__________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Olsza
Wykonywanie konserwacji narzędzi, urządzeń i maszyn
stosowanych w procesach kowalskich 722[04].Z1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Kazimierz Witosław
mgr inż. Andrzej Kacperczyk
Opracowanie redakcyjne:
mgr inż. Marek Olsza
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].Z1.05
Wykonywanie konserwacji narzędzi, urządzeń i maszyn stosowanych w procesach
kowalskich w modułowym programie nauczania dla zawodu kowal.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Rodzaje zużycia maszyn i urządzeń
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające 15
4.1.3. Ćwiczenia 15
4.1.4. Sprawdzian postępów 16
4.2. Zasady prawidłowej eksploatacji maszyn i urządzeń
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające 22
4.2.3. Ćwiczenia 22
4.2.4. Sprawdzian postępów
23
4.3. Przygotowanie urządzenia i maszyny do naprawy
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające 27
4.3.3. Ćwiczenia 27
4.3.4. Sprawdzian postępów
28
4.4. Technologie napraw
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające 36
4.4.3. Ćwiczenia 37
4.4.4. Sprawdzian postępów
38
4.5. Konserwacja narzędzi, maszyn i urządzeń
39
4.5.1. Materiał nauczania
39
4.5.2. Pytania sprawdzające 41
4.5.3. Ćwiczenia 41
4.5.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu wykonywania
konserwacji narzędzi, urządzeń i maszyn stosowanych w procesach kowalskich.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności i wiedzy, jakie powinieneś mieć już
opanowane, abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności, jakie ukształtujesz w czasie zajęć,
−
materiał nauczania – umożliwia przygotowanie się do wykonywania ćwiczeń,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś podane treści,
−
ćwiczenia pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i nabyłeś wiedzę i umiejętności
z zakresu jednostki modułowej,
−
literaturę uzupełniającą.
W materiale nauczania zostały omówione zagadnienia z zakresu wykonywania
konserwacji narzędzi, urządzeń i maszyn stosowanych w procesach kowalskich. Jeżeli masz
trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela o wyjaśnienie
i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając przy tej okazji
wymagania wynikające z zawodu, a po przyswojeniu wskazanych treści, odpowiadając
na pytania sprawdzisz stan swojej gotowości do wykonywania ćwiczeń,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić stan swojej wiedzy,
która będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości i umiejętności z zakresu wykonywania konserwacji narzędzi, urządzeń i maszyn
stosowanych w procesach kowalskich.
Wykonując ćwiczenia przedstawione w poradniku lub zaproponowane przez nauczyciela,
poznasz zasady wykonywania konserwacji narzędzi, urządzeń i maszyn stosowanych
w procesach kowalskich. Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich
postępów rozwiązując sprawdzian postępów.
W tym celu:
−
przeczytaj pytania i odpowiedz,
−
podaj odpowiedź wstawiając X w podane miejsce Tak lub Nie
Odpowiedzi NIE wskazują luki w Twojej wiedzy, informują Cię również, jakich
zagadnień jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są
dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi.
W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, zawiera on:
− instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
− przykładową kartę odpowiedzi, w której zakreśl poprawne rozwiązana poszczególnych
zadań.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych
prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych w module „Technologie prac kowalskich”
722[04].Z1
Technologie prac kowalskich
722[04].Z1.01
Wykonywanie podstawowych operacji
ślusarskich
722[04].Z1.02
Wykonywanie podstawowych operacji
kowalskich
722[04].Z1.03
Wykonywanie podstawowych operacji
obróbki cieplnej metali
722[04].Z1.04
Wykonywanie prac spawalniczych
w kowalstwie
722[04].Z1.05
Wykonywanie konserwacji narzędzi,
urządzeń i maszyn stosowanych
w procesach kowalskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie konserwacji
narzędzi, urządzeń i maszyn stosowanych w procesach kowalskich” powinieneś umieć:
− przestrzegać zasady bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
− stosować procedury udzielania pierwszej pomocy osobom poszkodowanym,
− rozpoznawać i charakteryzować podstawowe materiały kowalskie,
− odczytywać i interpretować rysunki techniczne,
− posługiwać się dokumentacją techniczną,
− wykonywać pomiary i rysunki części maszyn,
− wykonywać podstawowe operacje ślusarskie,
− wykonywać podstawowe operacje kowalskie,
− wykonywać podstawowe operacje obróbki cieplnej metali,
− wykonywać prace spawalnicze w kowalstwie,
− stosować układ jednostek SI,
− korzystać z różnych źródeł informacji,
− selekcjonować, porządkować i przechowywać informacje,
− interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
− oceniać własne możliwości sprostania wymaganiom stanowiska pracy i wybranego
zawodu,
− zorganizować stanowisko pracy zgodnie z wymogami ergonomii.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– ocenić stan techniczny urządzeń grzewczych,
– obsłużyć dostępne maszyny i urządzenia mechaniczne,
– ocenić stan techniczny narzędzi, urządzeń i maszyn,
– podjąć decyzje weryfikacyjne,
– naostrzyć stępione narzędzia,
– wykonać konserwację oraz elementarną naprawę narzędzi i urządzeń stosowanych
w ręcznych operacjach kowalskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Rodzaje zużycia maszyn i urządzeń
4.1.1. Materiał nauczania
Użytkowane urządzenia mogą osiągnąć właściwą wydajność tylko wówczas, gdy ich
mechanizmy będą miały zapewnione warunki pracy zgodne z ich założeniami
i właściwościami konstrukcyjnymi. Zmiana tych warunków odbija się na pracy całego
urządzenia, powodując przyspieszone zużycie mechanizmów i części a nawet ich
uszkodzenie.
Dokładne spełnianie warunków określonych w instrukcji producenta jest
najważniejszym czynnikiem prawidłowej eksploatacji. W czasie eksploatacji urządzenie
zużywa się, czyli następuje pogorszenie jego stanu technicznego. Urządzenie zużywa się
naturalnie nawet przy bardzo prawidłowej jego eksploatacji.
Postacie uszkodzeń
Niedopuszczalne
odkształcenia
Korozja
Przełomy
Makroodkształcenia
Przełomy doraźne
Mikroodkształcenia
Przełomy zmęczeniowe
Przełomy kruche
Rys. 1. Klasyfikacja postaci uszkodzeń urządzeń [1, s. 351]
Naturalne zużycie urządzeń zależy od ich konstrukcji, a szczególności od rodzaju
połączeń. Naturalne zużycie rośnie proporcjonalnie do czasu pracy urządzenia. Tylko do
określonej granicy zużycie nie powoduje zmian w jakości pracy mechanizmu i wtedy jest
uważane za zużycie naturalne i dopuszczalne. Później następuje zużycie niszczące. Należy
więc dokładnie uchwycić moment, w którym mechanizm osiągnął zużycie dopuszczalne
i dokonać naprawy zapobiegającej zużyciu niszczącemu. Zużycie naturalne dzieli się na
mechaniczne i chemiczne.
Zużycie mechaniczne następuje przede wszystkim na skutek tarcia powstającego między
współpracującymi ze sobą powierzchniami. Powoduje ono zmianę wymiarów i kształtów
współpracujących części, a zatem powstawanie nadmiernych luzów.
Zużycie chemiczne polega na zmianach w strukturze powierzchni współpracujących
części, powstających w wyniku korodującego oddziaływania kwasów zawartych w olejach
i smarach oraz oddziaływania środowiska, w którym jest użytkowane urządzenie. Rozróżnia
się również pojęcie niszczenia korozyjnego, które może być niezależne od użytkowania
urządzenia, a wynikać z oddziaływania korodującego środowiska.
W zależności od czynników mających wpływ na proces zużycia chemicznego
rozróżniamy korozję chemiczną i elektrochemiczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Korozja chemiczna metali jest to proces niszczenia wywołany bezpośrednim działaniem
chemicznym suchych gazów lub środowisk ciekłych, któremu nie towarzyszy powstawanie
prądu elektrycznego.
Korozja elektrochemiczna zachodzi wskutek przepływu prądu elektrycznego od jednej
części metalowej do drugiej, przy czym elektrolitem jest najczęściej niewielka ilość wody
z rozpuszczonymi solami lub kwasami. Zjawisko korozji elektrochemicznej może
występować również między cząsteczkami metalu, gdy urządzenie nie podlega bezpośrednio
wpływowi prądu elektrycznego, ale na jego powierzchni zbierają się ładunki elektrostatyczne.
W częściach maszyn narażonych na długotrwałe zmienne obciążenia może wystąpić
zużycie zmęczeniowe. W wyniku tych obciążeń następuje osłabienie wewnętrznej struktury
metalu, objawiające się drobnymi wewnętrznymi pęknięciami powodujący niszczenie części.
Oprócz zużycia fizycznego, powstałego w wyniku użytkowani urządzenia, wyróżnia się
zużycie ekonomiczne. Urządzenia mogą nie ulec zużyciu fizycznemu, mogą nadal spełniać
swoje zadania ale z uwagi na postęp techniczny będą miały mniejszą wydajność i będą mniej
nowoczesne od aktualnie konstruowanych i produkowanych
.
Rodzaje zużycia narzędzi
Wzajemne oddziaływanie narzędzia i materiału obrabianego powoduje zużywanie się
narzędzia, wzrastające w miarę czasu użytkowania. Zużycie narzędzia występuje na
wszystkich jego powierzchniach stykających się z materiałem przedmiotu obrabianego,
jakkolwiek intensywność tego zużycia nie jest wszędzie jednakowa. Przejawia się ono na
ogół w formie ubytku materiału i dlatego podstawą do oceny wielkości zużycia narzędzia jest
wielkość tego ubytku. Ubywanie materiału w procesie obróbki jest wywołane różnymi
przyczynami, które można podzielić na dwa rodzaje.
Do pierwszego rodzaju zalicza się wszystkie te przyczyny, które są związane z procesem
tarcia i ścierania ciał stałych i które nadają zjawisku zużycia narzędzia przebieg o charakterze
ciągłym (bezstopniowym).
Natomiast do drugiego rodzaju należą przyczyny związane głównie się z wytrzymałością
narzędzia, wywołujące jednorazowe lub powtarzające się mniejsze lub większe ubytki
i uszkodzenia, a przez to nadające zjawisku zużycia przebieg skokowy (stopniowy). Przewaga
jednego lub drugiego rodzaju przyczyn zużycia zależy od wszystkich tych czynników, które
wpływają na warunki pracy narzędzia. W wielu przypadkach oba rodzaje przyczyn występują
jednocześnie, powodując zarówno zużycie ciągłe, jak i skokowe. Ponieważ zużyciu ciągłemu
narzędzia towarzyszy pogorszenie jego jakości i najczęściej zmniejszenie wytrzymałości, po
pewnym czasie mogą pojawić się oznaki zużycia skokowego, np. miejscowe wykruszenie lub
wyłamanie krawędzi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
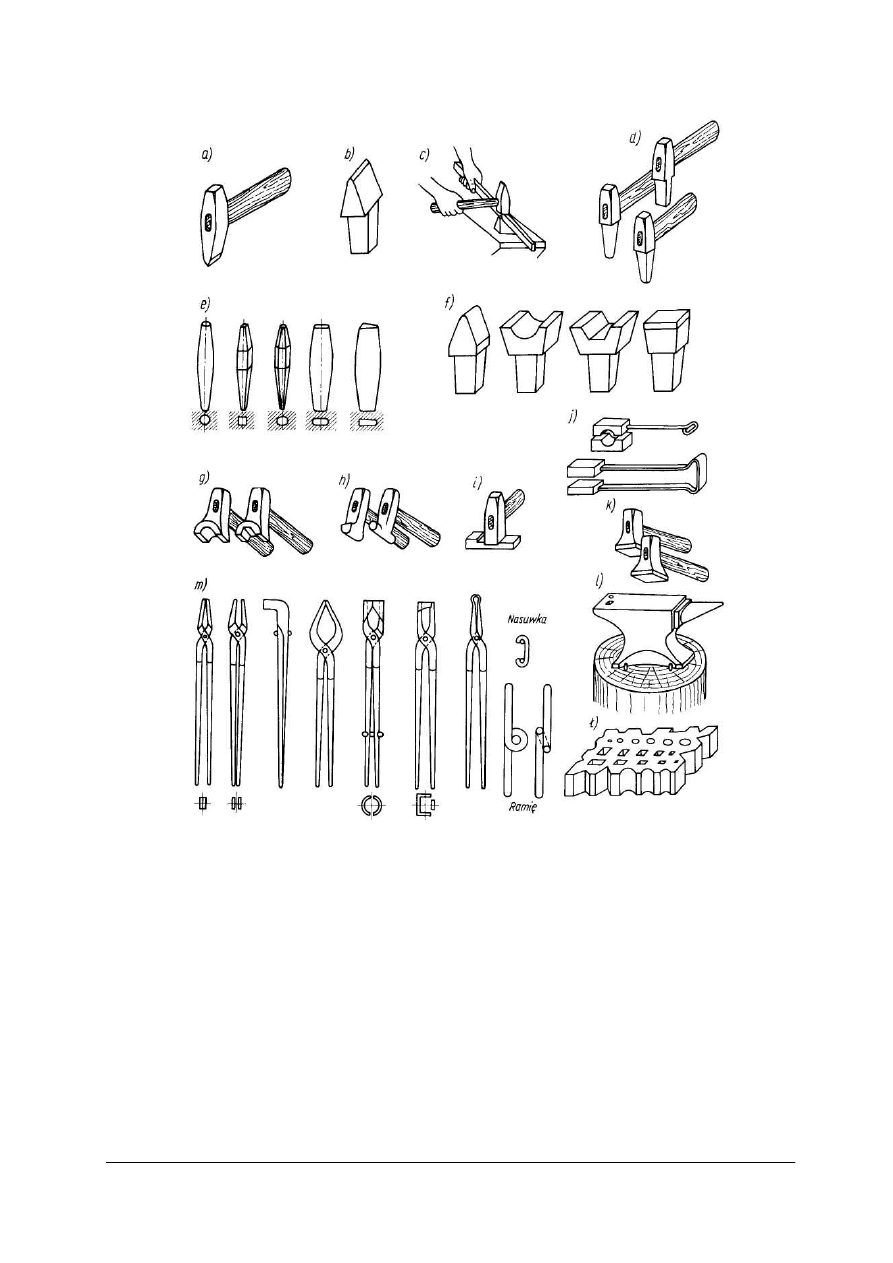
Rys. 2. Narzędzia kowalskie robocze: a) przecinak, b) podcinka, c) zastosowanie podcinki, d) przebijaki,
e) trzpienie, f) podsadzki, g) nadstawki, h) żłobniki, i) obsadzak, j) foremniki, k) gładziki, 1) kowadło na pieńku,
1) dziurownica (płyta kowalska), m) kleszcze [2, s. 180]
Narzędzia kowalskie do zaginania i gięcia (wyginania)
Do zaginania i gięcia na zimno profili płaskich, okrągłych i kwadratowych stosuje się
zazwyczaj narzędzia i urządzenia ręczne. Umożliwiają one wywieranie odpowiedniego
nacisku na obrabiany materiał.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 3. Widełki [1, s. 36]
Rys. 4. Klucze kowalskie [1, s. 36]
Rys. 5. Pryzmy do gięcia [1, s. 36]
Rys. 6. Giętarka do rur [1, s. 36]
Rys. 7. Giętarka do blach [1, s. 36]
Rys. 8. Zaginarka do blach [1, s. 36]
Zasady bezpiecznej pracy podczas trasowania
W czasie trasowania należy zwracać szczególną uwagę na staranne ustawienie,
zamocowanie oraz ostrożne przenoszenie ciężkich przedmiotów. Ważne jest również
prawidłowe oświetlenie stanowiska roboczego. Porządek na stanowisku, a zwłaszcza sposób
rozmieszczenia i przechowywania narzędzi traserskich, chroni przed wszelkimi
skaleczeniami.
Zasady bezpiecznej pracy podczas ścinania i wycinania
W celu zapewnienia bezpiecznej pracy podczas ścinania, przecinania i wycinania należy:
– często sprawdzać prawidłowe osadzenie młotka na trzonku,
– do pracy używać jedynie przecinaków i wycinaków dobrze naostrzonych i nie
uszkodzonych,
– używać okularów ochronnych podczas ścinania i przecinania materiałów twardych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Zasady bezpiecznej pracy podczas cięcia nożycami i na piłach
W czasie cięcia metali nożycami nietrudno o wypadek. Bardzo często zdarzają się
okaleczenia rąk o zadziory na krawędziach blach. W związku z tym zadziory należy
natychmiast usuwać specjalnym skrobakiem lub pilnikiem. Przyczyną okaleczeń rąk często
jest przeginanie blachy w czasie cięcia, dlatego podczas cięcia nożycami ręcznymi należy
blachę dobrze uchwycić, a podczas cięcia na nożycach dźwigowych - stosować
przytrzymywacz blachy.
Do pracy należy używać nożyc naostrzonych. Ostrzyć należy powierzchnie pracujące
nożyc, szlifując je tak, aby kąt przyłożenia wynosił 2÷3°. Właściwy stan nożyc zapobiega
tworzeniu się zadziorów i przeginaniu blachy. Nożyce dźwigniowe należy zabezpieczać przed
samoczynnym opadnięciem dźwigni. Nożyce gilotynowe (stołowe) powinny być wyposażone
w listwę ochronną umieszczoną nisko nad stołem, tak żeby nie przechodziły pod nią palce
obsługującego. Nożyce krążkowe powinny być wyposażone w odpowiednie osłony, a osłona
górnego krążka musi mieć szczelinę do obserwacji linii cięcia. Wszystkie nożyce o napędzie
mechanicznym muszą być wyposażone w osłony na obracające się części napędowe. Korpusy
nożyc o napędzie elektrycznym muszą być uziemione.
Zasady bezpiecznej pracy podczas gięcia i prostowania
Przed rozpoczęciem pracy należy każdorazowo sprawdzić, czy narzędzia znajdują się
w należytym stanie. Należy zwrócić uwagę na właściwe zamocowanie przedmiotu w imadle.
Podczas gięcia i prostowania blach trzeba szczególnie uważać, żeby nie skaleczyć rąk o ostre
krawędzie blach. Podczas gięcia i prostowania na prasach i krawędziarce należy uważać, żeby
nie położyć ręki w obszarze pracy suwaka prasy. Podczas gięcia i prostowania na gorąco
należy szczególnie uważać by uniknąć poparzenia. Zwijając sprężyny na wiertarce należy
szczególnie uważać, ażeby zwijany drut nie zahaczył o rękaw ubrania roboczego.
Ostrzenie narzędzi
Na jakość ostrzenia mają wpływ:
– kwalifikacje personelu,
– właściwa organizacja pracy,
– stan wyposażenia sprzętowego ostrzarki.
Ostrzenie narzędzi jest jednym z ważniejszych procesów w organizacji gospodarki
narzędziowej każdego zakładu produkcyjnego w przemyśle metalowym.
Systemy ostrzenia narzędzi dzieli się na trzy odmiany różniące się stopniem udziału
pracowników produkcyjnych w ostrzeniu. Tak więc można odróżnić systemy:
1. Ostrzenie indywidualne, w którym wszystkie narzędzia są ostrzone wyłącznie przez
pracowników, którzy je używają. System ten jest stosowany w małych warsztatach
mechanicznych, w których wykorzystuje się nieskomplikowane narzędzia w niezbyt
dużych ilościach, a zatrudnienie specjalnego pracownika zajmującego się tylko
ostrzeniem narzędzi byłoby nieopłacalne.
2. System mieszany (częściowy udział pracowników produkcyjnych), w którym narzędzia
nieskomplikowane (np. noże tokarskie i strugarskie ogólnego przeznaczenia lub wiertła
kręte o małych średnicach) ostrzone są przez pracowników produkcyjnych, natomiast
narzędzia skomplikowane (przykładowo: gwintowniki, frezy, przeciągacze) wymagające
większych umiejętności i specjalnych urządzeń (ostrzarki, sprzęt pomocniczy
i kontrolny) ostrzone są przez wykwalifikowanych ostrzarzy w specjalnie wydzielonych
ostrzalniach. System ten jest stosowany w dużych warsztatach mechanicznych, a także
w małych i średniej wielkości zakładach produkcyjnych (zależnie od warunków
lokalowych i rodzaju produkcji).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
3. Ostrzenie centralne (bez udziału pracowników produkcyjnych), w którym wszystkie
narzędzia ostrzone są przez wykwalifikowanych ostrzarzy w wydzielonych ostrzalniach.
System ten jest stosowany w dużych zakładach produkcyjnych. W zależności od potrzeb,
w zakładach takich przewiduje się oprócz ostrzalni centralnej - również ostrzalnie
wydziałowe. W takich przypadkach, w ostrzalniach wydziałowych ostrzone są narzędzia
stosowane w danym wydziale w dużych ilościach lub narzędzia ciężkie - uciążliwe do
przenoszenia, natomiast w ostrzalni centralnej ostrzone są narzędzia rzadziej stosowane
na wydziałach produkcyjnych lub wymagające specjalnego postępowania albo
oprzyrządowania.
Zasady bezpieczeństwa i higieny pracy podczas ostrzenia narzędzi
Podczas ostrzenia powstaje zagrożenie zdrowia, a nawet życia bezpośredniego
wykonawcy przez szybko wirującą ściernicę lub ostrzony przedmiot, który
w niesprzyjających okolicznościach może być na przykład wyrwany z zamocowania rażąc
człowieka. Warunkiem zabezpieczenia się przed wypadkami podczas pracy jest
przestrzeganie zasad bezpieczeństwa i higieny pracy, które należy sobie dobrze przyswoić.
Proces szlifowania polega na skrawaniu przez ziarna ściernicy drobnych wiórów
materiału z powierzchni obrabianego materiału. Szlifowanie odbywa się przy pomocy szybko
obracającej się tarczy ściernicy, w spoiwie której znajdują się ziarna materiału ściernego lub
płótna ściernego dla szlifierek taśmowych. Granicą wytrzymałości ściernicy na rozerwanie
jest jej dopuszczalna prędkość obwodowa, i tak:
– dla ściernic o wiązaniu żywicznym - 80 m/s,
– dla ściernic o wiązaniu magnezytowym - 15 m/s.
Podstawowym narzędziem skrawającym na szlifierce jest ściernica. Twardość ściernicy
i zakres jej stosowania zależy od materiału użytego jako spoiwo. Ściernica jest przedmiotem
kruchym i łamliwym i w związku z tym przed jej użyciem należy stosować się do poniższych
zaleceń:
– dokonać oględzin zewnętrznych ściernicy,
– zbadać ściernicę na dźwięk (nieuszkodzona ściernica wydaje czysty, charakterystyczny
dźwięk, a uszkodzona - dźwięk głuchy i brzęczący),
– prawidłowo zamocować ściernicę zgodnie z zaleceniami producenta.
Szlifierki i ostrzarki do szlifowania zgrubnego (przeznaczone do szlifowania ręcznego)
powinny mieć stół (podporę) do ustawienia przedmiotu obrabianego. Stoły (podpory)
powinny mieć sztywną konstrukcję i możliwość regulacji ich położenia w celu zapewnienia
optymalnych warunków szlifowania pod względem bezpieczeństwa pracy i w celu ustawienia
niezbędnego luzu pomiędzy stołem i ściernicą (3 mm).
Szlifierki ustawione na stole i na słupie, pracujące bez płynu smarująco-chłodzącego,
powinny być wyposażone w urządzenia ochraniające oczy pracownika, wykonane ze szkła
bezodpryskowego. Urządzenia te powinny być przestawialne stosownie do wielkości
przedmiotu obrabianego i zużycia ściernicy bez ograniczenia możliwości technologicznych
obrabiarki. Podczas pracy przy sztucznym świetle lampa powinna być umieszczona poniżej
poziomu oczu.
W czasie ostrzenia narzędzia nie powinny leżeć na korpusie ostrzarki, ponieważ mogą wpaść
pod obracającą się ściernicę. Podczas ostrzenia szlifowane narzędzie musi być pewnie
zamocowane lub mocno trzymane w rękach. Nagrzewającego się trzonka nie wolno trzymać
przez szmatę, lecz należy go odpowiednio ochłodzić.
Podczas szlifowania ręcznego należy stosować odpowiednie podpórki dla narzędzia,
nastawiane w miarę zużywania się ściernicy. Nie zaleca się stosowania podpórek o kształcie
litery U, ze względu na łatwość zakleszczania się narzędzia między ściernicą a podpórką.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Do ostrzenia wykorzystuje się obwodową część ściernicy, a nie jej boczne powierzchnie.
W celu uniknięcia gwałtownych obciążeń, mogących spowodować pęknięcie ściernicy,
należy bardzo ostrożnie doprowadzać narzędzie do styku ze ściernicą oraz uważać, aby
nie dociskać narzędzia do ściernicy ze zbyt dużą siłą.
Należy unikać nagłego chłodzenia i nagłego zatrzymywania ściernicy, gdyż może to
spowodować jej pęknięcie. Przy szlifowaniu na mokro, przed zatrzymaniem ściernicy
należy ją pozostawić przez ok. 3 min na biegu jałowym, aby usunąć z jej porów cząstki
cieczy. Nie wolno również pozostawiać na dłuższy czas ściernicy zanurzonej w cieczy
chłodząco-smarującej, gdyż grozi to rozerwaniem ściernicy po jej uruchomieniu.
W razie skaleczenia lub innego niedomagania należy zatrzymać obrabiarkę i zwrócić
się po opatrunek lub pomoc do upoważnionej osoby lub lekarza. W czasie pracy należy
przestrzegać porządku na stanowisku roboczym, zwracać uwagę na zachowanie się
ściernicy i stosować się do wskazań dotyczących bezpieczeństwa i higieny pracy.
Ostrzenie i naprawianie narzędzi roboczych
Zużyte przecinaki naprawiamy w ten sposób:
1) chwycić kleszczami łeb przecinaka i wolno nagrzewać drugi koniec do koloru
wiśniowoczerwonego,
2) koniec nagrzany odkuć (pociągnąć) na żądany wymiar,
3) uchwycić kleszczami za część odkutą, nagrzać i odkuć drugi koniec - łeb przecinaka,
4) po odkuciu wyżarzyć przecinak,
5) opiłować łeb i ostrze; podczas piłowania ostrza uważać, aby ścianki ostrza były
jednakowej szerokości,
6) zahartować ostrze na długości 30 mm i łeb na długości 15 mm, oczyścić miejsca
hartowane i odpuścić ostrze w granicach od barwy ciemnożółtej do fioletowej, łeb zaś -
do błękitnej,
7) oszlifować ostrze pod katem odpowiednim dla obrabianego materiału,
8) przygotowany przecinak wypróbować przez ścinanie stalowego paska grubości 4 mm i
szerokości 50 mm.
Nowe przecinaki wykonujemy w ten sposób:
1) odcinamy z (pręta stali odpowiednią długość materiału na przecinak; następnie należy
chwycić kleszczami za jeden koniec, a drugi nagrzewać lub też wziąć do ręki pręt
długości 600 ÷
700 mm i trzymając za jeden koniec - drugi nagrzewać; po nagrzaniu
odkuć łeb przecinaka;
2) odmierzyć na pręcie długość przecinaka od odkutego ostrza, nagrzać .ponownie i odciąć
przecinakiem kowalskim;
3) odcięty kawałek chwycić kleszczami za część odkutą, nagrzać drugi koniec i odkuć łeb
przecinaka;
4) dalej powtarzamy operacje poprzednie poczynając od punktu 4.
Użytkowanie i konserwacja narzędzi kowalskich
Do manipulowania i kształtowania ciężkich przedmiotów potrzebne są odpowiednio duże
i ciężkie narzędzia, które poruszane i ustawiane są podczas pracy za pomocą żurawi, suwnic
lub innych urządzeń pomocniczych. Właściwe obchodzenie się z narzędziami, czyszczenie
ich z brudu i wilgoci, okresowe sprawdzanie ich stanu, naprawianie uszkodzeń
i przechowywanie w odpowiednich warunkach przedłuża czas użytkowania narzędzi,
zmniejsza koszty napraw i przyczynia się do zwiększenia wydajności pracy kowala.
Przed rozpoczęciem pracy narzędzia używane do kucia należy podgrzać do ok.
250÷300°C, aby nie pękały podczas uderzeń. W czasie pracy należy chronić je przed zbyt
silnym nagrzewaniem przez chłodzenie w wodzie. Narzędzia zbyt silnie nagrzane ulegają

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
zmiękczeniu, odkształcają się i stają się niezdatne do użytku. W czasie pracy należy usuwać
zgorzelinę z kowadła, gdyż jest ona bardzo twarda i może uszkodzić jego powierzchnię.
Narzędzia przytępione lub wyszczerbione naprawia się za pomocą kucia w odpowiedniej
temperaturze, zależnej od gatunku stali. Po ostudzeniu ostrze szlifuje się, a potem poddaje
całe narzędzie obróbce cieplnej (hartowaniu i odpuszczaniu).
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki wpływające na pogorszenie stanu technicznego maszyny?
2. Co to jest zużycie urządzenia?
3. Jakie są rodzaje zużycia narzędzi kowalskich?
4. Jakie są przyczyny zużycia narzędzia?
5. Podaj przykłady zużycia roboczych narzędzi kowalskich.
6. Omów organizację stanowiska ostrzenia narzędzi.
7. Jakie zasady bhp obowiązują podczas ostrzenia narzędzi?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj zużycie przecinaka lub innego narzędzia kowalskiego (przebijaka, trzpienia).
Określ rodzaje materiału z jakiego jest wykonany i jakie czynniki zewnętrzne działają na
narzędzie niszcząco.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) rozpoznać zużycie narzędzia,
3) określić rodzaj materiału narzędzia,
4) określić zewnętrzne czynniki niszczące,
5) omówić sposób rozwiązania.
Wyposażenie stanowiska pracy:
−
narzędzia kowalskie,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Sprawdź podsadzkę. Zmierz twardość narzędzia i porównaj z normami narzędzi
kowalskich. Do pomiaru twardości wykorzystaj twardościomierz Rockwella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) sprawdzić stan techniczny sprzętu pomiarowego,
3) zmierzyć twardości podsadzki w trzech punktach,
4) zmierzyć średnicę odcisku,
5) odczytać z tablic twardość narzędzia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
6) porównać wyniki,
7) oczyścić przyrządy pomiarowe,
8) podać własne wnioski i spostrzeżenia.
Wyposażenie stanowiska pracy:
−
twardościomierz Rockwella,
−
tablice twardości,
−
instrukcja obsługi twardościomierza,
−
normy narzędzi kowalskich,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj ostrzenie przecinaka na szlifierce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić stan szlifierki, w szczególności pod względem bezpieczeństwa,
2) zabezpieczyć oczy za pomocą okularów ochronnych,
3) włączyć szlifierkę i naostrzyć przecinak,
4) wyłączyć szlifierkę,
5) sprawdzić wymiary przecinaka,
6) podać własne wnioski i spostrzeżenia.
Wyposażenie stanowiska pracy:
−
szlifierka stała,
−
komplet ściernic,
−
okulary ochronne,
−
instrukcja obsługi szlifierki,
−
narzędzia pomiarowe,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) podać czynniki wpływające na zużycie narzędzi?
2) określić podstawowe zużycia narzędzi
kowalskich?
3) sprawdzić stan narzędzia
kowalskiego?
4) przygotować stanowisko ostrzenia narzędzi?
5) naostrzyć stępione narzędzia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Zasady prawidłowej eksploatacji maszyn i urządzeń
4.2.1. Materiał nauczania
Maszyny i urządzenia powinny być eksploatowane w produkcji zgodnie z instrukcjami
zawartymi w dokumentacji techniczno-ruchowej (DTR). Dostarczenie tej dokumentacji wraz
z daną maszyną użytkownikowi jest obowiązkiem producenta.
Podstawowym warunkiem prawidłowej eksploatacji każdej maszyny jest dobra
znajomość jej budowy i działania. Informacje te są zawarte w instrukcji obsługi, która
zawiera:
− ogólną charakterystykę maszyny - czyli dane techniczne, jej przeznaczenie, wyposażenie
normalne i specjalne,
− opis transportu (opakowanie, rozpakowanie, warunki przenoszenia),
− rysunek fundamentu i ustawienia maszyny,
− przygotowanie maszyny do uruchomienia (sposób odkonserwowania), instrukcję
smarowania z podaniem sposobu smarowania, miejsc smarowania i rodzajów smarów,
sposób podłączenia do sieci elektrycznej, regulację (np. naciągu pasów, wykaz
elementów obsługi),
− zasady obsługi maszyny (włączanie i wyłączanie silnika napędowego, włączenie
i wyłączenie ruchu roboczego i posuwowego, sterowanie ruchami pomocniczymi,
dokręcanie docisków, ustawianie i unieruchamianie zderzaków się itp. czynności
związane z obsługą danej maszyny),
− schematy: hydrauliczny, elektryczny, kinematyczny i układu chłodzenia,
− wytyczne odnośnie przeprowadzenia regulacji mechanizmów, oczyszczania filtrów oleju
i cieczy chłodzącej,
− wytyczne dotyczące dokonywania okresowych przeglądów i napraw maszyny lub
urządzenia.
Bez szczegółowego zapoznania się z informacjami zawartymi w instrukcji obsługi nie
wolno przystępować do pracy. Niezmiernie ważnym warunkiem prawidłowej eksploatacji
maszyn jest ścisłe przestrzeganie warunków procesu technologicznego.
Naprawy, zmiany lub poprawki w układach elektrycznych lub hydraulicznych mogą być
wykonywane wyłącznie przez specjalistów.
W celu zapewnienia racjonalnej pracy maszyn konieczne jest przestrzeganie instrukcji
smarowania. Rodzaje smaru dobiera się zgodnie z wytycznymi podanymi w instrukcji
smarowania danej maszyny.
Nagrzewanie materiału do kucia
Do kucia ręcznego materiał nagrzewa się przeważnie w ogniskach kowalskich lub
małych piecach komorowych.
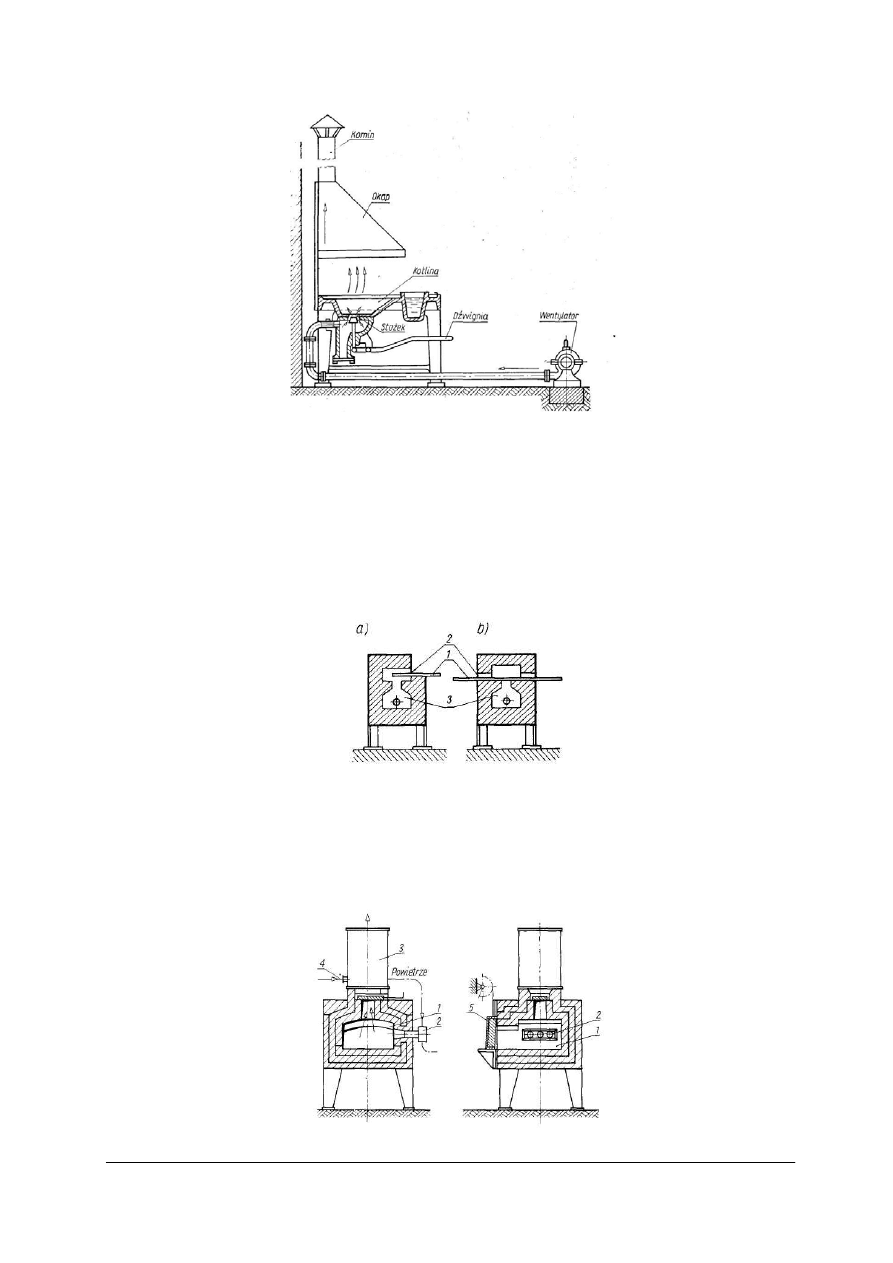
Piec kowalski
Ognisko kowalskie (rys. 9) zbudowane jest z podstawy zwanej paleniskiem, pokrytej
żaroodporną cegłą, gdzie spala się węgiel i rozżarza się metal. Wentylator umieszczony pod
paleniskiem zapewnia stały dopływ powietrza podsycającego ogień.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 9. Ognisko kowalskie [4, s. 179]
Okap, połączony z kominem, wyciąga dym i gazy powstałe podczas spalania węgla.
Zestaw podstawowego sprzętu kowalskiego uzupełnia pogrzebacz do poruszania żaru
i pojemnik z wodą do polewania węgla i chłodzenia niektórych części rozżarzonego metalu.
Do miejscowego nagrzewania materiału stosuje się piece oczkowe lub szczelinowe (rys.
10) opalane gazem lub mazutem. Piece te są piecami komorowymi, które zamiast drzwiczek
wsadowych mają w ścianie przedniej otwory lub szczelinę do wkładania prętów w celu
nagrzania ich odcinków.
Rys. 10. Piece szczelinowe [2, s. 179]
Piec szczelinowy dostosowany do nagrzewania końców pręta przedstawiono na rys. 10a,
a do nagrzewania prętów w dowolnym miejscu na rys. 10b. Komora spalania 3 znajduje się
pod komorą grzejną, do której przez szczelinę 2 wkłada się pręty 1 przeznaczone do ogrzania.
Do nagrzewania całkowitego materiałów są stosowane piece komorowe gazowe lub na
paliwo ciekłe (rys. 11).
Rys. 11. Piece gazowy komorowy [2, s. 179]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
W ścianie komory 1 znajdują się palniki 2. Uchodzące spaliny przechodzą przez
rekuperator 3, który nagrzewa powietrze 4 doprowadzane do palników. W ścianie przedniej
znajdują się drzwiczki 5 do załadowania wsadu. Piece te mają bardzo prostą konstrukcję i są
wykonywane w różnych wielkościach. Piece małe wykonuje się jako przenośne, a większe
(o powierzchni trzonu powyżej 4 m
2
) jako stałe.
Są stosowane również piece elektryczne oraz urządzenia go grzania oporowego prądem
elektrycznym.
Młoty i prasy kuźnicze
Kucie maszynowe dzieli się na swobodne i matrycowe. Najczęściej kucie maszynowe
jest wykonywane na młotach. Młoty ze względu na zastosowanie dzieli się na: do kucia
swobodnego i do kucia matrycowego. Ze względu na rodzaj napędu rozróżnia się młoty
o napędzie mechanicznym oraz młoty parowo-powietrzne.
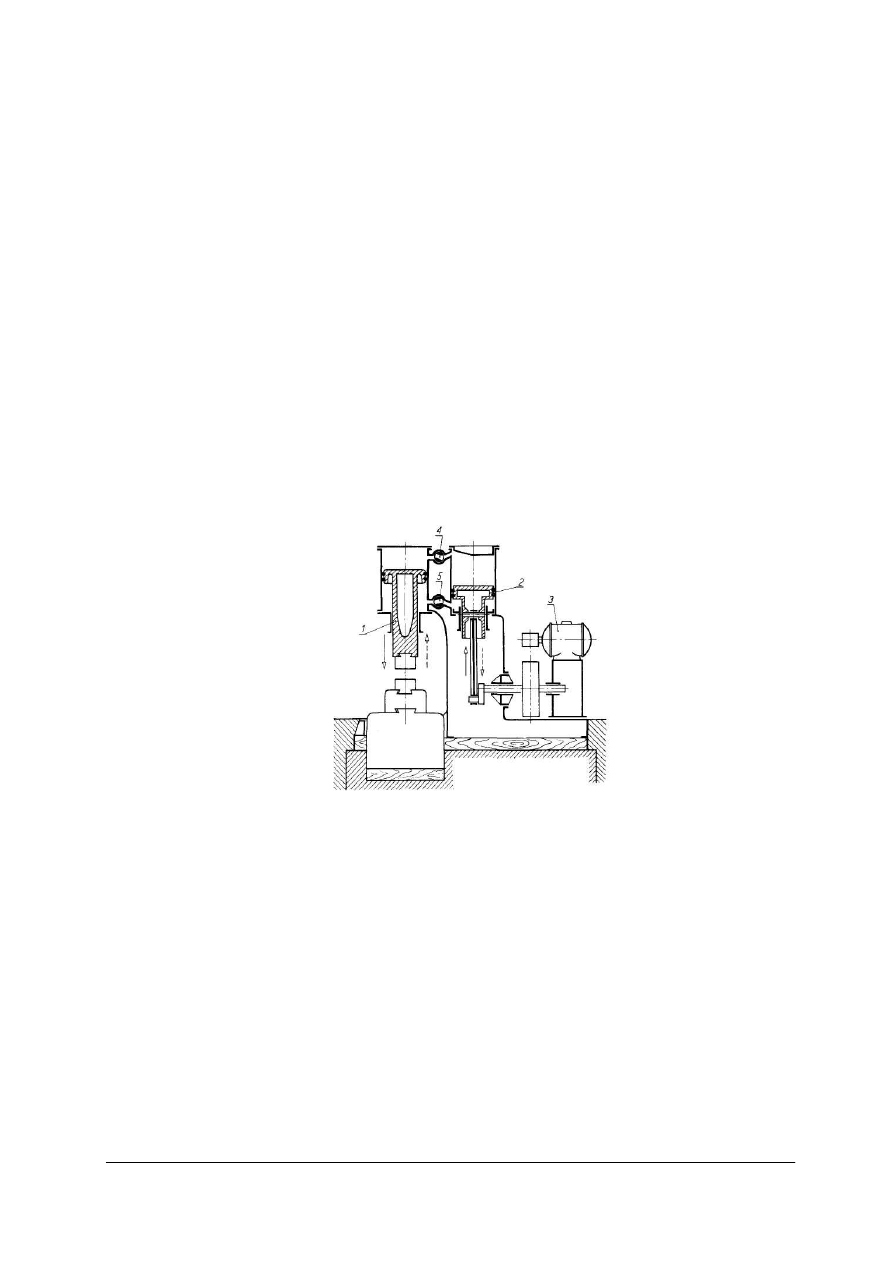
Najczęściej stosowanym młotem do kucia swobodnego o napędzie mechanicznym jest
młot sprężarkowy (rys. 12). Młot ten jest używany w małych kuźniach. Bijak 1 jest
napędzany za pomocą sprężonego powietrza, które dostarcza sprzężona z młotem sprężarka.
Tłok sprężarki 2, napędzany mechanizmem korbowym poprzez przekładnię pasową z silnika
elektrycznego 3, spręża w cylindrze sprężarki powietrze i przetłacza je do cylindra bijaka,
powodując jego ruch w dół. Jednocześnie powietrze znajdujące się pod tłokiem bijaka
przepływa pod tłok sprężarki.
Rys. 12. Młot sprężarkowy [2, s. 183]
Zmiana kierunku ruchu tłoka sprężarki powoduje przetłoczenie sprężonego powietrza
pod tłok bijaka i podniesienie go. Siłę uderzenia bijaka można regulować za pomocą zaworów
4 i 5. Młoty te buduje się w różnych wielkościach o ciężarze bijaka 0,5÷5 kN. W dużych
kuźniach do kucia swobodnego są stosowane młoty parowo-powietrzne o ciężarze bijaka do
60 kN.
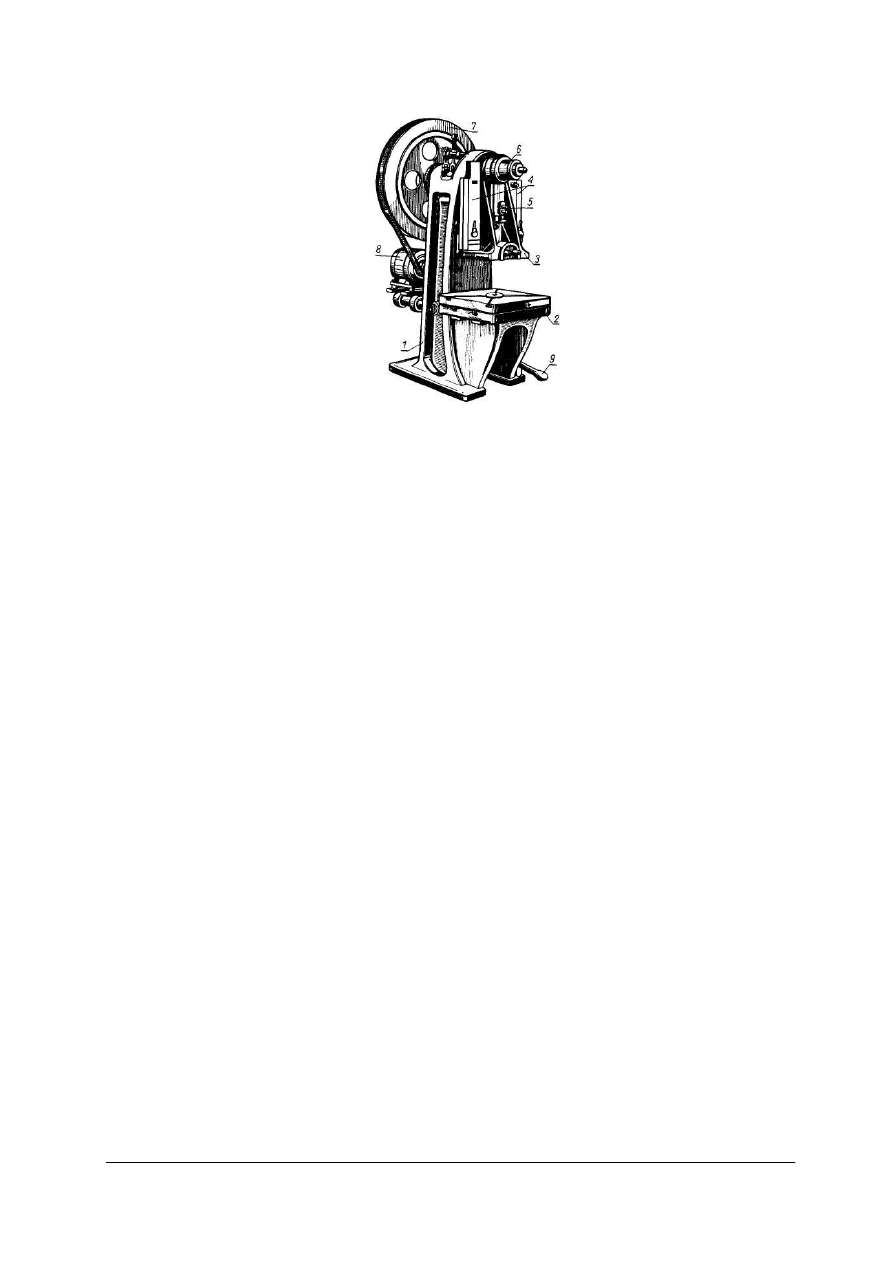
Do tłoczenia używa się najczęściej pras mimośrodowych, korbowych i hydraulicznych.
Na rys. 13 przedstawiono prasę mimośrodową jednostronnie ułożyskowaną. Tego typu prasy
buduje się o nacisku 5÷2000 kN. Korpus prasy 1 jest wykonany jako odlew żeliwny lub
staliwny. Z korpusem jest połączony stół 2, do którego mocuje się dolne części tłoczników.
W górnej części korpusu jest umieszczony wał korbowy połączony z kołem zamachowym
7 za pośrednictwem sprzęgła włączanego dźwignią 9. Prasa jest wyposażona w urządzenie,
które zatrzymuje suwak po każdym ruchu roboczym i powrotnym. Wielkość skrajnych
położeń suwaka reguluje się przez skracanie lub wydłużanie korbowodu 5. Długość skoku
reguluje się za pomocą tulei mimośrodowej 6 osadzonej na czopie korby.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 12. Prasa mimośrodowa [2, s. 188]
Wszystkie prasy są uruchamiane dźwignią ręczną lub nożną i powinny być
zabezpieczone przed możliwością włożenia ręki w obszar pracy suwaków. Ostatnio stosuje
się zabezpieczenia za pomocą fotokomórki, która powoduje natychmiastowe zatrzymanie
prasy w przypadku, gdy zbliży się rękę do obszaru pracy suwaków. Nowoczesne prasy są
sterowane wyłącznie elektrycznie i zamiast dźwigni są wyposażone w pulpit sterowniczy
z przyciskami do uruchamiania i sterowania mechanizmami prasy.
Zasady bezpiecznej pracy podczas obróbki plastycznej
W zakładach obróbki plastycznej istnieje szczególnie duże zagrożenie wypadkowe ze
względu na operowanie gorącymi materiałami oraz pracę młotów, pras i innych urządzeń.
Stałym zagrożeniem bezpiecznej i higienicznej pracy są hałas, zapylenie, dym i gazy oraz
wysoka temperatura od pieców grzewczych. Podczas pracy przy takim zagrożeniu sprawą
niezmiernie ważną jest zapoznanie się każdego pracownika ze stanowiskową instrukcją bhp
oraz wyposażenie we właściwą dla danego stanowiska odzież ochronną i sprzęt ochrony
osobistej.
W szczególności należy:
– zabezpieczyć wszystkie młoty mechaniczne w kuźniach od strony przejść ekranami,
ażeby odpryskująca zgorzelina nie poparzyła przechodzących,
– zachować szczególną ostrożność podczas przenoszenia gorącego materiału wsadowego
z pieca pod młot,
– przestrzegać zasady, że rozpalanie pieców grzewczych może być dokonywane tylko
przez uprawnione osoby, z zachowaniem wszystkich wymogów bezpieczeństwa,
– przestrzegać, aby pedał uruchamiający młoty i prasy był zabezpieczony przed
możliwością przypadkowego włączenia,
– zwrócić uwagę, by wszystkie ruchome części młotów i pras były zabezpieczone
osłonami,
– przestrzegać, by przy prasach do cięcia i tłoczenia były stosowane osłony lub inne
zabezpieczenia obszaru pracy tłocznika uniemożliwiającego włożenie rąk do tej
niebezpiecznej strefy,
– używać rękawic do przenoszenia wytłoczek z blach i odpadów, aby uniknąć skaleczeń
o krawędzie blach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Proces identyfikacji usterek, jeżeli ustalana jest tylko przydatność zespołu lub części do
dalszej eksploatacji nosi nazwę weryfikacji.
Przed podjęciem decyzji o naprawie maszyny należy dokonać: oględzin i oceny
wizualnej lub przy pomocy próby pracy zdecydować o dalszym toku postępowania.
Przystępując do pracy należy w pierwszej kolejności oczyścić maszyny, umyć je,
przygotować tak, aby wszystkie elementy (zespoły, podzespoły) były widoczne. Mycie
maszyn przeprowadzamy na stanowisku specjalnie do tego przygotowanym zachowując
określoną kolejność postępowania i środki ostrożności. Następnym działaniem jest poddanie
maszyny dokładnej weryfikacji w następujących etapach, tj.
– weryfikacja maszyny,
– weryfikacja zespołów,
– weryfikacja części maszyn.
Przygotowanie maszyn i urządzeń do weryfikacji może przebiegać wg następującego
schematu:
– mycie i czyszczenie,
– weryfikacja w stanie złożonym,
– rozkładanie na zespoły i części,
– mycie i czyszczenie części,
– weryfikacja w stanie rozłożonym.
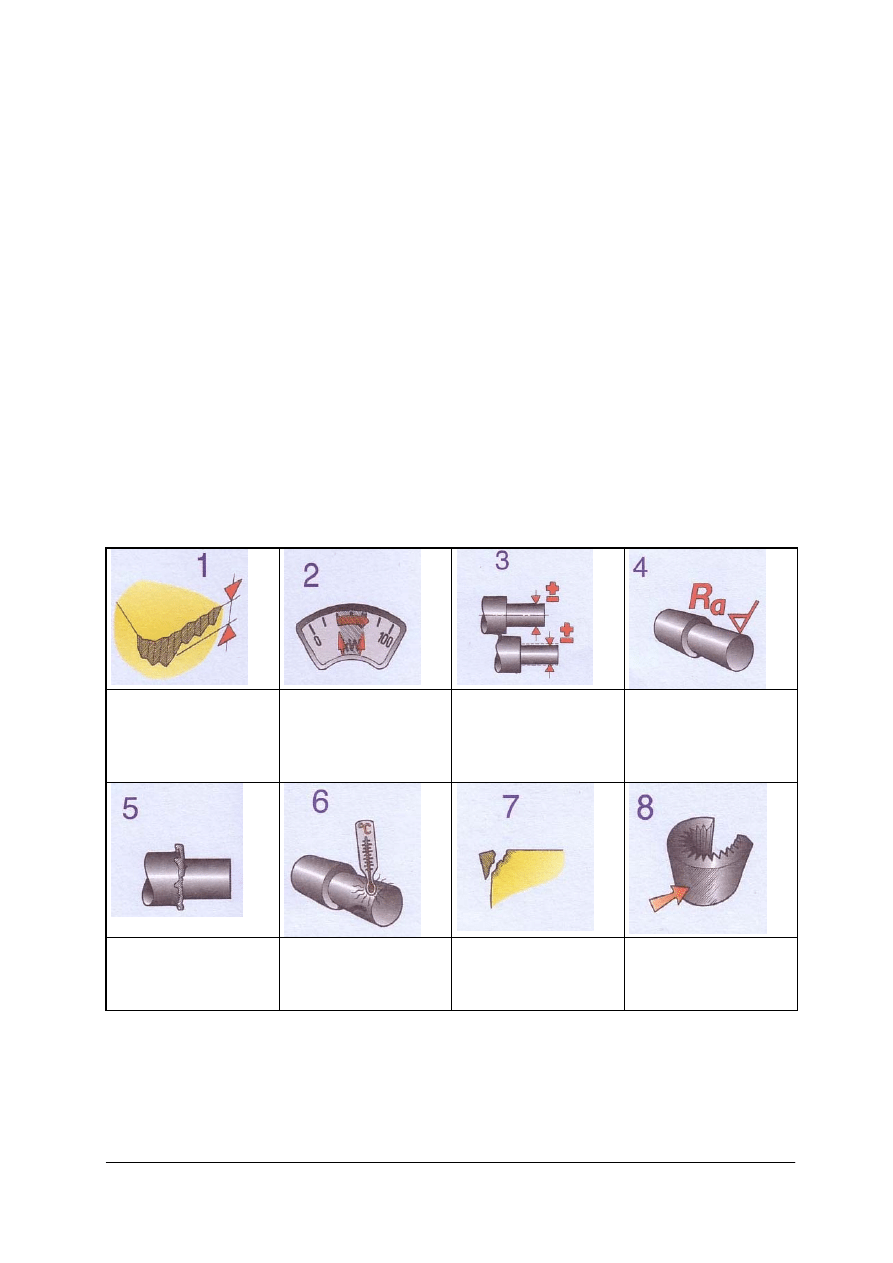
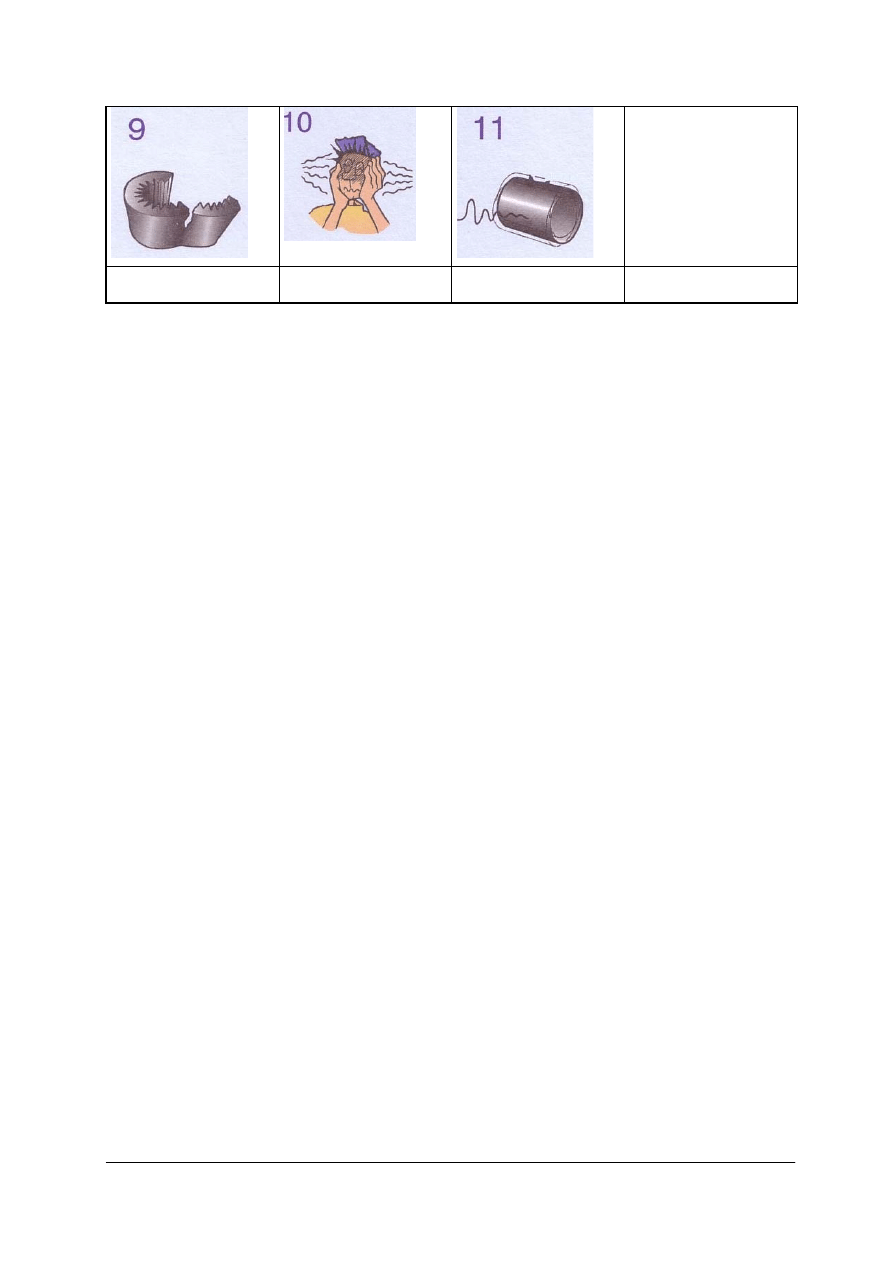
Tabela 1. Oznaki nieprawidłowej pracy maszyny [9]
Zużycie narzędzi Wzrost
poboru
mocy
przez obrabiarkę
Wymiary przedmiotu nie
mieszczą się
w wymaganych
tolerancjach
Niska jakość
Powstawanie zadziorów
na detalu
Wydziela się nadmierna
ilość ciepła
Wykruszanie krawędzi
skrawającej
Słabe odprowadzenie
ciepła w czasie obróbki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Złe warunki łamania
i odprowadzenia wiórów
Duży hałas podczas
obróbki
Tendencja do drgań
Rozróżniamy trzy rodzaje usterek, które są powodem zatrzymywania urządzeń:
– lekkie, gdy usunięcie usterki może wykonać obsługa urządzenia z użyciem podręcznych
narzędzi,
– średnie, gdy usunięcie usterki wymaga częściowego demontaż i wymiany uszkodzonych
części lub zespołów przy współpracy pracowników służb naprawczych,
– ciężkie, gdy naprawie podlegają ważne zespoły i w celu usunięcia uszkodzeń należy
odstawić urządzenie do naprawy.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie urządzenia stosuje się do nagrzewania materiału do kucia?
2. Wymień młoty i prasy kuźnicze?
3. Omów zasady bezpiecznej pracy podczas obróbki plastycznej.
4. Ustal kolejność czynności, które należy wykonać przed przystąpieniem do weryfikacji
zespołów?
5. Jakie są oznaki nieprawidłowej pracy maszyny?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przygotuj piec szczelinowy do weryfikacji. Następnie oceń stan techniczny urządzenia do
nagrzewania wykorzystując w tym celu dokumentację techniczno- ruchową pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyszukać w DTR pieca informacji o eksploatacji,
3) wyczyścić piec,
4) ocenić stan techniczny pieca (wykorzystując próbę pracy),
5) podjąć decyzję weryfikacyjną,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
piec szczelinowy,
−
środki czyszczące,
−
dokumentacja techniczno- ruchowa pieca,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 2
Zweryfikuj kowadło na pieńku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyczyścić kowadło,
3) ocenić stan techniczny kowadła,
4) podjąć decyzję o dalszym użytkowaniu kowadła,
5) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
kowadło na pieńku,
−
środki czyszczące,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Oceń stan techniczny zaginarki do blach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyszukać w DTR zaginarki informacji o eksploatacji,
3) wyczyścić zginarkę,
4) ocenić stan techniczny zaginarki,
5) podjąć decyzję o dalszym użytkowaniu zaginarki,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
zginarka do blach,
−
środki czyszczące,
−
dokumentacja techniczno- ruchowa zginarki,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) przygotować maszynę lub urządzenie do weryfikacji?
2) przeprowadzić weryfikację?
3) ocenić stan techniczny maszyn i urządzeń?
4) ocenić stan techniczny urządzeń
grzewczych?
5) podjąć
decyzje
weryfikacyjne?
6) omówić zasady bezpiecznej pracy podczas obróbki plastycznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Przygotowanie maszyny i urządzenia do naprawy
4.3.1. Materiał nauczania
Czyszczenie i mycie powierzchni
Zanieczyszczenia powierzchni występują najczęściej w postaci: opiłek metalowych,
odprysków wiórów, zatłuszczeń powierzchni smarami, drobnych pozostałości materiałów
używanych do wycierania (np. szmaty), rdzy oraz pozostałości materiałów ściernych, farb lub
lakierów itp. Zanieczyszczenia są szkodliwe dla pracujących elementów maszyn (np. łożyska,
wrzeciona, koła zębate), gdzie mogą one przedostawać się ze smarem i przyspieszać ich
zużycie.
Z tych względów czyszczenie i mycie powierzchni staje się szczególnie konieczne
w przypadku współpracujących elementów maszyn o dużych prędkościach obrotowych, gdzie
każde niewielkie nawet zanieczyszczenie powoduje szybkie grzanie się stykowych
powierzchni, a następnie ich przyspieszone zużycie. Najbardziej rozpowszechnionymi
sposobami czyszczenia powierzchni są:
– czyszczenie powierzchni sprężonym powietrzem, a przede wszystkim różnych zagłębień,
kanałków, rowków, otworów, w których gromadzi się najwięcej zanieczyszczeń
mechanicznych,
– wysysanie zanieczyszczeń metodą podciśnienia z miejsc trudno dostępnych (np. otwory
nieprzelotowe),
– usuwanie drobnych opiłków i wiórów z wnętrza zmontowanych elementów za pomocą
elektromagnesów lub magnesów (najczęściej ręcznie),
– czyszczenie powierzchni za pomocą szczotek w celu usunięcia produktów
zanieczyszczeń z miejsc skorodowanych, zanieczyszczonych starą farbą lub
zatłuszczonych oraz wyeliminowania wszelkich zadziorów i pozostałości smarów
konserwujących.
Czyszczenie powierzchni sprężonym powietrzem
Bezpośrednie odmuchiwanie powierzchni odbywa się przez manipulowanie specjalną
dyszą, naprowadzaną ręcznie na czyszczone powierzchnie przez pracownika. Końcówki
przewodów powietrznych (dysze) są dostosowane do różnych celów, jak do usuwania
zanieczyszczeń z miejsc łatwo dostępnych lub położonych w różnych zagłębieniach,
odmuchiwania w specjalnych przyrządach - dla dokładnego skierowania strumienia powietrza
w określone miejsce (np. głęboki otwór).
Sprężone powietrze jest również stosowane do suszenia powierzchni elementów po
myciu. Doprowadzane powietrze powinno być oczyszczone oraz odpowiednio suche. Do tego
celu stosuje się odwadniacze i filtry. Przy eksploatowaniu instalacji sprężonego powietrza
należy przestrzegać warunki bezpieczeństwa pracy. Na stanowisku powinien być
zainstalowany odpowiedni system osłon chroniących pracownika przed wydmuchiwanymi
zanieczyszczeniami oraz przed ich przenoszeniem się poza stanowisko czyszczenia.
Często jest stosowane czyszczenie powierzchni za pomocą urządzeń
elektromechanicznych. Czyszczoną część przepuszcza się między szczotkami, które obracają
się w przeciwnych kierunkach z prędkością 1400 obr/min. Szczotki są napędzane dwoma
silnikami o mocy 1 kW każdy. Oczyszczona część przemieszcza się po prowadnicy rolkowej.
Do najczęściej stosowanych sposobów mycia elementów należą:
– mycie chemiczne – przez zanurzenie lub w strumieniu cieczy z zastosowaniem
rozpuszczalników organicznych,
– mycie elektrochemiczne – w elektrolicie stałym lub znajdującym się w ruchu
wymuszonym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
– mycie ultradźwiękowe.
Mycie chemiczne przez zanurzenie odbywa się w obiegu zamkniętym przenośnika
podwieszonego, na którym są zawieszone kosze na małe elementy oraz wieszaki na elementy
o większych gabarytach. Zbiorniki, umieszczone w komorze myjki, wypełnione są roztworem
o temperaturze ok. 100°C. Przemieszczające się elementy przechodzą najpierw przez pary
roztworu myjącego, a potem przez kolejne zbiorniki z roztworem. Mycie chemiczne
w strumieniu roztworu pod ciśnieniem 0,07÷0,15 MPa przeprowadza się w specjalnych
komorach lub maszynach myjących. Często urządzenia takie przystosowuje się do
określonych typów elementów, których czystość ma istotne znaczenie w montażu.
Do mycia używa się nafty, oleju napędowego, benzyny, benzolu, środków
alkalicznych, np. roztworu sody kaustycznej, ługu potasowego itp. Części myje się
ręcznie w wannach lub w specjalnych maszynach do mycia.
Demontaż maszyn polega no rozebraniu maszyny na zespoły, podzespoły a następnie na
pojedyncze części. Czynności demontażu można podzielić na kilka faz:
– demontaż wstępny: odłączenie elementów i podzespołów łatwo dostępnych
i umieszczonych na zewnątrz,
– demontaż częściowy, polegający na odłączeniu od maszyny pojedynczych zespołów,
podzespołów. Stosowany jest przy przeglądach okresowych i bieżących naprawach,
– demontaż całkowity polegający na rozłożeniu maszyny na zespoły, a następnie na
poszczególne części,
– demontaż szczegółowy: wydzielenie elementów składowych zespołu, ze względu na
wzajemne dotarcie i ułożenie się elementów oraz niemożność ich późniejszego
połączenia, na ogół nie rozłącza się połączeń nitowanych, połączeń wtłaczanych z dużym
wciskiem, połączeń skurczowych; powyższa zasada obowiązuje też przy połączeniach
klejonych, zgniatanych, czy walcowanych.
Demontażu dokonujemy zgodnie z instrukcji, zapoznając się z kolejnością demontażu
i budową poszczególnych części, zachowując ogólne zasady, czyli:
– najpierw demontujemy osłony następnie części podatne na uszkodzenie, rozbicie,
(wskaźniki, części szklane, części instalacji elektrycznej),
– stosujemy narzędzia odpowiednio dobrane, zgodnie ze wskazaniami instrukcji lub
wskazaniami producenta.
Do demontażu w celu ułatwienia pracy stosujemy narzędzia podstawowe, przyrządy,
urządzenia do przemieszczania oraz inny sprzęt warsztatowy. Demontaż odbywa się na
stanowisku warsztatowym z zachowaniem środków bezpieczeństwa.
W zależności od charakteru uszkodzenia oraz zakresu przewidywanej naprawy stopień
demontażu może być różny, lecz zawsze powinien być taki, aby umożliwiał przeprowadzenie
w sposób prawidłowy weryfikacji, a następnie naprawy zgodnie z warunkami technicznymi
i wymaganiami technologii.
Właściwie przeprowadzony demontaż części powinien pozwolić zachować taki stan
techniczny, jaki był przed rozłączeniem i nie powodować dodatkowych uszkodzeń (zatarcia,
zarysowania, uszkodzenia krawędzi, zanieczyszczenia współpracujących powierzchni,
zerwania gwintów, zanieczyszczenia elementów łożyskowych).
Montaż można wykonywać według następujących zasad:
− Całkowitej zamienności; wszystkie części są wykonane wg wymiarów i wymagań
podanych w dokumentacji produkcyjnej, co stanowi gwarancję, że każda z nich (byleby
tylko była wykonana w granicach pola tolerancji) może być zastosowana w miejsce
części wykonanej prawidłowo wg tego samego rysunku. Stosowany jest przeważnie
w produkcji masowej.
− Częściowej zamienności; polega na tym, że pewien procent części ma większe tolerancje
wymiarowe, co obniża koszt wykonania części.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
− Selekcji; polega na selekcji obrobionych części wg ich rzeczywistych wymiarów; części
segreguje się na grupy w granicach wąskich tolerancji i każdą grupę oznakowuje.
− Indywidualnego dopasowywania; polega na dopasowywaniu jednej części za pomocą
obróbki jej powierzchni w czasie montażu; zasadę tę stosuje się w produkcji
jednostkowej.
− Regulowania; wymaganą dokładność wymiaru montażowego uzyskuje się przez dodanie
elementu wyrównawczego, np. tulejki, podkładki itp.
Montaż rozpoczyna się od zapoznania z dokumentacją montażu i pobrania odpowiednich
części, narzędzi oraz przyrządów niezbędnych do jego wykonania.
W czasie montażu łożysk ślizgowych trzeba przestrzegać następujących podstawowych
zasad:
− łożyska wałów lub osi ułożyskowanych w kilku punktach powinny zapewniać
współosiowość w granicach wymaganych tolerancji,
− luz między czopem a panewką powinien być utrzymany w granicach tolerancji podanej
na rysunku,
− panewki nie mogą mieć takich błędów kształtu, jak owalność lub stożkowość,
− otwory olejowe w korpusie i panewce muszą się pokrywać.
− tulejkę powinno się wtłaczać w otwór korpusu za pomocą prasy, a gdy to nie jest
możliwe, dopuszcza się wbijanie jej młotkiem drewnianym.
W czasie montażu łożysk tocznych trzeba zachować następujące warunki:
− czop wału i gniazdo powinny być dokładnie oczyszczone,
− powierzchnie czopa i gniazda muszą być gładkie,
− w przypadku gdy wałek jest nieruchomy, a piasta ruchoma, łożysko należy osadzić
ciasno w gnieździe, a na wale luźno,
− w przypadku gdy wałek jest ruchomy, łożysko powinno się osadzać na wale ciasno, a w
gnieździe luźno,
− podczas osadzania łożyska na wale nacisk należy wywierać tylko na pierścień
wewnętrzny łożyska, a nigdy na zewnętrzny,
− łożysko powinno być dobrze uszczelnione,
− montaż łożysk trzeba wykonywać w pomieszczeniach, suchych i wolnych od
zanieczyszczeń (kurzu i pyłu).
Napędy pasowe montuje się w ten sposób, aby zapewnić równoległość wałów
i ustawienie kół pasowych w osi. Koła mocuje się na wałach za pomocą klinów. Pasy są
przeważnie klejone, a ich długość dobiera się tak, aby nie spowodować poślizgu lub
krzywienia się wałów.
W napędach łańcuchowych jest wymagane idealne ustawienie kół w osi wieńców
z uwagi na tolerancje szerokości łańcucha. Do napinania łańcuchów stosuje się przyrząd.
Podczas montażu przekładni zębatych walcowych należy przestrzegać następujących zasad:
− wały lub osie, na których są osadzone koła zębate, powinny być dokładnie równoległe
i ustawione w wymaganej odległości od siebie,
− łożyska wałów i osi muszą być właściwie zmontowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń wykonania.
1. Jakimi sposobami czyści się powierzchnie?
2. Jakich środków używamy do mycia powierzchni?
3. Na jakie fazy można podzieli czynności demontażowe?
4. Jakie są zasady demontażu połączeń i napędów?
4.3.3. Ćwiczenia
Ćwiczenie 1
Zdemontuj giętarkę do rur.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyszukać w DTR giętarki informacje o eksploatacji,
3) wyczyścić giętarkę,
4) dobrać narzędzia do montażu,
5) zdemontować giętarkę,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
giętarka do rur,
−
środki czyszczące,
−
dokumentacja techniczno- ruchowa giętarki,
−
zestaw narzędzi monterskich,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Zdemontuj zaginarkę do blach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyszukać w DTR zaginarki informacje o eksploatacji,
3) wyczyścić zaginarkę,
4) dobrać narzędzia do montażu,
5) zdemontować zaginarkę,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
zaginarka do blach,
−
środki czyszczące,
−
dokumentacja techniczno- ruchowa zaginarki,
−
zestaw narzędzi monterskich,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) przygotować maszynę lub urządzenie do demontażu?
2) posłużyć się DTR maszyny?
3) dobrać narzędzia do montażu i demontażu?
4) przygotować stanowisko montażu?
5) przeprowadzić demontaż maszyn i urządzeń kowalskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4. Technologia napraw
4.4.1. Materiał nauczania
Rodzaje czynności konserwacyjno-naprawczych
Do czynności konserwacyjno-naprawczych zalicza się: konserwację, przegląd
techniczny, naprawę bieżącą, naprawę średnią i naprawę główną.
Konserwacja obejmuje czynności zmniejszające przebieg zużycia części i zespołów, czyli
utrzymanie maszyny lub urządzenia w należytej czystości, smarowanie jej zgodnie
z instrukcją, zabezpieczenie powierzchni przed korozją itp.
Przegląd techniczny obejmuje czynności związane z regulacją zespołów i mechanizmów,
usunięciem usterek i uszkodzeń, myciem i czyszczeniem, ustaleniem stopnia zużycia
poszczególnych części i zespołów w celu określenia szczegółowego zakresu naprawy.
Naprawa bieżąca obejmuje naprawę lub wymianę szybko zużywających się części.
W zakres naprawy bieżącej wchodzą również wszystkie czynności przeglądu technicznego.
Naprawa średnia obejmuje naprawę lub wymianę szybciej zużywających się części
zespołów w celu zapewnienia prawidłowej eksploatacji maszyny lub urządzenia do następnej
naprawy średniej lub głównej. Naprawa średnia obejmuje również wszystkie czynności
naprawy bieżącej.
Naprawa główna obejmuje naprawę lub wymianę wszystkich części, a nawet całych
zespołów ulegających zużyciu w celu przywrócenia pierwotnej lub zbliżonej do pierwotnej
wartości użytkowej maszyny lub urządzenia.
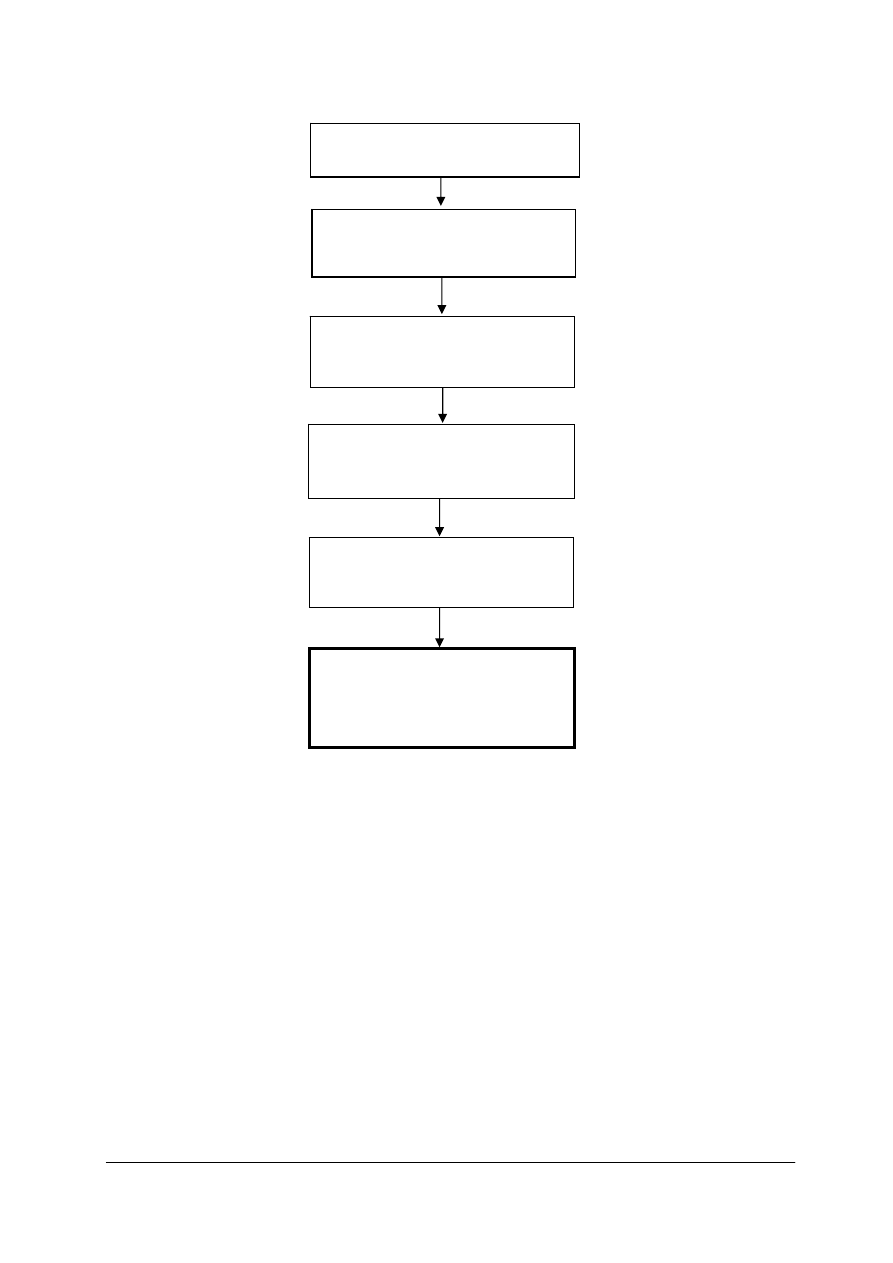
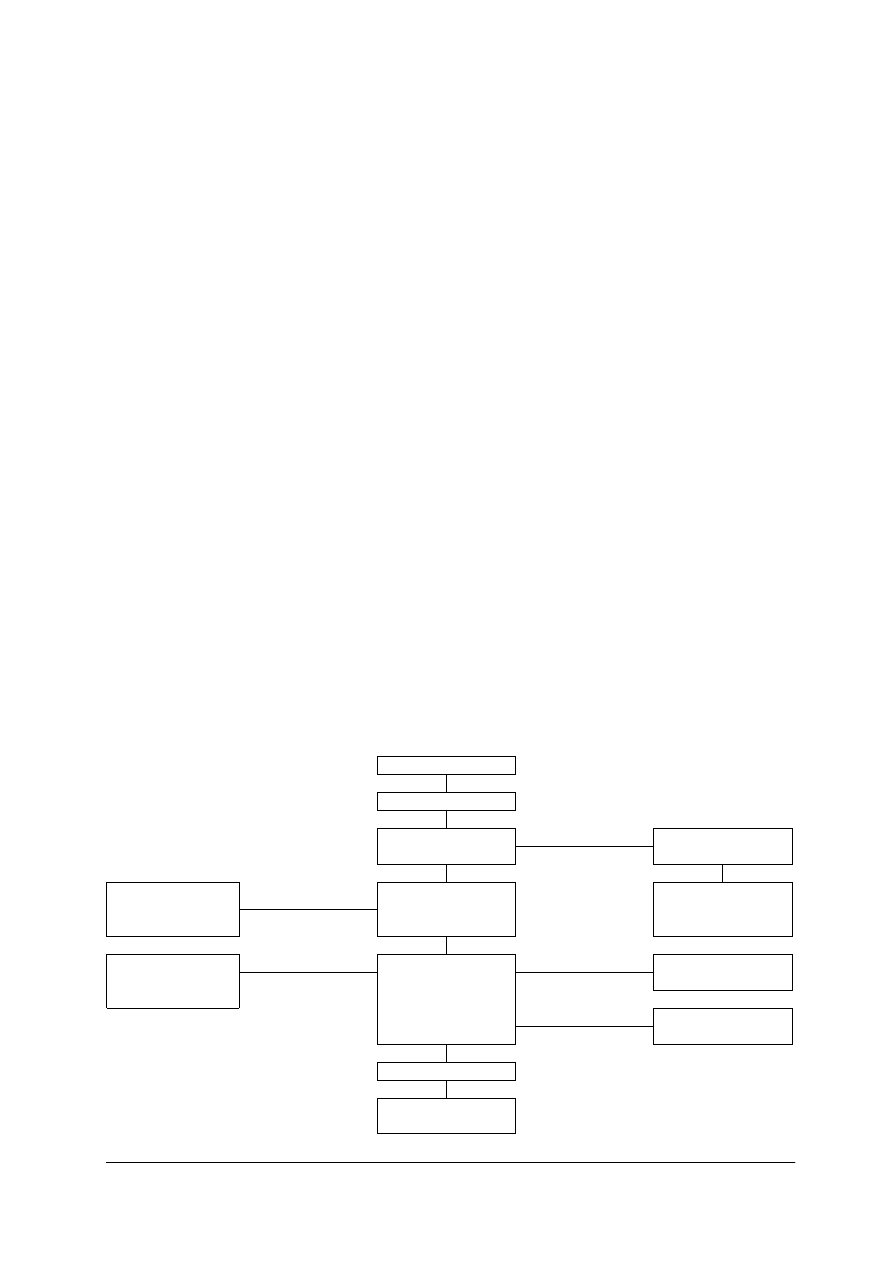
W procesie technologicznym naprawy maszyn wyróżniamy kolejne fazy procesu:
– mycie czyszczenie,
– demontaż,
– weryfikacja i ocena stopnia uszkodzenia lub zużycia,
– naprawa (regeneracja) uszkodzenia lub wymiana,
– montaż,
– ocena sprawności działań naprawczych,
– odbiór maszyny do eksploatacji.
Przyjęcie maszyny
Mycie zewnętrzne
Demontaż maszyny
Demontaż na
zespoły i podzespoły
Części na złom
Części do
regeneracji
Weryfikacja
Demontaż na części
Części nowe
Części do
ponownego
montażu
Kompletowanie
części, zespołów
Części z regeneracji
Montaż
Sprawdzanie
i regulacja
Rys. 14. Schemat blokowy procesu technologicznego naprawy [4, s. 219]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Fazy procesu dzielimy na operacje, które obejmują czynności wykonywane na jednym
stanowisku np.
– demontaż zespołów,
– demontaż podzespołów,
– montaż nowych lub naprawionych zespołów,
– wykonywanie regulacji i pasowania zespołów.
Operacje składają się z zabiegów, czyli pojedynczych czynności wykonywanych
w trakcie naprawy np.
– odkręcanie połączeń gwintowych,
– wyciąganie zabezpieczeń połączeń,
– piłowanie przy pasowaniu,
– szlifowanie,
– nakładanie smaru,
– dokręcanie,
regulacja luzu.
Sposoby naprawy części maszyn i urządzeń
Naprawa części polega na przywróceniu im pierwotnych właściwości. Można to uzyskać
między innymi przez:
– chromowanie techniczne,
– metalizację natryskową,
– spawanie i napawanie,
– klejenie,
– nakładanie warstwy tworzywa sztucznego.
Naprawa części za pomocą chromowania
Naprawa części za pomocą chromowania polega na wypełnieniu ubytków materiału na
powierzchniach części przez elektrolityczne nałożenie warstwy chromu.
Proces technologiczny pokrywania części twardym chromem składa się z następujących
operacji:
1. Przygotowanie powierzchni przedmiotu przez szlifowanie i polerowanie papierem
ściernym w celu nadania powierzchni odpowiedniego stopnia gładkości i właściwego
kształtu oraz przemycie go w benzynie.
2. Zabezpieczenie powierzchni nie podlegających chromowaniu celuloidową taśmą lub
lakierem; otwory należy zakryć ołowianymi korkami.
3. Montaż elementów w celu właściwego zawieszenia w wannie i zapewnienia
równomiernej odległości pokrywanych powierzchni od anody lub anod, w celu uzyskania
równomiernego pokrycia.
4. Elektrolityczne odtłuszczenie przedmiotu w elektrolicie zawierającym sodę żrącą
i szkło wodne.
5. Przemywanie w gorącej wodzie.
6. Trawienie w 5% roztworze kwasu siarkowego w celu uniknięcia tworzenia się warstwy
tlenków.
7. Przemywanie w zimnej bieżącej wodzie; przedmioty o skomplikowanych kształtach
należy przed przemyciem przetrzeć wapnem wiedeńskim.
8. Chromowanie do żądanego wymiaru z uwzględnieniem, naddatków na szlifowanie.
9. Przemywanie pochromowanych elementów w wodzie destylowanej w celu usunięcia
resztek elektrolitu.
10. Przemywanie w bieżącej wodzie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
11. Demontaż elementów pochromowanych z zawieszeń i usunięcie izolacji zabezpieczającej
część powierzchni przed chromowaniem.
12. Suszenie elementów pochromowanych.
13. Kontrola jakości powłoki; w przypadku złej. jakości powłoki chrom można usunąć
elektrolitycznie umieszczając element na anodzie w wannie z elektrolitem stanowiącym
roztwór sody żrącej i dając jako katodę stalową płytkę.
14. Szlifowanie elementów na wymiar końcowy.
Naprawa części za pomocą metalizacji natryskowej
Metalizacja natryskowa jest jednym ze sposobów nakładania powłoki metalowej na
powierzchnię różnych materiałów. Proces metalizacji polega na nanoszeniu drobniutkich
kropelek. roztopionego metalu na odpowiednio przygotowaną powierzchnię metalizowanego
przedmiotu. Proces metalizacji przeprowadza się za pomocą specjalnych przyrządów,
zwanych pistoletami do metalizacji. Metal w postaci drutu podawany jest do pistoletu i przy
wyjściu z jego głowicy topi się pod wpływem ciepła płomienia acetylenowo-tlenowego, łuku
elektrycznego lub prądów wysokiej częstotliwości i za pomocą sprężonego powietrza
natryskiwany jest na metalizowaną powierzchnię. W zależności od sposobu topienia drutu
rozróżnia się pistolety gazowe, elektryczne (łukowe) i wysokiej częstotliwości.
Przed przystąpieniem do metalizacji należy powierzchnię metalizowaną specjalnie
przygotować. Przygotowanie powierzchni polega na dokładnym oczyszczeniu oraz nadaniu
jej jak największej chropowatości w celu zwiększenia przyczepności rozpylanych cząstek do
metalizowanej powierzchni. W tym celu powierzchnie przeznaczone do metalizowania
poddaje się piaskowaniu lub obróbce mechanicznej polegającej na nacinaniu rowków lub
radełkowaniu. Przy metalizowaniu powierzchni narażonych na duże obciążenia należy je
szczególnie dokładnie przygotować przed nacinaniem gwintów lub rowków.
Przy metalizacji gazowej topienie drutu odbywa się za pomocą płomienia gazowego.
Przeważnie używa się do tego celu acetylenu, chociaż istnieją również urządzenia pracujące
z użyciem gazu ziemnego, propanu-butanu lub innych mieszanin gazowych.
Metalizacja za pomocą prądów wysokiej częstotliwości polega na tym, że w głowicy
rozpylającej pistoletu znajduje się cewka, przez którą płynie prąd wysokiej częstotliwości
powodujący topnienie drutu. Prąd o częstotliwości 200÷500 kHz otrzymuje się w generatorze
lampowym. Przy metalizacji za pomocą prądu wysokiej częstotliwości stosuje się drut
o średnicy 4÷6 mm. Metalizacja wykonana tą metodą przewyższa metodę gazową
i elektryczną, tak pod względem jakości jak i wydajności.
Regeneracja części przez metalizowanie znalazła duże zastosowanie szczególnie do
naprawy czopów wałów, łożysk ślizgowych, prowadnic i innych części połączeń ruchomych.
Najodpowiedniejsze do naprawy tą metodą są części duże. Metalizacja małych części jest
kłopotliwa, a także nieekonomiczna. Niekiedy części regenerowane przez metalizację
wykazują większą trwałość niż nowe, gdyż porowatość powierzchni metalizowanej powoduje
lepsze warunki smarowania.
Metalizacja natryskowa pozwala nakładać na powierzchnię metalizowaną warstwę
dowolnego metalu lub stopu, o grubości od 0,03 do 10 mm
;
zależnie od potrzeby.
Metalizowanie powierzchni płaskich przeprowadza się ręcznie pistoletem lub przy użyciu
specjalnych urządzeń automatycznych. Metalizowanie części cylindrycznych wykonuje się na
tokarkach, mocując pistolet w suporcie i nadając mu taki kąt nachylenia i takie położenie,
ażeby strumień cząstek metalu był skierowany prostopadle do natryskiwanej powierzchni.
Prędkość obrotowa części metalizowanej powinna wynosić 25÷35 obr/min.
Po metalizacji należy przeprowadzić obróbkę skrawaniem powierzchni nametalizowanej.
Z powodu kruchości i porowatości, warstwy nałożonej oraz stosunkowo niedużej siły
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
powiązania tej warstwy z podłożem obróbką skrawaniem należy przeprowadzać bardzo
ostrożnie.
Podczas metalizowania natryskowego należy przestrzegać obowiązujących zasad
bezpieczeństwa i higieny pracy. Podczas obsługi urządzeń do metalizacji należy skrupulatnie
przestrzegać instrukcji obsługi tych urządzeń. Rozpylony metal zanieczyszcza w poważnym
stopniu powietrze, zwłaszcza przy natryskiwaniu cynkiem i ołowiem. W związku z tym
pracownicy zatrudnieni przy metalizacji muszą pracować w maskach, a pomieszczenia muszą
zapewniać odpowiednią wentylację. Zaleca się przeprowadzanie metalizacji w specjalnych
kabinach wyposażonych w wyciągi..
Naprawa części za pomocą spawania i napawania
Naprawę za pomocą spawania stosuje się w przypadkach, gdy dana część została
odłamana, pęknięta lub wykruszona. Naprawa części może być przeprowadzona zarówno
przez spawanie gazowe, jak i elektryczne. Spawanie elektryczne jest korzystniejsze, gdyż
powoduje mniejsze odkształcenia niż spawanie gazowe. Przed przystąpieniem do spawania
należy zukosować krawędzie spawanych części. W przypadku spawania pęknięć ukosowania
należy dokonać za pomocą tarczy szlifierskiej. Przy spawaniu części żeliwnych, a zwłaszcza
różnego rodzaju kadłubów, należy zachować dużą ostrożność z uwagi na możliwość
powstania odkształceń i pęknięć.
Przy spawaniu acetylenowym kadłubów żeliwnych należy przed spawaniem stosować
podgrzewanie kadłuba w piecu do temperatury 600÷650
0
C. Spawanie przeprowadza się
pałeczkami żeliwnymi. Po spawaniu należy kadłub powoli studzić w piecu. Wstępne
podgrzanie i powolne studzenie zapobiega odkształceniom i powstawaniu pęknięć.
Spawanie elektryczne elementów żeliwnych przeprowadza się zarówno z podgrzewaniem, jak
i bez podgrzewania. Spawanie bez podgrzewania można stosować przy krótkich spoinach,
a także przy długich, ale wtedy należy spawać odcinkami z przerwami, tak ażeby spawany
element mógł ostygnąć do 50÷60°C. Po spawaniu należy element spawany posypać
podgrzanym piaskiem.
Spawanie części z metali i stopów nieżelaznych przedstawia duże trudności
spowodowane znacznym przewodnictwem cieplnym, łatwością utleniania i kruchością tych
metali i stopów w wysokich temperaturach. Aluminium i jego stopy spawa się przeważnie
acetylenowe Trudność spawania aluminium i jego stopów polega na wysokiej temperaturze
topnienia jego tlenków. Temperatura topnienia aluminium wynosi 657°C, a jego tlenku
A1
2
O
3
- 2050°C. Trudnotopliwe tlenki, znajdujące się na powierzchni metalu, utrudniają
spawanie. Do rozpuszczania tlenków stosowane są topniki składające się z chlorku sodu,
chlorku potasu, chlorku litu, fluorku potasu i siarczanu sodu. Do spawania stosuje się pręty
o tym samym składzie chemicznym- co element spawany. Przed spawaniem części
odlewanych z aluminium lub jego stopów stosuje się podgrzewanie strefy przylegającej do
spoiny do temperatury 200÷250°C, Po spawaniu należy stosować powolne studzenie.
Napawanie stosuje się do regeneracji zużytych powierzchni różnych części. Napawanie
polega na nakładaniu warstwy metalu w stanie ciekłym na powierzchnię części. Do
napawania można użyć stopu o lepszych własnościach niż własności stopu części napawanej,
w celu zwiększenia jej odporności na ścieranie lub korozję. Do napawania stosuje się często
nieżelazne stopy twarde, zwłaszcza jeżeli chodzi o uzyskanie bardzo dużej odporności na
uderzenia, ścieranie i korozję. Powierzchnie podlegające napawaniu trzeba dokładnie
oczyścić za pomocą piaskowania, szlifowania lub w inny sposób. Następnie należy je
odtłuścić i dopiero przystąpić do napawania.
Grubość warstwy napawanej zależy od wielkości ubytku, czyli zużycia części napawanej,
i wynosi 3÷6 mm. Za pomocą napawania regeneruje się czopy wałów, wielowypusty,
zewnętrzne powierzchnie połączeń gwintowych, rowki klinowe i inne powierzchnie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
elementów. Napawanie można przeprowadzać ręcznie w łuku elektrycznym lub w płomieniu
acetylenowym albo automatycznie. Napawanie automatyczne może być przeprowadzane
metodą elektroimpulsową lub pod warstwą topniku.
Przed przystąpieniem do napawania należy dokonać wyboru, metody napawania. Ręczne
napawanie łukowe i napawanie automatyczne pod warstwą topnika należy stosować do
regeneracji dużych elementów o dużym zużyciu i małej twardości powierzchniowej.
Elementy o małych średnicach narażone na duże obciążenie styczne należy regenerować
metodą elektroimpulsową (nie należy stosować metody elektroimpulsowej do regeneracji
elementów obciążonych dynamicznie).
Po napawaniu powierzchnie części należy poddać obróbce mechanicznej. Powierzchnie
napawane za pomocą twardych stopów nieżelaznych lub zahartowane po napawaniu
elektroimpulsowym można obrabiać tylko przez szlifowanie.
Naprawa części za pomocą klejenia
Klejenie stosuje się przy naprawie części nie narażonych na obciążenie, w przypadku
odłamań oraz do naklejania nakładek na pęknięte miejsca kadłubów w celu ich uszczelnienia.
Do klejenia metali używa się klejów epoksydowych, fenolowych, poliuretanowych,
kauczukowych, winylowych i karbinolowych. Trwałość połączenia klejowego zależy
w dużym stopniu od dokładnego przygotowania powierzchni klejonych. Przygotowanie
powierzchni do klejenia polega na mechanicznym jej oczyszczeniu przez piaskowanie lub
szlifowanie, następnie odtłuszczeniu w ciekłym trójchloroetylenie, a niekiedy nawet receptura
zastosowania danego kleju przewiduje dodatkowe trawienie, płukanie i suszenie.
Przygotowanie powierzchni ze stopów aluminium, polega przeważnie tylko na chemicznym
oczyszczeniu. Nanoszenie kleju na powierzchnie elementów klejonych odbywa się za pomocą
pędzla lub pistoletu natryskowego. Po nałożeniu kleju należy go wstępnie podsuszyć do stanu
największej przylepności. Po ustawieniu i dociśnięciu sklejanych elementów należy
uniemożliwić ich wzajemne przesunięcia. Jeżeli receptura danego kleju przewiduje
dociśnięcie łączonych elementów, to należy zastosować zaciski. Czas i temperatura schnięcia,
czyli utwardzenia kleju, zależy od rodzaju kleju i podana jest w instrukcji stosowania kleju.
Klejenie metali znalazło największe zastosowanie do połączeń elementów ze stopu
aluminium. Przy naprawach części maszyn, klejenie ma ograniczone zastosowanie z uwagi na
kłopotliwe przygotowanie zanieczyszczonych powierzchni.
Naprawa części za pomocą nakładania warstwy tworzywa sztucznego
Tworzywami sztucznymi najbardziej nadającymi się do tego celu są poliamidy.
Tworzywo przed natryskiwaniem. należy suszyć w suszarce w temperaturze 480°C w czasie
2 godzin w celu usunięcia nadmiaru wilgoci. Następnie tworzywo-i wypełniacz przesiewa się
przez sito w celu ujednorodnienia cząstek i oddzielenia zanieczyszczeń.
Regenerowane powierzchnie części należy przygotować przez czyszczenie i nadanie im
odpowiedniej chropowatości. W tym celu części przeznaczone do regeneracji wypala się
w piecu elektrycznym w temperaturze 300÷350°C i resztki spalonych smarów
i zanieczyszczeń usuwa się szczotką stalową. Odpowiednią chropowatość uzyskuje się przez
piaskowanie elektrokorundem.
Regenerację za pomocą natryskiwania tworzyw sztucznych można stosować do części
pracujących w połączeniach spoczynkowych lub w niezbyt intensywnych warunkach tarcia.
Metoda ta szczególnie nadaje się do regeneracji części o małych rozmiarach i dużych
powierzchniach zużycia. Do regeneracji można stosować również inne tworzywa, jak
policzterofluoroetyłen występujący pod nazwą Teflon oraz tworzywa epoksydowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
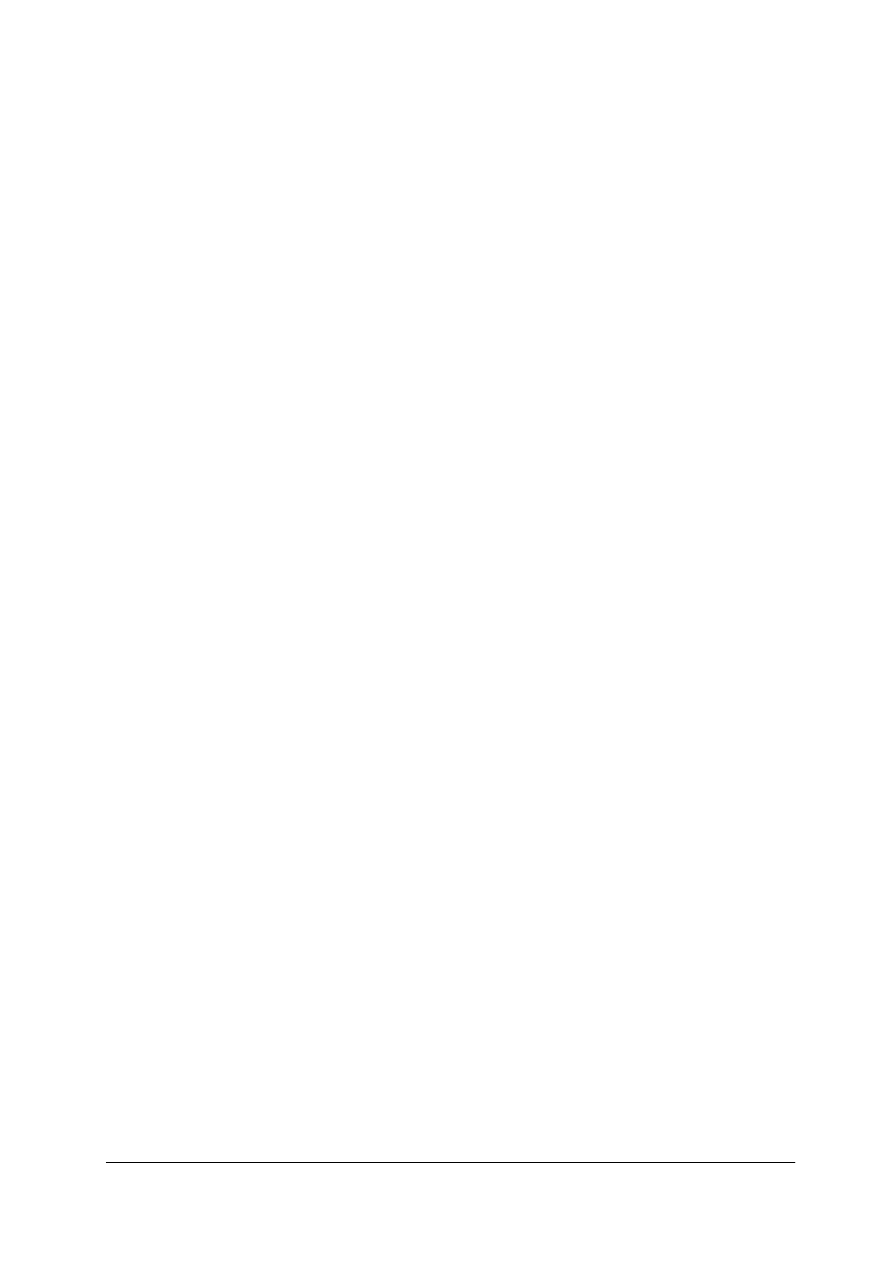
Usuwanie złamanych śrub lub wkrętów
Złamane śruby lub wkręty można usuwać:
– Z użyciem kołka w kształcie ostrosłupa zakończonego kwadratem pod klucz.
W złamanej śrubie wykonujemy otwór, następnie wbijamy kołek (rys. 15a)
i kluczem wykręcamy śrubę lub wkręt. Zamiast kołka w kształcie ostrosłupa
stosuje się kołki stożkowe z rowkami.
Rys. 15. Sposoby usuwania złamanej śruby lub wkręta [7, s. 310]
– Z użyciem kołka stożkowego o przeciwnym gwincie niż śruba i dużym skoku. Wierci się
otwór w śrubie lub wkręcie i następnie wkręca kołek stożkowy, aż do wykręcania śruby
z otworu (rys. 15b).
– Przez przyspawanie nakrętki - o ile część śruby wystaje z otworu - i wykręcenie śruby
kluczem (rys. 15c). Przez trawienie roztworem, np. złamaną śrubę stalową można usunąć
ze stopu aluminiowego przez wytrawienie roztworem kwasu solnego. Po usunięciu
złamanej śruby należy otwór dobrze przepłukać wodą, a następnie poprawić gwint,
i wkręcić nową śrubę o większej średnicy (gwint mocny).
Połączenia gwintowe, które są poddawane wstrząsom, drganiom, zmianom temperatury
itp., należy zabezpieczyć przed samoczynnym odkręceniem. Do tego celu używa się
podkładek sprężynujących zakładanych pod łeb śruby lub pod nakrętkę. Podkładki te po
zmontowaniu połączenia są wciskane w materiał i uniemożliwiają odkręcenie się śrub lub
nakrętek. Połączenia zabezpiecza się również za pomocą drugiej nakrętki, tzw.
przeciwnakrętki. Przeciwnakrętkę nakręca się po dokręceniu nakrętki łączącej i zaciska
nakrętki z użyciem dwóch kluczy.
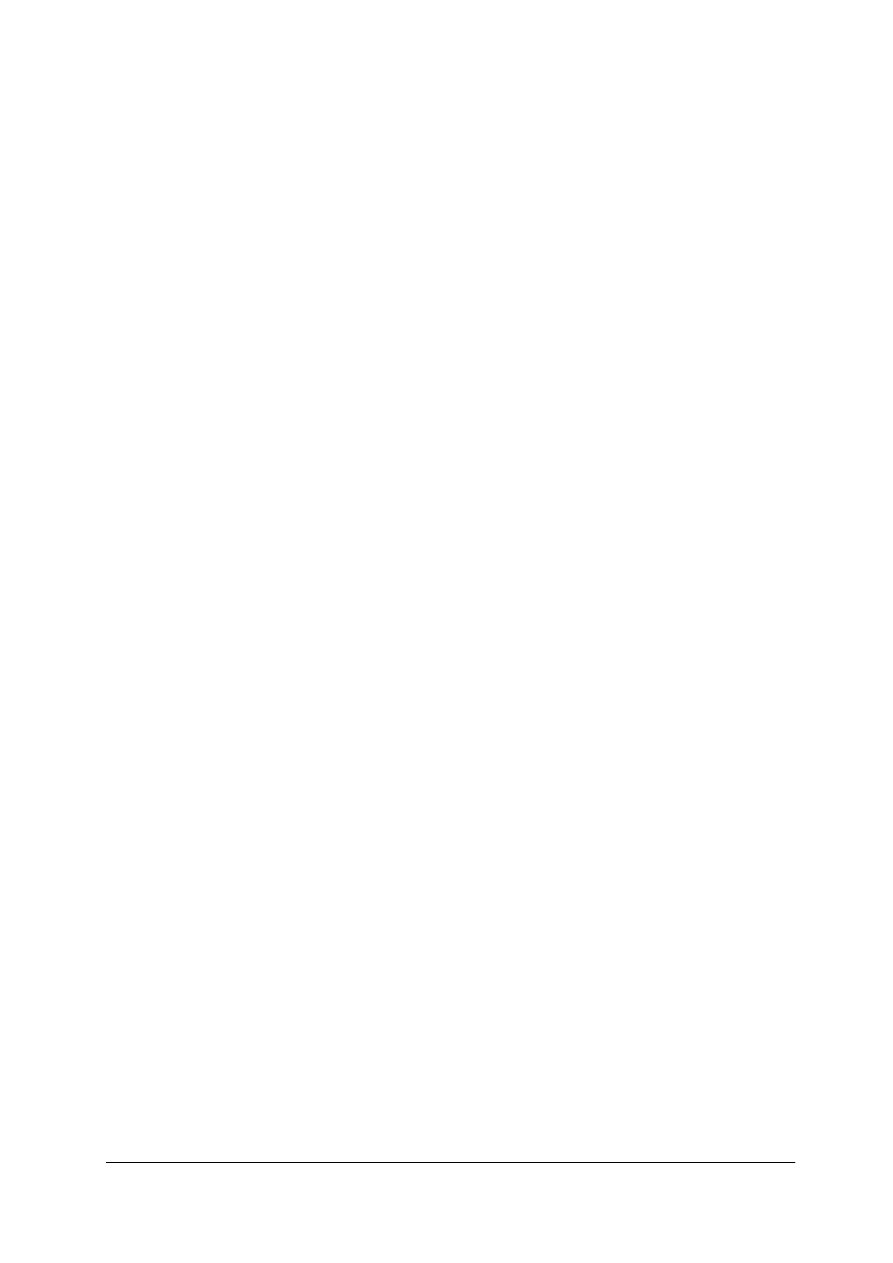
Innym sposobem zabezpieczenia śrub, wkrętów i nakrętek przed samoczynnym
odkręcaniem jest zabezpieczenie za pomocą zawleczki i nakrętki koronowej oraz za pomocą
podkładek zagiętych, podkładki wyciętej i drutu przeciągniętego przez otwory w łbach śrub.
Rys. 16. Zabezpieczenie wkrętów przed samoczynnym odkręceniem przez napunktowanie i przez użycie
sprężyny [7, s. 311]
Do zabezpieczenia nakrętek przed odkręcaniem stosuje się podkładki z tworzywa
sztucznego lub gumy, które przy dokręcaniu powodują zaciśnięcie gwintu. Wkręty
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
zabezpiecza się przed samoczynnym odkręcaniem przez napunktowanie po wkręceniu lub za
pomocą sprężyny wprowadzonej pod wkręt przy otworach nieprzelotowych (rys. 16).
Naprawa połączeń spoczynkowych wałów z innymi częściami
Naprawa czopów i otworów z walcowymi powierzchniami współpracującymi, co ma
miejsce w połączeniach spoczynkowych wykonanych przez wtłaczanie lub w połączeniach
skurczowych, może być wykonana różnymi sposobami. Czop wałka można przy większych
uszkodzeniach naprawić lub metalizować natryskowo, a przy mniejszym zużyciu chromować
lub elektrolitycznie nałożyć warstwę innego metalu. Następnie należy przeszlifować czop na
średnicę nieco większą od nominalnej. Naprawa otworu ograniczy się w tym przypadku tylko
do przeszlifowania. Taki sposób naprawy jest możliwy w przypadku, gdy uszkodzenie otworu
w postaci zadziorów lub rys nie jest zbyt głębokie. Takie połączenie można naprawiać
również przez zeszlifowanie czopa na mniejszą średnicę i naprawę otworu. Przy małych
średnicach można otwór całkowicie zaspawać i wykonać nowy o średnicy dopasowanej do
średnicy przeszlifowanego czopa. Otwór można również naprawić przez chromowanie jego
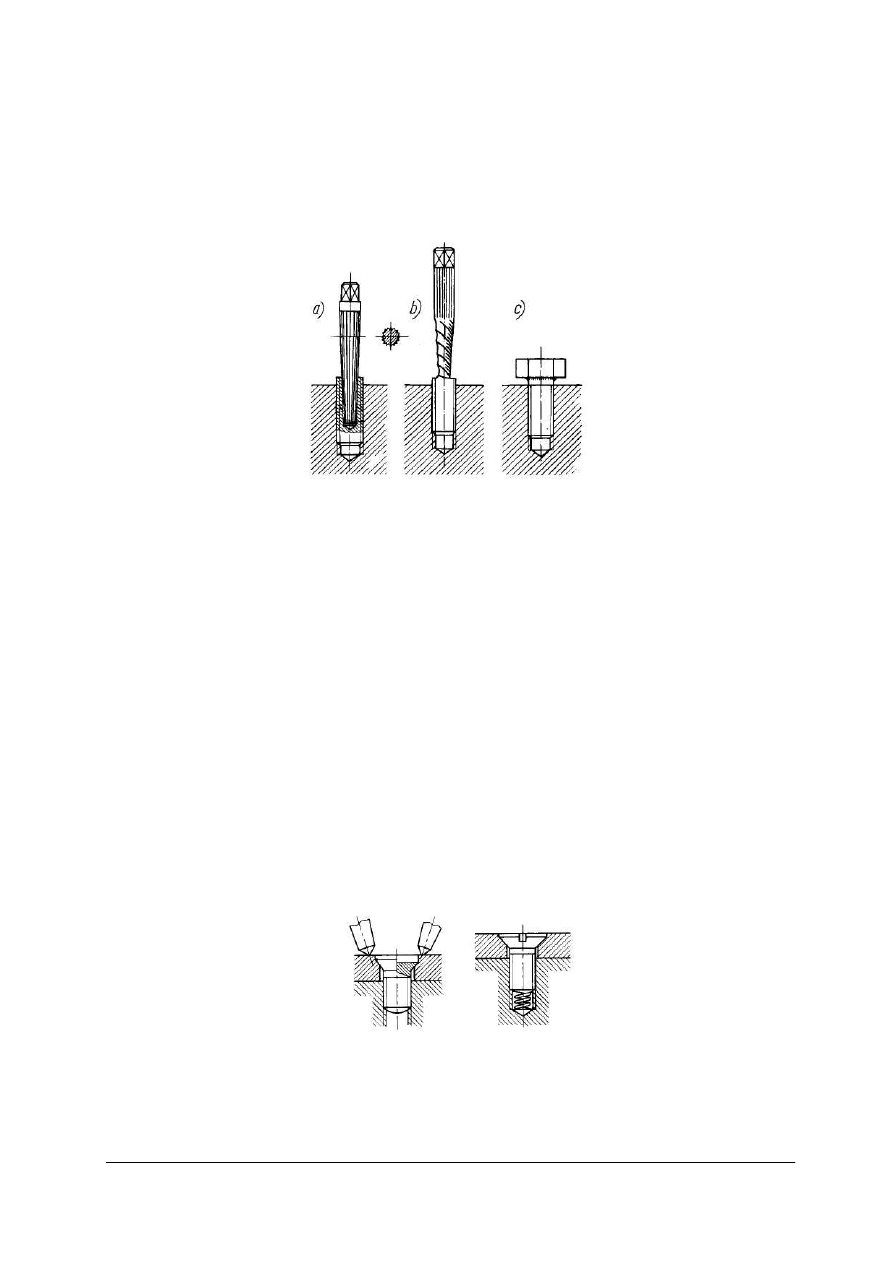
powierzchni oraz przez wytoczenie otworu o większej średnicy i założenie tulejki. Tulejkę
zabezpiecza się przed obracaniem w otworze za pomocą jednego lub dwóch
wkrętów (rys. 17a).
W połączeniach spoczynkowych wpustowych naprawie podlega rowek na wpust, zarówno na
czopie wału, jak i w otworze. W przypadku niewielkiego zużycia można rowek na wpust w
czopie i w otworze poszerzyć. Jeżeli zużyciu uległ tylko jeden rowek tzn. w otworze lub
czopie, to można zniekształcony rowek przefrezować i wykonać nowy wpust
stopniowy (rys. 17b).
Rys. 17. sposoby naprawy: a) otworu, b) rowka [2, s. 408]
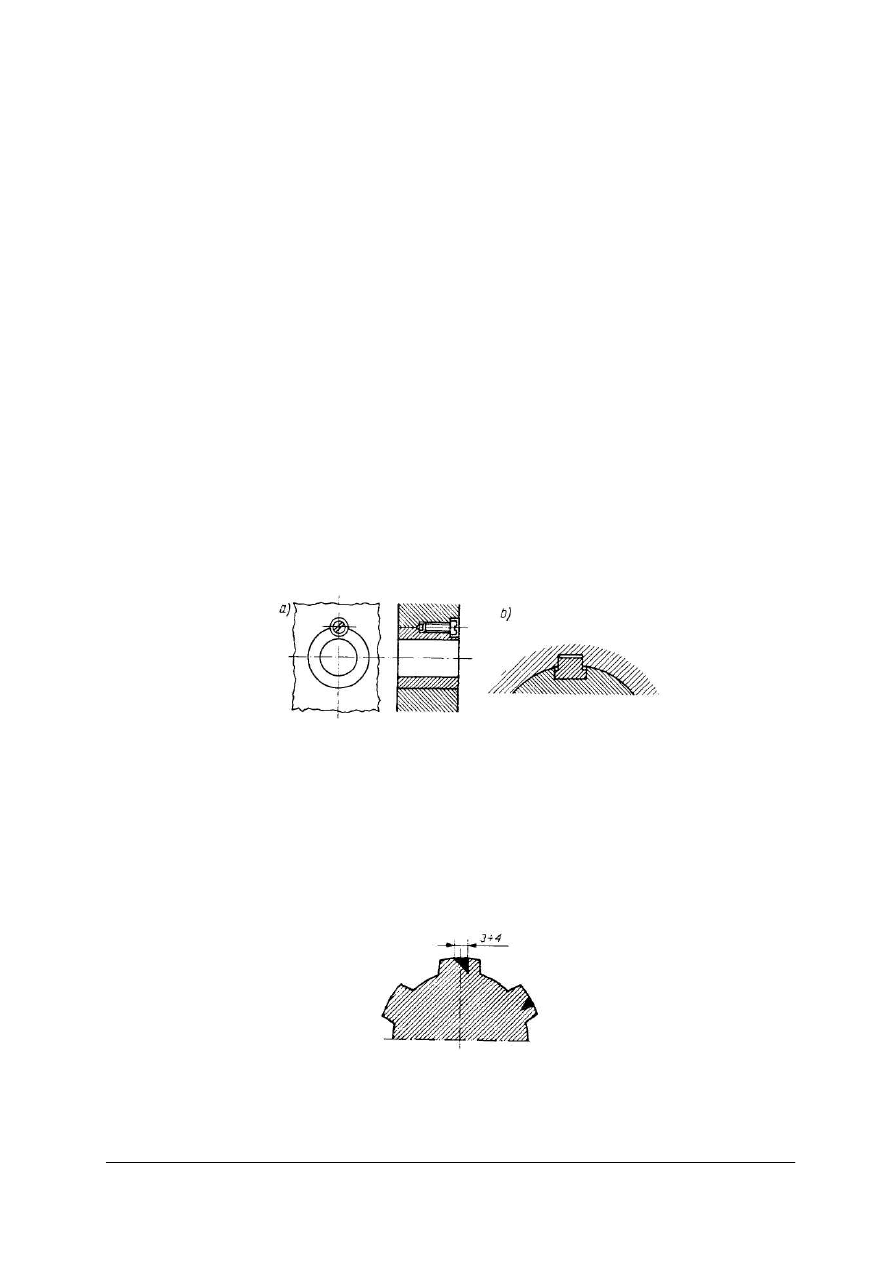
W przypadku znacznego zużycia rowków można wykonać nowe rowki pierwotnej
szerokości, zarówno w czopie wału jak i otworze, w innym miejscu położonym pod kątem
90° lub 120° względem poprzedniego. Stare rowki należy wówczas zaspawać lub zakorkować
kawałkiem miękkiej stali. Można również zaspawać zużyty rowek i w tym samym miejscu
wykonać nowy o tej samej szerokości.
Naprawa połączeń wielowypustowych może być wykonana przez pogrubienie wypustów
lub przez ich nacięcie. W tym celu wykonuje się wzdłuż jednego lub obu boków wpustu
wgłębienie szerokości kilku milimetrów za pomocą tępego przecinaka.
Rys. 18. Naprawa wpustu przez nacięcie rowka i spawanie [2, s. 408]
Następnie dopasowuje się wałek do otworu, a potem spawa nacięte rowki i wykańcza
powierzchnie wypustów. W przypadku niewielkiego zużycia można naprawiać powierzchnie
wielowypustów przez chromowanie lub żelazowanie. Można również pogrubić wyrobione

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
wypusty przez napawanie warstwy materiału, a następnie je przefrezować i przeszlifować na
wymiar nieco większy niż nominalny. W tym przypadku wypusty w otworze należy tylko
obrabiać usuwając nierówności i zadziory. Wypusty w otworze będą wtedy cieńsze.
Połączenia wielowypustowe można również naprawiać przez wtłoczenie tulejki, zarówno na
wałek jak i w otwór i wykonanie w niej nowych wypustów. Przy naprawie wałka
wielowypustowego przez napawanie może nastąpić jego odkształcenie i dlatego należy go
sprawdzić w przyrządzie kłowym, dokonując pomiaru czujnikiem i ewentualnie
wyprostować. Dopiero po tej czynności można przystąpić do obróbki wielowypustów przez
frezowanie. Po frezowaniu wielowypustów dokonuje się obróbki cieplnej, a następnie
szlifuje.
W połączeniach stożkowych warunkiem dobrego połączenia spoczynkowego jest
całkowite przyleganie powierzchni stożkowej wałka do powierzchni stożkowej otworu części
zamocowanej na wałku. Przy niewielkich uszkodzeniach powierzchni stożkowej wystarczy
dotrzeć za pomocą pasty ściernej powierzchnie stożkowe wałka i otworu. Podczas docierania
może nastąpić powiększenie otworu stożkowego i wtedy, w celu zapewnienia odpowiedniego
docisku zamocowanej części, należy podłożyć pod nakrętkę dociskową podkładkę
o odpowiedniej grubości i średnicy. Przy większych uszkodzeniach powierzchni stożkowych
można powierzchnię stożkową wałka napawać lub chromować i przetoczyć oraz
przeszlifować na wymiar nieco większy niż nominalny, a powierzchnię stożkową otworu
rozwiercić rozwiertakiem stożkowym. Można również powierzchnię stożkową otworu
naprawić przez napawanie lub wstawienie tulei, a powierzchnię stożkową wałka
przeszlifować. Zużyty lub uszkodzony gwint zewnętrzny na wałku likwiduje się i nacina
nowy o mniejszej średnicy. Uszkodzony gwint zewnętrzny na wałku można również
naprawiać przez wtłoczenie tulei na stoczony koniec i nacięcie na niej gwintu pierwotnej
wielkości lub poprzez napawanie warstwy metalu na zużyty gwint i po obtoczeniu - nacięcie
nowego gwintu. Gwint wewnętrzny naprawia się podobnie, tzn. nacina się gwint o większej
średnicy lub wtłacza tulejkę i nacina gwint o pierwotnej wielkości.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje czynności konserwacyjno- naprawczych?
2. Co to jest przegląd techniczny?
3. Jaka jest różnica pomiędzy naprawą bieżącą, średnią i główną?
4. Jakie są fazy procesu technologicznego naprawy maszyny?
5. Jakie są sposoby naprawy części maszyn i urządzeń?
6. W jaki sposób przygotowujemy powierzchnie przed napawaniem?
7. W jaki sposób usuwamy złamane śruby?
8. Jak zabezpieczamy połączenie gwintowe przed odkręcaniem?
9. Podaj przykłady naprawy połączeń spoczynkowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4.3. Ćwiczenia
Ćwiczenie 1
Napraw kleszcze kowalskie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać weryfikacji kleszczy,
3) wyczyścić kleszcze,
4) dobrać metodę naprawy,
5) naprawić kleszcze,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi ślusarskich,
−
środki czyszczące,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Zregeneruj klucz kowalski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyczyścić klucz,
3) ocenić stan techniczny klucza,
4) nagrzać klucz do temperatury 800-900° C i przez kucie odpowiednio uformować
(zwracając uwagę na przestrzeganie bhp),
5) wykonać hartowanie klucza,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
piec do nagrzewania metalu,
−
środki czyszczące,
−
narzędzia kowalskie,
−
urządzenia do hartowania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Napraw macki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) oczyścić łączenie gwintowe szczotką drucianą i namoczyć odrdzewiaczem,
3) po odkręceniu nakrętek wyjąć śruby i zdemontuj macki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4) ocenić zdemontowane macki zwracając szczególną uwagę na – odkształcenia, ubytki,
ostrość,
5) wykonać regeneracje macki polegającą na przywróceniu ostrości krawędzi i uzupełnieniu
ubytków (regeneracje ubytków przeprowadź metodą napawania spawarką elektryczną
używając elektrod żelazomanganowych),
6) splanować szlifierką nadmiar spawu,
7) przeprowadzić obróbkę cieplną macek,
8) zamontować zregenerowane macki, zabezpieczyć śrubę i nakrętkę środkiem
antykorozyjnym,
9) omówić przeprowadzone działania zwracając uwagę na zasady bhp przy wykonywaniu
czynności naprawczych.
Wyposażenie stanowiska pracy:
−
stanowisko do spawania,
−
środki czyszczące,
−
zestaw narzędzi ślusarskich,
−
szlifierka,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) dobrać właściwą metodę naprawy?
2) przygotować narzędzie, maszynę i urządzenie
do
naprawy?
3) naprawić narzędzie kowalskie?
4) naprawić urządzenie kowalskie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.5. Konserwacja narzędzi, maszyn i urządzeń
4.5.1. Materiał nauczania
Konserwacja narzędzi, maszyn i urządzeń polega na właściwym ich smarowaniu,
utrzymaniu w czystości i zabezpieczeniu powierzchni przed korozją. Czynniki te mają bardzo
duży wpływ na stan techniczny narzędzi, maszyn i urządzeń, ich zużycie oraz trwałość części
i mechanizmów. Do czynności konserwacyjnych zalicza się również drobną regulację,
dociąganie zluzowanych śrub i nakrętek itp. Instrukcje czynności konserwacyjnych
i regulacyjnych zawiera DTR danej maszyny lub urządzenia.
Dokumentacja techniczno-ruchowa (DTR) maszyn i urządzeń
Dokumentację techniczno-ruchową powinna mieć każda maszyna lub urządzenie. DTR
powinna zawierać następujące dane:
– charakterystykę techniczną,
– wykaz wyposażenia normalnego i specjalnego,
– schematy kinematyczne, elektryczne i pneumatyczne,
– instrukcję obsługi,
– instrukcję konserwacji i smarowania,
– normatywy naprawcze,
– wykaz części zamiennych,
– dane ewidencyjne,
– wykaz faktycznie posiadanego wyposażenia,
– wykaz załączonych rysunków,
– wykaz części zapasowych.
Do czyszczenia maszyn i urządzeń używa się szmat, szczotek włosianych i szczotek
stalowych, a do usuwania wiórów - stalowych haczyków. Do mycia części maszyn i urządzeń
używa się najczęściej oleju napędowego, a niekiedy benzyny.
W zakresie obsługi codziennej pracownik obsługujący maszynę powinien, oprócz
czyszczenia, nasmarować te punkty, które wymagają codziennego smarowania, oraz
wyregulować maszynę i sprawdzić, czy nie ma ona usterek lub uszkodzeń. O wszystkich
zauważonych usterkach i uszkodzeniach maszyny pracownik obsługujący powinien
zawiadomić bezpośredniego przełożonego.
Bardzo ważnym zagadnieniem jest właściwe zabezpieczenie maszyn i urządzeń przed
korozją. Zewnętrzne powierzchnie maszyn i urządzeń są zabezpieczone przed korozją przez
malowanie. Podczas użytkowania powierzchnie lakiernicze ulegają często obtłuczeniu lub
zadrapaniu, a miejsca te pokrywają się rdzą. Należy je dokładnie oczyścić ze śladów rdzy
i pomalować. Powierzchnie współpracujące maszyn i urządzeń konserwuje się przez pokrycie
ich olejem lub smarem konserwacyjnym. Powierzchnie części metalowych maszyn i urządzeń
konserwuje się na czas dłuższego postoju maszyny, magazynowania i transportu.
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych przewidzianych w instrukcji smarowania danej maszyny lub urządzenia.
Wszystkie maszyny i urządzenia muszą być wyposażone w instrukcją smarowania, która
określa wszystkie punkty smarowania, częstotliwość i sposób smarowania poszczególnych
punktów oraz rodzaj oleju i smaru do smarowania danego punktu. W instrukcji smarowania
oznacza się umownie punkty, które są smarowane mechanicznie pod ciśnieniem, punkty
smarowane ręcznie olejem za pomocą olejarki i punkty smarowane ręcznie smarem stałym.
Maszyny i urządzenia powinny być smarowane ściśle według instrukcji smarowania.
Instrukcja smarowania łącznie z instrukcją obsługi danej maszyny lub urządzenia powinna się
znajdować na danym stanowisku pracy.
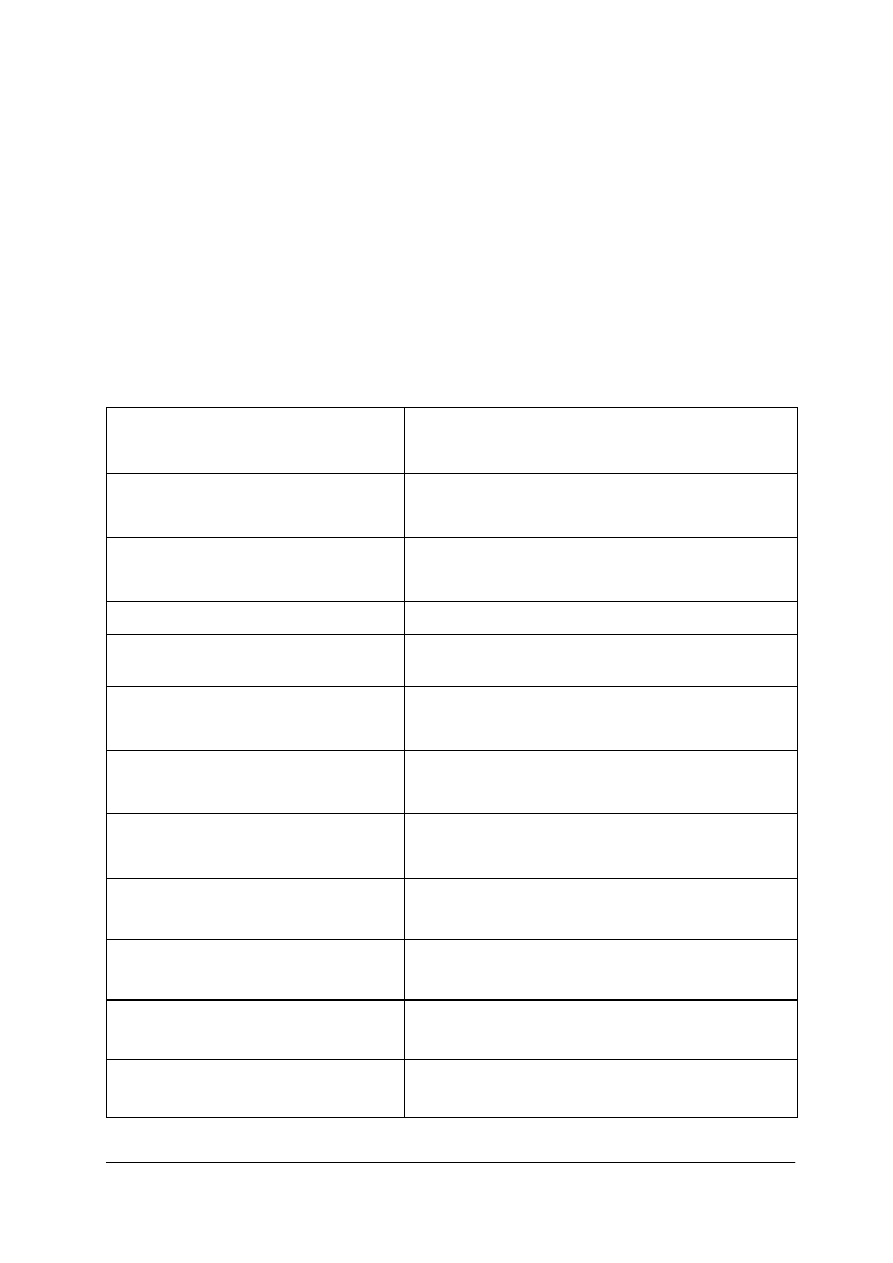
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Technika smarowania
Smarowanie jest dokonywane przez wprowadzenie między współpracujące powierzchnie
ciała trzeciego cieczy smarnej o bardzo małym tarciu wewnętrznym, w celu zmniejszenia
współczynnika tarcia. Smarowanie zmniejsza więc straty energii na pokonanie tarcia
i zapobiega wczesnemu zużyciu części. Smarowanie spełnia również inne zadania, do których
należą:
– częściowe zabezpieczenie przed korozją powierzchni metalowych,
– chłodzenie części oraz odprowadzanie ciepła spomiędzy współpracujących powierzchni,
– przyspieszenie procesu docierania,
– odprowadzenie z obszaru współpracy części zużytych cząstek materiałów.
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych.
Tabela 2. Gatunki olejów maszynowych i smarów stałych [1, s. 341]
olej maszynowy 4
do smarowania lekko obciążonych łożysk ślizgowych,
pracujących przy dużych prędkościach obrotowych,
olej maszynowy 8
do smarowania lekko obciążonych łożysk ślizgowych
i tocznych, pracujących przy dużych prędkościach
obrotowych,
olej maszynowy 10
ma podobne zastosowanie jak olej maszynowy 8 oraz
służy do smarowania wrzecion o prędkości obrotowej
4000 do 7000 obr/min,
olej maszynowy 16
do smarowania łożysk ślizgowych,
olej maszynowy 26
do smarowania lekko obciążonych łożysk ślizgowych
i przekładni zębatych,
olej maszynowy 40
do smarowania średnio obciążonych łożysk
ślizgowych i tocznych oraz przekładni zębatych
i prowadnic,
olej maszynowy 65
ma podobne zastosowanie jak olej maszynowy 40, lecz
przy większych obciążeniach i w podwyższonej
temperaturze,
olej maszynowy nisko krzepnący 4Z
(temperatura krzepnięcia -25°C)
do smarowania łożysk ślizgowych i tocznych przy
prędkości obrotowej ponad 800 obr/min,
olej maszynowy nisko krzepnący
10Z (temperatura krzepnięcia -45° C)
do smarowania lekko obciążonych szybkoobrotowych
łożysk tocznych i ślizgowych oraz wrzecion o prędkości
obrotowej 4000÷7000 obr/min,
olej maszynowy nisko krzepnący 16Z
(temperatura krzepnięcia -30°C)
do smarowania łożysk ślizgowych,
olej maszynowy nisko krzepnący
26Z (temperatura krzepnięcia -25°C)
do smarowania lekko obciążonych łożysk ślizgowych
i przekładni zębatych,
olej maszynowy nisko krzepnący 40Z
(temperatura krzepnięcia -20°C)
do smarowania średnio obciążonych łożysk
ślizgowych oraz przekładni zębatych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
smar maszynowy 1
do smarowania lekko obciążonych powierzchni
ślizgowych o temperaturze pracy do 50°c.
smar maszynowy 2
do smarowania średnio obciążonych powierzchni
ślizgowych o temperaturze pracy do 60°c,
smar maszynowy SŁG-3 i SŁG-4B
do smarowania silnie obciążonych łożysk ślizgowych
o temperaturze pracy do 140°c,
smary ŁT-1, ŁT-2, ŁT-3, ŁT-4s, ŁT-5,
ŁT-1-13
do smarowania łożysk tocznych w zależności od
obciążenia łożyska, temperatury i warunków jego
pracy.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń wykonania.
1. Co to jest konserwacja?
2. Jakie czynności zaliczamy do konserwacji?
3. W jakiej dokumentacji można znaleźć informacje na temat konserwacji i smarowania
maszyny?
4. Jak zabezpieczamy maszyny i urządzenia przed korozją?
5. Co to jest instrukcja smarowania?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj konserwację narzędzi kowalskich stosowanych przy gięciu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyczyścić narzędzia,
3) dobrać środki konserwujące,
4) wykonać konserwację,
5) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi kowalskich,
−
środki czyszczące,
−
środki konserwujące,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj konserwację ręcznej prasy śrubowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
2) odczytać z dokumentacji techniczno- ruchowej prasy zalecenia odnośnie konserwacji
i smarowania,
3) wyczyścić prasę,
4) dobrać środki konserwujące i smarne,
5) wykonać konserwację i smarowanie,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
środki czyszczące,
−
środki konserwujące,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj konserwację giętarki do blach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odczytać z dokumentacji techniczno- ruchowej giętarki zalecenia odnośnie konserwacji
i smarowania,
3) wyczyścić giętarkę,
4) dobrać środki konserwujące i smarne,
5) wykonać konserwację i smarowanie,
6) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
środki czyszczące,
−
środki konserwujące,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) odczytać z DTR instrukcję konserwacji i smarowania?
2) dobrać środki konserwujące i smarne?
3) przygotować powierzchnię
do
konserwacji?
4) wykonać konserwację narzędzi
kowalskich?
5) wykonać konserwację urządzeń kowalskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
A. INSTRUKCJA OGÓLNA
1. Przeczytaj uważnie instrukcję.
2. Zapoznaj się z zestawem zadań testowych.
3. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
B. INSTRUKCJA SZCZEGÓŁOWA
1. Zestaw zadań testowych składa się z zadań zamkniętych (zadań wielokrotnego
wyboru).
2. Zadania wielokrotnego wyboru mają 4 wersje odpowiedzi, z których jedna jest
prawidłowa. Prawidłową odpowiedź należy zakreślić we właściwym miejscu na Karcie
odpowiedzi.
3. W wypadku pomyłki błędną odpowiedź należy ująć w kółko i ponownie zakreślić od
powiedź prawidłową.
4. Jeżeli udzielenie odpowiedzi na jakieś pytanie sprawia Ci trudność, to opuść je
i przejdź do zadania następnego. Do zadań bez odpowiedzi możesz wrócić później.
5.
Czas trwania testu – 45 min.
6. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Materiały dla ucznia:
− instrukcja dla ucznia,
− zestaw zadań testowych,
− karta odpowiedzi,
Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu wiadomości
i umiejętności, jakie zostały ukształtowane w wyniku zorganizowanego procesu kształcenia
w jednostce modułowej Wykonywanie konserwacji narzędzi, urządzeń i maszyn stosowanych
w procesach kowalskich. Spróbuj swoich sił. Pytania nie są trudne i jeżeli zastanowisz się, to
na pewno udzielisz odpowiedzi.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ZESTAW ZADAŃ TESTOWYCH
1. Zużycie maszyny to
a) czasowy postój.
b) przerwa w pracy.
c) zniszczenie lub uszkodzenie.
d) dewastacja.
2. Korozja to proces
a) zmian zachodzących na powierzchni metalu.
b) Pęknięcie.
c) zmęczenie metalu.
d) odkształcenie
3. Częścią roboczą przecinaka jest klin o kącie rozwarcia
a) 8÷12
0
.
b) 15÷18
0
.
c) 25÷30
0
.
d) 35÷40
0
.
4. Nożycami ręcznymi można ciąć blachy stalowe do grubości
a) 0,5 mm.
b) 1mm.
c) 3 mm.
d) 4 mm.
5. Wyżarzanie rekrystalizujące stali po obróbce plastycznej na zimno wykonuje się
w temperaturze
a) 250÷350
0
C.
b) 650÷700
0
C.
c) 700÷830
0
C.
d) 800÷950
0
C.
6. Na zimno można giąć pręty stalowe do grubości
a) 2 mm.
b) do 5 mm.
c) do 6 mm.
d) do 8 mm.
7. Korozja chemiczna polega na niszczącym działaniu
a) elektrolitów.
b) kwasów.
c) gazów lub cieczy.
d) zasad.
8. Twardość części roboczej pilnika powinna wynosić minimum
a) 50 HRC.
b) 51 HRC.
c) 54 HRC.
d) 59 HRC.
9. Weryfikacja to proces związany z
a) naprawą maszyny.
b) wymianą.
c) oceną stanu technicznego maszyny.
d) wyceną maszyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
10. Proces mycia maszyny to
a) naprawa.
b) konserwacja.
c) czyszczenia.
d) malowania.
11. Regeneracja to proces
a) wymiany uszkodzonej części na nową.
b) naprawa części.
c) umycie części.
d) montaż części.
12. Co ma na celu naprawa
a) usunięcie uszkodzenia i przywrócenie sprawności technicznej.
b) usunięcie awarii.
c) ocenę stopnia uszkodzenia.
d) wymianę części.
13. Stanowisko naprawcze to
a) miejsce postoju maszyny.
b) warsztat naprawczy.
c) miejsce pracy maszyny.
d) przypadkowo wybrane miejsce.
14. Naprawa bieżąca to
a) okresowy przegląd maszyny.
b) całkowity demontaż maszyny.
c) wymiana części uszkodzonej.
d) regeneracja części.
15. Weryfikacja zespołów w maszynie polega na
a) ocenie maszyny.
b) wykonaniu pomiarów i ustaleniu sposobu naprawy zespołu.
c) ocena wizualna maszyny.
d) wykonanie naprawy.
16. Jak postępujemy w przypadku mycia małych części w czasie demontażu?
a) Zlewamy wodą.
b) Stosujemy metodę kąpieli.
c) Wycieramy.
d) Myjemy na gorąco w wodzie.
17. Zastosowanie środków typu odrdzewiacz, olej napędowy powodują przy demontażu
a) utrudnienie w postaci zaklejenia.
b) nie mają znaczenia.
c) ułatwiają demontaż.
d) konserwują.
18. Młoty sprężarkowe buduje się o ciężarze bijaka do
a) 1,5 kN.
b) 2 kN.
c) 5 kN.
d) 10kN.
19. Zgrzewania stali podczas kucia dokonuje się w temperaturze
a) ok. 850
0
C.
b) ok. 950
0
C.
c) ok. 1100
0
C.
d) ok. 1200
0
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
20. Metoda napawania czopów wału polega na
a) toczeniu czopów.
b) szlifowaniu czopów.
c) wspawaniu nowego czopa.
d) napawaniu i przetoczeniu na wymiar.
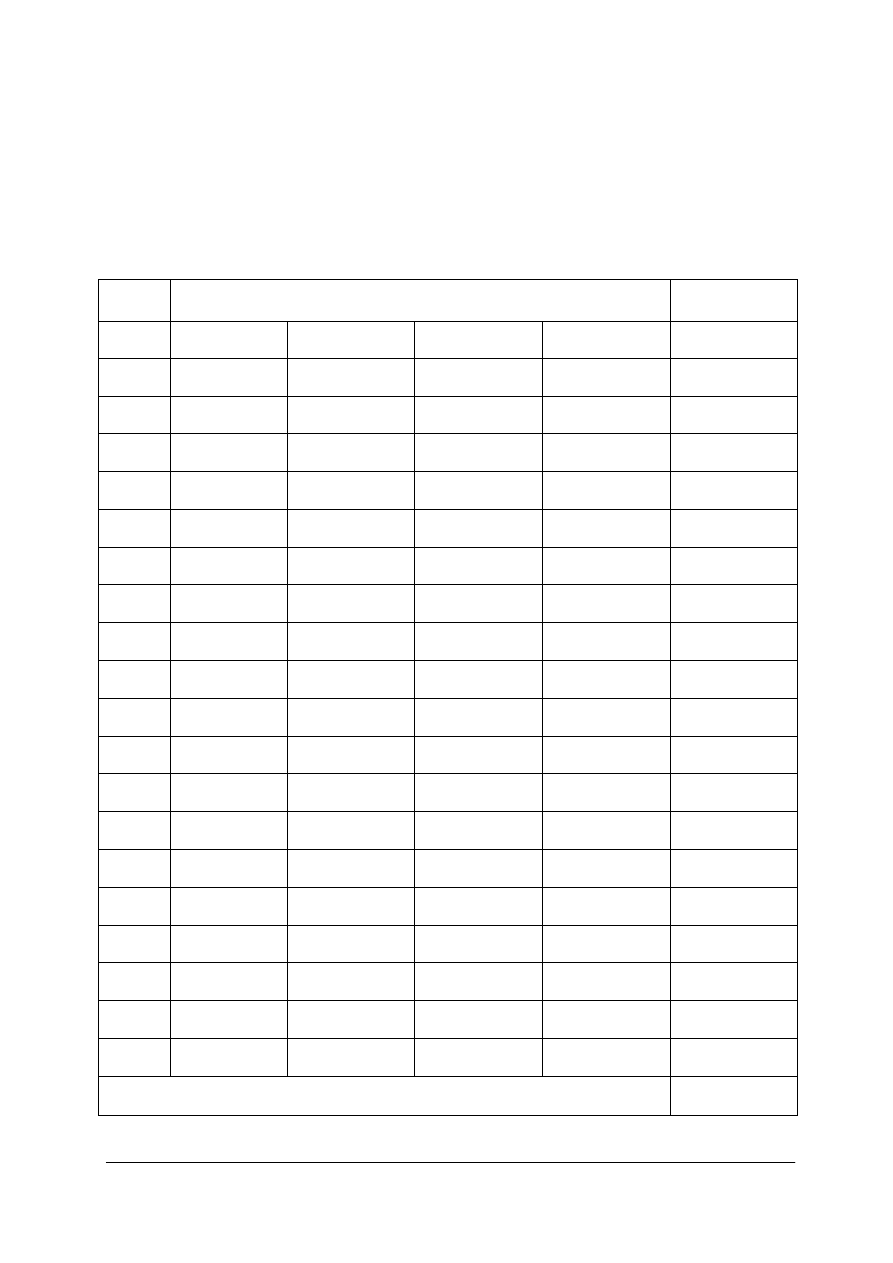
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie konserwacji narzędzi, urządzeń i maszyn stosowanych w procesach
kowalskich.
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
Razem punktów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Ares J. A.: Metaloplastyka. Technika formowania, kucia i spajania. Wydawnictwo
Arkady. Warszawa 2006
2. Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
3. Kowalewski S., Dąbrowski A., Dąbrowski M.: Zagrożenia mechaniczne. Centralny
Instytut Ochrony Pracy, Warszawa 1997
4. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1997
5. Praca zbiorowa. Poradnik mechanika warsztatowca. WNT, Warszawa 1981
6. Rączkowski B.: BHP w praktyce. ODiDK, Gdańsk 2005
7. Solis H. Lenart T.: Technologia eksploatacji maszyn. WSiP, Warszawa 1996
8. www.bagra.pl
9. www.sandvikbaildonit.pl
Wyszukiwarka
Podobne podstrony:
08 Wykonywanie pomiarow warszta Nieznany (2)
08 Wykonywanie izolacji wodochr Nieznany
08 Wykonywanie podstawowych utw Nieznany
10 Wykonywanie konserwacji i na Nieznany (2)
09 Wykonywanie konserwacji, nap Nieznany (2)
713[05] Z1 08 Wykonywanie posad Nieznany
08 Wykonywanie i remontowanie o Nieznany
712[02] Z1 08 Wykonywanie scian Nieznany (2)
Analiza ekon 08 w2 id 60028 Nieznany
ei 2005 07 08 s085 id 154185 Nieznany
08 Zakladanie i prowadzenie szk Nieznany
08 Zastosowanie programow kompu Nieznany (2)
35 Wykonywanie dokumentacji kon Nieznany
09 08 Rozdzielnice budowlane RB Nieznany (2)
08 Wykonywanie połączeń w urządzeniach precyzyjnych
04 Wykonywanie pomiarow paramet Nieznany
08 Wykonywanie izolacji wodochronnych z materiałów bitumicznych
więcej podobnych podstron