„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Elżbieta Pietrasz
Topienie szkła
813[02].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Stanisław Pelczar
mgr inż. Krzysztof Kubit
Opracowanie redakcyjne:
mgr Elżbieta Pietrasz
Konsultacja:
mgr Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[02].Z2.03
„Topienie szkła”, zawartego w modułowym programie nauczania dla zawodu operator
urządzeń przemysłu szklarskiego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Piece szklarskie
7
4.1.1.
Materiał nauczania
7
4.1.2. Pytania sprawdzające
29
4.1.3. Ćwiczenia
29
4.1.4. Sprawdzian postępów
30
4.2.
Topienie masy szklanej
32
4.2.1. Materiał nauczania
32
4.2.2. Pytania sprawdzające
52
4.2.3. Ćwiczenia
53
4.2.4. Sprawdzian postępów
55
4.3.
Wady masy szklanej
56
4.3.1.
Materiał nauczania
56
4.3.2.
Pytania sprawdzające
63
4.3.3.
Ć
wiczenia
64
4.3.4.
Sprawdzian postępów
66
5.
Sprawdzian osiągnięć
67
6.
Literatura
73

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu pieców szklarskich ich
budowy i przeznaczenia, metod topienia masy szklanej oraz wad masy szklanej.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemu mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jaki ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę obowiązującą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
813[02].Z2
Technologia
wytwarzania szkła
813[02].Z2.02
Sporządzanie zestawów
szklarskich
813[02].Z2.03
Topienie szkła
813[02].Z2.06
Zdobienie wyrobów
szklarskich
813[02].Z2.07
Przetwarzanie szkła
813[02].Z2.04
Formowanie wyrobów
szklarskich
813[02].Z2.05
Wykonywanie obróbki
wyrobów szklarskich
813[02].Z2.01
Badanie właściwości
surowców szklarskich
i szkła

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć
−
posługiwać się podstawowymi pojęciami z zakresu technologii szkła,
−
rozróżniać typy reakcji chemicznych,
−
opisywać reakcje rozkładu termicznego surowców szklarskich,
−
klasyfikować surowce ze względu na skład chemiczny,
−
określać właściwości i przeznaczenie surowców szklarskich,
−
sklasyfikować rodzaje szkła ze względu na skład chemiczny,
−
odczytywać rysunki techniczne,
−
odczytywać wskazania przyrządów pomiarowych,
−
określać zasady bezpiecznej eksploatacji urządzeń szklarskich,
−
korzystać z różnych źródeł informacji,
−
organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
dobierać środki ochrony indywidualnej stosownie do wykonywanej pracy,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć
-
scharakteryzować materiały ogniotrwałe stosowane do budowy pieców szklarskich,
-
sklasyfikować piece szklarskie według różnych kryteriów,
-
dobrać z katalogu piece do wytopu mas szklarskich,
-
obsłużyć piece szklarskie,
-
określić właściwości różnych rodzajów energii stosowanej do ogrzewania pieców,
-
zastosować sposoby odzysku ciepła z pieców szklarskich,
-
wyjaśnić procesy i zjawiska związane z wytopem oraz odbarwianiem masy szklanej,
-
określić zasady wytopu mas szklanych o różnym przeznaczeniu,
-
zastosować zasady wytopu masy szklanej,
-
posłużyć się instrukcją wytopu masy szklanej,
-
zastosować sposób zasypywania zestawu do pieca szklarskiego,
-
rozpoznać wady masy szklanej,
-
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas topienia szkła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Piece szklarskie
4.1.1. Materiał nauczania
Piec szklarski jest to urządzenie cieplne używane w przemyśle szklarskim do
przeprowadzenia procesów technologicznych, które zachodzą w wysokiej temperaturze,
uzyskiwanej w wyniku spalania paliw lub działania energii elektrycznej.
Nośniki energii cieplnej
W pewnych procesach technologicznych ciepło musi być doprowadzone w celu
dokonania żądanych reakcji chemicznych, a w pewnych procesach ciepło wydziela się
podczas reakcji.
Rozróżnia się reakcje:
–
endotermiczne – których przebieg związany jest z pobieraniem ciepła,
–
egzotermiczne – podczas których zachodzi wydzielanie się ciepła.
Aby mogły być przeprowadzone procesy technologiczne wytopu masy szklanej niezbędna
jest duża ilość ciepła. Przenoszenie ciepła polega na trzech zjawiskach termokinetycznych:
–
unoszeniu (konwekcji),
–
przewodzeniu,
–
promieniowaniu.
Konwekcja – unoszenie ciepła, związane jest z ruchem cząsteczek mających wyższą
energię, która jest przekazywana cząsteczkom o energii niższej. Rozróżnia się unoszenie
swobodne (przebiega w sposób naturalny) oraz unoszenie wymuszone (wywołane w sposób
sztuczny).
Przewodzenie – im wyższa jest różnica temperatur tym materiał szybciej przewodzi ciepło.
Promieniowanie – polega na przenoszeniu energii cieplnej za pośrednictwem energii
promienistej.
W przemyśle szklarskim szczególnie podczas topienia masy szklanej największy udział
w przenoszeniu ciepła odgrywa promieniowanie.
Jako nośników ciepła do ogrzewania pieców szklarskich używa się głównie:
–
paliwa gazowe,
–
paliwa ciekłe,
–
prąd elektryczny.
Paliwa gazowe można podzielić na:
–
naturalne – gaz ziemny, jest pochodzenia naturalnego – wydobywany ze złóż w ziemi:
gaz ziemny mokry – wydobywany w okolicach złóż ropy naftowej, zawiera obok metanu
– propan, butan,
–
gaz ziemny suchy – wydobywany z pól gazowych zawiera głównie metan. Jako
zanieczyszczenia gazu występują w niewielkich ilościach: azot, dwutlenek węgla, tlen.
–
sztuczne – gaz koksowniczy, gaz generatorowy, gaz wielkopiecowy.
Ze względów technologicznych (sposobu otrzymywania) rozróżnia się dwa rodzaje
palnych gazów technicznych:
–
gazy otrzymywane przez odgazowanie węgla – gaz koksowniczy,
–
gazy otrzymywane przez zagazowanie koksu lub węgla – gaz generatorowy, gaz
wielkopiecowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Ze względu na wartość opałową paliwa gazowe dzieli się na:
–
gazy wysokokaloryczne (nazywane mocnymi), gaz ziemny, gaz koksowniczy,
–
gazy niskokaloryczne (nazywane słabymi), gaz generatorowy, gaz wielkopiecowy.
Zalety stosowania paliw gazowych:
–
łatwość regulowania stosunku ilości gazu do powietrza,
–
możliwość osiągnięcia całkowitego spalania, prawie bez nadmiaru powietrza,
–
brak popiołu w paliwie,
–
możność doprowadzenia paliwa na dalekie odległości,
–
szybkie i łatwe włączanie i wyłączanie palników.
Paliwa ciekłe
Z paliw ciekłych do opalania pieców przemysłowych stosuje się oleje opałowe – są to
paliwa otrzymywane w wyniku destylacji ropy naftowej. Jednym z najczęściej używanych,
przez przemysł, olejów opałowych jest mazut.
Zalety stosowania olejów opałowych:
–
duża wartość opałowa,
–
otrzymanie lepszego bardziej świecącego płomienia – możliwość przekazywania
większej ilości ciepła.
Energię elektryczną stosuje się w piecach w których jedynym źródłem energii jest prąd
elektryczny, jak i w piecach o mieszanym gazowo-elektrycznym systemie ogrzewania.
Nagrzewanie elektrodowe, polega na doprowadzeniu prądu elektrycznego do cieczy
przewodzącej elektryczność za pomocą elektrod. Elektrody wykonuje się z: molibdenu,
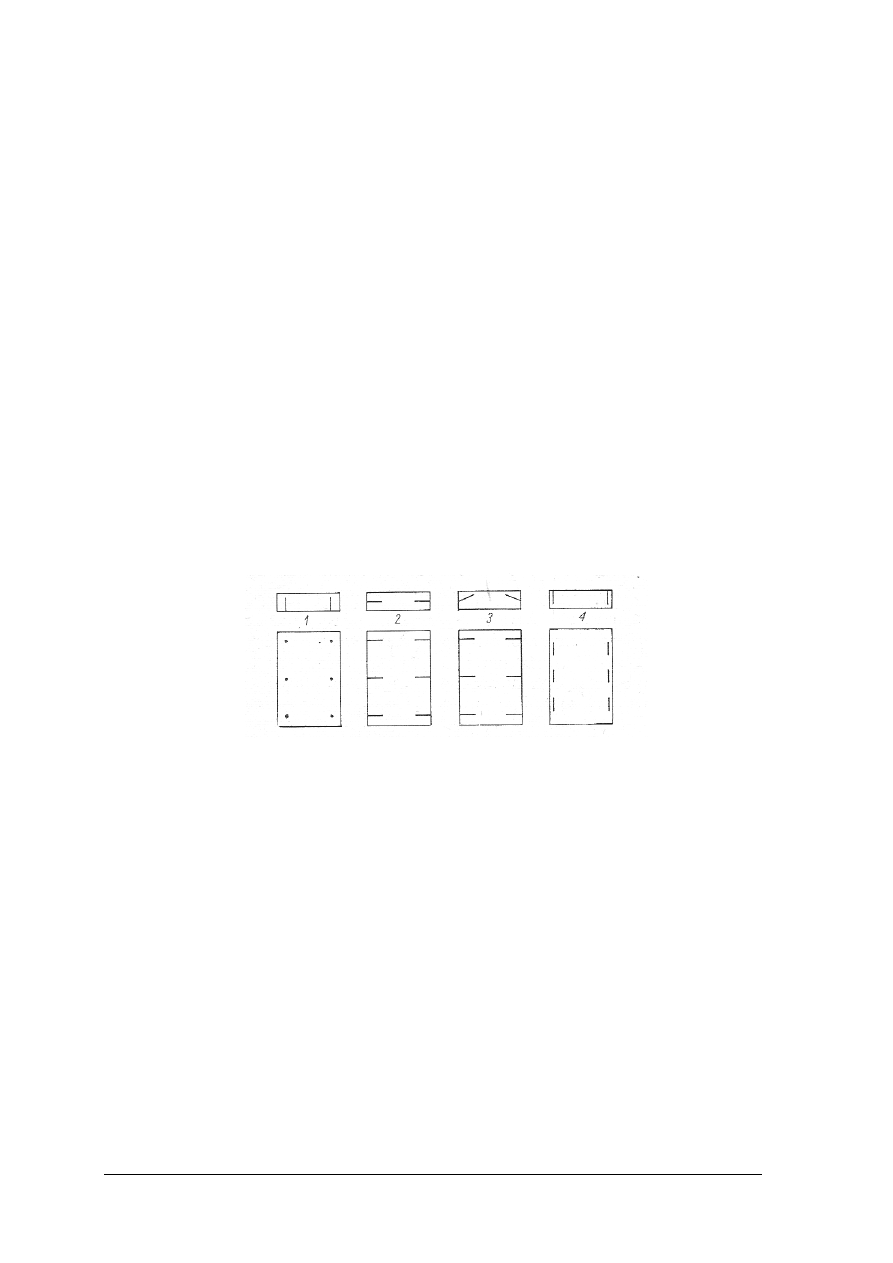
wolframu, platyny i spiekanego tlenku cyny (ceramiczne).
Rys.1. Przykłady rozmieszczenia elektrod w piecach topliwych: 1) elektrody pionowe, 2) elektrody
poziome 3) elektrody skośne, 4) elektrody płytowe [2,s.56]
Zalety topienia elektrodowego:
–
znacznie wyższa dochodząca do 60% sprawność cieplna pieców elektrodowych,
–
niewspółmiernie większa wydajność,
–
niższy koszt budowy i eksploatacji pieców ogrzewanych elektrodowo,
–
wyższa jakość produkowanego szkła.
Materiały ogniotrwałe do budowy pieców
Urządzenia, w których prowadzi się procesy cieplne, buduje się ze specjalnych
materiałów wytrzymujących działanie wysokich temperatur, nazywanych materiałami
ogniotrwałymi.
Materiały ogniotrwałe są to wyroby z glin ogniotrwałych lub innych surowców
mineralnych, których ogniotrwałość zwykła jest nie mniejsza niż 1580
o
C.
Ogniotrwałość zwykła świadczy o odporności materiału na działanie wysokiej
temperatury. Mierzy się ją i podaje w skali znormalizowanych stożków pirometrycznych (sP).
Materiały ogniotrwałe w urządzeniach cieplnych są narażone głównie na działanie
następujących czynników:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
–
temperatury i jej gwałtownych zmian,
–
korozji działaniu chemicznemu zestawu i masy szklanej,
–
erozji działaniu mechanicznemu ruchu masy szklanej,
–
ś
ciskaniu.
Korozja materiałów ogniotrwałych zależy od właściwości materiału ogniotrwałego.
Ważną rolę odgrywa tu skład chemiczny. Im więcej Al
2
O
3
zawiera materiał ogniotrwały, tym
bardziej jest on odporny na korodujące działanie masy szklanej. Wzrost zawartości SiO
2
zwiększa korozję materiału ogniotrwałego, niemniej korozja ta ma wówczas charakter
równomiernej rozpuszczalności. Dodatek dwutlenku cyrkonu do materiałów ogniotrwałych
zwiększa ich odporność na korodujące działanie masy szklanej. Ze względu na jego wysoką
cenę jest on jednak rzadko stosowany.
Decydującą rolę w korozji materiałów ogniotrwałych odgrywa ich porowatość względna.
Im materiał jest mniej porowaty, tym bardziej jest on odporny na agresywne działanie masy
szklanej. Masa szklana przenika w pory, zwiększając powierzchnię reakcji między materiałem
ogniotrwałym a składnikami szkła.
Oprócz samego materiału wpływ na to zjawisko ma również temperatura wytapiania
szkła, czy prądy masy szklanej. Występuje wówczas dodatkowy czynnik niszczący, jakim jest
erozja. Najsilniejszej korozji i erozji ulegają materiały ogniotrwałe przy palnikach pieców
wannowych na poziomie powierzchni lustra masy szklanej, a także w spoinach między
poszczególnymi blokami ścian bocznych wanny.
Procesy niszczące materiałów ogniotrwałych rozpoczynają się z chwilą nagrzania
i wypełniania wanny lub donic stłuczką lub zestawem. Zestaw działa na materiał ogniotrwały
bardziej agresywnie niż masa szklana. Siarczan sodowy znajdujący się w zestawie, koroduje
materiały ogniotrwałe w znacznie większym stopniu niż węglan. Większość materiałów
ogniotrwałych szczególnie agresywnie atakowana jest przez szkła borowe, fosforowe,
ołowiowe i barowe, a także szkła silnie alkaicznie lub zawierające w swym składzie związki
fluoru.
Podział materiałów ogniotrwałych.
Ze względu na przebiegu procesu technologicznego ich produkcji wprowadzono
następujący podział materiałów ogniotrwałych:
–
naturalne, które uzyskuje się przez mechaniczną obróbkę surowców o odpowiednich
właściwościach, np. materiały z łupków kwarcytowych lub piaskowca,
–
wypalane, np. materiały krzemionkowe, szamotowe, magnezytowe,
–
topione, uzyskuje się je przez odlanie stopionej mieszaniny odpowiednio dobranych
surowców. Są to przeważnie materiały cyrkonowo-korundowe, cyrkonowo-mulitowe, ich
charakterystyczną cechą jest bardzo duża odporność na korozyjne działanie płynnej masy
szklanej.
Z punktu widzenia zastosowania można podzielić materiały ogniotrwałe dla przemysłu
szklarskiego na dwie zasadnicze grupy:
–
materiały stykające się w piecach topliwych bezpośrednio z topioną masą szklaną. Do
materiałów ogniotrwałych pierwszej grupy zalicza się przede wszystkim bloki wannowe,
donice oraz różnego rodzaju sprzęt ogniotrwały, jak dysze, pływaki itp.
–
materiały nie stykające się z masą szklaną, a narażone jedynie na działanie par i pyłów
alkaicznych. Do tej grupy materiałów ogniotrwałych zalicza się bloki i płyty do budowy
pieców donicowych, wyroby na obudowę przestrzeni ogniowej pieców topliwych, wyroby
na kratownicę regeneratorów oraz wyroby do budowy generatorów gazowych.
Rodzaje materiałów ogniotrwałych stosowanych do budowy pieców.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
1
Materiały krzemionkowe. Składają się głównie z krzemionki. Zawartość jej wynosi
nie mniej niż 93%. Resztę stanowią naturalne zanieczyszczenia surowców oraz
dodatki użyte do wiązania ziaren i środki mineralizujące.
Ogniotrwałych materiałów krzemionkowych używa się do budowy części pieców
szklarskich nie stykających się z masą szklaną, ale narażonych na działanie wysokiej
temperatury: są to przeważnie sklepienia główne i ściany boczne pieców, ściany
palników, szybów palnikowych.
Jako surowców do produkcji materiałów ogniotrwałych krzemionkowych używa się
występujących w przyrodzie kwarcytów o szczególnych wymaganiach, zwłaszcza co
do ich. czystości chemicznej. Domieszki tlenku glinowego umniejszają w znacznym
stopniu ogniotrwałość materiałów krzemionkowych, zwłaszcza gdy domieszką jest
także tlenek wapniowy. Kwarcyty miele się tak, aby uziarnienie nie przekraczało 3
mm, następnie miesza się je z dodatkiem mineralizatorów, głównie tlenku
wapniowego, dodawanego w ilości 0,5–3 %. Z masy tej formuje się żądane wyroby
za pomocą pras.
2. Materiały szamotowe i kwarcowo-szamotowe składają się z dwóch składników
podstawowych: krzemionki – SiO
2
, w ilości 50–80 %, i tlenku glinowego – Al
2
O
3
,
w ilości l5–45 %. W zależności od stosunku ilościowego tych składników materiały
te są, nazywane: szamotowymi, kwarcowo-szamotowymi lub wysokoglinowymi.
Wyroby te wytwarza się z surowców glinokrzemianowych jak gliny lub kaolinu,
nazywane składnikami plastycznymi, a także jak palony szamot lub materiały
wysokoglinowe, bądź mulitowe lub silimanitowe, nazywane składnikami schudzającymi.
Surowce przeznaczone do wyrobu materiałów są mielone. Uziarnienie ich powinno
wynosić 1,5–2 mm, jeże1i mają być przeznaczone do wyrobu bloków wannowych na
boki basenu wanien szklarskich, natomiast 3–4 mm jeżeli są przeznaczone do wyrobu
bloków na dno basenu wanien. Odważone odpowiednio surowce, zarobione właściwą
ilością wody i dokładnie wymieszane stanowią masę, z której formuje się pożądane
wyroby o określonych, wymiarach.
Płyty do pieców donicowych produkuje się najczęściej metodą formowania z mas
półsuchych, podobnie jak bloki wannowe. Ze względu na to, że płyty nie stykają się
z masą szklaną i nie mogą jej zanieczyszczać, produkuje się je z mas gruboziarnistych.
Górna granica uziarnienia masy na płyty wynosi 8 mm, a często nawet 12 mm
Donice formuje się najczęściej z mas plastycznych lub metodą odlewania do form
gipsowych albo z mas półsuchych, wieloszamotowych. Donice,wytwarza się
z mieszaniny: gliny palonej, złomu szamotowego, ze zużytych donic i gliny surowej.
Do wyrobu donic stosuje się surowce o mniejszym uziarnieniu niż przy produkcji
bloków.
Formowanie donic z mas plastycznych odbywa się ręcznie przez nacieranie lub
ubijanie za pomocą młotków ręcznych, natomiast z mas półsuchych – metodą ubijania za
pomocą młotków pneumatycznych. Formowanie przez ubijanie odbywa się w formach
drewnianych. Ze względu na duże wymiary i skomplikowany kształt donic suszenie ich
trwa dosyć długo i wymaga dużej dokładności i staranności.
Materiały sylimanitowe
Materiały sylimanitowe zawierają większą ilość tlenku glinowego – A1
2
O
3
niż
materiały szamotowe. W ich skład wchodzi 60–65 % A1
2
0
3
, resztę stanowi głównie
krzemionka – SiO
2
. Znane są materiały silimanitowe w stanie naturalnym – bloki
silimanitu naturalnego.
Bloki silimanitowe stosowane są w stanie surowym do budowy pieców szklarskich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
W czasie pracy w wannach szklarskich. bloki silimanitowe wykazują dużą odporność
na działanie korodujące masy szklanej. Poza tym mają one dobrą wytrzymałość na nagłe
zmiany temperatury, co jest bardzo korzystne w piecach pracujących okresowo.
Sylimanit rozpuszcza się w masie szklanej dość równomiernie, nie powodując
powstawania kamieni.
Sposób wytwarzania sylimanitu sztucznego polega na wypalaniu kształtek
uformowanych z minerałów grupy sylimanitu z dodatkiem gliny ogniotrwałej jako środka
wiążącego. Proces wytwarzania przebiega podobnie jak wytwarzanie wyrobów
szamotowych. Formowanie odbywa się sposobem półsuchym albo plastycznym lub przez
odlewanie.
Materiały cyrkonowe
Materiałami cyrkonowymi nazywa się materiały ogniotrwałe zawierające
odpowiednią ilość tlenku cyrkonowego ZrO
2
lub krzemianu cyrkonowego – ZrSiO
4
.
Tlenek cyrkonowy występuje, podobnie jak krzemionka, w kilku odmianach
polimorficznych, związanych z wysokością temperatury powodującą zmiany objętości,
a więc i gęstości właściwej. W celu ustabilizowania tych, zmian dodaje się tlenki:
wapniowy i magnezowy – jako stabilizatory.
Materiały cyrkonowe są też wytwarzane sposobem spiekania, przy stosowaniu
właściwego uziarnienia surowców i bez dodatku środków plastycznych. Tego rodzaju
materiały spiekane znajdują zastosowanie w piecach szklarskich topliwnych do obudowy
przestrzeni ogniowej, komór regeneracyjnych i dna basenu wanny.
Materiały topione
Materiałami topionymi nazywa się materiały ogniotrwałe, przeważnie mulitowe,
cyrkonowo – mulitowe, cyrkonowe lub cyrkonowo-korundowe wytwarzane sposobem
topienia mieszaniny odpowiednich surowców w elektrycznych piecach. Stopiona masa
jest odlewana do form piaskowych lub grafitowych.
Materiały te stosuje się do budowy części pieców szklarskich narażonych najbardziej
na działanie topionego zestawu szklarskiego oraz gorącej masy szklanej, a także par,
gazów i pyłów.
Ze względu na wady topionych materiałów mulitowych zaczęto stosować topione
materiały korundowe. Wytapia się je z technicznego tlenku glinowego. Odporność
materiałów korundowych na korozyjne działanie masy szklanej zwiększa dodatek do nich
krzemianu cyrkanawego. ZrSiO
4
o 30–40 % co zwiększa odporność na karazję masy
szklanej.
Tego rodzaju materiały ogniotrwałe są stosowane do budowy basenów wanien
szklarskich, zwłaszcza w miejscach szczególnie narażanych na niszczące działanie
topionego zestawu i gorącej, ciekłej masy szklanej.
Szczególną odmianą topionych materiałów ogniotrwałych jest topiona krzemionka.
Jest ta materiał bardzo. dobrze wytrzymujący wysoką temperaturę. Materiał ten nie jest
jednak dostatecznie odporny na działanie chemiczne topionej masy szklanej, zwłaszcza
zawierającej tlenki alkaliczne w ilaści większej niż 8%.
Materiałów krzemionkowych topionych używa się przeważnie da budowy tych
części pieców, w których, panuje wysoka temperatura, ale nie stykają się one z masą
szklaną, na przykład da budowy palników, ekranów itp.
Materiały forsterytowe, magnezytowe i chromitowo-magnezytowe
Materiały forsterytowe, magnezytowe i chromitowo – magnezytowe nazywa się
ogólnie zasadowymi. Materiały zasadowe znajdują zastosowanie do budowy komór
regeneracyjnych. Materiały forsterytowe – składają się głównie z tlenku magnezowego
i krzemionki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Właściwości materiałów forsterytowych zależą od temperatury ich wypalania i od
rodzaju minerału zastosowanego jako surowica. Odznaczają się one niewielką
skurczliwością, ok. 2%.
Materiały magnezytowe składają się głównie z peryklazu MgO. Produkuje się je
z minerału magnezytu. Produkcja wyrobów magnezytowych jest taka sama jak produkcja
materiałów ogniotrwałych z mas półsuchych. Wilgotność masy do formowania wynosi
3–5 %. Formowanie wyrobów odbywa się ręcznie lub na prasach. Materiały
magnezytowo – chromitowe produkuje się z minerału chromitu i ze spieczonego
magnezytu. Zawartość Cr
2
O
3
w wyrobach chromitowych nie przekracza 30%. Cechą
charakterystyczną materiałów chromitowych jest to, że w pewnych wypadkach zacho-
wują się one jak materiały obojętne pod względem, chemicznym i dlatego mogą być
stosowane
jako
warstwa
rozdzielająca
między
ogniotrwałymi
materiałami
krzemionkowymi i szamotowymi a innymi materiałami chemicznie agresywnymi. Inne
właściwości tych materiałów zbliżone są do wyrobów magnezytowych.
Materiały izolacyjne
Materiały izolacyjne stosuje się do izolacji pieców szklarskich topliwych, pieców do
odprężania i hartowania szkła, do izolacji przewodów gazowych i innych. Obok
oszczędności energii cieplnej, izolacja cieplna daje jeszcze inną korzyść: bardziej
równomierny rozkład temperatury w przestrzeni pieca, co jest ważnym czynnikiem
w części studzenia wanien szklarskich i w odprężarkach. Są to przeważnie materiały
silnie porowate, zawierające wiele pęcherzy gazowych, które są właśnie izolatorem
ciepła.
Materiały izolacyjne dzieli się na dwie zasadnicze grupy:
–
do izolacji zewnętrznej,
–
do izolacji stykającej się bezpośrednio z ogniem.
Materiały izolacyjne produkuje się:
–
metodą wypalających się dodatków, polega na dodawaniu do.masy składników, które
podczas wypalania wyrobów ulegają spalaniu,
–
metodą pianową, polega na dodawaniu do masy sztucznie wytworzonej piany, do
tego celu stosuje się masę w postaci lejnej, wyroby formuje się przez odlewanie do
form gipsowych,
–
metodą wywiązywania się gazów, polega na wprowadzeniu do masy lejnej lub
plastycznej substancji rozkładających się z wydzielaniem fazy gazowej. Pod
wpływem wydzielania się gazów powstają pory częściowo w czasie mieszania masy
i częściowo w surowych wyrobach, znajdujących się jeszcze w formach.
Metodą pianową i metodą wywiązywania się gazów można produkować wyroby
izolacyjne o znacznie mniejszej gęstości objętościowej i znacznie większej porowatości
aniżeli metodą wypalających się dodatków.
Do izolacji zewnętrznej pieców szklarskich używa się nieraz szkła piankowego, waty
szklanej a także włókien ceramicznych. Wykonane z nich waty, taśmy i papier stanowią
bardzo dobry i wygodny w użyciu materiał izolacyjny.
Masy natryskowe
Masy natryskowe stosuje się w postaci cienkiej warstwy dla ochrony materiału
ogniotrwałego przed korozją. W skład mas natryskowych wchodzą składniki zawsze
bardziej odporne na korozję jak sam materiał ogniotrwały, który został powleczony masą,
Poza tym w skład ich wchodzą składniki, które po wypaleniu dają powłokę o małej
porowatości lub powłokę o małym napięciu powierzchniowym, w wyniku czego nie są
one zwilżane przez korodującą masę szklaną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Zastosowanie mas natryskowych w przemyśle szklarskim stosuje się głównie do
donic i kratownic regeneratorów. Na donice stosuje się masy ze spieczonego tlenku
glinowego z dodatkiem kaolinu lub gliny ogniotrwałej. Do masy dodaje się również 1–2
% topników w postaci K
2
O, CaO lub BaO.
Uziarnienie surowców do tych mas nie przekracza 0,5,mm. Nakłada się je na
materiał ogniotrwały za pomocą. urządzenia natryskowego. Grubość nakładanej warstwy
wynosi: w donicach szklarskich ok: 3 mm, a na kształtkach kratownic 0,5–1 mm.
Stosuje się także materiały do uszczelniania pieców szklarskich. Są to masy lub waty
mineralne, które w temperaturze, panującej w piecu szklarskim miękną, stają się
plastyczne i doskonale uszczelniają od wewnątrz wszelkie szpary pozostałe po rozgrzaniu
pieca.
Zaprawy murarskie
Do wiązania materiałów ogniotrwałych stosuje się zaprawy.
Bloki dna i ścian bocznych basenu wanien szklarskich układa się, raczej na sucho – bez
zaprawy, gdyż masa szklana wnikając w spoiny między blokami krzepnie w nich,
uszczelniając tym, samym ściany i dno basenu wanny.
Stosowanie zapraw mniej odpornych na korozję i erozję mogłoby, zwiększyć możliwość
zanieczyszczenia masy szklanej ziarnami zaprawy.
Stosowane zaprawy muszą rodzajem i ogniotrwałością odpowiadać materiałowi
łączonemu, co gwarantuje równomierne zużywanie się całego obmurza. Jeżeli jakość
zaprawy jest niedostateczna, wówczas spoiny zużywają się szybciej i od nich zaczyna się
wzmożona korozja i erozja. Zapraw używa się po zarobieniu ich z wodą. Wypalają się
w czasie działania pieca.
Zaprawy krzemionkowe sporządza się ze zmielonych materiałów krzemionkowych
z dodatkiem chudej gliny, która nieco zmniejsza ogniotrwałość zaprawy, powinna
zawierać co najmniej 87 % SiO
2
.
Zaprawy szamotowe sporządza się ze zmielonego szamotu i z glin ogniotrwałych.
Zaprawa używana do wiązania materiałów szamotowych gatunku A powinna zawierać co
najmniej 40–42% A1
2
O
3
+TiO
2
.
Ważne jest odpowiednie uziarnienie zaprawy. Stosuje się zwykle uziarnienie do 1 mm.
Zasady magazynowania materiałów ogniotrwałych
Ważnym czynnikiem mającym wpływ na zachowanie się materiału ogniotrwałego
przy jego stosowaniu są warunki, w jakich jest on przechowywany.
Materiały ogniotrwałe powinny być przechowywane w pomieszczeniach krytych,
zabezpieczonych przed wilgocią, ponieważ woda i mróz powodują nieodwracalne zmiany
w strukturze wyrobów wpływające na obniżenie wytrzymałości mechanicznej
i odporności na działanie korodujące masy szklanej: par, gazów i pyłów. W czasie
przechowywania zapraw, mas plastycznych należy unikać zawilgocenia.
Przeładunek i transport wyrobów uformowanych (kształtek) powinien odbywać się
w sposób wykluczający powstawanie uszkodzeń naroży i krawędzi. Wskazany jest
transport materiałów ogniotrwałych na paletach, co ułatwia ich załadunek i wyładunek.
Materiały ogniotrwałe są najważniejszymi elementami budowlanymi w agregatach
przemysłowych, które są narażane na działanie wysokich temperatur i na zużywanie.
Produkty te znajdują zastosowanie w piecach metalurgicznych i szklarskich, dzięki
dobrym właściwościom fizykochemicznym i szerokiej gamie kształtów.
Przy doborze materiałów ogniotrwałych do budowy poszczególnych części pieców
szklarskich należy brać pod uwagę jak największą ilość parametrów charakteryzujących
warunki pracy tych materiałów oraz ich przeznaczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Piece szklarskie
Ze względu na przeznaczenie do realizacji procesu technologicznego piece szklarskie
można podzielić następująco:
1)
Piece topliwe – służą do topienia zestawu szklarskiego na masę szklaną z której wytwarza
się wyroby.
2)
Piece do odprężania – służą do ściśle określonego ogrzewania i studzenia wyrobów
szklanych po ich ukształtowaniu w taki sposób aby nie powstawały w szkle naprężenia
powodujące samoczynne pękanie szkła w czasie użytkowania.
3)
Piece do obróbki i uszlachetniania szkieł – służą do nadania ukształtowanym wyrobom
szklanym większej wartości użytkowej lub estetycznej, np.
–
piece nagrzewniki (drumle) służą do podgrzewania szkieł podczas zdobienia ich
metodami hutniczymi,
–
piece do wypalania farb na szkle,
–
piece do obtapiania wyrobów wytłaczanych.
4) Piece pomocnicze – są niezbędne do prac pomocniczych, np.
–
suszenia surowców,
–
wypalania materiałów ogniotrwałych,
–
podgrzewania farb,
–
wypalania smarów naniesionych na formy,
–
gięcia szyb,
–
hartowania szkła,
–
piece do fusingu.
Piece szklarskie można podzielić również według następujących kryteriów:
1) Według sposobu pracy:
a) piece o działaniu ciągłym, np.
–
piece wannowe zmianowe,
–
piece tunelowe do odpręznia.
b) piece o działaniu okresowym, np.
–
piece donicowe,
–
wanny wyrobowe,
–
piece komorowe do odprężania.
2) Według konstrukcji, np. tunelowe, donicowe, wannowe, komorowe.
3) Według stosowanej energii cieplnej:
–
piece płomieniowe (gazowe lub olejowe),
–
piece płomieniowo – elektryczne,
–
piece elektryczne.
4) Według sposobu odzyskiwania ciepła ze spalin:
–
piece regeneracyjne,
–
piece rekuperacyjne,
–
piece bez odzysku ciepła.
Piece topliwe o działaniu okresowym
Piec topliwy okresowy jest to urządzenie do topienia masy szklanej, w którym kolejne
stadia, procesy i zjawiska technologiczne przebiegają w różnym czasie lecz w tym samym
miejscu, tworząc cykl zamknięty.
W piecach topliwych okresowych topiona masa szklana znajduje się cały czas w jednym
określonym miejscu pieca. Poszczególne procesy związane z topieniem przebiegają
w ustalonym czasie i określonej temperaturze.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rozróżnia się dwa rodzaje pieców topliwych okresowych:
1) piece donicowe, w których masa szklana topi się w dużych tyglach ogniotrwałych –
donicach, znajdujących się wewnątrz pieca,
2) piece wannowe okresowe, nazywane wannami wyrobowymi, w których masa szklana
znajduje się w basenie wanny.
Piece donicowe
Piece donicowe stosowane są do topienia niewielkich ilości masy szklanej, np.
–
szkieł o szczególnych właściwościach,
–
szkieł barwnych przeznaczonych przeważnie do produkcji ręcznej szkieł ozdobnych,
–
szkieł specjalnych.
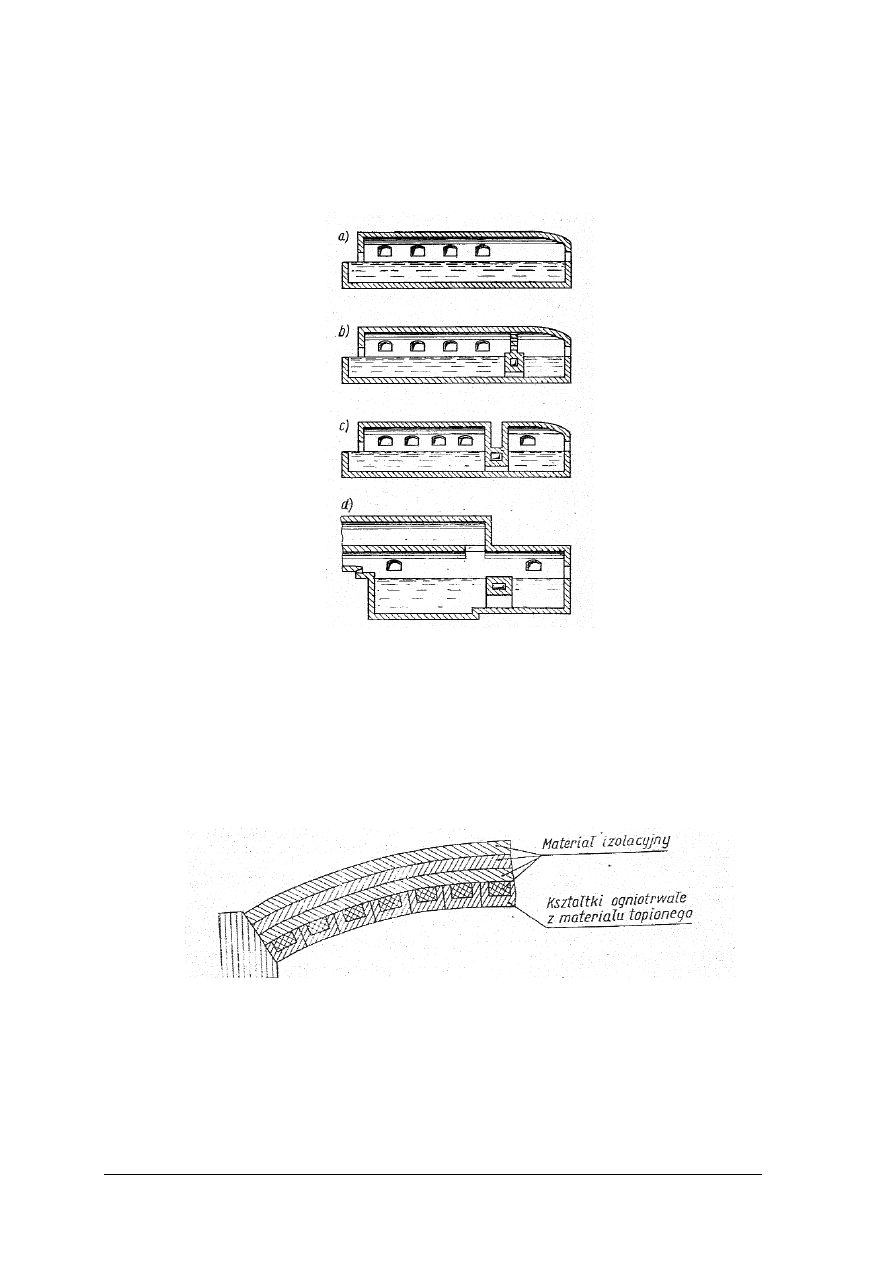
W zależności od umiejscowienia palników rozróżnia się piece: dolnopłomienne
i górnopłomienne.
a)
b)
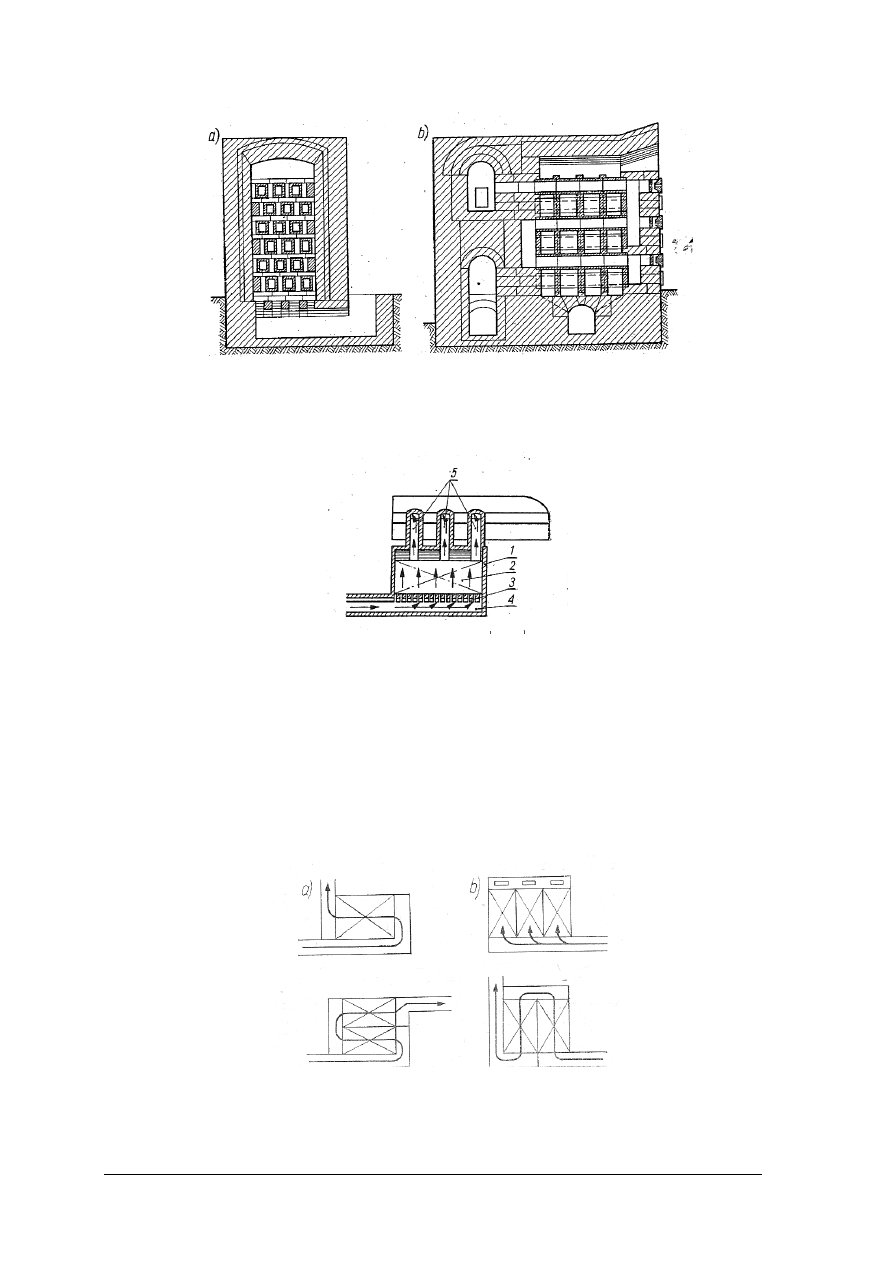
Rys. 2.
Schemat pieca donicowego a) dolnopłomiennego, b) górnopłomiennego [2, s.118]
Piece donicowe, podobnie jak wannowe, mogą być regenaracyjne jak i rekuperacyjne.
Liczba donic w piecach bywa jedna do kilku a nawet kilkunastu (piece dwunastodonicowe).
Klasyczny piec szklarski, niezależnie od tego czy jest to piec o działaniu ciągłym czy
okresowym składa się z trzech podstawowych podzespołów tworzących całość konstrukcyjną:
–
komory roboczej,
–
układu grzewczego,
–
konstrukcji stalowej.
Komora pieca donicowego składa się z czterech podstawowych elementów
konstrukcyjnych:
–
trzonu,
–
ś
cian bocznych,
–
sklepienia,
–
donic.
Trzon (ława) – stanowi dolną część komory roboczej, na której ustawia się donice. Trzon
wykonany jest z gotowych kształtek ogniotrwałych, posiada dwie lub trzy warstwy. Bloki
układane są tak, aby spoiny poszczególnych warstw nie pokrywały się, zapewnia to dużą
szczelność całej płyty. Powierzchnia trzonu nie jest płaska, lecz posiada niewielkie nachylenie
ukierunkowujące spływ masy do specjalnych studzienek.
Ś
ciana boczna. W zależności od przyjętego rozwiązania konstrukcyjnego ma kształt
owalnego lub owalnego cylindra otaczającego donice. Wykonana jest z dwóch warstw
materiału ogniotrwałego:
–
warstwę wewnętrzną stanowią kształtki szamotowe,
–
warstwę zewnętrzną – izolacyjne.
Całość związana jest stalowymi obejmami. W ścianie naprzeciw każdej donicy znajdują
się otwory zamykane płytami ogniotrwałymi. Otwory dolne służą do przesuwania i ustawiania
donic, otwory górne do zasypywania zestawu, kłębienia i wyrabiania wytopionej masy
szklanej. Płyty te są ruchome i zdejmowane na czas wymienionych operacji.
Sklepienie – wykonane jest z krzemionkowych materiałów ogniotrwałych ułożonych
w kształcie czaszy zamykających komorę roboczą od góry.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Płyty trzonu pieca są ściągnięte opaskami stalowymi, skręconymi za pomocą śrub. Część
górna pieca związana jest ściągami.
Rys. 3.
Schemat ściągów górnych pieca donicowego owalnego [2, s.124]
System opalania – składa się z palników, regeneratorów lub rekuperatorów oraz kanałów
powietrznych lub gazowo – powietrznych i spalinowych.
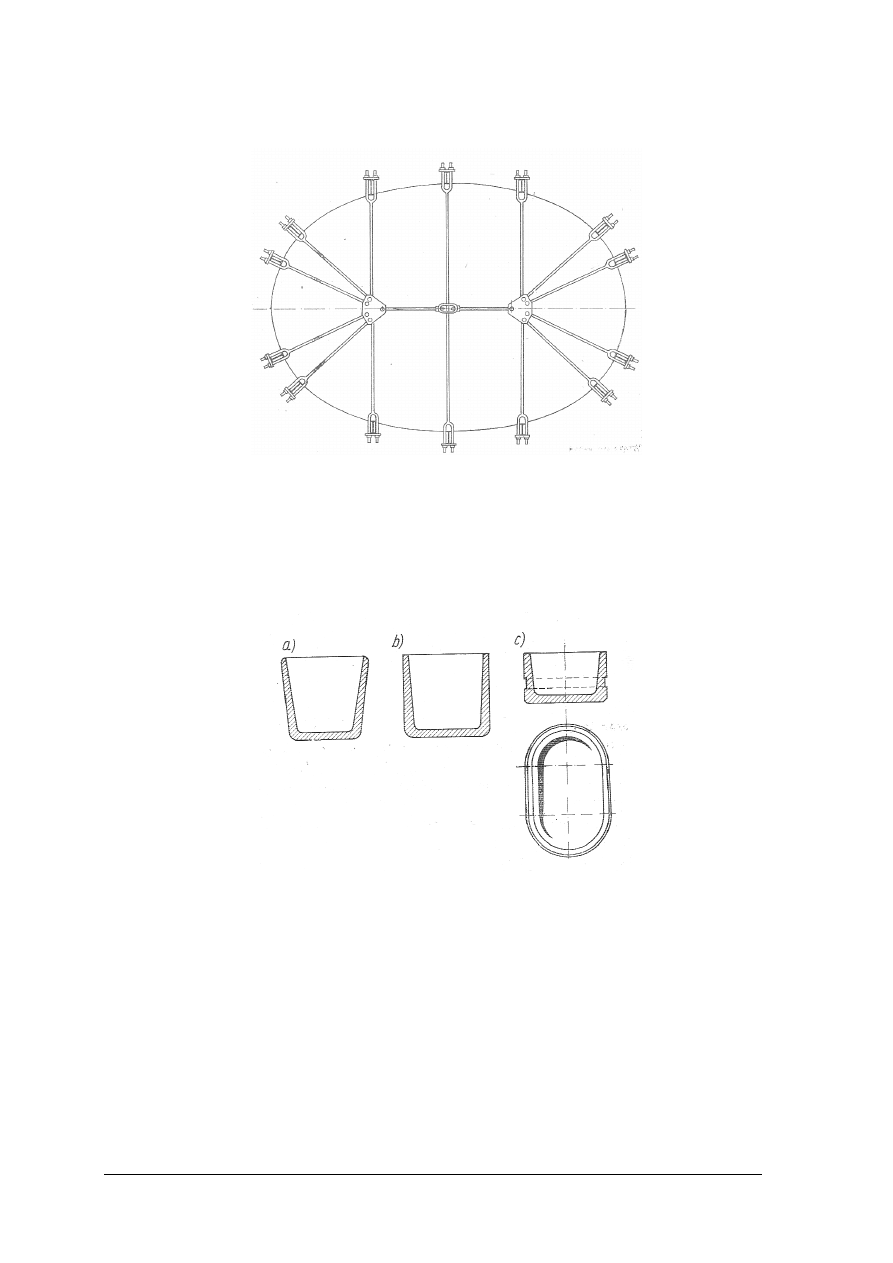
Donice
Wykonane sa najczęściej z mas szamotowych. W przekroju poziomym są one przeważnie
okrągłe, natomiast w pionowym mają formę ściętego stożka lub cylindra.
Rys. 4.
Donice szklarskie: a) normalna – stożkowa, b) cylindryczna, c) owalna [2, s.121]
Pojemność donic wykorzystuje się zazwyczaj w około 60–70%, i dobiera się je
w zależności od przeznaczenia topionego szkła oraz sposobu jego formowania. Pojemność
donic powinna umożliwić wyrabianie szkła w ciągu jednej zmiany. Największe donice stosuje
się przy formowaniu przez wylewanie.
Cykl działania pieca donicowego składa się z następujących faz:
1)
Rozgrzewania pieca.
2)
Zasypu zestawu i topienia masy.
3)
Klarowania i ujednorodnienia masy.
4)
Studzenia masy do temperatury wyrobowej.
5)
Wybieranie masy do wytwarzania wyrobów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Cykl ten jest zmienny, ustala się go z zależności od rodzaju topionej masy szklanej, od
technologicznych procesów produkcji oraz od konstrukcji pieca. Wydajność pieców
donicowych zależy głównie od wielkości i liczby donic. Piece te wykazują mniejszą
sprawność cieplną niż piece wannowe zmianowe.
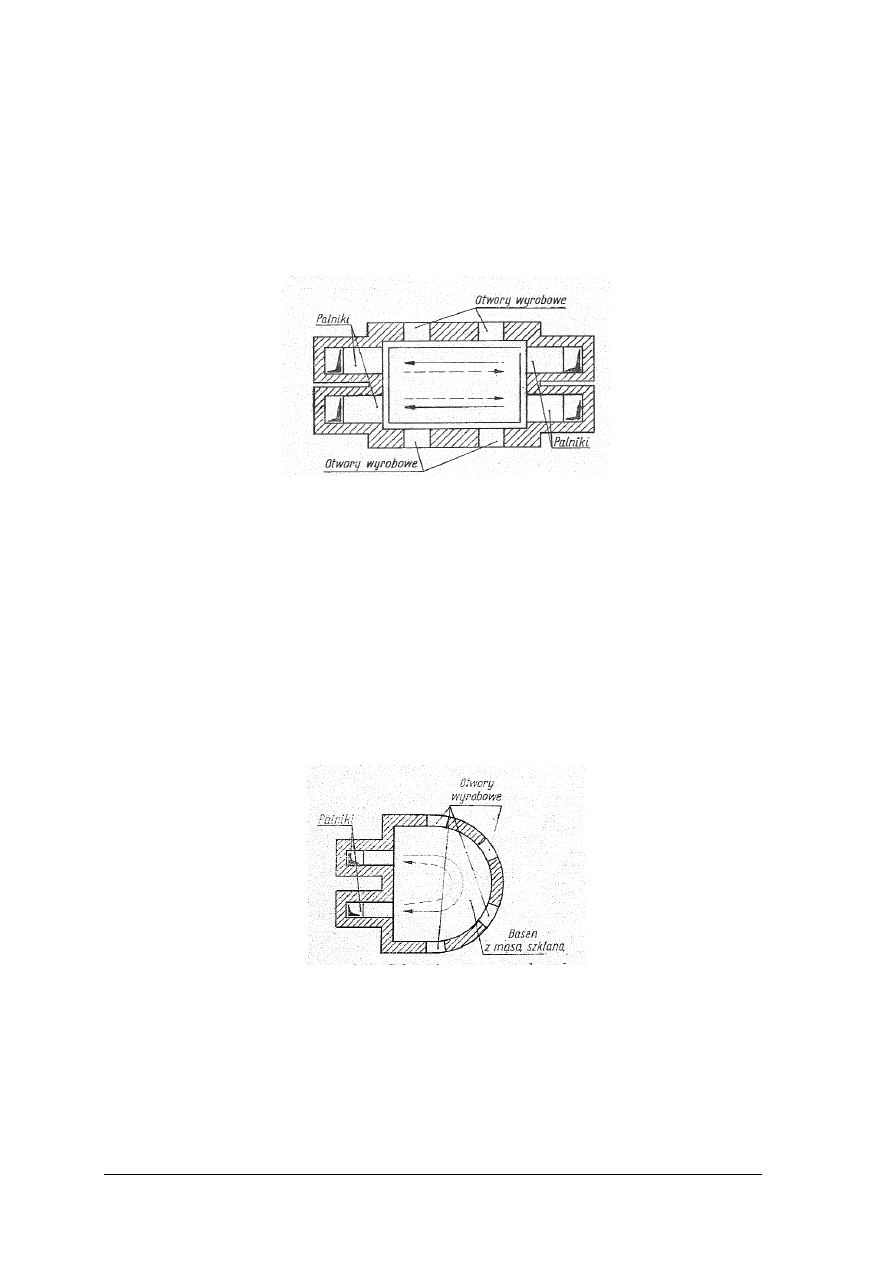
Okresowe piece wannowe
Okresowe piece wannowe (wanny wyrobowe), znajdują zastosowanie przeważnie wtedy,
gdy potrzebne jest topienie małych ilości masy szklanej o szczególnych właściwościach, gdy
rodzaj masy zmienia się rzadziej niż w piecach donicowych.
Rys. 5.
Schemat wanny wyrobowej poprzeczno płomiennej [2, s.127]
Wanny wyrobowe składają się z następujących części głównych:
–
basenu wanny, do którego zasypuje się zestaw szklarski, składa się on z dna i boków,
–
części górnej, w której znajduje się przestrzeń ogniowa, gdzie następuje spalanie gazów
i wytwarzanie energii cieplnej przekazywanej do zasypanego zestawu i topionej masy
szklanej. Przestrzeń ogniowa składa się ze ścian z otworami roboczymi i głowic
palnikowych oraz ze sklepienia.
Obydwie główne części wanny są ściągnięte wiązaniami. Wanny wyrobowe są
szczególnie przydatne do topienia specjalnych mas trudno topliwych, wymagających wysokiej
temperatury topienia.
W celu uzyskania w małych wannach wyrobowych całkowitego spalania gazów
w przestrzeni ogniowej, stosuje się wydłużenie basenu kosztem szerokości lub podkowiasty
tor płomienia – wanny U – płomienne.
Rys. 6.
Schemat wanny wyrobowej U – płomiennej [2,s.128]
Piece te, w porównaniu z piecami donicowymi są bardziej ekonomiczne zarówno
w budowie jak i eksploatacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Piece wannowe
Wanny zmianowe, to piece do topienia masy szklanej w których wszystkie stadia,
procesy, zjawiska zachodzące podczas topienia przebiegają w tym samym czasie lecz
w różnych częściach pieca.
Wanna zmianowa składa się z następujących głównych części:
–
basenu,
–
przestrzeni ogniowej,
–
kieszeni zasypowej lub otworu zasypowego,
–
palników,
–
wiązania wanny.
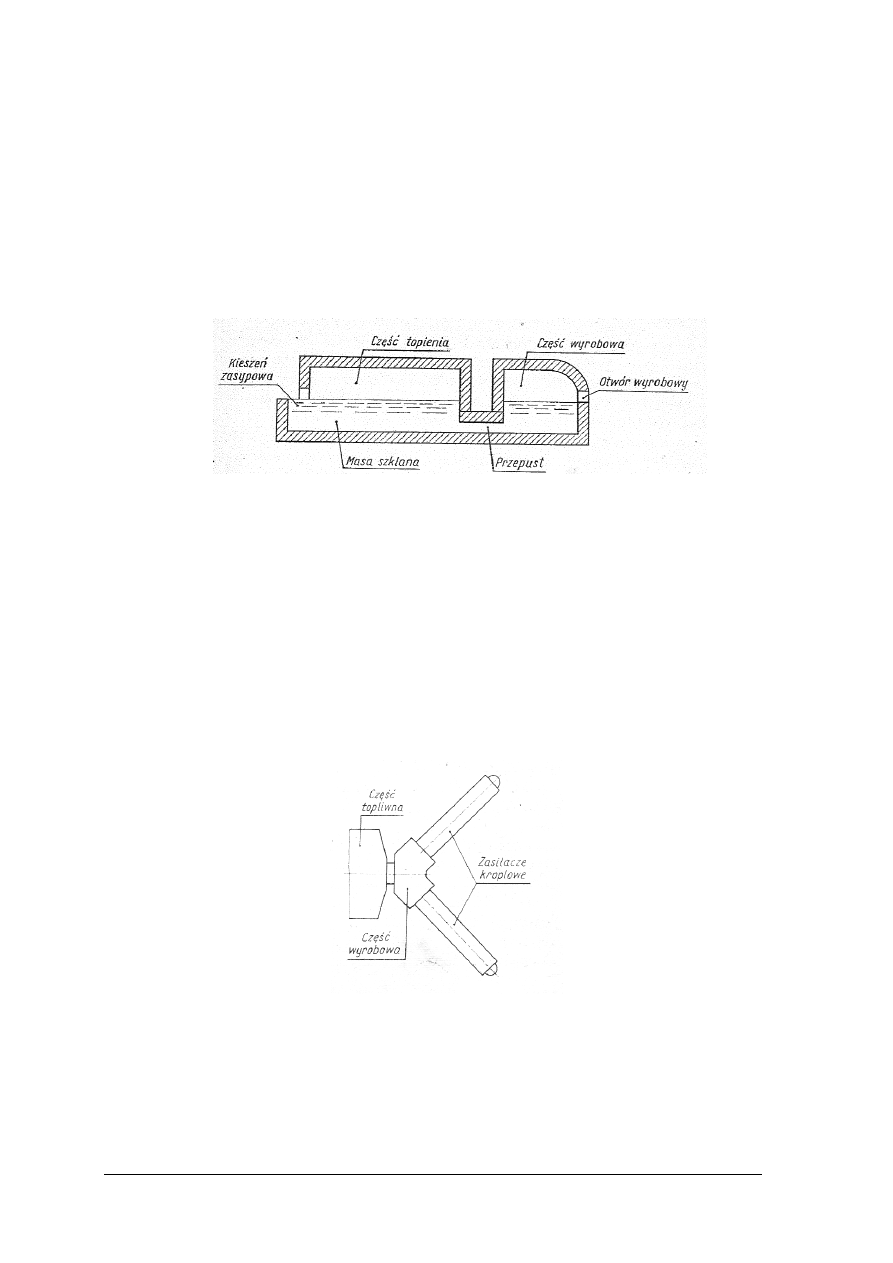
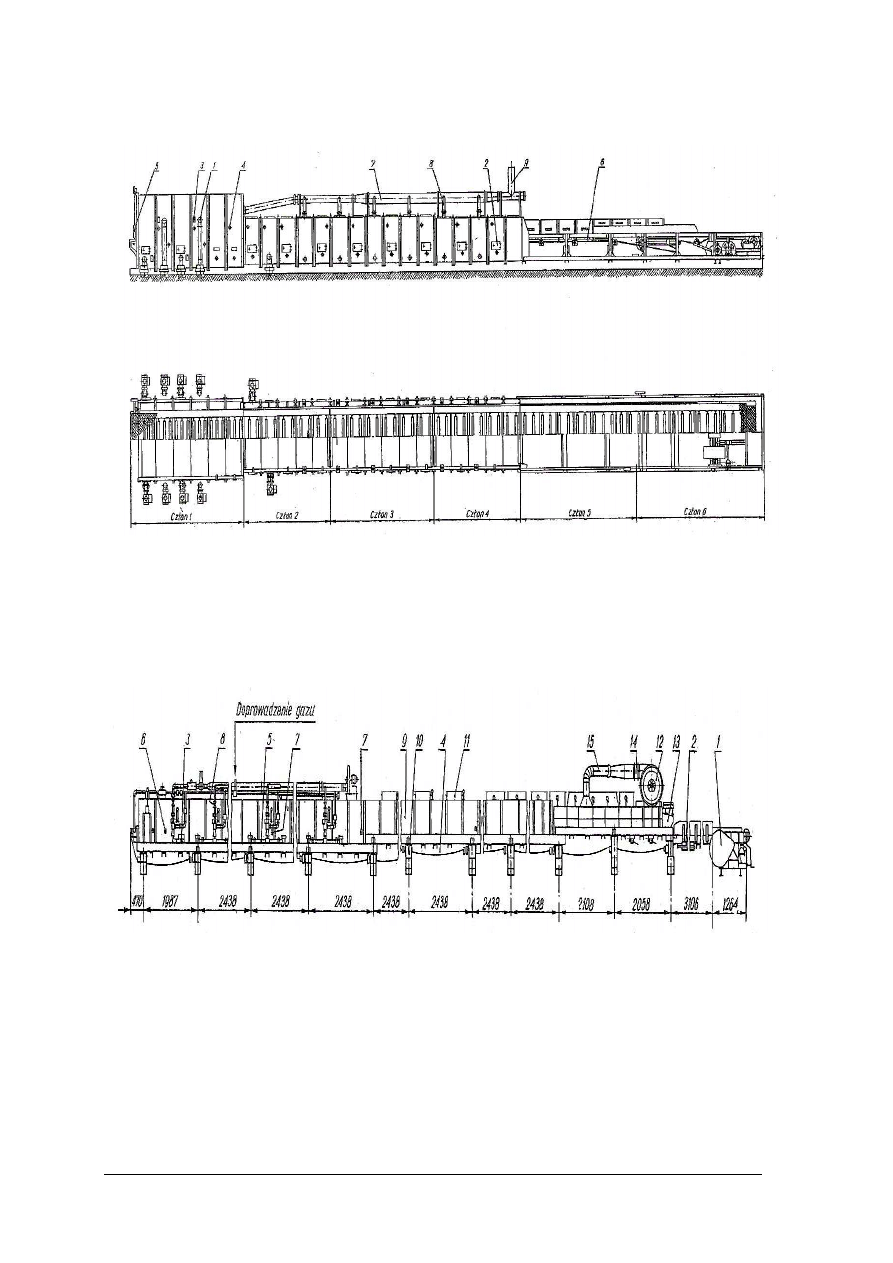
Rys. 7
Schemat wanny zmianowej dwuczęściowej z przepustem [2, s.143]
Basen – to, część wanny w której topi się masa szklana (w której zachodzą wszystkie
stadia, procesy i zjawiska topienia), składa się z dna i ścian bocznych, tzw. boków basenu.
Wielkość basenu wanny uzależniona jest od rodzaju i wielkości produkcji a największe wanny
buduje się do produkcji szkła płaskiego i opakowań szklanych. Kształt basenu wanny zależy
od rodzaju wanny, najczęściej występują różnice kształtu części wyrobowej.
Część topliwa – basen ma kształt prostokątny. Szerokość basenu jest różna, wynosi od
2–10 m, a nawet 13 m. Długość basenu zależy od wielkości produkcji i może wynosić nawet
50 m.
Część wyrobowa wanny powinna mieć kształt pozwalający na rozmieszczenie otworów
wyrobowych (formowanie ręczne), lub mszyn formujących (formowanie mechaniczne) do
wybierania masy szklanej.
Rys. 8.
Kształt części wyrobowej wanny z dwoma zasilaczami kroplowymi [2, s.145]
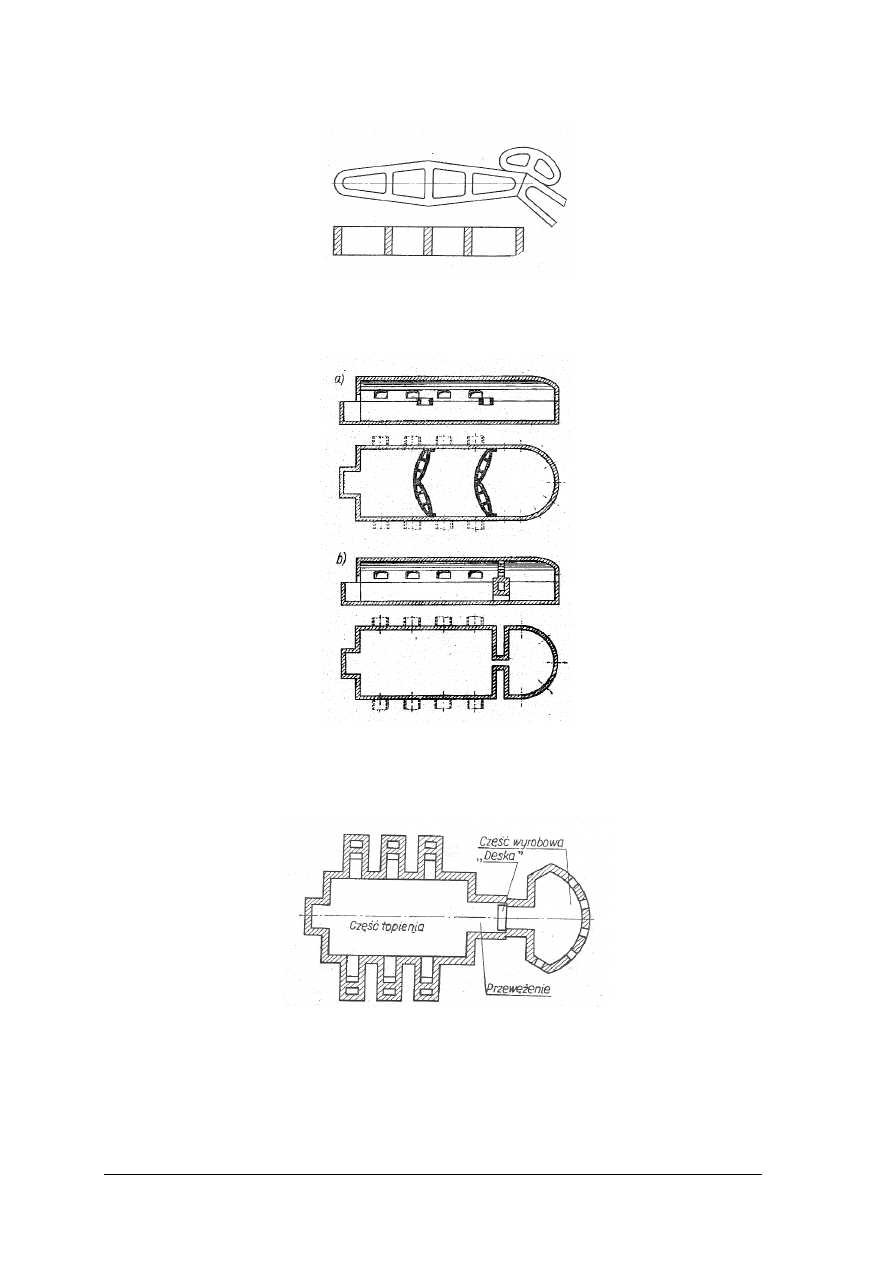
W wannach do wytwarzania szkła gospodarczego metodą ręczną, basen wyrobowy ma
kształt półkola. Zapory (pływaki) lub ściany dzielące z przepustem ustawia się do oddzielenia
części wyrobowej od pozostałych części wanny. Pływaki są to wielkie kształtki z otworami
dla zmniejszenia ich ciężaru. Ich zadaniem jest zatrzymanie niedostatecznie jednorodnych
górnych warstw masy szklanej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 9.
Pływaki [2, s.142]
Najlepszym trwałym oddzieleniem części topliwej od wyrobowej pieca jest ściana
dzieląca z przepustem, czyli otworem znajdującym się przy dnie.
Rys. 10. Schemat rodzajów basenów wanien: a) z pływakami, b) z przepustem [2, s.133]
Innym sposobem dzielenia basenu wanny jest jego przewężenie w pewnym miejscu
i ustawienie tam zapór w formie pływaków lub płaskich kształtek ogniotrwałych – desek.
Rys. 11. Wanna z zaporą w formie płyty – deski [2, s.142]
Przestrzeń ogniowa pieca – to część pieca znajdująca się nad basenem wanny,
ograniczona od boków ścianami a od góry sklepieniem pieca.
Rozróżnia się ściany boczne:
–
tylną, nazywaną szczytową,
–
przednią, nazywaną czołową albo czołem wanny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ze względu na przestrzeń ogniową wanny szklarskie dzieli się na:
–
wanny z nierozdzieloną przestrzenią ogniową,
–
wanny z częściowo rozdzieloną przestrzenią ogniową,
–
wanny z całkowicie rozdzieloną przestrzenią ogniową,
–
wanny z podwójnym sklepieniem.
Rys. 12.
Schematy wanien szklarskich z różnymi rodzajami przestrzeni ogniowej [2, s.133]
Sklepienie – jest największą i najbardziej odpowiedzialną częścią przestrzeni ogniowej.
Właściwa budowa sklepienia ma duży wpływ na:
–
trwałość pieca,
–
rozwinięcie płomienia i promieniowanie na topioną masę,
–
zużycie ciepła,
–
jakość masy szklanej.
Rys. 13.
Konstrukcja sklepienia wanny [2, s.147]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
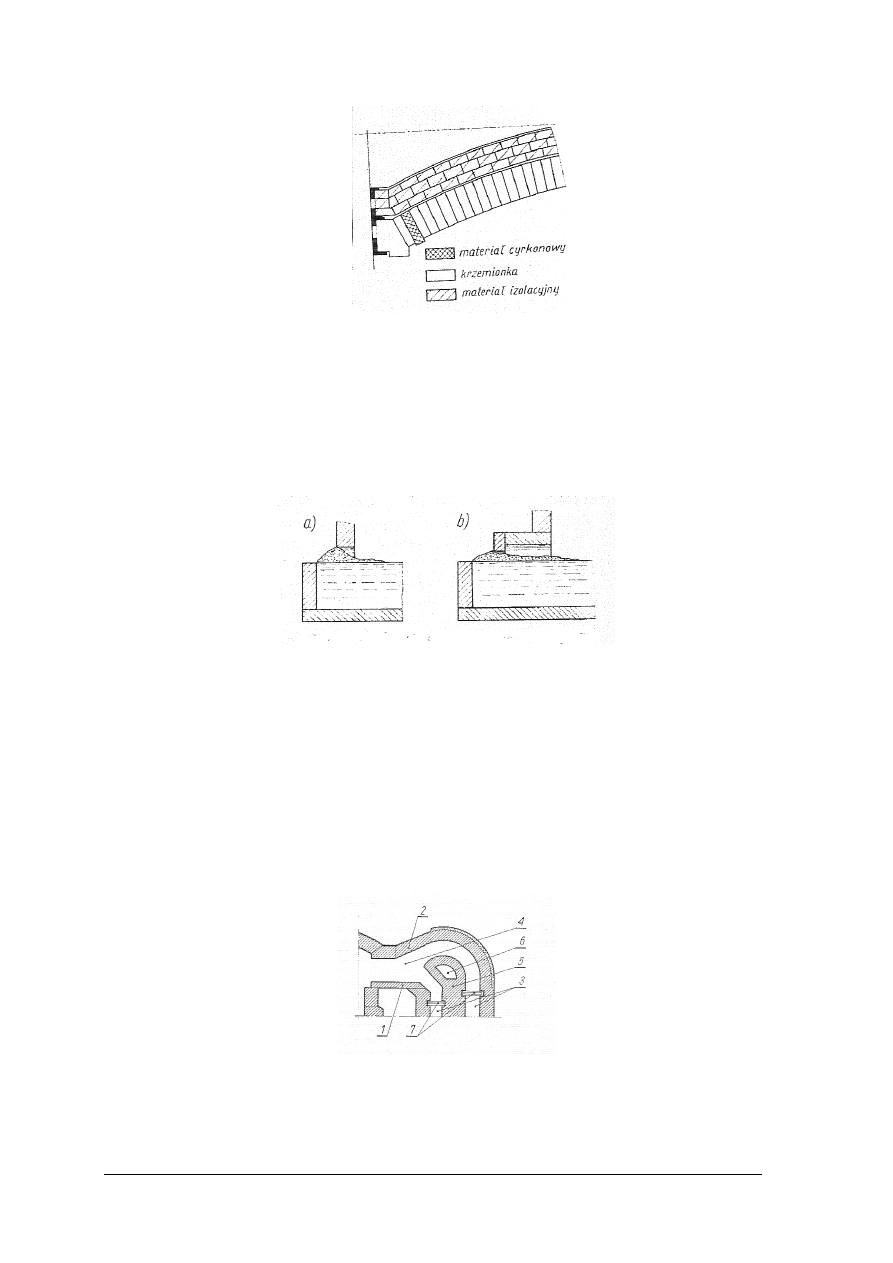
Rys. 14.
Przykłady układania warstw sklepienia [2, s.148]
Otwory i kieszenie zasypowe
Zasypywanie zestawu do wanien odbywa się przez otwór zasypowy lub przez kieszeń
zasypową. Kształt i wielkość kieszeni zasypowej zależy od:
–
sposobu zasypywania ( ręcznie, mechanicznie),
–
rodzaju zasypników mechanicznych.
Rys. 15. Kieszenie zasypowe przy wannach: odkryte bez sklepienia, b) z osobnym sklepieniem [2, s.150]
W kieszeniach odkrytych należy zwracać uwagę, aby powierzchnia lustra masy szklanej
była cały czas przykryta warstwą zestawu aby nie dopuścić do promieniowania ciepła przez
stopioną masę szklaną, znajdującą się w kieszeni zasypowej.
Wielkość i kształt kieszeni zasypowych zależy od rodzaju i liczby zasypników.
Do budowy kieszeni zasypowych stosuje się materiały ogniotrwałe jak najlepszej jakości ze
względu na silnie korodujące działanie topionego zestawu.
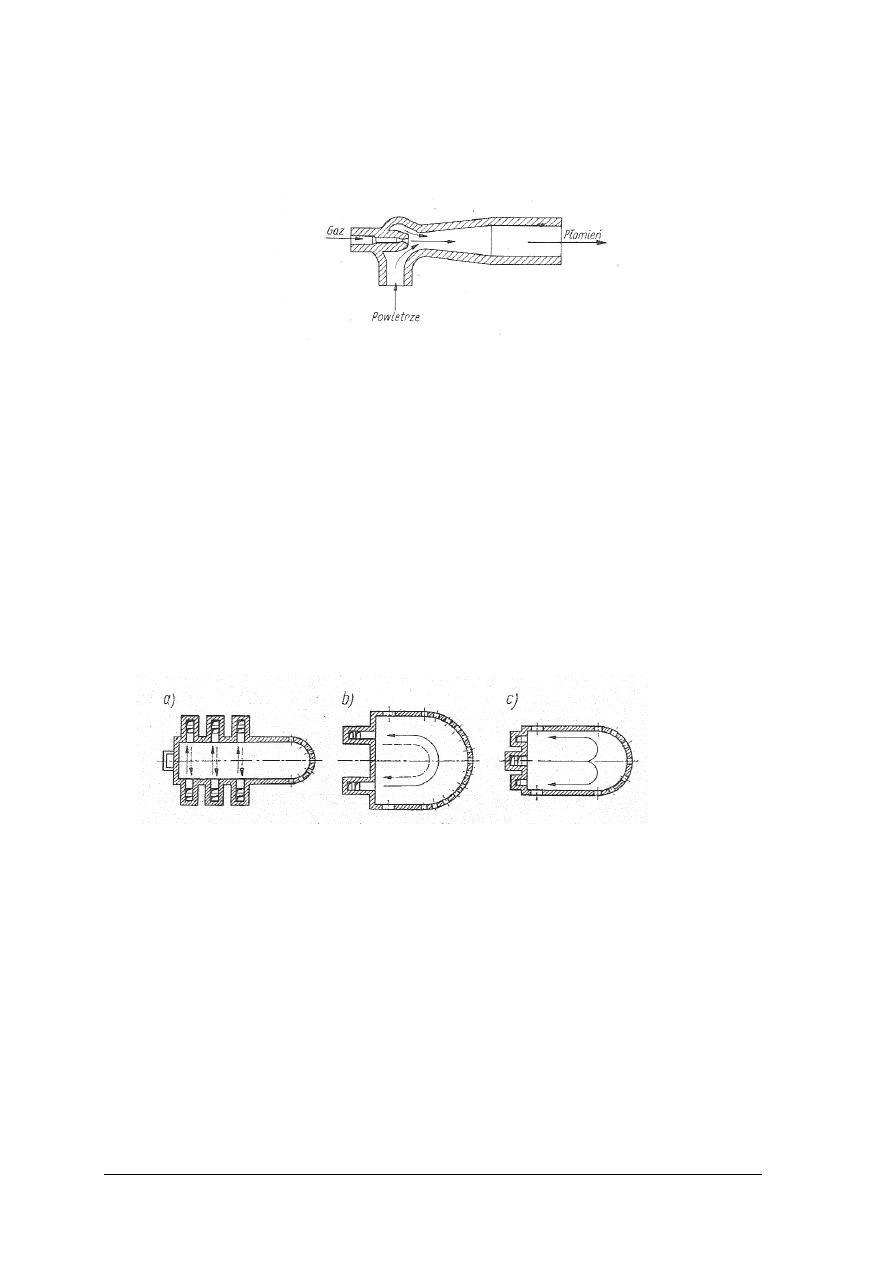
Palniki to części pieców szklarskich służące do doprowadzenia do przestrzeni ogniowej
pieca paliwa zmieszanego z powietrzem oraz do odprowadzenia spalin z przestrzeni ogniowej
pieca do komór i kanałów kominowych.
Rys. 16. Schemat palnika wanny szklarskiej [3, s.29] płyta podpalnikowa, 2) sklepienie, 3) szyby,
4) przestrzeń mieszania, 5) ściana między szybowa, 6) koniec ściany –język, 7) zasuwy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Palniki w wannach szklarskich służą do:
–
odpowiedniego zmieszania paliwa z powietrzem,
–
doprowadzenie mieszanki palnej do przestrzeni ogniowej pieca,
–
nadania płomieniowi w piecu odpowiedniego kierunku i prędkości.
Rys. 17 Schemat urządzenia do mieszania gazu palnego z powietrzem w palniku pieca [2, s.154]
W wannach regeneracyjnych palniki działają okresowo, tzn. palniki występują w parze:
–
jeden doprowadza powietrze i paliwo,
–
drugi, w tym samym czasie odciąga spaliny z pieca.
Po zmianie kierunku przepływu gazów (po rewersji), role ich się zmieniają.
W wannach rekuperacyjnych palniki działają w sposób ciągły, a do usunięcia z pieca spalin
służą osobne odciągi.
Biorąc pod uwagę sposób rozmieszczenia palników i tor płomienia w wannie, wanny
zmianowe można podzielić na dwie grupy:
1)
Poprzeczno płomienne, u których wyloty palnikowe usytuowane są symetrycznie
w ścianach bocznych wanny a ruch spalin odbywa się prostopadle do osi wanny
(rys. 18 a).
2)
U – płomienne, w których palniki umieszczone są w ścianie szczytowej wanny. W grupie
tej można wyróżnić piece, w których płomień ma kształt pojedynczej lub podwójnej litery
U, płaszczyzna płomienia jest równoległa do lustra szkła (rys.18 b i c).
Rys. 18. Schemat wanien zmianowych z różnymi torami płomienia [2, s.133]
Układ poprzeczno płomienny pozwala na utrzymanie bardziej stałego pola temperatury.
W układzie U – płomiennym lepiej wykorzystywany jest palnik.
Wiązania pieców składają się ze stalowych masztów, które są ściągnięte na górze i na
dole stalowymi prętami – ściągami dokręconymi śrubami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 19. Przykłady ściągów górnych pieca wannowego [2, s.158]
Ś
ciągi powinny być kontrolowane w czasie działania pieca a w szczególności staranniej
przy jego rozgrzewaniu. Także w czasie studzenia pieca do remontu ściągi muszą być
odpowiednio skracane.
Zadaniem wiązań pieców jest:
–
zabezpieczenie konstrukcji pieca,
–
przejęcie sił rozpierających działających w obudowie pieca oraz sił wywołanych
rozszerzalnością cieplną materiałów ogniotrwałych.
Urządzenia do odzysku ciepła spalin
Piece szklarskie są urządzeniami mało ekonomicznymi, ponieważ stopień wykorzystania
ciepła doprowadzonego do pieca jest bardzo niski.
Do częściowego odzysku tego ciepła stosuje się urządzenia cieplne, nazywane
odzysknicami ciepła, dzięki którym można:
–
zwiększyć sprawność pieca,
–
uzyskać wyższą temperaturę płomienia.
Do odzysku ciepła spalin przed odprowadzeniem ich do atmosfery służą:
–
rekuperatory,
–
regeneratory.
Rekuperator – to zamknięta komora, wypełniona szeregiem rur metalowych lub
ceramicznych, wykonanych z materiałów ogniotrwałych, przez które przepływają spaliny
zmierzające z pieca do komina. W przestrzeni między tymi rurami przepływa powietrze
zmierzające do palników. Wymiana ciepła między gorącymi spalinami a zimnym powietrzem
odbywa się przez przewodzenie ciepła przez ścianki rur.
Rozróżnia się rekuperatory:
–
współprądowe – przepływ spalin i powietrza odbywa się w kierunku jednym – zgodnym,
–
przeciwprądowe – kierunki przepływu spalin i powietrza są przeciwne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 20.
Schemat działania rekuperatorów: a) współprądowych, b) przeciwprądowych,
c) krzyżowych [2, s.91]
Częściej stosuje się rekuperatory przeciwprądowe ze względu na:
–
lepsze warunki wymiany ciepła,
–
możliwość ogrzewania powietrza do wyższej temperatury.
W przemyśle szklarskim stosuje się rekuperatory najczęściej wykonane z ceramicznych
materiałów ogniotrwałych. Ze względu na konstrukcję rekuperatory można podzielić na:
–
stojące – czyli z pionowym ustawieniem rur,
–
leżące – z poziomym umieszczeniem rur.
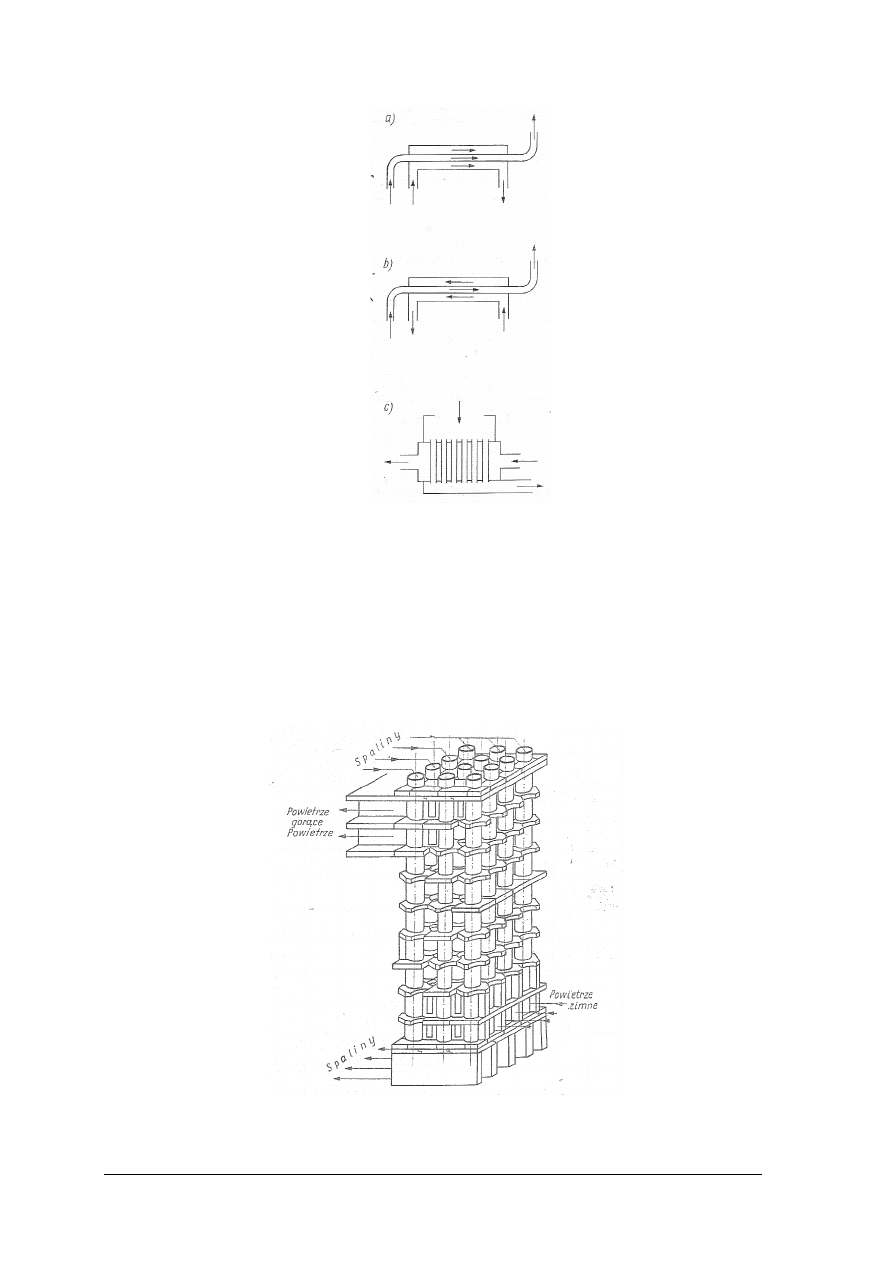
Rys. 21. Schemat budowy rekuperatora ceramicznego stojącego [2, s.93]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 22. Schemat budowy rekuperatora ceramicznego leżącego: a) przekrój poprzeczny,
b) przekrój podłużny [3, s.34]
Regenerator – służy do odzysku ciepła ze spalin w sposób okresowy.
Rys.23. Schemat regeneratora stojącego, przy wannie poprzecznopłomiennej z trzema
palnikami [3, s.35]: 1) cegła szamotowa, 2) kratownica 3) ruszt komorowy, 4) kanał
podkomorowy, 5) szyby palnikowe
Regenerator, to komora wymurowana z cegły czerwonej wewnątrz wyłożona cegłą
szamotową 1.
Komory te luźno wypełniają prostki (cegły) najczęściej szamotowe, tworząc
kratownicę 2, która ułożona jest na ruszcie komorowym 3. Pod rusztem znajduje się kanał
podkomorowy 4 połączony z kanałem urządzeń rewersyjnych. Nad kratownicą znajduje się
wolna przestrzeń w której zbierają się gazy przechodzące przez kratownicę. Przestrzeń ta jest
połączona z palnikami – szybami palnikowymi 5.
Rys. 24. Droga przepływu gazu w regeneratorach leżących i stojących: a) komory leżące, b)
komory stojące [2, s.98]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Piece do odprężania szkła
Wszystkie wyroby ze szkła, po ich ostatecznym ukształtowaniu, mają naprężenia
wewnętrzne. Usuwanie naprężeń nazywa się odprężaniem.
Wyróżniamy dwa typy odprężarek:
–
o działaniu ciągłym – odprężarka tunelowa,
–
o działaniu okresowym – komorowa.
Odprężarki komorowe – działają w sposób okresowy. Jest zbudowana z cegły czerwonej
wewnątrz wyłożona cegłą szamotową lub cała wykonana z cegły szamotowej. W celu
zmniejszenia strat ciepła stosuje się izolowanie ścian pieca i sklepienia.
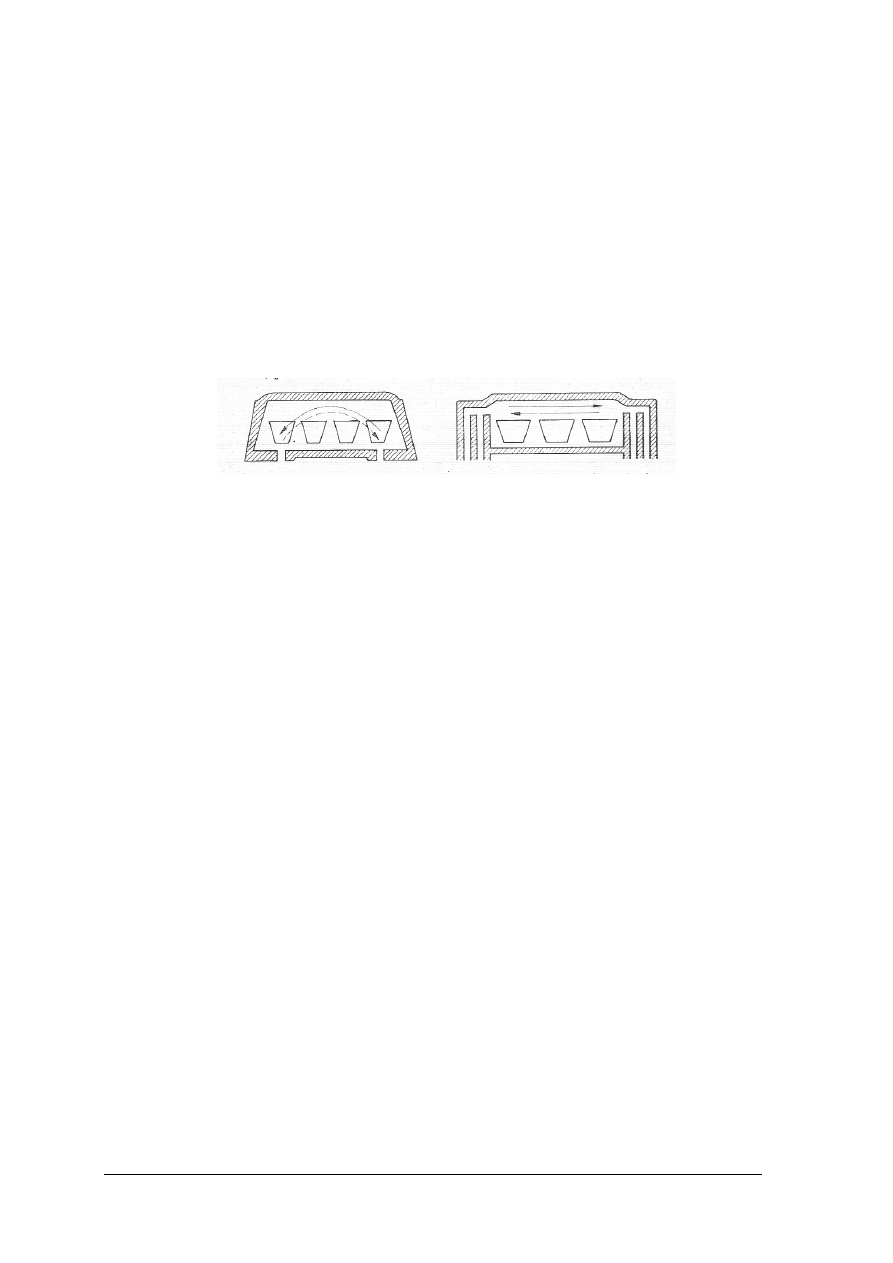
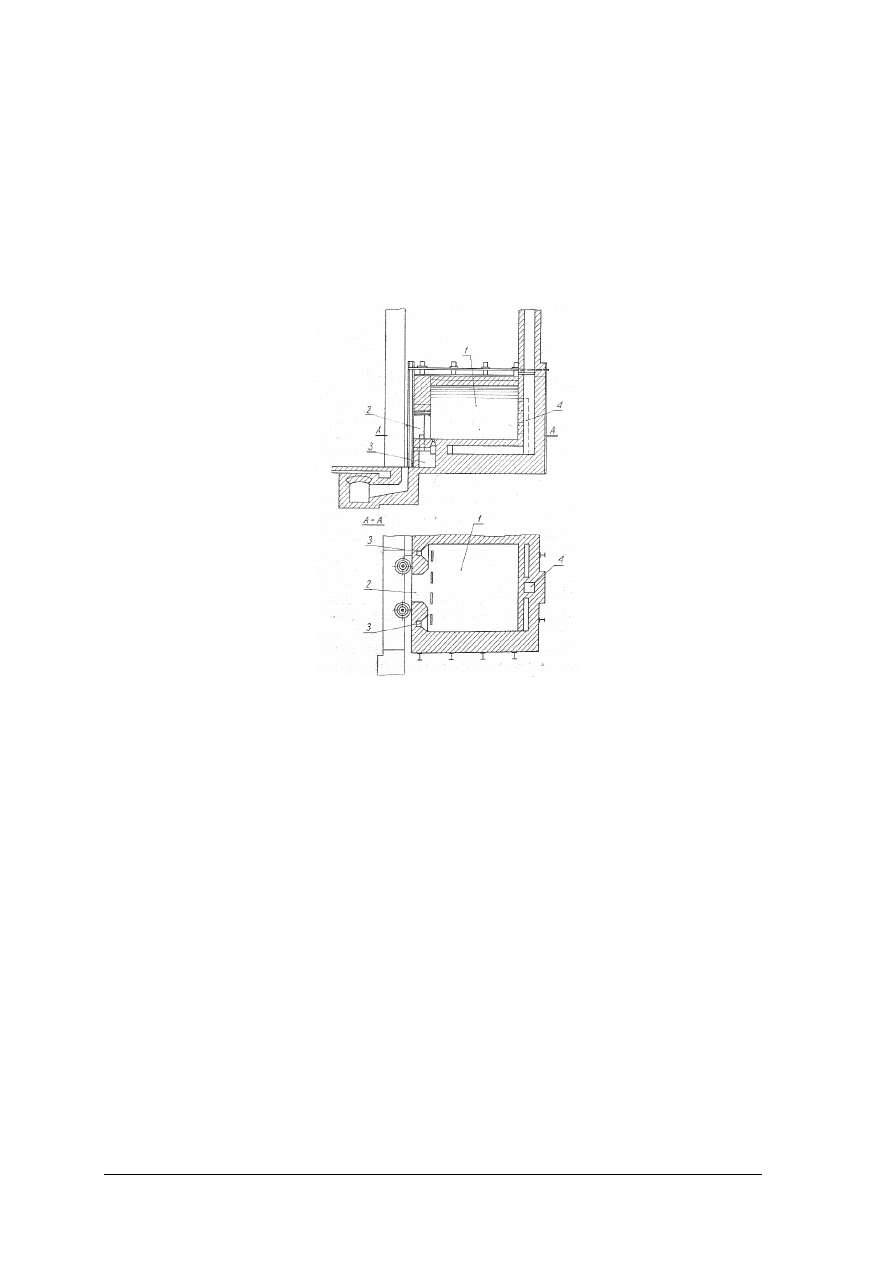
Rys. 25. Schemat odprężarki komorowej: 1) komora, 2) otwór w ścianie czołowej,
3) palniki, 4) otwory w ścianie tylnej pieca [2, s.173]
Piec jest komorą 1, do której przez otwór 2 w ścianie czołowej wkłada się wyroby. Otwór
jest zamykany. Palniki 3 umieszczone są w przedniej ścianie, gdzie znajduje się niewielka
komora do spalania paliwa. Spaliny wydostają się do komory pieca przez trzy otwory
w trzonie (dnie pieca), przechodzą nad wyrobami i są odciągane z pieca do komina 4 przez
otwory w ścianie tylnej (szczytowej) pieca.
Piece komorowe zwykle budowane są po kilka obok siebie w jednym szeregu. Wielkość
komory pieca zależy od ilości i rodzaju produkcji.
Wady odprężarek komorowych:
–
mała wydajność,
–
nierównomierny rozkład temperatur w piecu,
–
duże zużycie ciepła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
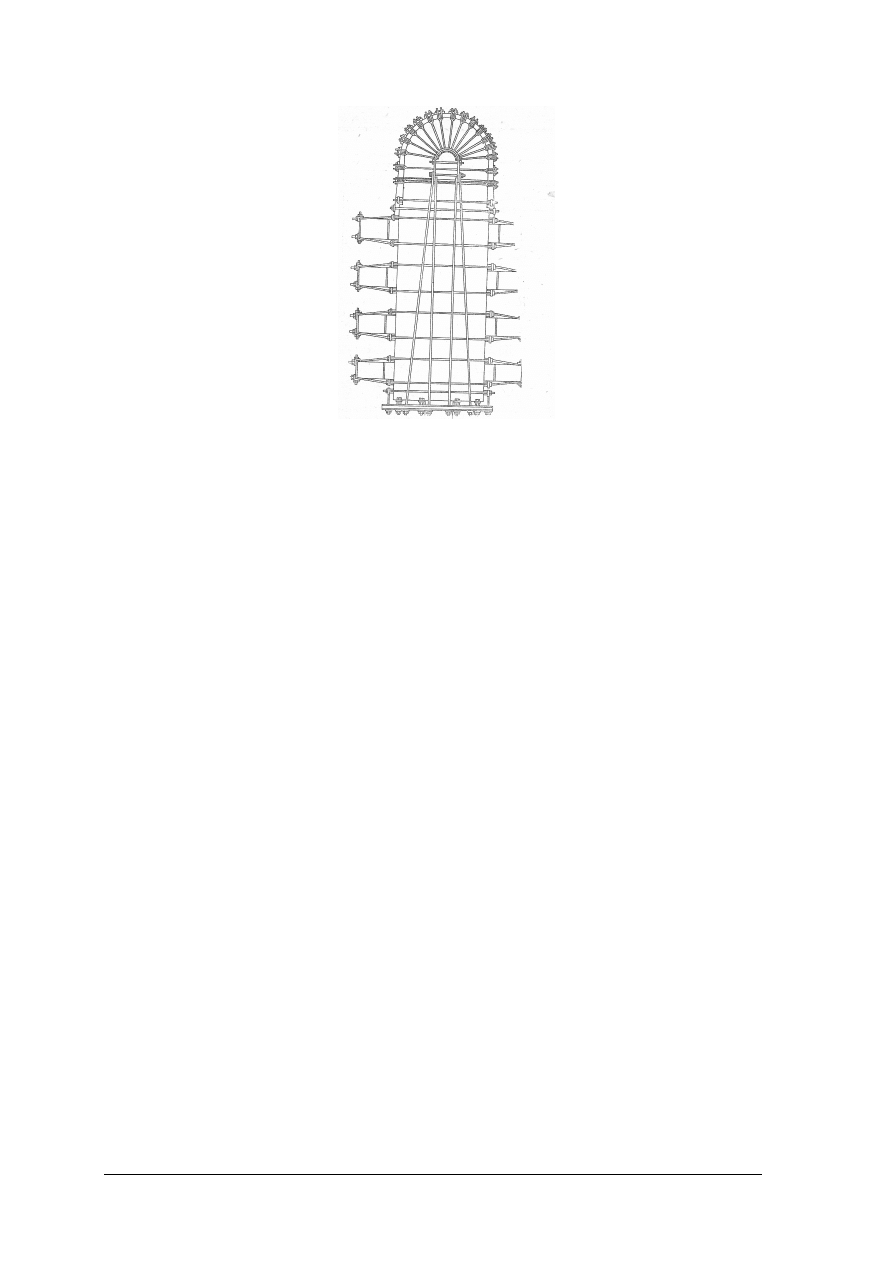
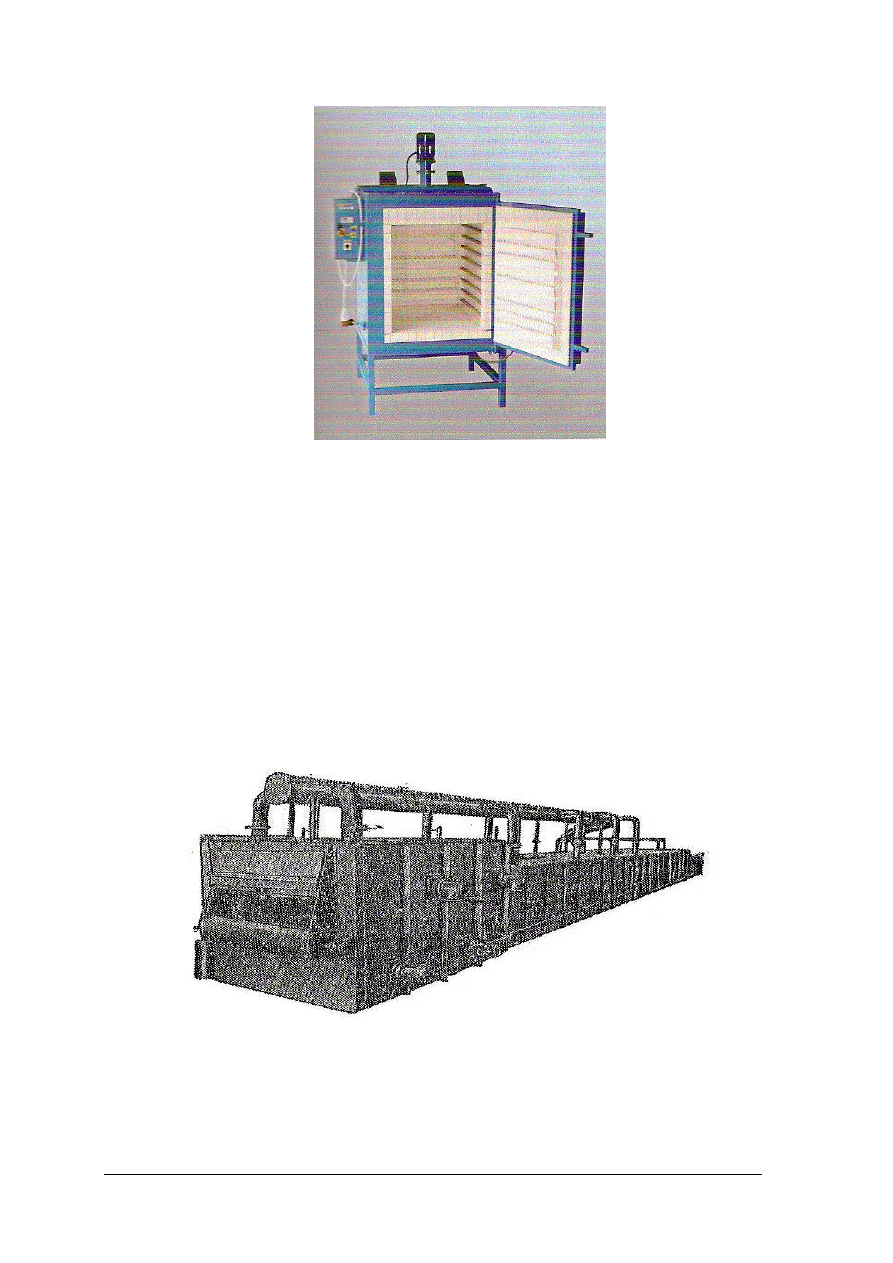
Rys. 26.
Widok pieca do odprężania wyrobów szklanych z wymuszonym obiegiem
powietrza w komorze [12]
Odprężarki tunelowe są budowane jako odpowiednio długie tunele, przez które przesuwa
się z odpowiednią prędkością szkło odprężane, przechodząc przez strefy o różnej
temperaturze zgodnie z ustalonym procesem technologicznym odprężania danego szkła.
Szkła przeznaczone do odprężania są wkładane na początku tunelu, a po przejściu całego
tunelu i przebyciu całego cyklu odprężania, odpowiednio ostudzone wyjmuje się na końca
tunelu. Długość tunelu odprężarek wynosi przeważnie od 15 do 30 metrów. Długość tunelu
zależy od rodzaju odprężanych szkieł, ich ilości, a także wielkości.
Odprężarka o szerokości taśmy 1500 mm.
Jest to odprężarka tunelowa taśmowa (rysunek 27). Odprężarka taka może być opalana
różnymi gazami, co wpływ na rozwiązania konstrukcyjne palników i rodzaj instalacji
gazowej.
Rys. 27. Widok odprężarki tunelowej [1, s.159]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Odprężarka tunelowo taśmowa o szerokości taśmy 1800 mm.
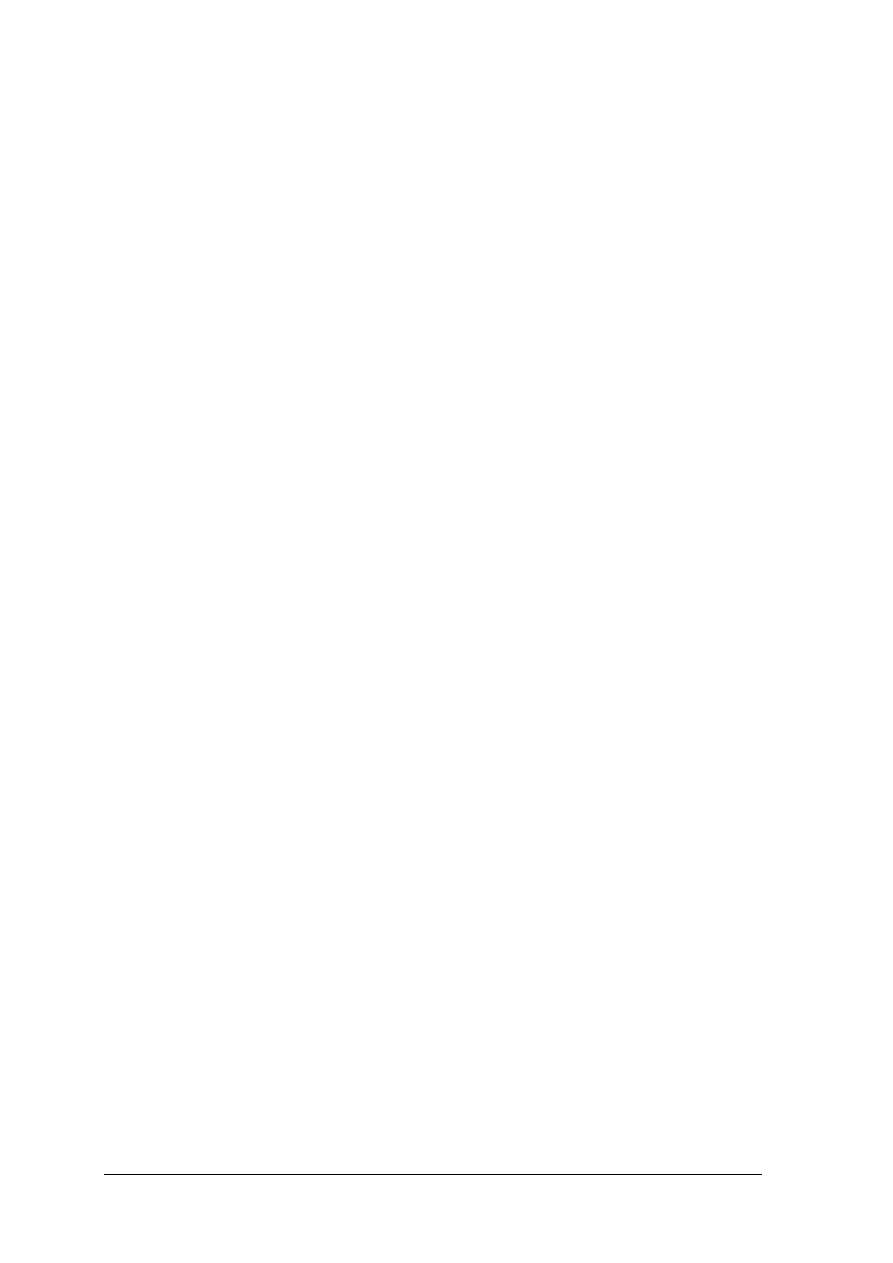
Rys28.
Odprężarka tunelowa taśmowa o szerokości 1800 mm [1, s.162]: 1) palniki, 2) drzwiczki,
3) wziernik, 4) termoelement, 5) przesłona, 6) taśma, 7) rura centralna, 8) rura
odprowadzająca spaliny, 9) wylot
Odprężarka o szerokości taśmy 1500 mm typu Hartford.
Jest to odprężarka tunelowa taśmowa, w której można odprężać wyroby cienkościenne
i grubościenne.
Rys. 29. Odprężarka tunelowa o szerokości taśmy 1500 mm [1, s.165]: 1) mechanizm napędu taśmy,
2) urządzenie napinające taśmę,
3) palnik, 4) taśma, 5) palnik, 6) termoelement,
7) termoelement,
8) urządzenie do zasilania palników, 9) tunel, 10) stojak, 11) kominek,
12) dmuchawa, 13) klapa, 14) przepustnica, 15) przewód
Odprężarka taśmowa z recyrkulacją powietrza.
Bardzo istotnym czynnikiem mającym wpływ na wyniki ekonomiczne zakładu jest
zużycie ciepła w odprężarkach. Najlepsze wyniki dają odprężarki elektryczne z recyrkulacją.
W odprężarkach takich powietrze, które otacza odprężone wyroby, jest zasysane przez
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
wentylator zainstalowany wzdłuż tunelu, po czym jest podgrzewane grzejnikami do
wymaganej temperatury i następnie ponownie wtłaczane do wnętrza tunelu odprężarki.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie nośniki energii cieplnej znajdują zastosowanie do opalania pieców szklarskich?
2.
Jakie są zalety stosowania paliw gazowych?
3.
Jakie są zalety stosowania olejów opałowych?
4.
Jakie są zalety topienia elektrodowego masy szklanej?
5.
Jak można wyjaśnić pojęcie materiałów ogniotrwałych?
6.
Jakie rodzaje materiałów ogniotrwałych znajdują zastosowanie do budowy pieców
szklarskich?
7.
Jak klasyfikuje się materiały ogniotrwałe?
8.
Na jakie czynniki narażone są materiały ogniotrwałe w procesie topienia masy szklanej?
9.
Jak wyjaśnić pojęcie piec szklarski?
10.
Jak można sklasyfikować piece szklarskie?
11.
Jakie piece szklarskie należą do grupy pieców topliwych?
12.
Jakie są stosowane piece do obróbki i uszlachetniania szkieł?
13.
Jakie piece należą do pomocniczych?
14.
Z jakich głównych części składa się piec donicowy?
15.
Z jakich głównych części składa się wanna zmianowa?
16.
Jaka jest różnica w budowie pomiędzy wanną zmianową i wanną wyrobową?
17.
Jaka jest różnica w zasadzie działania wanny zmianowej i wanny wyrobowej?
18.
Jaką rolę pełnią palniki w wannach szklarskich?
19.
Jak dzieli się wanny zmianowe pod względem budowy przestrzeni ogniowej?
20.
Jaką rolę w wannie zmianowej pełni kieszeń zasypowa?
21.
Jak dzieli się piece topliwe pod względem rozmieszczenia palników i kształtu płomienia?
22.
W jakim celu stosuje się ściągi w piecach topliwych?
23.
Jakie są sposoby odzysku ciepła ze spalin w piecach topliwych?
24.
Jakie urządzenia służą do odzysku ciepła ze spalin?
25.
Jakie urządzenia służą do odprężania wyrobów szklanych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie rysunków technicznych rozpoznaj rodzaj pieców szklarskich oraz wskaż ich
główne części.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące budowy pieców topliwych,
2)
dokonać analizy rysunków technicznych,
3)
rozpoznać rodzaje pieców,
4)
zapisać główne części pieców.
Wyposażenie stanowiska pracy:
–
papier, pisaki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
–
rysunki techniczne pieców do topienia szkła,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Przedstaw za pomocą schematu blokowego cykl pracy pieca topliwego o działaniu okresowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące budowy i działania pieców
działaniu okresowym,
2)
dokonać analizy treści,
3)
przedstawić schemat blokowy cyklu pracy pieca topliwego o działaniu okresowym.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować nośniki energii cieplnej?
2)
określić zalety stosowania paliw gazowych?
3)
określić zalety stosowania olejów opałowych?
4)
określić zalety topienia elektrodowego masy szklanej?
5)
zdefiniować pojęcie materiały ogniotrwałe?
6)
określić rodzaje materiałów ogniotrwałych stosowanych do budowy
pieców szklarskich?
7)
dokonać klasyfikacji materiałów ogniotrwałych?
8)
określić czynniki na jakie narażone są materiały ogniotrwałe podczas
procesu topienia masy szklanej?
9)
zdefiniować pojęcie piec szklarski?
10)
sklasyfikować piece szklarskie?
11)
sklasyfikować piece do topienia masy szklanej?
12)
dobrać piece do obróbki i uszlachetniania szkła?
13)
sklasyfikować piece pomocnicze?
14)
określić główne części pieca donicowego?
15)
określić główne części wanny zmianowej?
16)
wyjaśnić różnice w budowie wanny zmianowej i wanny wyrobowej?
17)
wyjaśnić różnice w zasadzie działania wanny zmianowej i wanny
wyrobowej?
18)
określić rolę palnika w wannach szklarskich?
19)
dokonać podziału wanien zmianowych pod względem budowy
przestrzeni ogniowej?
20)
określić rolę kieszeni zasypowej w piecu szklarskim?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
21)
dokonać podziału pieców topliwych pod względem rozmieszczenia
palników i toru płomienia?
22)
wyjaśnić pojęcie wiązania pieców topliwych?
23)
określić sposoby odzysku ciepła ze spalin w piecach topliwych?
24)
sklasyfikować urządzenia służące do odzysku ciepła ze spalin?
25)
sklasyfikować urządzenia służące do odprężania wyrobów szklanych?
26)
wyjaśnić na czym polega reakcja endotermicza?
27)
wyjaśnić na czym polega reakcja egzotermiczna?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.2.
Topienie masy szklanej
4.2.1. Materiał nauczania
Topienie masy szklanej jest to proces stosowany do produkcji szkła, polegający na
przekształcaniu zestawu za pomocą energii cieplnej w bezpostaciową, jednorodną i klarowną
masę szklaną odpowiedniej lepkości, stanowiącą podstawowe tworzywo do produkcji
wyrobów szklanych.
Zestaw jest mieszaniną sypkich surowców zawierających określone związki chemiczne.
Wsypany do pieca jest poddawany natychmiastowemu działaniu wysokiej temperatury,
przeważnie około 1450°C. Zestaw ogrzewa się i zachodzą w nim na początku pewne proste
procesy fizyczne, a po osiągnięciu odpowiedniej temperatury – pewne reakcje chemiczne
w stanie stałym, czyli na styku ziaren reagentów.
Przebieg procesów i zjawisk zachodzących podczas topienia masy szklanej można
usystematyzować w sposób niżej przedstawiony.
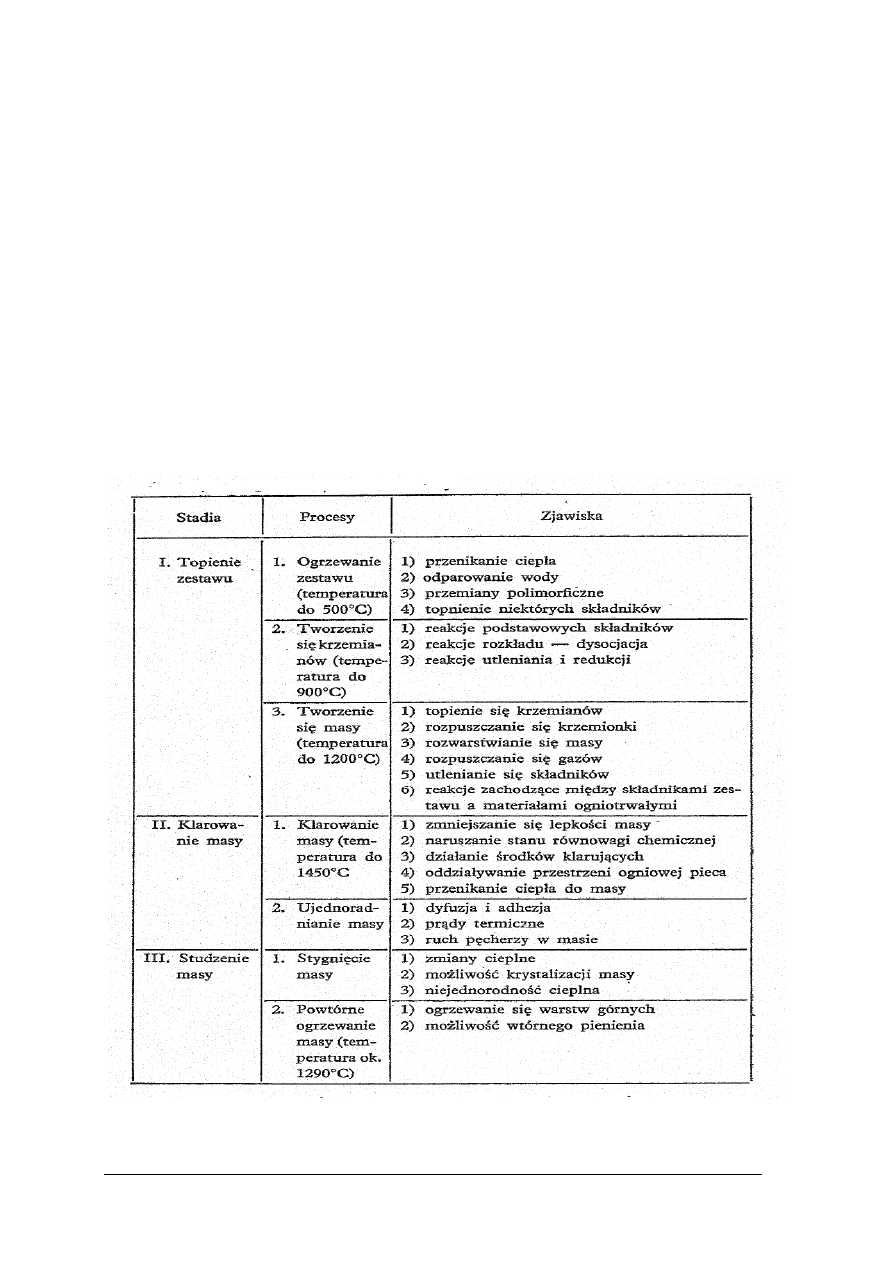
Tabela 1. Przebieg procesu topienia masy szklanej [5, s. 233]
Tabela 1. Przebieg procesu topienia masy szklanej [5, s. 233].
Każde z wymienionych trzech stadiów procesu topienia masy szklanej ma swoje
osobliwości i do zrealizowania każdego z nich istnieją odpowiednie optymalne warunki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Należy uwzględniać także wpływ różnych czynników przyspieszających proces
powstawania szkła na poszczególnych jego etapach i w całości.
Wszystkie zjawiska zachodzące w procesie topienia masy szklanej przyjęto klasyfikować
na następujące grupy:
1. Przemiany fizyczne – związane tylko ze zmianą energii wewnętrznej:
a)
wydalanie wilgoci,
b)
nagrzewanie zestawu surowców,
c)
topienie się składników,
d)
rozpuszczanie (roztwarzanie) stałych lub ciekłych składników w powstałej już fazie
ciekłej,
e)
przemiany polimorficzne,
f)
ulatnianie się niektórych składników.
2. Przemiany chemiczne – reakcje chemiczne przebiegają bez zmiany stanu:
a)
rozkład hydratów,
b)
usuwanie wody związanej chemicznie,
c)
reakcje w fazie stałej,
d)
rozkład węglanów, siarczanów, azotanów,
e)
wzajemne oddziaływanie niektórych składników i tworzenie krzemianów.
3. Przemiany fizykochemiczne – występują w nich zmiany stanu i przebiegają reakcje
chemiczne:
a)
oddziaływanie między ciekłą masą szklaną a gazowymi składnikami atmosfery pieca,
b)
oddziaływanie między ciekłą masą szklaną a zawartymi w niej gazami,
c)
oddziaływanie między fazą gazową masy szklanej i fazą gazową zawartą
w pęcherzykach,
d)
oddziaływanie między gazami piecowymi a gazami zawartymi w pęcherzykach,
e)
oddziaływanie między masą szklaną a materiałami ogniotrwałymi.
Pierwsze stadium topienia
Pierwsze stadium topienia masy szklanej nazywa się topieniem zestawu. Rozpoczyna się
ono od chwili wsypania zestawu do pieca, którą to czynność nazywa się w szklarstwie
zasypem zestawu i trwa do przekształcenia się wszystkich składników krystalicznych zestawu
w masę szklaną. Zakończenie tego stadium poznaje się po braku cząstek krystalicznych,
przeważnie zaś ziaren piasku, najtrudniej i najdłużej rozpuszczających się w stopionej masie
szklanej. Pierwsze stadium topienia kończy się w warunkach normalnych w temperaturze do
1200°C.
W stadium tym rozróżniamy teoretycznie trzy kolejne procesy:
−
ogrzewanie zestawu,
−
tworzenie się krzemianów,
−
tworzenie się masy.
Ogrzewanie zestawu
Ogrzewanie zestawu rozpoczyna się od wsypania go do pieca i trwa (umownie) do chwili
rozpoczęcia się pierwszych reakcji chemicznych, głównie rozpadu węglanów, co można
poznać po wydzielaniu się i ulatnianiu dwutlenku węgla. W zestawach na zwykłe szkła
przemysłowe proces ten trwa do osiągnięcia temperatury 500°C.
Podczas ogrzewania zestawu zachodzą liczne zjawiska, przeważnie natury fizycznej lub
fizykochemicznej a kryterium podziału tych zjawisk to wysokość temperatury, w której dane
zjawisko zazwyczaj się rozpoczyna.
Przenikanie ciepła do zestawu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Zestaw wsypuje się do pieca, na znajdującą się w nim gorącą masę szklaną. Na ogół
cząstki zestawu nie toną w masie, na którą są wsypywane, lecz utrzymują się na jej
powierzchni. Dzieje się tak dlatego, że mają one mniejszą gęstość od gęstości masy szklanej,
jak również dlatego, że napięcia powierzchniowe oraz lepkość masy są dość duże i stawiają
skuteczny opór ruchom drobniejszych cząstek zestawu, dążących do zagłębienia się w masie.
Na zimny zestaw wsypany do pieca zaczyna nagle działać wysoka temperatura, zwykle nie
mniejsza niż 1400°C. Temperatura ta jest spowodowana nagrzaniem obmurza pieca (ścian
bocznych i sklepienia) gazami palącymi się w przestrzeni ogniowej pieca, a także gorącą masą
szklaną, na którą wsypano zestaw.
Od spodu zestaw pobiera ciepło od masy przez przewodnictwo, z góry zaś od obmurza
i płomienia, głównie przez promieniowanie i tylko w niewielkiej mierze przez konwekcję
(ruch gorących gazów). Promieniowanie jest pochłaniane jednak tylko przez cienką warstwę
zestawu na powierzchni. Wewnętrzne warstwy zestawu ogrzewają się tylko przez
przewodnictwo cieplne.
Odparowywanie wody
Zestaw zawiera zawsze pewną ilość wody, co jest spowodowane wilgotnością surowców
lub występowaniem w nich wody związanej chemicznie.
Część pary wodnej rozpuszcza się w masie szklanej, podobnie jak i inne gazy.
Korzystne działanie wody zawartej w topiącym się zestawie i otrzymywanej masie
szklanej polega na następujących zjawiskach:
−
tworząca się para wodna rozrywa spieczone i zeszklone warstwy zestawu na powierzchni,
co ułatwia przenikanie ciepła w głąb zestawu,
−
woda przyspiesza reakcje chemiczne w zestawie (reakcje jonowe),
−
woda rozpuszczona w masie szklanej rozrywa więźbę krzemowo – tlenową, co zmniejsza
lepkość i napięcie powierzchniowe masy, przyczyniając się do przyspieszenia topienia.
Niekorzystne działanie wody w zestawie polega na zużywaniu znacznej ilości ciepła na
jej odparowanie.
Przemiany polimorficzne
Przemiana polimorficzna jest to zjawisko przegrupowywania się w odpowiednio
wysokiej temperaturze układów krystalicznych niektórych składników zestawu.
Najważniejsze dla topienia szkła przemiany polimorficzne zachodzą w piasku kwarcowym.
Zjawisko to ułatwia i przyspiesza reakcje tworzenia się krzemianów oraz rozpuszczanie się
krzemionki w stopionych krzemianach.
Topienie niektórych składników
Temperatura topienia pojedynczych podstawowych składników zestawu jest dosyć
wysoka i wynosi dla: Na
2
CO
3
ok. 850°C, CaO – ok. 2570°C, SiO
2
(krystobalit) – ok. 1675°C.
W temperaturze stosowanej podczas topienia masy na zwykłe szkła przemysłowe (przeciętnie
do 1425°C) istnieje możliwość topienia tylko węglanów alkalicznych, na przykład Na
2
CO
3
.
Inne dwa składniki podstawowe: tlenek wapniowy i krzemionka nie topią się. Muszą one
w reakcjach chemicznych utworzyć związki łatwiej topliwe albo rozpuścić się w stopionych
związkach.
Niektóre składniki zestawu, przeważnie spośród surowców pomocniczych lub
dodatkowych, topią się jednak w stosunkowo niskiej temperaturze, w zakresie początkowych
procesów topienia masy (do 525°C), niekiedy nawet przed wejściem w reakcje chemiczne. Do
takich składników należą: azotan sodowy NaNO
3
(temperatura topienia ok. 300°C), azotan
potasowy KNO
3
(temperatura topienia ok. 335°C).
Składniki te, topniejące w ogrzewanym zestawie, ułatwiają i przyspieszają reakcje chemiczne,
stwarzając możliwości ruchu cząsteczek zestawu i ułatwiając przez to kontakt reagentów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Z drugiej jednak strony powodują one szybkie obtapianie się (spiekanie) powierzchni
zestawu, co utrudnia przenikanie ciepła do jego głębszych warstw.
Bardzo charakterystycznie zachowuje się w topionym zestawie stłuczka. Mięknie ona
i roztapia się w stosunkowo niskiej temperaturze, co znacznie ułatwia i przyspiesza topienie
zestawu. Stopiona stłuczka ma jednak bardzo duże napięcie powierzchniowe, co po woduje,
ż
e każdy kawałek stłuczki po stopieniu upodabnia się do kropli płynnej masy otoczonej
powłoką (błoną). Opisane zachowanie się stłuczki podczas topienia zestawu nie sprzyja
oczywiście ujednorodnieniu masy szklanej. Należy przy tym pamiętać także o tym, że
stłuczka nawet powstała z tego samego zestawu, ma zawsze nieco inny skład chemiczny od
masy świeżo stopionej z – samego zestawu, co również pogarsza jednorodność masy.
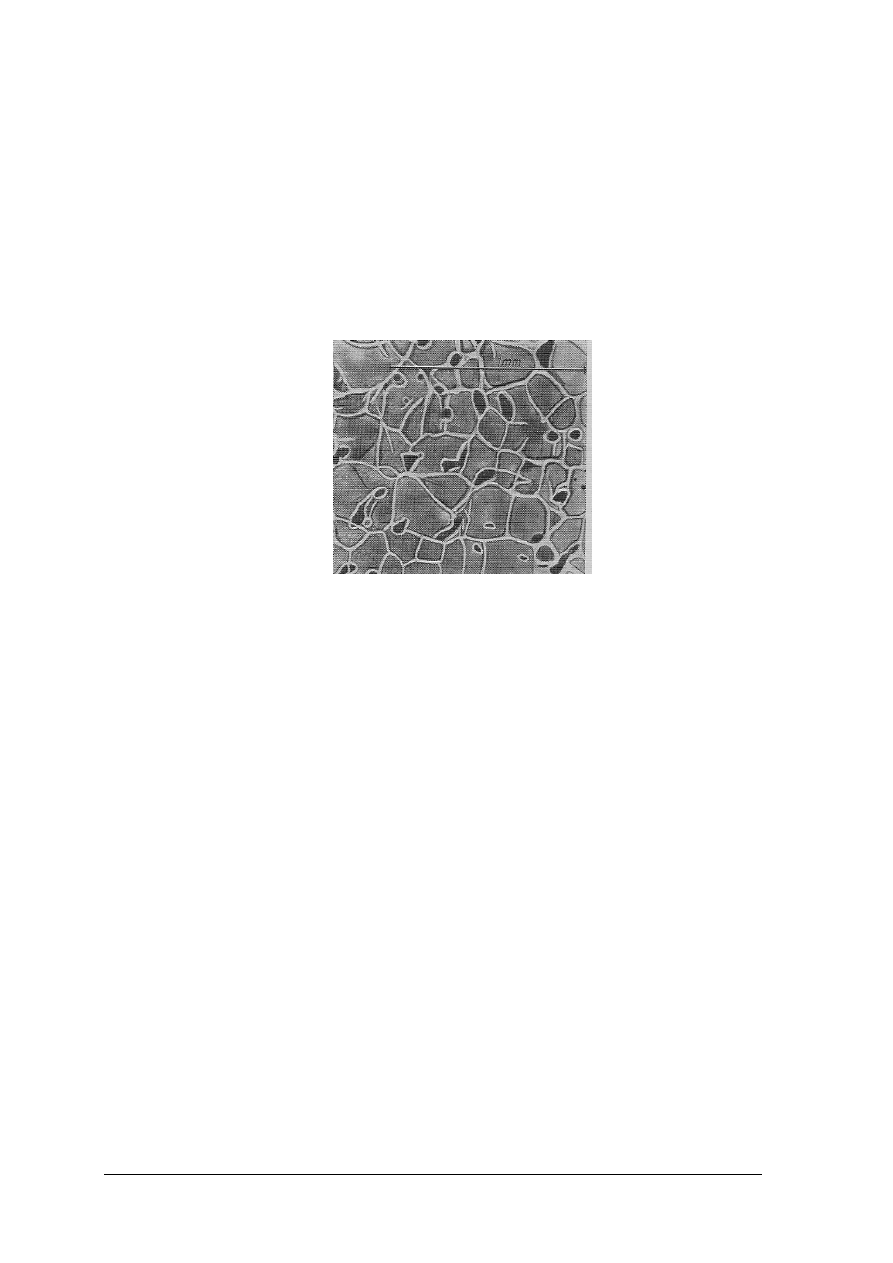
Rys. 30. Mozaikowa budowa masy szklanej nie ujednorodnionej podczas topienia [5, s.239]
Drugi proces topienia masy szklanej
Polega na reakcjach chemicznych, w wyniku których tworzą się łatwo topliwe krzemiany,
a przy tym powstają także i inne związki.
Proces ten rozpoczyna się w zestawie wsypanym do pieca dość wcześnie: w stosunkowo
niskiej temperaturze około 330
o
C, ale przebiega najintensywniej w zakresie temperatury
725–925°C. Charakteryzuje się on obfitym wydzielaniem się z zestawu dwutlenku węgla.
Reakcje podstawowych składników zestawu
W ogrzewanym zestawie najwcześniej rozpoczyna się reakcja tworzenia się soli
podwójnej z węglanu sodowego i węglanu wapniowego. Sól podwójna – węglan sodowo-
wapniowy, pojawia się już w temperaturze niższej. Reakcję tę można przedstawić
następująco:
Na
2
CO
3
+ CaCO
3
→
Na
2
Ca(CO
3
)
2
Przebiega ona intensywnie w zakresie temperatury 375 – 475°C. Powstały węglan
sodowo-wapniowy topi się dopiero w temperaturze 813°C. Jednak jeszcze w stanie stałym
reaguje on intensywnie z krzemionką w temperaturze ok. 625°C.
Należy podkreślić, że pojedyncze węglany reagują z krzemionką w temperaturze znacznie
wyższej niż węglan podwójny.
Oprócz podwójnego węglanu sodowo-wapniowego w zestawie złożonym tworzą się
i inne podwójne sole, jak podwójny węglan sodowo-potasowy Na
2
K
2
(CO
3
)
2
, topiący się
w temperaturze wyższej, ale przedtem także reagujący z krzemionką.
W temperaturze około 757°C powstaje eutektyk w postaci Na
2
Ca(CO)
2
• Na
2
CO
3
, który zaraz
się topi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Tworzenie się soli podwójnych, reagujących z krzemionką w niższej temperaturze niż
węglany pojedyncze, oraz tworzenie się eutektyków, powoduje przyspieszenie opisywanego
procesu topienia, a zatem mają wpływ na szybkość topienia masy szklanej.
Węglan wapniowy z wapieni, jeżeli nie styka się z węglanem sodowym i nie może utworzyć
węglanu podwójnego, ulega w temperaturze 910°C dysocjacji (rozkładowi).
CaCO
3
→
CaO + CO
2
Powstający w ten sposób tlenek wapniowy reaguje z krzemionką, lecz dopiero
w temperaturze 1010°C, a więc ok. 300 stopni wyższej od tej, w której reaguje on
z krzemionką w podwójnej soli, razem z węglanem sodowym.
Jest to przykład jak mogą opóźniać się reakcje wskutek niedokładnego wymieszania
zestawu, czyli jego niejednorodności.
Powstający w ten sposób tlenek wapniowy reaguje z krzemionką, lecz dopiero
w temperaturze 1010°C, a więc ok. 300 stopni wyższej od tej, w której reaguje on
z krzemionką w podwójnej soli, razem z węglanem sodowym.
Jest to przykład jak mogą opóźniać się reakcje wskutek niedokładnego wymieszania zestawu,
czyli jego niejednorodności
.
Rys.31. Skuteczność mieszania zestawu: a) zmieszanie doskonałe, b) zmieszanie złe [5, s.240]
Należy zaznaczyć, że reakcje tworzenia się krzemianów są egzotermiczne. Wydzielanie
się ciepła podczas tych reakcji objawia się nagłym wzrostem temperatury zestawu.
Obok reakcji węglanów z krzemionką przebiegają i inne reakcje wymiany, jak reakcje
fluorków, azotanów i siarczanów z krzemionką.
Reakcje siarczanów z krzemionką przebiegają znacznie trudniej i dopiero w wysokiej
temperaturze.
W zestawach wieloskładnikowych, a zwłaszcza zawierających, rozmaite związki
barwiące masę szklaną, zachodzi podczas topienia wielka liczba podobnych reakcji wymiany.
Reakcje rozkładu – dysocjacje
W ogrzewanym zestawie przebiegają także liczne reakcje rozkładu, czyli dysocjacje
Jeden z przykładów takich reakcji omawialiśmy już wyżej.
Podobnemu rozkładowi mogą ulegać także inne węglany, na przykład węglan sodowy, który,
jeśli nie wszedł wcześniej w reakcje z innymi składnikami, może dysocjować następująco
Na
2
CO
3
→
Na
2
O + CO
2
Reakcja ta przebiega bardzo rzadko, gdyż zwykle wcześniej węglan sodowy topi się,
a w stanie ciekłym staje się bardziej ruchliwy i łatwiej może napotkać na krzemionkę, z którą
natychmiast tworzy krzemian.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Najłatwiej dysocjują azotany, a jeden z nich azotan sodowy (saletra sodowa), który
w temperaturze ok. 300°C topi się, a w temperaturze ok. 525°C rozkłada według reakcji
4 NaNO
3
→
2 Na
2
O + 2 N
2
+ 5O
2
przy czym wydziela się duża ilość tlenu i z tego powodu reakcję wykorzystuje się do
utleniania masy. Należy tu zaznaczyć, że sam azotan sodowy prażony osobno rozkłada się
zaraz po stopieniu, jednak gdy występuje on łącznie z innymi składnikami zestawu dysocjacja
jego się opóźnia.
Reakcje utleniania i redukcji
W obecności tlenu, pochodzącego z dysocjacji innych związków, i w odpowiednim jego
ciśnieniu cząstkowym niektóre związki zawarte w topiącej się masie ulegają utlenieniu.
Przykładem mogą tu być związki arsenu i antymonu oraz wiele tlenków o zmiennym stopniu
utlenienia, barwiących masę szklaną.
Zasadą jest, że każdy tlenek o wyższym stopniu utleniania, utlenia znajdujący się niżej
tlenek o niższym stopniu utleniania. I tak na przykład trójtlenek chromu utlenia tlenek
manganawy, a pięciotlenek arsenu lub trójtlenek manganu utleniają tlenek żelazawy. Silnymi
utleniaczami są tlenki chromu, manganu i ceru. Natomiast tlenek żelazawy jest wśród
wymienionych tlenków najsilniejszym reduktorem.
Silnymi środkami utleniającymi są azotany (saletry). Dysocjacja ich jest źródłem dużej ilości
tlenu w zestawie, na przykład saletra sodowa dysocjuje według schematu
4NaNO
3
→
2Na
2
O + 2N
2
+ 5O
2
Trzeci proces topienia masy szklanej – tworzenie się masy
Po
zakończeniu
procesu
topienia
masy
szklanej
z
zestawu
klasycznego
(sodowo-wapniowego) stan tego zestawu powinien być następujący:
−
cała ilość węglanu sodowego i węglanu wapniowego po ostatecznej reakcji z krzemionką
utworzyła odpowiednie krzemiany,
−
powstający podczas reakcji węglanów dwutlenek węgla ulotnił się w przeważającej
ilości, ale częściowo pozostaje uwięziony w topionym zestawie,
−
powstające krzemiany, a zwłaszcza różne eutektyki oraz łatwo topliwe dodatkowe
składniki zestawu (także stłuczka) topią się, tworząc coraz większą ilość fazy ciekłej,
w fazie ciekłej, czyli w stopionych krzemianach, pływają ziarna krzemionki, które nie
mają już reagentów, gdyż krzemionki dodaje się do zestawu znacznie więcej, niż potrzeba
do reakcji z dodawaną ilością węglanów.
Do wytworzenia takiego stanu, czyli do ukończenia drugiego procesu topienia, wystarczy
temperatura 925°C. Od tej temperatury zaczyna się więc trzeci proces topienia klasycznej
masy szklanej. Trwa on do osiągnięcia temperatury 1425°C.
Charakterystyczną cechą trzeciego procesu topienia są zjawiska fizykochemiczne
zachodzące w topionym zestawie. Podczas trwania tego procesu następuje wzajemne
rozpuszczanie się składników i powstawanie stopu. Znikają ostatnie cząstki krystaliczne
zestawu, powstaje lepka ciecz – masa szklana. Rezultatem trzeciego procesu topienia jest
otrzymanie ciekłej masy szklanej, bez cząstek krystalicznych fazy stałej. Przemiany te
zachodzą dość wolno i dlatego trzeci proces topienia masy szklanej trwa zwykle stosunkowo
długo.
Topienie się krzemianów
Spośród krzemianów tworzących się podczas drugiego procesu topienia zestawu
najłatwiej topliwy (oprócz powstających eutektyków) jest dwukrzemian sodowy Na
2
Si
2
O
5
,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
następnie topi się metakrzemian sodowy Na
2
SiO
3
. Krzemiany wapnia topią się
w temperaturze znacznie wyższej. Krzemiany alkaliczne tworzą w tym okresie topienia fazę
szklistą wraz z poprzednio stopionymi łatwo topliwymi składnikami zestawu na szkła
wieloskładnikowe, jak saletra, boraks, związki ołowiu i baru, sulfat, fluorki, chlorki itp., oraz
tworzące się eutektyki. W tej fazie ciekłej złożonej ze stopionych związków rozpuszczają się
trudniej topliwe krzemiany, np. wapniowe, oraz krzemionka i inne związki trudno topliwe.
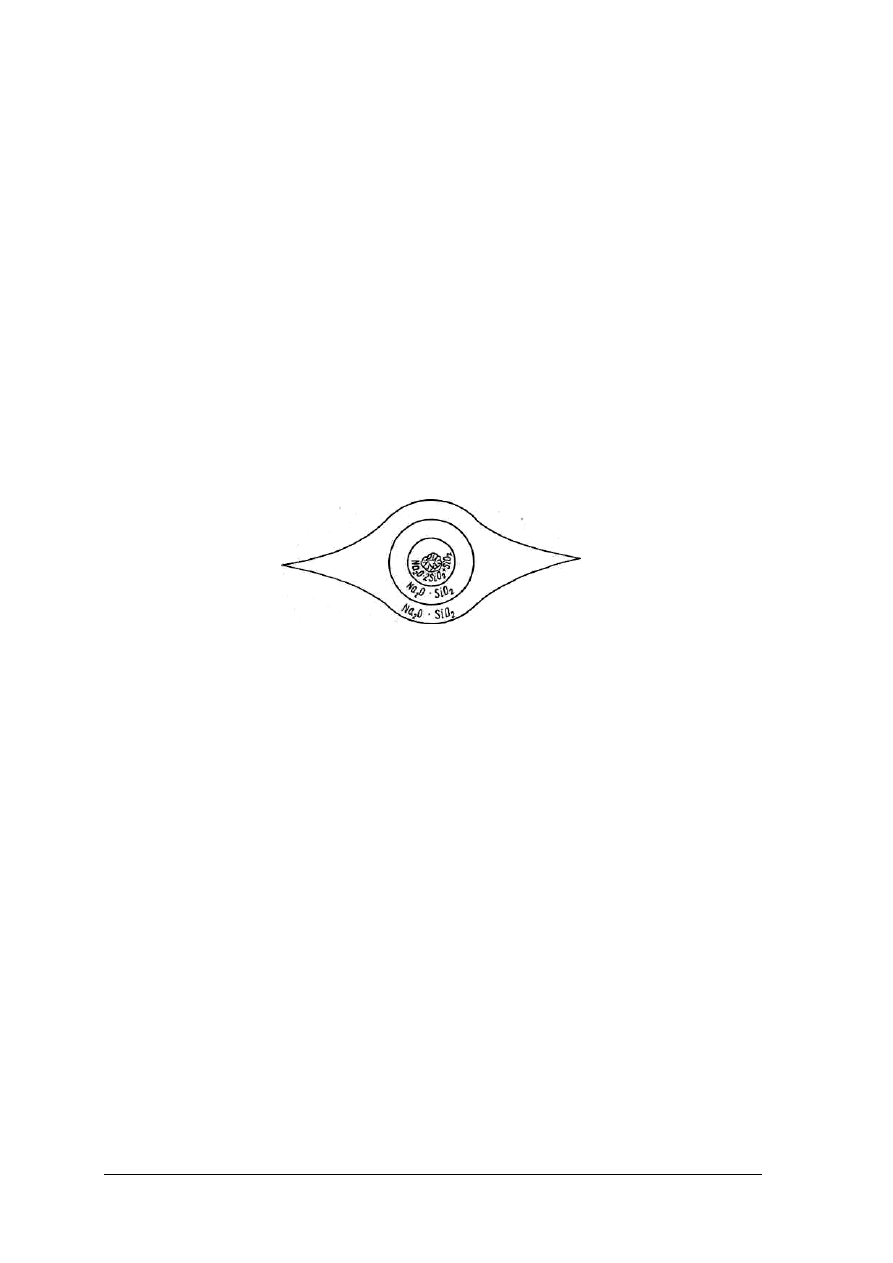
Rozpuszczanie się krzemionki
Stopione krzemiany i ewentualnie inne związki łatwo topliwe są (w temperaturze
odpowiadającej temu ich stanowi) cieczami małej stosunkowo lepkości, co sprzyja
rozpuszczaniu się w nich związków trudno topliwych, na przykład krzemionki.
Rozpuszczaniu się krzemionki sprzyjają także omówione wyżej przemiany
polimorficzne, pod wpływem których zmniejsza się gęstość krzemionki (staje się ona
gąbczasta, porowata).
Rozpuszczanie się krzemionki następuje dzięki dyfuzji. Dyfuzję utrudnia jednak fakt, że
krzemionka rozpuszczając się w stopie krzemianów zwiększa bardzo lepkość stopu.
Powoduje to interesujące zjawisko wokół każdego ziarna rozpuszczającej się krzemionki
powstaje duża (w stosunku do wielkości ziarna) otoczka masy szklistej dużej lepkości, jakby
kula, w której środku znajduje się białe ziarno krzemionki.
Rys. 32.
Schemat rozpuszczania się ziarna piasku w masie szklanej o składzie chemicznym SiO
2
,
Na
2
O [2, s. 249]
Z czynników chemicznych duży wpływ na szybkość tworzenia się krzemianów mają
ś
rodki przyspieszające topienie np. fluoryt. Ostrzec jednak należy, że przy zawartości ponad
1,5% F
2
stop ma silną podatność na krystalizację. Za optimum uważa się zawartość
ok. 0,5% F
2
.
Z czynników fizycznych wpływ na szybkość tworzenia się krzemianów ma wilgotność
zestawu. Za najbardziej optymalne przyjmuje się ok. 4% wilgotności w zestawie.
Zestawy bardziej drobnoziarniste topią się szybciej, z uwagi na późniejsze trudności
w klarowaniu stopu stosowanie piasku o ziarnistości poniżej 0,1 mm uważa się za
niewskazane, z wyjątkiem przypadków specjalnych, jak np. topienie szkła E na włókno
szklane.
Stosowanie granulatów i brykietów jest korzystniejsze dla klarowania szkła niż dla
przyspieszenia tworzenia się krzemianów.
Rozwarstwianie się masy
Niejednakowa rozpuszczalność różnych składników zestawu, a także szczególne
zachowanie się przy tym niektórych składników, wywołują pewne komplikacje w topieniu
zestawu, a zwłaszcza zaś zjawisko rozwarstwiania się topiącej się masy szklanej.
Topienie się poszczególnych składników zestawu oraz tworzących się nowych związków
w różnych temperaturach, a więc w różnym czasie oraz ich stosunkowo duże napięcie
powierzchniowe, powodują zjawisko skupiania się poszczególnych stopionych substancji
i oddzielania się od innych. Zjawisko to działa hamująco na proces dyfuzji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rozpuszczanie się gazów
Wskutek omówionych wyżej reakcji składników zestawu wydziela się duża ilość gazów,
zwłaszcza dwutlenku węgla z węglanów oraz pary wodnej z wilgoci zawartej w surowcach.
Przeważająca ilość gazów wydzielających się z zestawu ulatnia się z niego i wraz ze
spalinami uchodzi z pieca kominem. Jednak część tych gazów, wprawdzie stosunkowo
niewielka, utrzymuje się w masie dłużej albo pozostaje w niej na stałe. Na stałe pozostają
w masie szklanej gazy rozpuszczone w niej. Stosunkowo najlepiej rozpuszczają się w masie
szklanej: para wodna, dwutlenek węgla i dwutlenek siarki, nieco gorzej tlen, azot i inne gazy.
Ze wzrostem temperatury rozpuszczalność gazów w masie maleje (podobnie jak
w wodzie); po obniżeniu temperatury zdolność rozpuszczania się gazów wzrasta.
W miarę wzrostu ciśnienia cząsteczkowego gazu zwiększa się jego rozpuszczalność w masie
szklanej.
Oprócz gazów powstałych podczas reakcji chemicznych składników zestawu, wskutek
absorpcji do masy przedostają się również gazy z przestrzeni ogniowej pieca, inaczej mówiąc
ze spalin. Dwutlenek węgla i dwutlenek siarki przenikają ze spalin dość szybko do
powierzchniowej warstwy masy na głębokość ok. 1 mm. Następnie, już stosunkowo wolno,
gazy te dyfundują w głąb masy.
Ulatnianie się składników
Z gorącej masy szklanej ulatniają się nie tylko związki gazowe, powstałe w wyniku
reakcji chemicznych lub dysocjacji, lecz także para wodna i powietrze, które znajdowały się
pomiędzy ziarnami składników zestawu. W wysokiej temperaturze topienia masy parują
i ulatniają się także związki ciekłe – składniki masy. Wielkość określającą to zjawisko
ilościowo nazywamy lotnością składników masy szklanej.
Wartość lotności poszczególnych składników jest różna. Zależy ona przede wszystkim od
temperatury wrzenia tych związków, a także od temperatury, w której związki te pozostają
podczas topienia masy i czasu pozostawania w tej temperaturze.
Są składniki masy, które praktycznie nie ulatniają się wcale. Należy do nich krzemionka,
której temperatura wrzenia wynosi 2230°C. Nie wykazują także lotności związki glinu,
wapnia i magnezu. Natomiast związki alkaliczne wykazują dużą lotność – związki sodu
mniejszą, potasu – większą.
Tabela 2. Lotność składników stopionego szkła [8, s. 182]
Tlenek
Lotność [%]
Uwagi
SiO
2
0
Przy topieniu poniżej 1400
B
2
O
3
15
Przeważnie 3,6–48,3%
ZnO
4
PbO
14
W szkłach zawierających 50% PbO
Na
2
O
3
Wprowadzony do zestawu z sodą
Na
2
O
6
Wprowadzony do zestawu z sulfatem
K
2
O
12
Wprowadzony do zestawu z potażem
CaF
2
50
Najwięcej
Se
90
Najwięcej
Niektóre składniki ulatniają się z masy tylko wskutek działania innych składników,
z którymi tworzą się związki lotne w wysokiej temperaturze topienia. Związki żelaza ulatniają
się wraz z NaCl w ilości do 11%, z Se w ilości ok. 15%, z B
2
O
3
ok. 17%, z (NH
4
)
2
SO
4
ok. 29%.
Najintensywniej ulatniają się składniki z warstw powierzchniowych masy, na które działa
bezpośrednio najwyższa temperatura. Podczas topienia mas zawierających stosunkowo dużą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
ilość składników lotnych, jak B
2
O
3
PbO, K
2
O, powierzchniowe warstwy masy łatwo
zmieniają skład chemiczny. Często bywa, że wskutek tego zostaje naruszona równowaga
fazowa układu i na powierzchni masy następuje krystalizacja masy szklanej.
Największy wpływ na lotność składników wywiera temperatura topienia. Zwiększenie
temperatury z 1430°C do 1580°C powoduje trzykrotny wzrost lotności Na
2
O.
Reakcje zachodzące między składnikami zestawu a materiałami ogniotrwałymi
Podczas topienia najpierw topiony zestaw, a następnie tworząca się masa szklana stykają
się z ceramicznym materiałem ogniotrwałym,. z którego wykonuje się urządzenia do topienia
masy szklanej. Są to baseny (wanny) pieców wannowych lub tygle (donice).
Materiały te są narażone na działanie wysokiej temperatury, która im jest wyższa, tym bardziej
osłabia strukturę i trwałość tych materiałów. Odporność materiałów ogniotrwałych na wysoką
temperaturę, a także na działanie chemiczne składników topionego zestawu (korozję) oraz na
niszczące hydromechaniczne działanie masy (erozja) jest ograniczona. Dlatego też pomiędzy
topiącą się masą a materiałami, z których są wykonane wymienione urządzenia zachodzą
pewne procesy fizykochemiczne, które nie są obojętne dla przebiegu topienia.
Drugie stadium topienia
Drugie stadium topienia masy szklanej nazywa się klarowaniem masy. Rozpoczyna się
ono od chwili, gdy w powstałej ciekłej masie szklanej znikną ostatnie cząsteczki krystaliczne,
czyli rozpuszczą się w niej ostatnie ziarna krzemionki. Wtedy ostatecznie powstaje masa
szklana. Jednak nie nadaje się ona jeszcze jako tworzywo do produkcji wyrobów szklanych,
gdyż jest niejednorodna, bardzo rozwarstwiona i zawiera nadmiar gazów, nie tylko
rozpuszczonych w masie, lecz także w postaci licznych pęcherzy. Są to przeważnie pęcherze
drobne, które zostały uwięzione w masie dużej lepkości, zwiększonej wskutek rozpuszczenia
się krzemionki. Większe pęcherze gazu zdążyły już wznieść się w masie i opuścić ją
natomiast pęcherze drobne zostały.
Podczas drugiego stadium topienia masy przebiegają równolegle dwa procesy: klarowanie
i ujednorodnianie masy. Przebiegają one wprawdzie w tym samym czasie, ale wpływ na ich
przebieg mają zjawiska odmienne i dlatego omówimy je osobno.
Pierwszy proces – klarowanie masy
Proces klarowania ma na celu możliwie największe odgazowanie masy, czyli
zmniejszenie do minimum zawartości gazów, a głównie gazów znajdujących się
w pęcherzach. Pęcherze znacznie pogarszają jakość szkła, głównie zaś jego przezroczystość
ze względu na silne rozpraszanie światła. Do przyspieszania klarowania masy wykorzystuje
się kilka zjawisk, przeważnie wywoływanych sztucznie, które omówiono niżej.
Zmniejszanie się lepkości masy
Masa szklana, stopiona w wystarczającej do tego celu temperaturze do 1230°C, nie musi
być ogrzewana do wyższej temperatury. Masa może się wyklarować w temperaturze niższej,
osiąganej podczas pierwszego stadium topienia. Wymaga to jednak długiego czasu, gdyż
w takiej temperaturze lepkość szkieł przemysłowych nawet tych przeciętnych jest zbyt duża.
Utrudnia to ruch wznoszących się pęcherzy. Głównymi czynnikami wpływającymi na
prędkość wznoszenia się pęcherzy w cieczach są: lepkość cieczy oraz wielkość pęcherzy.
Lepkość masy można zmniejszyć głównie przez zwiększenie temperatury – co nazywamy
przegrzewaniem masy. Przegrzewanie masy powoduje też zmniejszenie się jej napięcia
powierzchniowego, co również przyspiesza wydostawanie się gazów z pęcherzy, dzięki
łatwiejszemu pękaniu otoczki z masy szklanej.
Naruszenie stanu równowagi chemicznej
Przegrzanie masy szklanej powoduje naruszenie stanu równowagi rozpuszczalności
gazów w masie, co prowadzi do wydzielania się ich w postaci pęcherzy – czyli odgazowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
masy i pienienia się jej. Ogrzewanie masy do wysokiej temperatury powoduje także
naruszenie stanu równowagi reakcji chemicznych. Należy pamiętać, że pewne reakcje
chemiczne, które zaszły podczas pierwszego stadium topienia, nie zostały zakończone
całkowicie, lecz tylko osiągnęły pewien stan równowagi, odpowiadający warunkom,
w których odbywały się reakcje.
Działanie środków klarujących
Drugim obok lepkości masy czynnikiem wpływającym na prędkość wznoszenia się
pęcherzy jest ich wielkość. Na początku drugiego stadium topienia w masie znajdują się
prawie wyłącznie pęcherzyki małe, powstałe przeważnie ze spóźnionych reakcji małych mas
reagentów, a więc wydzielających maleńkie ilości gazów. Dla całkowitego usunięcia tych
drobnych pęcherzyków z masy szklanej trzeba byłoby przetrzymać ją w wysokiej
temperaturze przez czas dłuższy. Aby zaś proces ten przyspieszyć należy albo zwiększyć
pęcherze, albo usunąć drobne pęcherzyki z masy, nie czekając na ich wzniesienie się do
powierzchni. Pęcherzyki występujące w masie nawet obok siebie nie łączą się przeważnie
w jeden pęcherz większy, gdyż utrudnia im to duże napięcie powierzchniowe występujące
w ich otoczkach z masy szklanej.
Aby usunąć drobne pęcherzyki z masy oraz spowodować łączenie się ich w pęcherzyki
większe, szybciej opuszczające masę należy zastosować środki – zwane środkami
klarującymi.
Ś
rodki klarujące są to związki chemiczne dodawane do zestawu w małych ilościach.
Szczególną ich cechą jest to, że:
−
rozkładają się one dopiero w temperaturze klarowania masy, tj. około 1230°C, a więc
wówczas, gdy większość reakcji zasadniczych z pierwszego stadium topienia, a głównie
reakcji węglanów, została zakończona,
−
rozkładając się wydzielają one gazy inne niż dwutlenek węgla, którym jest przesycona
masa szklana.
Jako środki klarujące najczęściej stosuje się siarczany (sulfat) lub antymoniany, które
tworzą się w pierwszym stadium topienia, wskutek utleniania tlenku antymonawego.
Na początku drugiego stadium topienia, gdy przegrzewana masa osiągnie temperaturę około
1230°C, wymienione związki klarujące rozkładają się dość gwałtownie, wskutek czego
powstaje duża liczba pęcherzy. Pęcherze te energicznie kłębią masę szklaną. Wydzielające się
pęcherze zawierają inne gazy niż dwutlenek węgla, którym jest przesycona masa szklana.
Woda w postaci pary wodnej rozpuszczonej w masie ułatwia klarowanie masy. Działanie
jej polega na rozluźnianiu i rozrywaniu sieci przestrzennej wiązań krzemianowych Si–O–Si
wskutek wymiany w nich tlenu na jony OH. Dzięki temu rozluźnia się struktura masy, co
ułatwia poruszanie się w nich pęcherzyków.
Oddziaływanie przestrzeni ogniowej pieca
Przestrzenią ogniową pieca do topienia masy szklanej nazywamy tę jego część, w której
odbywa się spalanie mieszaniny gazów palnych z powietrzem. Przestrzeń ogniowa jest
ograniczona od dołu powierzchnią masy szklanej, od góry – sklepieniem głównym, a z boków
– ścianami bocznymi.
Pochodzące ze spalania gazy (spaliny) są adsorbowane przez powierzchniowe warstwy
masy szklanej. Adsorpcja gazów jest tym większa, im większe jest ich ciśnienie w przestrzeni
ogniowej pieca. Spaliny zawierają głównie dwutlenek węgla.
Przenikanie ciepła do masy
Masa szklana, zwłaszcza topiona w piecach wannowych, jest ogrzewana głównie przez
promieniowanie, czyli przenikanie promieni podczerwonych w głąb masy. Jest pożądane, aby
promienie podczerwone przenikały do masy jak najgłębiej. Wiadomo, że w bezbarwnej albo

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
zielonej masie szklanej najwięcej promieni podczerwonych pochłaniają dwudodatnie jony
ż
elaza. Fe
2+
, zaś trójdodatnie jony żelaza Fe
3+
praktycznie promieni tych nie pochłaniają.
Podczas klarowania masa powinna być przegrzewana nie tylko w warstwach
powierzchniowych, lecz i dostatecznie głęboko, dlatego jest wskazane utrzymanie związków
ż
elaza w wyższym stopniu utlenienia. Sprzyjają temu warunki utleniające, zarówno w głębi
topionej masy, jak i w atmosferze przestrzeni gazowej pieca, co omówiono wyżej.
Drugi proces – ujednorodnianie masy
Proces ten ma na celu możliwie najlepsze ujednorodnienie masy, czyli takie wymieszanie
jej składników, aby w każdej części masy jej skład chemiczny był taki sam. Ujednorodnianie
nazywa się także homogenizacją.
Znamy już przyczyny powstawania chemicznej niejednorodności masy podczas topienia
zestawu. Wiemy, że nawet najlepsze zmieszanie zestawu nie zapobiega powstawaniu
niejednorodności masy wskutek jej rozwarstwiania się. Oczywiście, złe zmieszanie zestawu
potęguje niejednorodność masy, a oprócz tego bardzo opóźnia procesy chemiczne
w pierwszym stadium topienia.
Przy stosowanych obecnie sposobach topienia masy i używanych do tego celu rodzajach
pieców, niezmiernie trudno otrzymać masę zupełnie jednorodną. W praktyce przemysłowej
ograniczamy się najczęściej do uzyskania tylko takiego stanu, aby skutki niejednorodności
masy nie były widoczne w wyrobach w postaci smugowatości (smużystości).
Należy jednak pamiętać, że niejednorodność szkła, nawet niedostrzegalna, jest główną
przyczyną małej wytrzymałości mechanicznej szkła i jego nadmiernej kruchości.
Niejednorodność powoduje powstawanie w szkle naprężeń strukturalnych, odmiennych od
naprężeń termicznych i mechanicznych. Dla możliwie najlepszego przeprowadzenia
i przyspieszenia ujednorodniania należy wykorzystać umiejętnie zachodzące przy tym
procesy.
Dyfuzja i adhezja
Jednym z czynników powodujących ujednorodnianie się masy jest dyfuzja. Działanie
dyfuzji jest potęgowane przez inne zjawisko adhezji. Polega ona na tym, że warstwy masy
o mniejszym napięciu powierzchniowym przylegające do warstw masy o większym napięciu
powierzchniowym pełzną po nich. Przy tym warstwy o napięciu mniejszym rozciągają się,
opływają inne warstwy. W ten sposób ułatwiają i przyspieszają dyfuzję. Aby przyspieszyć
dyfuzję, trzeba więc zmniejszyć lepkość masy i jej napięcie powierzchniowe. Można to
uczynić przez zwiększenie temperatury masy. Można także w tym celu dodawać do zestawu
pewnych składników zmniejszających lepkość masy podczas procesu ujednorodniania.
Prądy termiczne masy
Prądami termicznymi masy nazywamy jej ruch w piecu wskutek różnicy temperatury
pomiędzy częściami masy, znajdującymi się w różnych miejscach pieca.
Ruch pęcherzy w masie
Stosunkowo dużą rolę w ujednorodnianiu masy szklanej odgrywa ruch wznoszących się
pęcherzy. Dotyczy to zwłaszcza pęcherzy dużych, wydzielających się spontanicznie podczas
procesu ujednorodniania masy z dodawanych do zestawu środków klarujących. Pęcherze te
powiększają się wskutek wchłaniania gazów rozpuszczonych w masie. Wznosząc się ku
powierzchni masy pęcherze nie przebijają poszczególnych warstw masy, gdyż nie mogą
pokonać napięć powierzchniowych sprawiających, że warstwy masy tworzą sprężyste i mocne
błony. Podnoszone warstwy rozciągają się, wskutek czego zwiększa się powierzchnia ich
styku z sąsiednimi warstwami. Po osiągnięciu powierzchni masy pęcherze pękają, gaz z nich
ulatnia się, zaś wydźwignięte warstwy spadają, mieszając się przy tym. Aby przyspieszyć
proces i osiągnąć możliwie najlepszą jednorodność stosuje się dodatkowe czynności
ujednorodniania masy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Jednym ze sposobów stosowanych jest gwałtowne mieszanie masy:
−
za pomocą dużych pęcherzy pary wodnej lub innych gazów, wprowadzanych umyślnie do
wnętrza masy, co nazywa się też kłębieniem,
−
za pomocą urządzeń mechanicznych (mieszadeł).
W jednym i drugim wypadku ruch masy powoduje bardzo energiczne rozciąganie się
różnych warstw, co w znacznym stopniu ułatwia dyfuzję ujednoradniającą skutecznie masę
szklaną
Trzecie stadium topienia
Trzecie stadium topienia nazywa się studzeniem masy. Jego celem jest doprowadzenie
masy szklanej, zbytnio ogrzanej (przegrzanej) podczas drugiego stadium topienia, do takiej
temperatury, w której lepkość jej będzie najbardziej odpowiednia do kształtowania z niej
wyrobów szklanych, wybraną metodą i określonymi sposobami.
Stadium studzenia rozpoczyna się zaraz po wyklarowaniu masy, czyli po stwierdzeniu, że nie
występują w niej pęcherze. Temperatura masy osiąga wówczas ok. 1500°C, a w końcu
ostatniego stadium spada najczęściej do 1100°C. Wyklarowaną masę należy więc ostudzić
o blisko 400°C.
Pierwszy proces – studzenie masy polega na obniżaniu wokół niej temperatury.
Masa, która dotychczas pobierała ciepło od cieplejszego od niej otoczenia, głównie
z przestrzeni ogniowej pieca, zaczyna wskutek tego oddawać swe ciepło otoczeniu
chłodniejszemu – stygnie. Im większa jest różnica temperatury otoczenia i masy, tym prędzej
masa stygnie. Podczas stygnięcia zachodzi wiele zjawisk, mających duży wpływ na jakość
stopionej masy.
Możliwość krystalizacji masy
Podczas studzenia masy szklanej, a zwłaszcza podczas dłuższego jej pozostawania
w temperaturze zwanej wyrobową, czyli temperaturze zapewniającej masie lepkość
odpowiednią do wytwarzania wyrobów, istnieje największa możliwość krystalizacji masy
szklanej. Krystalizacja masy szklanej następuje, jak wiadomo, wówczas gdy masa znajduje się
przez pewien czas w zakresie temperatury krystalizacji, czyli nieco poniżej temperatury
likwidus.
Krystalizacji masy szklanej można zapobiec albo przez utrzymywanie masy szklanej
w temperaturze wyższej od górnej temperatury krystalizacji (likwidus), albo przez zmianę
składu chemicznego masy, mającą na celu obniżenie temperatury krystalizacji masy.
Niejednorodność termiczna
Straty ciepła spowodowane wypromieniowywaniem go z górnych warstw masy mogą być
znacznie większe niż ilość ciepła doprowadzana drogą przewodności z głębi masy do tych
warstw. Jeśli wnętrze górnej części pieca jest studzone zbyt szybko, mogą przez to powstać
duże spadki temperatury pomiędzy górnymi a dolnymi warstwami masy.
Stygnięcie poszczególnych części masy w różnych warunkach cieplnych i pozostawanie ich
przez pewien czas w odmiennej temperaturze powoduje różne stany uporządkowania
struktury tych części masy. Powoduje to różnorodność właściwości różnych części masy,
choćby miały one jednakowy skład chemiczny. Części te mają różną gęstość, różną lepkość,
powodującą nierównomierne rozciąganie się masy, a co najważniejsze – różny współczynnik
optyczny, co powoduje, że powierzchnie graniczne między częściami masy o różnym
współczynniku optycznym są widoczne w wyrobach. Ta różnorodność właściwości przejawia
się smugowatością szkła. Taki stan masy szklanej nazywa się niejednorodnością cieplną
(termiczną) albo strukturalną. Nie zależy ona zupełnie od niejednorodności chemicznej szkła,
ale stanowi wadę masy szklanej, pogarszającą jakość wyrobów szklanych prawie tak, jak
niejednorodność chemiczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Drugi proces – powtórne ogrzewanie masy
Z poznanych zjawisk wynika wniosek, że masa szklana nie powinna być studzona zbyt
szybko. Najbardziej prawidłowe byłoby studzenie górnych warstw masy, a więc i obmurza
górnej części pieca, z taką szybkością, jaką jest przewodzone ciepło z dolnych warstw masy
do górnych. Trwałoby to jednak zbyt długo i w warunkach przemysłowych poszukuje się
zwykle sposobów przyspieszających proces studzenia bez widocznego pogorszenia jakości
masy. Należy jednak liczyć się przy tym z innymi zjawiskami występującymi przy studzeniu.
Ogrzewanie masy
W praktyce przemysłowej obiera się przeważnie sposób studzenia polegający na
możliwie szybkim początkowo studzeniu masy, bez względu na powstającą niejednorodność
cieplną, a następnie na powtórnym ogrzewaniu masy dla wyrównania temperatury i usunięcia
niejednorodości cieplnej. Należy jednak pamiętać przy tym, że jeśli masa szklana była zbyt
długo niejednorodna, wówczas doprowadzenie jej do stanu zupełnej jednorodności może
okazać się już niemożliwe. Wskutek studzenia mogą bowiem zajść w strukturze szkła zmiany
nieodwracalne.
Powtórne ogrzewanie szkła może ponownie wywołać wiele zjawisk, które już uprzednio
zachodziły w masie. Ogrzewanie powtórne polega znów głównie na przenikaniu ciepła przez
promieniowanie, przy czym wskutek małej przewodności masy nie stwarza się w niej
jednakowych warunków cieplnych. Zjawiska wywołane ogrzewaniem mogą pogorszyć
znacznie jakość masy szklanej.
Możliwość wtórnego pienienia
Podczas powtórnego ogrzewania masy dla uzyskania jednorodności cieplnej może
wystąpić zjawisko wtórnego pienienia się masy. Przyczyny tego zjawiska omówiono niżej.
Warstwy górne, dzięki pochłanianiu promieniowania cieplnego ogrzewają się znacznie silniej
niż warstwy położone w głębi masy. Ze wzrostem temperatury zmienia się stopień nasycenia
masy rozpuszczanymi w niej gazami. Jeśli więc masa nie została poprzednio dobrze
odgazowana, a tylko podczas studzenia zdołała rozpuścić znajdujące się w pęcherzykach gazy,
osiągając w ten sposób w niskiej temperaturze stan nasycenia lub bliski nasycenia, wskutek
powtórnego ogrzewania może się ona stać przesycona. W tym wypadku może wydzielić się
z masy nadmiar rozpuszczonych w niej gazów, co objawia się wystąpieniem licznych
drobnych pęcherzyków. Powstaje więc zjawisko wtórnego pienienia się masy.
Powtórne ogrzewanie masy musi być niewielkie, stopniowe i powolne: nigdy nie należy
ogrzewać masy do temperatury wyższej od tej, którą osiągnęła podczas klarowania.
Nieodpowiednie studzenie masy może więc zniweczyć dobre wyniki topienia masy, co
daje się odczuć szczególnie dotkliwie podczas topienia masy w dużych piecach wannowych.
Odbarwianie masy szklanej
Odbarwieniem
masy
szklanej
nazywamy
zespół
czynności
i
procesów
technologicznych, dokonywanych dla usunięcia niepożądanego zabarwienia szkła wywołanego
występującymi zawsze w pewnym stopniu zanieczyszczeniem masy, głównie związkami żelaza.
Jest to działanie złożone, gdyż podstawowe czynności muszą być podjęte już podczas
sporządzania zestawu. Polegają one na dodawaniu do zestawu odpowiednich związków
chemicznych, które podczas topienia masy będą działać odbarwiająco. Aby jednak to działanie
występowało podczas topienia masy muszą być zachowane pewne warunki.
Najbardziej realne jest oddziaływanie na zabarwienie szkła za pomocą atmosfery topienia
masy szklanej. Najkorzystniejsze jest zastosowanie atmosfery zdecydowanie utleniającej.
Dzięki temu uzyskuje się:
a)
stałość stosunku ilościowego różnych jonów żelaza, gdyż zawartość jonów Fe
3+
dąży do
wartości maksymalnej, dzięki czemu ustala się także odcień barwy szkła,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
b)
zmniejszenie pochłania światła przez szkło – mniejszą szarość, a więc większą jasność
(białość) szkła.
Tę zdecydowanie utleniającą atmosferę w procesie topienia masy zapewnia się przez:
1)
wytworzenie atmosfery utleniającej w przestrzeni ogniowej pieca,
2)
dodawanie do zestawu środków silnie utleniających, np. azotanów z tlenkiem
antymonowym, dwutlenku ceru albo dwutlenku manganu – odbarwianie chemiczne.
Do odbarwiania masy szklanej używa się niżej następujących barwników:
1) Selen elementarny Se lub związki selenu – seleniny: sodowy, potasowy, cynkowy lub
barowy. Środki te powodują czerwone zabarwienie masy, dobrze wygaszające
zabarwienie zielononiebieskie wywoływane przez jony Fe
2+
. Wadą tych środków jest
obfite ulatnianie się ich z topionego zestawu, dochodzące niekiedy do 90%.
2) Tlenek kobaltawy CoO lub inne tlenki oraz związki kobaltu przechodzące podczas
topienia masy w CoO. Powodują one granatowe zabarwienie masy dobrze wygaszające
ż
ółte zabarwienie powodowane przez jony Fe
3+
.
3) Związki manganu, głównie braunsztyn MnO
2
oraz nadmanganian potasowy K
2
MnO
4
oprócz tego, że mają zdolności barwiące masę, są równocześnie silnymi środkami
utleniającymi, gdyż w temperaturze topienia masy łatwo dysocjują według schematu
4MnO
2
↔
2Mn
2
O
3
+ O
2
2Mn
2
O
3
↔
4MnO + O
2
Jon Mn
3+
(z Mn
2
O
3
) nadaje masie dwie barwy: czerwoną i granatową, czyli łącznie
fioletową. Jednak zabarwienie to jest zmienne, zależne od wielu czynników. Obecnie nie
stosuje się związków manganu jako środków odbarwiających, lecz jako dodatku
wspomagającego.
4) Związki niklu wprowadzają jon Ni
2+
, wywołujący także w szkle zabarwienie czerwone
i granatowe – łącznie fioletowe. Związkami niklu barwi się jednak wyłącznie szkła
potasowe, gdyż w szkłach sodowych wywołują one zabarwienie brunatne.
5) Związki neodymu – przeważnie tlenek neodymowy Nd
2
O
3
– są źródłem jonów Nd
3+
,
nadających masie zabarwienie czerwone i granatowe. Tlenek neodymowy jest dziś
uważany za najlepszy środek do odbarwiania masy szklanej. Stosuje się go łącznie
z CeO
2
.
6) Związki erbu – przeważnie tlenek erbu Er
2
O
3
– są źródłem jonów Er
3+
, nadających masie
szklanej zabarwienie czerwone. Podobnie jak tlenek neodymu jest uważany za najlepszy
ś
rodek do odbarwiania masy szklanej. Przeszkodą w powszechnym stosowaniu związków
erbu jest wysoki koszt odbarwiania.
Wszystkie opisane wyżej składniki należy dozować z bardzo dużą dokładnością. Dobór
odpowiednich dawek tych środków opiera się na obserwacji skuteczności wygaszania przez
nie barw szkła.
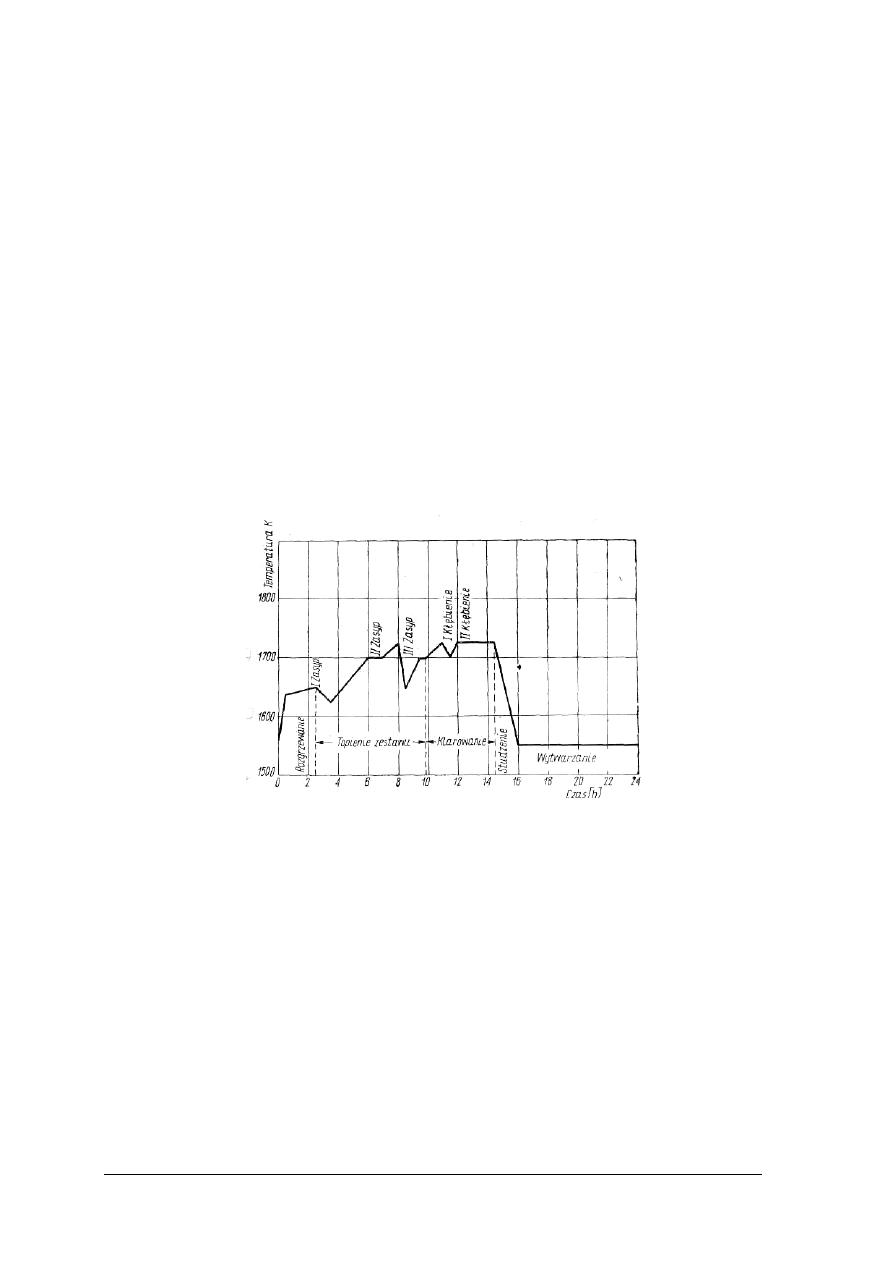
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Technika topienia szkła w piecach okresowych
W piecach topliwych okresowych topiona masa szklana znajduje się cały czas w jednym
miejscu pieca. Poszczególne czynności związane z topieniem przebiegają w ustalonym czasie
i określonej temperaturze.
Są to następujące kolejne czynności:
−
rozgrzewanie pieca; które trwa zależnie od wielkości pieca i stopnia jego ochładzania
poprzednio, do 3 godzin, i ma na celu osiągnięcie określonej temperatury, aby można
było przystąpić do czynności następnej:
−
zasyp zestawu i topienia trwa najdłużej, gdyż do 8 godzin i wymaga dopływu dużej ilości
ciepła, aby utrzymać w piecu wysoką temperaturę;
−
klarowanie i ujednoradnianie stopionej masy trwa przeciętnie ok. 3 godzin, a temperatura
w piecu osiąga wtedy najwyższą wysokość;
−
studzenie masy szklanej do temperatury wyrobowej, aby masa osiągnęła lepkość
odpowiednią do wytwarzania z niej wyrobów – trwa to przeciętnie ok. 3 godzin;
−
wybieranie masy (czerpanie) do wytwarzania wyrobów – trwa to ustawowo 6 godzin
i powinno skończyć się możliwie największym wybraniem masy z pieca. W czasie
wybierania masy z pieca należy utrzymać w nim możliwie jednakową temperaturę, aby
dostosowana do wyrabianego asortymentu lepkość nie uległa zbytnim wahaniom.
Rys. 33. Wykres zmian temperatury w ciągu 24 – godzinnego cyklu technologicznego działania
pieca donicowego [2, s. 118]
Cały cykl technologiczny trwa więc ok. 24 godzin, po czym rozpoczyna się cykl następny,
a więc znów rozgrzewanie pieca i czynności następne. Rysunek 3 przedstawia wykres
temperatury w piecu w czasie jednego cyklu technologicznego wraz z zaznaczeniem
głównych czynności i procesów. Cykl taki jest zmienny, ustala się go w zależności od rodzaju
pieca, topionej w nim masy szklanej, a także od technologicznych procesów wytwarzania
wyrobów.
Topienie masy szklanej w piecach donicowych
Nowy cykl topienia masy szklanej w piecu donicowym rozpoczyna się zaraz po
zakończeniu przez zespoły hutnicze procesu wytwarzania wyrobów. Donice powinny być jak
najdokładniej opróżnione przez hutników z uprzednio stopionej masy, co stanowi zasadę
podyktowaną nie tylko względami ekonomicznymi, lecz także względami technologicznymi,
gdyż im większy jest udział objętościowy nowego zestawu, tym lepsza jest jakość masy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Należy pamiętać, że zespoły hutnicze nie mogą nigdy wybrać z donicy więcej niż 70% jej
zawartości. W donicy pozostaje jej wiec co najmniej 30%. Jeżeli jednak zachodzi potrzeba
topienia innej masy w tej samej donicy należy przed wsypaniem zestawu wybrać możliwie
najwięcej masy powstałej z poprzedniego topienia.
Po okresie wytwarzania wyrobów piec jest zwykle nadmiernie wystudzony. Najpierw
więc ogrzewa się go możliwie intensywnie, jednak tylko do temperatury ok. 1380ºC.
W temperaturze wyższej z bloków donicy zacznie ściekać nadmiernie szkliwo kontaktowe, co
może pogorszyć jakość topionej masy i spowodować szybsze niszczenie donicy.
Po dostatecznym ogrzaniu pieca, dokonuje się pierwszego zasypu. Używa się do tego samej
stłuczki. Początkowo stłuczka zapełnia prawie całą donicę, ale po stopieniu zajmuje nie
więcej niż 20–25% jej pojemności.
Po wsypaniu zimnej stłuczki temperatura w piecu spada, lecz w skutek dostarczenia do
pieca dużej ilości ciepła zaczyna się podnosić – początkowo wolno, a następnie coraz
szybciej. Nie należy jednak w dalszym ciągu podnosić temperatury w piecu powyżej 1380ºC.
Po osiągnięciu tej temperatury przystępuje się do drugiego zasypu, tym razem całej ilości
przygotowanego zestawu oraz stłuczki przeznaczonej do topienia. Podczas zasypu należy
zmniejszyć ciąg kominowy, aby cząstki zestawu nie były porywane do przewodów
kominowych i komór regeneratora. Ponieważ zestaw ma prawie 3 razy większą objętość niż
stopiona z niego masa, tworzy on w donicy stożkowy kopiec.
Rys. 34. Zestaw prawidłowo wsypany do donicy [5, s. 285]
Po wsypaniu dużej ilości zimnego zestawu temperatura w piecu znowu się obniża.
Temperaturę należy podnieść możliwie najszybciej za pomocą płomienia o wysokiej
temperaturze. W ogrzewanym intensywnie zestawie zaczynają wkrótce zachodzić burzliwe
procesy. Najprędzej zachodzą one na powierzchni stożka zestawu. Wkrótce cała powierzchnia
stożka zestawu spieka się tworząc skorupę trudno przenikalną dla ciepła. Para wodna,
a następnie gazy powstające w wyniku reakcji chemicznych, osiągając odpowiednią prężność
zaczną wydostawać się z zestawu rozrywając gwałtownie spieczoną powierzchnię stożka
zestawu. W powstające kratery ściekają krzemiany stopione na powierzchni zestawu, a z nimi
w głąb przenika ciepło. Wysokość stożka stopniowo maleje, aż wreszcie następuje
wyrównanie powierzchni zestawu. Na powierzchnię mieszaniny zestawu i stopionej masy
wydostają się duże pęcherze gazu, pękając gwałtownie tworząc kratery. W skutek tego topiąca
się masa bulgocze, kłębi się, jak gdyby się gotowała.
Temperatura w piecu wzrasta coraz szybciej, gdyż sprzyjają temu reakcje egzotermiczne
tworzenia się krzemianów. Podczas topienia zwykłych szkieł przemysłowych nie należy jej
jednak podnosić wyżej niż do1430ºC. W tej temperaturze należy masę przetrzymać tak długo
aż w niej całkowicie rozpuszczą się ziarna krzemionki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Zazwyczaj po stopieniu drugiego zasypu donica nie jest zapełniona do całej wysokości. Aby
dopełnić ją, zaraz po rozpuszczeniu ziaren piasku dokonuje się trzeciego zasypu – samej
stłuczki, pozostawionej umyślnie do tego celu. Wsypana stłuczka stopi się w krótkim czasie.
Podnosimy teraz temperaturę stopionej masy do określonej, największej temperatury topienia,
przeważnie od 1430–1480ºC.
Rozpoczyna się drugie stadium topienia – klarowanie masy. Wskutek wzmożonego
rozkładu środków klarujących z masy wydzielają się burzliwie pęcherze gazu. Gdy burzenie
masy zmniejsza się przystępujemy do jej mieszania zwanego kłębieniem. Podczas kłębienia
należy zwiększyć ciąg w piecu. Po pierwszym kłębieniu przywraca się normalne warunki
w przestrzeni ogniowej pieca tj. właściwe ciśnienie i atmosferę utleniającą i oczekuje się aż
temperatura w piecu osiągnie wartość, jaką miała przed mieszaniem i przystępuje się do
ponownego kłębienia masy. Liczbę kolejnych zabiegów kłębienia określa instrukcja
technologiczna topienia. Najczęściej stosuje się dwie operacje kłębienia masy w donicy.
Po ostatnim kłębieniu masy przetrzymuje się ją w określonej najwyższej stale jednakowej
temperaturze, aż znikną wszystkie zawarte w nie pęcherzyki. Jeżeli na powierzchni masy
zaobserwuje się obecność zanieczyszczeń np. kamieni, materiałów ogniotrwałych, obmurza
wanny, piany, itp. wówczas zgarnia się te zanieczyszczenia z powierzchni masy
odpowiednimi stalowymi grabkami. W tym stanie masy uważamy drugie stadium topienia za
zakończone i przystępujemy do trzeciego, ostatniego stadium topienia – studzenia masy.
W tym celu przerywa się dopływ paliwa i powietrza do pieca oraz zamyka się ciąg do komina.
Piec wraz z masą stygnie powoli. Dla przyśpieszenia stygnięcia wnętrza pieca odsłania
się niekiedy otwory robocze pieca. Nie należy jednak przyśpieszać studzenia przez tzw.
przeciąg, czyli ruch powietrza napływającego otworami z otoczenia do pieca wskutek
otwartego ciągu do komina. Temperatura masy powinna spaść powoli do temperatury
najniższej, przy której lepkość masy jest odpowiednia do czerpania jej i kształtowania
wyrobów. Studzenie masy w donicy nie powinno trwać krócej niż 2 godziny. Gdy temperatura
górnej warstwy masy spadnie do temperatury wyrobowej, wówczas należy przysłonić otwory
robocze pieca i wznowić dopływ paliwa i powietrza, regulując przy tym odpowiednio
ciśnienie w strefie ogniowej oraz stwarzając w niej atmosferą utleniającą. W ten sposób
temperatura masy w donicy zostanie wyrównana i masa będzie gotowa do wytwarzania
wyrobów.
Dobór typu pieca donicowego zależy od rodzaju szkła, wydajności dobowej i rodzaju
paliwa.
Stopniowo przyjmują się piece dwu – , sześcio – i dwunastodonicowe, lecz w piecach tych
wytwarza się już tylko niewielki procent ogólnej ilości produkowanego szkła. Obecnie
wprowadza się piece jednodonicowe z ogrzewaniem elektrycznym. W zwykłych piecach
donicowych trzeba zwracać uwagę na możliwość dogrzania dolnych partii donic.
Topienie masy szklanej w okresowych piecach wannowych
Działanie wanien wyrobowych polega na okresowym powtarzaniu całego cyklu procesów
topienia i operacji wyrabiania masy szklanej. W praktyce wygląda to tak, że zasypujemy
w określonym czasie zestaw do pieca, topimy go na masę szklaną, następnie wytwarzamy
z niej wyroby w ciągu określonego czasu, po którym masa powinna być możliwie jak
najdokładniej wybrana z pieca. Potem piec jest przygotowany do ponownego topienia masy
szklanej, czyli do rozpoczęcia całego cyklu od nowa. Przy zastosowaniu wanien wyrobowych
wszystkie procesy topienia i wyrabiania masy odbywają się w jednym miejscu pieca, ale są
rozłożone w czasie, czyli każdy z procesów odbywa się w innym, określonym czasie jednego
cyklu. Można wiec ułożyć rozkład procesów w czasie i sporządzić wykres, zwany
harmonogramem topienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Sposób pracy wanny wyrobowej jest podobny do pracy pieca donicowego. Zasadnicza
różnica między tymi konstrukcjami polega na tym, że szkło nie jest wytapiane w pojemnikach
ceramicznych ustawionych na trzonie komory roboczej, a w basenie zbudowanym w jego
miejsce. Zastąpienie donic basenem zwiększa bowiem niewspółmiernie ilość masy szklanej,
jaką można jednorazowo wytopić w porównaniu do pieca donicowego o tej samej wielkości
przestrzeni ogniowej. W stosunku do pieca donicowego znacznie większa jest również
powierzchnia zestawu i masy szklanej poddawanej bezpośredniemu działaniu płomienia,
a zatem następuje większa absorpcja ciepła przez wsad. Pobór masy szklanej do produkcji
wyrobów odbywa się, podobnie jak w piecach donicowych i wannach zmianowych, przez
otwory wyrobowe zlokalizowane w ścianie bocznej części ogniowej pieca.
Okresowe piece wannowe zwane również wannami wyrobowymi są szczególnie
przydatne do topienia specjalnych mas szklanych trudno topliwych, wymagających wysokiej
temperatury topnienia. Pod tym względem są znacznie lepsze niż piece donicowe, w których
donice ulegają nadmiernemu zużyciu i częstym uszkodzeniom połączonym z wyciekiem.
Topienie masy szklanej w piecach wannowych o działaniu ciągłym – zmianowych
W porównaniu z piecami okresowymi wanny zmianowe wykazują następujące zalety:
–
pracują w sposób ciągły przez całą dobę,
–
dają możliwość formowania wyrobów szklanych za pomocą maszyn,
–
mają większą sprawność cieplną, a więc są bardziej opłacalne,
–
dają większą wydajność masy szklanej,
–
wyróżniają się znacznie łatwiejszą obsługą.
W piecach donicowych uzyskuje się łatwiej i pewniej masę bardziej jednorodną, a to
dzięki możliwości dobrego wymieszania masy szklanej za pomocą kilkukrotnego kłębienia.
Szkła sprawiające problemy technologiczne (barwne) kłębi się wiele razy aż do momentu
uzyskania zadawalającego efektu ujednorodniania.
W wannach zmianowych stosuje się kłębienie masy szklanej sposobem pneumatycznym
przez wprowadzenie w dno basenu dysz wdmuchujących sprężone powietrze lub parę wodną
pod ciśnieniem (bubbling). Instalacje takie stosowne są powszechnie do ujednorodnia szkła
gospodarczego oraz szkła technicznego (neutralnego), w których wymagana jest masa szklana
najwyższej jakości.
W wannach zmianowych o dużym dobowym wydobyciu (szkła opakowaniowe, płaskie)
stosuje się ujednorodnianie masy szklanej przez stworzenie bariery termicznej tzw. ściany
przewałowej za strefą klarowania, która przyczynia się do lepszego ujednorodniania masy.
Ś
ciana przewałowa budowana jest w dnie wanny tuż za strefą klarowania masy szklanej.
Część homogenizacji jest dodatkowo pogłębiona w stosunku do części topienia w celu
uzyskania lepszego efektu ujednorodniania poprzez intensywniejsze krążenie prądów
termicznych w pogłębionej części basenu.
Wanny zmianowe przewyższają jednak piece donicowe głównie pod względem dużo
mniejszych kosztów eksploatacji, wyróżniają się one znacznie mniejszym zużyciem paliwa
w stosunku do ilości stopionej masy szklanej, mają także mniejszy współczynnik kosztów
budowy pieca w przeliczeniu na 1 kg wyprodukowanego szkła. Nawet topienie mas trudno
topliwych odbywa się ostatnio także w wannach zmianowych wskutek zastosowania lepszych
materiałów ogniotrwałych i możliwości stosowania wyższej temperatury topienia.
Poszczególne stadia i procesy topienia masy szklanej zachodzą w wannie zmianowej
w tym samym czasie, ale w różnych częściach basenu wanny. Masa znajduje się w basenie
wanny.
Dobór typu pieca wannowego zależy od rodzaju i wymaganej jakości potrzebnego szkła,
wydajności dobowej, rodzaju paliwa oraz sposobu formowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Ze względu na ciągłość pracy ilość zasypywanego zestawu powinna wyrównywać ubytek
powodowany pobieraniem szkła. Ilość pobieranego szkła powinna odpowiadać zdolności
topienia masy. Jeśli pobór masy jest większy, następuje pogorszenie jakości. Z początku
pojawiają się smugi, przy większym wydobyciu pokazują się pęcherzyki, a wreszcie – choć
rzadko – może zdarzyć się, że przy krańcowo nadmiernym poborze szkła przy otworach
roboczych pojawi się nawet nie przetopiony zestaw. Kolejność tych zjawisk odpowiada
stopniowemu przesuwaniu się kolejnych stadiów procesu topienia z ich właściwego położenia
w kierunku otworów roboczych.
Niejednorodność szkła występuje dosyć często w wannach zmianowych, w których nie
ma technicznej możności kłębienia szkła; zresztą również i w donicy nie wolno mieszać
nieprzetopionego szkła. Ważne jest, aby zasypywać zestaw przemieszany ze stłuczką
rozdrobnioną na kawałki o wymiarach ok. 10 mm. Wówczas topiąca się stłuczka utrudnia
odmieszanie się zestawu i na powierzchni masy nie tworzy się gęsta, trudna do przeniknięcia
dla pęcherzyków warstwa, co miałoby miejsce przy zasypywaniu dużych kawałków lub samej
stłuczki. Zasypywanie wyłącznie stłuczki może być wskazane tylko jako doraźny środek
zaradczy w celu wyrównania ubytku masy.
Wydajność wanny zależy głównie od wysokości temperatury topienia szkła, dlatego
utrzymanie właściwej temperatury wymaga specjalnej uwagi.
Zasypywanie
Stłuczka obca powinna być przepłukana, przesortowana i oczyszczona, pokruszona na
kawałki o największym wymiarze ok. 10 mm i wymieszana z zestawem. W zasypie ilość
stłuczki własnej i obcej wynosi normalnie w zależności od rodzaju topionego szkła waha się
w dość szerokim zakresie 30–80%. Nadmiar stłuczki utrudnia ujednorodnianie masy szklanej
i bez dodatkowych działań ujednoradniających nie zaleca się stosowania większych ilości
stłuczki. Jako najkorzystniejszy zasyp uważa się cienkowarstwowy, przy czym podawana
warstwa zestawu powinna mieć 20–50 mm grubości.
Przykładowy rozkład temperatury w piecu szklarskim z maksimum za trzecią parą
palników przedstawiono na rys. 35. Na rysunku tym także przedstawiono przychód, rozchód
i saldo w bilansie cieplnym poszczególnych stref wanny opalanej gazem ziemnym. Saldo
stanowi ciepło pochłonięte przez masę szklaną. Poszczególne krzywe odnoszą się do różnych
obciążeń powierzchni topliwnej i do różnego zużycia gazu.
Wanny ustawia się według krzywej temperatury z bardziej wyraźnie zaznaczonym
maksimum (ogniskiem).
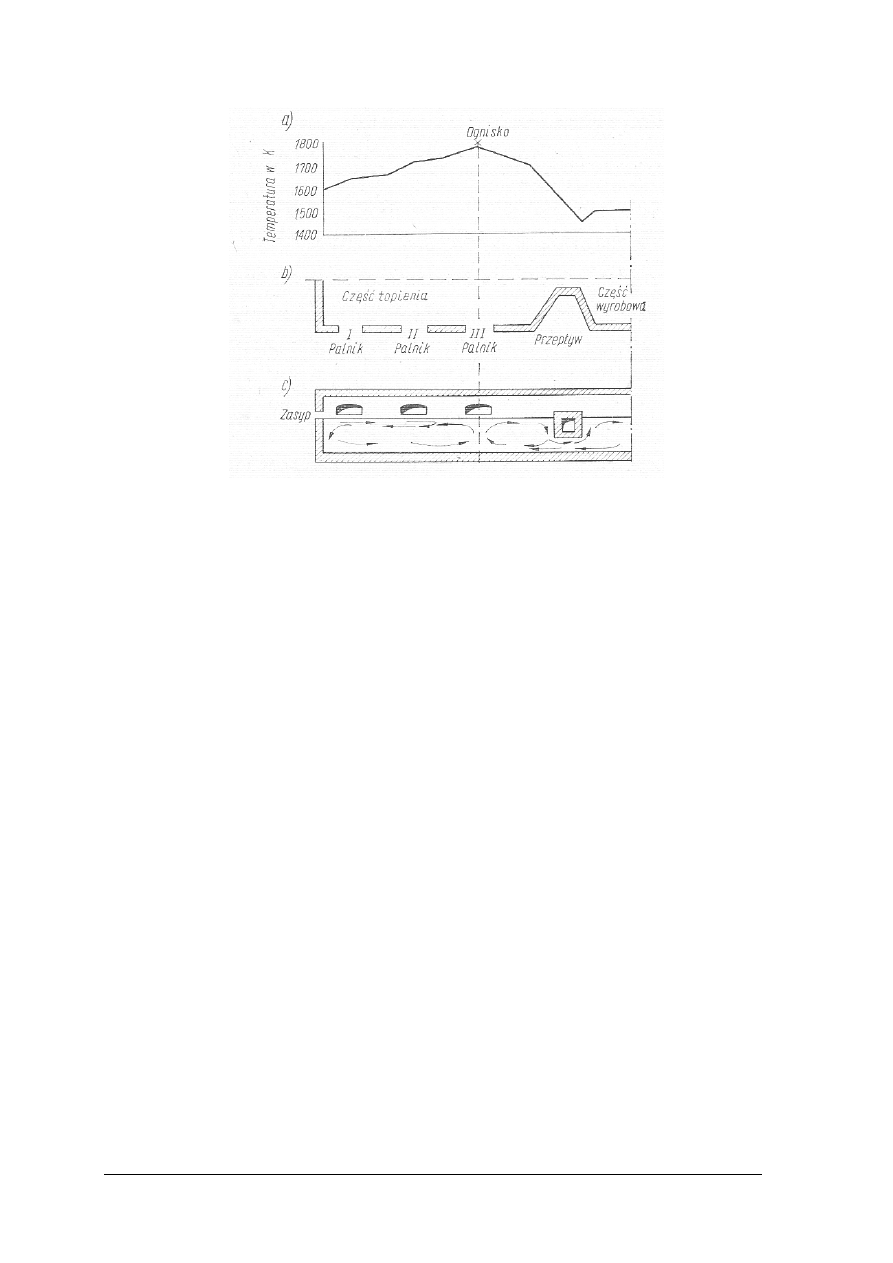
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 35.
Schemat topienia masy szklanej w wannie zmianowej: a) krzywa układu temperatury
w wannie, b) przekrój podłużny wanny, c) kierunek ruchu masy powodowanego pądami
termicznymi i prądem wyrobowym w basenie wanny [4, s. 171]
Zasypu dokonuje się za pomocą urządzeń mechanicznych nazywanych zasypnikami
zestawu. Urządzenia te są zautomatyzowane przez sprzężenie z urządzeniami mierzącymi
wysokość poziomu masy w wannie i sterującymi działaniem zasypników. W przemyśle
szklarskim stosuje się kilka rodzajów zasypników. Są to głównie zasypniki tłokowe,
ś
limakowe, szuflowe i wahadłowo tłokowe.
Przestrzeń gazowa
Wielki wpływ na równowagę chemiczną (klarowanie szkła) wywierają zmiany ciśnień
cząstkowych gazów, zwłaszcza O
2
, SO
2
lub CO
2
. Jednocześnie utrzymanie równowagi
gazowej jest szczególnie trudne, dlatego jako minimalne przyjmuje się, że wahania w odciągu
przed główną zasuwą kominową powinny wynosić ±30 Pa (± 3 mm H
2
O). Zawartość CO
w spalinach nie powinna nigdy przekraczać 0,5%, raczej należy starać się utrzymać pewien
nadmiar powietrza (współczynnik nadmiaru 1,15, najwyżej 1,3). Gazy spalinowe zawierają
wtedy do ok. 3÷5% tlenu.
Ze względu na klarowanie pożądane jest, aby ssanie odbywało się tuż nad lustrem szkła
(lecz nie pod sklepieniem); dlatego należy uszczelnić boczne ściany i szwy sklepienia
przestrzeni ogniowej oraz uważać, aby płomień nie dotykał lustra. Tak zwana zerowa linia
ciśnienia gazów w piecu powinna być możliwie stabilna.
Badania i próby
Niezależnie od badań chemicznych (zestaw) i termicznych (temperatura, analizy gazowe),
dokonywanych przez laboratorium huty, topiarze sami powinni kontrolować topienie,
prowadząc je według wskazań przyrządów i doraźnych prób hutniczych, a przede wszystkim
uważnie obserwując przebieg topienia.
Przestrzeganie stałości poziomu szkła z dokładnością przynajmniej ± 1 mm, a nawet ±
0,5 mm czyszczenia kanałów ułatwiają poziomowskazy.
Próbki z części topliwnej należy pobierać przynajmniej w dwóch miejscach (w odległości
l–1,5 m od ściany) w okresach co kilka godzin, a z części wyrobowej – raz lub dwa razy na
zmianę. Na próbkach tych po ostygnięciu obserwuje się dokładność przetopienia, brak piany
w szkle lub pęcherzyków i brak smug oraz sprawdza się barwę szkła. Jeżeli następują zbyt

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
duże zmiany w szybkości topienia lub w układzie stref topienia, to należy starać się możliwie
wcześnie wykryć i usunąć przyczyny nieprawidłowości. Jako regułę można przyjąć, że poza
trzecią, czwartą parą palników masa powinna być czysta, tzn. wolna od wad.
Bieżąca obsługa pieca
Obejmując zmianę topiarz powinien osobiście skontrolować szczelność i stan wanny,
sprawdzić notowania przebiegu pracy w dzienniku, wreszcie uzyskać od poprzednika
informacje ewentualnych ewentualnych trudnościach. Dyżurni murarze powinni dokonać
szczegółowego przeglądu wanny przynajmniej dwa razy w ciągu zmiany. Co tydzień do
dziennika należy wpisać wyniki oględzin, a przed remontem oględzin należy dokonywać
częściej. Szczególną uwagę zwraca się na części łatwo zużywające się, jak palniki, sklepienia,
płyty żeliwne pod oparami sklepienia, pierwsza spoina pozioma (stan jej można badać od
wewnątrz hakiem), stan kratownicy, stopień zanieczyszczenia kanałów, wypaczenie klap
powietrznych itd.
Ze względu na niebezpieczeństwo pożaru należy też doglądać dna. Spoiny między
materiałami powinny być co najwyżej ciemnowiśniowe i nie mogą wykazywać rys. Zwraca
się szczególną uwagę na to, aby górny rząd bloków w bokach basenu nie był przegrzany.
W przypadku gdy którakolwiek spoina zaczyna jasno przeświecać tzn. gdy na szwach
w boku wanny kolor spoiny staje się jaśniejszy niż ciemnowiśniowy (zwykle widoczny jest
odcień zielonkawy), należy uruchomić urządzenia zabezpieczające. Najlepiej jest studzić za
pomocą dmuchania, rzadziej używa się chłodnic wodnych; w tym przypadku odprowadzana
woda nie może mieć temperatury wyższej niż 50°C.
Okres użytkowania wanny. Po pierwszych paru tygodniach regulacji następuje okres
właściwej pracy wanny. Otrzymuje się wtedy najlepsze szkło i zużywa najmniej paliwa.
Długość cyklu topienia masy szklanej w piecach zależy głównie od ilości wydobywanej masy
z pieca, stabilności wydobycia, właściwej eksploatacji.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaka jest definicja topienia masy szklanej?
2.
Jakie występują stadia podczas topienia masy szklanej?
3.
Jaka jest klasyfikacja zjawisk występujących podczas topienia masy szklanej?
4.
Jakie procesy i zjawiska występują w stadium topienia zestawu?
5.
W jakim celu stosuje się proces klarowania szkła?
6.
Jakie czynniki maja wpływ na usuwanie pęcherzyków gazowych ze szkła?
7.
Jak można wyjaśnić pojecie odbarwiania masy szklanej?
8.
W jaki sposób chemicznie odbarwia się szkło?
9.
Jakie związki stosuje się do odbarwiania szkła?
10.
Jakie czynniki mają wpływ na przebieg topienia masy szklanej?
11.
Jakie są kolejne czynności podczas topienia masy szklanej w piecu donicowym?
12.
W jaki sposób zasypuje się zestaw szklarski do donicy pieca donicowego?
13.
Jaka jest liczba zasypów zestawu podczas wytopu masy szklanej w piecu donicowym?
14.
Jaka jest liczba kłębień masy szklanej w donicy podczas wytopu masy szklanej w piecu
donicowym?
15.
Jakie są różnice pomiędzy wytopem masy szklanej w piecu donicowym a wannie
wyrobowej?
16.
Jakiego rodzaju szkła wytapia się w piecach o działaniu okresowym?
17.
Jakie są różnice pomiędzy wytopem masy w piecach okresowych a piecach o działaniu
ciągłym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
18.
W jaki sposób zasypuje się zestaw do pieców wannowych o działaniu ciągłym?
19.
Jakie czynniki wpływają na poprawne przeprowadzenie procesu topienia masy szklanej
w piecu o działaniu ciągłym?
4.2.3. Ćwiczenia
Ćwiczenie 1
Pobierz z części topliwej pieca do wytopu masy szklanej próbkę szkła na pręt
ż
aroodporny i oceń wzrokowo jakość wytopionej masy szklanej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące praktycznego topienia masy
szklanej,
2)
dokonać analizy treści,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
zaopatrzyć się w odzież roboczą i sprzęt ochrony osobistej,
5)
przygotować stanowisko pracy,
6)
pobrać próbkę szkła,
7)
dokonać oceny jakości wytopionej masy szklanej,
8)
zapisać uwagi dotyczące jakości masy szklanej.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
ż
aroodporny pręt do pobierania próbki,
–
sprzęt ochrony osobistej,
–
papier, przybory do pisania,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Uzupełnij puste bloki schematu przedstawiającego proces topienia masy szklanej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące topienia masy szklanej,
Ogrzewanie
zestawu
(temperatura
do 500
o
C)
(temperatura
do 900
o
C)
(temperatura
do 1200
o
C)
(temperatura
do 1450
o
C)
(temperatura
ok. 1290
o
C)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
2)
dokonać analizy treści,
3)
uzupełnić schemat blokowy.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Podczas topienia szkła kolorowego w piecykach wyrobowych, stwierdzono wadę masy
szklanej w postaci kamieni. Posługując się instrukcją, określ sposób postępowania.
Instrukcja postępowania w przypadku wystąpienia niezgodności
Niezgodność
Postępowanie
Niewłaściwy odcień koloru
Po dokonaniu korekty zestawu i barwników należy
przeprowadzić wytop
Po procesie klarowania, próbka szkła wskazuje
obecność pęcherzyków
Przetrzymać masę szklaną w temperaturze wytopu
Pojawiły się wady masy szklanej w postaci
kamieni
Wylać masę szklaną i ponownie zasypywać zestaw –
czyszczenie piecyka
Awaryjny wyciek masy szklanej
postąpić zgodnie ze wskazaną instrukcją
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące praktycznego topienia masy
szklanej,
2)
zapoznać się z załączoną instrukcją do ćwiczenia,
3)
dokonać analizy treści,
4)
określić sposób postępowania.
Wyposażenie stanowiska pracy:
–
instrukcją do wykonania ćwiczenia,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić pojęcie topienia masy szklanej?
2)
określić stadia topienia masy szklanej?
3)
sklasyfikować zjawiska występujące podczas topienia masy szklanej?
4)
określić zjawiska i procesy występujące podczas topienia masy
szklanej?
5)
określić cel procesu klarowania szkła?
6)
określić czynniki mające wpływ na usuwanie pęcherzyków gazowych
ze szkła?
7)
wyjaśnić proces odbarwiania szkła?
8)
wyjaśnić na czym polega chemiczne odbarwianie masy szklanej?
9)
rozpoznać związki stosowane do odbarwiania masy szklanej?
10)
określić czynniki mające wpływ na przebieg topienia masy szklanej?
11)
określić kolejność czynności podczas topienia szkła w piecu
donicowym?
12)
określić sposób zasypu zestawu szklarskiego do donicy pieca
donicowego?
13)
określić liczbę zasypów zestawu podczas wytopu masy szklanej
w piecu donicowym?
14)
określić liczbę kłębień masy szklanej w donicy podczas wytopu masy
szklanej w piecu donicowym?
15)
określić różnice pomiędzy wytopem masy szklanej w piecu
donicowym a wannie wyrobowej?
16)
określić rodzaj szkła topionego w piecach okresowych?
17)
określić różnice pomiędzy wytopem masy szklanej w piecu
donicowym a piecach o działaniu ciągłym?
18)
określić sposób zasypu zestawu do pieców wannowych o działaniu
ciągłym?
19)
określić czynniki mające wpływ na poprawne przeprowadzenie
procesu topienia masy szklanej w piecu o działaniu ciągłym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.3.
Wady masy szklanej
4.3.1. Materiał nauczania
Wady masy szklanej
Wadą masy szklanej nazywamy każdą cechę zmniejszającą wartość użytkową lub
estetyczną szkła. Wady masy szklanej mają bardzo zróżnicowany charakter pod względem
fizycznym i chemicznym.
Przyczyną powstawania wad masy szklanej jest najczęściej:
–
nieprzestrzeganie instrukcji technologicznych podczas sporządzania zestawu i topienia
masy szklanej,
–
niedostateczna kontrola jakości surowców używanych do zestawu,
–
nieodpowiednia jakość materiałów ogniotrwałych stosowanych do budowy pieców.
Ze względu na miejsce i warunki powstawania rozróżnia się następujące przyczyny wad
masy szklanej:
–
wadliwy zestaw,
–
wadliwe topienie masy szklanej,
–
niewłaściwe materiały ogniotrwałe,
–
przypadkowe zanieczyszczenia.
W zależności od wyglądu zewnętrznego wady masy szklanej dzielimy na następujące
grupy:
1) Pęcherze, tzn. zanieczyszczenia szkła gazami:
−
zawiesina – skupienia pęcherzyków o wymiarze do 0,1 mm,
−
piana w szkle – skupienia pęcherzyków o wymiarze do 0,5 mm,
−
pęcherzyki małe – przestrzennie wypełnione gazem o wymiarze do 2 mm,
−
pęcherzyki średnie – największy wymiar do 5 mm,
−
pęcherze duże – największy wymiar ponad 5 mm.
2) Kamienie, tzn. zanieczyszczenia ciałami stałymi:
−
kamienie z niestopionego zestawu,
−
odszklenie (krystalizacja),
−
kamienie z materiałów ogniotrwałych,
−
obce ciała stałe – np. zendra, zanieczyszczenia przypadkowe.
3)
Smugi, tzn. zanieczyszczenia ciałami szklistymi:
−
węzły i krople – postać kulista; węzły występują najczęściej na powierzchni
przedmiotu i mogą mieć rdzeń krystaliczny; krople występują wewnątrz szkła,
−
nici i żyły – zanieczyszczenia szkliste rozciągnięte najczęściej powierzchniowo, nici
bywają grubości do 5 mm, żyły mają grubość ponad 5 mm,
−
smugi płaskie (pasma) – najczęściej nie różnią się od zasadniczego szkła barwą, lecz
zarysem konturów, mogą występować pojedynczo lub tworzyć warstwy i słoje,
−
niejednorodność szkła – określana przyrządami optycznymi, nieregularne
rozmieszczenie szkieł o różnym składzie chemicznym w jednym przedmiocie.
4)
Nieodpowiednie właściwości fizykochemiczne, np.:
−
niewłaściwa barwa,
−
niedostateczna odporność chemiczna,
−
naprężenia wewnętrzne,
−
niewłaściwy współczynnik rozszerzalności cieplnej,
−
niewłaściwa długość technologiczna szkła.
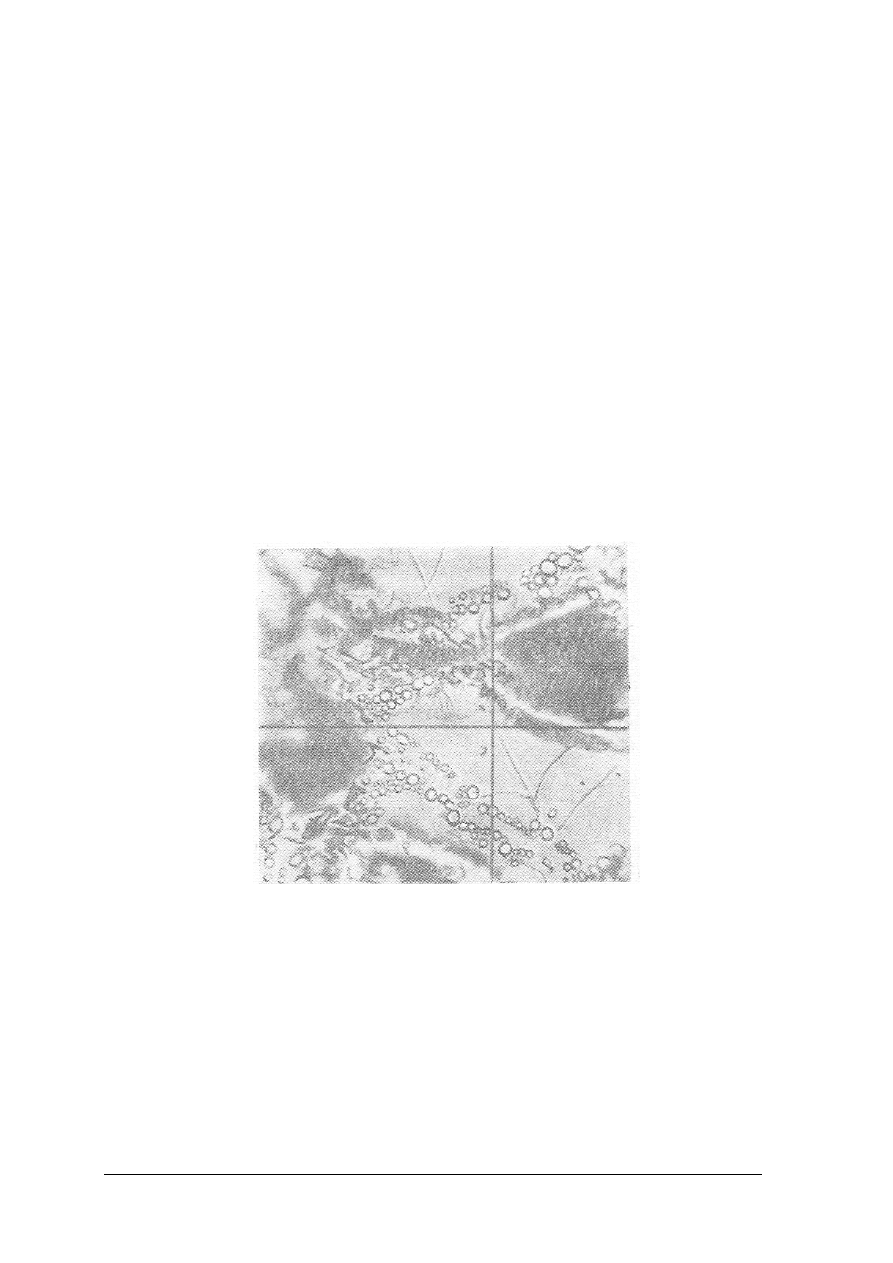
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Pęcherze
Ważniejsze wady i główne przyczyny ich powstawania w grupie pęcherzy są następujące:
−
zawiesina – redukujący płomień lub korozja szamotu,
−
piana w szkle – klarowanie trwające zbyt krótko lub w zbyt niskiej temperaturze,
−
pęcherzyki małe – zbyt gwałtowne zmiany temperatury w części roboczej,
−
pęcherze średnie i duże – nieprawidłowy sposób nabierania szkła a czasem rozkład
sulfatu przy ponownym rozgrzaniu szkła.
Ze względu na pochodzenie tę grupę wad dzieli się następująco:
−
pęcherze z zestawu,
−
pęcherze powietrzne,
−
pęcherze z wtórnego gazowania,
−
pęcherze z ciał obcych.
Pęcherze z zestawu
Wpływ na obecność pęcherzy z zestawu mają:
−
reakcje sulfatu zawsze występującego przy topieniu szkieł przemysłowych,
−
nierównomierny układ temperatury, np. w górnej warstwie szkła w donicy mogą pozostać
uwięzione pęcherze, jeżeli studzenie nastąpiło zbyt gwałtownie.
Jako środek zaradczy zaleca się utrzymywać atmosferę utleniającą w strefie klarowania,
nie przekraczać potrzebnych ilości środków redukujących w zestawie, dokładnie mieszać
zestaw.
Rys. 36. Pęcherze powstające w masie szklanej podczas topienia [5,s. 329]
Pęcherze powietrzne
Do tej grupy należą pęcherze wypełnione powietrzem oddawanym przez pory
korodowanego szamotu. Pęcherze z tzw. poduszki powietrznej (w gwarze hutniczej tzw.
pladry). Zaliczają się raczej do wad występujących wskutek niewłaściwego nabierania masy.
Niewłaściwe napełnianie donicy, gdy zestaw nie jest zasypywany w kształcie regularnego
stożka, może powodować te pęcherze. Stosowane środki zapobiegawcze: użycie dobrze
wypalonych materiałów ogniotrwałych i poprawienie sposobu zasypywania lub nabierania
masy.
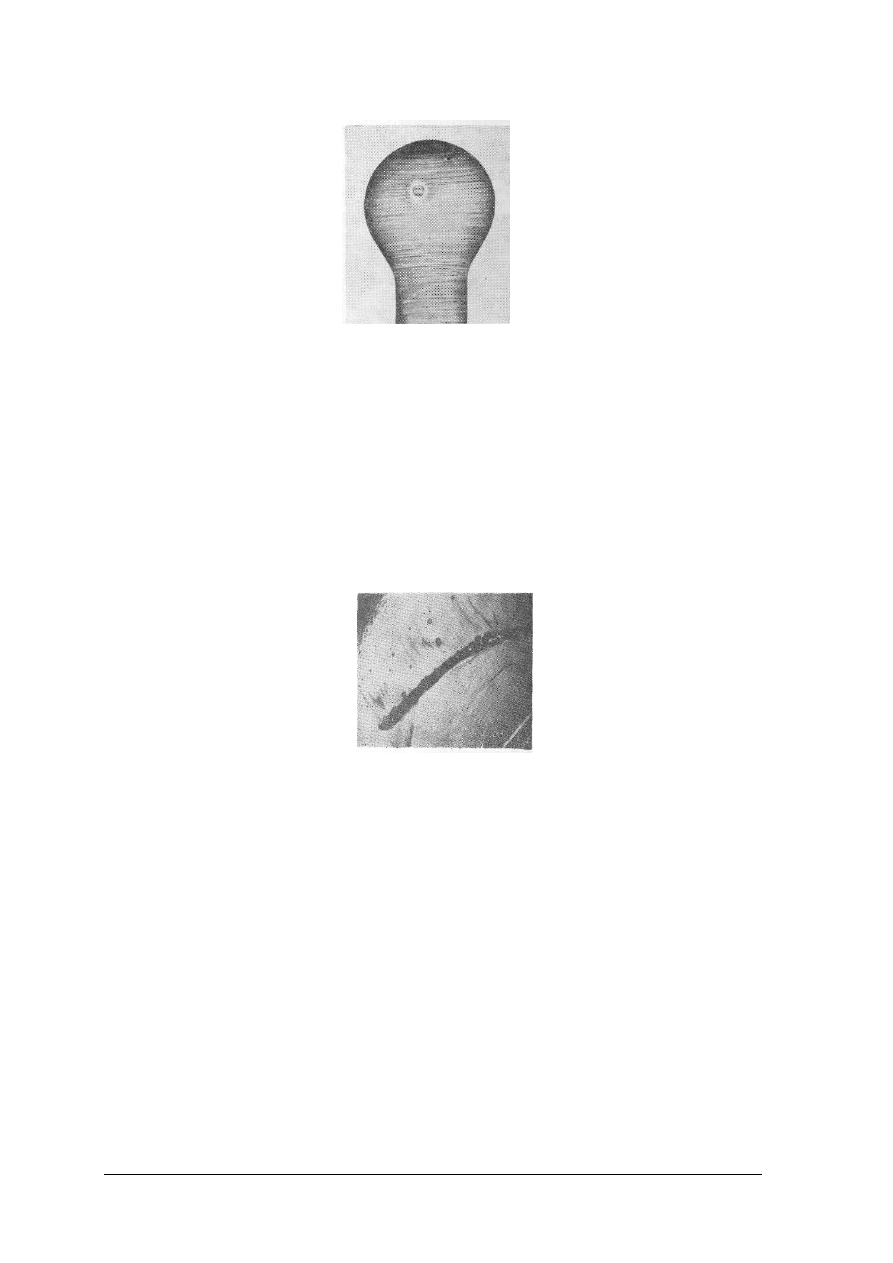
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Rys. 37. Pęcherz pochodzący z niewłaściwego nabierania szkła [8, s. 237]
Pęcherze z wtórnego gazowania
W masie szkła niektóre pęcherze z wtórnego gazowania bywają lekko brunatne, co
odróżnia je od pęcherzy innych podgrup. Przyczyną powstawania pęcherzy solnych, łatwo
dających się rozpoznać po białawej zawartości lub zmętnieniu, jest zwykle wydzielanie się
w niższej temperaturze sulfatu, który w wyższej temperaturze tworzył w stopie roztwór
nasycony (ok. 1% NaSO
4
). Jako środek zapobiegawczy należy odpowiednio dozować środki
redukujące lub unikać nadmiernego studzenia masy.
Pęcherze z ciał obcych
Najczęstszą przyczyną tego rodzaju pęcherzy jest tzw. gazowanie technicznego żelaza.
Rys.38.
Pęcherze spowodowane obecnością gwoździa stalowego w szkle [8, s. 238]
Pęcherze te odróżnia się od innych po brunatnym zabarwieniu i smudze o tej samej
barwie (związki żelaza), ciągnącej się często od pęcherzyka. Gazowanie technicznego żelaza
trwa zwykle długo i jako środek zapobiegawczy należy stosować oczyszczanie wanny po
remoncie i kontrolę czystości zasypywanych surowców, zwłaszcza obcej stłuczki.
Ś
rodkiem zaradczym może być unieruchomienie w większym stopniu warstwy szkła dennego,
w której zbiera się techniczne żelazo (chłodzenie dna).
Określenie przyczyn powstawania pęcherzy, a co za tym idzie i ustalenie ich pochodzenia
częściowo umożliwia obserwacja kształtu, wyglądu i miejsca ich pojawiania się (na przykład
łatwo jest zidentyfikować pęcherze powietrzne lub pochodzące z żelaza). Dokładniejsze
określenie pochodzenia pęcherzy umożliwia analiza chemiczna gazów zawartych
w pęcherzach oraz gazów rozpuszczonych w masie szklanej.
Pęcherze bada się wzrokowo. Wielkość ich określa się przez podanie największego
wymiaru, bez względu na kształt pęcherzy, tzn. przez podanie największej odległości między
dwoma punktami powierzchni pęcherza. Niekiedy pęcherze wypełnione są białawą
zawartością (pęcherze solne, alkaliczne lub zadymione).
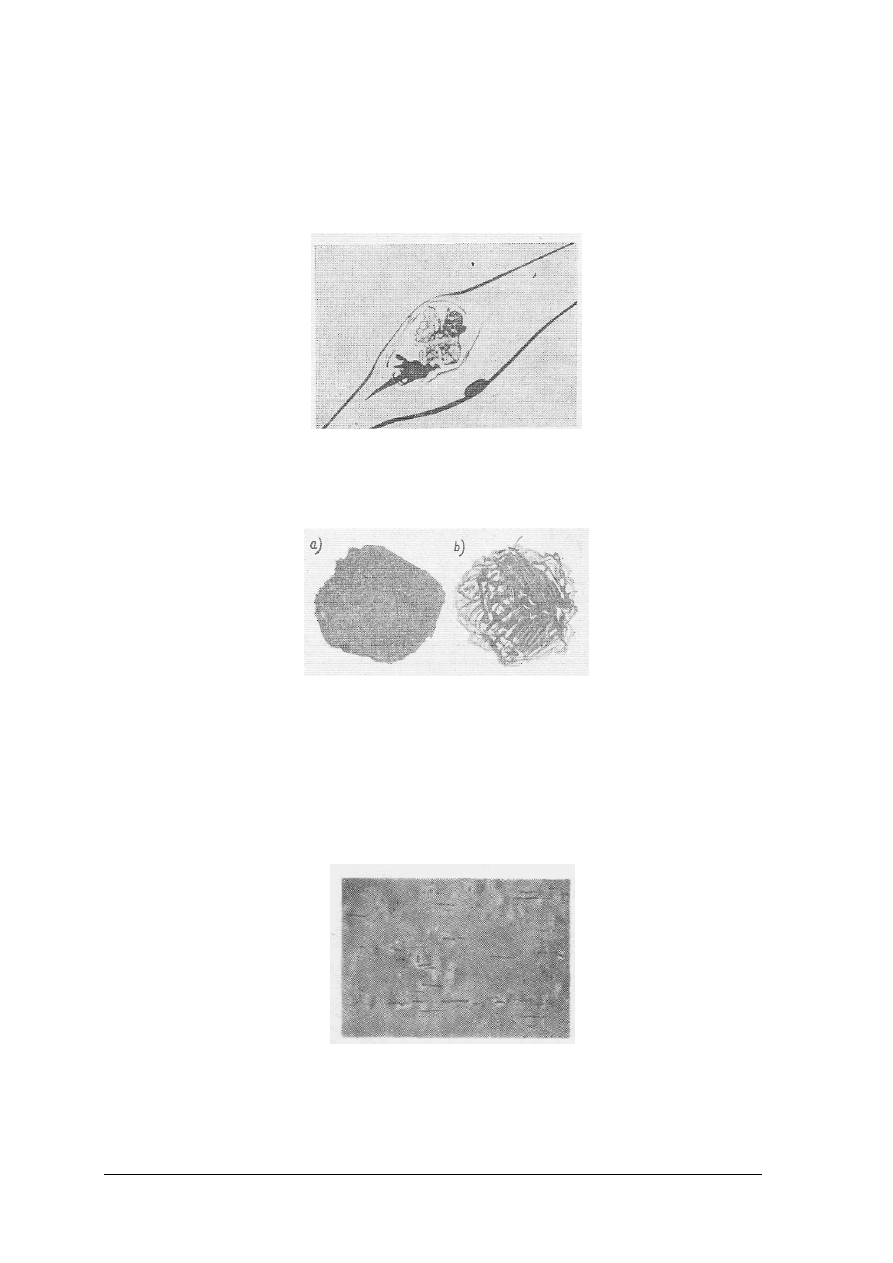
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Badanie pęcherzy przeprowadza się w oświetleniu bocznym, patrząc poprzez próbkę szkła na
pokratkowany ekran.
Kamienie
Wszelkie obce ciała występujące w szkle stanowią grupę wad zwaną kamieniami. Grupa
ta może być podzielona na następujące podgrupy: niestopiony zestaw, odszklenia, materiały
ogniotrwałe pochodzące z basenu i ze sklepienia, obce ciała stałe.
Rys. 39. Kamień w szkle [5, s. 331]
Kamienie z nie stopionego zestawu.
Rys. 40. Kamienie z nie stopionego zestawu [4, s. 232]
Najczęściej są to ziarna piasku. Wokół ziarna piasku wytwarza się obwódka
z kwaśniejszego szkliwa wyraźnie odróżniająca się od szkła z powodu mniejszego
współczynnika załamania światła. Czasem ziarno jest prawie całkowicie stopione tak, że
pozostaje tylko tzw. węzeł zakończony ogoniastą smugą szkła bogatszego w krzemionkę.
Obwódka dookoła kamieni szamotowych jest cieńsza i mniej przezroczysta.
.
Rys. 41. Ziarna piasku w szkle [8, s. 232]
Kamienie krzemionkowe tworzą się wskutek obecności zbyt grubych ziaren piasku lub
niedostatecznie dokładnego przemieszania albo wskutek odmieszania się zestawu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Jako środki zapobiegawcze stosuje się:
–
wymianę uszkodzonych sit dla ujednolicenia granulacji piasku,
–
kontrolę dokładności mieszania, nawilżania,
–
zmniejszenie wstrząsów podczas transportu zestawu i zasypywania go do wanny.
Ś
rodkami zaradczymi są:
–
podwyższenie temperatury topienia,
–
dodatek alkaliów,
–
dokładniejsze rozgarnianie zasypu w wannie,
–
stosowanie częstszego zasypywania mniejszych porcji,
–
zmniejszenie poboru szkła, jeśli kamienie krzemionkowe zostały spowodowane
przeciążeniem wanny.
Występowanie innych ciał stałych w tej grupie wad jest mniej prawdopodobne i zależne
od rodzaju topionego szkła oraz użytych surowców.
Odszklenia są to zanieczyszczenia masy szklanej spowodowane częściową krystalizacją.
Odszklenie występuje w postaci pojedynczych igiełek, grudek, kulek lub płytek, oraz
w postaci zmętnień wzdłuż linii smug, a nawet w całej masie szkła. Postacie te zależą od tego,
jaki był układ temperatury w masie w stosunku do krzywej szybkości krystalizacji szkła.
Rys. 42. Kamienie występujące w postaci odszklenia [8, s. 233]
Jako środki zaradcze ograniczające krystalizację stosuje się:
–
w szkłach sodowo – wapniowych dodatek MgO i A1
2
O
3
,
–
dobre wymieszanie zestawu,
–
wyższą temperaturę topienia.
Ś
rodkiem zapobiegawczym jest wyśledzenie za pomocą pobierania próbek miejsca
(wanny) lub czasu (piece donicowe) pojawienia się krystalizacji i skrócenia czasu
przebywania tam stopionej masy szklanej.
Materiały ogniotrwałe z basenu i ze sklepienia
Kamienie z materiałów ogniotrwałych są to zanieczyszczenia masy kawałkami
materiałów ogniotrwałych, oddzielonych od kształtek wskutek korozji i erozji wywołanych
przez topiący się zestaw. Maja postać bryłek o silnie rozwiniętej powierzchni
Rys. 43. Kamienie z materiałów ogniotrwałych: a) mulit, b) korund [8, s. 234]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Kamienie w szkle:
–
osłabiają wytrzymałość mechaniczną,
–
obniżają znacznie wartość estetyczną wyrobów,
–
powodują pękanie gotowych wyrobów.
Całkowite zlikwidowanie kamieni tej podgrupy jest mało możliwe. Jedynym środkiem
zapobiegawczym jest wcześniejsze wygaszenie wanny lub wcześniejsza wymiana donicy.
Dużą ochronę stanowi szkliwo na powierzchni materiału ogniotrwałego, dlatego należy
unikać przegrzania tej powierzchni, aby nie wzmagać korozji materiału ogniotrwałego.
Ś
rodkiem zaradczym jest stosowanie mniej korodującego zestawu i niższej temperatury
topienia
Obce ciała stałe
Uniknięcie przypadkowych kamieni tej podgrupy zależy głównie od staranności
sortowania używanej stłuczki obcej.
Badanie kamieni
Badania przeprowadza się okiem nieuzbrojonym i optycznie, tzn. przez szkła
powiększające, za pomocą mikroskopu albo (rzadziej) rentgenologicznie. Dla obserwacji
mikroskopowej przygotowuje się szlif i bada w powiększeniu 20 – lub 40 – krotnym.
Smugi
Smugi (ciała szkliste) są to zanieczyszczenia masy szklanej szkliwem nie rozpuszczonym
w masie, mającym wskutek odmiennego składu chemicznego inny współczynnik załamania
ś
wiatła oraz właściwości inne niż masa w której ciała szkliste się znajdują.
Rys. 44. Smugi w szkle okiennym: a) mulit, b) korund [5, s. 336]
Smugi są wadą w znacznym stopniu wpływającą na użytkową wartość szkła.
Zniekształcenia optyczne nie są rzeczą najważniejszą, mimo że na nie przede wszystkim
zwraca uwagę użytkownik. Wskutek niejednorodności powstają w szkle naprężenia, które
bardzo osłabiają wytrzymałość mechaniczną oraz termiczną wyrobów.
Zanieczyszczenia masy szklanej ciałami szklistymi dzieli się następująco:
–
węzły i krople; ściekające szkliwo, przede wszystkim szkliwo wzbogacone
w krzemionkę;
–
nici i żyły; niejednorodność zestawu przy czym żyły są najczęściej pochodzenia
termicznego lub mogą wystąpić w czasie formowania,
–
guzy,
–
smugi są to płaskie, wydłużone, szkliste zanieczyszczenia masy szklanej.
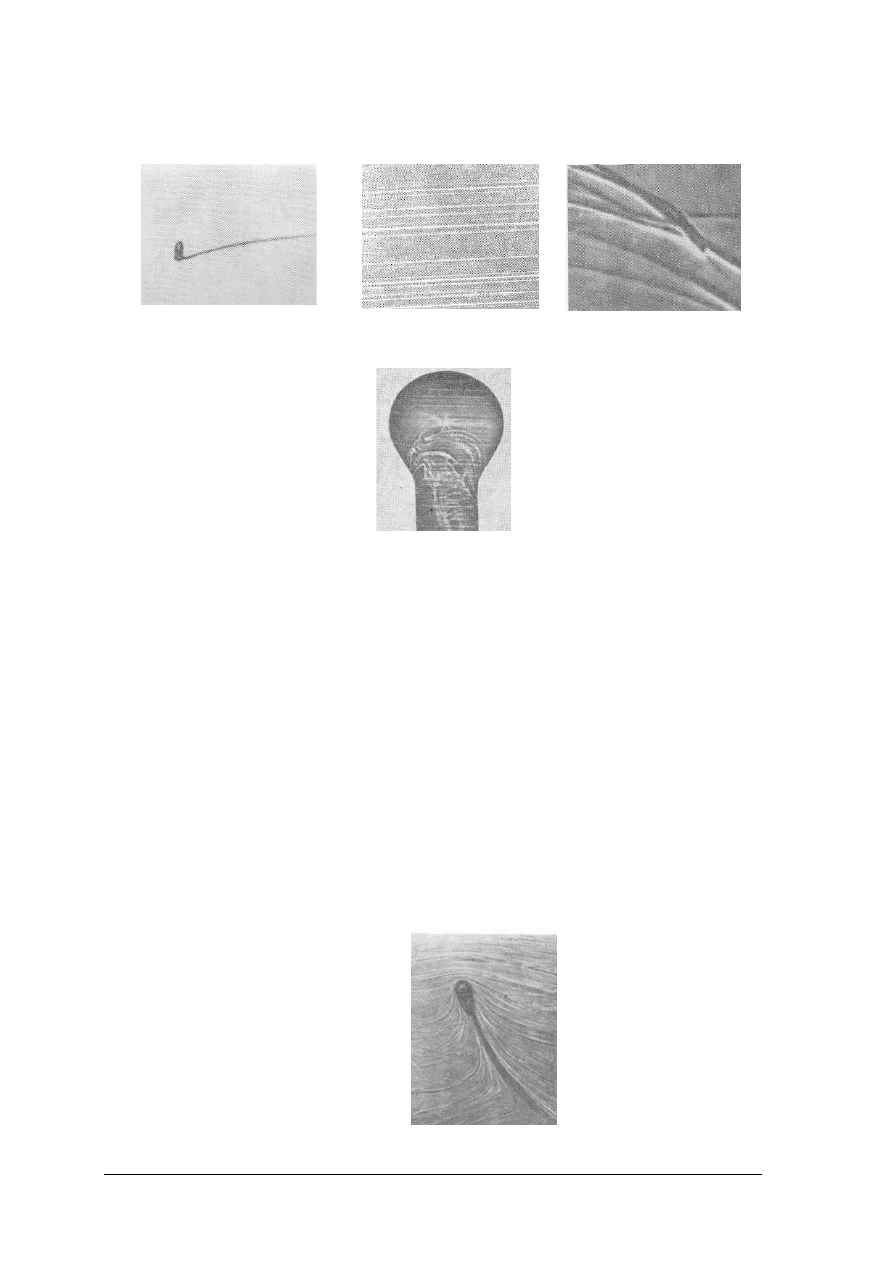
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Smugi mogą powstawać zarówno w czasie topienia, jak i po wytopieniu szkła. Smugi
chemicznego pochodzenia można odróżnić od smug termicznych.
Rys. 45.
Smugi chemiczne w szkle: a) węzeł i nić, b) pasma, c) żyły [8, s. 239, 240]
Rys. 46. Smugi termiczne w szkle – pasma [8, s. 240]
Wytworzenie szkła bez smug jest bardzo trudne.
Przyczyny występowania smug:
–
niejednorodność zestawu. Przyczyną pasmowatości i żył są wszelkie skupienia (bryłki),
grube ziarna surowców (zwłaszcza piasku lub surowców mineralnych), zbrylenia sody
i sulfatu, wstrząsy przy transporcie zestawu,
–
zbyt powolne lub nieprawidłowe topienie. W temperaturze niższej lub przy zasypywaniu
nadmiernych ilości zestawu następuje spływanie łatwiej topliwych składników. Prądy
w wannie rozciągają je w głąb stopu, pozostawiając przy wsypie trudniej topliwe
materiały. Środkiem zapobiegawczym przy topieniu szkła zwykłego jest ostrożne
zasypywanie; w przypadku dużych wanien najlepszym rozwiązaniem jest zasypywanie
cienkowarstwowe,
–
słabe kłębienie. Niejednorodną masę otrzymuje się z zestawów, w których części lotnych
jest mniej niż 20% lub w których jest za mało środków klarujących. Niejednorodność
masy powstaje również, jeśli kłębienie odbyło się powierzchownie i zbyt pobieżnie.
Ujednoradnianie masy szklanej wspomagają pęcherze wydostające się z masy szklanej.
Rys.47.
Rozciąganie błon w smużystym szkle przez unoszący się pęcherz [8, s. 242]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Korozja materiałów ogniotrwałych. Przyczyną powstawiania jest korozja materiałów
ogniotrwałych. Tworzą się wtedy warstwy szkła trudniej topliwego które trudno roztwarzają
się w szkła.
Do grupy smug zalicza się również inną podgrupę wad – niejednorodność termiczną,
która jest jedną z przyczyn falistości szkła.
Nieodpowiednie zabarwienie masy
Nieodpowiednim zabarwieniem masy nazywamy barwę szkła lub odcień barwy
niezgodny z ustalonym. Najbardziej niepożądanym zabarwieniem szkieł bezbarwnych są
odcienie zielonkawy i żółtawy. W szkłach barwnych najczęściej występującą wadą
zabarwienia jest nieodpowiedni odcień barwy lub intensywność zabarwienia (stężenie barwy
w masie).
W szkłach specjalnych np. w filtrach optycznych, wada ta dyskwalifikuje wyrób.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak można wyjaśnić pojęcie wady masy szklanej?
2.
Jaka jest klasyfikacja wad masy szklanej?
3.
Jakie wady masy szklanej zaliczmy do kamieni?
4.
Jaka jest przyczyna powstawania wad masy w postaci kamieni z niestopionego zestawu?
5.
Jakie są przyczyny powstawania wad masy w postaci kamieni z odszkleń z materiałów
ogniotrwałych?
6.
W jakich postaciach występują kamienie z materiałów ogniotrwałych?
7.
Jakie są kryteria podziału wad masy w postaci pęcherzy gazowych?
8.
Jakie są przyczyny powstawania wad masy w postaci pęcherzy z zestawu?
9.
Jakie są przyczyny powstawania wad masy w postaci pęcherzy powietrznych?
10.
Jakie są przyczyny powstawania wad masy w postaci pęcherzy z wtórnego gazowania?
11.
Jakie są przyczyny powstawania wad masy w postaci pęcherzy pochodzących z ciał
obcych?
12.
Jaki jest podział wad masy szklanej w postaci smug?
13.
Jakie są przyczyny występowania smug?
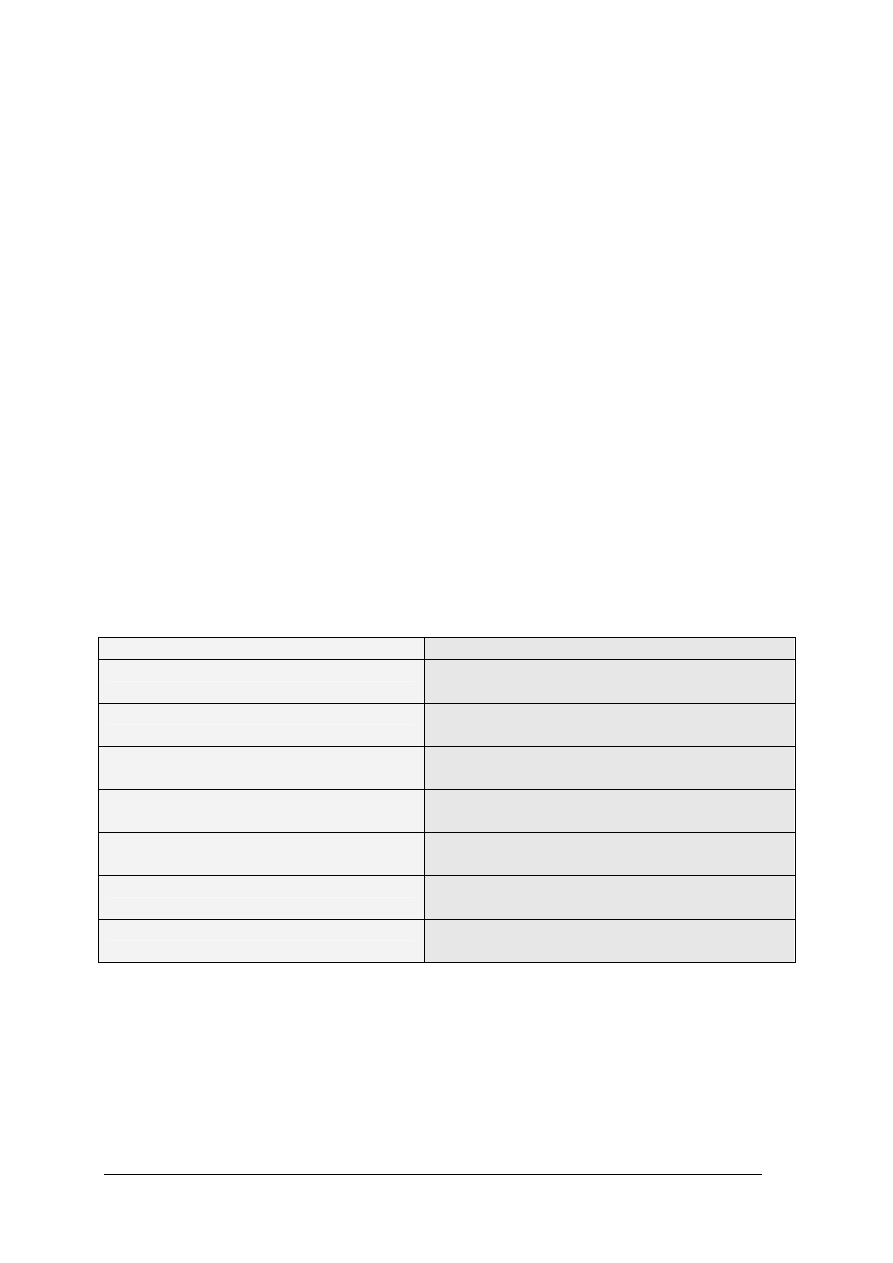
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj wady masy szklanej i ustal przyczyny ich występowania na wyrobach
z wadami masy szklanej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące wad masy szklanej,
2) dokonać oględzin wyrobów,
3) rozpoznać wady masy szklanej i zapisać je na papierze,
4) ustalić przyczyny ich wystąpienia.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
kolekcja wyrobów z wadami masy szklanej,
–
normy jakościowe dotyczące wad masy szklanej,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Do przedstawionej tabeli z wadami masy szklanej wpisz przyczyny ich powstawania.
Tabela do ćwiczenia 2
Wada masy szklanej
Przyczyna powstawania
Pęcherze powietrzne.
Pęcherze z ciał obcych
Kamienie z nie stopionego zestawu
Odszklenia
Kamienie z materiałów ogniotrwałych
Ciała szkliste – smugi
Pęcherze z wtórnego gazowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące wad masy szklanej,
2)
dokonać analizy treści,
3)
określić przyczyny powstawania przedstawionych wad,
4)
wpisać w tabeli przyczyny powstawania wad.
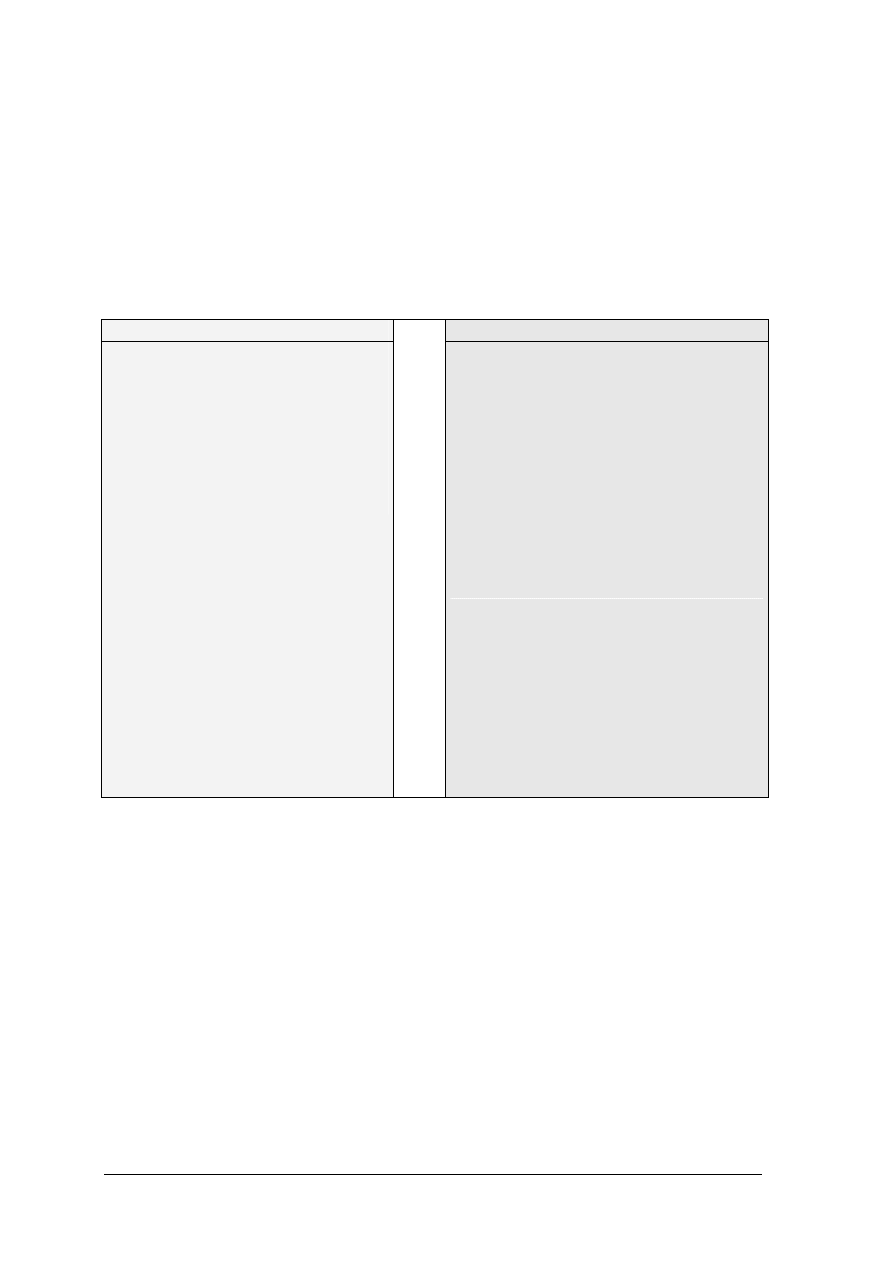
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
karty papieru z załączoną tabelą,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Przyporządkuj wady masy szklanej do ich cech rozpoznawczych
Tabela do ćwiczenia 3
Wada masy szklanej
Cechy rozpoznawcze wady
1. Ciała szkliste
2. Odszklenia
3. Smugi płaskie (pasma)
4. Kamienie z nie stopionego zestawu
5. Pęcherze z ciał obcych
6. Kamienie z materiałów
ogniotrwałych
7. Pęcherze z wtórnego gazowania
A.
występuje
wokół
ziarna
piasku
wyraźnie odróżniająca się od szkła
z powodu mniejszego współczynnika
załamania światła
B. zanieczyszczenia szkliste powodują
zniekształcenie optyczne, maja postać nici,
ż
ył, węzłów, pasm, bywają grubości do
5 mm
C. odróżnia się je od innych po brunatnym
zabarwieniu i smudze o tej samej barwie
(związki żelaza)
D.
najczęściej
nie
różnią
się
od
zasadniczego szkła barwą, lecz zarysem
konturów, mogą występować pojedynczo
lub tworzyć warstwy i słoje
E. występuje w postaci pojedynczych
igiełek, grudek, kulek lub płytek, oraz
w postaci zmętnień wzdłuż linii smug
F. bywają lekko brunatne
G. występują w postaci bryłek o silnie
rozwiniętej powierzchni
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące wad masy szklanej,
2) dokonać analizy treści,
3) przyporządkować wady masy szklanej do ich cech rozpoznawczych.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
karty papieru z załączoną tabelą,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić pojęcie wady masy szklanej?
2)
sklasyfikować wady masy szklanej?
3)
sklasyfikować wady masy szklanej w postaci kamieni?
4)
określić przyczyny powstawania wad masy w postaci kamieni
niż z nie stopionego zestawu?
5)
określić przyczyny powstawania wad masy w postaci odszkleń?
6)
określić przyczyny powstawania wad masy w postaci kamieni
z materiałów ogniotrwałych?
7)
sklasyfikować wady masy w postaci pęcherzy gazowych?
8)
określić przyczyny powstawania wad masy w postaci pęcherzy
z zestawu?
9)
określić przyczyny powstawania wad masy w postaci pęcherzy
powietrznych?
10)
określić przyczyny powstawania wad masy w postaci pęcherzy
z wtórnego gazowania?
11)
określić przyczyny powstawania wad masy w postaci pęcherzy
pochodzących z ciał obcych?
12)
sklasyfikować wady masy szklanej w postaci smug?
13)
określić przyczyny występowania smug?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
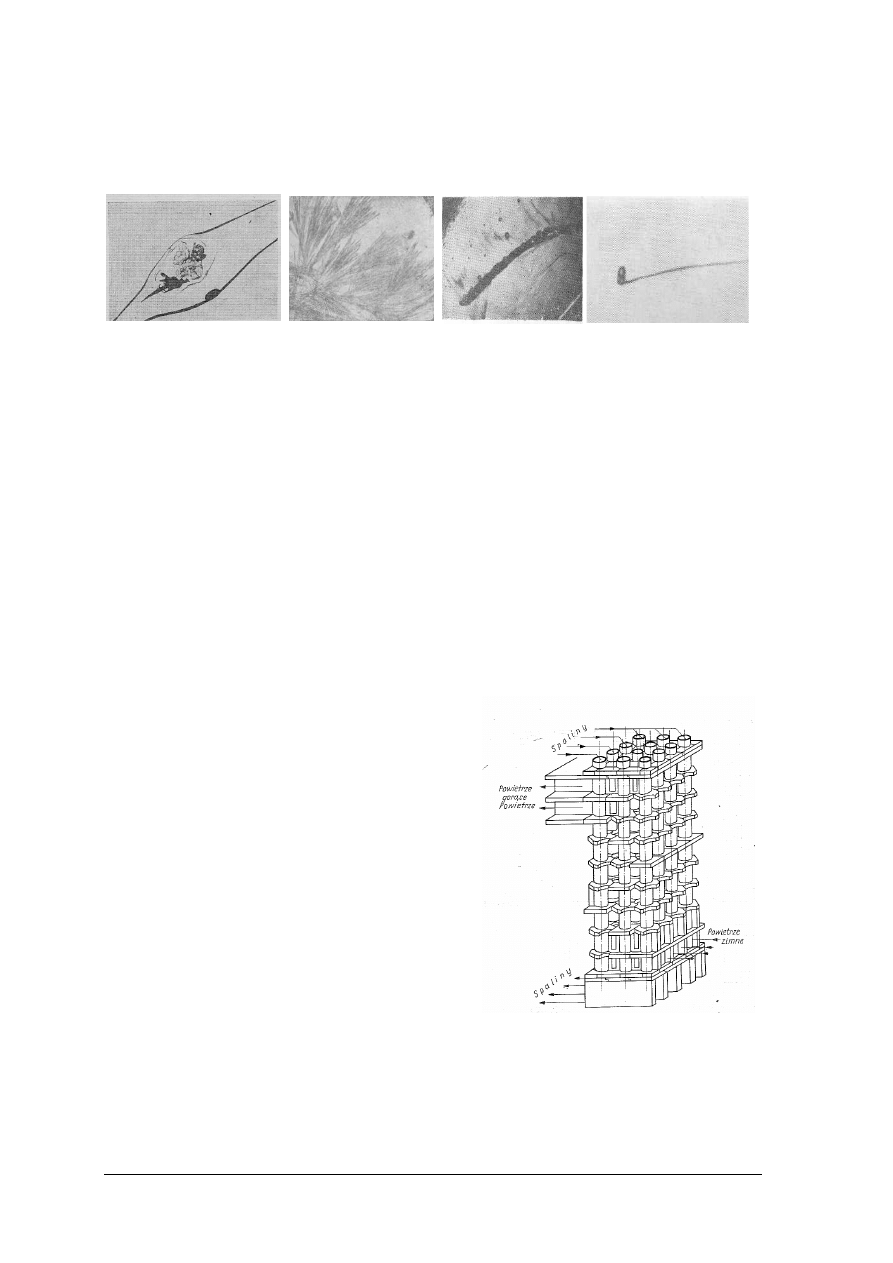
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
ZESTAW ZADAŃ TESTOWYCH
1.
Wadę masy szklanej w postaci kamienia oznaczono literą
A
B
C
D
a)
A.
b)
B.
c)
C.
d)
D.
2.
Zanieczyszczenia masy szklanej spowodowane częściową krystalizacją to
a)
pęcherze solne.
b)
niestopiony zestaw.
c)
odszklenie.
d)
ciała szkliste.
3. Proces mający na celu przekształcenie zestawu szklarskiego w płynna masę szklą to
a)
tworzenie się masy szklanej.
b)
ogrzewanie zestawu.
c)
topienie masy szklanej.
d)
tworzenie się krzemianów.
4. Schemat przedstawia urządzenie stosowane do
a)
ujednoradania masy szklanej.
b)
odzysku ciepła ze spalin.
c)
studzenia wanien szklarskich.
d)
odprężania szkła.
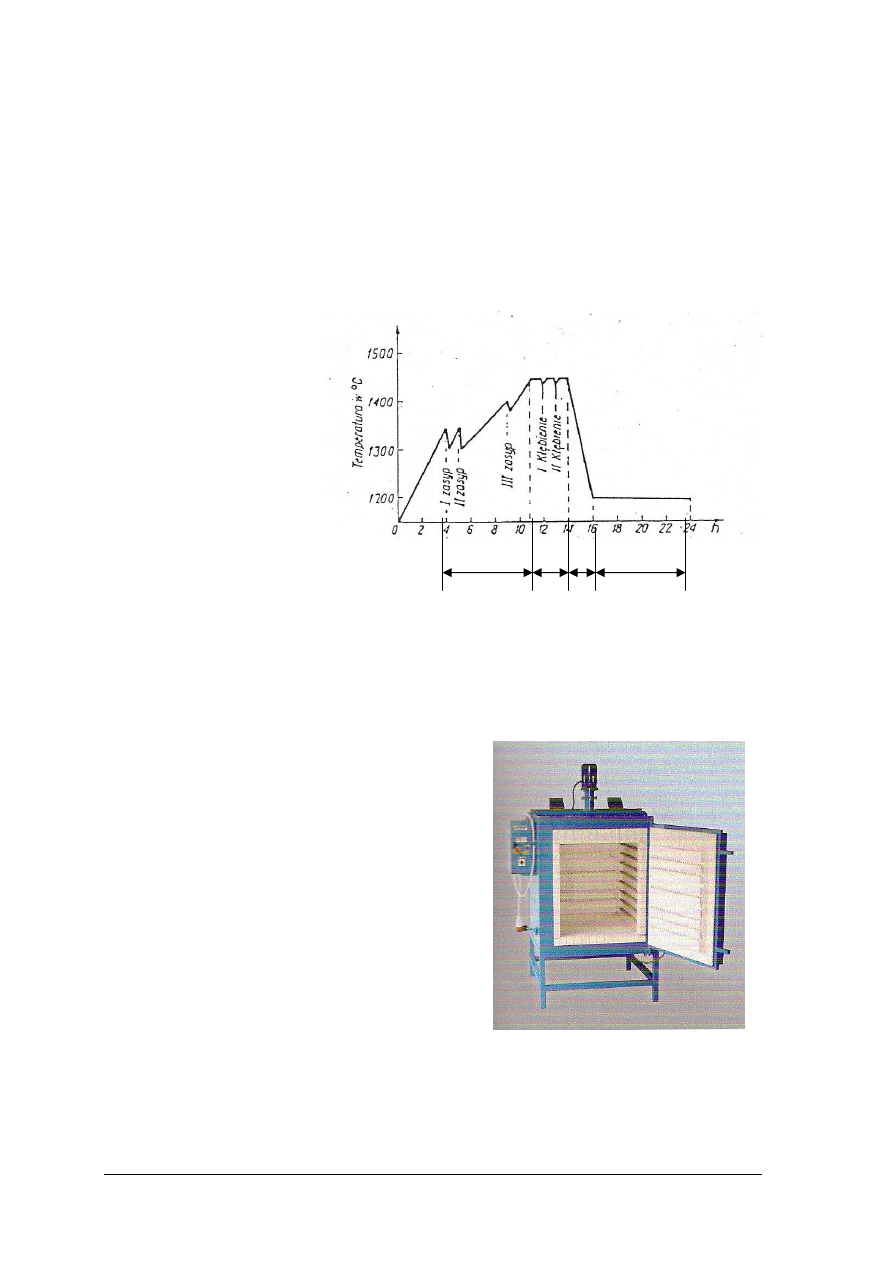
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
5. Zanieczyszczenia masy szklanej szkliwem nie rozpuszczonym w masie występują
w postaci
a)
smug.
b)
pęcherzy.
c)
kamieni.
d)
odszkleń.
6. Etap klarowania na wykresie rozkładu temperatur topienia masy szklanej w piecu
donicowym jest oznaczony literą
a)
A.
b)
B.
c)
C.
d)
D.
A
B C
D
7
.
Przyczyną występowania odszkleń w szkle jest
a)
zbyt krótkie klarowanie szkła.
b)
niedostateczna homogenizacja szkła.
c)
przetrzymywanie szkła w temperaturze krystalizacji.
d) zbyt duża zawartość wody związanej chemicznie w szkle.
8. Rysunek przedstawia urządzenie stosowane do
a) tamprowania.
b) hartowania.
c) odprężania.
d) gięcia.
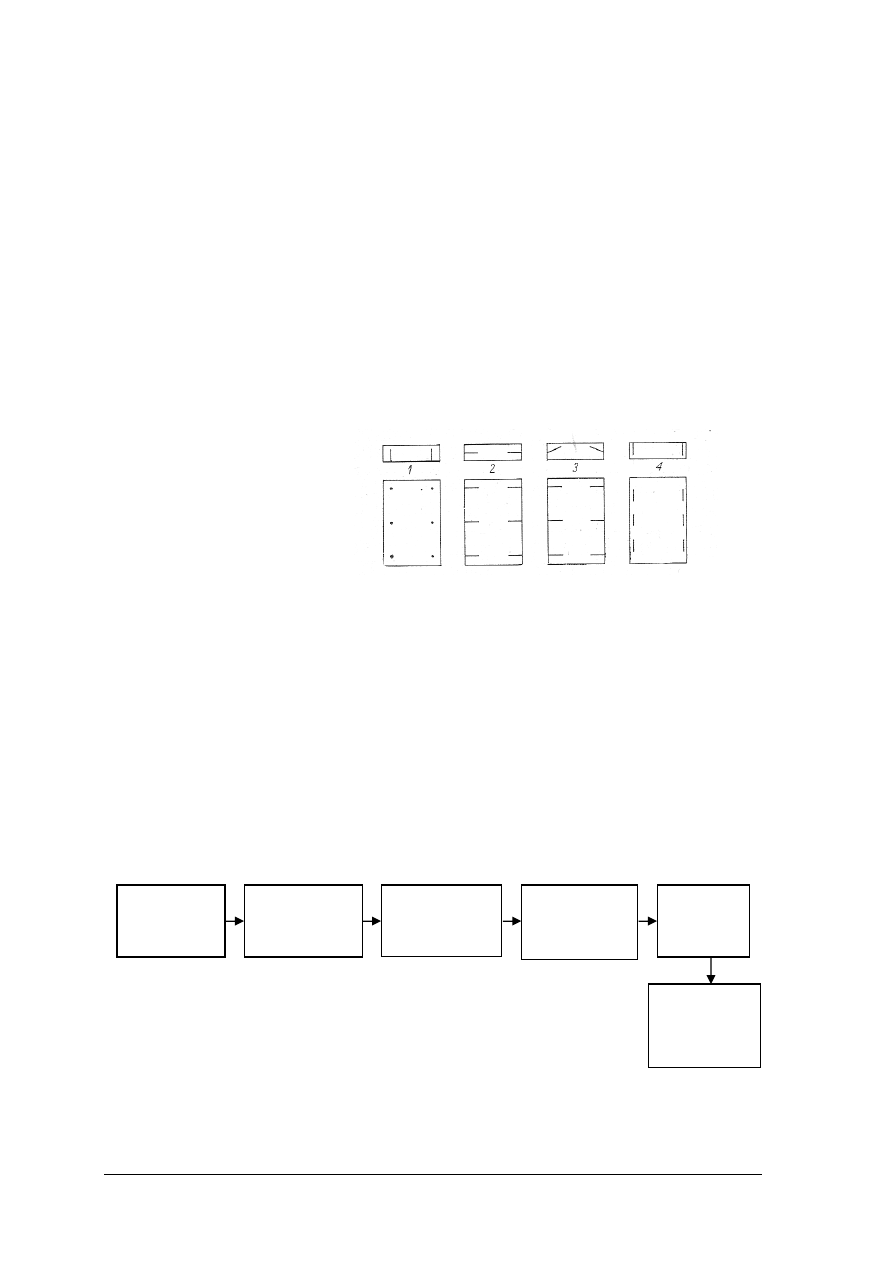
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
9. Zjawisko, występujące podczas procesu topienia masy szklanej, a polegające na ruchu
pęcherzy w masie dotyczy procesu
a) ujednorodniania masy.
b) tworzenia się masy.
c) ogrzewania zestawu.
d) tworzenia się krzemianów.
10. Kamienie występujące w ukształtowanych wyrobach szklanych
a) zwiększają wytrzymałość mechaniczną szkła.
b) poprawiają wartość estetyczną wyrobów.
c) powodują pękanie gotowych wyrobów.
d) zwiększają odporność chemiczną szkła.
11. Rysunek przedstawia rozmieszczenie elektrod w piecu topliwym. Układ płytowy
oznaczono cyfrą
a)
1.
b)
2.
c)
3.
d)
4.
12 Zasyp zestawu do wanny zmianowej powinien się odbywać
a)
raz na zmianę produkcyjną.
b)
okresowo w postaci stożka.
c)
cienkowarstwowo w sposób ciągły.
d) po wytopieniu poprzedniego zasypu.
13. Podczas zasypu zestawu do donicy należy
a)
obniżyć temperaturę.
b)
zredukować atmosferę.
c)
wyostrzyć płomień palnika.
d) zmniejszyć ciąg kominowy.
14. Zjawiska występujące na schemacie blokowym topienia masy szklanej dotyczą
a) stygnięcia masy.
b) klarowania masy.
c) tworzenia się krzemianów.
d) tworzenia się masy.
Topienie się
krzemianów
Rozpuszczanie
się krzemionki
Rozwarstwienie
się masy
Rozpuszczanie
się gazów
Utlenianie
składników
Reakcje
z materiałami
ogniotrwałymi

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
15. Szkła mącone stwarzają problemy technologiczne podczas topienia masy szklanej ze
względu na
a)
lotność składników stopu.
b)
trudność odgazowania masy.
c)
wysokie temperatury wytopu.
d) powstawanie kożucha krzemionkowego.
16. Piec szklarski w którym stadia, procesy, zjawiska topienia masy szklarskiej, zachodzą
w tym samym czasie lecz w różnych miejscach to
a)
wanna zmianowa.
b)
piec donicowy.
c)
wanna wyrobowa.
d) piec tamprowniczy.
17
.
Zanieczyszczenia masy szklanej, które można odróżnić od innych po brunatnym
zabarwieniu i smudze o tej samej barwie spowodowanej związkami żelaza to
a)
przestrzennie wypełnione gazem.
b)
obce ciała stałe.
c)
zanieczyszczenia szkliste.
b)
oszklenie (krystalizacja).
18. Prądy termiczne w masie szklanej
a)
przyspieszają proces klarowania.
b)
adsorbują gazy z powierzchni stopu.
c)
wydłużają czas topienia masy szklanej.
d) ułatwiają ujedoradnianie masy szklanej.
19. Część komory roboczej pieca topliwego na której ustawiane są donice to
a) trzon.
b) ściana boczna.
c) sklepienie.
d) układu grzewczy.
20. Przemiany polimorficzne podczas topienia masy szklanej występują w
a)
krzemionce.
b)
stłuczce.
c)
węglanach.
d) eutektykach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Topienie szkła
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
6.
LITERATURA
1.
Faustyn R.: Maszyny i urządzenia w przemyśle szklarskim. WSiP, Warszawa 1980
2.
Hilgertner A., Nowotny W.: Piece szklarskie. WSiP, Warszawa 1978
3.
Nowotny W.: Technologia szkieł gospodarczych 1.WSiP, Warszawa 1973
4.
Nowotny W.: Technologia szkieł gospodarczych 2.WSiP, Warszawa 1974
5.
Nowotny W.: Technologia szkła cz.1.WSiP, Warszawa 1975
6.
Pawłowski S., Serkowski S.: Materiały ogniotrwałe. Zakład poligraficzny „FUST”,
Gliwice 1997
7.
Pilch J.: Piece ceramiczne i szklarskie. Wydawnictwa AGH, Kraków 1993
8.
Ziemba B.(red.): Technologia szkła 1. Wydawnictwo Arkady, Warszawa1987
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 u
operator urzadzen przemyslu szklarskiego 813[02] z2 02 n
operator urzadzen przemyslu szklarskiego 813[02] z2 02 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
operator urzadzen przemyslu szklarskiego 813[02] z2 04 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
więcej podobnych podstron