INSTRUKCJA OBRÓBKI
ELEKTROISKROWEJ
EIL W-84
OPRACOWANIE TECHNOLOGICZNE I INSTRUKCJA
OBSŁUGI
1. Wprowadzenie
Obróbka elektroiskrowa (OE), jedna z technologii z zakresu inżynierii powierzchni,
umożliwia nadanie wysokich, wymaganych własności powierzchniowych. Największe zalety
tej metody utwardzania to znaczne podniesienie twardości powierzchni oraz wzrost
odporności na ścieranie.
Istotą OE jest przeniesienie i osadzenie rodzimego materiału elektrody (anody) na
powierzchnię detalu (katody) oraz nasycenie (umocnienie) warstwy powierzchniowej detalu
pierwiastkami wchodzącymi w skład materiału anody.
2. Przeznaczenie
Urządzenie elektroiskrowej obróbki przeznaczone jest dla utwardzenia powierzchni
roboczych narzędzi skrawających oraz matryc, wykrojników i stempli. Wykorzystywać je
można również do podwyższenia twardości i przywrócenia zużytych części maszyny za
pomocą naniesienia twardego stopu na ich powierzchnię.
3. Dane techniczne
1. Grubość naniesionej warstwy, mm 0,01 – 0,08
2. Wydajność, cm
2
/ min 2 – 8
3. Liczba technologicznych warunków 9 x 2
4. Częstotliwość wibracji elektrody wibratora, Hz 220 – 500
5. Moc, potrzebna z sieci, kW nie więcej jak 0,25
6. Napięcie zasilania częstotliwości 50 Hz, V 220
7.Gabaryty (długość, szerokość, wysokość), mm 400 x 270 x 140
8. Masa, kg 14
4. Spis wyposażenia
Spis wyposażenia przedstawiony jest w tablicy 1
Tablica 1
Lp Nazwa Osprzęt,
szt.
Uwagi
1 Urządzenie obróbki elektroiskrowej EIL W - 8A
1
2 Wibrator LI 9989-1316
1
Razem z urządzeniem
3 Kabel sieciowy
1
Razem z urządzeniem
4 Kabel
połączeniowy 1
5 Płaszczyzna stykowa
1
6 Bezpiecznik
2
PM5A0.481.017TU
5. Pulpit sterowniczy
Rozmieszczenie poszczególnych elementów sterowniczych na pulpicie przedstawione jest na
rys. 1.
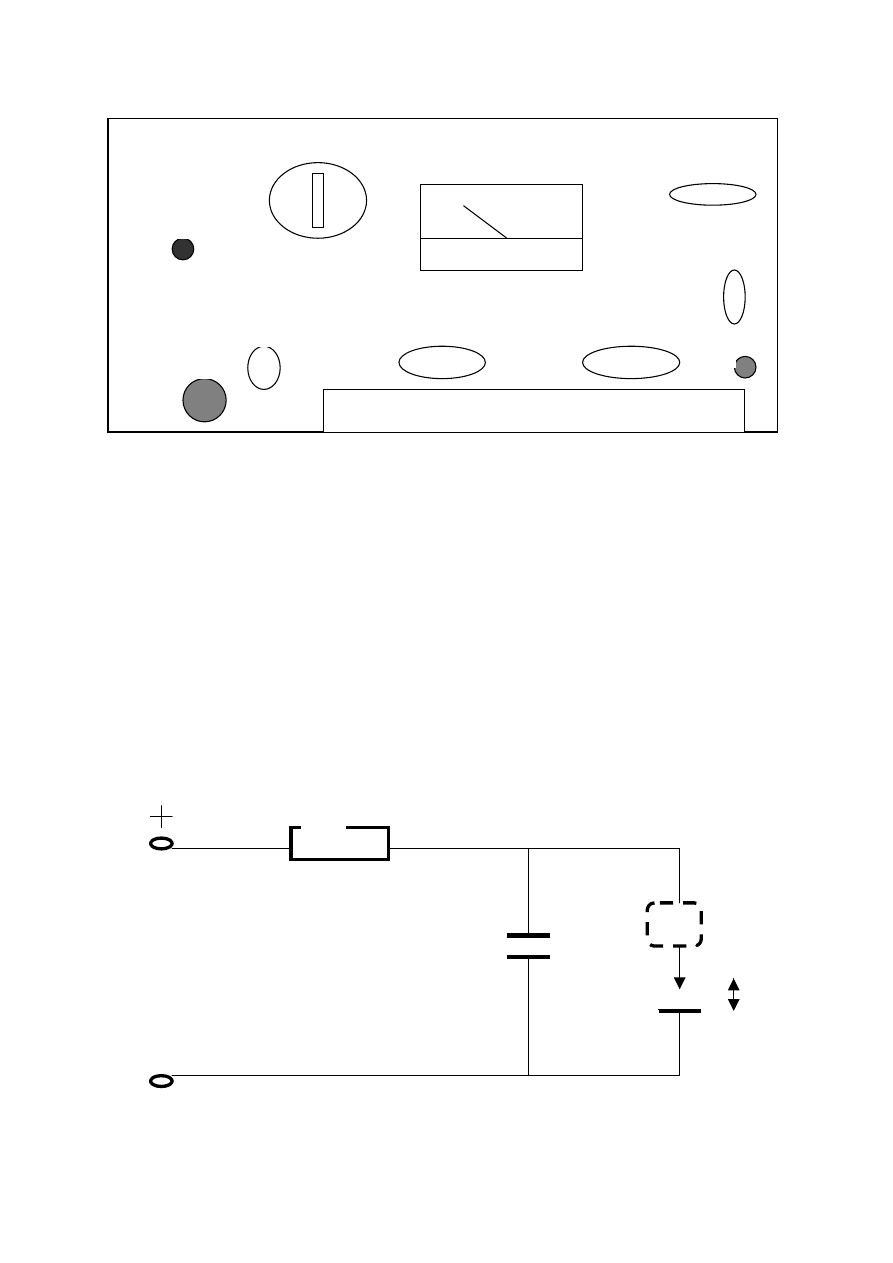
Rys. 1. Pulpit sterowniczy.
Poszczególne elementy pulpitu:
1- przełącznik POZIOM,
2- amperomierz,
3- przełącznik POJEMNOŚĆ,
4- regulator AMPLITUDA
5- regulator CZESTOTLIWOŚĆ,
6- przełącznik WARUNEK,
7- bezpiecznik,
8- wyłącznik SIEĆ,
9- miejsce przechowywania kabla łączącego wibrator,
10- zacisk DETAL,
11- dioda informująca o podłączeniu do sieci.
6. Schemat ideowy urządzenia do elektroiskrowego utwardzania powierzchni z
wibrującą elektrodą
Schemat ideowy przedstawiony jest na rys. 2.
Rys. 2. Schemat ideowy urządzenia do elektroiskrowego utwardzania
powierzchni z wibrującą elektrodą; W- wibrator, A- anoda (elektroda), K- katoda
(detal), C- kondensator, R- oporność.
11
1
8
7
4
5
2
3
6
10
R
C
W
A
K

7. Sprzęt
7.1 Urządzenie obróbki elektroiskrowej wykonane jest w podręcznym wariancie. Główny
szkielet wykonany jest z aluminium i stanowi lity przedni i tylny panel. Górna i dolna
pokrywa ogranicza dostęp do wnętrza urządzenia. Na pokrywach znajdują się
dodatkowo otwory wentylacyjne. Do przenoszenia urzadzenia wykorzystuje się raczkę
– podstawkę.
Na przednim panelu znajdują się organy nastawienia i kontroli:
- amperomierz
średniej wartości prądu do kontroli procesu umocnienia,
- regulator AMPLITUDA do regulacji amplitudy wibracji alektrody wibratora,
- regulator
CZĘSTOTLIWOŚĆ doustawienia czestotliwości wibratora,
- przełącznik POZIOM, który służy do wyboru wielkości prądu umocnienia,
- przełącznik PJEMNOŚĆ do przełączania wielkości pojemności:
pozycja 1 - pojemność 150
µF,
pozycja 2 – pojemność 300
µF,
- przełącznik WARUNEK do nastawienia warunków obróbki,
- zacisk DETAL do podłączenia płaszczyzny stykowej i uziemienia urządzenia,
- włącznik iwskaźnik sieć.
W dolnej komorze przedniej paneli znajduje się kabel połączeniowy do sieci i kabel z
wibratorem.
7.2
Wibrator przeznaczony jest do łączenia obwodu elektrycznego prądu. W danym
stanowisku zasosowano wibrator typu magnetycznego. W obudowie z tworzywa
sztucznego umieszczony jest mechanizm wibracji, składający się z przewodu
magnetycznego, na którym umieszczono dwie cewki. Do nieruchomej części
ruchomego twornika przymocowana jest zwora ze stali sprężynowej, na której
izolacyjnie przymocowany jest chwytak elektrody. Przerwa miedzy nieruchoma
częścią i ruchomym twornikiem wynosi 0,5 mm. Podłączenie wibratora realizowane
jest kablem,w którego skład wchodzą przewody, łączące chwytak elektrody i cewki
wibratora
8. Rozmieszczenie i montaż
8.1
Stanowisko eksploatujemy w pomieszczeniach wyposażonych w sprzęt przeciw
pożarowy w temperaturze otoczenia od 283K (10
°C) do 308K (25°C).
8.2
Montaż stanowiska obróbki elektroiskrowej.
Stanowisko rozkładamy na roboczym miejscu w położeniu horyzontalnym dogodnym
do pracy. Rączkę do przenoszenia stanowiska ustawiamy jako podstawę.
Przed rozpoczęciem pracy przy montażu stanowiska na miejscu jego eksploatacji
koniecznie należy wykonać:
- sprawdzić miejsce umieszczenia stanowiska pod względem przestrzegania
przepisów BHP i przeciwpożarowych.
- Sprawdzić kompletrność stanowiska, przeprowadzić wstępne oględziny przyborów
i zapoznac się z ich wykorzystaniem, następnie przeprowadzić montarz
stanowiska.

9. Zasady bezpieczeństwa
9.1
Eksploatacja stanowiska obróbki elektroiskrowej powinn być zorganizowana zgodnie
z zasadami technicznej eksploatacji elektrostanpwisk i prawami techniki
bezpieczeństwa. Eksploatacja stanowiska w pomieszczeniach stwarzających
zagrożenie pożarowe jest niedopuszczalne.
9.2
Do pracy na stanowisku dopuszcza się osoby po wcześniejszym zaznajomieniu z
danymi technicznymi, instrukcją eksploatacji i zasadami bezpieczeństwa.
9.3
Nieodzowna jest praca w odpowiednich okularach roboczych z filtrem słonecznym.
Robocza przestrzeń pomieszczenia , w którym znajduje się stanowisko oraz miejsce
pracy operatora powinny posiadać oświetlenie zgodne z zasadami BHP.
9.4
W czasie pracy nie wolno dotykać przewodzącej prąd części wibratora a bezpiecznik
powinien być dostosowany do prądu przepływu.
9.5
Zabrania się pracować lub znajdować się na roboczym stanowisku w przetłuszczonych
ubraniach roboczych.
9.6
Miejsce pracy powinno mieć zainstalowany wentylator wyciągowy
10. Porządek pracy
10.1 Przed przystąpieniem do pracy na stanowisku konieczne jest zapoznanie się z
właściwymi danymi technicznymi i instrukcją eksploatacji.
10.2 Dobrać według technologicznych zaleceń rozmiar i rodzaj elektrody i zamocować
wuchwyciewibratora.
UWAGI:
- dla
średnich i niedużych obrabianych detali a także szeroko stosowanych noży,
wierteł, rozwiertaków ,pił stempli i innych narzędzi zaleca się stosować kondensator
o pojemności 150
µF ( położenie regulatora „POJEMNOŚĆ’’ w pozycji 1 ),
- dla stempli , dużej grubości detale i narzędzia skrawające a także jeśli jest potrzeba
otrzymania „ grubych ‘’ pokryć zalecz się stosować kondensator 300
µF ( położenie
przełącznika „ POJEMNOŚĆ’’ w położeniu 2)
10.3 Robocze powierzchnie detali, podlegających umocnieniu odtłuścić i przetrzeć na
sucho szmatką.
10.4 Nałożyć okulary robocze.
10.5 Włączyć urządzenie przełącznikiem „SIEĆ”. Przełącznikiem „POZIOM” ustalić
nieodzowny warunek umocnienia. Regulatorem „CZĘSTOTLIWOŚĆ” ustalić
optymalną częstotliwość wibracji elektrody.
UWAGA:
Przy stosowaniu wspólnie z kondensatorem pojemności równej 300
µF regulator
„CZĘSTOTLIWOŚĆ” zaleca się ustawić w położenie zgodnie z pierwszą
(rezonansową) częstotliwością wibratora 250 Hz (regulator w położeniu 2 na
podziałce), a przy stosowaniu pojemności równej 150
µF regulator
„CZĘSTOTLIWOŚĆ” zaleca się ustawić w położenie zgodne z drugą (rezonansową)
częstotliwością wibratora 450 Hz (regulator w położeniu 9 na podziałce).
10.6 Przełącznik „WARUNEK” ustawić w położenie 1.
10.7 Regulatorem „AMPLITUDA” ustalić optymalną amplitudę wibracji elektrody.
Zbliżamy elektrodę do obrabianej powierzchni i płynnie przemieszczając ją
przeprowadzamy proces umacniania. Siła docisku elektrody powinna być możliwie
stała a jej wielkość określa się koniecznym prądem umocnienia. Przy umacnianiu
narzędzi z płaskimi powierzchniami zaleca się przemieszczać elektrodę ruchami
okrężnymi z szybkością 0,5-1 cm/s. Przy zbliżaniu się do ostrych krawędzi tnących
narzędzia szybkość ruchu elektrody należy zmniejszyć przechodząc od okrężnych
ruchów do postępowych wzdłuż tnącej krawędzi narzędzia.
Nie zaleca się realizować więcej niż cztery przejścia elektrody na jednym miejscu.
Przy umacnianiu na 7, 8 i 9 warunku dla schłodzenia elektrody nieodzowne jest robić
krótkotrwałe przerwy 10-15 s po każdych 2-3 min pracy. Przekrój elektrody dla tych
warunków pracy możliwie nie mniejszy niż
11. Zalecenia technologiczne.
11.1 Wybór warunków obróbki.
Stanowisko EWIL-8A posiada 9 warunków umocnienia zgodnych ściśle z mocą
technologicznego prądu. Warunki i zgodne z nimi wielkości prądu przedstawione są w
tabeli 2.
Każdemu warunkowi odpowiada wielkość energii wydzielonej przy kontakcie
elektrody z umacnianym detalem, co określa intensywność procesu obróbki
elektroiskrowej, chropowatość obrabianej powierzchni i masę przemienionego
materiału elektrody. Zależnie od nastawienia warunki można podzielić na trzy grupy:
- cienkie ( pozycja regulatora „WARUNEK” 1-9, pojemność 150
µF),
- średnie (pozycja regulatora „WARUNEK” 1-4, pojemność 300
µF),
- grube (pozycja regulatora „WARUNEK” 5-9, pojemność 300
µF).
Warunki obróbki wybieramy w zależności od zapotrzebowań wnoszonych do
umacnianej powierzchni: chropowatość, grubość i porowatość nanoszonej warstwy.
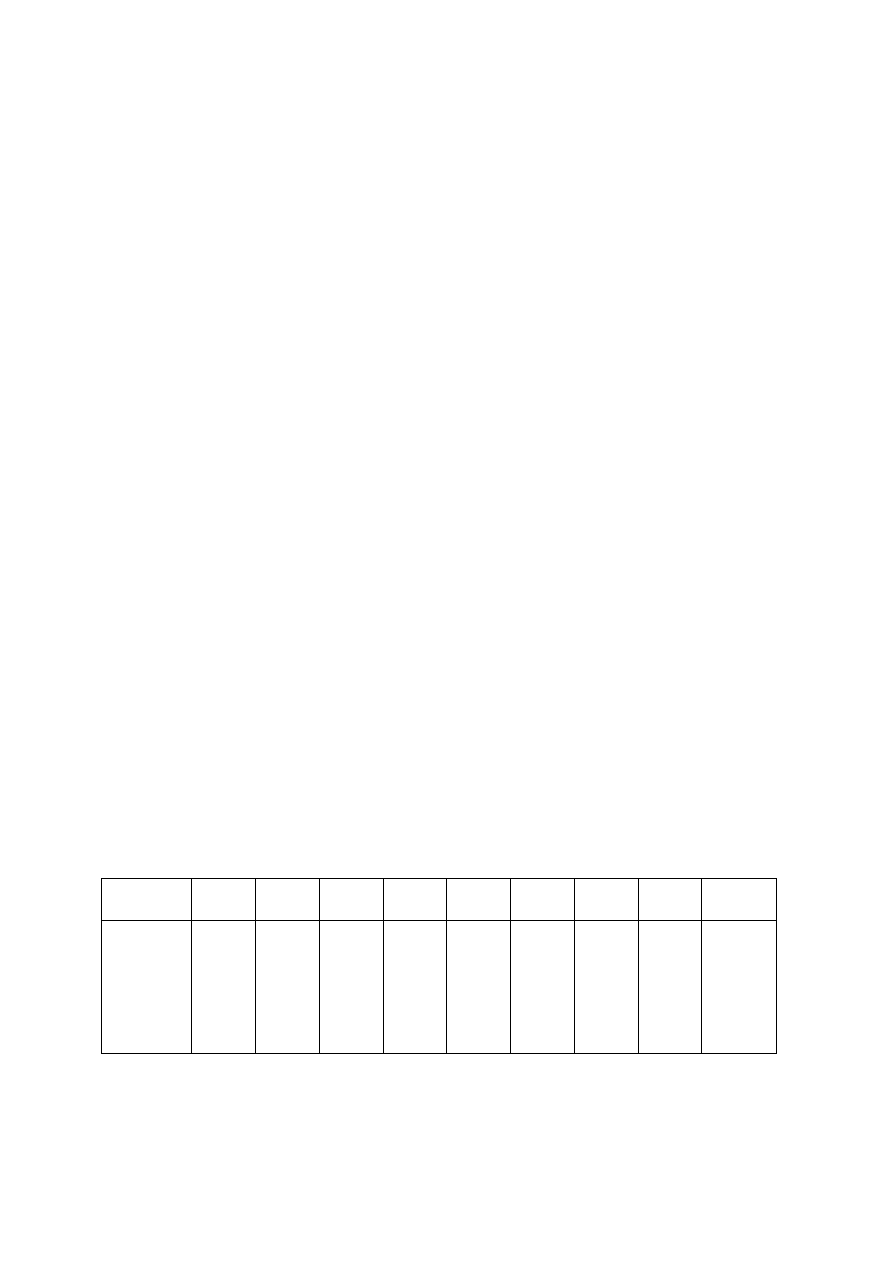
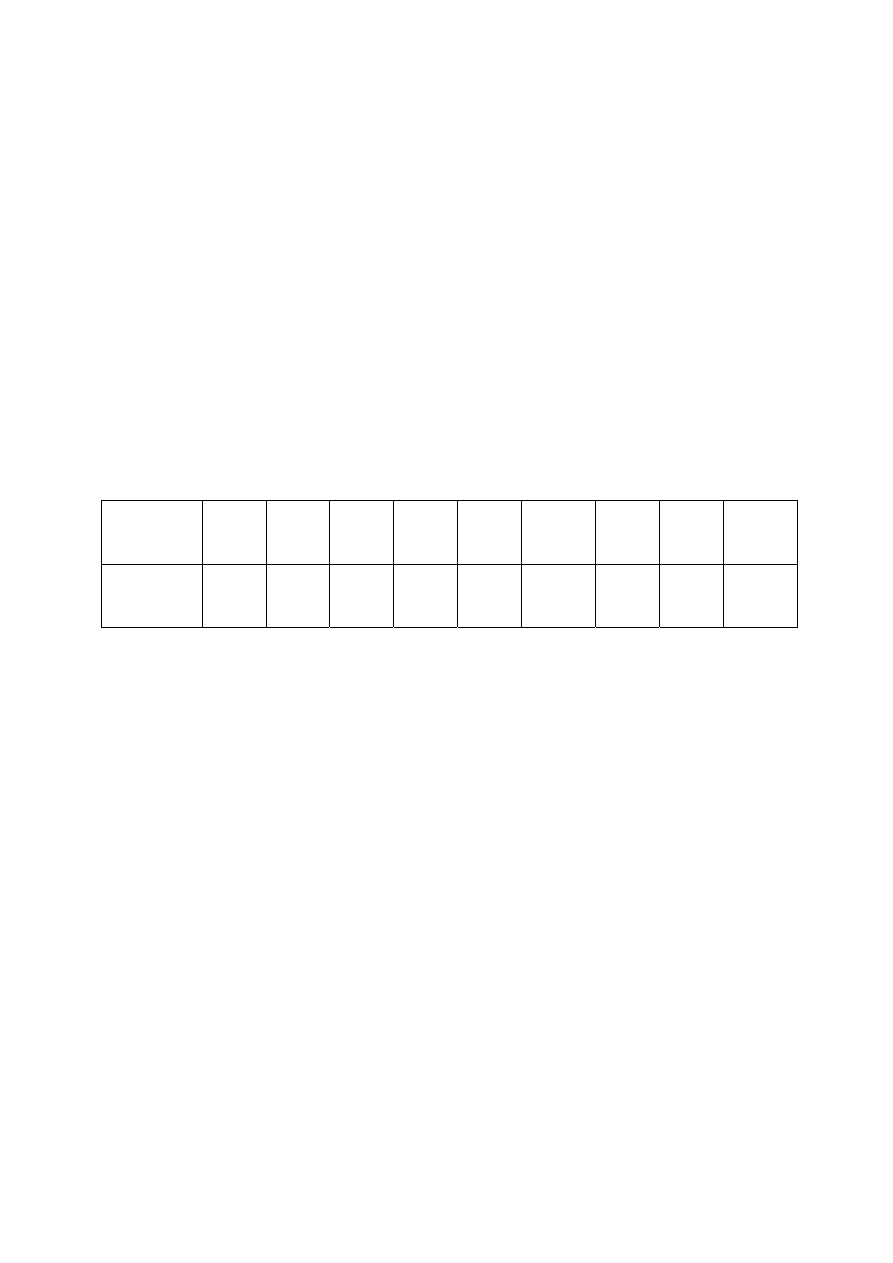
Tabela 2 Pozycje regulatora WARUNEK i zgodny z tym prąd obróbki
Nr.
Warunku
1 2 3 4 5 6 7 8 9
Wielkość
prądu, A
pojemność
150
µF
pojemność
300
µF
0,4 – 0,5
1,0 - 1,2
0,4 – 0,5
1,2 - 1,4
0,5 – 0,6
1,6 – 2,0
0,5 – 0,6
2,0 – 2,2
0,6 – 0,7
2,2 – 2,4
0,8 –0,9
2,4 – 2,6
0,9 – 1,0
2,6 – 2,8
1,0 – 1,1
2,8 – 3,2
1,1–1,2
3,0-3,4
Precyzyjne narzędzia takie jak rozwiertaki, przeciągacze, matryce, frezy i wiertła o
średnicy do 20mm umacniamy tylko na miękkich (cienkich) warunkach (pozycja 1-4,
pojemność 150
µF).
Im bardziej miękki przyjęty warunek obróbki, tym mniejsza grubość naniesionej
warstwy, ale wyższa jakość powierzchni. Przy grubych warunkach wzrasta grubość
warstwy, ale pogarsza się jakość pokrycia.
Nieodzownie należy uwzględnić, że przy umacnianiu na grubych warunkach w
pierwszych minutach pracy metal przenosi się najbardziej intensywnie, zatem proces
zwalnia się, zachodzi usunięcie nanoszonej warstwy oraz naruszenie warstwy
wyjściowej. Dlatego niedopuszcza się wielokrotnych (4-5) przejść po tej samej
powierzchni.
Dla otrzymania bardziej jakościowego pokrycia po obróbce na grubych warunkach
nieodzowna jest obróbka umocnienia powierzchni na miękkich warunkach, co
przyczynia się do wygładzenia i zniżania chropowatości i naniesionej warstwy.
Czas, w którym osiąga się optymalne, całkowite pokrycie zależy od właściwości
nanoszonego i umacniającego materiału i określa się go doświadczalnie w każdym,
konkretnym przypadku. Całkowite pokrycie powinno być nie mniejsze niż 80 %. Czas
umocnienia 1 cm
2
stali narzędziowej (M6 M5 – oznaczenie rosyjskie) twardym
stopem WK 6 przedstawiono w tabeli 3.
Tabela 3 Czas umocnienia 1 cm
2
stali narzędziowej
Warunek
(pojemność)
300
µF
1
2
3
4
5
6
7
8
9
Czas
obróbki,
min
2,0 - 8
1,5 - 4
1,0 - 4
1 – 3,5
0,5 - 3
0,5 – 2,5
0,4 - 2
0,3 - 2
0,3 – 1,5
Duże znaczenie przy obróbce elektroiskrowej ma odprowadzanie ciepła. Dlatego też
wybierając warunek obróbki konieczne jest by uwzględniać gabaryty obrabianego
detalu. Grube warunki zaleca się przyjmować tylko dla obróbki detali, których masa
przekracza 0,5 kg, przy warunku, że obrabiana powierzchnia nie posiada cienkich
krawędzi. Zalecane warunki obróbki narzędzi skrawających przedstawione są
w tabeli 4
11.2 Rodzaj elektrody.
Bardzo ważne znaczenie przy obróbce elektroiskrowej ma rodzaj elektrody. Zależne
jest to od gabarytów, układu i poprzecznych rozmiarów obrabianych detali.
Zastosowanie elektrody z ostrym, stożkowym zakończeniem jest najbardziej
efektywne. Ma to znaczenie w tym, że w każdym obwodzie elektrycznym prąd
przekazuje przebicie przez przekrój, a ze zmniejszeniem przekroju elektrody
powiększa się gęstość prądu i energia wyładowania iskry staje się mocniejsza i
efektywniejsza. Lepsze wyniki obróbki elektroiskrowej daje elektroda z końcówką w
postaci stożka. Ten rodzaj elektrody powinien mieć średnicę końcówki nie więcej niż
5 mm i nie mniej jak 2 mm oraz długość nie mniej niż 20 mm. Przed każdym nowym
umacnianiem część robocza elektrody powinna być na nowo obrabiana.
Rozmiary elektrody w zależności od warunków obróbki (prądu roboczego)
przedstawione są w tabeli 5.
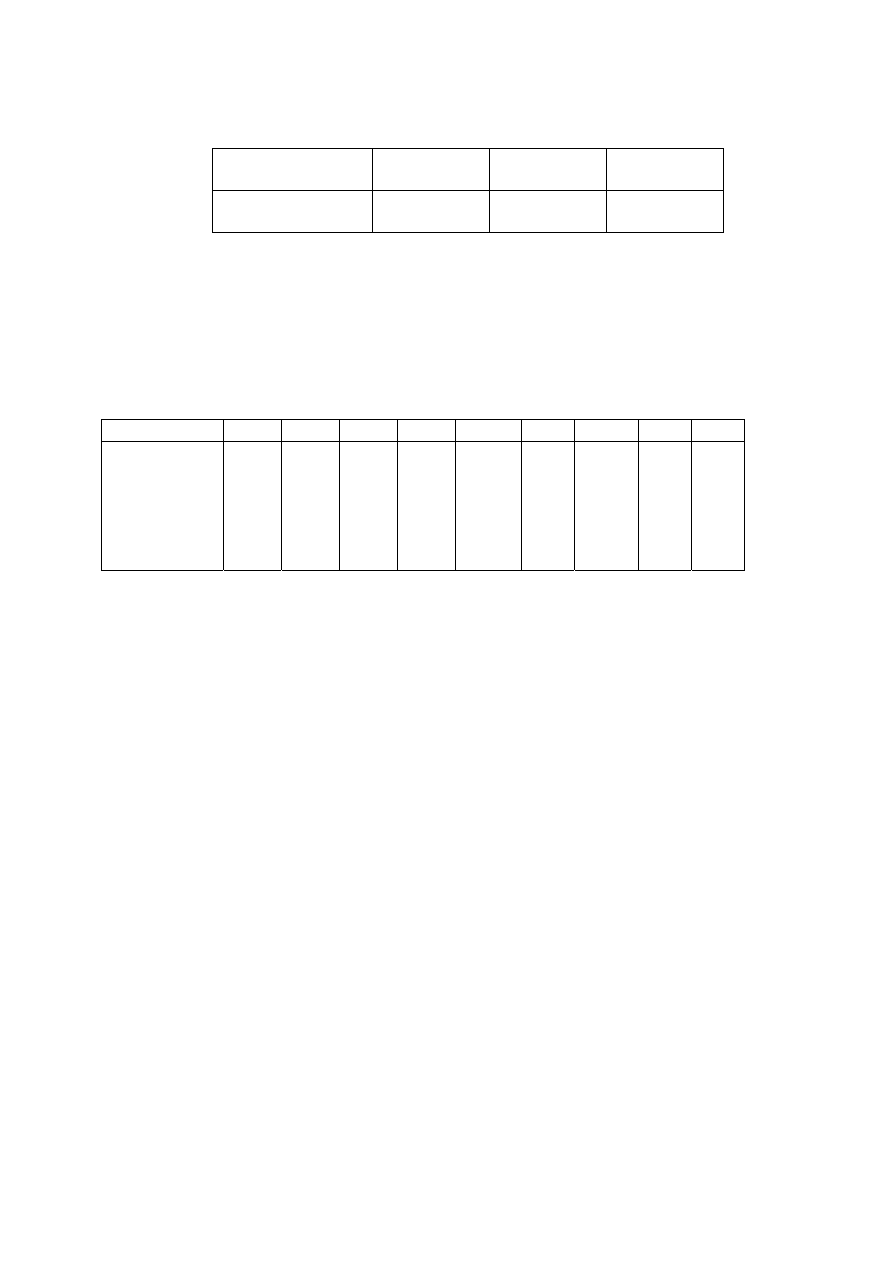
Tabela 5 Przekrój elektrody w zależności od prądu obróbki
Prąd roboczy
A
0,4 – 0,5
0,5 – 1,0
Powyżej 1,0
Przekrój elektrody
mm
2
2,0 – 5,0
4,0 – 10,0
10,0 - 20
11.3 Chropowatość powierzchni po obróbce elektroiskrowej.
Podczas pracy narzędziami skrawającymi, umocnionymi elektroiskrowym sposobem,
obserwuje się możliwość zmiany chropowatości powierzchni. Chropowatość
powierzchni warstwy elektroiskrowego umacniania otrzymanej przy obróbce na
różnych warunkach na stanowisku EIL W-8A przedstawiono w tablicy 6.
Tabela 6 Chropowatość powierzchni
Nr warunku
1
2
3 4
5
6 7
8 9
Chropowatość
µm.
pojemność
150
µF
pojemność
300
µF
3,2
6,3
3,2
6,3
3,2
6,3
3,2
6,3
6,3
12,5
6,3
12,5
6,3
12,5
6,3
12,5
6,3
12,5
Z tabeli widoczne jest, że ze zmianą warunków obróbki na większe jakość obrobionej
powierzchni maleje. Dla większości przyjmowanych w przemyśle narzędzi
skrawających jakość taka jest w pełni wystarczająca.
12. Zasady przechowywania.
12.1 Temperatura otoczenia od +5
°C do +30°C,
12.2 Odpowiednia wilgotność przy temperaturze + 20
°C
±5°C do 80%.
12.3 Stanowisko należy przechowywać w zamkniętym pomieszczeniu, chronić przed
oparami kwasów, związkami alkalicznymi i innymi aktywnymi gazami, chronić przed
szkodliwym oddziaływaniem lakierowanych i galwanizowanych pokryć.
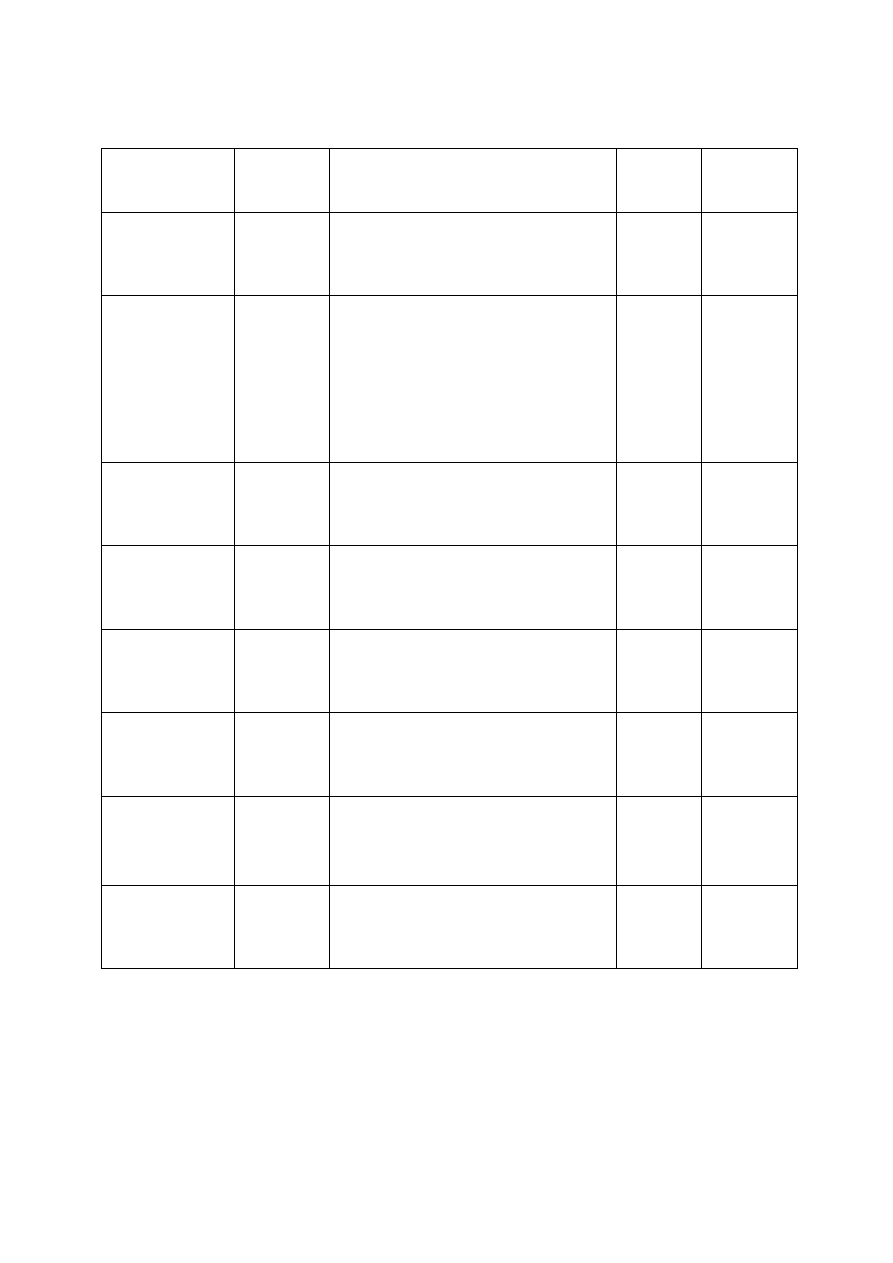
Tabela 4 Warunki obróbki narzędzi skrawających
Nazwa
narzędzi
Rozmiar
mm
Obrabiana powierzchnia
Warunek
obróbki
Pojemność
µF
Noże tokarskie
ze stali
szybkotnącej
a=1,5-5,0 Przednia
i
główna, tylna powierzchnia
wzdłuż głównej krawędzi tnącej
2 - 5
150
Wiertła
φ10-φ25
φ26-φ50
Tylne powierzchnie wzdłuż
Głównych krawędzi tnących
Powierzchnie spirali kierujących
Powierzchnie wzdłuż linii spiralnej
Tylne powierzchnie wzdłuż
Głównych krawędzi tnących
Powierzchnie spirali kierujących
Powierzchnie wzdłuż linii spiralnej
2 – 6
1 – 3
2 – 6
1 – 4
3 – 6
1 – 4
150
150
150
300
150
300
Frezy
wykańczające
φ6-φ12
Tylne powierzchnie zębów
cylindrycznej części
Tylne powierzchnie zębów wg
przekroju poprzecznego
2 – 6
4 - 6
150
150
Frezy obrotowe
trzystronne
s= 2 -3
Tylna powierzchnia wg profilu
każdego zęba
Tylna powierzchnia wg profilu
każdego zęba
2 – 6
1 - 4
150
300
Dłuta
m4 – m6
m8 - m12
Czołowe powierzchnie wg profilu
każdego zęba
Czołowe powierzchnie wg profilu
każdego zęba
1 – 4
5 - 8
150
150
Frezy
ślimakowe
m6 – m10
m12 – m24
Płaszczyzna przyłożenia wg profilu
każdego zęba
Płaszczyzna przyłożenia wg profilu
każdego zęba
4 – 9
1 - 4
150
300
Piły obrotowe
segmentowe
φ250
φ500
φ610
φ1000
Płaszczyzna przyłożenia wg profilu
każdego zęba
Płaszczyzna przyłożenia wg profilu
każdego zęba
1 – 4
4 – 6
300
300
Piły taśmowe
s = 1,0
s = 1,4
Płaszczyzna czołowa i przyłożenia
na 1/3 wysokości zęba
Płaszczyzna czołowa i przyłożenia
na 1/3 wysokości zęba
4
8
150
150
Wyszukiwarka
Podobne podstrony:
Instrukcja ESRI id 216707 Nieznany
instrukcja laboratoryjna id 216 Nieznany
Instruktaz stanowiskowy id 2176 Nieznany
INSTRUKCJA obserwacja id 217027 Nieznany
Instrukcja 12 id 215508 Nieznany
INSTRUKCJA BHP 4 id 215697 Nieznany
KOS instrukcja 7 TM id 248303 Nieznany
instrukcja DTC id 216677 Nieznany
Instrukcja Lab4 id 216877 Nieznany
INSTRUKCJE Cwiczenie 1 id 71952 Nieznany
5 Instrukcja if id 39694 Nieznany
Instrumenty pochodne id 217770 Nieznany
Instrukcja UV2 id 217242 Nieznany
lab2 Instrukcja P2 C P id 75048 Nieznany
instrukcja 10 id 215506 Nieznany
Instrukcja kolka1 id 217336 Nieznany
Instrukcja cwiczenia 9 id 21649 Nieznany
lab3 Instrukcja P3 id 750620 Nieznany
Instrukcja belka id 215691 Nieznany
więcej podobnych podstron