NEW OPTIMISED MANUFACTURING ROUTE
FOR PM TOOL STEELS AND HIGH SPEED STEELS
C. Tornberg and A. Fölzer
Böhler-Uddeholm Powder Technology
Mariazeller Strasse 25
A-8605 Kapfenberg
Austria
Abstract
The absence of non metallic inclusions in tooling materials has been a
driving force for the development of new processing technologies to obtain
a top quality starting material for tool manufacture.
In the PM-route for tool steels and high speed steels the treatment of
the melt before atomisation is of course one important factor to control the
inclusion level in the steel, but also the further handling and consolidation of
the atomised powder are crucial in reaching a PM compact with uniform and
reliable properties.
This paper will review the considerations behind the design of an optimised
process route for PM Tool Steels and High Speed Steels. The route has been
implemented in the new Böhler-Uddeholm PM plant in Kapfenberg. Product
and process experiences are reviewed.
INTRODUCTION
Over the years since the commercial start of PM Tool Steels (TS) and
High Speed Steels (HSS) in the early 70s it has been evident how improved
quality of the starting material for tool manufacture in particular with respect
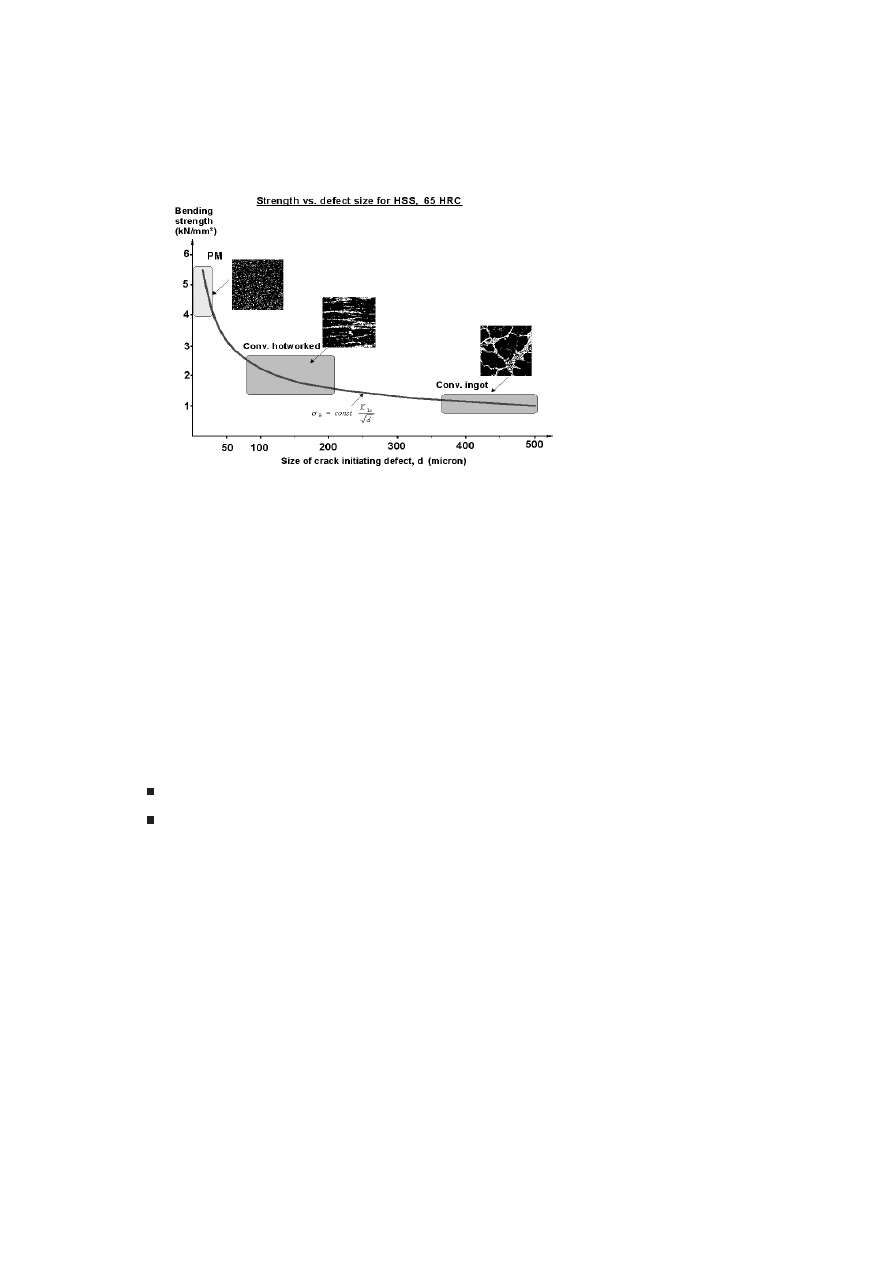
to non metallic inclusions can enhance tool life. In high carbide containing
tool steels fracture occurs without any noticeable prior plastic deformation.
The stress level necessary for causing fracture is basically dependent on
the size and location of the initiating defect. Such defects are primarily
363
364
6TH INTERNATIONAL TOOLING CONFERENCE
large carbide clusters or non metallic inclusions. The harmful effect of large
carbide clusters has been eliminated by powder metallurgical processing
leaving non metallic inclusions as the main threat to the life of the tool.
Figure 1.
For this reason the development work in the PM tool steel sector has for
the last decades been focused on minimizing the occurrence of inclusions.
Another favourable effect of PM processing is the uniformity of properties
in the consolidated PM steel as opposed to conventionally produced ingot
material where segregation during solidification and the ingot shape cre-
ate inhomogeneous structures and properties. The uniformity of the PM
steel result in for example less distortion of the tool after heat treatment.
Development work therefore has also been directed towards optimising the
homogeneity of the PM compact in order to further improve dimensional
stability and uniform mechanical properties. However different PM pro-
cessing routes give various results in terms of homogeneity of the structure
after hot consolidation as will be shown later in the text.
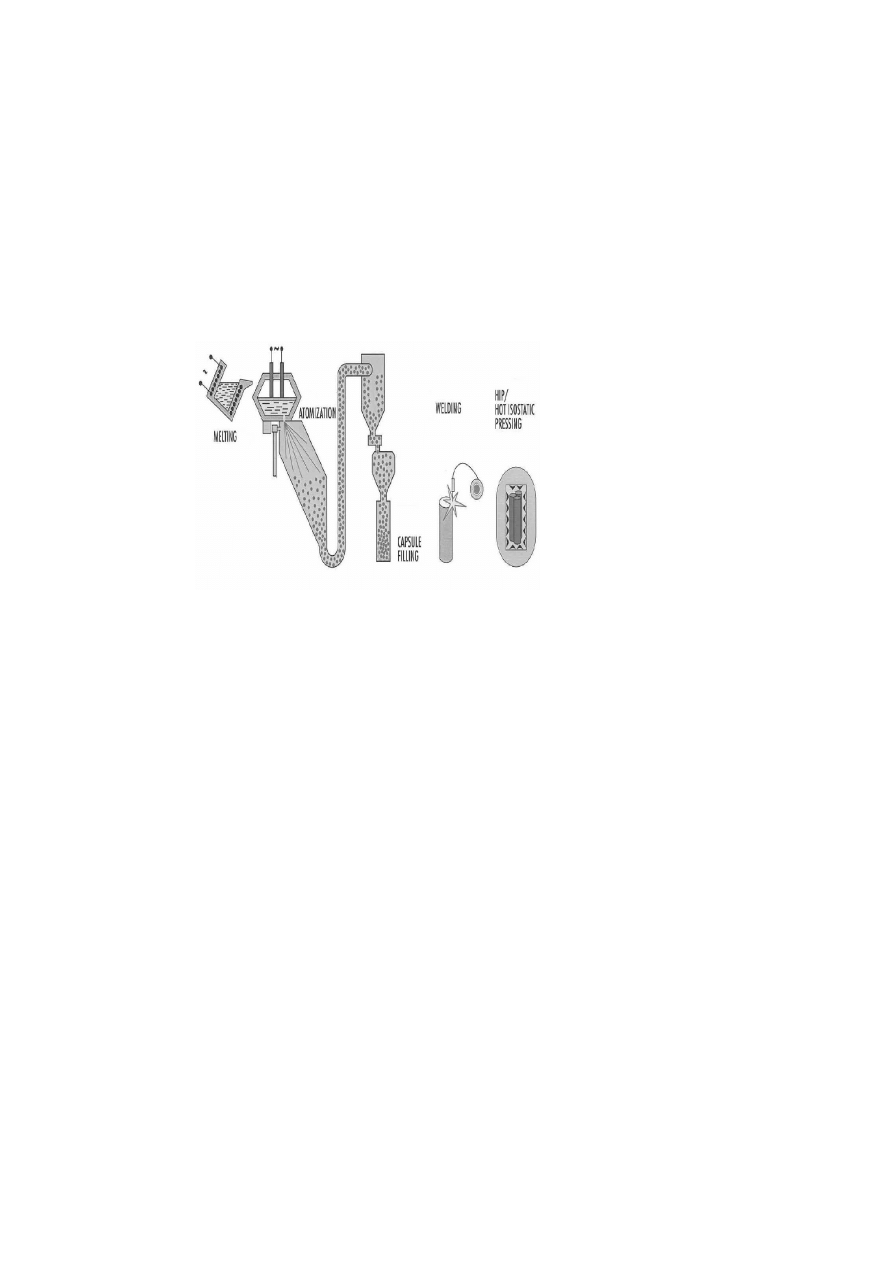
The traditional production route for PM tool steels has for long been
powder manufacture by nitrogen gas atomisation of a prealloyed melt,
encapsulation of the thus produced spherical powder in metal contain-
ers,
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
365
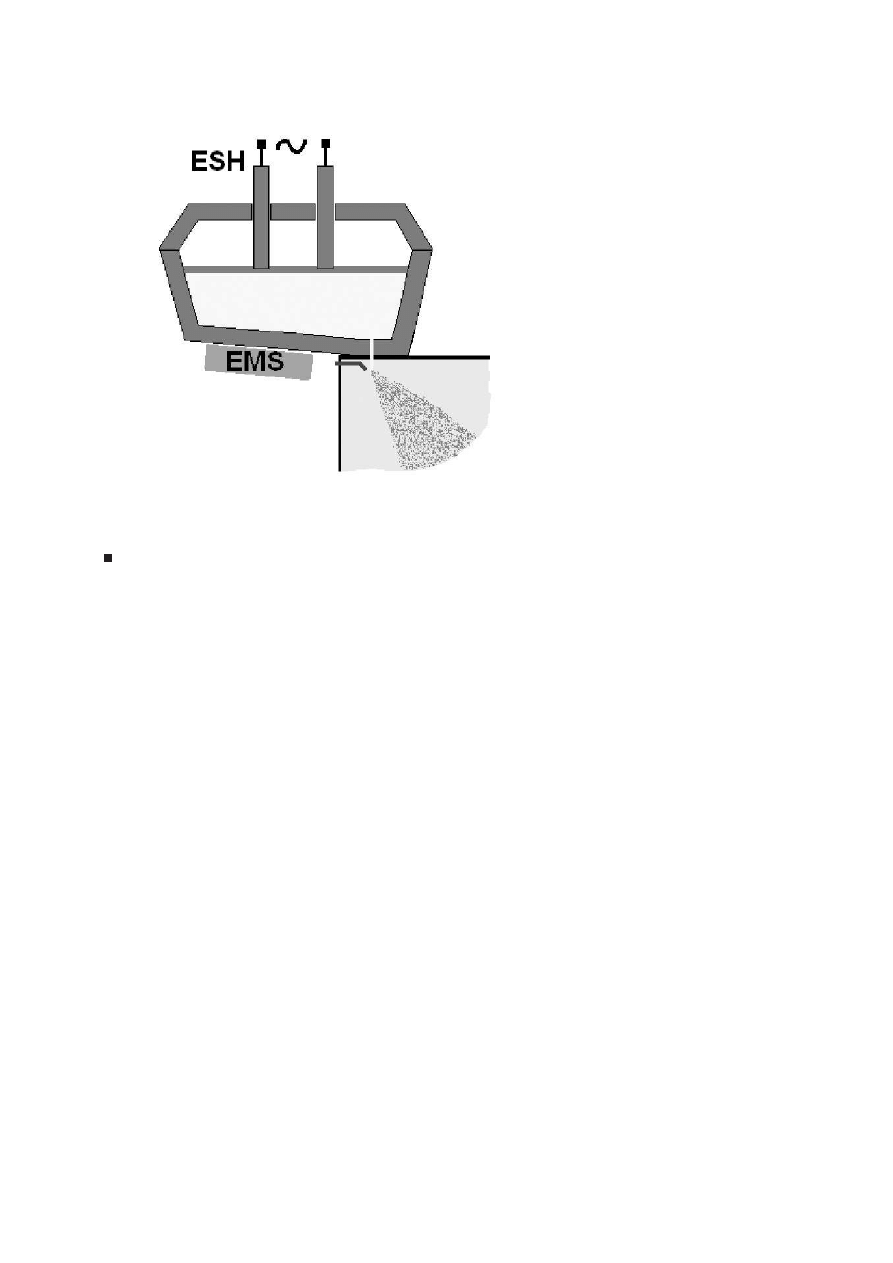
Figure 2.
ESH tundish with electromagnetic stirrer (EMS).
consolidation of the packed powder by hot isostatic pressing (HIP).
In most cases a hot working step follows the HIP consolidation in order to
efficiently reach a suitable size range. However the material can also be
used in the as-HIPed condition for tool manufacture. Processing technology
in each of the manufacturing steps has a strong influence on the quality
of the final compact. The new PM plant in the Böhler-Uddeholm group
incorporates latest technologies in the field bringing the PM TS and HSS
products to a new quality level.
POWDER MANUFACTURE
MELTING AND TUNDISH TECHNOLOGY
The main source creating inclusions in atomized powder is furnace slag
or top slag in the atomization tundish. A generic feature of gas atomization
is the low metal flow rate, typically 20 - 40 kg/min. In order to maintain

366
6TH INTERNATIONAL TOOLING CONFERENCE
the required temperature in the tundish over the long atomization time the
tundish had in the early days to be refilled frequently with superheated melt
from the furnace. This brought entrapped furnace slag and tundish top slag
into the metal stream through the atomization nozzle.
An effective solution to this problem has been the introduction of large
tundish technology in atomization units which started in the early 90’s. Here
the whole melt is transferred into the tundish prior to atomization and fre-
quent violent stirring over the atomization nozzle during atomization can
be avoided. The large tundish must however be combined with a suitable
heating system that can provide the energy necessary to maintain a sta-
ble temperature over the long atomization time. The Electro Slag Heating
(ESH) method has proven to be ideal for this purpose. ESH operates with two
graphite electrodes generating Ohmic heat in a conductive slag on the metal
surface. The process offers effective protection to the melt against oxidation
by the atmosphere. ESH further offers the great advantage of controlling
heat input and of stirring the melt independently as opposed to an induction
heating system. In the ESH process the melt is treated for a minimum of 30
minutes in the tundish before start of atomization. During this time inclu-
sions originating from the furnace slag are separated and the melt conditions
(temperature, cleanliness) stabilized so that clean powder can be produced
straight from the start of atomization. The ESH process is basically not
limited by the alloy composition. As an example highly sulphurized grades
(S∼ 0, 25%) are being produced using this technology with some process
modifications.The ESH process requires a gentle and controlled stirring of
the melt so that heat generated in the top slag is evenly distributed in the
whole tundish and so that inclusions can be separated at the slag-metal in-
terface. In the Böhler-Uddeholm plant the 8-ton tundish is equipped with
an electromagnetic stirrer (EMS) which offers very good possibilities for
process control as compared to gas purging, being the commercially used
alternative stirring method.
ATOMIZATION AND ENCAPSULATION
The demand for a high quality HSS powder with minimum contamination
can best be fulfilled via gas atomisation with nitrogen gas. In order to
achieve the highest possible uniformity in the capsule after encapsulation
it is favourable to have a powder with smallest possible particle size since
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
367
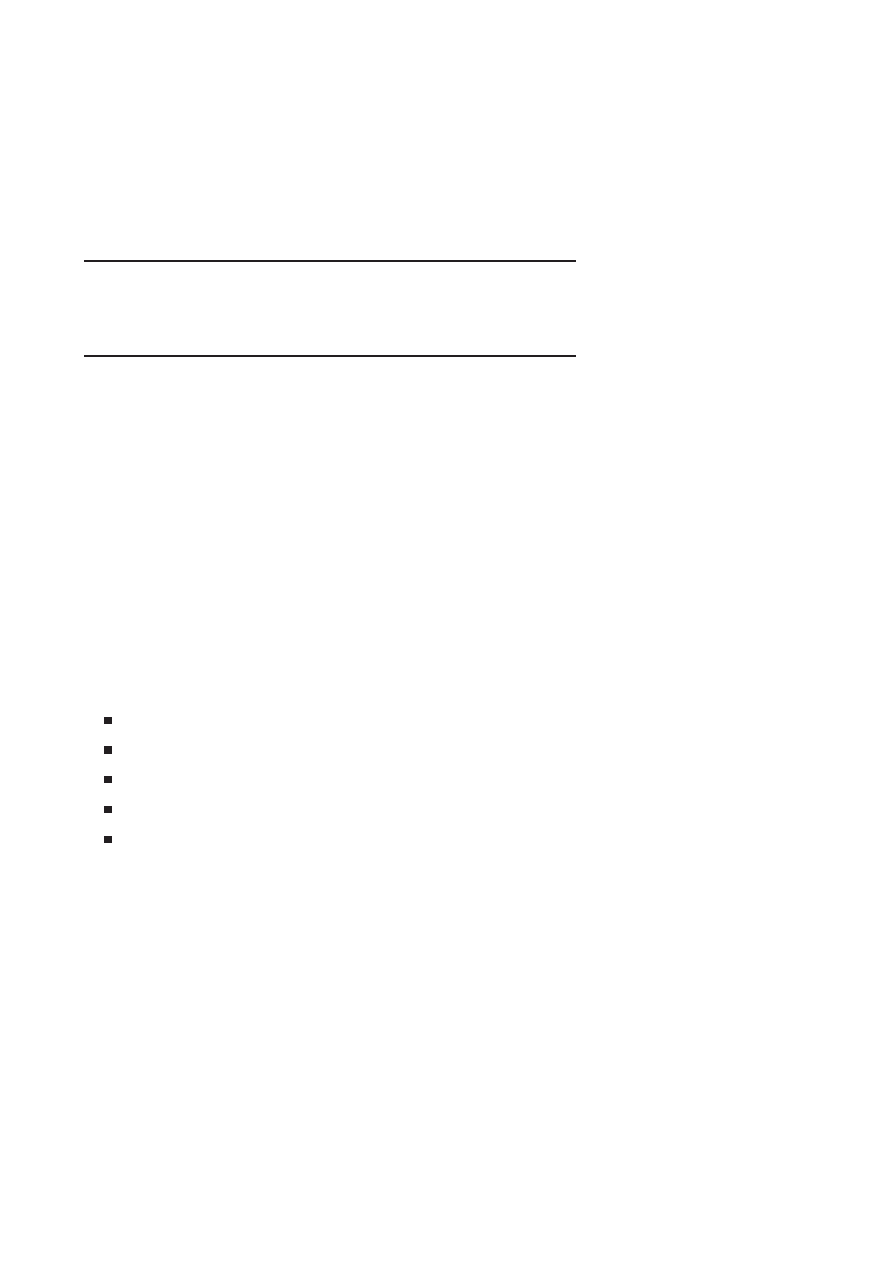
large particles tend to segregate more than fine. This effect is illustrated in
Fig. 3.
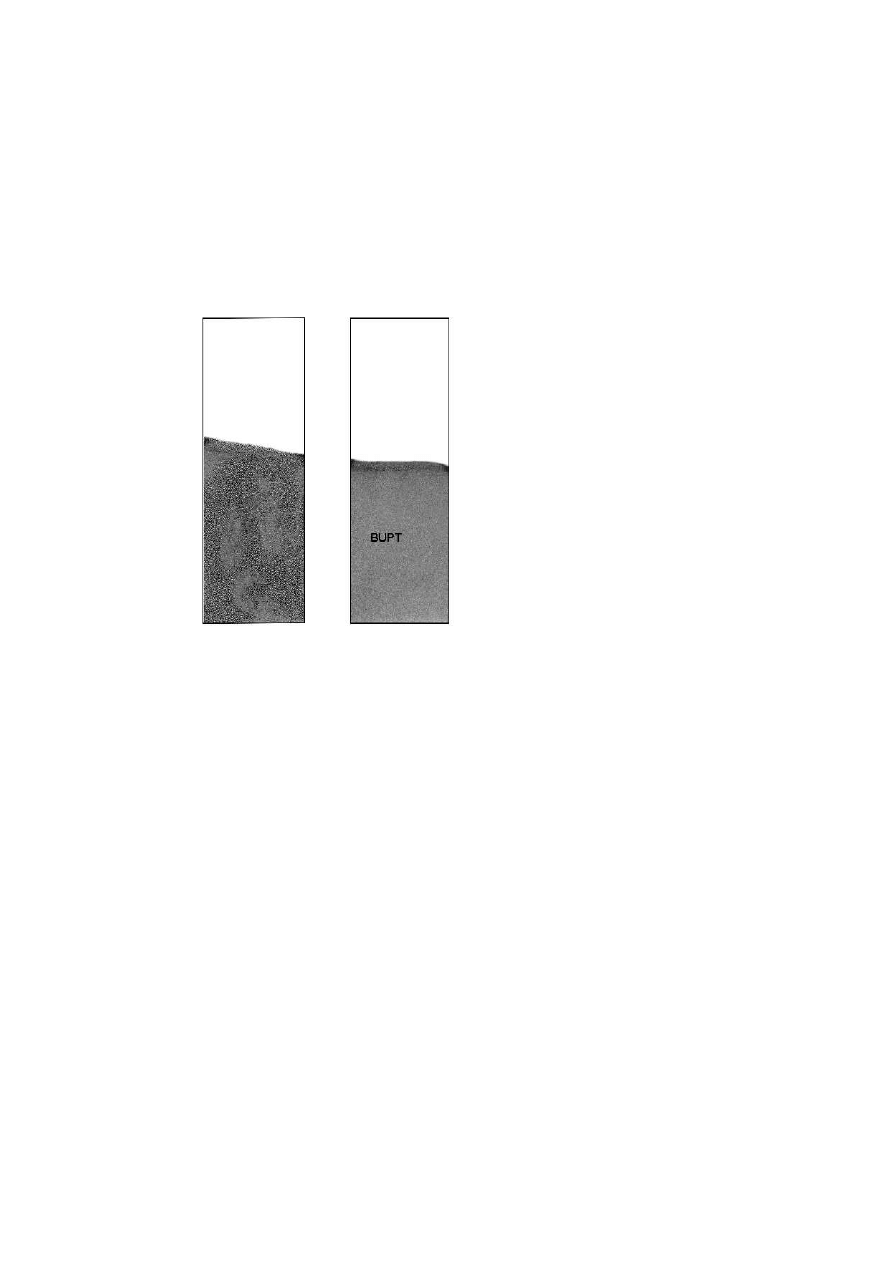
In the Böhler-Uddeholm PM plant the atomisation process delivers a fine
powder with average particle size around 60 micron (powder BUPT below)
which is about half the particle size of traditional PM processes. The result-
ing structure is thus very uniform in carbide size.
After atomisation the spherical powder is encapsulated in metal containers
prior to consolidation by HIP. The handling of the powder until the capsule
is sealed is critical because of the risk of contamination by foreign particles
(dust etc.). The handling should be kept to a minimum for that reason. In the
Böhler-Uddeholm plant the encapsulation follows directly after atomisation
and is thus part of the atomisation process which practically eliminates any
contamination of the powder.
HIP CONSOLIDATION
Hot Isostatic Pressing of tool steel and high speed steel powder has proved
to be the most suitable consolidation method to achieve fully dense and
uniform PM blocks. The consolidation usually takes place at about 100 MPa
and at a temperature around 1150
◦
C. The time necessary to reach complete
pore elimination is depending upon the size of the capsule. Usually the time
for a full HIP cycle is many hours. The combination of the size of the press
(i.e. weight of powder per HIP cycle) and the size of the capsule (i.e. holding
time at temperature and pressure to reach full density) has to be optimised
for best process economy in a large scale production operation.
HIP is not only influencing the cost of the PM compact but also the quality
to a large extent. It has turned out to be very important for the homogeneity
of the capsule how the pressure and temperature is combined during the
initial phase of the cycle before holding conditions have been reached.
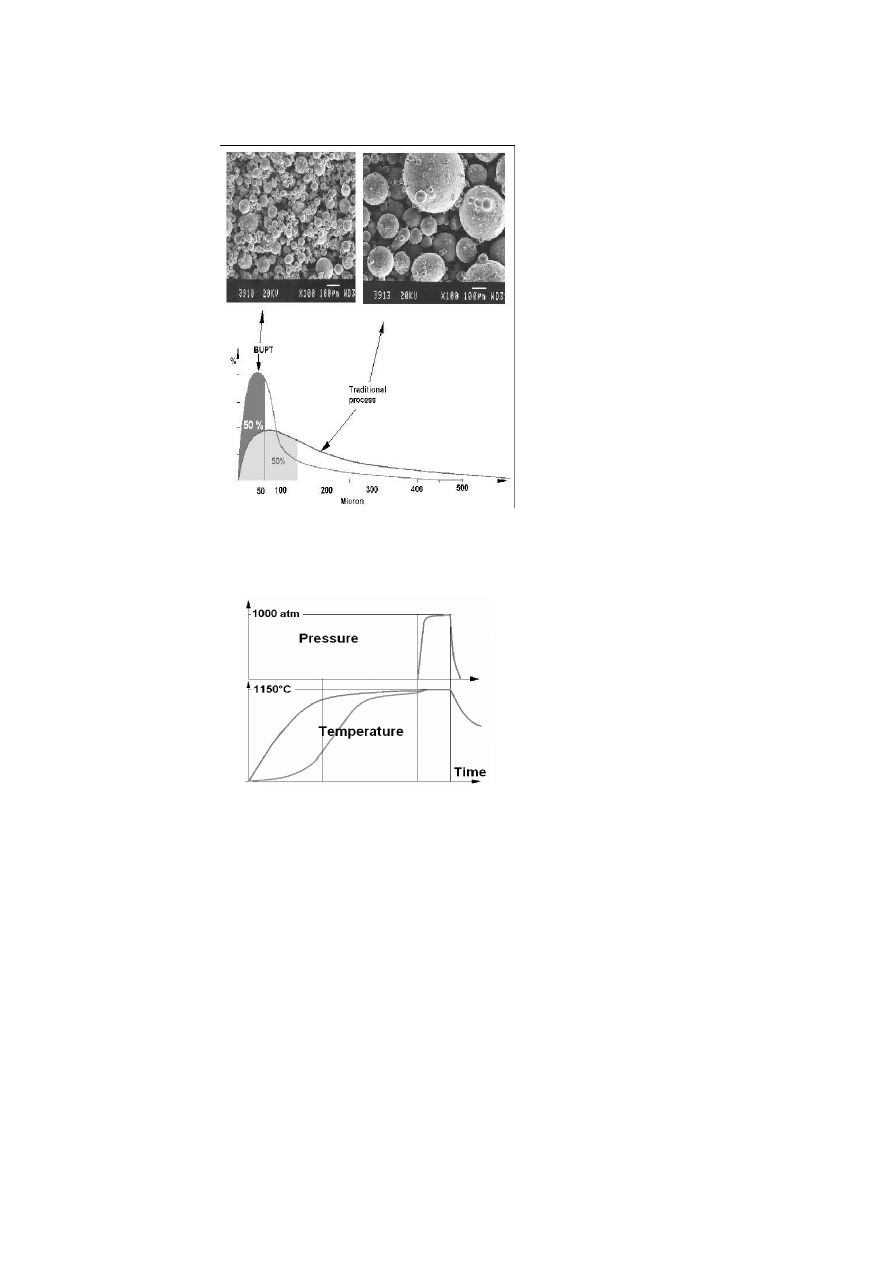
When a powder mass is heated in loose condition (no outside pressure
acting on the can) and the powder starts to sinter at the rim, the volume
shrinkage caused by the neck formation between the powder particles result
in void channels in the powder mass leaving room for sulphur transport and
sulphide growth (sulphur being a surface active element is present on the
particle surfaces). If improperly heated the sulphide growth can be excessive
rendering the compacted capsule inferior properties. This effect can be seen
as a circular pattern in a sulphur etch of a cross section of a bar, Fig. 6. In
order to avoid this effect the capsules must be heated under pressure whereby

368
6TH INTERNATIONAL TOOLING CONFERENCE
the voids between the particles caused by the sintering shrinkage are kept
closed thus preventing any sulphide growth.
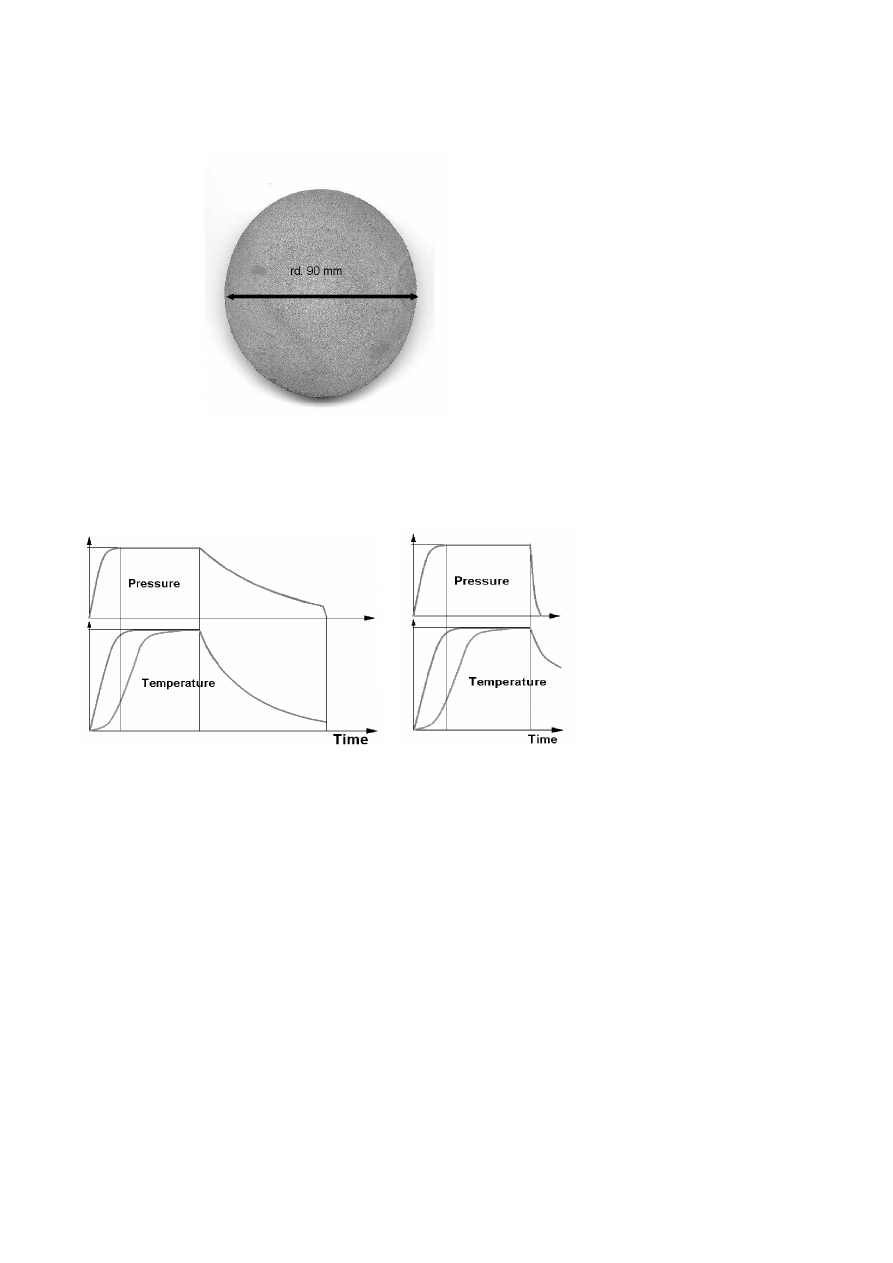
The 1st generation HIP units used external pressureless heating of the
capsules before they were hot loaded in the press. With the introduction of
the cold loaded HIP presses in the mid 80s this way of HIP became state of the
art. The early cold loaded presses however were equipped with molybdenum
heating furnaces which required very long cycle times for HSS HIP since
the load had to cool down to 200-300
◦
Cbefore the press could be opened.
The latest development in this field is the introduction of the cold load-hot
unload technology now used in the Böhler-Uddeholm plant. This combine
the high quality feature of heating under pressure (for best uniformity of the
compact) with the cost efficient feature of quick unloading after completed
consolidation (for lowest HIP cost). The useful size of the pressure chamber
is ∅ 1, 2 × 2, 4 m.
PRODUCT CHARACTERISTICS
The product properties of material made by the new manufacturing route
in the Böhler- Uddeholm plant have been thoroughly investigated. Some
results are reviewed here.
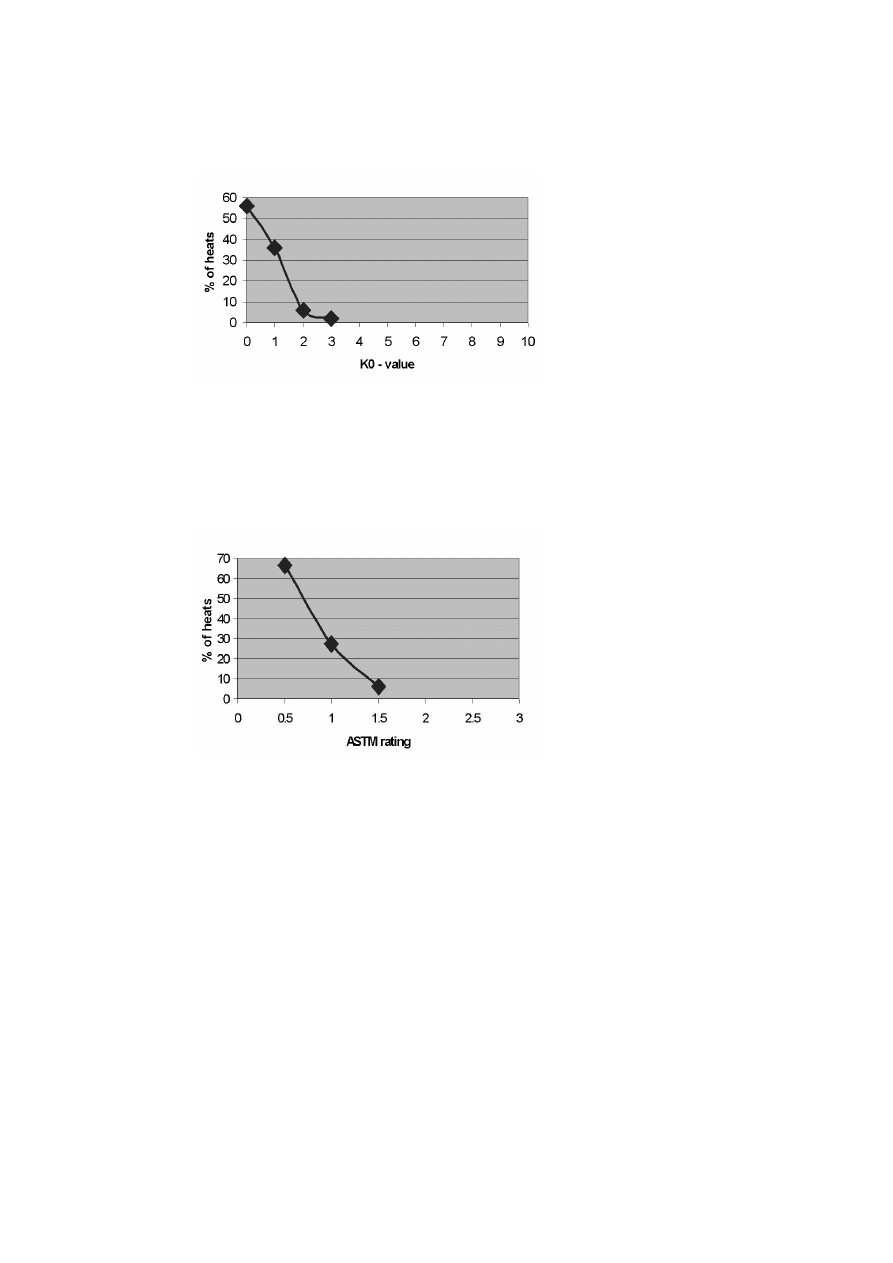
CLEANLINESS
Non-metallic inclusions.
Material is routinely checked for non-metallic
inclusions according to DIN 50602, K0 and ASTM E45. The following
graphs show the results from the evaluation of 51 samples made by the new
PM process.
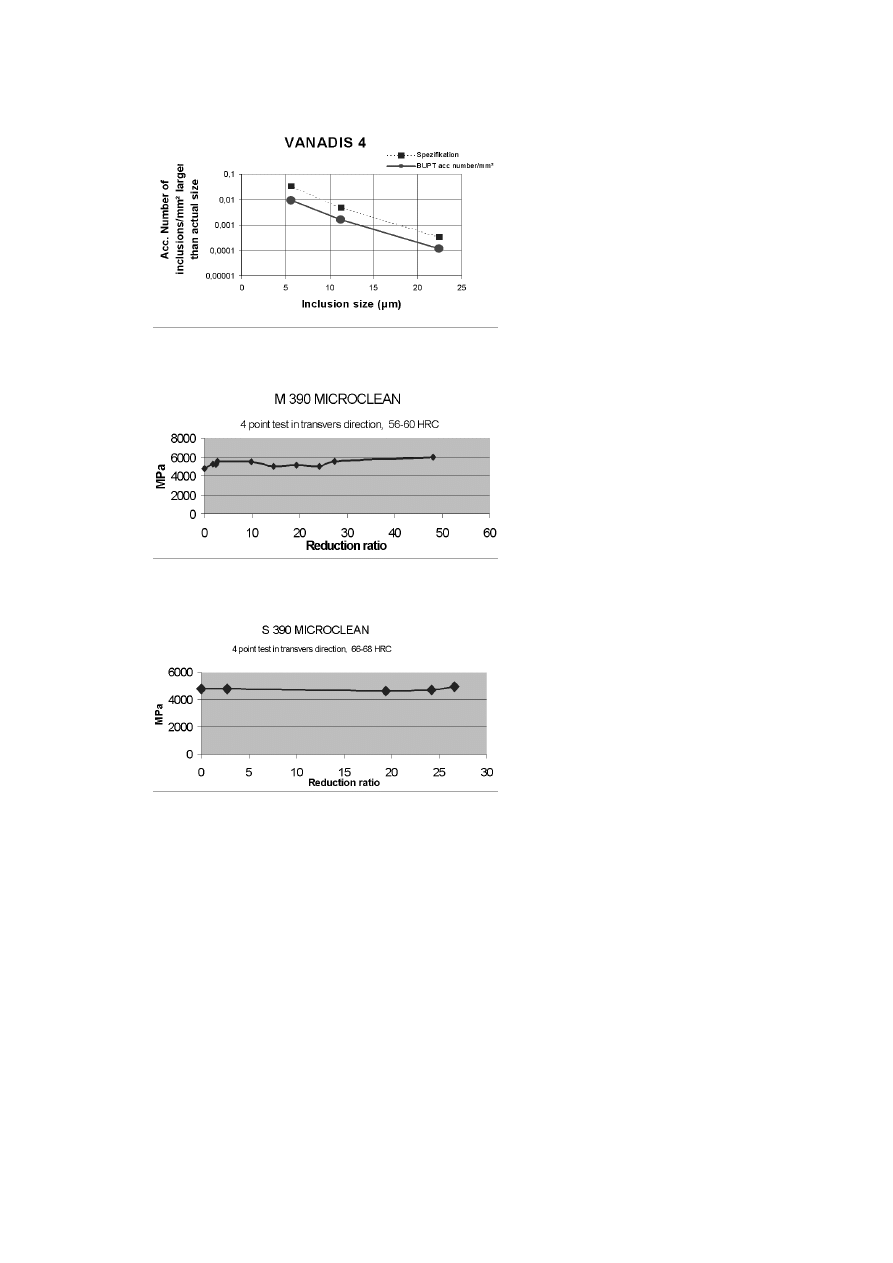
Another way of evaluating the level of non metallic inclusions in the steel
is the so called MIC method (SIS standard SS 11 11 16) where the number
of inclusions per surface area in a size class is plotted versus inclusion size.
In a lin-log diagram the size distribution is represented approximately by a
straight line. An example is given in Fig. 11 for the tool steel VANADIS 4.
The number of inclusions larger than 22 micron is extraordinary few.
MECHANICAL PROPERTIES
Bend fracture strength (bfs testing using the 4-point bend testing method
on samples taken in the transverse direction show high values as illustrated
in Table 1. Since bfs usually has a wide scatter in the results each value is a
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
369
mean of 10 individual samples. It is of interest to notice that the spread in
the values is lower than normally found in bend fracture testing of PM HSS
and TS.
Table 1.
Steel grade
Nominal composition
Condition
HRC
Bend fracture strength, transverse
average, MPa
min-max, MPa
S 790
1,3C/4,2Cr/
As-HIP
64,7
4180
3872-4487
Microclean
5Mo/6,4W/3V
S 692
1,45C/4Cr/5Mo/
hot worked 97 %
64,0
4594
4043-4922
Microclean
5,4W/3,7V/0,25S
Vanadis 4
1,5C/8Cr/
As-HIP
60,2
4720
4263-4983
Superclean
1,5Mo/4V
The effect of hot working after HIP has been investigated. It is often
argued that hot reduction of the HIP-ed capsules results in better toughness
compared to the as-HIP condition. Our results show that mechanical prop-
erties in the as-HIP condition of 3rd generation PM HSS are similar to those
of hot reduced material. Consequently further hot working after HIP is not
necessary for mechanical properties but needed in order to efficiently cover
a large size range of starting material for tool manufacture.
SUMMARY
The quality of the PM compact is the result of the combined efforts in
every processing step from raw material and melting to consolidation and
final evaluation of consolidation result. Since the advent of PM HSS and
TS manufacturing in the early 70s large improvements have been made in
all steps in the manufacturing route. In the new process route in the Böhler-
Uddeholm PM plant the latest technologies for PM HSS and TS have been
combined, that is
large tundish size
ESH
EMS
fine powder atomization
reduced and protected powder handling

370
6TH INTERNATIONAL TOOLING CONFERENCE
cold load – hot unload HIP to full density.
The result of this optimised process route is a PM product with a very ho-
mogeneous structure and very low level of non-metallic inclusions. For the
tool user this means a more reliable and extended life of the PM tool.
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
371
Figure 3.
Particle segregation after capsule filling of coarse and fine (BUPT) powder.
372
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 4.
Powder particle size distributions in traditional and third generation PM process.
Figure 5.
1st generation PM HSS HIP cycle Hot loading – hot unloading.
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
373
Figure 6.
Ring pattern with sulphur enrichment in HIP capsule after pressureless heating
before HIP.
Figure 7.
2nd generation HIP Cold loading – cold
unloading.
Figure 8.
3rd generation HIP
Cold loading – hot unloading.
374
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 9.
Cleanliness according to DIN 50602, K0.
Figure 10.
Cleanliness according to ASTM E45.
New Optimised Manufacturing Route for PM Tool Steels and High Speed Steels
375
Figure 11.
Figure 12.
Figure 13.
Bend fracture strength vs. reduction ratio
376
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 14.
The 3rd generation PM HSS and TS process.
Wyszukiwarka
Podobne podstrony:
A New Hybrid Transmission designed for FWD Sports Utility Vehicles
szablon opisu projektu 27-02-2012, 6 new BDiA
How to optimize Windows XP for the best performance
New hybrid drying technologies for heat sensitive foodstuff (S K Chou and K J Chua)
How to get the new iPod Touch(8GB) for nothing (easy to complete)
4 39 48 New Hot Work Steel for High Temp and High Stress Service Conditions
Dungeons and Dragons suplement New and Converted Races for D&D 3 5 Accessory
24 321 336 Optimized Steel Selection for Applications in Plastic Processing
A New Hybrid Transmission designed for FWD Sports Utility Vehicles
Matlab, Simulink Simulink Matlab to VHDL Route for Full Custom FPGA Rapid Prototyping of DSP Algori
Bearden Tech papers Vision 2000 The New Science Now Emerging for the New Millennium (www cheniere
Deepak Lal A NEW BRETTON WOODS SYSTEM FOR ASIA
1 alkyl 2 aryl 4 1 naphthoylpyrroles new high affinity ligands for the cannabinoid CB1 and CB2 recep
The Aebersold Jazz Handbook 09 Tips For Learning A New Tune Practice Procedures For Memoriz
więcej podobnych podstron