2014-01-23
1
Systemy CAD/CAM
CAM – komputerowo wspomagane wytwarzanie
(ang. Computer Aided Manufacturing)
systemy oprogramowania inżynierskiego wspomagające:
- tworzenie programów sterujących NC
- uruchamianie programów NC (symulacja, weryfikacja)
- sterowanie i nadzorowanie urządzeń i procesów
wytwarzania oraz montażu na najniższym poziomie
systemów wytwórczych (poziom wydziału
produkcyjnego)
Funkcje systemów CAM odnoszą się zazwyczaj do
wszystkich urządzeń sterowanych numerycznie:
- obrabiarek
- współrzędnościowych maszyn pomiarowych
- robotów przemysłowych
- systemów transportowych
- innych urządzeń z programowym sterowaniem
przemieszczeń
Sterowanie numeryczne (NC – Numerical Control)
Sterowanie programowe maszyn technologicznych
charakteryzujące
się
tym,
że
program
przekazywany jest do układu sterowania w postaci
tekstowej
(jako
ciąg
symboli
literowych
i
cyfrowych).
Wykorzystanie w procesie produkcyjnym obrabiarek wyposażonych w
układy sterowania numerycznego
- możliwość integracji systemów automatycznego
projektowania i wytwarzania
Program NC (program sterujący)
- opis procesu wytwarzania - powinien zawierać informacje o:
*
kształcie drogi narzędzi,
*
parametrach technologicznych procesu
(prędkości, posuwy),
*
wymianie narzędzi,
*
czynnościach pomocniczych.
Podstawowe zadanie realizowane w systemach NC to
sterowanie przemieszczeń względnych między
narzędziem i przedmiotem obrabianym w przestrzeni
opisanej za pomocą układu współrzędnych oraz
sterowanie realizacją funkcji przełączających
ZESPOŁY
WYKONAWCZE
STEROWANIE NC
UKŁADY
WEJ
Ś
CIA WYJ
Ś
CIA
SYSTEM
PROGRAMOWANIA
OBRABIARKA NC
STRUKTURA SYSTEMU NC
SYSTEM OBSŁUGI
- MONITOR
- KLAWIATURA NC
- MANIPULATOR
ELEKTRONICZNY
SYSTEM
ARCHIWIZACJI
- DYSKI
- CZYTNIK TA
Ś
MY
- SYSTEM DNC
- R
Ę
CZNE
- MASZYNOWE
- WOP
- CAD/CAM
PAMI
ĘĆ
PROGRAMÓW
DEKODER
INTERPOLATOR
ZESPÓŁ STEROWANIA
LOGICZNEGO (PLC)
SERWONAP
Ę
D
M
T
ZESPÓŁ
POMIAROWY
Projekt konstrukcyjny
Rysunek detalu
Plan technologiczny procesu
Parametry obrabiarki
Katalog narz
ę
dziowy
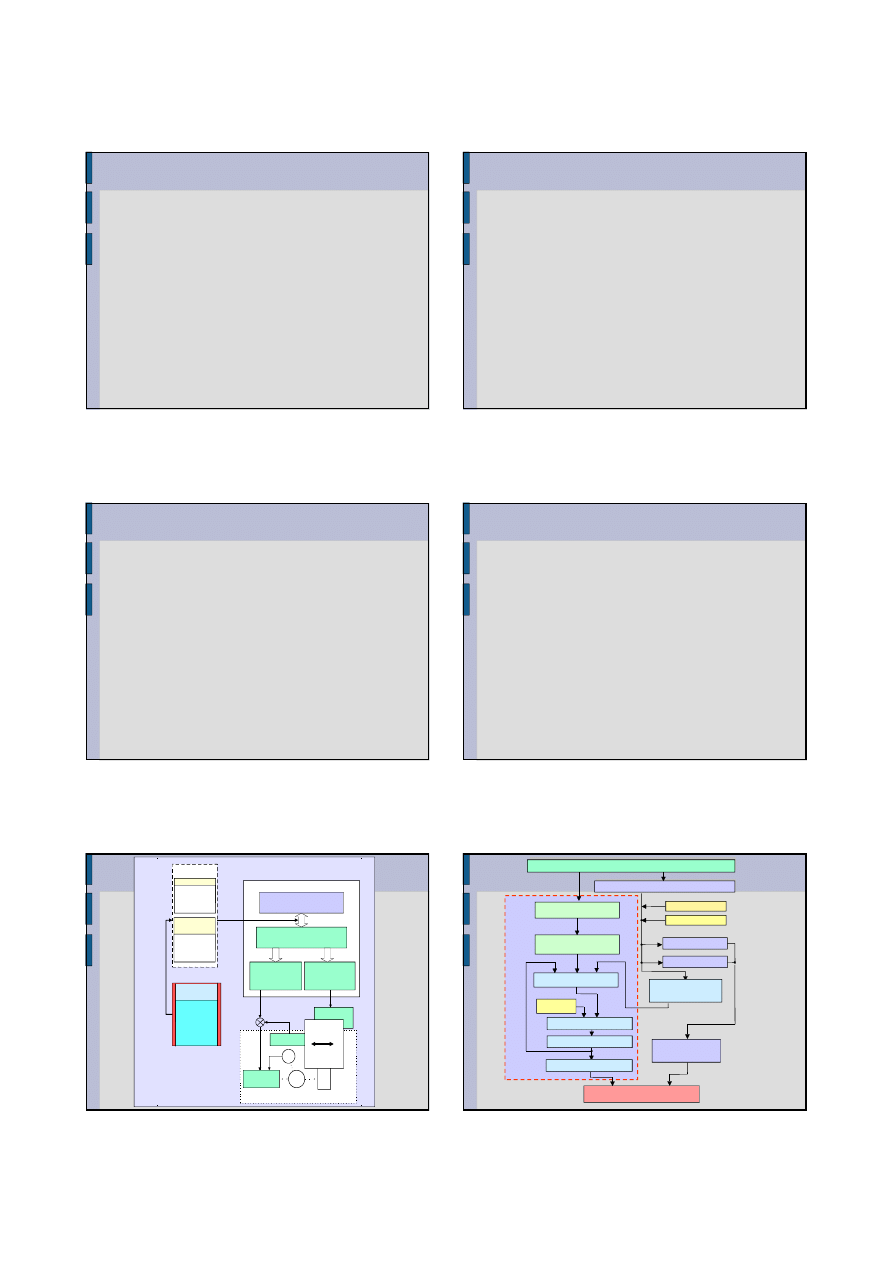
Ustalenie poło
ż
enia punktu zerowego
układu współrz
ę
dnych
Obliczenia torów ruchów narz
ę
dzi
Instrukcja
programowania
Plan mocowania przedmiotu
Plan ustawienia narz
ę
dzi
Podział zabiegów obróbkowych
na pojedyncze fazy cyklu
Tworzenie bloków programu
Sprawdzenie kolizyjno
ś
ci ruchów
Zapis programu na no
ś
niku informacji
Karta instrukcyjna
ustawienia obrabiarki
Obliczenia geometryczne zarysu
przedmiotu
OBRABIARKA
2014-01-23
2
Podział oprogramowania CAM
Systemy 2D , 2½D
• Import, tworzenie rysunków 2D
• Obliczenia drogi narz
ę
dzi przy zało
ż
eniu,
ż
e wszystkie ruchy
wykonywane s
ą
w jednej płaszczy
ź
nie (na stałym poziomie
w osi Z)
• Obróbka form przestrzennych przez ł
ą
czenie kolejnych
przej
ść
na ró
ż
nych poziomach Z (obróbka 2½D) – u
ż
ytkownik
okre
ś
la wła
ś
ciwy poziom Z dla kolejnego przej
ś
cia
Systemy 3D
• Import tworzenie pełnych modeli 3D
• Obliczane drogi narz
ę
dzi przebiegaj
ą
w przestrzeni 3D
(jednoczesna zmian 3 współrz
ę
dnych) W przypadku obróbki
na stałym poziomie w osi Z (waterline machining) –
współrz
ę
dne Z obliczane automatycznie
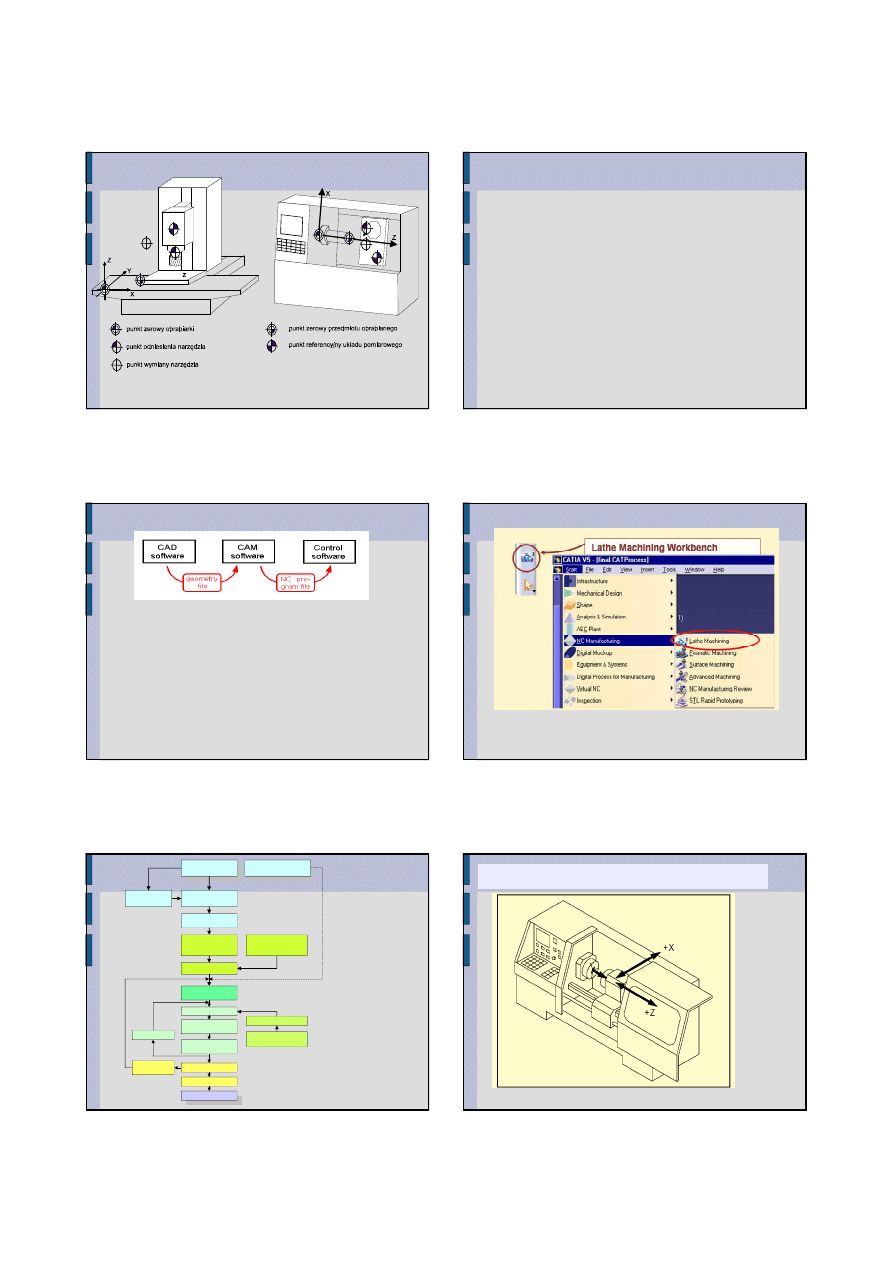
interfejsy wymiana danych geometrycznych CAD-CAM
3D - IGES, VDA, STEP, STL
2D - DXF, DWG
Interfejsy wymiany informacji CAD-CAM-NC
przekazywanie danych CAM-NC – standard ISO/G-code
• ró
ż
nice w implementacji standardu G-code przez wytwórców NC -
konieczno
ść
dopasowania oprogramowania CAM do wymogów
sterownika NC
• Postprocessor
cz
ęść
oprogramowania CAM tłumacz
ą
ca dane o
trajektoriach narz
ę
dzi do formatu okre
ś
lonego przez sterownik NC
(opcja konfiguracji postprocesora przez u
ż
ytkownika systemu CAM)
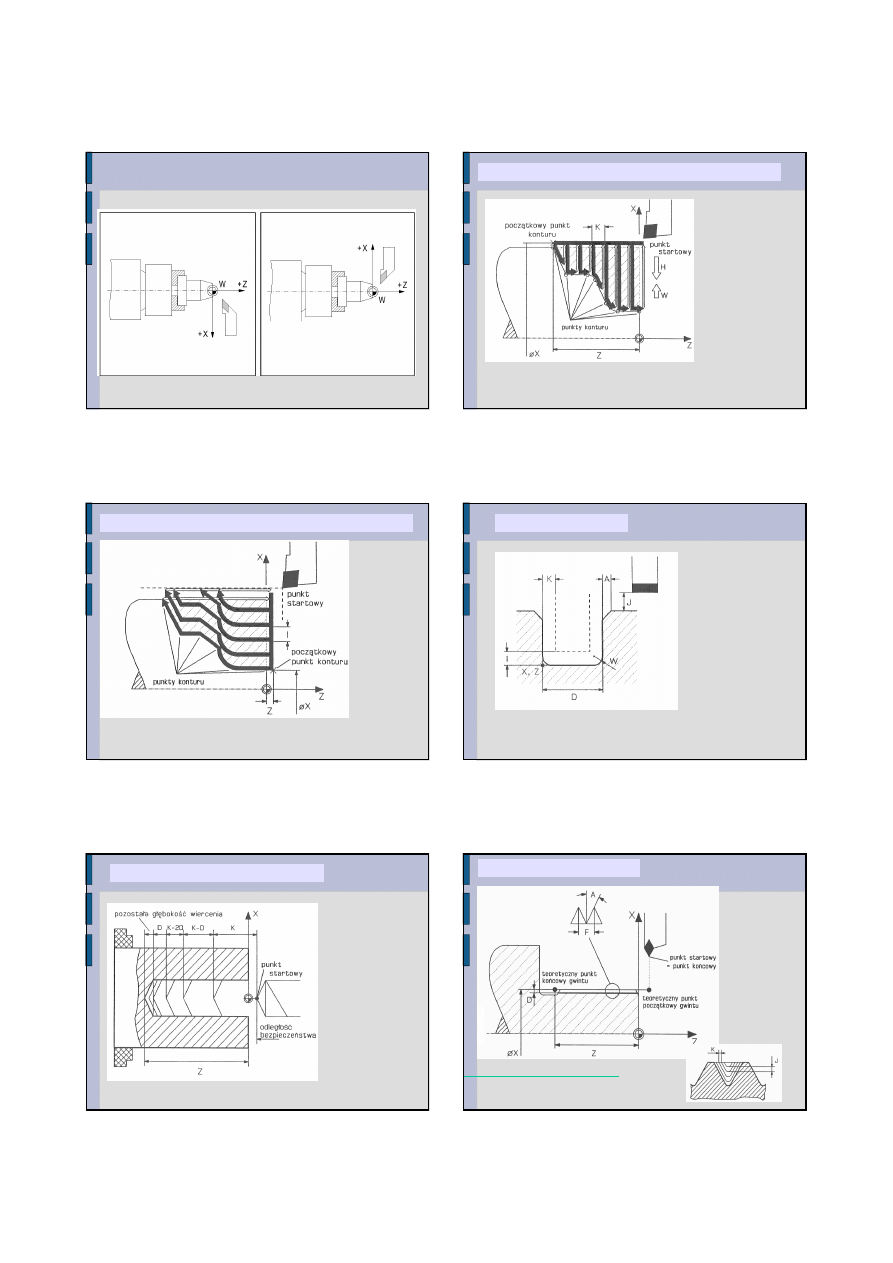
wykonanie rysunku
przedmiotu
rysunek półwyrobu
(przygotówki)
wybór materiału
Dokumentacja
konstrukcyjna CAD
Projekt technologiczny
procesu
eksport rysunku
z systemu CAD
definicja
- punktu zerowego
- punktu wymiany
narz
ę
dzi
Bazy danych
parametry materiałowe
projektowanie
kolejno
ś
ci zabiegów
Katalog narz
ę
dzi
Definicje narz
ę
dzi nie
opisanych w katalogu
wybór narz
ę
dzi
wybór i opis zabiegu
- metoda dialogowa
ustalenie parametrów
skrawania
symulacja procesu
postprocesor
obrabiarka NC
kolejny zabieg
modyfikacja
cykli obróbki
Schemat tworzenia
programu NC w systemie
CAD/CAM
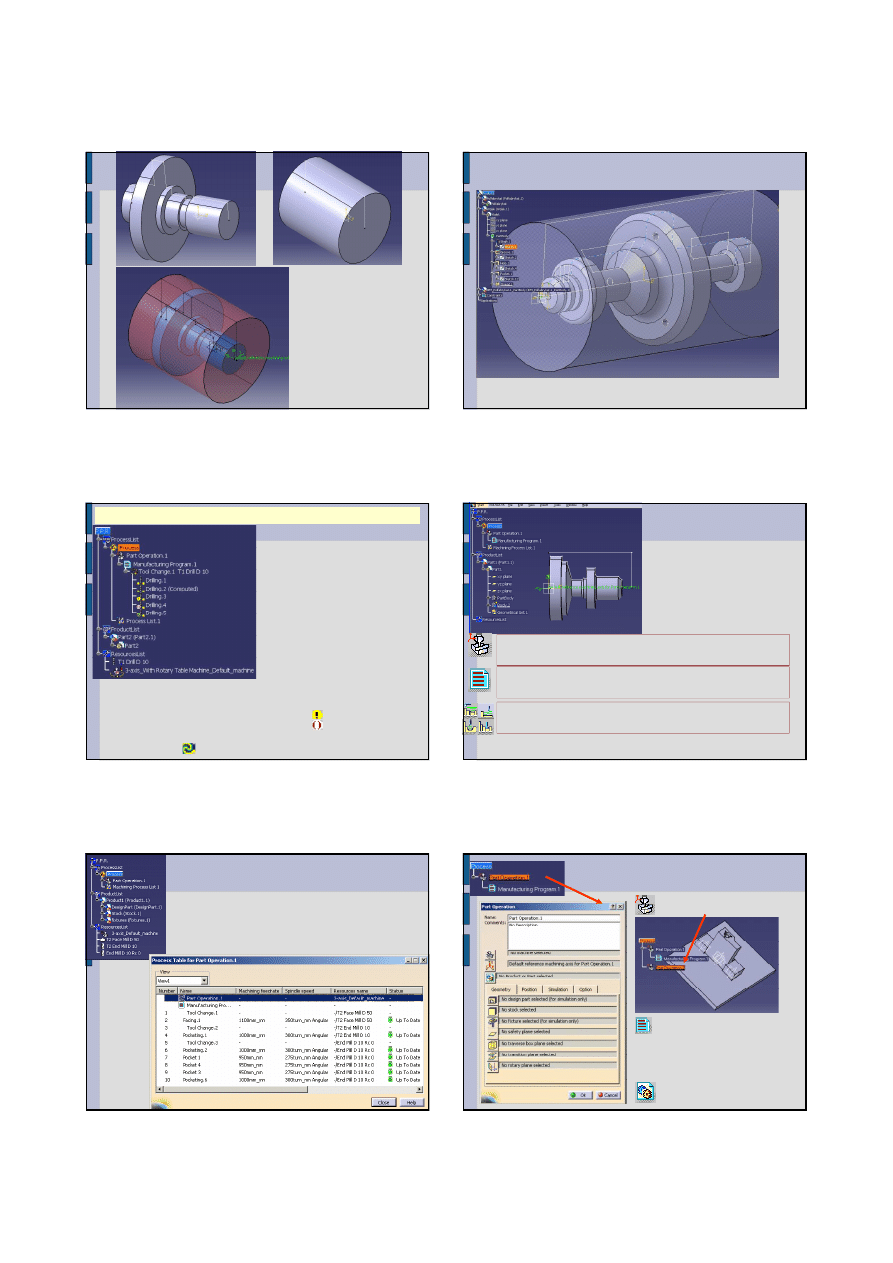
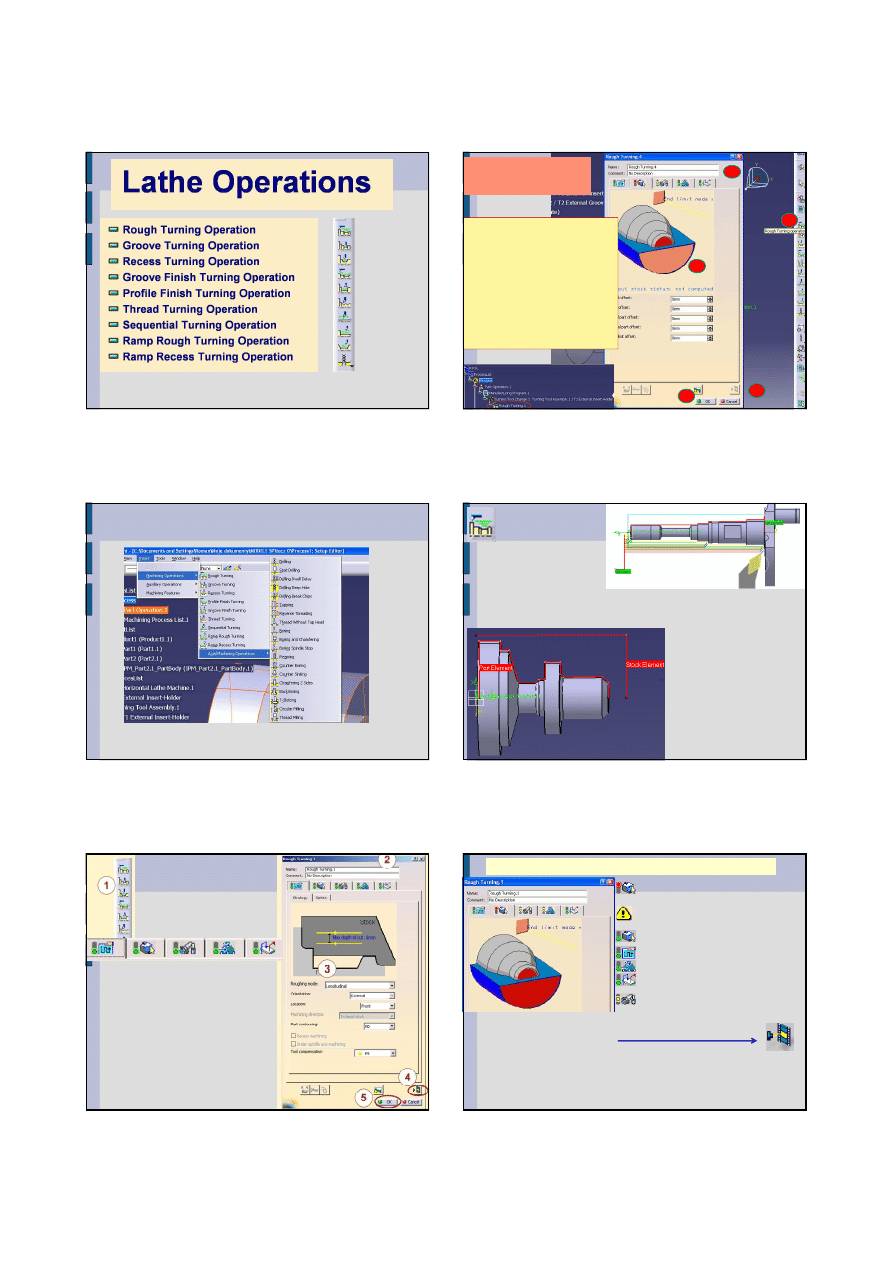
Programowanie obróbki tokarskiej
2014-01-23
3
Kierunek osi X na tokarce w przypadku obróbki „przed” oraz
„za” osią obrotów przedmiotu
cykl zgrubnego planowania dowolnego konturu
cykl toczenia zgrubnego równolegle do konturu
cykl toczenia rowka
cykl wiercenia głębokich otworów
Cykl nacinania gwintu
2014-01-23
4
Wyrób
Półfabrykat
Widok złożenia
Ustalenie widoczności części
przez określenie
przeźroczystości
„Graphic Properties”
Dane geometryczne
Dane geometryczne
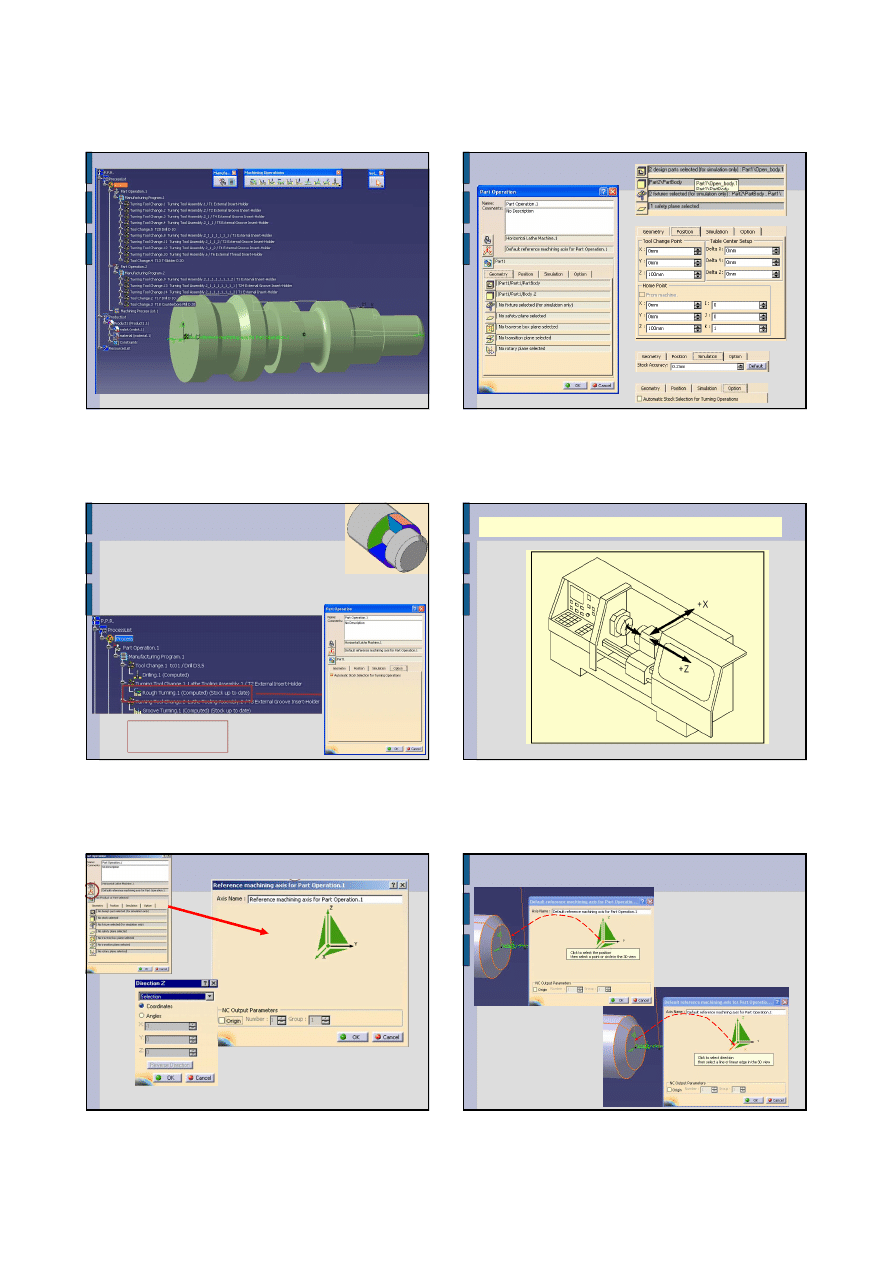
Drzewo specyfikacji (PPR) Process Product Resources
Process List
zawiera wszystkie operacje
obróbki, powiązane narzędzia,
dodatkowe operacje wymagane do
kształtowania przedmiotu od
materiału wyjściowego do
przedmiotu gotowego
Part Operation
definiuje ustawienia operacji
obróbki oraz dane odniesienia
Manufacturing Program
jest listą wszystkich
wykonywanych zabiegów wraz
cyklami wymiany narzędzi
Drilling.1 –kompletna definicja cyklu, ścieżki narzędzi nie przeliczone
Drilling.2 –kompletna definicja cyklu, ścieżki narzędzi przeliczone
Drilling.3 –nie zdefiniowano wszystkich danych -
Drilling.4 –został wyłączony przez użytkownika
Drilling.5 –był modyfikowany i wymagane jest ponowne przeliczenie
ścieżek
Product List
zawiera wszystkie części do
obróbki, złożenia jak również inne
dokumenty CATPart zawierające
uzupełniające elementy
geometryczne
Resources List
zawiera zasoby takie jak
maszyny, narzędzia, zestawy
narzędziowe wykorzystywane
w procesie
Terminologia
Part operation (operacja obróbki przedmiotu)
– wszystkie czynności niezbędne do obróbki przedmiotu w danym
zamocowaniu na określonej maszynie
Manufacturing program (program sterujący)
– opisuje kolejno wykonywane zabiegi sterowania: zabiegi obróbki oraz
czynności dodatkowe
Machining operation (zabieg obróbkowy)
– zawiera niezbędne informacje dla obróbki przedmiotu z
wykorzystaniem pojedynczego narzędzia
Process Table – widok alternatywny w
stosunku do drzewa PPR
Wywołanie z menu kontekstowego operacji
obróbki części (Part Operation)
Wstawia nową operacje do
drzewa procesu
Przypisuje przedmiot do operacji
obróbki
Tworzenie, edycja programu
obróbki
Ustawienia operacji obróbki
2014-01-23
5
Operacja obróbki
Specyfikacja geometrii
Pozycja wymiany narzędzi
Dokładność symulacji
Automatyczna modyfikacja naddatku przy toczeniu
Kontrola naddatku przy
programowaniu toczenia
•
automatyczne przeliczanie naddatku dla każdego
następnego zabiegu
Jeżeli ta opcja jest nieaktywna użytkownik ręcznie
deklaruje naddatki do każdego zabiegu oraz
wykorzystuje narzędzie (ikonę) „update stock” do
przeliczenia naddatku po każdym cyklu
Status naddatku
wyświetlany w drzewie
PPR
Specyfikacja układu odniesienia dla obróbki
Płaszczyzna XZ powinna zwierać
profile przedmiotu i przygotówki
Specyfikacja układu odniesienia dla obróbki
Specyfikacja układu odniesienia dla obróbki
2014-01-23
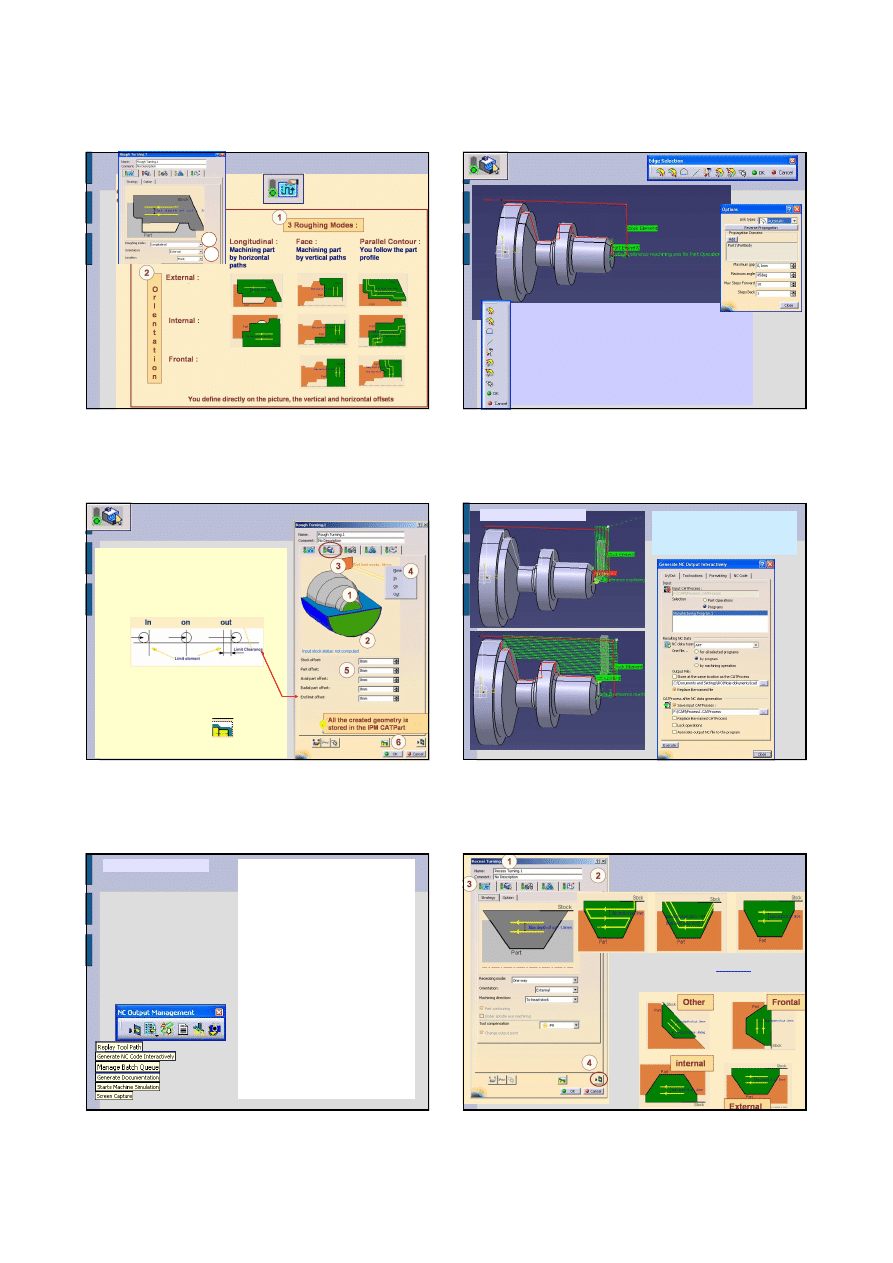
6
1. Wybór cyklu obróbki
(ikona lub menu)
2. Nowy cykl jest tworzony po cyklu
aktualnie wskazywanym
3. Definiowanie w oknie dialogowym
- strategii cyklu
- geometrii obróbki
- narzędzi
- parametrów technologicznych
- wejścia wyjścia narzędzi
4. Przeliczenie ścieżek narzędzi
„Replay the Tool Path”
5. Potwierdzenie utworzenia cyklu
1
2
3
4
5
Programowanie
dwuosiowych cykli
obróbki tokarskiej
Programowanie dwuosiowych cykli obróbki tokarskiej
Cykle obróbki
Toczenie zgrubne
Obróbka zewn
ę
trzna (External)
wewn
ę
trzna (Internal)
od czoła (Frontal machining)
Makroinstrukcje – zbli
ż
anie, wycofywanie
(kierunek bezpo
ś
redni, osiowy-promieniowy, promieniowy-osiowy
)
1 - wybór operacji
2 – opis operacji
3 – definicja geometrii i
parametrów obróbki
4 – tworzenie ścieżek
narzędzi
5 – potwierdzenie
operacji
Toczenie zgrubne
- Wybór strategii obróbki
- Definicje geometrii
- Definicje narzędzi
- Posuwy i prędkości
- Makro definicje
Status elementów definiujących zabiegi
wymagana specyfikacja
geometrii
niekompletna definicja elementu
w drzewie procesu
geometria obróbki zdefiniowana
domyślne parametry strategii,
posuwów oraz makroinstrukcji
przyjęto domyślne parametry
narzędzi, zalecana weryfikacja
Dla zamknięcia definicji cyklu zawsze wymagana jest kontrola
(przeliczenie)
ścieżek narzędzi
Na zakończenie cykl otrzymuje w drzewie status „
Computed”
2014-01-23
7
Toczenie zgrubne –strategie obróbki
1
2
Toczenie zgrubne - geometria
- wybór ci
ą
gu poł
ą
czonych kraw
ę
dzi (do wskazanej)
- wybór ci
ą
gu konturowego – wskazanie 2 pocz
ą
tkowych i ko
ń
cowej
- zamkni
ę
cie ci
ą
gu konturowego za pomoc
ą
odcinka
- wstawianie linii (mi
ę
dzy dwoma wskazanymi punktami)
- wy
ś
wietla panel opcji wyboru konturu
- wycofanie o okre
ś
lon
ą
liczb
ę
kraw
ę
dzi
- wycofanie do wskazanego punktu
- reset – rezygnacja z wszystkich poprzednich wyborów
- zatwierdzenie wyboru
- rezygnacja z wskazywania konturu
Toczenie zgrubne - geometria
1 - Geometria przedmiotu – profil
2 – Naddatek – profil
3 – Element ko
ń
cowy – ograniczenie
4 – Warto
ść
definiuj
ą
ce pozycj
ę
narz
ę
dzia w
stosunku do elementu ko
ń
cowego
5 - Naddatek na obróbk
ę
wyka
ń
czaj
ą
c
ą
(Stock – prostopadle do profilu)
6 – Tworzenie profilu na podstawie
poprzedniego cyklu obróbki
Update Input Stock
opcja:
„Generate NC Code Interactively”
zmenu kontekstowego:
„Manufacturing Program.1”
Tworzenie kodu NC
$$ Manufacturing Program.1
$$ Part Operation.1
$$*CATIA0
$$ Manufacturing Program.1
$$ 0.00000 0.00000 -1.00000 -220.00000
$$ 0.00000 1.00000 0.00000 0.00000
$$ 1.00000 0.00000 0.00000 0.00000
PARTNO Part Operation.1
$$ OPERATION NAME : Turning Tool Change.2
$$ Start generation of : Turning Tool Change.2
$$ TOOLCHANGEBEGINNING
CUTTER/ 10.000000
TOOLNO/1,TURN,1,0,9, 5.000000,$
0.000000, 0.000000, 0.400000,MMPR, 70.000000,RPM,$
CCLW,ON, 0.000000,NOTE
TPRINT/T1 External Insert-Holder,T1 External Insert-Holder,Turning Tool$
Assembly.1
LOADTL/1,1,1
$$ TOOLCHANGEEND
$$ End of generation of : Turning Tool Change.2
$$ OPERATION NAME : Rough Turning.1
$$ Start generation of : Rough Turning.1
SWITCH/9
FEDRAT/ 0.3000,MMPR
SPINDL/ 70.0000,RPM,CCLW
GOTO / 112.00000, 0.00000, 32.00000, 0.000000, 1.000000, 0.000000
GOTO / 110.00000, 0.00000, 32.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.4000,MMPR
GOTO / 0.00000, 0.00000, 32.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.8000,MMPR
GOTO / 0.21213, 0.00000, 32.21213, 0.000000, 1.000000, 0.000000
RAPID
GOTO / 112.00000, 0.00000, 32.21213, 0.000000, 1.000000, 0.000000
RAPID
GOTO / 112.00000, 0.00000, 29.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.3000,MMPR
GOTO / 110.00000, 0.00000, 29.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.4000,MMPR
GOTO / 0.00000, 0.00000, 29.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.8000,MMPR
GOTO / 0.21213, 0.00000, 29.21213, 0.000000, 1.000000, 0.000000
RAPID
GOTO / 112.00000, 0.00000, 29.21213, 0.000000, 1.000000, 0.000000
RAPID
GOTO / 112.00000, 0.00000, 26.00000, 0.000000, 1.000000, 0.000000
FEDRAT/ 0.3000,MMPR
Tworzenie kodu NC
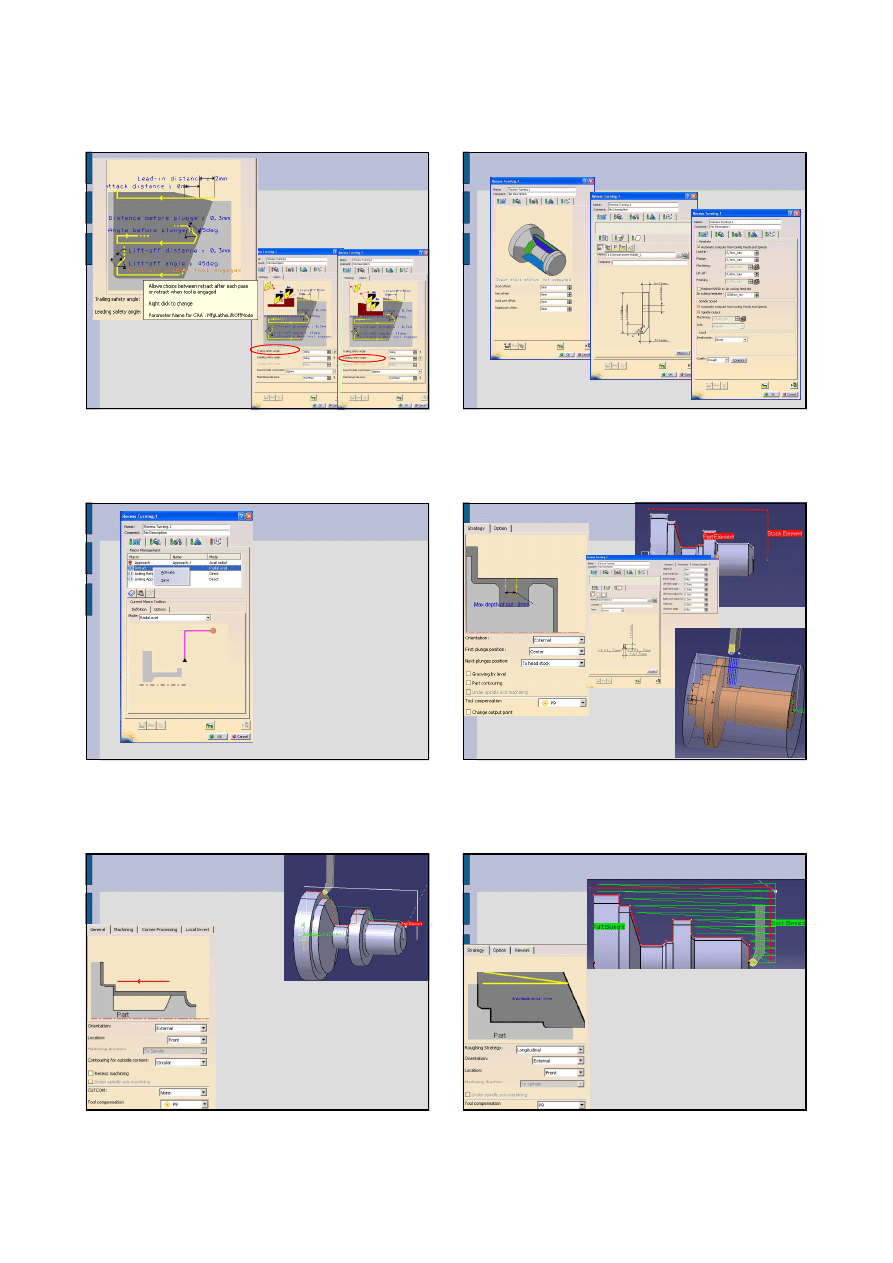
Obróbka wci
ęć
Recessing mode
Zig-Zag Countour Parallel One Way
Orientation
Parametry
Max depth of cut
Radial/Axial depth of cut
2014-01-23
8
Edycja parametrów okre
ś
laj
ą
cych
zagł
ę
bianie narz
ę
dzia
definicja naddatków
definicja narz
ę
dzi
definicja parametrów
technologicznych
Makroinstrukcje
wej
ś
cie/wyj
ś
cie narz
ę
dzi
Toczenie rowka - Groove Turning
Toczenie wykańczające
Toczenie zgrubne z zagłębianiem - Ramp Rough Turning
2014-01-23
9
Toczenie gwintów - Thread Turning Operation
1. Nazwa cyklu (opcjonalna)
2. Komentarz (opcjonalny)
3. Definiowanie parametrów
4. Przeliczenie
ś
cie
ż
ek
„Replay a Tool Path”
Profile
UNC - gwint calowy,
zunifikowany, zwykły,
Toczenie gwintów -
strategie
Thread Unit – tylko dla profilu „Other”
Specyfikacja geometrii elementu
gwintowanego
1. Element przedmiotu – profil
2. Element startowy
3. Element ko
ń
cowy
4. Parametr elementów granicznych
okre
ś
laj
ą
cy skrajne pozycje
narz
ę
dzia
5. Długo
ść
gwintu
6. Przeliczenie
ś
cie
ż
ki
obliczenie nowej geometrii
Wiercenie otworu - Driling.
Definicja geometrii przez oznaczenie:
powierzchni zewn
ę
trznej
gł
ę
boko
ś
ci otworu
ś
rednicy otworu
Definiowanie Makroinstrukcji w operacjach
tokarskich
Makra Predefiniowane
Makra tworzone przez użytkownika
tangent motion
normal motion
circular motion
PP word
motion perpendicular to a plane
distance along a given direction
motion to a point.
2014-01-23
10
Odtwarzanie ścieżek narzędzi
Weryfikacja i Symulacja
Symulacja usuwania naddatku w trybie fotograficznym
Symulacja usuwania naddatku w trybie wideo
Kontrola dostępności elementów definicji maszyny
Kontrola dostępności predefiniowanej specyfikacji maszyny
Symulacja ścieżek w systemie DELMIA
Tryby odtwarzania ścieżki
- ciągły
- punkt po punkcie
- płaszczyzna po płaszczyźnie
- w przekrojach
- po zmianach posuwu
- blok programu po bloku
Tryby wizualizacji narzędzi
- wizualizacja na końcu ścieżki
- wizualizacja osi narządzia
- ciągła
- przekroje powierzchni obrabianej
- przekroje powierzchni obrabianej i osie narzędzia
jednobarwny
wielobarwny
żółty: zbliżanie i wejście w materiał
zielony: obróbka
niebieski: wycofanie
czerwony: posuw szybki
Cyan: posuw wykańczający
Magenta: posuw wgłębny
Cyan: posuw zaokrągleń
Magenta: skrawanie powietrza
Tryby koloru
Tryby wyświetlania traktorii
Wyświetlanie ścieżek
elementów po transformacji
Trajektoria punktu kontaktowego
Trajektoria końcówki lub środka narzędzia
Wyświetlane obie trajektorie
Wyświetlana jedna z trajektorii
Ścieżki transformowane
wyświetlane
Nie wyświetlane
Symulacja tryb FOTOGRAFICZNY
Analiza wyników symulacji
Remaining Material: obszary gdzie pozostawiono naddatek
Gouge: obszary, gdzie narzędzie usunęło nadmiar naddatku
Tool Clash: obszary kolizji narzędzia z przedmiotem przy ruchu szybkim
Symulacja tryb WIDEO
Opcje symulacji
zatrzymania po wymianie
narzędzi, zatrzymania po
kolizji, typy kolizji,
kontynuacja mimo błędów
Powiązanie wyników
symulacji z cyklem
obróbki i zapis
Raport kolizji
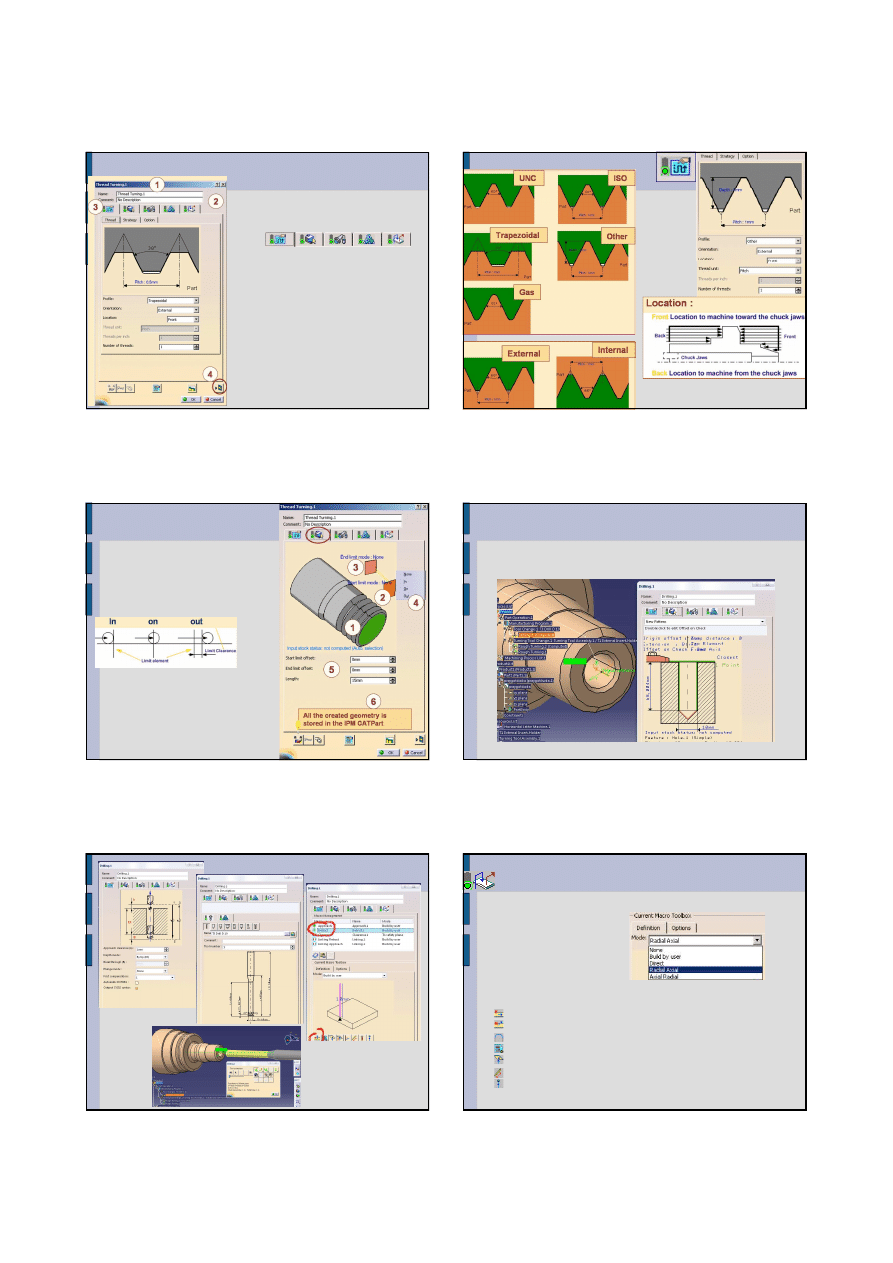
Najważniejsze parametry geometrii narzędzia tokarskiego:
- kąt przystawienia
- kąt wierzchołkowy płytki
- długość i szerokość ostrza
- promień ostrza
Dodatkowo dla noży do wytaczania:
- długość i średnica trzonka wytaczaka
- minimalna średnica wytaczania
Dla wierteł istotne parametry to:
- średnica
- maksymalna głębokość wiercenia
Geometria narzędzia – parametry istotne dla programowania NC
Nóż do toczenia zgrubnego i
planowania
Nóż do toczenia wykańczającego
2014-01-23
11
Istotny przy toczeniu konturów wgłębnych
(jego wielkość określa maksymalny kąt pochylenia toczonego
konturu)
Pomocniczy kąt przystawienia
Minimalna średnica wytaczania
minimalna średnica
wytaczanego otworu
pozwalająca na
wprowadzenie wytaczaka
bez zetknięcia ostrza z
powierzchnią wytaczanego
otworu
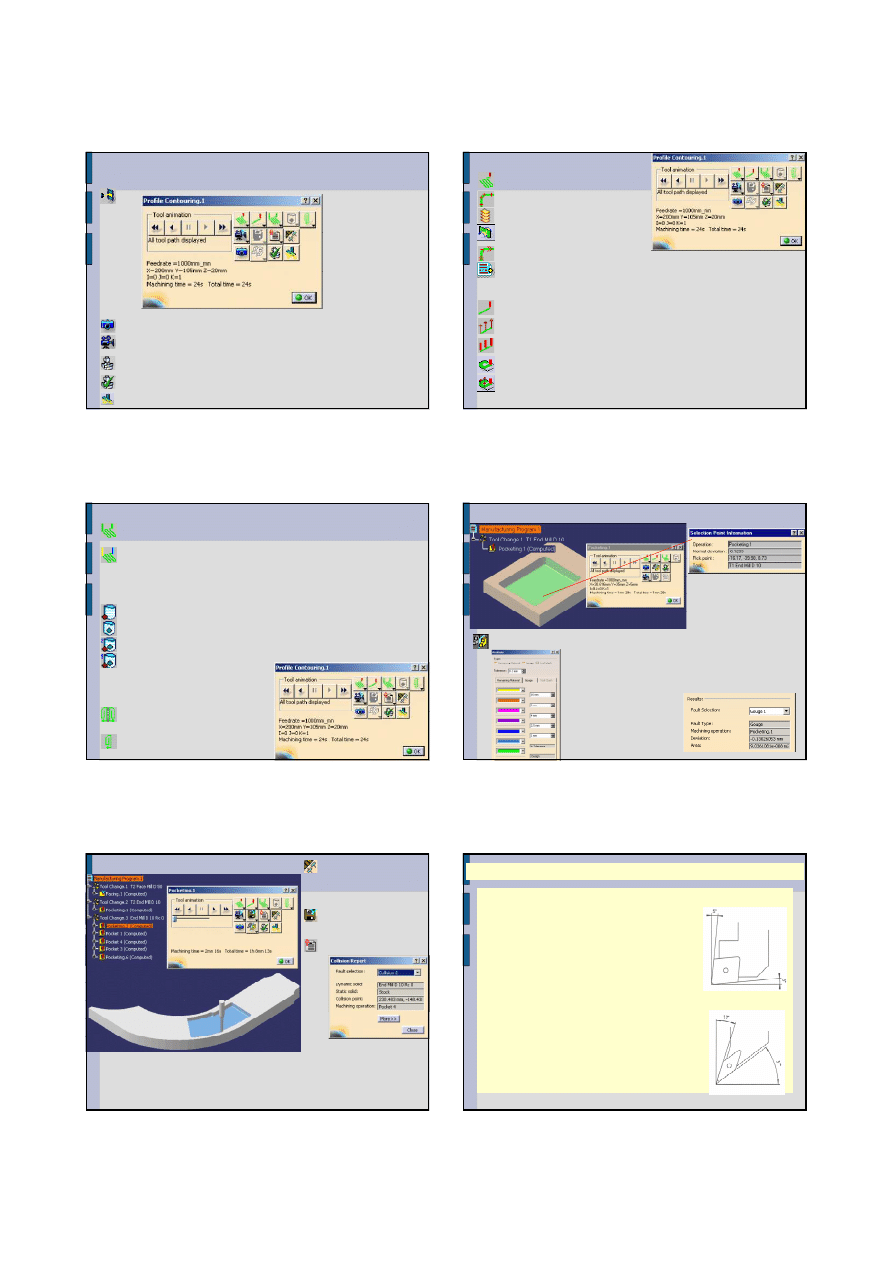
Obróbka kompletna na centrum
tokarskim
C pozycjonowana o
ś
obrotu
Y dodatkowa o
ś
przesuwu narz
ę
dziowej głowicy rewolwerowej
B dodatkowa o
ś
wahliwa narz
ę
dziowej głowicy rewolwerowej (zale
ż
na od
konfiguracji maszyny oraz aktywnej płaszczyzny obróbki)
Obróbka narz
ę
dziami obrotowymi
daje u
ż
ytkownikowi mo
ż
liwo
ść
wykonania cykli obróbki 2D i 2,5D na walcu
lub na czole walca
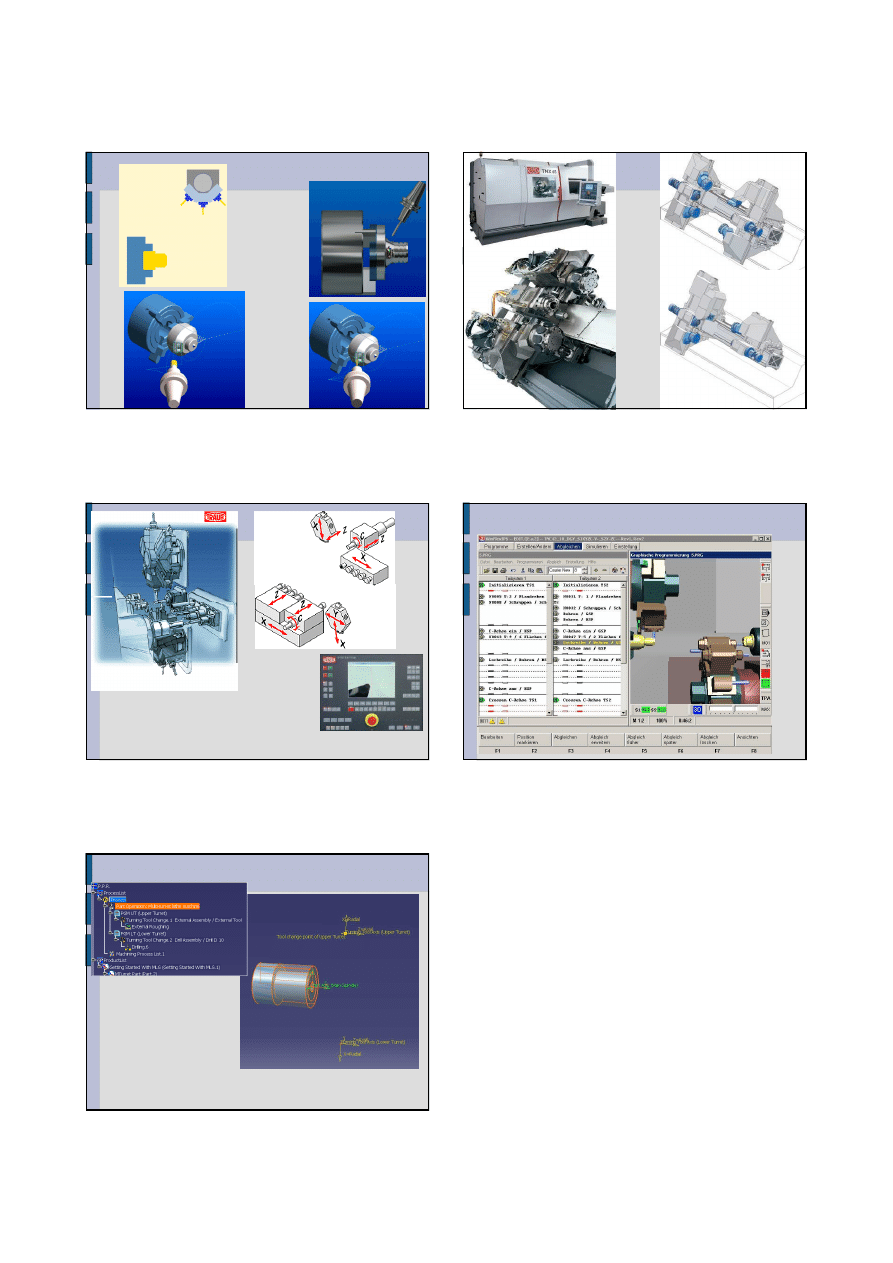
Tryb Obrotowy (O
ś
C)
Tryb Płaski (O
ś
Y)
Obróbka promieniowa (wokół walca)
Narz
ę
dzie jest ustawione promieniowo w stosunku do osi symetrii
(obrotowej) walca
Ruchy narz
ę
dzia s
ą
ograniczone do ruchu równoległego i ruchu
obrotowego wzdłu
ż
osi obrotu walca.
Obróbka osiowa - (na czole walca)
o
ś
narz
ę
dzia jest równoległa do osi obrotowej walca.
Tryb obrotowy (O
ś
C)
Tryb płaski (O
ś
Y)
2014-01-23
12
Obróbka w osi B
On board tool measuring with Video ATC
Oprogramowanie firmowe - TRAUB
Obróbka wielonarz
ę
dziowa - Multi-Turret Machining
Wyszukiwarka
Podobne podstrony:
Mw5 new
MW5 BDI
MW5 BDI
Mw5 new
Mw5 new
więcej podobnych podstron