
loading and relief of strain of a material surface undergoing a permanent
extension and contraction due to cyclic heating-up and quenching during the
application [5]. The most typical resulting kinds of damage due to thermal
shock are deformation, cracks and shellings. Deformation is the primary
stage of thermal shock damage and impairs the functionality of a component
and could further prevent the insertation after dismantling. Cracks are the
second stage and also represent the major resulting kind of thermal shock
damage and induce the most component failures in industrial application by
far. The final stage are shellings which normally occur after cracks have
grown together.
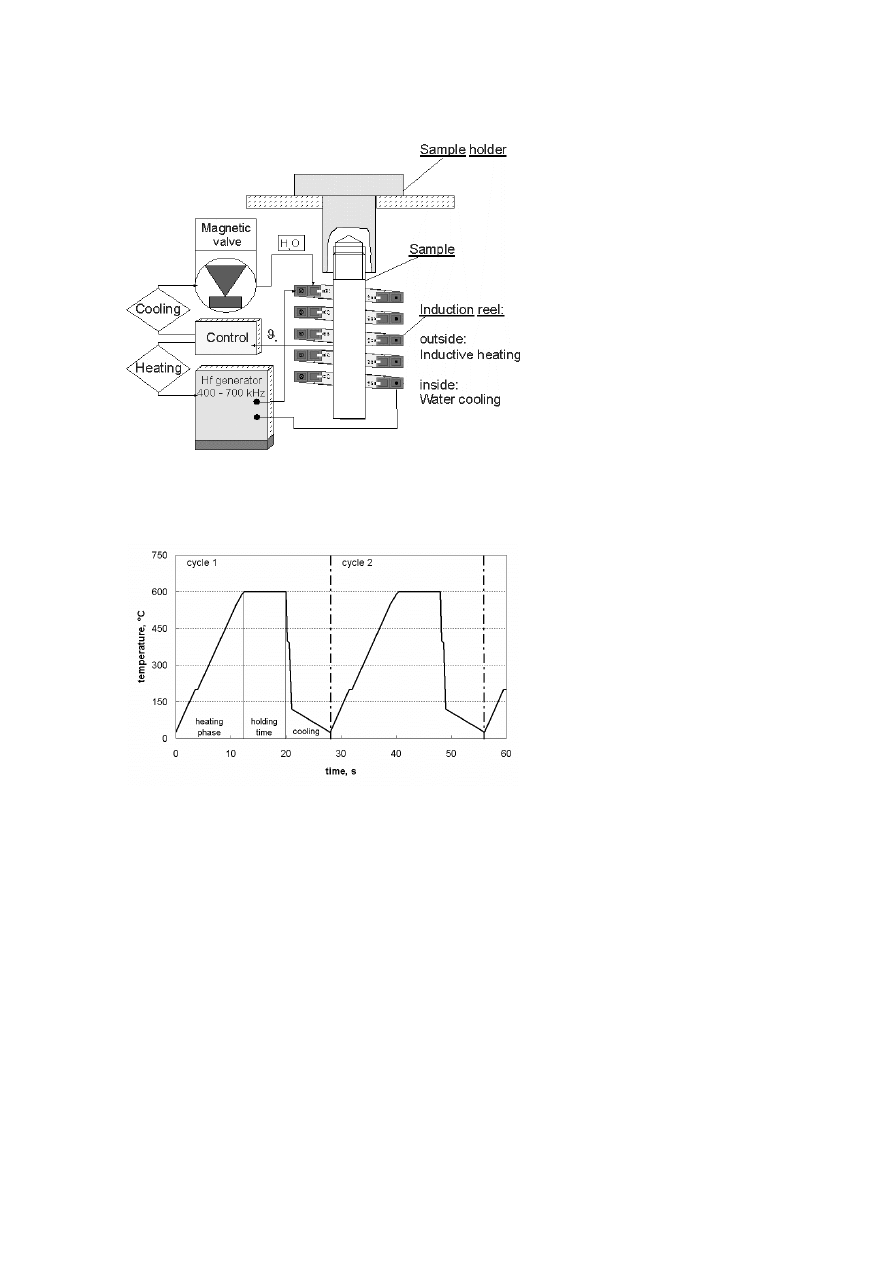
At the Department of Ferrous Metallurgy, thermal shock loading is simu-
lated by means of a thermal shock test set-up with inductive heating depicted
in Fig 2. Inductive heating is one of the most common heating methods for
thermal shock simulation [6]. During the experiments the grinded cylindric
52
6TH INTERNATIONAL TOOLING CONFERENCE
samples of steel 1.2343 are heated up cycle-wise by an induction reel and
subsequently externally quenched with water. The samples are fit inside a
sample holder and no additional mechanical load is subjected. The surface
temperature is measured by means of a Pt/PtRh thermocouple spot welded
on the specimen. Figure 3 presents the temperature-time curve of two ther-
mal shock cycles in a time period of 60 seconds. During the experiments,
the following set-up parameters were applied:
Heating source: High-frequency generator (700 kHz)
quenching: by water
process temperatures: surface temperature: RT to 600
◦
C
heating gradient: 50 K/s
quenching gradient: 1000 K/s
geometry of the sample : cylinder ∅ 20 mm, h = 130 mm
cycle time: 28 s
cycle number: 1000
Due to thermal shock loading an isotropic crack network is formed on
the circumferential surface of the tested specimens by the time. The first
cracks are initiated at grinding groves in lateral direction. Later, cracks in
main-axis direction are formed on the interstices of the first cracks due to
notch effect. The formed crack network and the possible softening in the
surface area of the specimens are eventually evaluated to conclude on the
spalling resistance.
EVALUATION OF RESULTS AND ANALYSIS
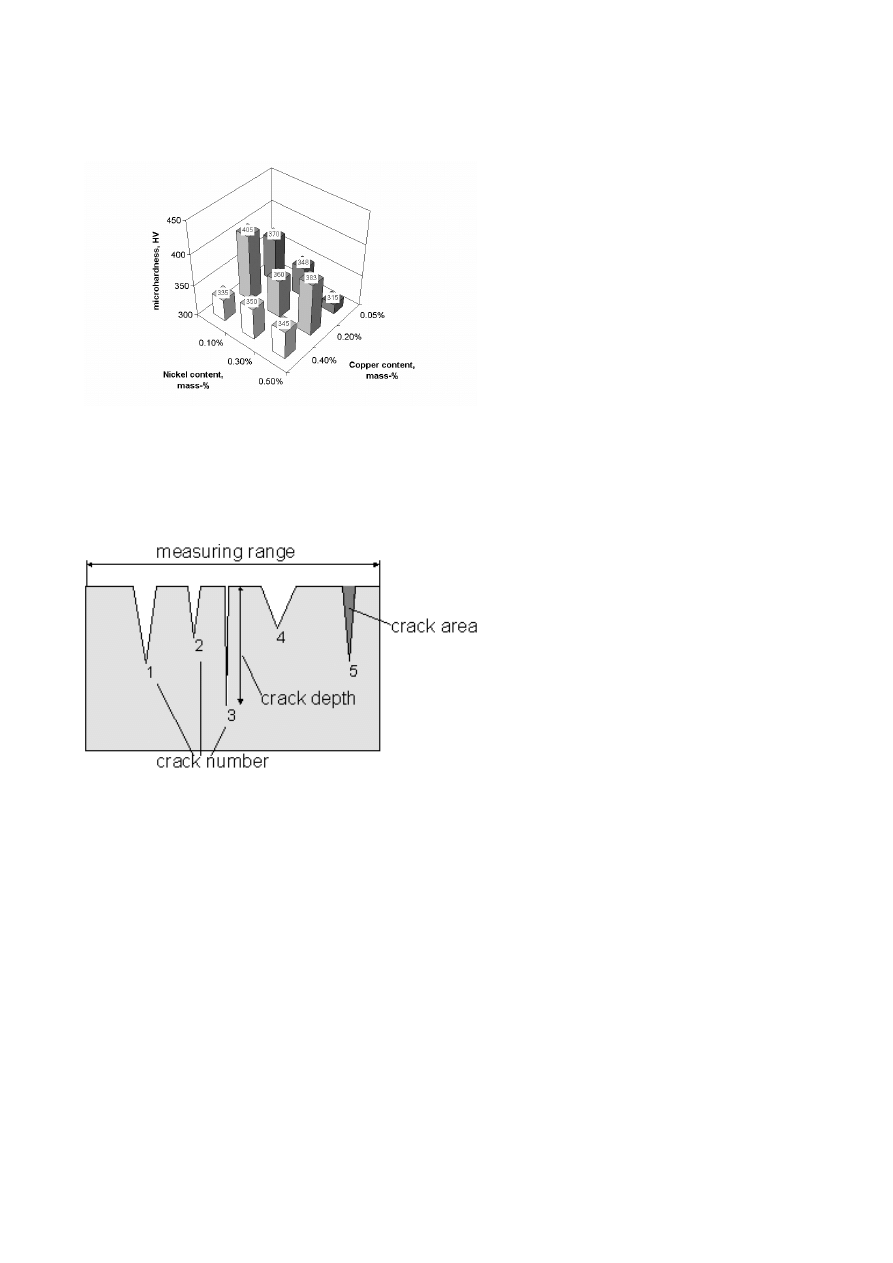
HARDNESS AFTER THERMAL SHOCK
The surface hardness of the specimens after thermal shock loading was
determined at polished cross sections of the most damage-affected areas of
the samples by means of an automatic hardness tester with a load of HV 1.
The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
53
It is presumed that thermal shock loading causes a softening of the surface
due to annealing effects while the core region is not affected much. In the
industrial application a constant surface hardness after thermal shock loading
is necessary to prevent deformations due to simultaneous mechanical loading
during the forging process.
Figure 4 shows the hardness values at 500 µm below the surface of all
heats after thermal shock loading. At low Copper amounts of 0.05 mass-%
a significant drop in the surface hardness is detected with increasing Nickel
amount. Due to the ability of Nickel to decrease
A
c
1
temperature, the ma-
terial apparently is transformed to a close to soft annealed state. This effect
obviously can be reduced by adding certain amounts of Copper. In heats in-
cluding 0.2 mass-% Copper the measured decrease of surface hardness with
a simultaneously growing Nickel amount is lower. This phenomenon can
be explained by the ability of Copper to improve the tempering resistance of
steels with contents of around 0.2 mass-%. At higher Copper amounts of 0.4
mass-% the surface of the specimens softens again and no severe influence
of an increasing Nickel amount could be measured.
CRACK ANALYSIS
To quantify the damage evolution during thermal shock, polished cross
sections of tested samples were crack-analysed by means of a digital image
analyser. For the crack analysis cross section were taken from the most
affected middle part of the tested specimens. Figure 5 shows a schematic
sketch of an unetched cross section after 1000 thermal shock cycles including
the characteristic values to be measured. To even out irregularities in the
experimental method, the whole damaged surface of the specimens was to
be examined. The determined values of the crack analysis are the following:
standardised average crack number, 1/mm: number of cracks related
to a measuring range of 1 mm
standardised average crack depth, µm/mm: total crack depth divided
through the number of cracks related to a measuring range of 1 mm
standardised average crack area,
µm
2
/mm: total crack area divided
through the number of cracks related to a measuring range of 1 mm
54
6TH INTERNATIONAL TOOLING CONFERENCE
In [6, 7] the evaluation of thermal shock damages is limited to crack
number and crack length. Though these values are important since they
give conclusions about the crack susceptibility and crack growth rate, it is
also necessary to measure the crack area to determine the shape of damages
and the possible material loss inflicted by thermal shock load. Thus, the
measured crack area is an equivalent value for the evaluation of spalling
resistance. To provide a good spalling resistace all determined values of the
crack analysis should be as low as possible.
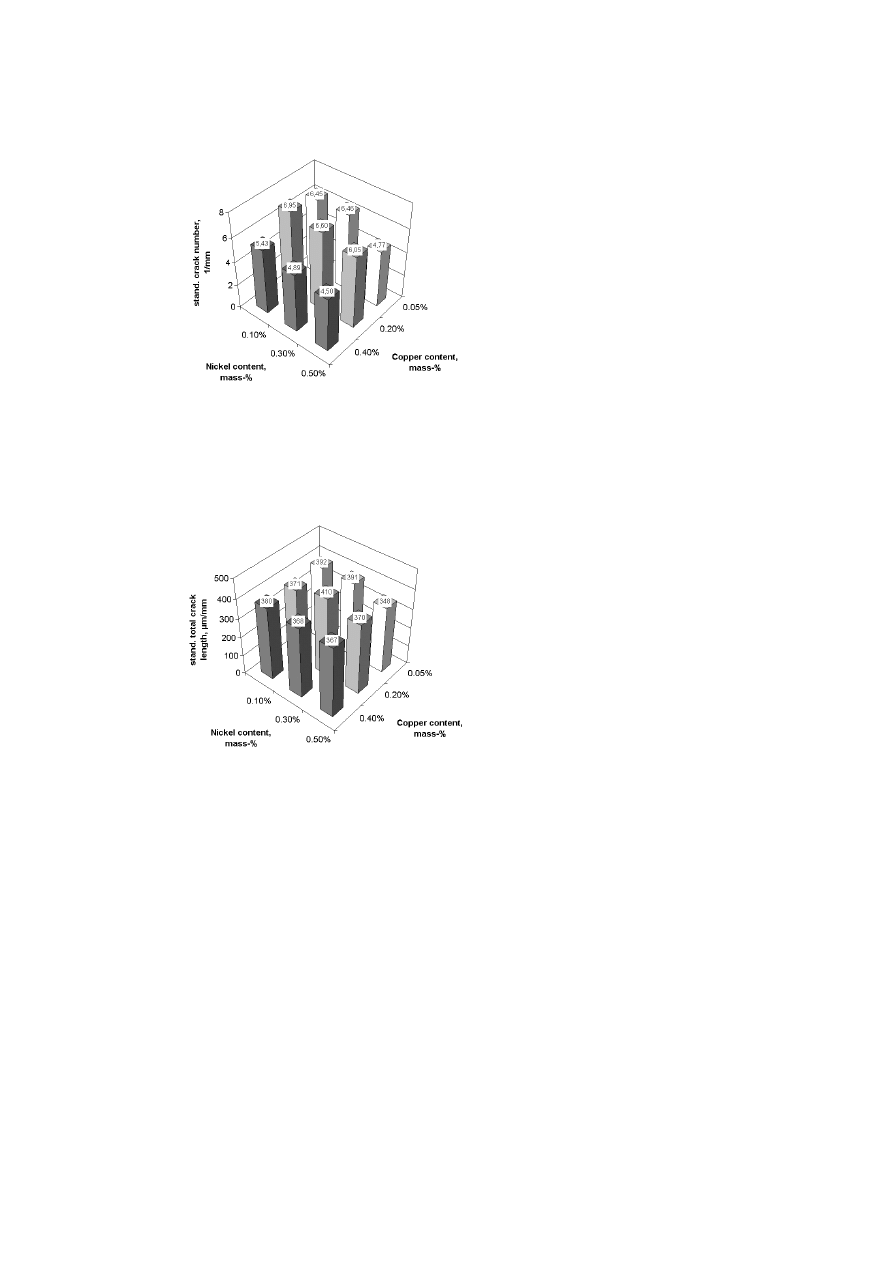
In Fig. 6 the measured values of the standardised crack number for all
heats after 1000 thermal shock cycles are shown. It clearly can be seen
that the crack number generally decreases with increasing Nickel amount
independently of the Copper content. Most of the values correlate with
the measured microhardness since a softened surface generally impairs the
formation of new cracks. This presumption is especially supported by the
results of heat 5 containing 0.1 mass-% Nickel and 0.05 mass-% Copper
and heat 11 containing 0.5 mass-% Nickel and 0.4 mass-% Copper. On the
other hand in materials that kept their hardness the highest crack number are
inflicted (e.g. heat 6 containing 0.1 mass-% Nickel and 0.2 mass-% Copper).
Heat 8 containing 0.30.2 mass-% Copper represents an exception since the
rather high number of cracks does not correlate with the low hardness of
the surface. Altogether, a low amount of developed cracks proves a good
resistance against crack formation but the generally simultaneous softening
of the material surface could be fatal in practical use.
Fig. 7 shows the standardised total crack length of all specimens after
1000 thermal shock cycles. It can be seen, that the range of values between
367 and 410
µm/mm is rather tight. So the influence of different Copper
and Nickel amounts on the total crack length seems to be limited. Only for
heats containing 0.05 and 0.4 mass-% Copper a certain decrease of the crack
length with growing Nickel content could be measured.
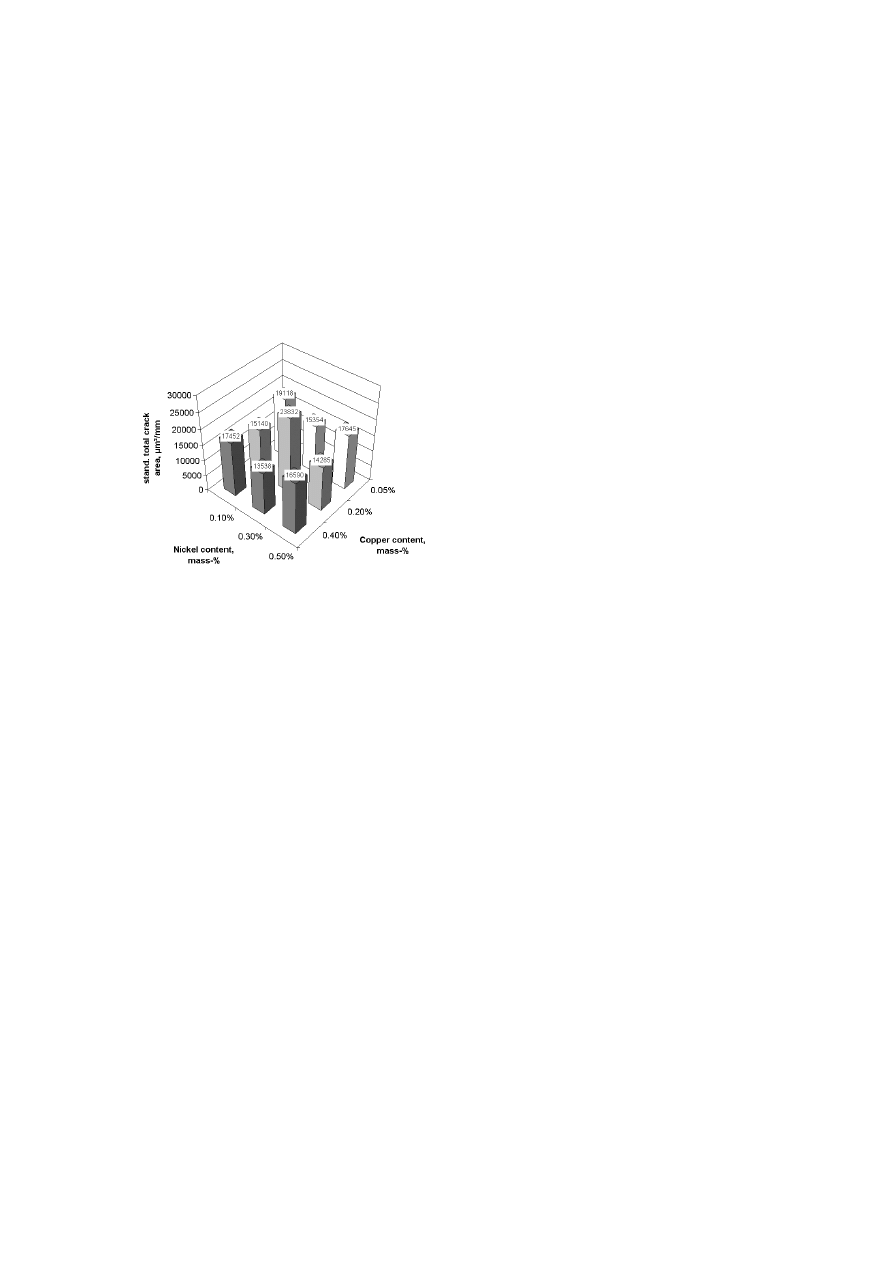
The values for the standardised total crack area are shown in Fig. 8.
In contrast to the total crack length significant differences of the values
were measured, here. From the results no clear correlation with increasing
or decreasing amounts of tramp elements is evaluable. The lowest values
could be measured for heats 9 containing 0.3 mass-% Nickel and 0.4 mass-
% Copper and for heat 10 containing 0.5 mass-% Nickel and 0.2 mass-%
Copper. Although the inflicted crack areas of both heats are similar, the
shape of the cracks seems to be different. Heat 9 sustains less cracks than

The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
55
heat 10 and thus its spalling resistance is better due to a smaller amount of
cracks. In heat 8 the highest crack area could be detected by far. Together
with the high amount of cracks the spalling resistance of this heat proves to
be rather bad.
SUMMARY AND DISCUSSION
In this report the influence of the tramp elements Nickel and Copper on
the spalling resistance of hot work tool steel 1.2343 (X37CrMoV5-1) was
determined. The laboratory experiments were carried out by means of a
thermal shock test set-up with inductive heating. The tested specimens were
evaluated concerning their hardness and the amount of damage. To offer a
good spalling resistance the tested heats ideally had to maintain their hard-
ness and to show little damage after thermal shock. The measured hardness
and the measured damages were eventually calculated and evaluated.
It was determined, that a low amount of damages is often associated with a
severe softening of the material surface could be detected. A softened surface
region impairs the formation and the enlarging of cracks but also provides a
lower strength against deformation. There also has been taken into account
the material behaviour depending on different concurrent amounts of Nickel
and Copper. In the experiments it was found that an increasing Nickel
amount softens the materials surface at low Copper amounts while Copper
amounts of around 0.2 mass-% provides a rather stable hardness.
An overview of all heats concerning their spalling resistance is given in
Table 3. For the final judgement all determined values were set to a valency
of 25%. Heats 6 and 9 both including a light surplus of Copper over Nickel
of 0.1 mass-% exhibited the best spalling resistance of all examined heats
after 1000 thermal shock cycles. Apparently this copper surplus is able
to suppress the softening the tendency caused by Nickel and offers also
an acceptable damage resistance due to the increased tempering resistance.
An inappropriate spalling resistance was evaluated in heats 2, 4, 7 and 8.
Obviously the existence of a Nickel over Copper surplus or a high Copper
surplus worsens significantly the resistance against thermal shock load.
ACKNOWLEDGMENTS
The authors are grateful for support by:Edelstahl Witten Krefeld GmbH,
Krefeld, Germany; Verein Deutscher Eisenh¨uttenleute, D ¨usseldorf, Ger-
56
6TH INTERNATIONAL TOOLING CONFERENCE
Table 1.
Amounts of tramp elements in the tested heats
Nickel amount in mass-%
Copper amount in mass-%
Heat 2
0.10
0.05
Heat 4
0.30
0.05
Heat 5
0.50
0.05
Heat 6
0.10
0.20
Heat 7
0.10
0.40
Heat 8
0.30
0.20
Heat 9
0.30
0.40
Heat 10
0.50
0.20
Heat 11
0.50
0.40
Table 2.
Matrix of the heats concerning their amount of tramp elements
Copper content,
Nickel content, mass-%
mass-%
0.10
0.30
0.50
0.05
Heat 2
Heat 4
Heat 5
0.20
Heat 6
Heat 8
Heat 10
0.40
Heat 7
Heat 9
Heat 11
Table 3.
Final judgement of all heats concerning spalling resistance + good, o average, -
weak
Hardness
Crack number
Total crack
Total crack
Spalling
length
area
resistance
Heat 2
o
-
-
-
Weak
Heat 4
-
-
-
+
Moderate
Heat 5
-
+
o
o
Average
Heat 6
+
-
o
+
Above-average
Heat 7
-
o
o
o
Moderate
Heat 8
o
-
-
-
Weak
Heat 9
o
+
o
+
Good
Heat 10
o
-
o
+
Average
Heat 11
-
+
o
o
Average
The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
57
Figure 1.
Parameters influencing the service life of tool steels [1].
many; Kind & Co. Edelstahlwerk, Wiehl, Germany; Schmidt + Clemens
GmbH, Lindlar, Germany; Institut f¨ur Werkstofftechnik, Bergakademie Freiberg,
Freiberg Germany; B ¨ohler Edelstahl GmbH, Kapfenberg, Austria; Sidenor
R&D, Basauri, Spain
REFERENCES
[1] I. SCHRUFF, A. SCHINDLER, W. KORTMANN, H¨arterei-Technische Mitteilungen,
53 (1998) 3, pp. 139-146
[2] H. LUIG, T. BOBKE, Tribologie + Schmierungstechnik 37 (1990) 2, pp. 76-81
[3] E. HABERLING, K. RASCHE, Thyssen Edelstahl Technische Berichte 9 (1983) 2, pp.
111-120
[4] J. RUGE , M. SCHULZ, Wt Zeitschrift f¨ur industrielle Fertigung, 76 (1986), pp. 613-617
[5] L. KINDBOM, Warmrißbildung bei der Temperaturwechselbeanspruchung von War-
marbeitswerkzeugen, Archiv f¨ur das Eisenh¨utenwesen, Aachen, 1964
[6] P. SCH ¨
ULER, E. HABERLING, H.-W. ERCKES, Thyssen Edelstahl Technische
Berichte 3 (1977) 2, pp. 130-134
[7] K.-D. FUCHS; E. HABERLING, K. RASCHE, Thyssen Edelstahl Technische Berichte
15 (1989) 2, pp 54-62
58
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 2.
Test set-up for the simulation of thermal shock loading.
Figure 3.
Temperature-time chart for the thermal shock experiments.
The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
59
Figure 4.
Microhardness 500 µm below the surface of the tested specimens dependent on
the Nickel and Copper content after 1000 thermal shock cycles.
Figure 5.
Principle of the crack analysis.
60
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 6.
Standardised crack number dependent on the Nickel and Copper content after
1000 thermal shock cycles.
Figure 7.
Standardised total crack length dependent on the Nickel and Copper content
after 1000 thermal shock cycles.
The Influence of Tramp Elements on the Spalling Resistance of Hot Work Tool Steel 1.2343
61
Figure 8.
Standardised total crack area dependent on the Nickel and Copper content after
1000 thermal shock cycles.

Wyszukiwarka
Podobne podstrony:
3 The influence of intelligence on students' success
84 1199 1208 The Influence of Steel Grade and Steel Hardness on Tool Life When Milling
The influence of Aristotle on Alfarabi
Język angielski The influence of the media on the society
network memory the influence of past and current networks on performance
3 27 37 Influence of the Temperature on Toughness of DIEVAR
70 1003 1019 Influence of Surface Engineering on the Performance of Tool Steels for Die Casting
The influence of British imperialism and racism on relationships to Indians
The Influence of Bodybuilding on Martial Arts Training
Soliwoda, Katarzyna i inni The influence of the chain length and the functional group steric access
Conrad Hjalmar Nordby The Influence Of Old Norse Literature On English Literature
2000 Influence of Fiber Fermentability on Nutrient Digestion in the Dog
Nosal Wiercińska, Agnieszka i inni The Influence of Protonation on the Electroreduction of Bi (III)
1998 The influence of sugar beet fibre, guar gum and inulin on
więcej podobnych podstron