KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 1
STALE NISKOSTOPOWE
DO PRACY PRZY PODWYŻSZONYCH
TEMPERATURACH
IWE III
4 godz.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 2
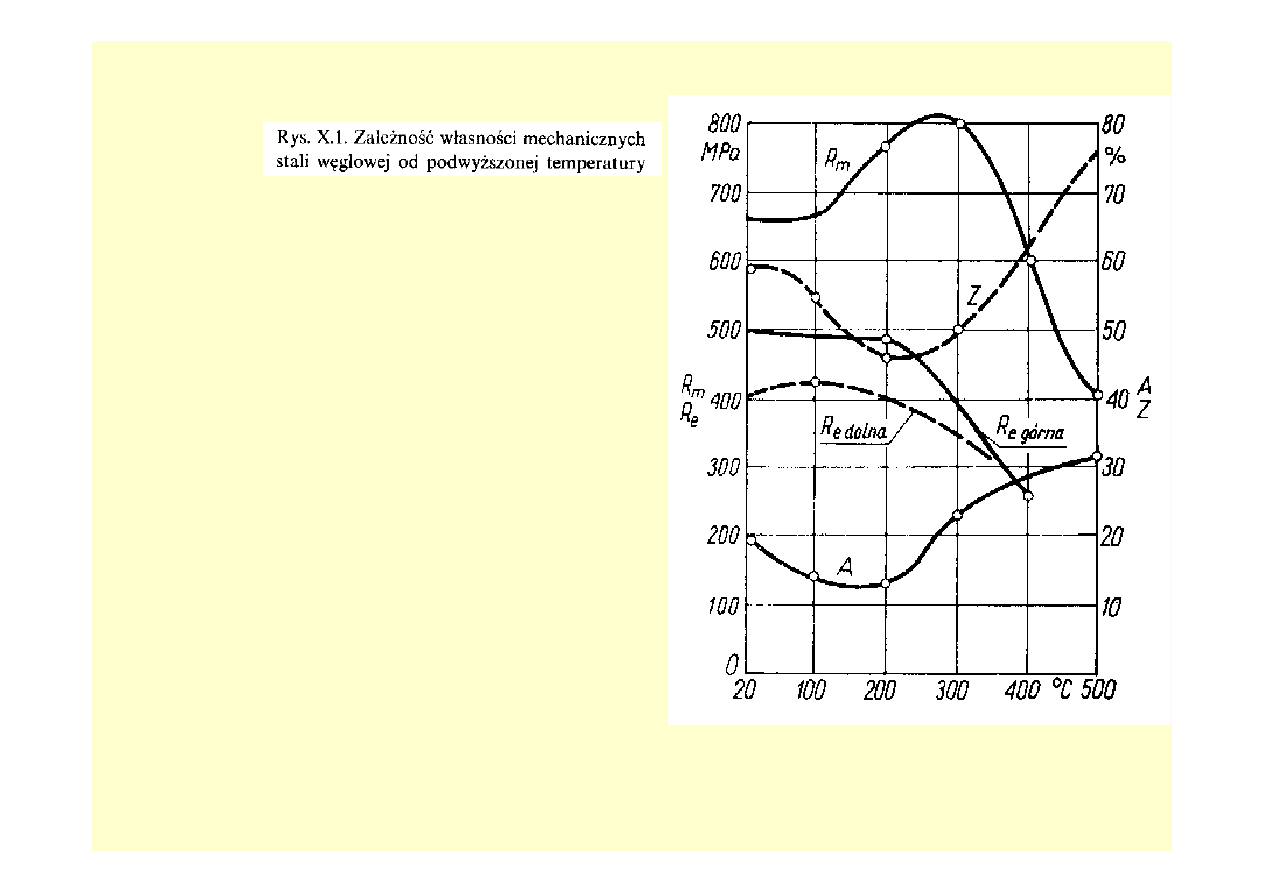
Własności decydujące o pracy w
wysokich temperaturach:
¾ R
e
=f(T)
¾ wytrzymałość na pełzanie
¾ odporność na korozję
¾ odporność na utlenianie
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 3
PEŁZANIE MATERIAŁÓW NA KONSTRUKCJE SPAWANE
Stale niskostopowe bez gwarantowanej wytrzymałości
czasowej stosować można do 350
o
C
Stale niskostopowe przeznaczone do pracy w
podwyższonych temperaturach – do 600
o
C
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 4
ODKSZTAŁCENIE PLASTYCZNE WYWOŁANE DZIAŁANIEM STAŁEGO NAPRĘŻENIA
JEST W TEMPERATURACH PODWYŻSZONYCH DODATKOWO FUNKCJĄ CZASU.
PEŁZANIE – zjawisko
powolnego wzrostu
odkształcenia zachodzące w
metalach poddanych stałemu
obciążeniu
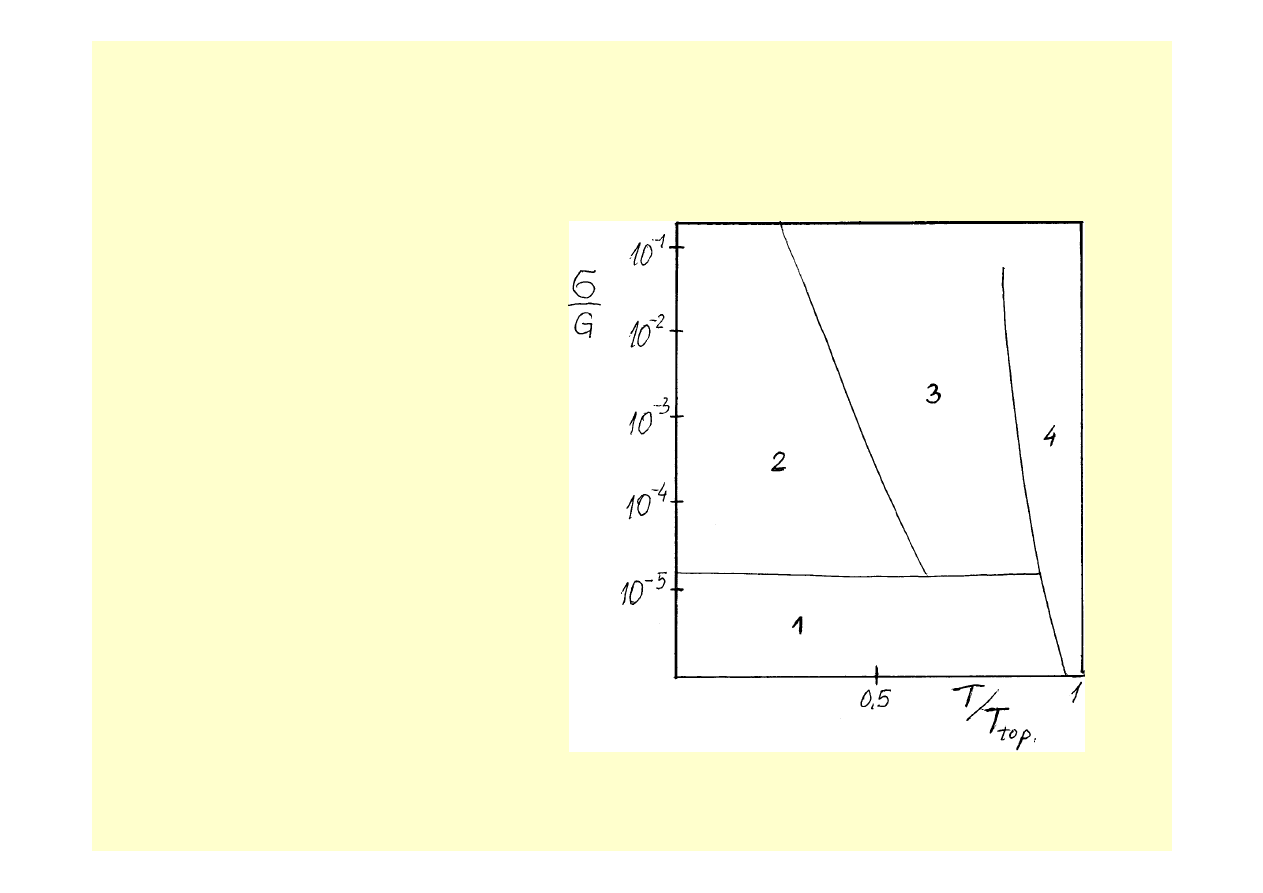
Rodzaje pełzania:
1.
niskosprężyste,
2.
niskotemperaturowe,
3.
wysokotemperaturowe,
4.
dyfuzyjne.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 5
1. Pełzanie niskosprężyste
Odkształcenia występują przy małych
naprężeniach
– przemieszczenia atomów
międzywęzłowych w dogodniejsze
miejsca z punktu widzenia
energetycznego
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 6
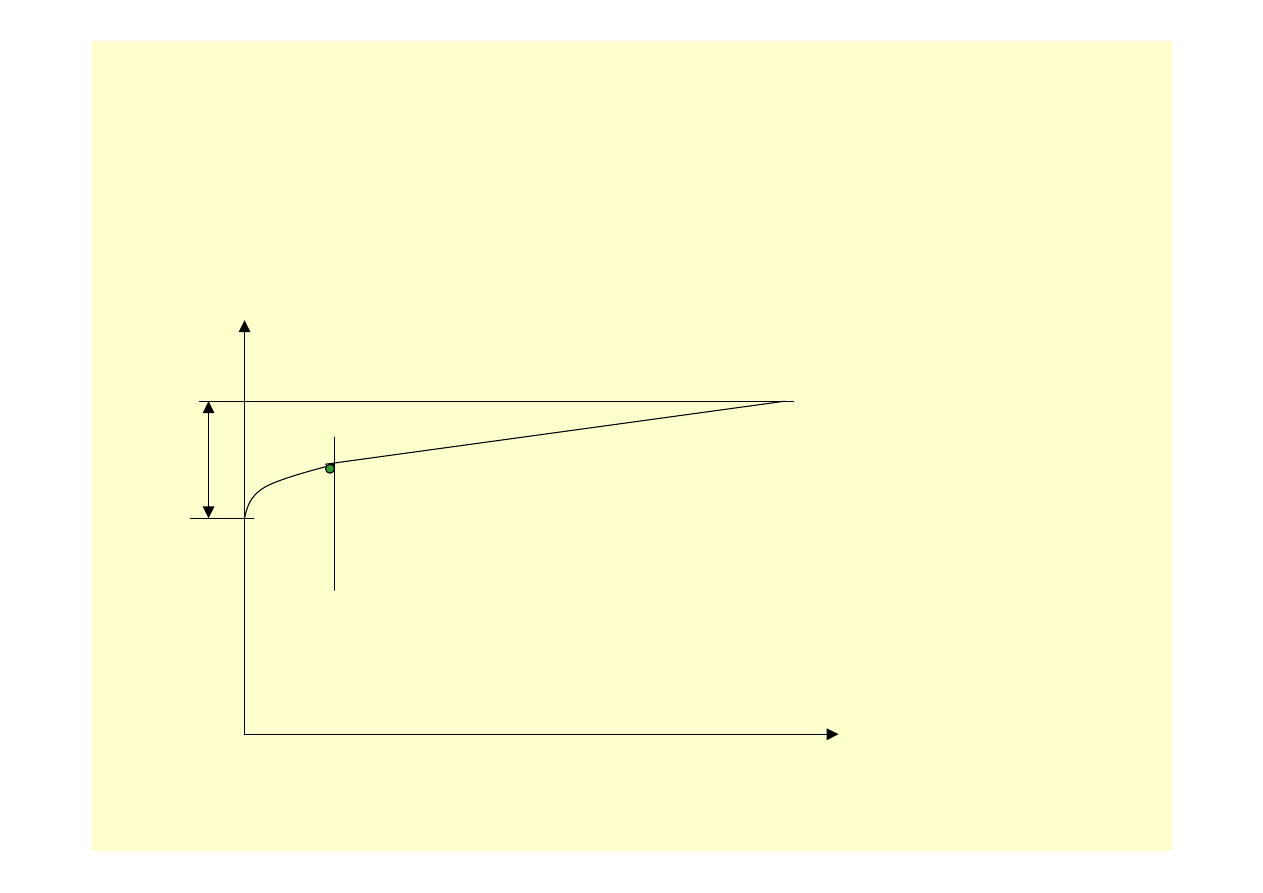
2. Pełzanie niskotemperaturowe
T<0,5 T
t
i działanie małych naprężeń
ε
2
t
ε
0
∆ε
1
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 7
Zakres 1: zwolnienie szybkości odkształcenia wskutek umocnienia przez zgniot;
powoduje to wzrost ilości dyslokacji i blokowanie ich ruchu w płaszczyznach poślizgu.
Zakres 2: włącza się drugi mechanizm – odblokowania odkształcania poprzez
uruchomienie części źródeł dyslokacji wskutek drgań cieplnych atomów w sieci
krystalograficznej.
Pełzanie niskotemperaturowe nazywane jest czasem pełzaniem logarytmicznym,
gdyż w zakresie 1:
t
dt
d
α
ε
=
dt
t
d
⋅
=
α
ε
∫
∫
⋅
=
dt
t
d
α
ε
C
t
+
⋅
=
ln
α
ε
gdzie:
α, C – stałe
Cechą charakterystyczną pełzania niskotemperaturowego jest przyrost odkształcenia
∆ε –
jako skutek pełzania – jest mały w stosunku do
ε
o
.
∆ε~1%
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 8
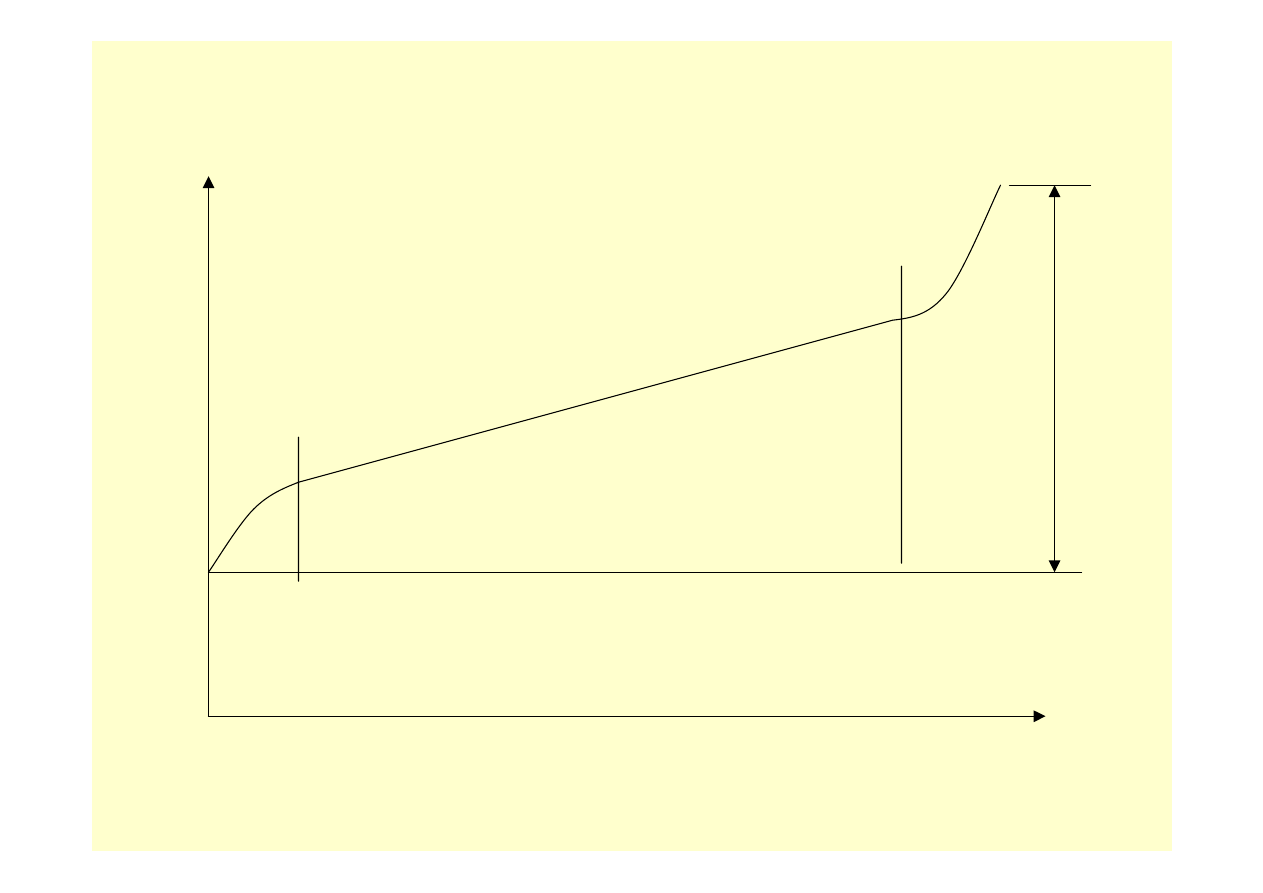
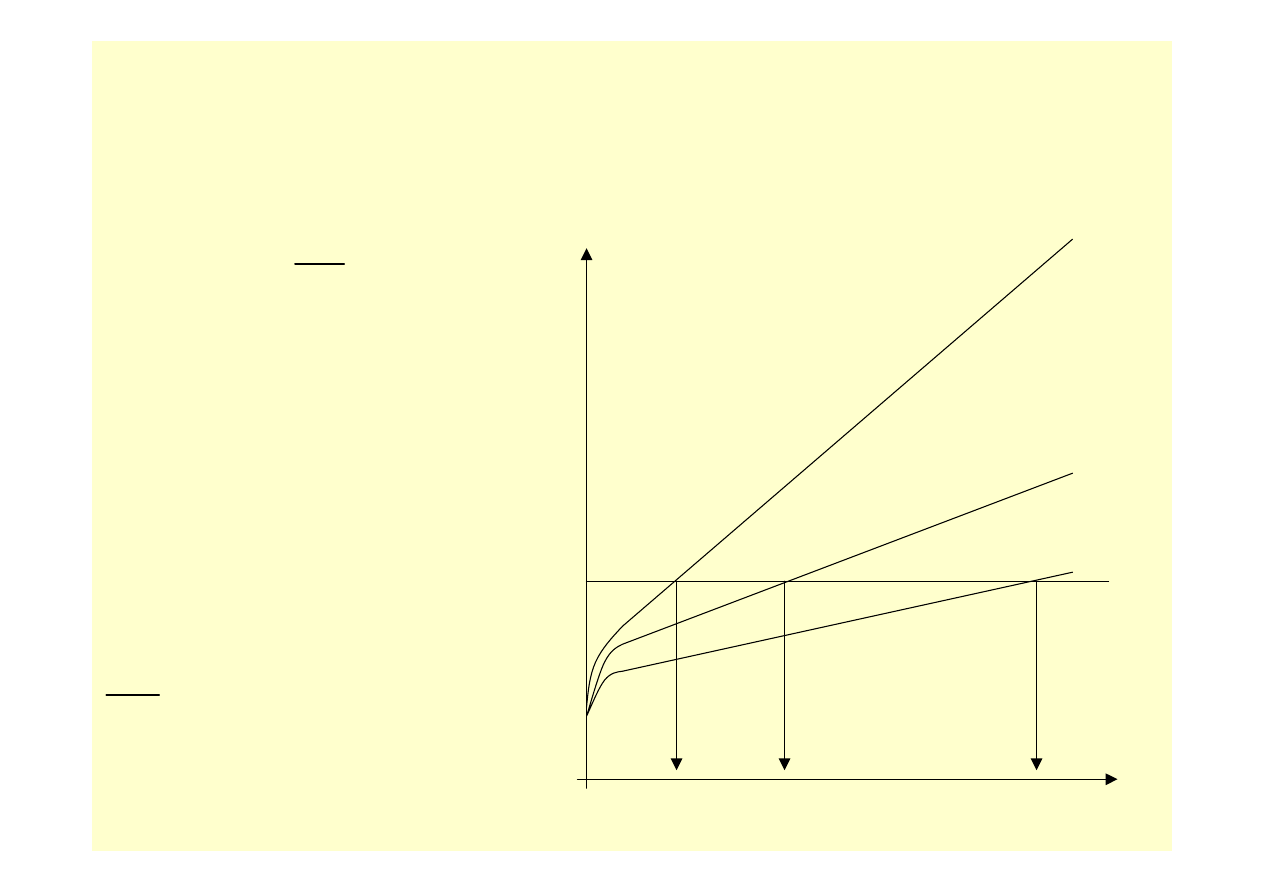
3. Pełzanie wysokotemperaturowe
T>0,5T
t
duże
σ
ε
∆ε>>ε
0
∆ε~30ε
0
ε
0
1
2
3
t
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 9
1. maleje d
ε/dt
2. d
ε/dt=const - równowaga pomiędzy efektami umocnienia
odkształceniowego a osłabieniem wywołanym procesami nawrotu
(rekrystalizacji) ze względu na dość wysoką temperaturę.
3. d
ε/dt rośnie – w materiale powstaje szyjka lub otwierają się wewnątrz
przekroju pęknięcia
w zakresie 1
1
1
−
⋅
⋅
=
n
t
n
dt
d
β
ε
n
t
⋅
+
=
β
ε
ε
0
1
ε
0
– odkształcenie początkowe,
t – czas
β, κ, C, n – stałe
n= ¼ - 2/3 , najczęściej n=1/3
0
→
dt
d
ε
∞
→
t
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 10
w zakresie 2:
C
t
+
⋅
=
κ
ε
2
κ
ε
=
dt
d
2
ε
σ=30MPa
25MPa
20MPa
)
/
exp(
0
T
k
Q
⋅
−
⋅
=
κ
κ
Q – energia aktywacji pełzania
niezależna od
σ, jeśli σ<10
-3
G,
Q=Q
SD
– energia samodyfuzji,
C, N – stałe N=3 -5
N
C
σ
κ
⋅
=
0
)
/
exp(
2
kT
Q
C
dt
d
SD
N
−
⋅
⋅
=
=
ο
κ
ε
t
Bardzo silna zależność od
σ !!!
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 11
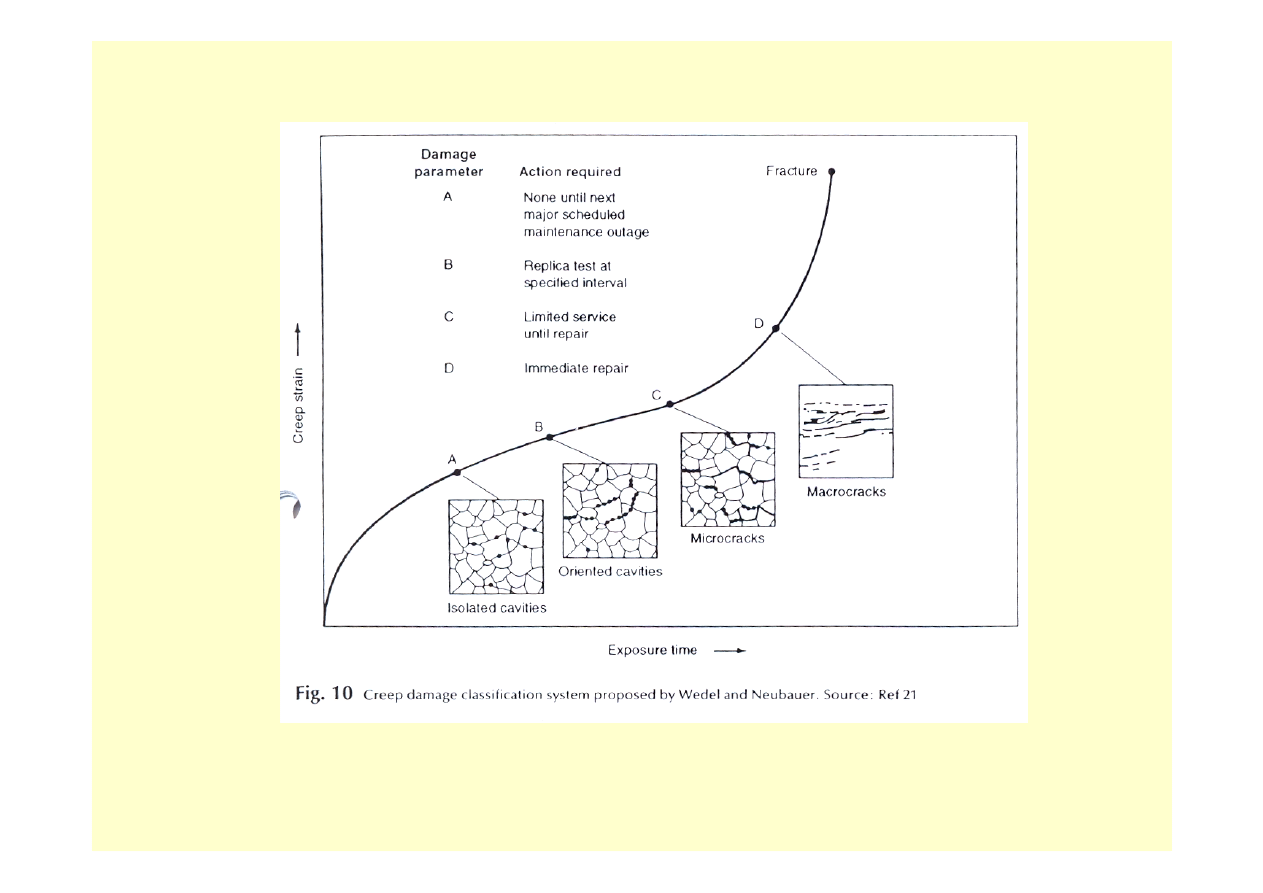
Charakterystyka uszkodzeń strukturalnych w czasie pełzania
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 12
4. Pełzanie dyfuzyjne
Przebiega dla T ~T
t
.
Duże stężenie wakansów zapewnia szybki przebieg samodyfuzji.
Najbardziej interesujące z punktu widzenia praktyki jest pełzanie wysokotemperaturowe.
Celem działań spawalnika jest zwiększenie wytrzymałości na pełzanie lub zmniejszenie szybkości
pełzania (szybkości odkształcania).
Dokonuje się tego przez:
-umocnienie stopu i zahamowanie procesu nawrotu – praktycznie stosuje się obróbkę plastyczną
na zimno lub utwardzenie dyspersyjne. Można stosować dwie powyższe metody.
Decydujący wpływ na pełzanie mają fazy obce – są to przeszkody utrudniające ruch dyslokacji.
Maksymalny efekt uzyskuje się dla małych wydzieleń dyspersyjnych o dużej wartości modułu
sprężystości poprzecznej G i stabilności w wysokich temperaturach. Najmniejszą szybkość
pełzania uzyskuje się dla wydzieleń o odległościach w zakresie 200 – 2000 średnic atomowych
osnowy. Należy stosować wydzielenia o dużej koherencji z osnową, to jest o parametrze sieci
zbliżonym do osnowy.
Przykładem jest stop NiMo NiC z fazami utwardzającymi Ni
3
Al, której parametr sieci różni się o
0,5% od parametru sieci osnowy
.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
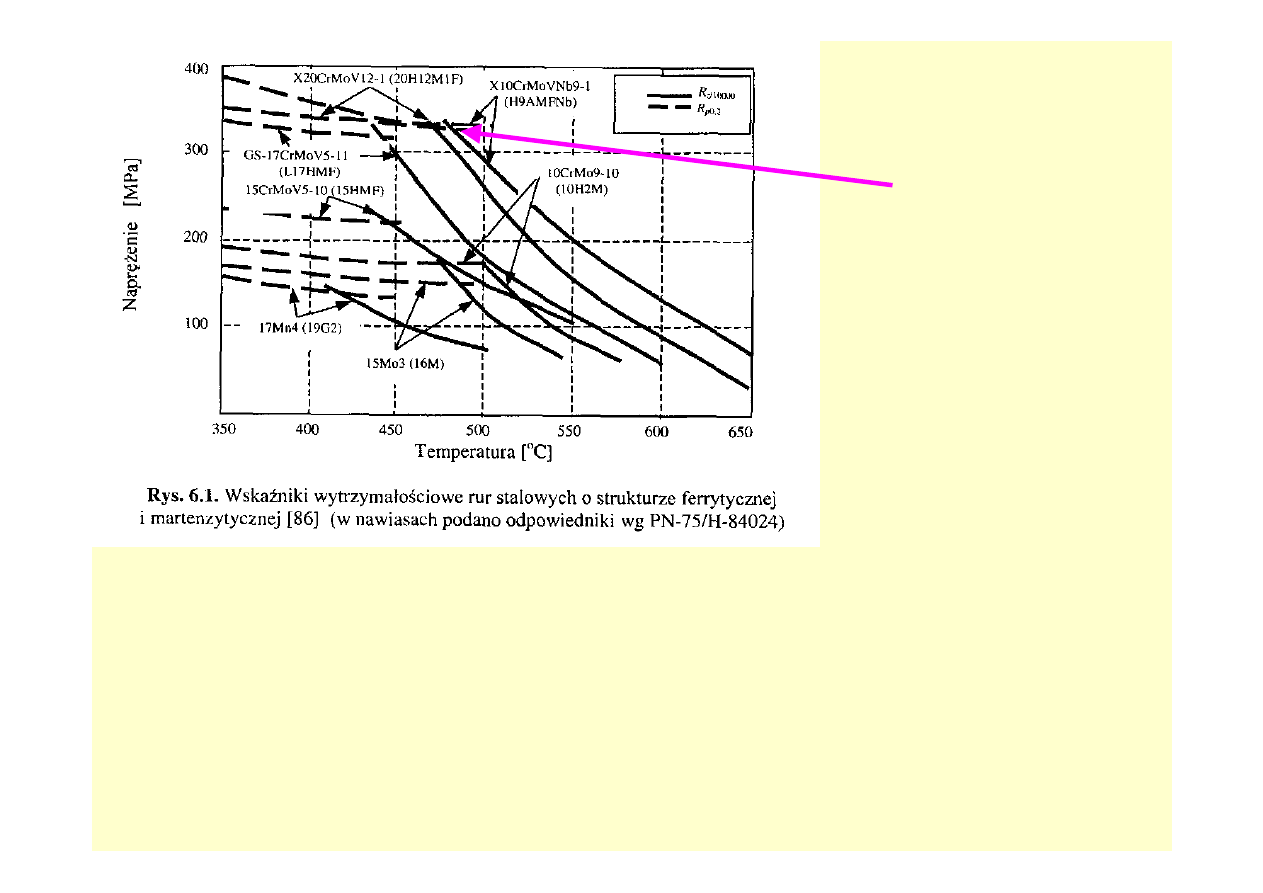
IWE III 2_14 13
Temperatura krytyczna
Do oceny charakterystyki stali w temperaturach podwyższonych stosuje się wskaźniki:
•R
1/100000
– umowna granica pełzania – naprężenie odniesione do przekroju początkowego,
prowadzące do powstania odkształcenia plastycznego 1% po 100 000h
•R
z/100000
– Czasowa wytrzymałość na pełzanie – naprężenie odniesione do przekroju początkowego,
prowadzące do zerwania próbki po 100 000h.
•stosuje się też inne okresy 10 000 lub 200 000h
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 14
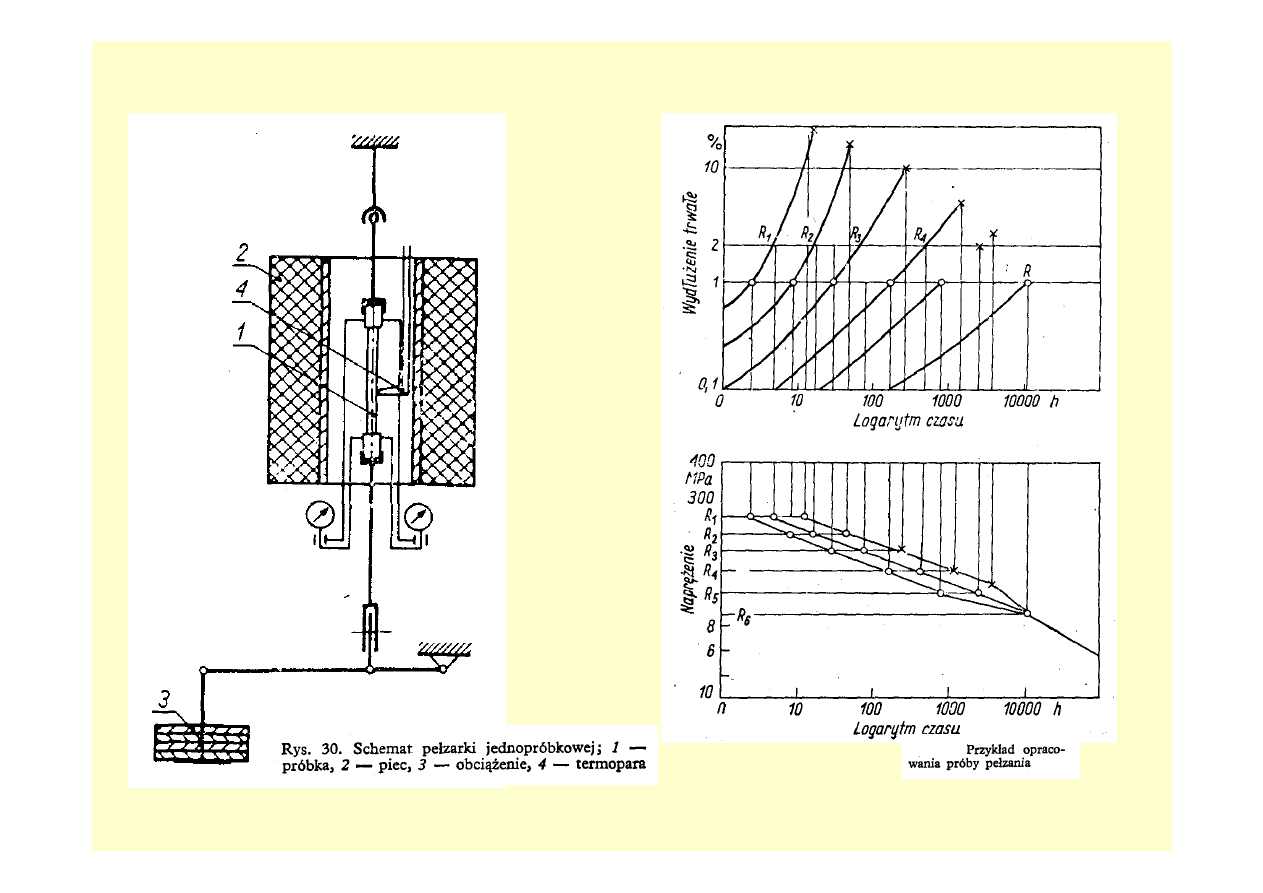
Próby pełzania materiałów
Dokładność
pomiarów:
T = 1
0
C
∆L=0,01mm
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 15
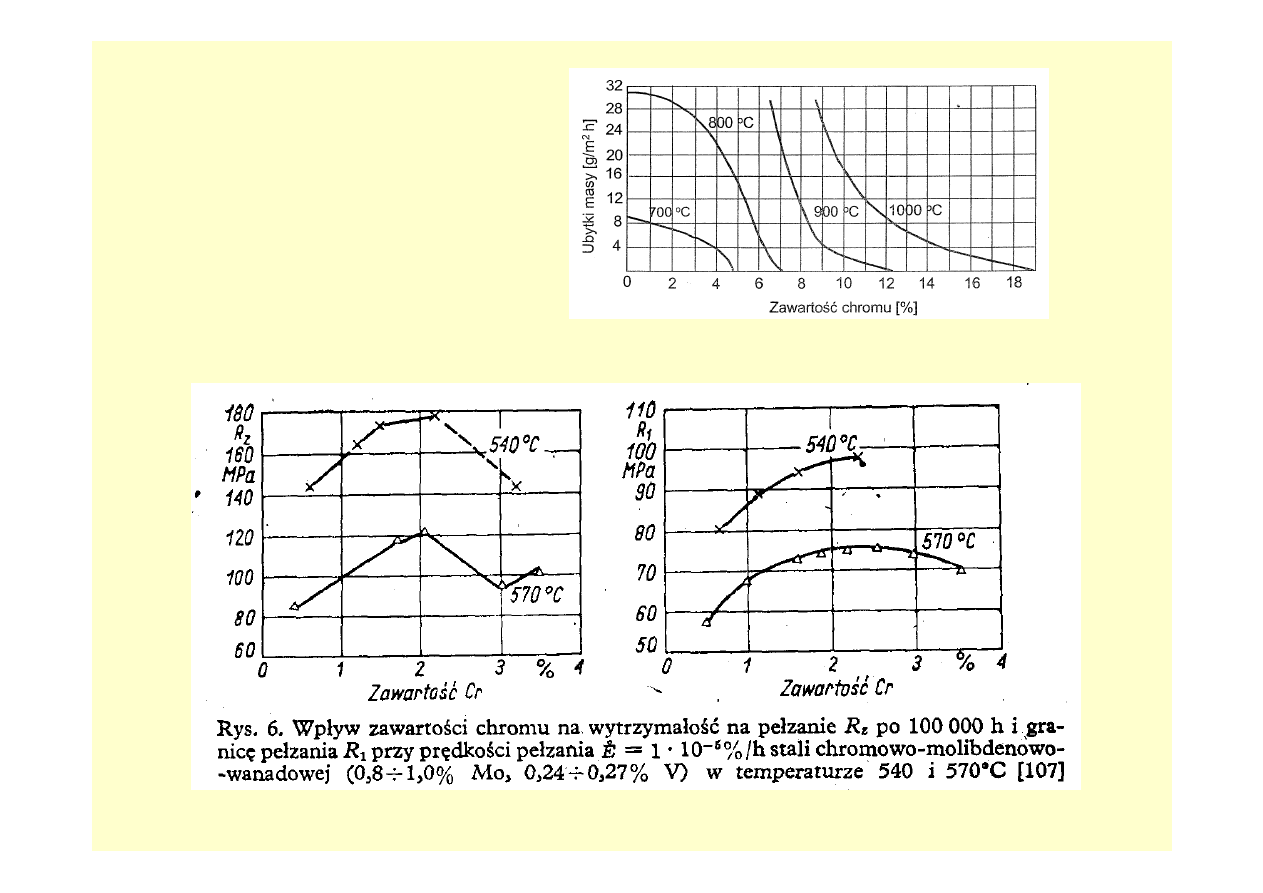
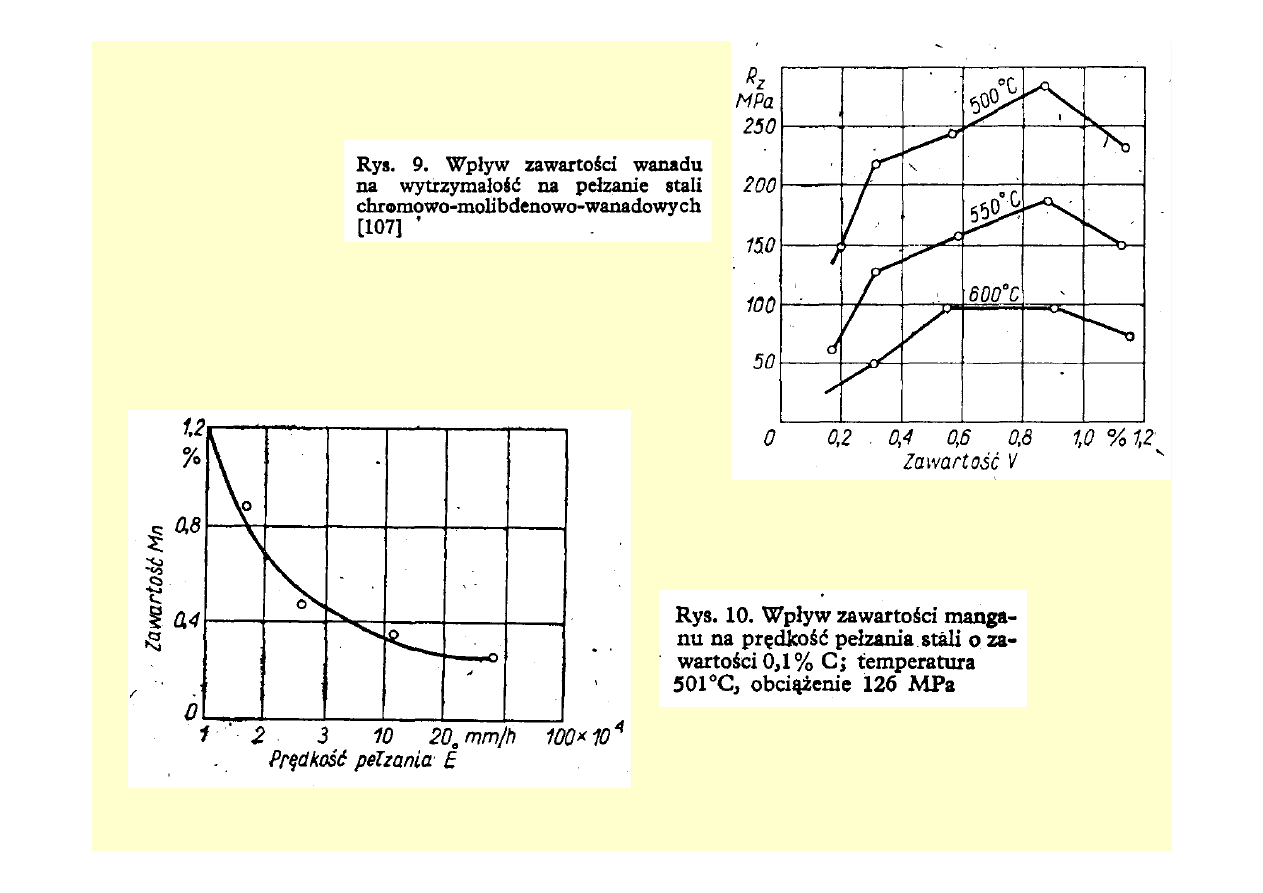
Wpływ składników stopowych:
Cr – głównie zwiększa odporność
na utlenianie, tworzy szczelną
warstwę tlenkową
zabezpieczającą przed dalszym
utlenianiem, zwykle Cr<3%,
Oraz wytrzymałość na pełzanie
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
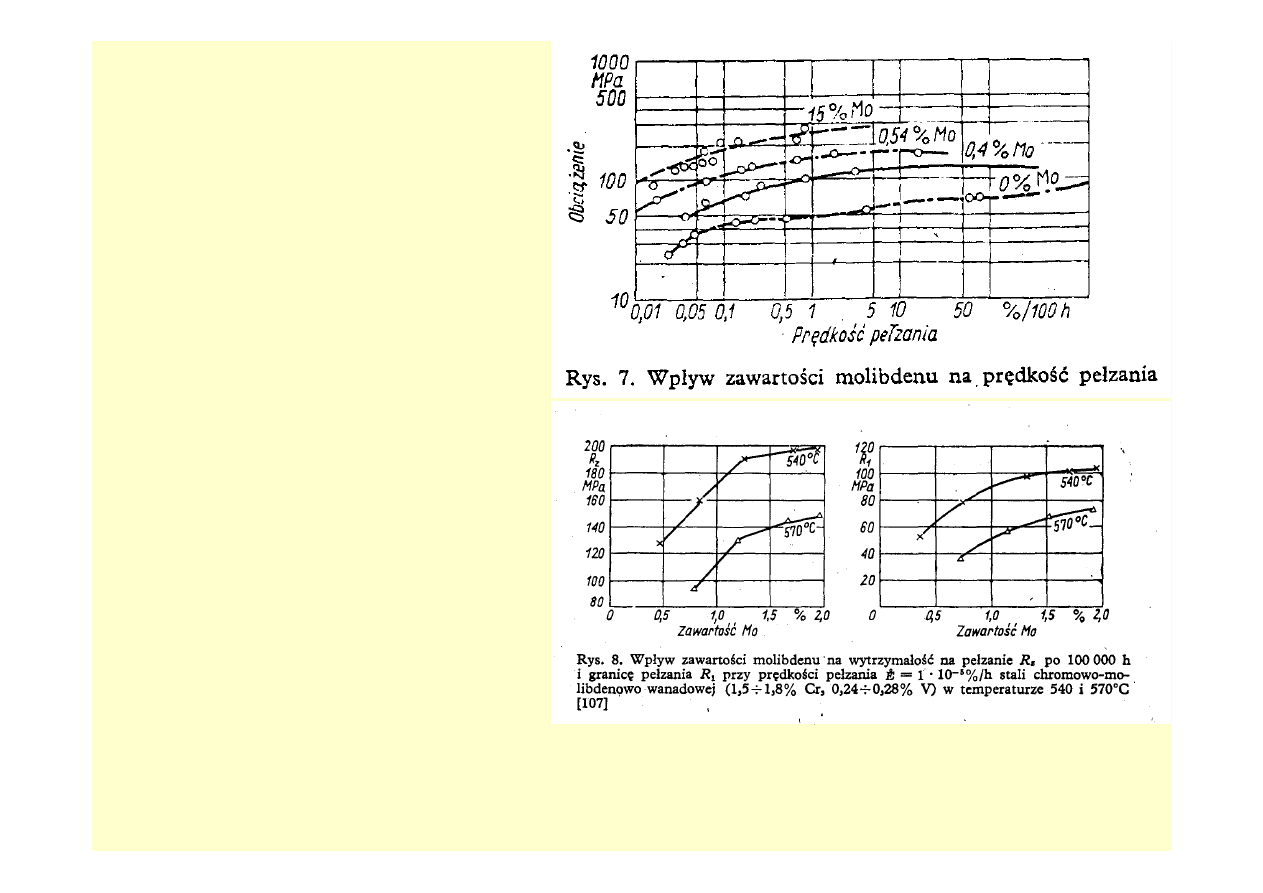
IWE III 2_14 16
Mo – zwiększa odporność na pełzanie w
zakresie 400-650
0
C, podwyższa
wytrzymałość na rozciąganie, zmniejsza
wrażliwość na przegrzanie i utlenianie,
zapewnia uzyskanie struktury
drobnoziarnistej, zwykle Mo<1%,
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 17
V – działa podobnie jak Mo ( może zastępować Mo).
Wpływ Mn
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 18
W stalach Cr-Mo-V wydzielają się węgliki typu: MC, Mo
2
C, M
3
C, M
6
C, M
7
C
3
, M
23
C
6
w dwojaki
sposób:
-wydzielanie in situ – w sieci cementytu - stopniowe zastępowanie Fe przez pierwiastek stopowy
-zarodkowanie niezależne – wzrost węglików związany jest z rozpuszczaniem M
3
C – powstają węgliki
nierównowagowe – towarzyszy temu utwardzenie dyspersyjne.
Wpływ węglików na własności:
-im większe cząsteczki węglików tym mniejszy ich wpływ na wytrzymałość,
-Wydzielenia węglików płytkowych dają mniejszą plastyczność niż węgliki sferoidalne,
-Wydzielenia węglików na granicach ziaren powodując kruchość.
Zawartość pierwiastków węglikotwórczych zależna jest od ilości węgla w stali.
Optymalny stosunek V/C=3,18
Dla V/C>3,7 nie obserwuje się umocnienia stali,
Dla V/C<3 zmniejsza się efekt twardości wtórnej (po odpuszczaniu w niektórych temperaturach),
Wzajemne oddziaływanie Cr, Mo, V jest bardzo złożone. Szczególnie Mo wpływa na modyfikację
powyższych proporcji.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 19
Kruchość odpuszczania w stalach Cr-Mo
Może się również przydarzyć podobnie jak w innych stalach niskostopowych. Może się to
uwidocznić w czasie eksploatacji w temperaturze 370-570C. Gwałtownie spada udarność
skutkiem wpływu składu chemicznego i obróbki cieplnej. Możliwa jest segregacja
składników śladowych.
Dla oceny skłonności do takiej kruchości można stosować kryterium Bruscato:
Gdzie składniki podaje się w ppm
Stal jest skłonna do kruchości, gdy X<=20
100
4
5
10
As
Sn
Sb
P
X
+
+
+
=
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 20
Rodzaje struktur stali:
-Ferrytyczne:
-Mo, Temperatura pracy<500
0
C
-Cr-Mo, teperatura<500 – 550
0
C
-Cr-Mo-V, teperatura do 600
0
C
-Martenzytyczne
-Cr+Mo+V+Nb, głównie Cr=8-13%,
temperatura pracy<630
0
C, struktura
martenzytyczna uzyskiwana jest przy
chłodzeniu w spokojnym powietrzu
przykłady stali:
Molibdenowe: 16M
Molibdenowo – wanadowe: 20 MF
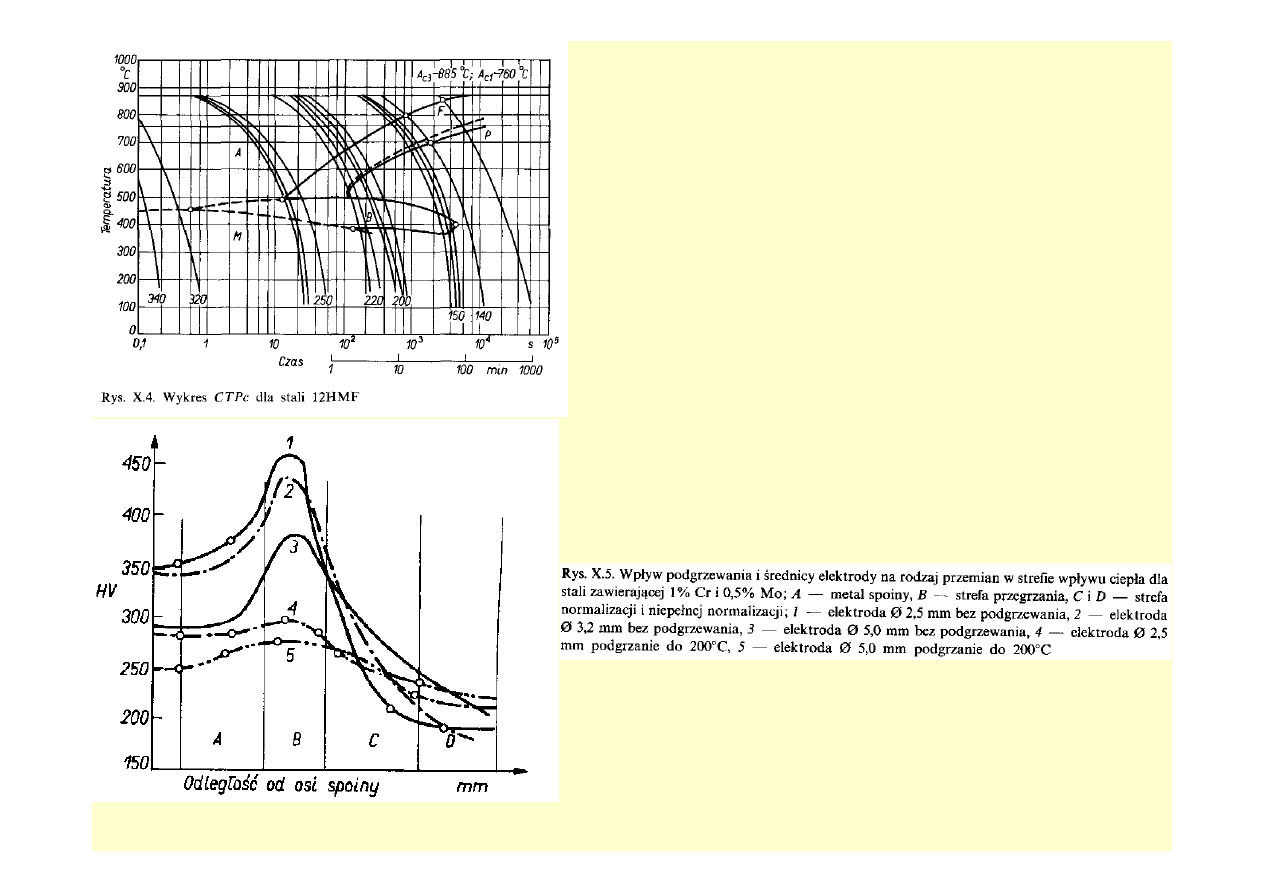
Chromowo – molibdenowo – wanadowe: 12HMF, 13HMF,
Chromowo – molibdenowe: 15HM, 34HM, 10H2M
Chromowo – niklowo – miedziane:
18CuNMT (rury cienkie),
18CuNMT (blachy na walczaki)
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 21
Zastosowanie:
Wykorzystywane w przemyśle:
• energetycznym
• chemicznym
• petrochemicznym
Jako materiał na:
• walczaki
• rurociągi
• turbiny
• kotły – 12MPa, temp. do 580
O
C
• zbiorniki ciśnieniowe
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 22
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 23
Stale stopowe dla przemysłu energetycznego wg PN-75/H-84024
Znak stali
Zawartość,
%
C
Mn
Si
P, maks. S, maks.
Cr
Ni
Mo
V
Inne
Wyrób
16M….....………
0,12
÷0,20 0,50÷0,80 0,15÷0,35
0,040 0,040 maks.
0,30
maks
.
0,35 0,25÷0.35
—
Cu maks. 0,25
rury bez szwu, pręty, odkuwki
20M..…..……….
0,17
÷0,23 0,80÷1,10 0,15÷0,35
0,045 0,045 maks.
0,30
maks. 0,30 0,25÷0,40
—
Cu maks. 0,30
blachy
15HM……….….
0,11
÷0,18 0,40÷0,70 0,15÷0,35
0,040 0,040 0,70
÷1,00
maks. 0,35 0,40÷0,55
—
Cu maks. 0,25,
rury bez szwu, blachy, pręty,
Al met. maks. 0,020
odkuwki
20MF...…………
0,15
÷0,22
0,40
÷0,60
maks. 0,30
0,040
0,040
maks. 0,30
—
0.50
÷0,70 0,25÷0,35
— blachy,
pręty, odkuwki
34HM……..........
0,30
÷0,38 0,40÷0.70 0,15÷0,35
0,035 0,030 0,90÷1,20
maks. 0,30 0,25÷0,40
—
—
tarcze kierownicze i wały turbin
10H2M...............
0,08
÷0,15 0,40÷0,60 0,15÷0,50
0,030 0,030 2,00÷2,50
maks. 0,30 0,90÷1,10
—
Cu maks. 0,25
rury bez szwu, pręty, odkuwki
12HMF...............
0,08
÷0,15 0,40÷0,70 0,15÷0,40
0,030 0,030 0,90÷1,20
maks. 0,25 0,25÷0,40 0,15÷0,35
Cu maks. 0,25
rury bez szwu, pręty, odkuwki
13HMF...............
0,10
÷0,18 0.40÷0,70 0,15÷0,35
0,040 0,040 0,30÷0,60
maks. 0,30 0,50÷0,65 0,22÷0,35
Cu maks. 0,25
rury bez szwu, blachy, pręty,
odkuwki
15HMF...............
0,12
÷0,19 0,40÷0,70 0.17÷0,37
0,030 0,025 1,20÷1,60
maks. 0,30 0,90÷1,10 0,25÷0,35
Cu maks. 0,30
pręty, odkuwki, rury bez szwu
21HMF...............
0,17
÷0,25 0,30÷0,50 0,30÷0,60
0,035 0,035 1,20÷1,50
maks. 0,60 1,00÷1,20 0,25÷0,35
— pręty odkuwki
20HMFTB….…..
0,17
÷0.24
maks. 0,50 maks. 0,35
0,030
0,030
0,90
÷1,40
maks. 0,50 0,80÷1,10 0,70÷1,00
Ti 0,05
÷0,12,
odkuwki, pręty
B 0,005 obliczeniowe
23H2MF………..
0,21
÷0,29 0,30÷0,60 0,25÷0,50
0,025 0,025 1,50÷1,80
maks. 0,40 0,90÷1,10 0,22÷0,32
Cu maks. 0,20
odkuwki
24H2MF…….….
0,20
÷0,30 0,50÷0,80 0,17÷0,37
0,030 0,030 2,10÷2,50
—
0,90
÷1,20 0,30÷0,60
— pręty, odkuwki
26H2MF ............
0,22
÷0,30 0,30÷0,60 0,30÷0,50
0,035 0,035 1,50÷1,80
maks. 0,30 0.60÷0,80 0,20÷0,30
Cu maks. 0,25
pręty, odkuwki
32HN3M….........
0,28
÷0,35 0,30÷0.60 0,17÷0,37
0,040 0,030 0,60÷0,90
2,75
÷3,25 0,30÷0,40
—
— odkuwki
34HN3M............
0,30
÷0,40 0,50÷0,80 0,17÷0,37
0,030 0,030 0,70÷1,10 2,75÷3,25 0,25÷0,40
—
Cu maks. 0,15
odkuwki
15H11MF...........
0,11
÷0,18
maks. 0,60 maks. 0,50
0,030
0,025
10,0
÷12,0
maks. 0,60 0,50÷0,70 0,25÷0,40
— blachy,
pręty, odkuwki
17H11MFNb…..
0,15
÷0,21 0.60÷1,00
maks. 0,60
0,030
0,035
10,0
÷11,5
0,50
÷1,00 0,86÷1,10 0,20÷0,45
Nb 0,20
÷0,45
łopatki turbin
15H12WMF……
0,12
÷0,18 0,50÷0,90
maks. 0,40
0,030
0,030
11,0
÷12,5 0,40÷0,80 0,50÷0,70 0,15÷0,30
W 0,70
÷1,10
blachy, pręty, odkuwki
18CuNMT....…..
maks. 0,20
0,70
÷1,90 0,30÷0,50
0,040 0,040 maks.
0,30 1,00÷1,20 0,25÷0,35
—
Cu 0,9
÷1,2,
blachy na walczaki kotłów wysoko-
Ti 0,03
÷0,05,
Mn+Ni 1,8
÷2.1
prężnych
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 24
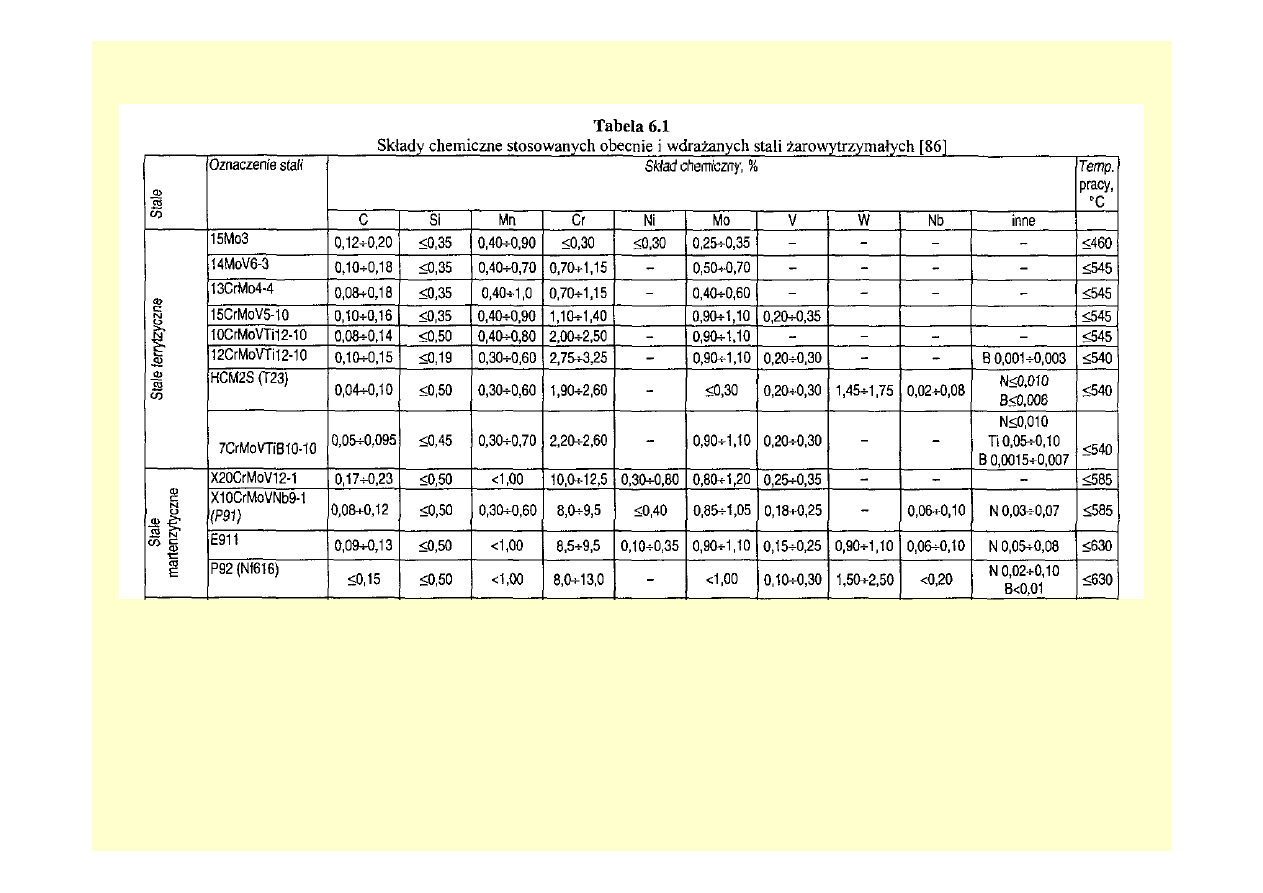
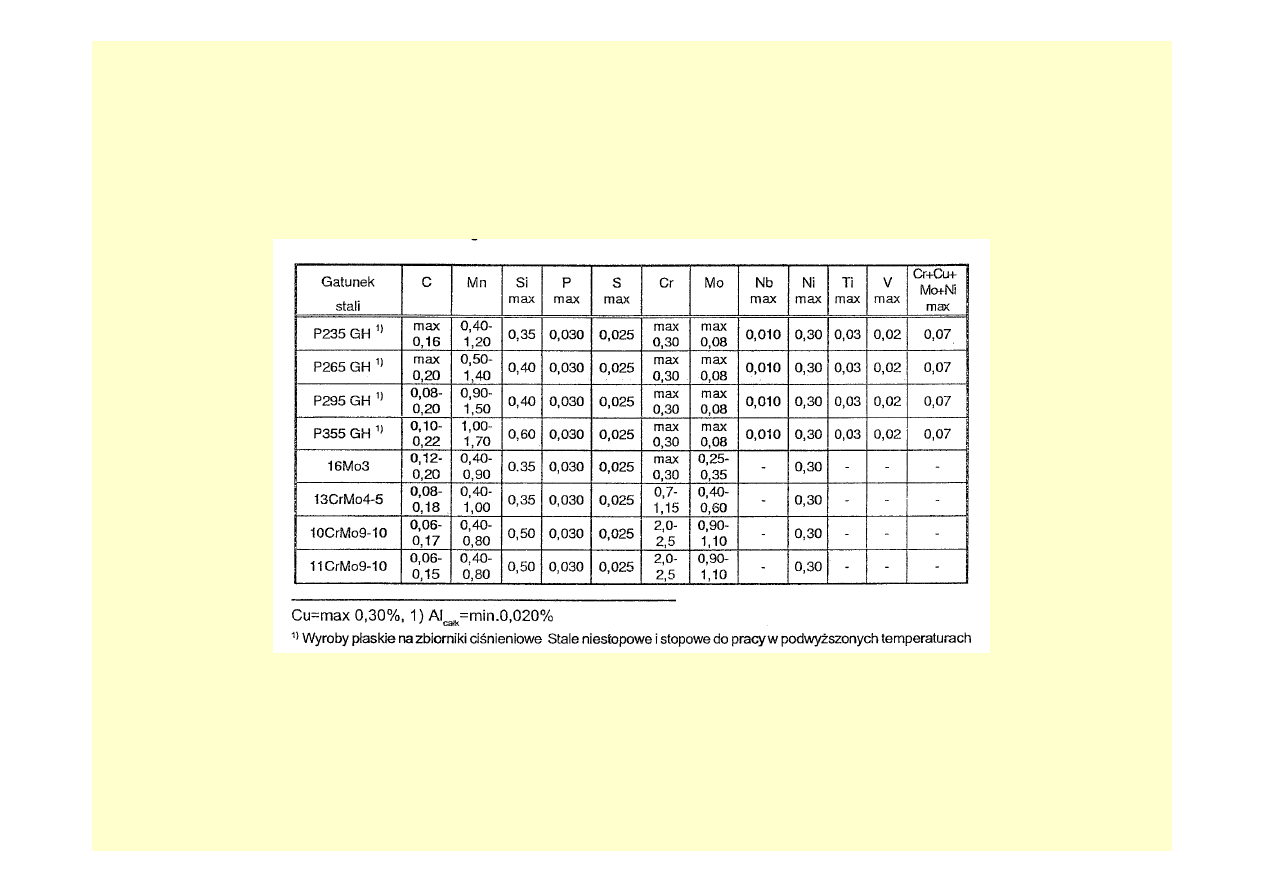
Stale do pracy w podwyższonych temperaturach wg EN 10028-2
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 25
Metody spawania:
¾ MMA (ręczne elektrodami), elektrody zasadowe
¾ TIG (warstwy graniowe rur, spawanie jednostronne)
¾ MIG/MAG
¾ SAW (łukiem krytym)
¾TIG/MMA
¾TIG/MIG/MAG
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 26
Wymagania stawiane przy
spawaniu:
¾ podgrzewanie wstępne
¾ zastosowanie odpowiedniej energii liniowej
¾ utrzymywanie temperatury międzyściegowej
¾ wyżarzanie po spawaniu (odprężanie z odpuszczaniem) ze
względu na strukturę martenzytyczną lub bainityczną,
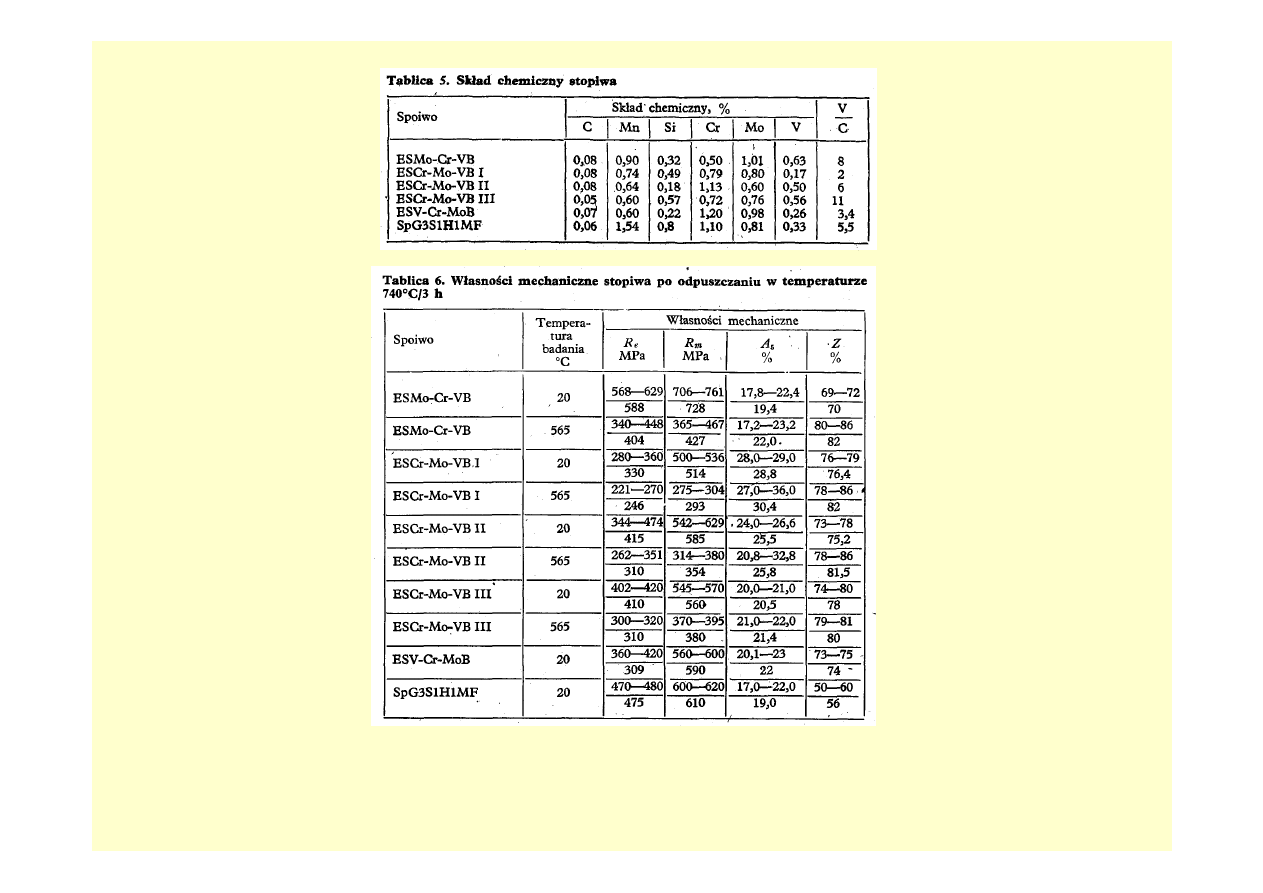
¾ Dobór materiałów dodatkowych:
- Skład stopiwa podobny do MR (zapobieganie dyfuzji)– lecz
przy mniejszej zawartości C (nie mniej niż 0,07%C)
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 27
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 28
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 29
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 30
Zjawisko kruchości w temperaturze 475
0
C
Odpuszczanie hartowanej stali Cr-Mo-V na turbiny parowe 26H2MF w zakresie
T=300-450
0
C powoduje spadek udarności i zwiększenie udziału przełomu pęknięcia
transkrystalicznego-łupliwego.
Jest to skutek wydzielania dużych płytek węglika M
3
C o ułożeniu pasmowym,
głównie na granicach bliźniaków i igieł martenzytu. W zakresie 200-450
0
C zachodzi
przemiana austenitu szczątkowego, której produktem jest składnik strukturalny o
charakterze bainitycznym z wydzieleniami węglików M
4
C w układzie
Widmannstattena.
Przy odpuszczaniu w T=500-600
0
C w ciągu 5h występuje twardość wtórna
wywołana powstawaniem V
4
C
3
.
Dopiero odpuszczanie w T>600
0
C następuje intensywny spadek twardości i wzrost
udarności wywołany zanikaniem koherencji węglików V
4
C
3
oraz poligonizacją
ferrytu.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 31
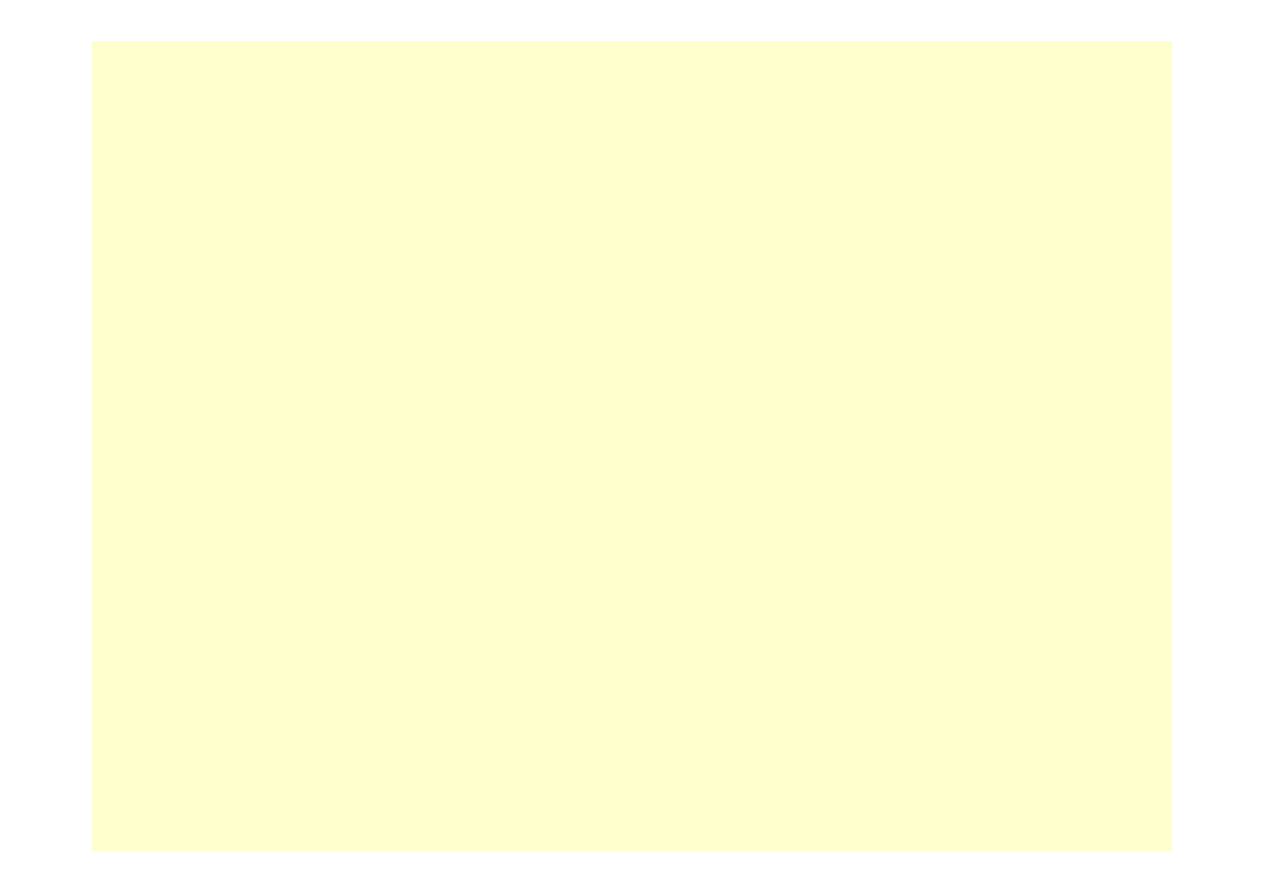
Twardość wtórna
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 32
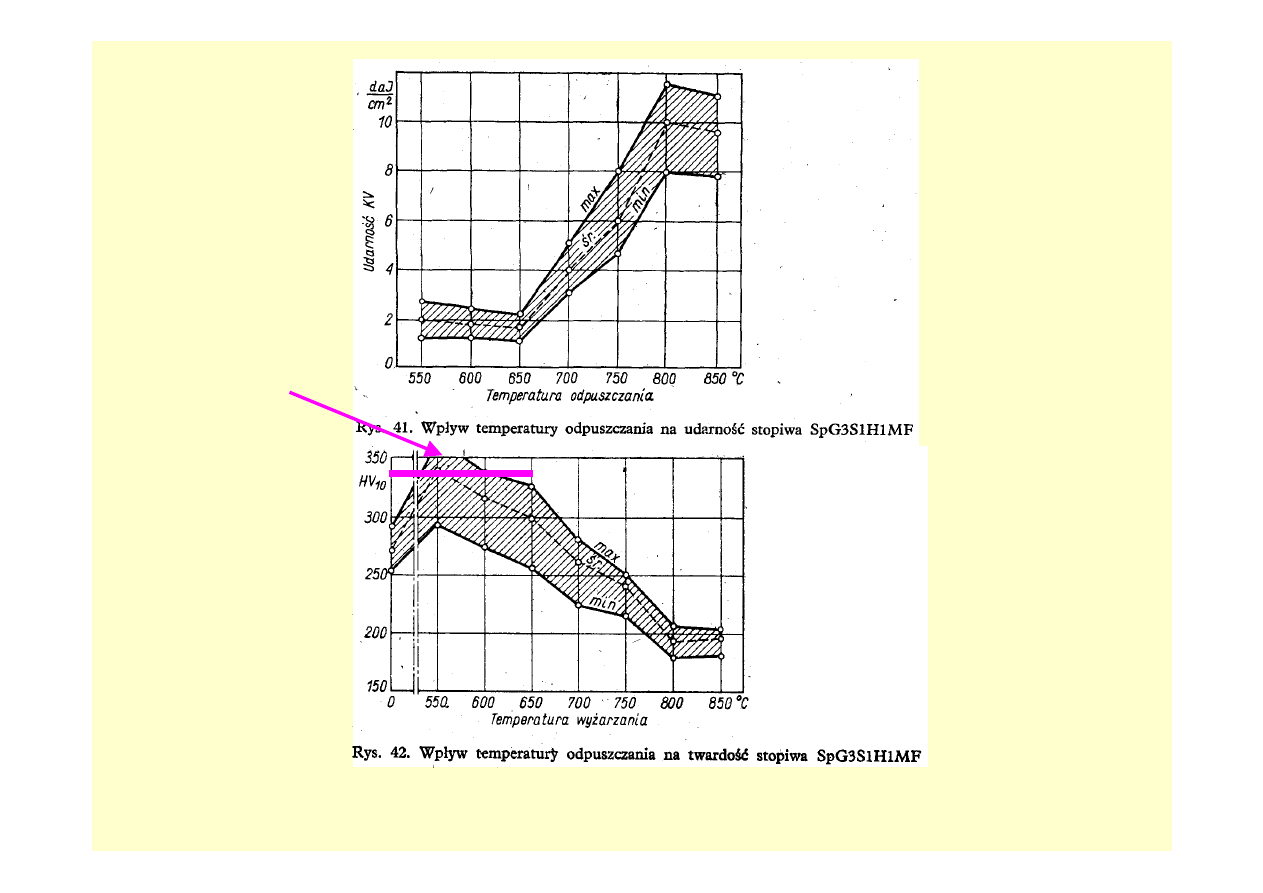
Wpływ rodzaju obróbki cieplnej po spawaniu na udarność
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 33
Temperatura wstępnego podgrzewania:
408
1600
0
−
⋅
=
H
P
T
H
d
- wodór dyfundujący
F
d
CM
H
R
K
H
A
P
P
⋅
+
⋅
+
=
log
R
F
– współ. utwierdzenia
B
V
Mo
Ni
Cu
Cr
Mn
Si
C
P
CM
5
10
15
60
20
30
+
+
+
+
+
+
+
+
=
Wyżarzanie po spawaniu:
T=550
÷ 750
0
C t
≅ 2 godz. w
t
≅ 200
0
C/godz.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 34
Minimalne temperatury podgrzania wstępnego i temperatury międzyściegowe
dla niektórych gatunków stali do pracy w podwyższonych temperaturach.
Minimalna temperatura podgrzania i
międzyściegowa [
0
C]
Stopień skali H
D
Gatunek stali
Grubość
g
[mm]
D C A
Maksymalna
temperatura
międzyściegowa
[
0
G]
16M(0,3Mo)
g
≤15
15<g
≤30
g>30
20
75
75
20
75
100
100
100
*
250
15HM
(1Cr
1
/
2
Mo
1
1
/
4
Cr
1
/
2
Mo)
g
≤15
g>15
20
100
100
150
150
*
300
13HMF
(
1
/
2
Cr
1
/
2
Mo)
g
≤15
g>15
100
100
150
200
*
*
300
10H2M
(2
1
/
4
Cr1Mo)
g
≤15
g>15
75
100
150
200
200
*
350
5Cr
1
/
2
Mo
7Cr
1
/
2
Mo
9Cr1Mo
wszystkie 150 200
*
350
12CrMoV
g
≤8
g>8
150
200
1)
350
2)
*
*
*
*
300
1)
450
2)
Gdzie: * - nie znajduje
zastosowania,
1) - metoda spawania z
przemianą martenzytyczną,
podczas której temperatura
podgrzania jest niższa od
temperatury początku przemiany
martenzytycznej Ms,
2) - metoda spawania w
zakresie austenitu. Temperatura
podgrzania jest wyższa od
temperatur Ms, a złącze po
zakończeniu spawania a przed
obróbką cieplną musi ostygnąć do
temperatury poniżej Ms, po to aby
zaszła przemiana martenzytyczna.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 35
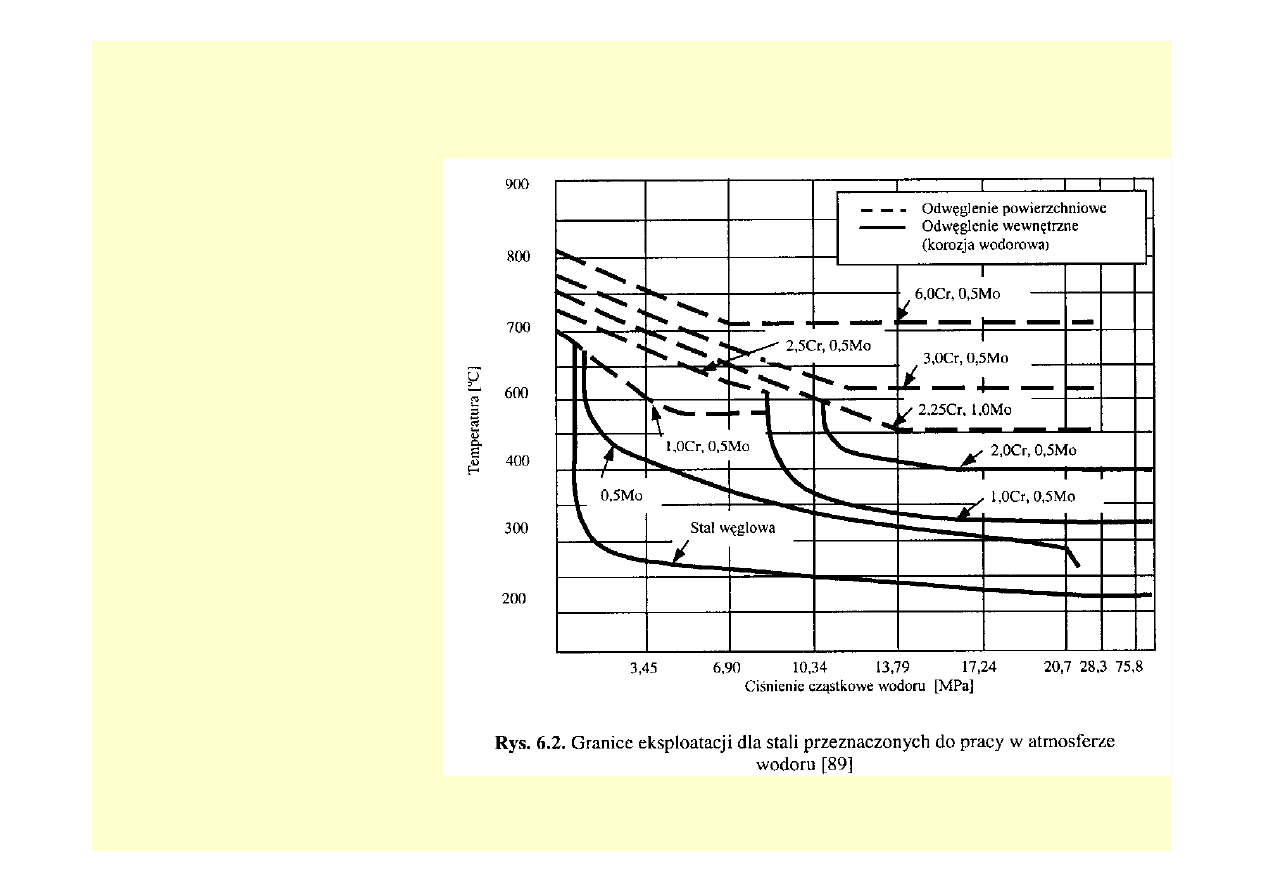
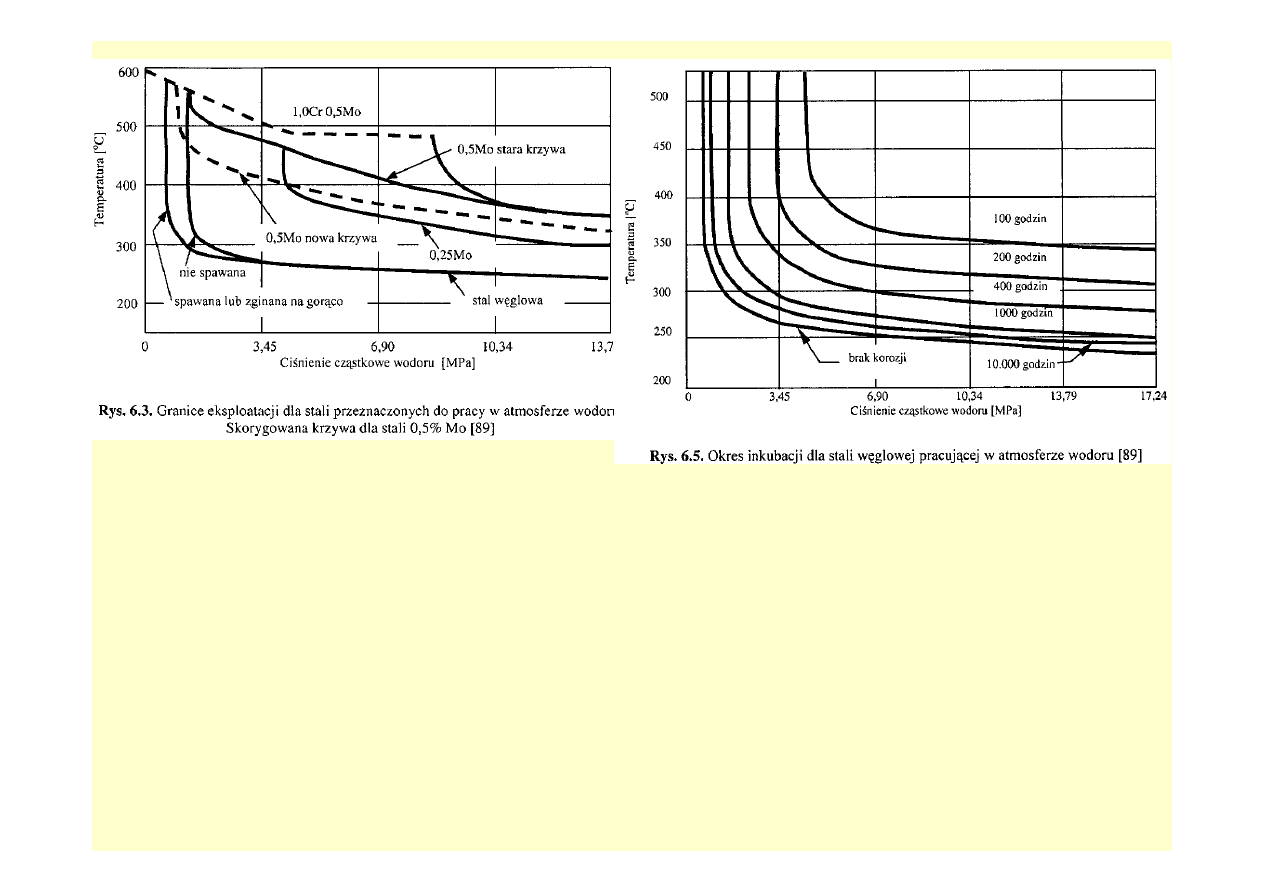
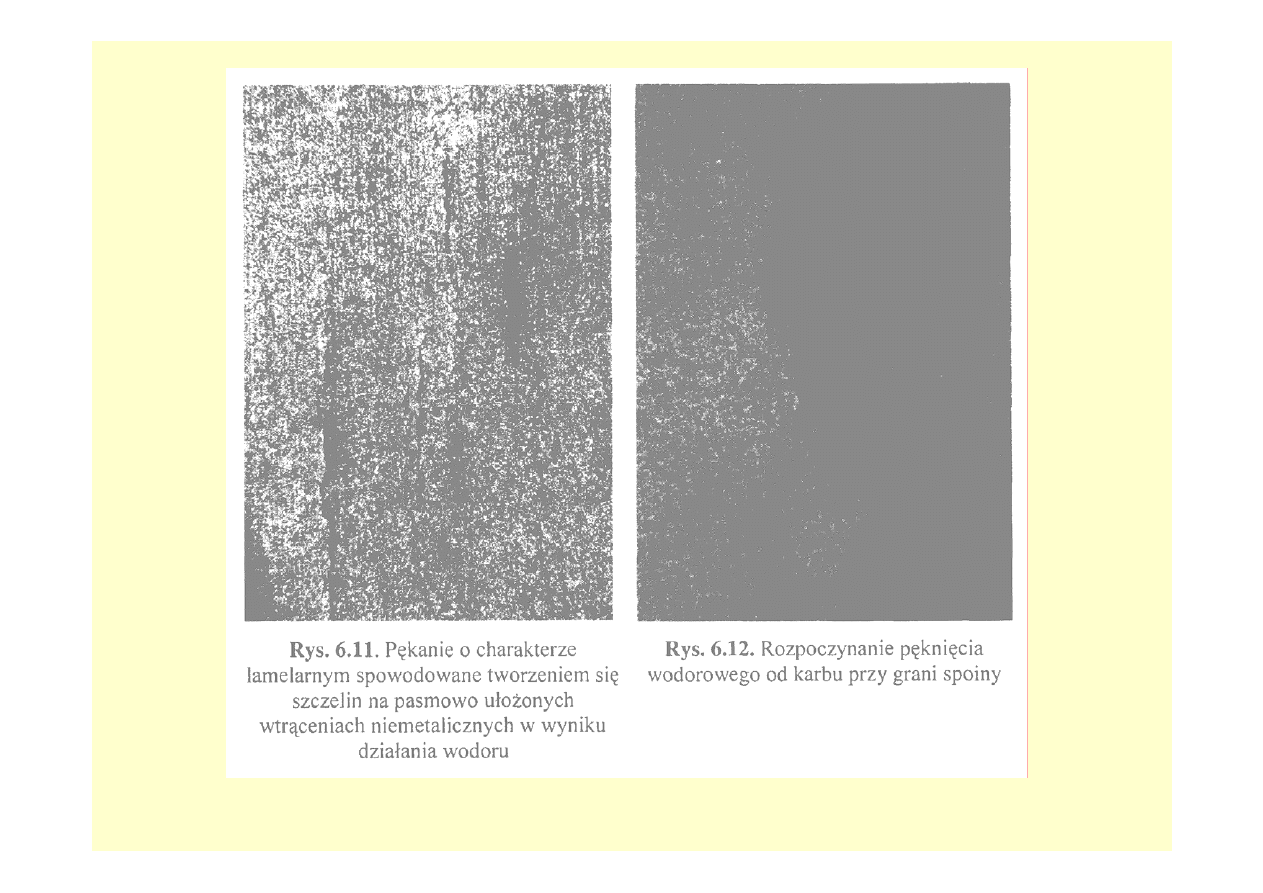
Korozja wodorowa
w przemyśle rafineryjnym i petrochemicznym
Procesy:
-odwęglania powierzchniowego,
-odwęglenia wewnętrznego,
powodującego pękanie (korozja
wodorowa)
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 36
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
IWE III 2_14 37
Wyszukiwarka
Podobne podstrony:
2 14 Stale niskostop pelzanie
2 19 stale stop zarowytrz (v4 )
2 12 Stale o wysokiej wytrzymałości (v4 )
2 16 Stale Cr Ni (v4)
2 14 Stale do pracy w podwyższonych temperaturach
2 13 Stale niskotemper (v4)
14 Obliczenia obiektów na wytrzymałość zmeczeniową i na pełzanie
2 09 Stale drobnoziarniste (v4) Nieznany
14 Odpady stałe klasyfikacja, zagrożenia dla zdrowia oraz metody ich unieszkodliwiania
14 Świadczenia stałe
Prel II 7 szyny stałe i ruchome
wyklad 14
Vol 14 Podst wiedza na temat przeg okr 1
Metoda magnetyczna MT 14
wyklad 14 15 2010
więcej podobnych podstron