Organizacja produkcji
Model decyzyjny

Proces produkcyjny
• Proces produkcyjny opisuje poszczególne
operacje wykonywane podczas wytwarzania
produkt
• Planowanie procesu wiąże się z podjęciem
decyzji o rodzaju produkcji. Daje szczegółowy
opis operacji potrzebny do wytworzenia
produktów. Jego celem jest osiągnięcie
najwyższej możliwej wydajności.
Podstawowe typy procesu
Produkcja
jednostkowa
• Szeroki
asortyment
• Wysoce
zindywidualizow
ane produkty
• Niewielkie ilości
produktów
• Narzędzia
ogólnego
przeznaczenia
• Pracownicy o
szerokich
kwalifikacjach
• Samochody
formuły I, prace
konserwatorskie,
prace
remontowe,
meble na
zamówienie
Produkcja
rzemieślnicza
(małoseryjna)
• Mała liczba
różnorodnych
produktów
• Produkty wg
opisu klienta
• Zmiana sprzętu
wraz ze zmianą
produktów
• Każdy produkt
wymaga użycia
innych zasobów
• Duże stany
magazynowe
surowców i
materiałów
• Specjalistyczne
pojazdy,
restauracje,
agencje
turystyczne
Produkcja seryjna
• Produkty
przechodzą przez
poszczególne
etapy procesu
grupami
(seriami)
• Wytwarzanie
nowych
produktów
wymaga
przestawienia
urządzeń
• Meble, książki,
ubrania, kursy
edukacyjne
Produkcja
masowa (linia
produkcyjna)
• Wąski
asortyment
standardowych
wyrobów
• Identyczne lub
zbliżone wzory
produktów
• Środki
produkcyjne
ułożone
sekwencyjnie
• Produkty
przesuwają się
wzdłuż linii w
ustalonym
tempie
• Samochody,
elektronika, AGD
Produkcja ciągła
• Zbliżona do linii
produkcyjnej
• Produktu nie da
się zazwyczaj
podzielić na
sztuki
• przędza, włókna,
ropa, gaz
Przestrzenna organizacja procesu
• Zasoby ułożone sekwencyjne w kolejności wykonywania zadań (linia produkcyjna)
Układ przedmiotowy
• Zasoby są fizycznie pogrupowane wg funkcji (produkcja jednostkowa)
Układ funkcjonalny
• Zasoby pogrupowane zgodnie z dominującą sekwencją czynności obróbkowych
Układ komórkowy
• Pozycja produktu jest stała (ze względu na rozmiary lub brak możliwości
przemieszczenia)
• Materiały, pracownicy i maszyny dowożeni na miejsce produkcji
Układ stacjonarny

Równoważenie linii
• Metoda opracowywania efektywnych układów
przedmiotów w zakładach wykorzystujących linie
produkcyjne lub technologie grupowe
• Polega na przydzieleniu zadań stanowiskom roboczym
połączonym w szereg
• Minimalizacja liczby stanowisk
• Skrócenie czasu bezczynności
• Jeśli wszystkie stanowiska pracy mają do wykonania
jednakową ilość pracy, linia jest idealnie zrównoważona
- płynny przepływ produktów i wysokie wykorzystania
oprzyrządowania
Równoważenie linii
Krok 1. Identyfikacja zadań, czasu ich realizacji, relacji następstw i
całkowitego czasu wykonywania wszystkich zadań
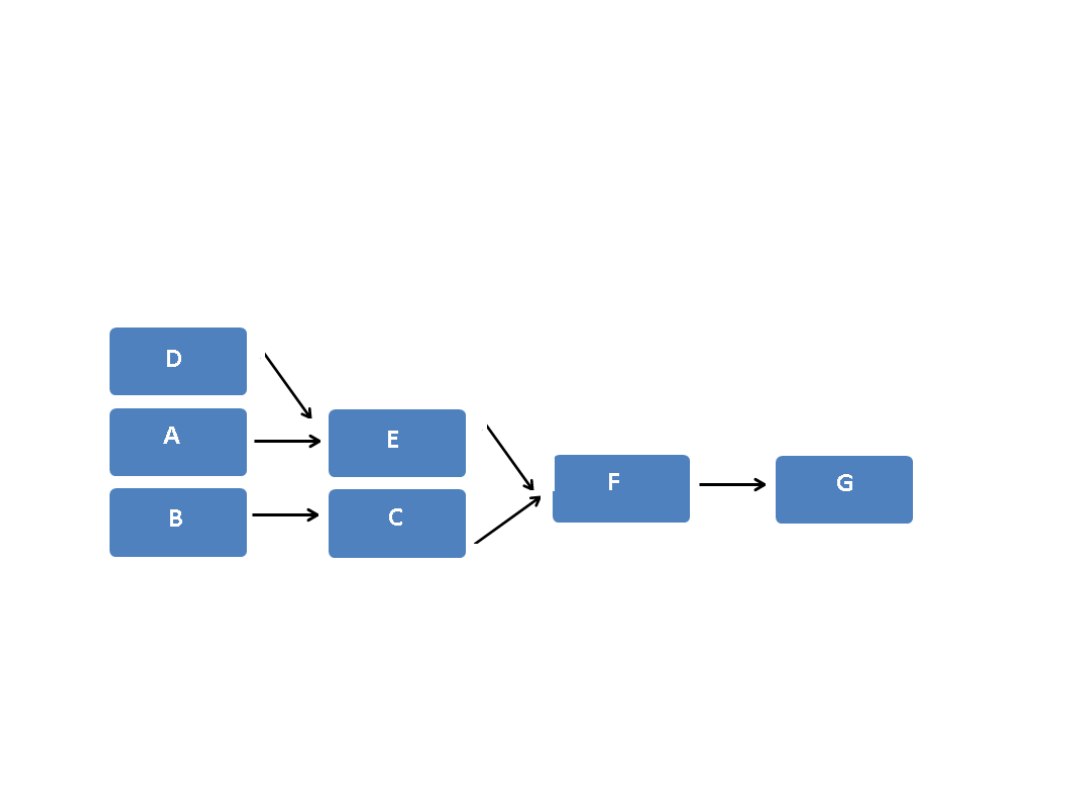
Krok 2. Graf kolejnościowy
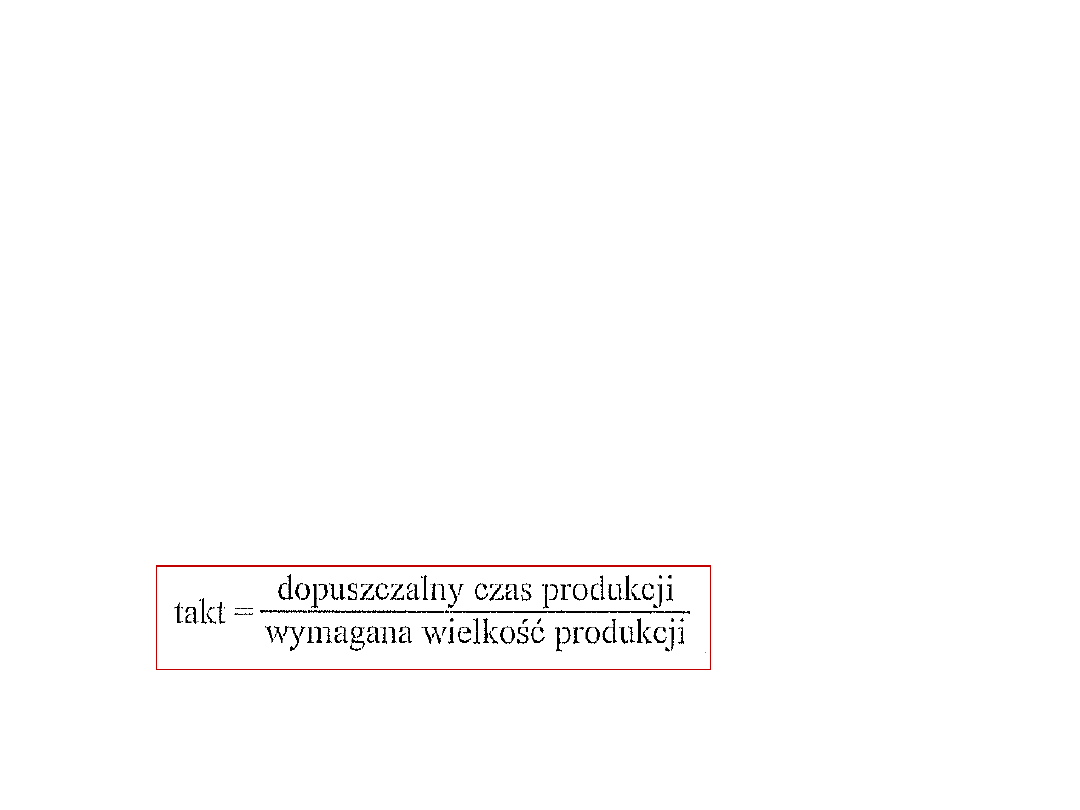
Krok 3. Takt linii
– czas, w którym każde stanowisko musi wykonać
przydzieloną operację
– dopuszczalny przedział czasu pomiędzy ukończeniem
kolejnych jednostek produktu
Równoważenie linii
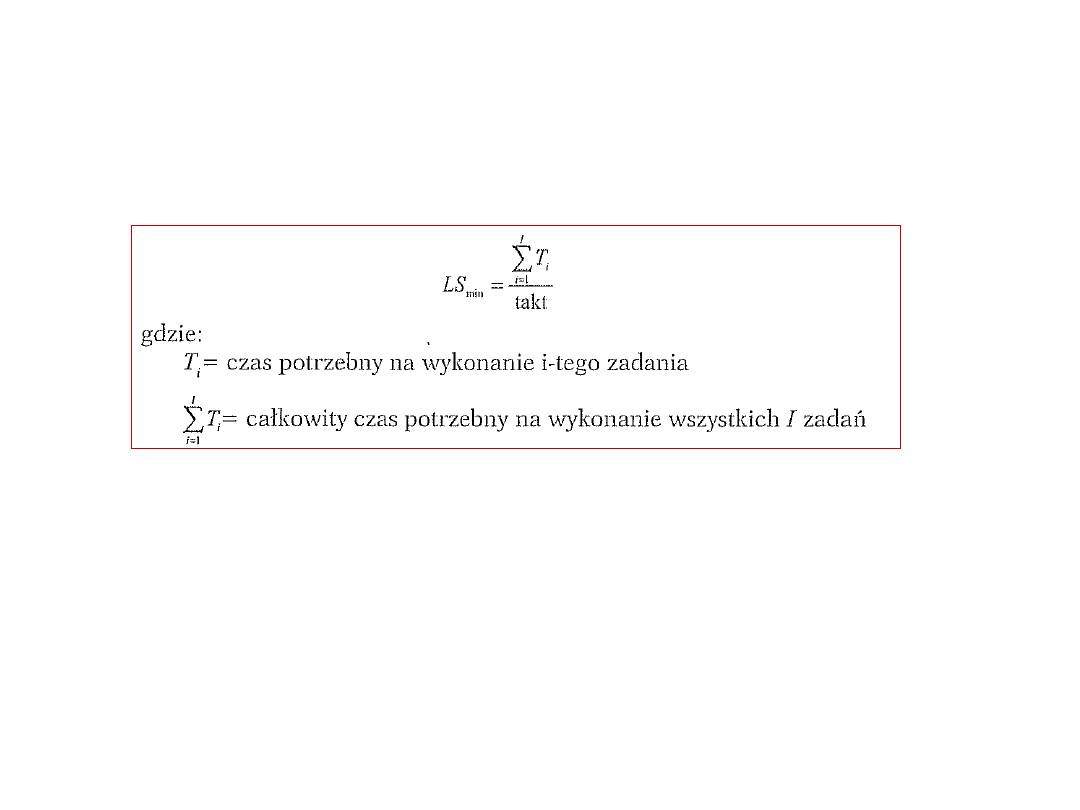
Krok 4. Minimalna liczba stanowisk roboczych
Krok 5. Przypisanie zadań do stanowisk roboczych
–
Pierwsze stanowisko – tak dużo zadań, aż nie będzie można dodać kolejnego
zadania bez przekraczania taktu
–
Jeżeli nie uda się rozdzielić wszystkich zadań – tworzenie kolejnego stanowisko
robocze
–
Najpierw najbardziej czasochłonne zadania i takie, które nie jest bezpośrednim
poprzednikiem innych
Równoważenie linii
Krok 6. Wydajność proponowanej linii
Zadanie 1.
Graf kolejnościowy

Zadanie 1.
Takt = 14.400 s/ 400 toreb = 72 s
LS
min
= 195 s/ 72 s = 2,7, czyli 3 stanowiska
Zadanie 1.
Stanowisko 1
• B 60 s
Stanowisko 2
• A 45 s
• D 15 s
Stanowisko 3
• C 30 s
• E 25 s
• F 10 s
Stanowisko 4
• G 10 s
Przypisanie zadań do stanowisk
Zadanie 1.
Stanowisko 1
• B 60 s
Stanowisko 2
• A 45 s
• D 15 s
Stanowisko 3
• C 30 s
• E 25 s
• F 10 s
Stanowisko 4
• G 10 s
Stanowisko 1
• B 60 s
Stanowisko 2
• A 45 s
Stanowisko 3
• C 30 s
• D 30 s
Stanowisko 4
• E 25 s
• F 10 s
• G 10 s
Przypisanie zadań do stanowisk
Zadanie 1.
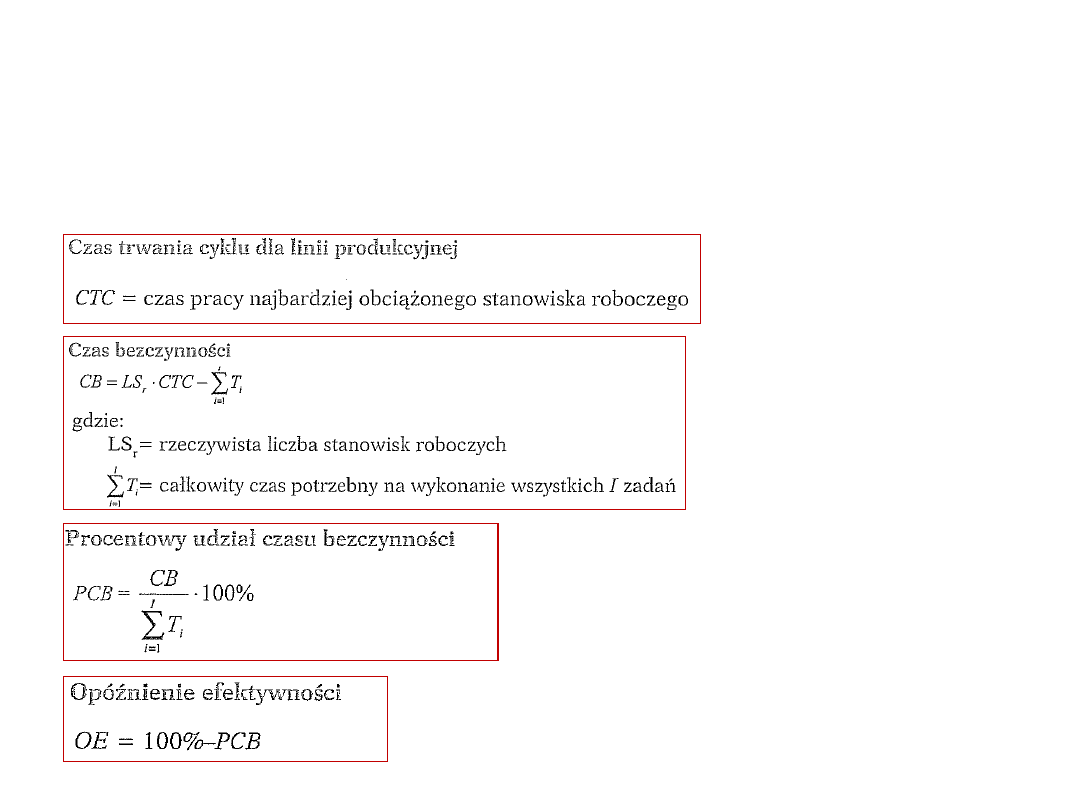
Wydajność linii
Czas bezczynności
4*60s-195s=45s
Procentowy udział czasu bezczynności
(45s/195s)*100%=23%
Opóźnienie efektywności
100%-23%=77%
Wyszukiwarka
Podobne podstrony:
742[01] z2 06 u organizacja produkcji wyr stolarskich
organizacja produkcji budowlanej6
organizacja produkcji budowlanej7
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
2.3, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, laborki-mojeókrzste
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
TM10, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydział Mechaniczn
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
IR 06 E Organizacja Ruchu Zasady stosowania sygnalizacji świetlnej 2009 [tryb zgodności]
Nr4, Politechnika Lubelska, Studia, Studia, organizacja produkcji
Ćwiczenie projektowe z Organizacji Produkcji Budowlanej, █► BUDOWLANE
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
Dźwiękowe uderzenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
tabela, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
Str.13 - Operacja 80, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
więcej podobnych podstron