
Ćwiczenie nr 2
Recykling odpadowych tworzyw sztucznych
1.
Rodzaje tworzyw sztucznych występujących w odpadach opakowaniowych i
poużytkowych
Wśród materiałów występujących w odpadach znaczący udział mają tworzywa
sztuczne, co ma związek z szerokim ich zastosowaniem, m.in. w budowie maszyn, w
sprzęcie elektrycznym i elektronicznym, w przemyśle samochodowym, w budownictwie
oraz jako materiały opakowaniowe. O dużym zakresie stosowania tworzyw decydują ich
cechy,
m.in:
-
odporność
na
korozję
i
działanie
substancji
agresywnych
-
niski
ciężar
właściwy
-
niski
moduł
sprężystości
- wysoka wytrzymałość właściwa (stosunek wytrzymałości do ciężaru właściwego)
-
dobre
właściwości
elektroizolacyjne
-
kruchość
w
niskich
temperaturach
-
łatwość
przetwarzania
i
kształtowania.
Tworzywa sztuczne to materiały użytkowe otrzymane na bazie polimerów, w wyniku
połączenia ich z dodatkami: napełniaczami, stabilizatorami, zmiękczaczami
(plastyfikatorami), pigmentami, barwnikami, antystatykami, antypirenami. Dodatki mają
na
celu
modyfikację
właściwości
polimeru.
- Napełniacze - związki chemiczne zarówno nieorganiczne (talk, kreda, ziemia
okrzemkowa, proszki metali i inne), jak i organiczne (celuloza, mączka drzewna, tkaniny
itp.), które zmieszane z odpowiednim polimerem polepszają jego własności mechaniczne,
sztywność, odporność cieplną, właściwości elektroizolacyjne lub przewodzenia prądu
oraz
obniżają
cenę
gotowego
wyrobu
- Stabilizatory - poprawiają stabilność termiczną, przeciwdziałają rozpadowi polimeru
pod
wpływem
tlenu
i
promieniowania
- Zmiękczacze (plastyfikatory) - ułatwiają przetwórstwo oraz modyfikują mechaniczne i
cieplne
własności
tworzyw
- Barwniki – barwne substancje organiczne, rozpuszczalne w danym polimerze z
przeznaczeniem
do
otrzymania
barwnych,
przezroczystych
tworzyw
- Pigmenty - barwne substancje chemiczne, nierozpuszczalne w polimerze, które nadają
barwę otrzymanemu tworzywu, a równocześnie czynią go nieprzezroczystym
- Antystatyki - modyfikują jego właściwości powierzchniowe w celu zapobiegania
elektryzowaniu
się
tworzywa
- Antypireny - opóźniacze palenia, wywołują efekt samogaśnięcia tworzywa.
Jednym z kryterium podziału tworzyw jest zachowanie się polimeru w temperaturze
pokojowej określone na podstawie zależności naprężenie-odkształcenie.
Elastomery to związki wielkocząsteczkowe, które w temperaturze pokojowej przy małych
naprężeniach wykazują duże odkształcenia elastyczne, odwracalne. Współczynnik
sprężystości wzdłużnej (moduł Younga) wynosi 1-4 MPa, a wydłużenie przy rozciąganiu jest
rzędu kilkuset %. Temperatura zeszklenia elastomerów jest niższa od temperatury pokojowej.
W zależności od podatności na proces wulkanizacji elastomery dzieli się na wulkanizujące i
niewulkanizujące.
Plastomery - w temperaturze pokojowej pod wpływem małych naprężeń odkształcają się
nieznacznie (odkształcenie nie przekracza zwykle 1%), a poddawane wzrastającemu
obciążeniu odkształcają się plastycznie, aż do mechanicznego zniszczenia. Współczynnik
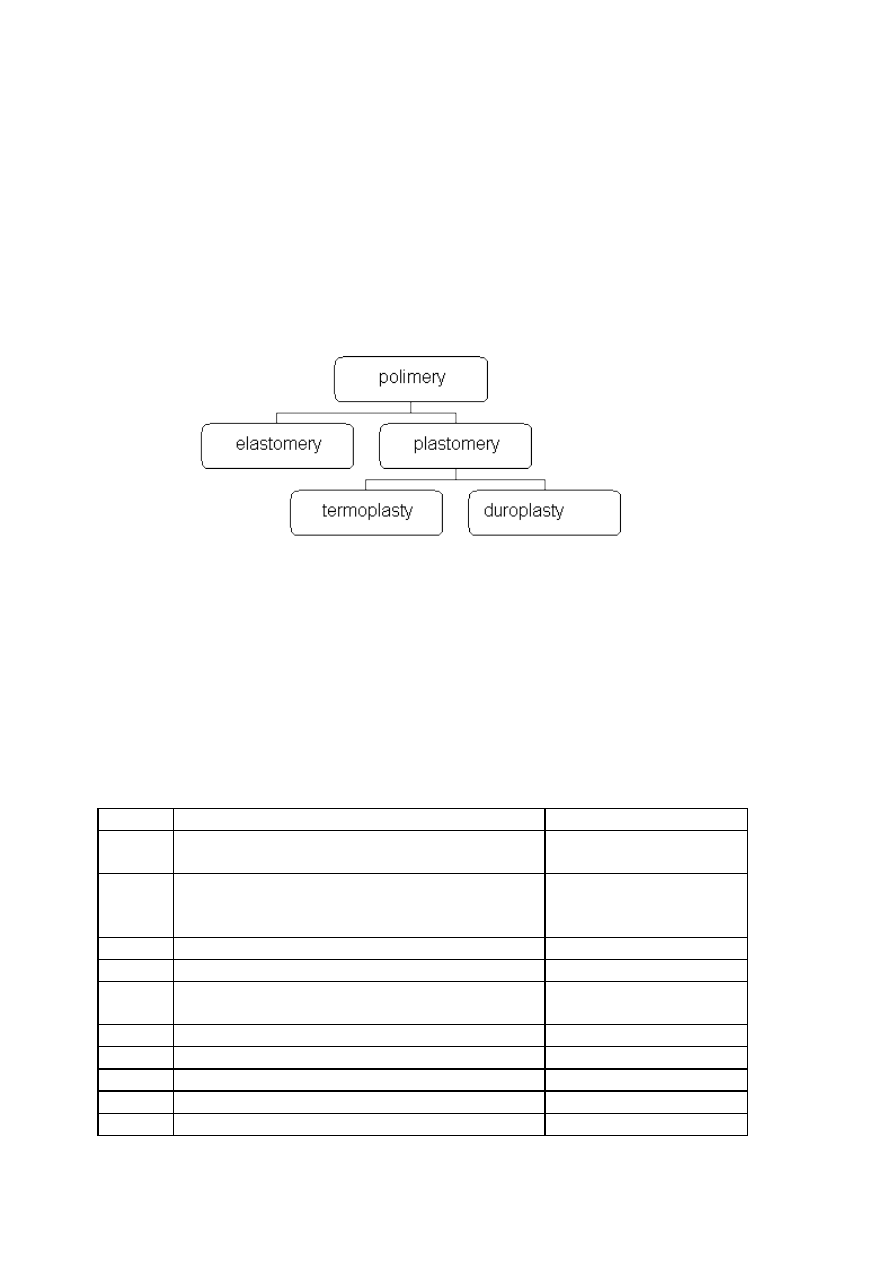
sprężystości wzdłużnej (moduł Younga) wynosi 1000-1500 MPa (nawet więcej). Temperatura
zeszklenia plastomerów jest wyższa od temperatury pokojowej. Wśród plastomerów wyróżnia
są
termoplasty
i
duroplasty.
Termoplasty - w podwyższonej temperaturze miękną (przechodzą w stan plastyczny) i dają
się kształtować. Po ochłodzeniu twardnieją i utrzymują nadane im kształty, odzyskują też
pierwotne własności. Cykl uplastycznienia można powtarzać kilkakrotnie. Nieodwracalna
degradacja następuje wówczas, gdy roztopiony polimer termoplastyczny jest ogrzewany do
temperatury krytycznej, w której pękają wiązania w łańcuchu polimerowym.
Rys. 1. Ogólny podział polimerów
Duroplasty pod wpływem podwyższonej temperatury (tworzywa termoutwardzalne) lub
czynników chemicznych (utwardzaczy) (tworzywa chemoutwardzalne) nieodwracalnie
twardnieją i zachowują nadany kształt, są nietopliwe i nierozpuszczalne; po ponownym
nagrzaniu
zwykle
ulegają
chemicznemu
rozkładowi.
Rodzaje tworzyw sztucznych, najliczniej stosowanych praktycznie we wszystkich
sektorach gospodarki, przedstawia tabela 1.
Tabela 1. Typowe tworzywa sztuczne
Symbol Nazwa tworzywa
Grupa tworzywa
PS
PS-HI
Polistyren
Polistyren o podwyższonej udarności
Polistyreny
PE
PE-LD
PE-HD
Polietylen
Polietylen niskiej gęstości
Polietylen wysokiej gęstości
Poliolefiny
PP
Polipropylen
Poliolefiny
PA
Poliamidy (np. nylon)
Poliamidy
PCW
Polichlorek winylu
Tworzywa zawierające
chlor
ABS
Kopolimer akrylonitrylu, butadienu i styrenu
Polistyreny
PC
Poliwęglan
Poliestry
PET
Politereftalan etylenu
Poliestry
PUR
Poliuretan
Poliuretany
E-PUR
Elastomery poliuretanowe
PMMA Polimetakrylan metylu
Tworzywa akrylowe
PTFE
Policzterofluoroetylen (teflon)
Tworzywa fluorowe
TU
Termoutwardzalne:
- żywice fenolowe
- żywice fenolowo-formaldehydowe (PF)
- żywice melaminowe (MF)
- żywice epoksydowe (EP)
- żywice silikonowe
- fenoplasty
- fenoplasty
- aminoplasty
- silikony
Przykłady zastosowań typowych tworzyw sztucznych prezentuje tabela 2
Tabela 2. Zastosowanie tworzyw sztucznych
Symbol Zastosowanie
PS
PS-HI
Obudowy
monitorów, folie elektroizolacyjne, przezroczyste obudowy,
osłony lamp, układy scalone, kasety magnetofonowe, obudowy kolumn
głośnikowych, korpusy cewek, sztućce, kubki na napoje, opakowania i
izolacje
styropianowe
Klawiatury, drukarki
PE
Izolacje
kablowe, części do pralek, suszarek, zmywarek do naczyń,
odkurzaczy, zawiasy, butelki do lekarstw i kosmetyków, woreczki
opakowaniowe
PP
Wkładki i osprzęt zmywarek do naczyń, części wewnętrzne i bębny pralek,
obudowy, dysze i inne części odkurzaczy, osłony kablowe, uchwyty i
mocowania
kablowe,
obudowy
robotów
kuchennych,
żelazek,
akumulatorów, suszarki do włosów, skrzynki rozdzielcze, sztywne folie,
opakowania po makaronie, jogurtach, zderzaki samochodowe, rury, sprzęt
medyczny (np. strzykawki)
PA
Części maszyn: koła zębate, tuleje i łożyska ślizgowe, sprzęgła,
przekładnie, śruby okrętowe, śruby pociągowe, podkładki sprężyste, kołki
mocujące, pierścienie uszczelniające, kołpaki kół, spojlery, gniazda
przegubów, korpusy i obudowy w elektrotechnice, obudowy urządzeń
elektrycznych, listwy przyłączeniowe wielostykowe, osnowy narzędzi,
obudowy generatorów, dmuchawy powietrza podgrzewanego, złącza
wtykowe, włókna lub żyłki, izolacje elektryczne, grzebienie
PCW
Rury
izolacyjne, okładziny, skrzynki rozdzielcze, tablice wtykowe, wtyczki,
osłony kablowe, folie i taśmy izolacyjne, płyty, wykładziny podłogowe,
okładki na zeszyty i dokumenty
ABS
Elementy konstrukcyjne (wyższa udarność i odporność na zmianę kształtu
pod
wpływem temp. od PS i PS-HI), obudowy: komputerów, klawiatur,
dyskietek, maszyn do pisania, kopiarek, dyktafonów, aparatów
fotograficznych, telewizorów, odtwarzaczy CD, przesłony, rury, rynny, w
przemyśle motoryzacyjnym
PC
Klosze świateł sygnalizacyjnych w samochodach, szyby (szkło organiczne),
butelki dla niemowląt, przeszklenia w obiektach przemysłowych,
sportowych (dachy i ściany), świetliki, szklenia okien i drzwi, ekrany
akustyczne, szklarnie, osłony kabin prysznicowych, izolatory, listwy
wtykowe
PET
Listwy i łożyska ślizgowe, prowadnice, koła zębate, tuleje, rolki, elementy
pomp, podkładek oporowych, opakowania po napojach
PUR
Pianki PUR: gąbki tapicerskie, materacowe (przemysł meblarski), sztywne
pianki
do zderzaków samochodowych, elementy wystroju wnętrz
samochodów; tkaniny z podszewkami gąbczastymi, tkaniny ociepleniowe
(przemysł
tekstylny),
gąbki
myjące,
materiały
izolacyjne,
kity
uszczelniające, spoiwa i kleje, opakowania; lite PUR w przemyśle
samochodowym (klamki, elementy tapicerki i amortyzatorów) i obuwnictwie
(podeszwy butów)
E-PUR
Elastyczne elementy maszyn: sprzęgła, odbojniki pras, podkładki
antywibracyjne, bieżniki kół, sita, maty do odwadniaczy, osprzęt do sit,
hydrocyk
lony, wałki transportowe, skrobaki do przenośników taśmowych
PMMA
Znaki odblaskowe, klosze świateł sygnalizacyjnych w samochodach,
szybki, przeszklenia, pokrycia dachów, szklenia balkonów, drzwi i okien,
kabin prysznicowych, osłony do maszyn i kabin sterowniczych, materiały
reklamowe
PTFE
Elementy aparatury chemicznej, maszyn, produkcja pomp i armatury,
elektronika, elektrotechnika, technika filtracyjna, oczyszczanie spalin
TU
Żywice epoksydowe lane: w elektrotechnice do zalewania kondensatorów,
cewek, do wyrobu izolatorów, laminaty pokryte folią miedzianą na płytki
obwodów drukowanych; do wyrobu laminatów, wyrobu szkła odpornego na
działanie
zasad;
nie
lane:
lakiery,
kleje.
Żywice melaminowe: laminaty, naczynia stołowe, części izolacyjne, kleje
Czysta żywica fenolowa lana: elementy kwasoodporne, ozdoby; żywica z
wypełnieniem mineralnym: mufy kablowe, uchwyty urządzeń grzejnych;
żywica z mączką drzewną: obudowy radia, aparatów telefonicznych,
elementy
izolacji.
Żywice silikonowe: surowiec do lakierów, do wiązania włókien szklanych
2.
Recykling
tworzyw
sztucznych
Odpadowe tworzywa sztuczne nadają się do powtórnego przetwarzania - recyklingu.
Według Ustawy o odpadach, recykling to odzysk, który polega na powtórnym
przetwarzaniu substancji lub materiałów zawartych w odpadach w procesie
produkcyjnym w celu uzyskania substancji lub materiałów o przeznaczeniu pierwotnym
bądź
o
innym
przeznaczeniu.
Opracowanych jest wiele metod użytkowania odpadów z tworzyw sztucznych, jednak
wdrożone są jedynie niektóre z nich. Trudności z wdrożeniem metod przetwórstwa tworzyw
wynikają z dużej różnorodności ich gatunków, właściwości fizyko-chemicznych, form
występowania
i
zanieczyszczeń.
Odpady z tworzyw sztucznych można poddawać recyklingowi materiałowemu i
surowcowemu (rys. 2).
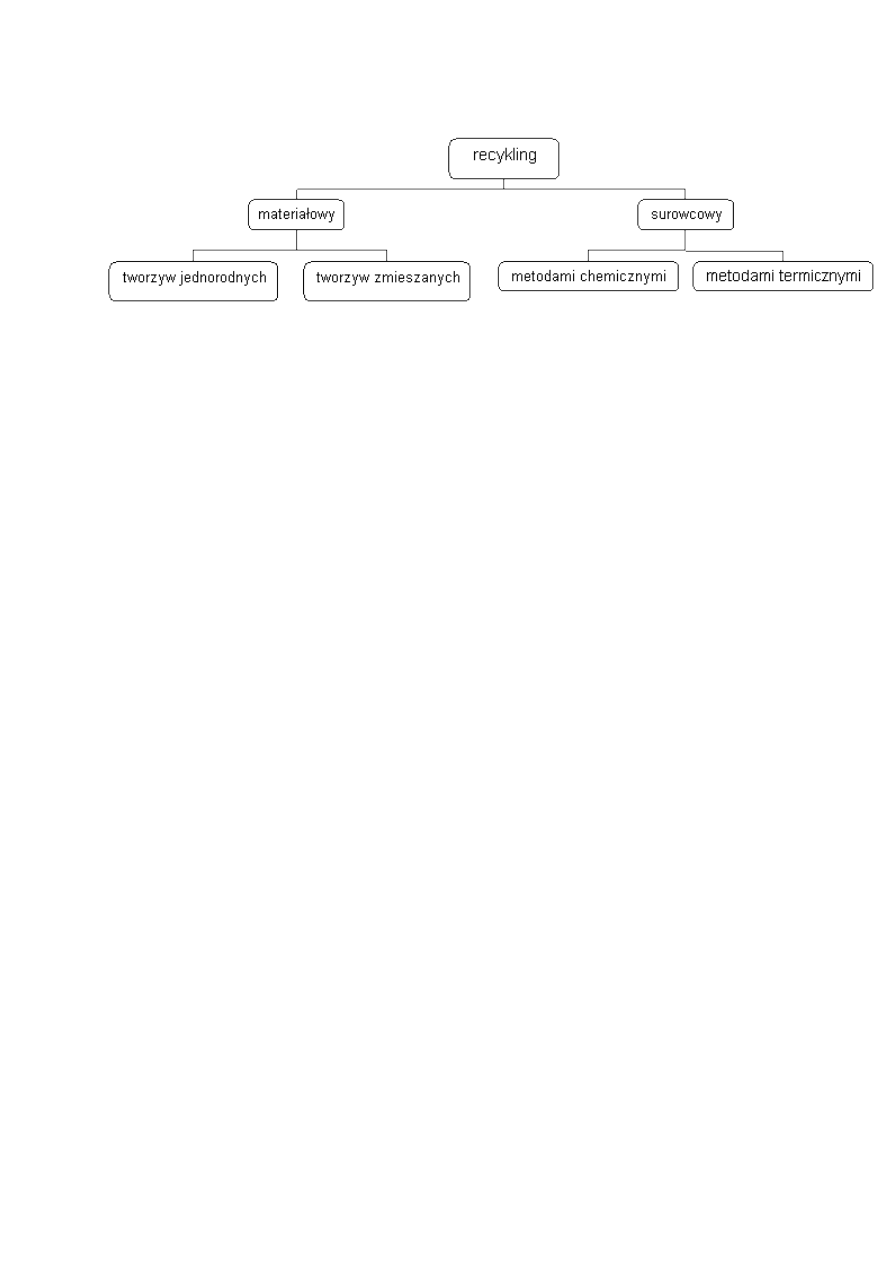
Rys. 2. Rodzaje recyklingu odpadów z tworzyw sztucznych
Recykling materiałowy jednorodnych odpadów z tworzyw sztucznych polega na ich
przetwarzaniu z zastosowaniem procesów fizycznych w celu odzyskania z odpadów
pełnowartościowych frakcji polimerów przydatnych do dalszego przetwórstwa.
Tworzywa termoplastyczne topi się i w stanie stopionym filtruje w celu usunięcia
zanieczyszczeń (piasek, włókna, drewno). Po oczyszczeniu stopione tworzywo, np. wytłacza
się w postaci drutu i granuluje. Otrzymany regranulat wykorzystywany jest do wytwarzania
nowych
produktów
lub
jako
dodatek
do
tworzywa
pierwotnego.
Duroplastów odpadowych nie wykorzystuje się ponownie przy wytwarzaniu masy
formierskiej, lecz po odpowiednim przygotowaniu – rozdrobnieniu i zmieleniu - dodaje się
jako
napełniacz
przy
przetwarzaniu
duroplastów.
Przykładowo recyklingowi materiałowemu poddaje się obudowy akumulatorów wykonane z
PP
oraz
wykładziny
podłogowe
z
PCW
(rys.
3).
Recykling surowcowy chemiczny jednorodnych odpadów z tworzyw sztucznych polega
na degradacji makrocząsteczek polimerów do frakcji o mniejszym ciężarze cząsteczkowym,
które można użyć ponownie jako monomery do wytworzenia tych samych polimerów, bądź
jako dodatki do wytwarzania innych produktów chemicznych. Wykorzystywane są tu
procesy: hydrolizy, metanolizy, glikolizy, które stosowane są przede wszystkim do odpadów
PET.
Hydroliza polega na rozkładzie (rozbiciu wiązań estrowych) PET wodą, pod ciśnieniem i
w wysokiej temperaturze. W wyniku uzyskuje się kwas tereftalowy i glikol etylenowy, które
po
oczyszczeniu
stają
się
surowcami
do
produkcji
PET.
Metanoliza polega na rozkładzie tworzywa na gorąco pod ciśnieniem za pomocą metanolu
(CH
3
OH). W efekcie metanolizy PET odzyskuje się glikol etylenowy i tereftalan dimetylowy
– surowce do produkcji PET. Znaczenie tego procesu w zastosowaniach przemysłowych
zmalało z chwilą zastąpienia w nowych przedsiębiorstwach w produkcji PET tereftalanu
dimetylowego – jako surowca wyjściowego - kwasem tereftalowym.
Produkty hydrolizy i metanolizy odpadowych PET z powodu niewystarczającej
czystości muszą być poddane uciążliwemu oczyszczaniu, co ma wpływ na rachunek
ekonomiczny procesu.
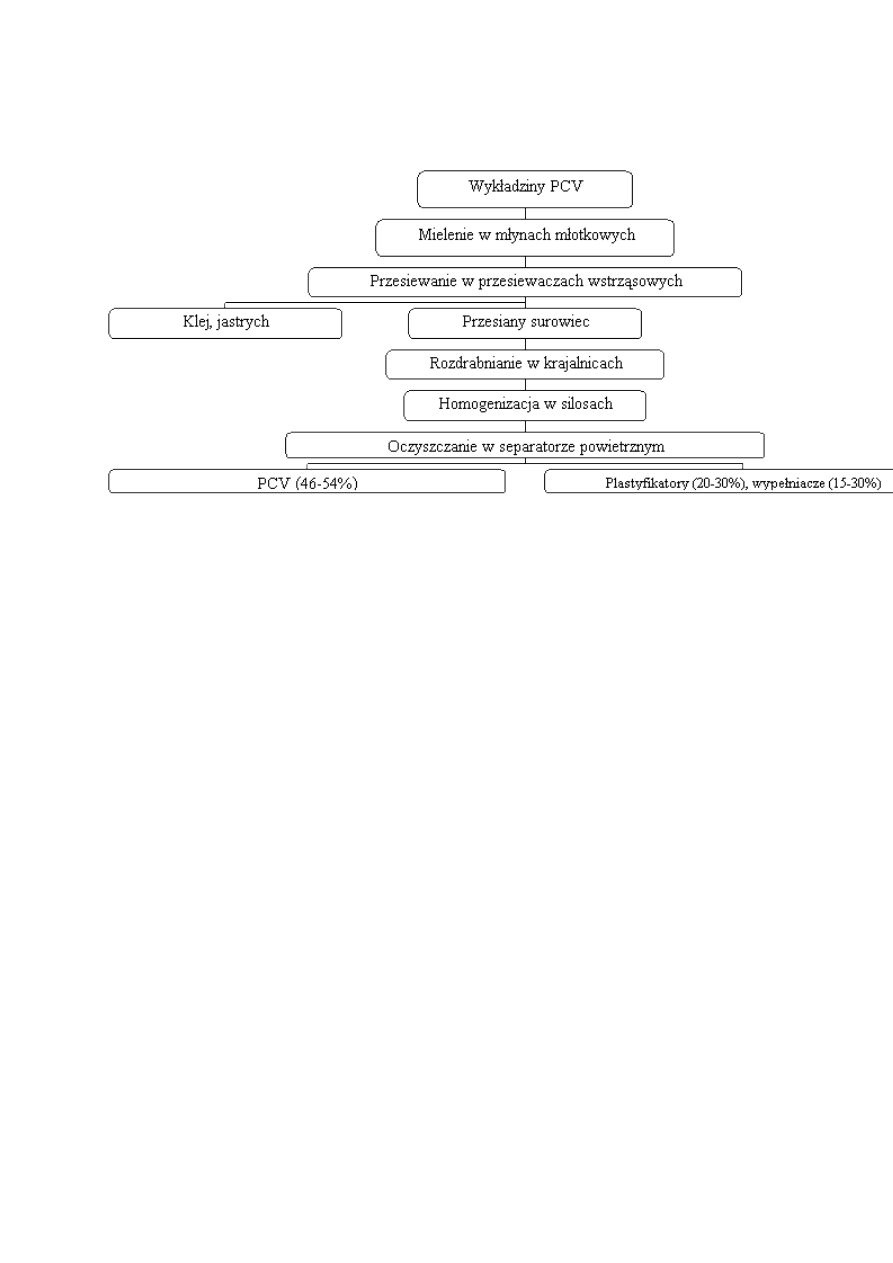
Rys. 3. Schemat blokowy technologii przetwarzania zużytych wykładzin z PCW (instalacja
przemysłowa
firmy
Beekmann)
Glikoliza ma na celu częściowe rozbicie – do krótkich fragmentów (łańcuchów)
makrocząsteczek budujących tworzywa sztuczne. Proces ten realizowany jest poprzez
ogrzewanie tworzywa z glikolem (C
2
H
4
(OH)
2
), a parametry procesu mają wpływ na długość
uzyskiwanych łańcuchów. Uzyskany glikolizat z odpadów PET ma zastosowanie w produkcji
nienasyconych żywic poliestrowych (rozbite cząsteczki PET łączy się z bezwodnikiem
maleinowym i glikolem – w efekcie otrzymuje się poliester nienasycony, z którego po
rozpuszczeniu w styrenie uzyskuje się żywice poliestrowe). Żywice te wykorzystuje się do
wytwarzania laminatów poliestrowych, które wzmacniane są włóknem szklanym (w
przypadku
dużego
rozbicia
makrocząsteczek
PET).
Recykling surowcowy metodami termicznymi jest właściwym sposobem postępowania
ze zmieszanymi odpadami tworzyw sztucznych, zanieczyszczonymi, z dodatkami różnych
wypełniaczy. Polega ona na destruktywnej konwersji polimerów zawartych w tworzywach do
związków małocząsteczkowych i ich użyciu, po przerobie, jako surowców chemicznych lub
paliw. Stosowanymi w tym celu procesami termicznymi są: piroliza, zgazowanie i
hydrokraking.
Pirolizę odpadów definiuje się jako termiczny rozkład substancji organicznych zawartych
w odpadach bez dostępu tlenu (powietrza). Temperatura procesu 300-600
0
C (piroliza
niskotemperaturowa, zwana wytlewaniem). Pod wpływem ogrzewania w cząsteczkach
polimerów następuje rozerwanie wiązań chemicznych i powstawanie rodników, które
reagując ze sobą dają produkty pirolizy: gazy pirolityczne (w ich składzie są m.in.: H
2
, CH
4
,
C
2
H
6
, CO, CO
2
, H
2
S, HCl), produkty ciekłe (olej, smoła, woda) i produkty stałe (zwęglona
substancja organiczna, tzw. koks i nieorganiczne składniki). Proces pirolizy odpadów
realizowany jest zwykle w reaktorach fluidyzacyjnych lub piecach obrotowych. Znane są
również przykłady dodawania odpadów z tworzyw sztucznych w postaci granulatu w ilości 1-
2% do mieszanki węglowej poddawanej koksowaniu (tzw. kopiroliza) w bateriach
koksowniczych.
Dodatek
odpadów
nie
obniża
jakości
koksu.
Zgazowanie odpadów to proces polegający na ich przekształceniu w paliwo gazowe w

obecności utleniacza, którego ilość jest niewystarczająca do całkowitego spalenia. Jako
czynnik utleniający stosowany jest często tlen w mieszaninie z parą wodną. Temperatura
procesu 1350-1600
0
C, ciśnienie do 150 barów. Zachodzą reakcje: spalanie, rozkład pary
wodnej, redukcja CO
2
:
C+O
2
→CO
2
+Q
CO
2
+C
→
2CO+Q
2H
2
O+C
→
CO
2
+2H
2
H
2
O+C
→
CO+H
2
Powstający gaz składa się głównie z CO, H
2
, CO
2
, natomiast stała pozostałość zawiera węgiel
pierwiastkowy i nieorganiczne składniki zgazowanego tworzywa (napełniacze,
zanieczyszczenia). W realizowanych procesach zgazowania, odpady z tworzyw w pierwszej
kolejności poddawano termicznemu uplastycznianiu (topieniu), a następnie kierowano do
reaktora. Zgazowaniu mogą być poddawane wszystkie rodzaje odpadowych tworzyw
sztucznych. Gaz ze zgazowania może być spalany lub wykorzystywany jako surowiec
chemiczny
(np.
do
wytwarzania
metanolu).
Hydrokraking polimerów polega na hydrogenolizie makrocząsteczek polimerów w
warunkach podwyższonej temperatury z równoczesnym uwodornieniem powstających
produktów. Produkty procesu to małocząsteczkowe ciekłe i gazowe węglowodory. W próbach
w instalacji niemieckiej upłynniania węgla z dodatkiem 25% odpadów z tworzyw sztucznych
uzyskano gazy węglowodorowe, benzyny, oleje dieslowe i smarowe z łączną wydajnością
90% przy użyciu 3,5% wagowo wodoru. Hydrokraking odpadów z tworzyw sztucznych jest
procesem bardziej ekonomicznym niż proces ich spalania: ze spalania 1Mg odpadów można
wytworzyć 1,7 MWh energii elektrycznej, podczas gdy ze spalania produktów hydrolizy
uzyskanych z 1Mg odpadów wytwarza się 6,8 MWh energii.
Identyfikacja odpadów z tworzyw jest konieczna, aby właściwie je ponownie
wykorzystać. Pełna identyfikacja jest trudna, wymaga niejednokrotnie wcześniejszego
rozdzielenia tworzywa na poszczególne elementy składowe, takie jak polimer, napełniacze,
zmiękczacze, pigmenty i inne. W niektórych przypadkach wystarczająca jest identyfikacja
podstawowego składnika tworzywa – polimeru. Prostą metodą identyfikacji polimerów jest
próba płomieniowa.
3. Wykonanie ćwiczenia
Identyfikacji odpadu polimerowego należy dokonać wykorzystując wyniki:
1) Oceny wizualnej podstawowych właściwości mechanicznych i fizycznych, jak
giętkość,
twardość,
rodzaj
powierzchni
W identyfikacji tym sposobem pomaga postać handlowa tworzywa: folie wykonuje się
najczęściej z PE, PCV, PP; włókna to najczęściej poliuretany; tworzywa porowate to zwykle
poliuretany, polistyreny (śnieżno-biały kolor) i PCV; przezroczyste grube płyty to PMMA
2) Oceny zachowania się próbki w płomieniu palnika gazowego (tab. 3)
Próbkę tworzywa umieścić przy użyciu pęsety w płomieniu palnika i obserwować zjawiska
zachodzące w bezpośrednim kontakcie próbki z płomieniem oraz po wyjęciu próbki z
płomienia. Jeżeli próbka pali się po wyjęciu – płomień należy zdmuchnąć. Próbkę należy
ogrzewać wolno, utrzymując niezbyt duży płomień, by zaobserwować zachodzące zjawiska.
Podczas
obserwacji
notuje
się:
−
stopień
łatwopalności
−
czy
próbka
gaśnie
po
wyjęciu
z
płomienia
−
wygląd płomienia (świecący, kopcący, jego barwę: układ barw, barwę obwódki)
−
zmiany wyglądu próbki tworzywa pod wpływem płomienia (mięknienie, topienie się
tworzywa,
spływanie
kropel,
zwęglanie,
tworzenie
się
pęcherzy)
−
zapach gazów wydzielających się podczas palenia
3)
Badania
odczynu
produktów
rozkładu
Badanie odczynu produktów rozkładu termicznego odpadu poprzez prażenie (ogrzewanie w
probówce): po wprowadzeniu probówki do płomienia obserwuje się, czy próbka topi się,
rozkłada, ciemnieje. Charakterystyczne dla poszczególnych tworzyw jest pH gazów,
powstających w czasie prażenia. Odczyn produktów rozkładu określa się przykładając
zwilżony papierek lakmusowy u wylotu probówki z ogrzewaną próbką. Jeśli papierek barwi
się na niebiesko – gazy są alkaliczne, jeżeli nie zmienia barwy – gazy są obojętne, a gdy
papierek zmienia barwę na czerwoną – gazy są kwaśne. Próbę ogrzewać powoli w łagodnym
płomieniu.
4)
Badania
gęstości
tworzywa
względem
wody
PE i PP - w przeciwieństwie do pozostałych tworzyw - są lżejsze od wody. Jeżeli więc
przedmiot wykonany z tworzywa nie tonie po wrzuceniu do wody, to możemy stwierdzić, że
został on wykonany z PE lub PP (inne tworzywa toną). W przypadku badania butelki należy
w całości wypełnić ją wodą.
5) Badania gęstości tworzywa względem roztworu chlorku sodu o gęstości 1,1 g/cm
3
To badanie pozwala stwierdzić, czy przedmiot, który tonął w wodzie, nie jest wykonany z
polistyrenu (z wyłączeniem styropianu). Polistyren ma bowiem gęstość ok. 1,07 g/cm
3
i w
roztworze o gęstości 1,1 g/cm
3
nie tonie. Roztwór soli kuchennej o podanej powyżej gęstości
ma stężenie 14%, co oznacza, że aby go przygotować należy 140 g soli rozpuścić w 860 g
(860 cm
3
) wody, lub odpowiednio 163 g soli w 1dm
3
wody.
6)
Badania
rozpuszczalności
tworzywa
Mały kawałek próbki tworzywa (ok. 100 mg) umieścić w probówce napełnionej w jednej
trzeciej rozpuszczalnikiem i pozostawić na pewien czas od czasu do czasu wstrząsając.
Ocenić wygląd próbki (bez zmian, pęcznienie, rozpuszczanie). Wynik porównać z tabelą
rozpuszczalności
polimerów
(tab.
4).
Należy pamiętać, że rozpuszczalność danego polimeru w określonym rozpuszczalniku może
zmieniać się w zależności od masy cząsteczkowej, rozgałęzień i stopnia krystaliczności. Ze
wzrostem masy cząsteczkowej oraz stopnia krystaliczności zmniejsza się rozpuszczalność
polimeru.
Tabela 3. Zachowanie się typowych tworzyw sztucznych w płomieniu
Stopień
łatwopalnośc
i
Gaśnie
po
wyjęciu z
płomieni
a
Wygląd
płomienia
Zmiany
wyglądu
tworzywa
pod
wpływem
płomienia
Zapach
produktów
spalania
Rodzaj tworzywa
mały
tak
żarzy się,
nie topi się,
PTFE
nie zwęgla
się
mały
tak
jasnożółty,
brzegi
niebieskawe
pęcznieje,
pęka,
bieleje na
brzegach
mocznika,
formaldehyd
u
żywica
mocznikowo-
formaldehydowa
mały
tak
bezbarwny
pęcznieje,
pęka,
bieleje na
brzegach
palonej ryby,
amoniaku
żywica
melaminowa
mały
tak
żółty (iskry-
żywica lana)
zwęgla się,
pęcznieje
(żywica
tłoczona)
fenolu,
formaldehyd
u
bakelit (żywica
fenolowo-
formaldehydowa
)
mały
tak
biało-żółty,
brzegi
zielonkawe,
trochę kopci
zwęgla się,
kruszy się
HCl
PCW
mały
tak
świecący,
kopcący
ciemnieje,
nie kapie
charakter.
styrenu
PC
średni
tak
jasnożółty,
trochę kopci
mięknie,
topi się,
pieniące
krople,
lekko
ciemnieje,
ze stopu
można
wyciągać
nitki
aromatyczny
PET
średni
tak
biały z żółtym
wierzchołkiem,
nie kopcący
topi się,
pieniące
krople, ze
stopu
można
wyciągać
nitki
palonego
białka
(włosów)
PA
mały
nie
jasnożółty,
czarny dym
silnie
pęcznieje,
ciemnieje
słodki
(utwardzona
aminami)
żywica
epoksydowa
średni
nie
wierzchołek
żółty, reszta
niebieskawa,
drobne iskierki,
nie kopcący
mięknie, na
powierzchn
i bąbelkuje,
lekko
ciemnieje
woń
kwiatowa,
hiacynty
PMMA
średni
nie
żółtawy, nie
kopcący
lekko
zwęgla się
ostry duszący
PUR
średni
nie
żółto-
pomarańczowy
pęcznieje,
nie mięknie
SO
2
ebonit
(tworzywo
, czarny dym
kauczukowe)
duży
nie
świecący,
żółty,
wierzchołek
niebieski, nie
kopcący, po
zgaszeniu biały
dym
topi się,
kapie,
spływa
kroplami,
ze stopu
można
wyciągać
nitki
palonej
parafiny
(świecy)
PE
PE-HD
PE-LD
duży
nie
świecący,
żółty,
wierzchołek
niebieski, nie
kopcący
topi się,
kapie,
spływa
kroplami,
ze stopu
można
wyciągać
nitki
ostry,
palących się
zniczy
PP
duży
nie
świecący,
żółto-
pomarańczowy
, silnie kopcący
mięknie,
nadtapia
się,
ciemnieje
styrenu
PS
ABS
Tabela 4. Rozpuszczalność typowych polimerów
Polimer
Rozpuszczalnik, w którym polimer rozpuszcza się lub pęcznieje
kwas
octowy
kwas
mrówkowy
kwas
solny
aceton
benzen
tetrachlorek węgla
PA
tak
tak
tak
nie
nie
nie
PCW
nie
nie
nie
nie
tak w 25
0
C
PE
nie
nie
nie
nie
nie
tak (na gorąco: PE-LD w
70
0
C, PE-HD w 160
0
C)
PMMA
tak
tak
tak
nie
PP
nie
nie
nie
nie
nie
nie
PS
nie
nie
nie
pęcznieje
tak
tak
PTFE
nie
nie
nie
nie
nie
nie
PUR
tak
tak
nie
nie
nie
nie
PF
tak
nie
tak
MF
tak
nie
nie
4.
Zestawienie
wyników
badań
i
obserwacji
w
sprawozdaniu
1) Wyniki obserwacji i badań zestawić w tabelach według poniższych wzorów (tab. 5.1 - 5.5)
2) Na podstawie analizy wyników zidentyfikować badane polimery podając ich symbole i
nazwy, np. PE - polietylen oraz grupę, np: elastomer, termoplast, duroplast.
Tabela 5. 1. Zestawienie wyników oceny wizualnej badanych próbek
L.p. Ocena wizualna Symbol
Nazwa
odpadowego
tworzywa
polimeru
polimeru
Tabela 5.2. Zestawienie wyników identyfikacji polimeru na podstawie badania gęstości
L.p.
Symbol
polimeru
Zachowanie próbki
Gęstość
polimeru
w wodzie
w roztworze
...........
o gęstości
............
Tabela 5.3. Zestawienie wyników identyfikacji polimeru na podstawie obserwacji
zachowania się polimerów w rozpuszczalnikach
L.p.
Symbol
polimeru
Zachowanie próbki w rozpuszczalniku
........................
symbol i nazwa
rozpuszczalnika
........................
symbol i nazwa
rozpuszczalnika
........................
symbol i nazwa
rozpuszczalnika
Tabela 5.4. Zestawienie wyników próby płomieniowej
L.p. Symbol
polimeru
Gaśnie/nie
gaśnie po
wyjęciu z
płomienia
Wygląd
(w tym
barwa)
płomienia
Zmiany wyglądu
tworzywa pod
wpływem płomienia
Zapach
produktów
spalania
Odczyn
produktów
spalania
Tabela 5.5. Zastosowanie badanych polimerów
L.p.
Symbol
polimeru
Przykłady zastosowań
Wyszukiwarka
Podobne podstrony:
instrukcja nr 5 recykling id 21 Nieznany
instrukcja nr 4 recykling id 21 Nieznany
instrukcja nr 5 recykling id 21 Nieznany
instrukcja pompa wyporowa id 21 Nieznany
Instrukcja nr 8m id 262159 Nieznany
Instrukcja nr 6m id 262158 Nieznany
Instruktor fitness 342301 id 21 Nieznany
instrumenty zadania sb nd id 21 Nieznany
Cwiczenia nr 2 RPiS id 124688 Nieznany
Poszukiwanie wzrokowe2007 id 21 Nieznany
Praca kontrolna nr 2I id 382664 Nieznany
Instrumenty pol hand3 id 21778 Nieznany
PB 2 rys nr 5 lancuch id 351659 Nieznany
Arkusz nr 2 (ciagi) id 68778 Nieznany (2)
Cwiczenie nr 15 id 125710 Nieznany
Pr dom nr 1 RPiS id 382111 Nieznany
Cwiczenia nr 6 RPiS id 124693 Nieznany
Instrukcja cw 3 PI id 216486 Nieznany
więcej podobnych podstron