„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Jasińska
Łączenie elementów wierzchu obuwia
744[02].Z4.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Smerda
mgr inż. Małgorzata Stępniak
Opracowanie redakcyjne:
mgr inż. Ewa Jasińska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z4.01
„Łączenie elementów wierzchu obuwia”, zawartego w modułowym programie nauczania dla
zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Łączenie elementów cholewki za pomocą szycia
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
17
4.2. Stosowanie połączeń klejonych w cholewce
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
23
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
25
4.3. Łączenie elementów cholewki za pomocą zgrzewania
26
4.3.1. Materiał nauczania
26
4.3.2. Pytania sprawdzające
30
4.3.3. Ćwiczenia
30
4.3.4. Sprawdzian postępów
32
4.4. Stosowanie łączników sztywnych w połączeniach konstrukcyjnych
i ozdobnych
33
4.4.1. Materiał nauczania
33
4.4.2. Pytania sprawdzające
35
4.4.3. Ćwiczenia
35
4.4.4. Sprawdzian postępów
36
5. Sprawdzian osiągnięć
37
6. Literatura
42
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu metod i technik łączenia
elementów wierzchu obuwia.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane przed przystąpieniem do realizacji tej jednostki modułowej,
−
cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne niezbędne do osiągnięcia założonych
celów kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści z materiału
nauczania,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
−
kartę odpowiedzi,
−
wykaz literatury, z jakiej możesz korzystać podczas nauki.
Jednostka modułowa „Łączenie elementów wierzchu obuwia”, której treści teraz poznasz
stanowi jeden z elementów modułu 744[02].Z4, którego struktura jest zilustrowana na
stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
Schemat układu jednostek modułowych
744[02].Z4.02
Przygotowanie elementów
do montażu cholewek
744[02].Z4.03
Montaż i wykończanie cholewek
744[02].Z4
Technologia wytwarzania cholewek
744[02].Z4.01
Łączenie elementów wierzchu
obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
dobierać maszyny, urządzenia i narzędzia do określonych operacji technologicznych,
−
charakteryzować materiały podstawowe i pomocnicze stosowane w produkcji obuwia,
−
określać wymagania techniczne i przetwórcze dla skór i innych materiałów na spody
obuwia,
−
określać parametry techniczne materiałów pomocniczych stosowanych w produkcji
obuwia,
−
dobierać materiały podstawowe i pomocnicze, półprodukty oraz środki wykończalnicze
odpowiednio do konstrukcji, typu, przeznaczenia i techniki wytwarzania obuwia,
−
przestrzegać zasad eksploatacji maszyn i urządzeń,
−
stosować metody i techniki rozkroju materiałów,
−
dobierać i stosować techniki obróbki elementów obuwia,
−
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
dobrać parametry połączeń elementów cholewek w zależności od typu, konstrukcji oraz
rodzaju stosowanych materiałów,
−
określić czynniki wpływające na jakość i wytrzymałość połączeń,
−
dobrać igły, nici, ściegi i szwy w zależności od rodzaju łączonych materiałów,
−
zastosować kleje w zależności od rodzaju łączonych materiałów i funkcji połączeń,
−
dobrać matryce i elektrody do zgrzewania i zdobienia elementów,
−
dobrać łączniki sztywne do połączeń konstrukcyjnych i ozdobnych,
−
wykonać połączenia oaz określić ich wytrzymałość,
−
określić wady powstające w procesie łączenia elementów oraz sposoby ich usuwania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Łączenie elementów cholewki za pomocą szycia
4.1.1. Materiał nauczania
Proces przygotowania i wykonania cholewki decyduje w dużej mierze o jakości
i atrakcyjności gotowego obuwia. Łączenie poszczególnych elementów składowych wierzchu
w gotową cholewkę wykonywane jest w oddziałach montażu cholewek, zwanych szwalniami.
Połączenie może odbywać się za pomocą zszywania, klejenia, zgrzewania lub łączników
sztywnych.
Zszywanie należy do tradycyjnych i najstarszych metod łączenia elementów wierzchu
w gotową cholewkę. Początkowo wykonywane było ręcznie, a obecnie wykorzystuje się
różnego rodzaju maszyny, stosując duży asortyment igieł i nici.
Informacje na temat początków mechanizacji szycia znajdziesz w jednostce modułowej
744[02].O1.02 Określanie konstrukcyjnych i technologicznych właściwości obuwia
w rozdziale „Rozwój produkcji obuwia na przestrzeni wieków”.
Rodzaje ściegów i szwów
Zgodnie z normą PN-69/P-84502 „Wyroby szyte. Ściegi. Nazwy i oznaczenia” ściegi
dzielą się na czółenkowe i łańcuszkowe. W obuwnictwie ścieg czółenkowy nazywany jest
ściegiem zwartym.
Do najbardziej znanych ściegów czółenkowych (zwartych) należą:
−
prosty: jednoigłowy, dwunitkowy,
−
prosty: dwuigłowy, trzynitkowy,
−
zygzakowy: jednoigłowy, dwunitkowy.
Do znanych ściegów łańcuszkowych należą:
−
prosty: jednoigłowy, jednonitkowy,
−
prosty: jednoigłowy, dwunitkowy,
−
prosty: dwuigłowy, dwunitkowy,
−
obrzucający: jednoigłowy, jednonitkowy,
−
obrzucający: jednoigłowy, dwunitkowy.
Szwy można podzielić na:
−
łączące, przeznaczone do łączenia elementów,
−
brzegowe, stanowiące wykończenie brzegu elementu lub całego wyrobu (zawijanie,
lamowanie),
−
ozdobne, przeznaczone wyłącznie do celów ozdobnych.
Ściegiem nazywamy odległość powstałą w wyniku dwóch kolejnych nakłuć materiału
przez igłę. Najczęściej stosuje się prosty ścieg zwarty, posiadający dużą wytrzymałość.
Tworzenie ściegu zwartego rozpoczyna się od momentu zagłębienia igły
z przewleczoną przez oczko nicią górną w materiał i osiągnięcia przez nią najniższego
zwrotnego położenia. Następnie igła rozpoczyna ruch do góry umożliwiając utworzenie pętli
nici górnej. Ostrze chwytacza w tym czasie łapie utworzoną pętlę i w momencie, gdy igła
porusza się w górę, przeprowadza ją naokoło bębenka, obejmując nić wychodzącą z niego.
Następuje jednocześnie naprężenie nici górnej. Po osiągnięciu przez igłę najwyższego
zwrotnego położenia pętla nici górnej z zaczepioną nicią dolną zostaje wciągnięta do środka
zszywanych materiałów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
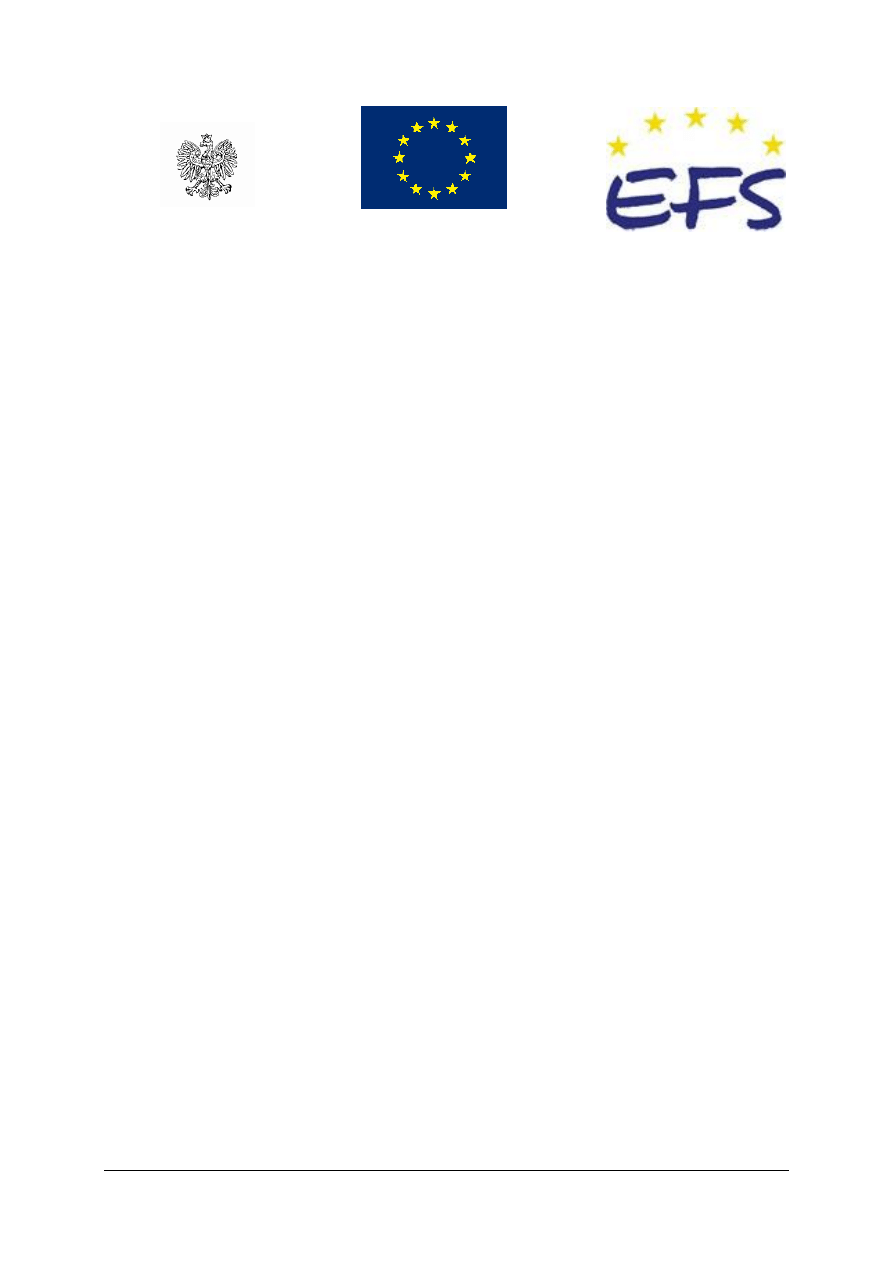
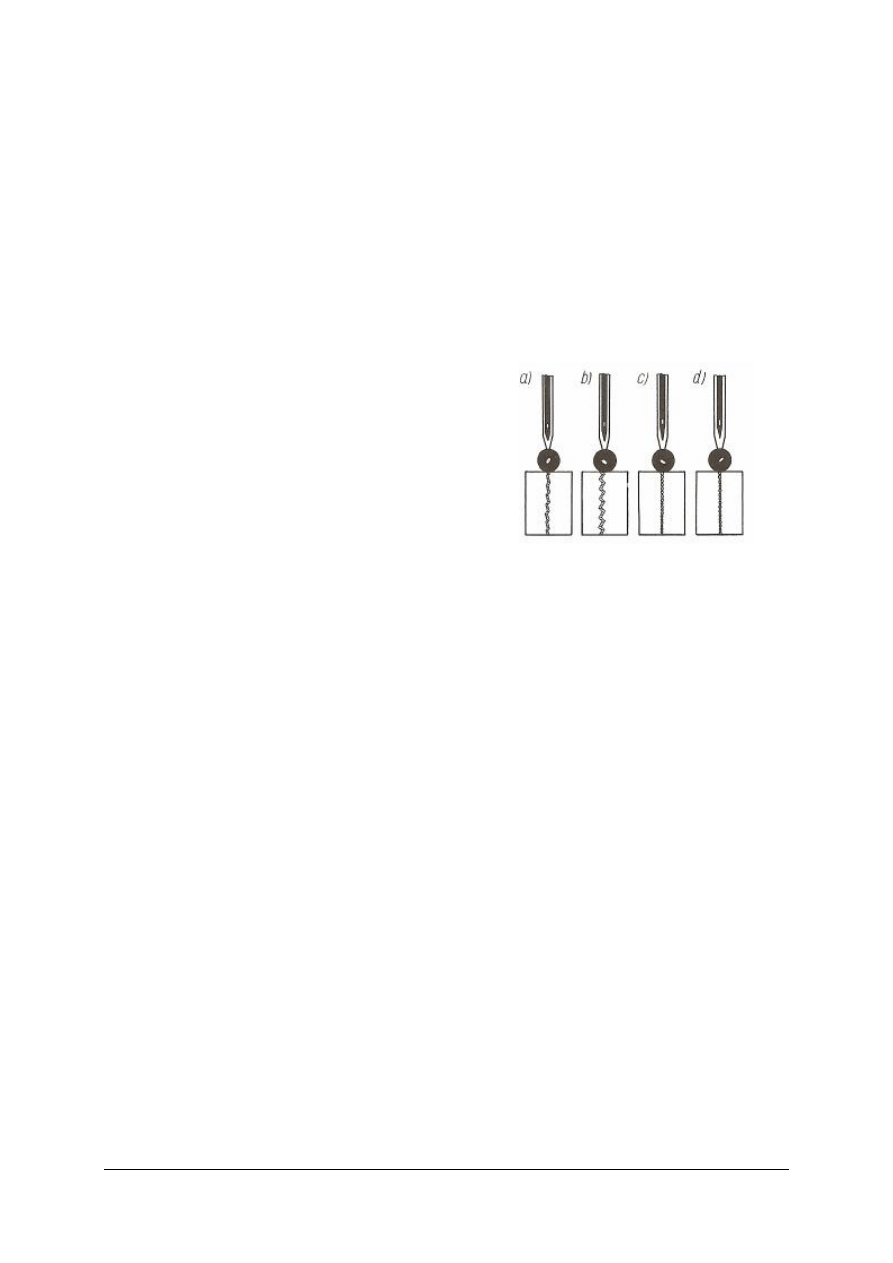
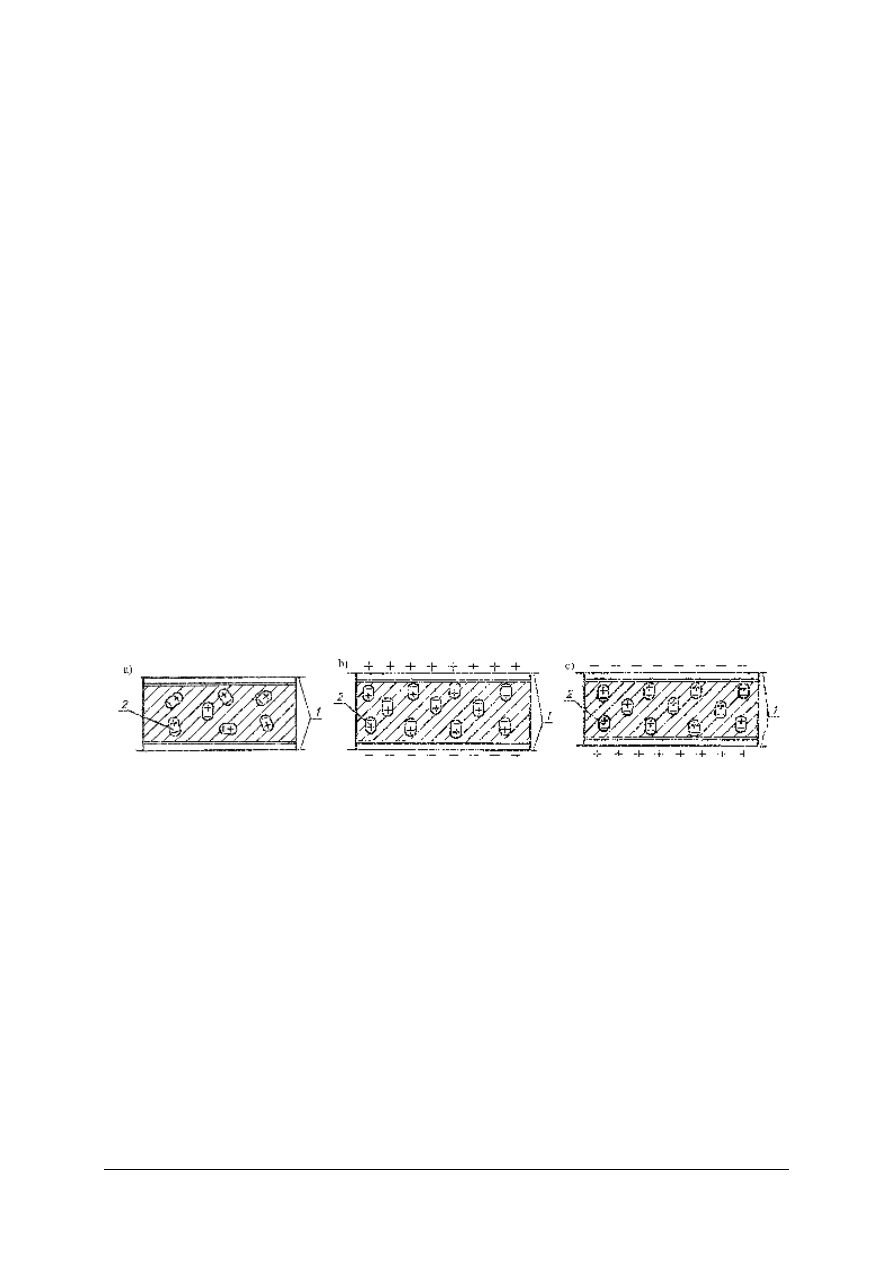
Ścieg zwarty wykonany w sposób prawidłowy
i nieprawidłowy ilustruje rysunek 1.
Przy prawidłowo wykonanym ściegu pętla
nitki górnej z pętlą nitki dolnej krzyżują się
w środku zszywanych materiałów (rys. 1a). Ściegi
powinny być wyraźne, równomierne i dobrze
dociągnięte. W tym celu stale należy regulować
naprężenie nici. Jeżeli nić jest wyprostowana na
dolnej stronie zszywanego materiału, to naprężenie
nitki górnej jest zbyt słabe lub zbyt silne jest
naprężenie nitki dolnej (rys. 1b). Jeżeli pętle
ściegów są widoczne na wierzchu zszywanych
materiałów (rys. 1c), wtedy naprężenie nitki górnej
jest zbyt mocne lub naprężenie nitki dolnej zbyt
słabe.
Rys. 1.
Ścieg
zwarty:
a)
wykonany
prawidłowo, b) i c) wykonany nieprawidłowo;
1 – nić górna, 2 – nić dolna [6, s. 162].
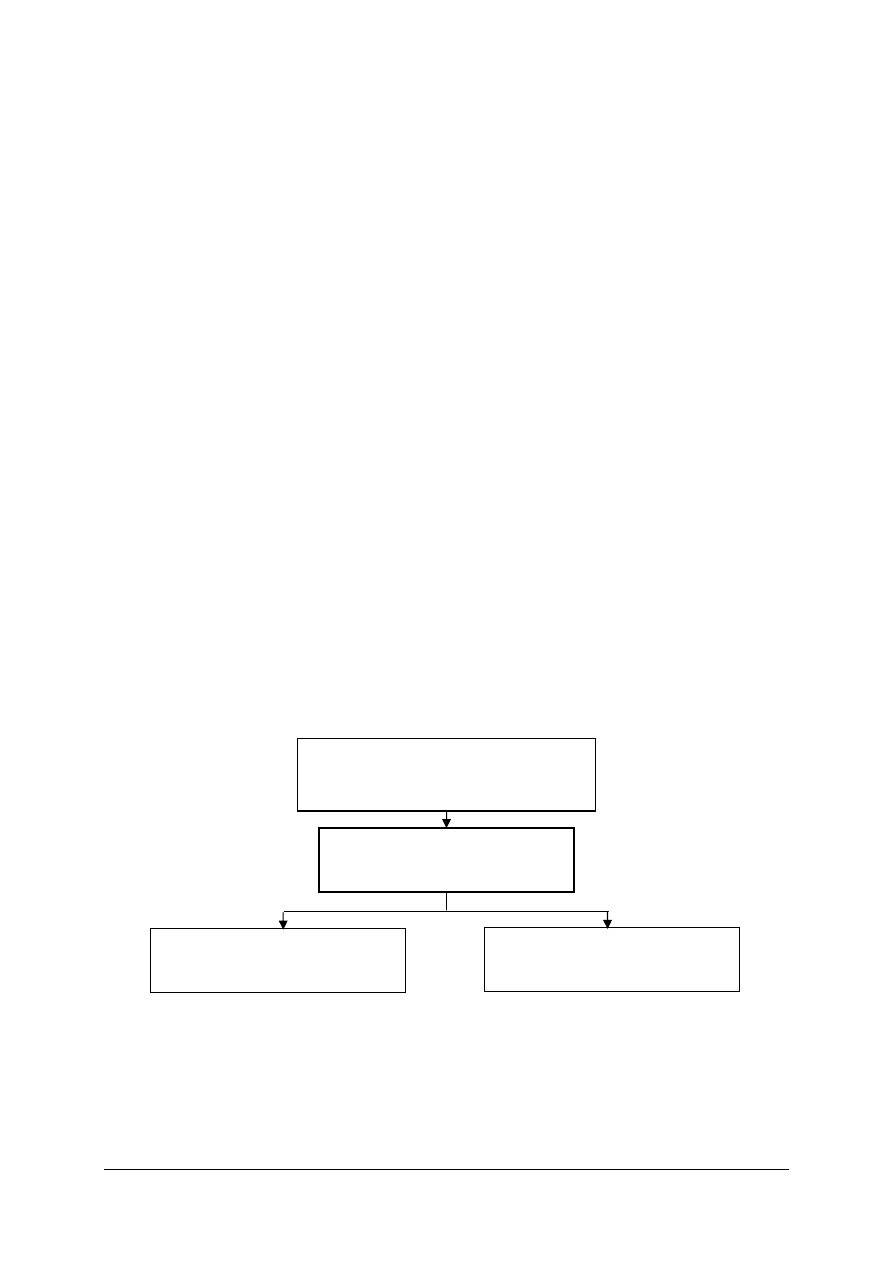
Ścieg łańcuszkowy to ścieg, w którym po jednej stronie zszywanych materiałów nitka
układa się w kształcie pętli, a po drugiej stronie przypomina ścieg zwarty (rys. 2). Ściegi takie
są bardziej elastyczne od zwartych, ale narażone na przetarcie. Czynnikiem decydującym przy
tworzeniu ściegu łańcuszkowego jest kształt igły, a ten z kolei uzależniony jest od konstrukcji
maszyny, rodzaju i sposobu łączonych elementów. Budowa igły zostanie omówiona w dalszej
części pakietu.
Rys. 2. Ścieg łańcuszkowy: a) jednonitkowy, b) dwunitkowy [6, s. 163].
Tworzenie ściegu łańcuszkowego rozpoczyna się od momentu przekłucia przez igłę
warstwy zszywanych materiałów. Po osiągnięciu dolnego zwrotnego położenia narzutnik
wykonujący ruch obrotowy zaczepia pętlę nici na haczyk igły. Następnie igła poruszając się
w górne zwrotne położenie, przewleka pętlę nici przez warstwę zszywanych materiałów.
W momencie, gdy igła znajduje się poza materiałem podajnik przesuwa zszywane elementy
o długość ściegu. Gdy igła ponownie rozpoczyna ruch w dół, pętla nici zostaje uchwycona
przez przytrzymywacz i ułożona na zszywanym materiale. Każda następna pętla zostaje
przeciągnięta przez poprzednią.
Ścieg zygzakowy łączy dwa elementy ułożone na styk (rys. 3a). Igła przekłuwa na
przemian jeden, a następnie drugi element, łącząc je w całość. W tym celu igła zamocowana
w igielnicy, oprócz ruchu pionowego (postępowo-zwrotnego), wykonuje ruch poziomy
(wahadłowo-horyzontalny).
Rys. 3. Ściegi: a)zygzakowy, b) kratkowany [6, s. 163].
Ścieg kratkowany łączy dwa elementy ułożone stronami zewnętrznymi do siebie. Igła
wkłuwa się na przemian w łączone elementy i poza ich brzeg. Po zszyciu obydwa elementy
rozkłada się (rys. 3b).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Szwy szyte stanowią rozwiązanie konstrukcyjne łączeń wykonanych techniką szycia za
pomocą ściegów nitkowych, a te z kolei są ogniwkami wiązań nici. Klasyfikację oraz
nazewnictwo szwów podaje norma PN-69/P-84501 „Wyroby szyte. Szwy. Nazwy
i oznaczenia”.
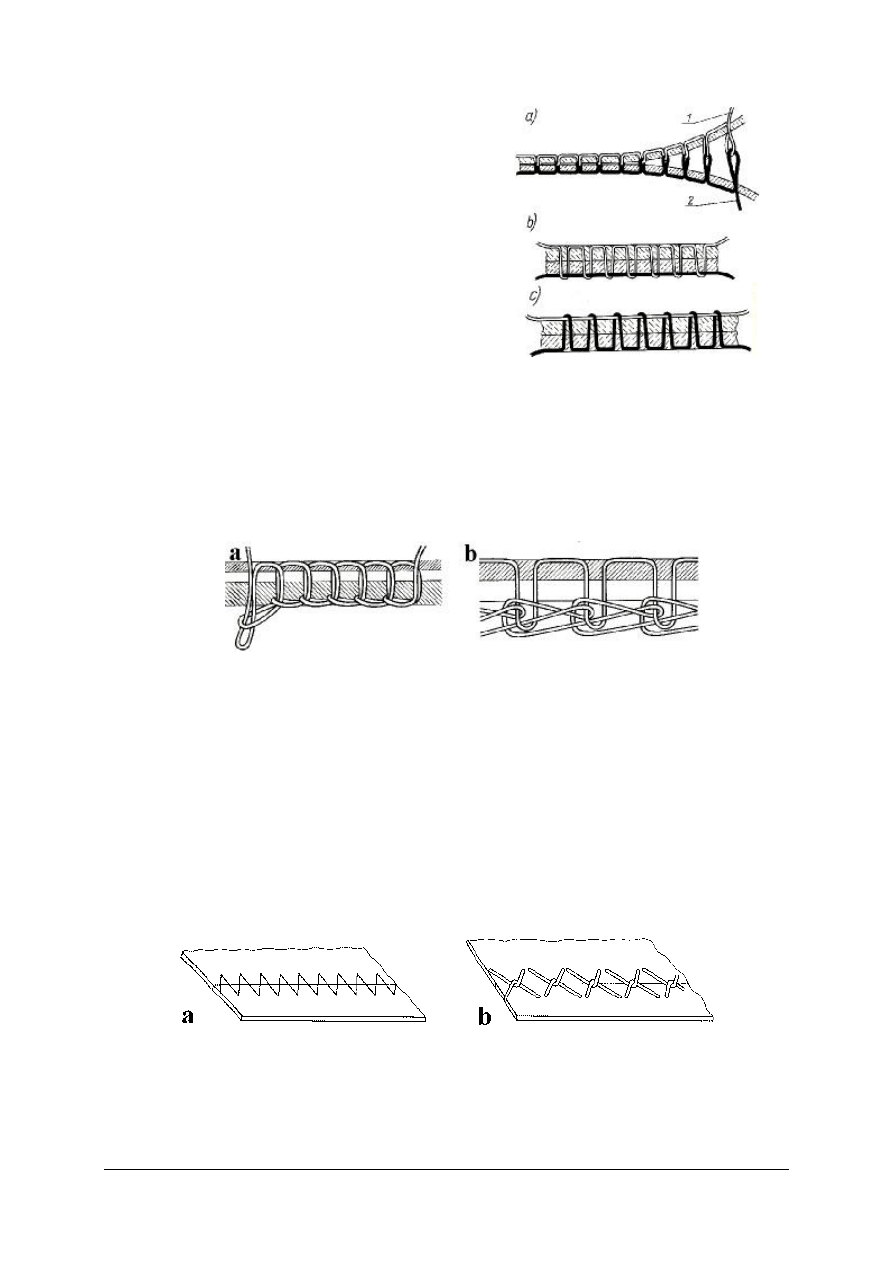
Szew naszywany służy do łączenia elementów składowych cholewki przez nałożenie
brzegu jednego elementu na brzeg drugiego i przeszycie jednym lub kilkoma rzędami
ściegów zwartych lub łańcuszkowych. Rysunek 4 przedstawia przykłady zastosowania tego
szwu.
Rys. 4. Szew naszywany: a) naszycie noska na przyszwę, b) naszycie tylnika na obłożynę, c) naszywane brzegi;
1 – krawędź naszywanego elementu, 2 – naszywany element [6, s. 164].
Szew zszywany służy do łączenia elementów składowych cholewki złożonych ze sobą
stronami zewnętrznymi. Złożone brzegi przeszywa się rzędem ściegów zwartych, a następnie
rozkłada zszyte części i wygładza szwy. Wygładzone brzegi mogą być wzmocnione przez
rozszycie ich na tasiemce dwoma rzędami ściegów zwartych (rys. 5).
Rys. 5. Szew zszywany: a) brzegi zszyte, b) brzegi zszyte i wygładzone, c) brzegi rozszyte na tasiemce d) brzegi
rozszyte i prawidłowo przegięte; 1 – po szyciu, 2 – po wygładzeniu, 3 – strona wewnętrzna, 4 – strona
zewnętrzna [6, s. 164].
Szew z wypustką służy do łączenia elementów cholewki nałożonych na siebie poprzez
włożoną między te elementy wypustkę. Wypustka powinna wystawać poza nałożony brzeg.
Złożone elementy przeszywa się jednym rzędem ściegów zwartych.
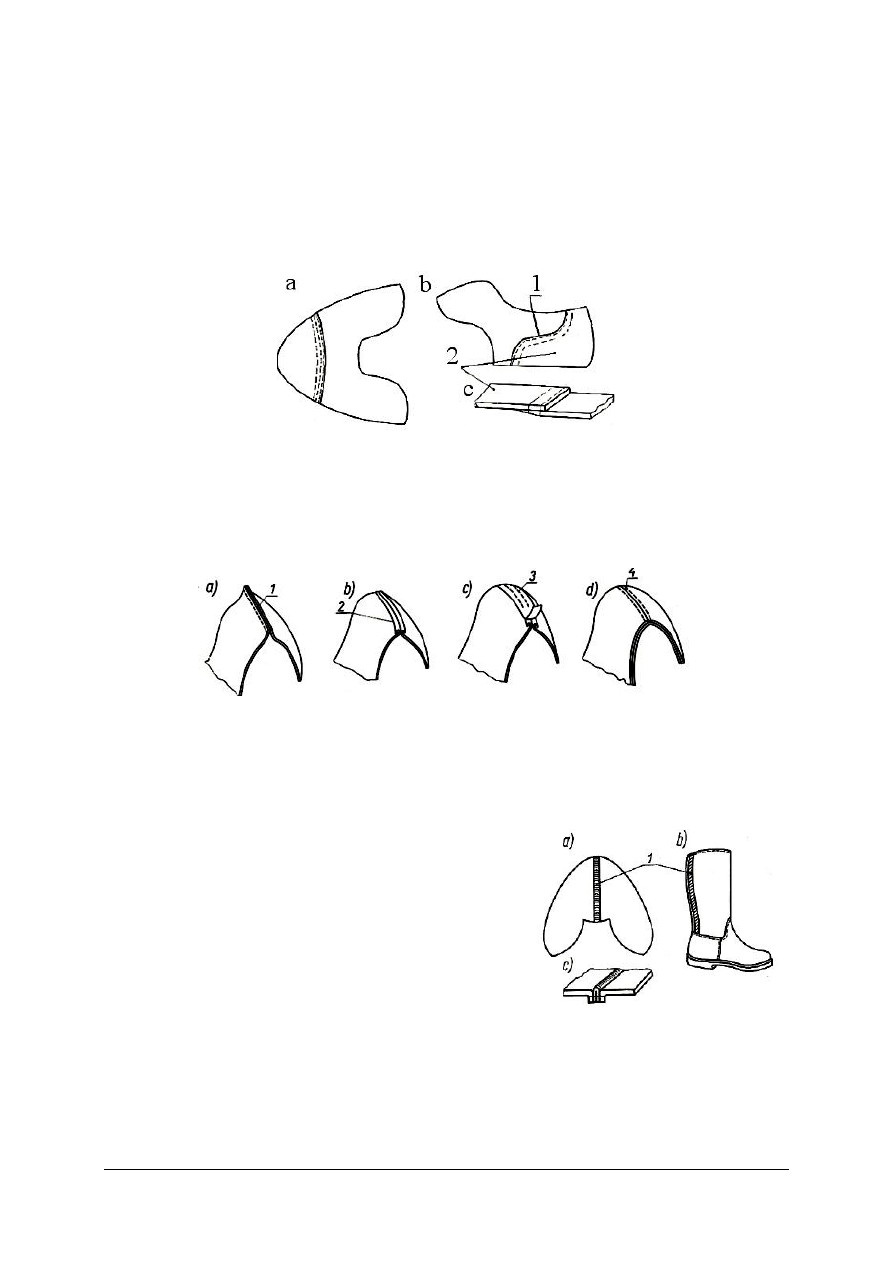
Szew zszywany z bizą służy do łączenia dwóch
części składowych cholewki po włożeniu między nie
bizy. Brzegi przeszywa się ściegiem zwartym.
Wystające brzegi bizy powinny być wygładzone lub
rozszyte. Zastosowanie tego szwu obrazuje rysunek 6.
Szew obszywany służy do łączenia wierzchu
cholewki z podszewką. Elementy składa się stronami
wewnętrznymi do siebie tak, aby podszewka
wystawała około 2 mm ponad wierzch i przeszywa
jednym rzędem ściegów zwartych. Zastosowanie tego
szwu obrazuje rysunek 7.
Rys. 6. Szew zszywany z bizą: a) biza
w przyszwie, b) biza w tylnym szwie
cholewy, c) szew z bizą; 1– biza [6,s. 164].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 7. Szew obszywany: a) zawinięcie tylnego paska, b) obszycie wierzchu cholewki z podszewką;
1 – bezpiecznik, 2- przegięty pasek, 3 – podszewka, 4 – obszywanie [6, s. 163].
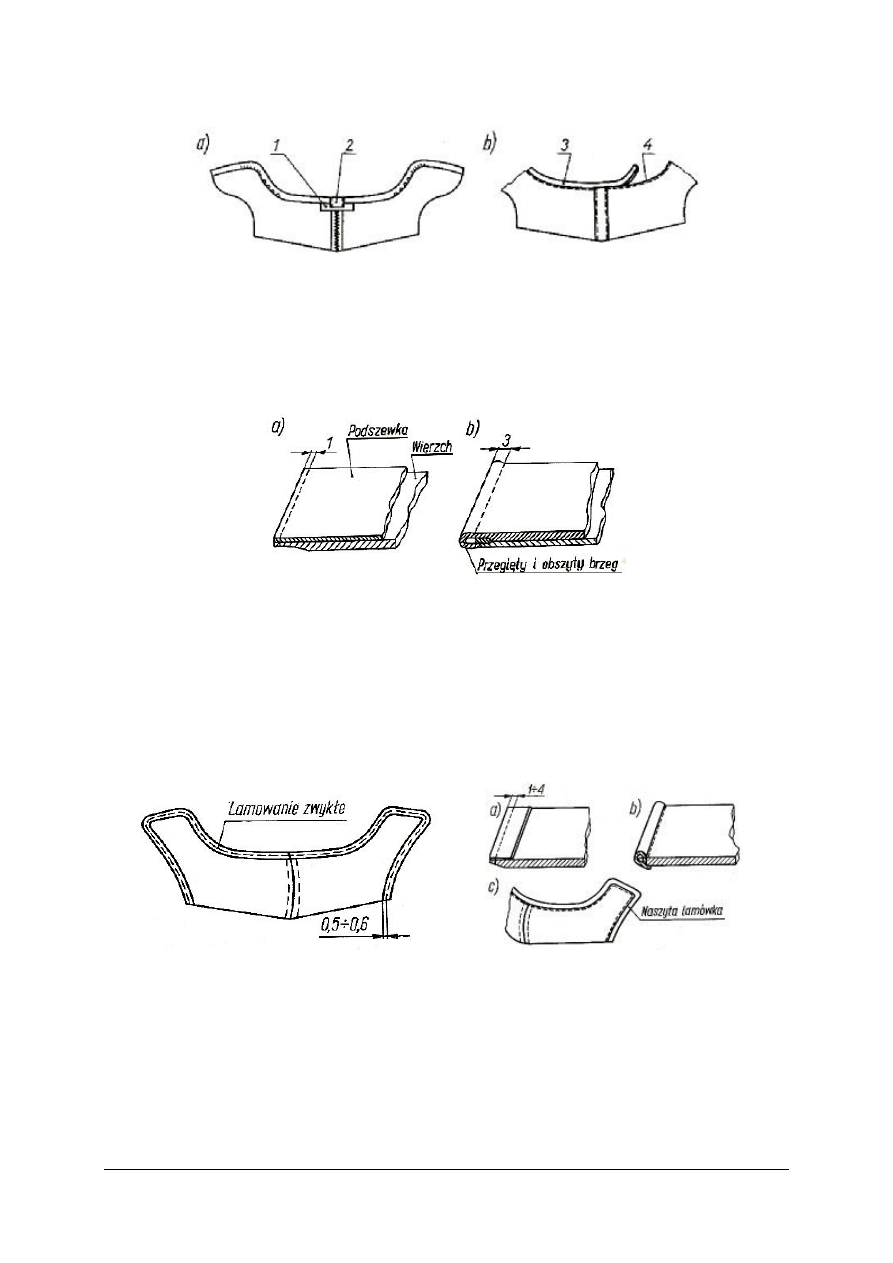
Szew przeginany służy do łączenia elementów cholewki (wierzch i podszewka)
złożonych stronami zewnętrznymi do siebie. Brzegi elementów przeszywa się jednym rzędem
ściegów zwartych (około 1 mm od krawędzi), odwraca je i ponownie przeszywa takim
samym rzędem ściegów (w odległości około 3 mm od brzegu). Kolejność czynności przy
wykonaniu tego szwu przedstawia rysunek 8.
Rys. 8. Szew przeginany: a) elementy nałożone na siebie stronami zewnętrznymi i zszyte, b) elementy
odwrócone i przeszyte [6, s. 164].
Szew lamówkowy zwykły służy do łączenia lamówki z brzegiem elementów cholewki.
Lamówkę składa się na pół, nakłada na brzeg elementu przeszywa brzeg lamówki z brzegiem
elementu rzędem ściegów zwartych (rys. 9.1).
Szew lamówkowy francuski służy do łączenia lamówki z brzegiem elementów
cholewki. Element cholewki i lamówkę składa się stronami zewnętrznymi do siebie
i przeszywa jednym rzędem ściegów zwartych. Elementy odwraca się i ponownie przeszywa
takim samym rzędem ściegów zwartych (rys. 9.2).
1
2
Rys. 9. Szew lamówkowy: 1) zwykły, 2) francuski; a) nałożenie lamówki i przeszycie, b) przegięcie lamówki
i przeszycie, c) naszyta lamówka [6, s. 165].
Szew zygzakowy służy do łączenia elementów składowych cholewki ściegiem
zygzakowym. Elementy układa się na styk (rys. 10).
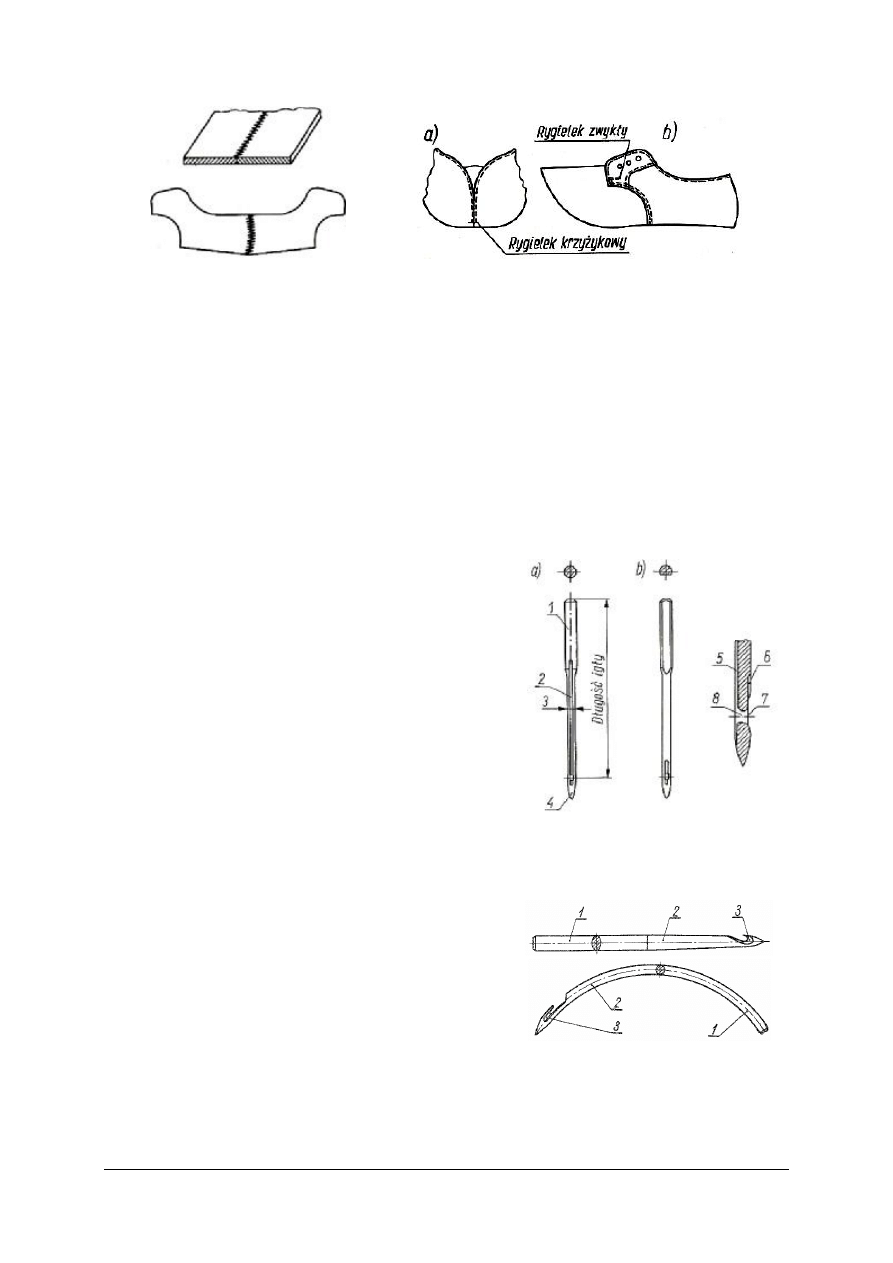
Szew rygielkowy Wykonywany jest ściegiem zwartym, zygzakowym lub kratkowanym.
Służy do wzmacniania zszytych elementów cholewki. Można wykonać rygielek zwykły
stosując ścieg zwarty lub rygielek krzyżykowy stosując ścieg zygzakowy lub kratkowany
(rys. 11).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 10. Szew zygzakowy [6, s. 165]. Rys. 11. Szew rygielkowy: a) tygielek krzyżykowy,
b) rygielek zwykły [6, s. 165].
Odrębną grupę szwów stanowią szwy ozdobne. Mogą one łączyć ze sobą poszczególne
części składowe cholewek, stanowiąc zarazem ozdobę. Mogą też być wykonywane wyłącznie
do celów dekoracyjnych. Wśród szwów ozdobnych można wyróżnić jednorzędowe,
dwurzędowe, wielorzędowe, połączone z perforacją, symetryczne i asymetryczne, wykonane
ściegami cienkimi lub grubymi, gęstymi lub przerywanymi. Do wykonania szwów ozdobnych
można stosować nici jedwabne lub bawełniane, różnokolorowe, harmonizujące lub
kontrastujące z materiałem cholewki.
Dobór igieł i nici do szycia
Igły są narzędziami służącymi do szycia elementów za pomocą nici. Każda maszyna
szyjąca projektowana jest łącznie z określonym systemem igieł. Igły zależnie od kształtu
i zastosowania dzielą się na: proste do szycia ściegiem zwartym, proste do szycia ściegiem
łańcuszkowym i zakrzywione do szycia elementów spodowych.
Igła składa się z trzech podstawowych części:
kolby, trzonu, ostrza (rys. 12).
Kolba służy do umocowania igły w igielnicy.
Kolby
igieł
stosowanych
w
maszynach
przemysłowych mają zwykle kształt okrągły,
natomiast igły z kolbą spłaszczoną są stosowane do
maszyn w zakładach rzemieślniczych i maszyn
dwuigłowych. Bezpośredni udział w tworzeniu
ściegu bierze trzon i ostrze.
Trzon jest cieńszy od kolby. Na jego
powierzchni są wyżłobione dwa rowki: od strony
zewnętrznej
rowek
długi
oraz
od
strony
wewnętrznej
rowek
krótki
z
przedłużonym
podcięciem. Rowki chronią nić w czasie szycia
przed przetarciem, a rowek krótki dodatkowo
umożliwia tworzenie się pętli nici górnej, co
wpływa na powstawanie ściegu. Na dole u zbiegu
obydwu rowków znajduje się oczko. Powinno ono
mieć kształt owalny, brzegi dobrze wypolerowane
i gładkie.
Ostrze igły powinno być dostosowane do
szytego materiału. Wygląd ściegów, ich ułożenie
i kształt zależą od profilu ostrza oraz śladu jaki
ostrze pozostawia na materiale (rys. 14).
Igła
do
szycia
ściegiem łańcuszkowym
zbudowana jest z takich samych części, a ostrze
Rys. 12. Budowa igły: a) części, b) trzon;
1 – kolba, 2 – trzon, 3 – średnica igły,
4 – ostrze, 5 – rowek długi, 6 – rowek
krótki, 7 – podcięcie, 8 – oczko igły
[6, s. 171].
a)
b)
Rys. 13. Igła z ostrzem haczykowatym:
a) prosta, b) zakrzywiona; 1 – kolba,
2 – trzon, 3 - ostrze [4,s. 192].
posiada odpowiednio ukształtowany haczyk (rys. 13).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Profile ostrzy igieł:
−
okrągły – do szycia części składowych z wszystkich rodzajów tkanin, tworzyw
skóropodobnych, do naszywania lamówki francuskiej,
−
płaski prawo- lub lewoskośny pod kątem 45
0
– do szycia elementów ze skór, z wyjątkiem
szycia szwem zszywanym,
−
płaskie ze skręconym krótkim rowkiem – do łączenia elementów ze skóry szwem
zszywanym,
−
owalno – płaskie - do szycia cholewek z grubszych skór (np. juchtów) oraz przeszywania
kilku warstw skóry,
−
perełkowe (owalne) – do zszywania delikatnych gatunków skór (np. szewro),
−
trójkątne, prostokątne, kwadratowe – do szycia wyrobów w rymarstwie i galanterii
skórzanej.
Igły o ostrzu okrągłym przeznacza się do
szycia tkanin, ponieważ nie przecinają splotów
tkanin, a tylko je rozsuwają.
Do szycia skór ostrze igły powinno mieć
profil płaski. Igła przy przekłuwaniu wykonuje
podłużne nacięcia. Aby uzyskać ładne ułożenie
ściegu na skórze ostrza igieł powinny być ułożone
pod kątem 45
0
w stosunku do ułożenia oczka igły.
W celu uzyskania ładnych i estetycznych
ściegów oprócz wymienionych kształtów ostrza
można stosować różnego rodzaju odchylenia
w budowie profilu.
Rys. 14. Profile ostrzy: a) klinowy
prawoskośny, b) liniowy lewoskrętny,
c) płaski lewoskośny, d) płaski prawoskośny
[6, s. 171].
W przemyśle obuwniczym znanych jest wiele numeracji igieł: Pfaff, Singer, Union,
Lewis, metryczna itd. Podstawową i najczęściej stosowaną numeracją igieł jest numeracja
metryczna. Igły według tej numeracji oznaczone są na kolbie dwoma znakami, z których
pierwszy oznacza grubość trzonu igły, a drugi profil ostrza, np.: 75/2, 80/3, 90/1. Liczby 75,
80, 90 oznaczają, że grubość trzonu igły wynosi odpowiednio 0,75, 0,80, 0,90 mm. Liczby 1,
2, 3 oznaczają profil: 1 – ostrze okrągłe, 2 – ostrze płaskie skośne i 3 – ostrze płaskie ze
skręconym krótkim rowkiem.
Igłę do szycia dobiera się w zależności od rodzaju maszyny, rodzaju i grubości szytego
materiału, grubości nici. Igła nie może być zbyt gruba, aby nie robiła w materiale zbyt dużych
otworów, ani też za cienka, aby nie gięła się i nie łamała w czasie szycia. Przy doborze igły
należy zwracać uwagę na sposób jej wykończenia (niklowanie, chromowanie) oraz rodzaj
ostrza. Od tych czynników zależy nagrzewanie się igły w wyniku tarcia o materiał oraz opór
zszywanego materiału w czasie przebicia go przez ostrze igły. Przy zbyt dużym oporze może
nastąpić uszkodzenie maszyny, a rozgrzanie może doprowadzić do rozhartowania igły, co
wpłynie na zmniejszenie wytrzymałości na zginanie. Nadmierne rozgrzanie się igły odgrywa
również ważną rolę przy szyciu tworzyw skóropodobnych. Pod wpływem wysokiej
temperatury może dojść do stopienia tworzywa w miejscu, w którym igła przekłuwa
zszywane materiały. Spowoduje to powstanie zbyt dużych otworów.
Na trwałość i wygląd szwów ma również wpływ rodzaj użytych do szycia nici. Do
łączenie elementów wierzchu używa się najczęściej nici bawełnianych, lnianych, jedwabnych,
syntetycznych. Nici użyte do szycia cholewek powinny być równomiernie skręcone, aby nie
supłały się oraz gładko wykończone, aby lekko przechodziły przez oczko igły i zszywane
materiały. W przeciwnym wypadku nici będą się strzępić i zrywać. Bardzo ważnym
czynnikiem wpływającym na jakość nici jest sposób ich przechowywania. Nie można ich
przechowywać w zbyt suchych miejscach, ponieważ tracą elastyczność, wytrzymałość,
łatwiej się zrywają podczas szycia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Dobieranie odpowiedniej nici rozpoczyna się po dobraniu igły. Przy doborze nici należy
kierować się podanymi niżej wskazówkami. Nitkę przewleka się przez oczko igły, układając
ją w rowku. Jeżeli nitka wypełni całkowicie rowek i da się przeciągać przez niego, wówczas
można uważać, że jest prawidłowo dobrana. Jeżeli nitka nie wypełnia rowka igły, oznacza to
że jest zbyt cienka. Jeżeli z trudem daje się przeciągać przez rowek lub się w nim nie mieści,
oznacza to że jest zbyt gruba. Nitka dobrze dobrana powinna wypełniać otwór w szytym
materiale. W praktyce przyjmuje się, że stosunek grubości nici do grubości igły nie powinien
przekraczać 40%.
Na świecie znanych jest wiele numeracji nici: metryczna (Nm), titr denier (Td), tex (Tt),
angielska (Na), francuska (Nf), itd. Najczęściej stosowana jest metryczna i zgodna z układem
SI numeracja tex.
Numer metryczny wskazuje ile metrów (km) przędzy przypada na jednostkę masy 1g
(1kg). Jeżeli przędza oznaczona jest Nm 40, to 40 metrów tej przędzy waży 1gram. Numer
w systemie tex (Tt) wyraża masę odcinka przędzy o długości 1000 m podaną w gramach.
Jeżeli Tt wynosi 15 tex, oznacza to że 1000 m przędzy waży 15 gram.
Więcej informacji na temat nici znajdziesz w jednostce modułowej 744[02].O2.05
„Dobieranie materiałów pomocniczych do produkcji obuwia”.
Technika szycia maszynowego
Przed rozpoczęciem szycia należy wykonać czynności przygotowawcze związane
z założeniem igły, nawleczeniem nitki górnej, założeniem szpulki do bębenka, nałożeniem
bębenka.
Przy zakładaniu igły igielnicę należy umieścić
w najwyższym położeniu. Następnie rozluźnić
wkręt uchwytu igły i włożyć igłę możliwie jak
najwyżej aż do wyczucia oporu, zwracając uwagę
na położenie krótkiego rowka (jest to zależne od
umieszczenia
chwytacza,
co
jest
związane
z budową maszyny).
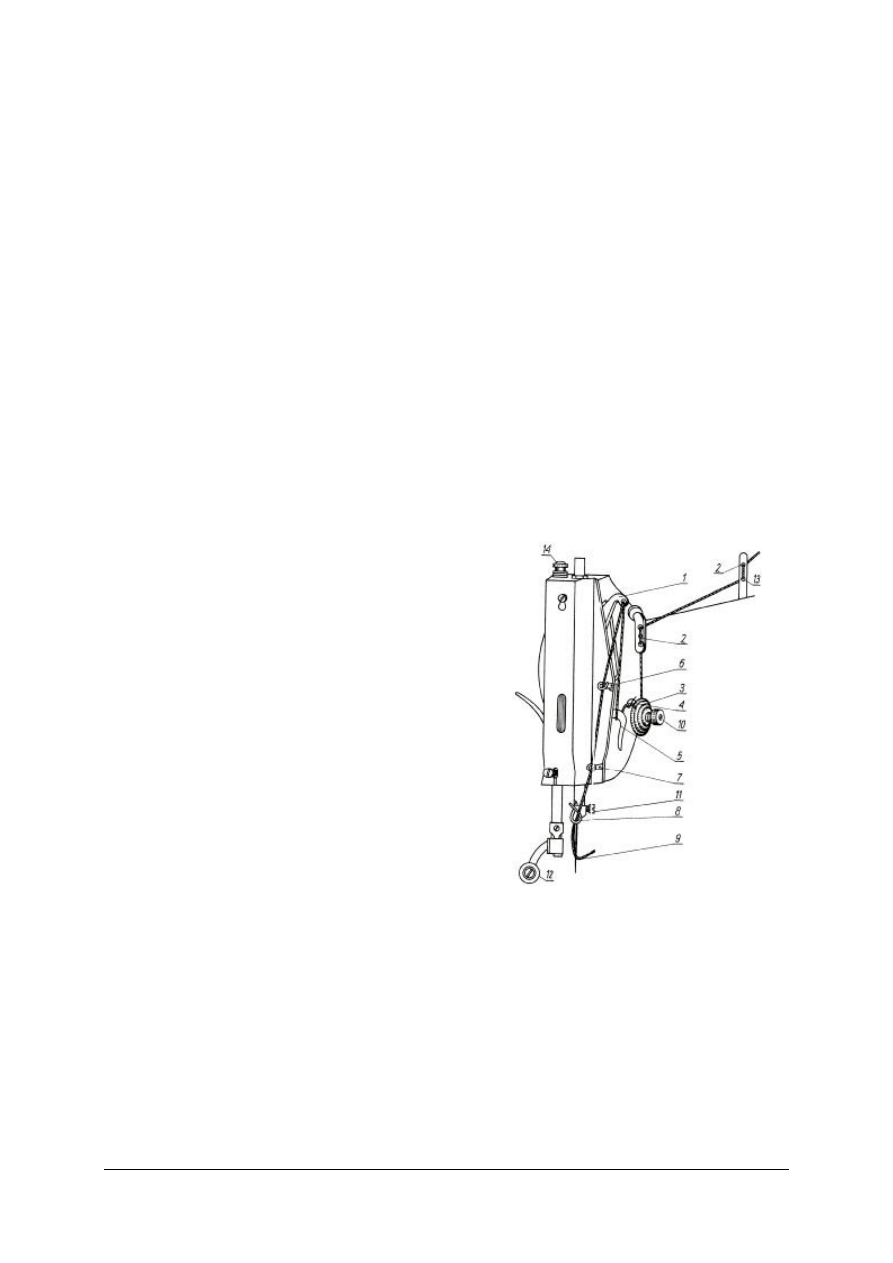
Nawlekanie nitki górnej rozpoczyna się od
przeciągnięcia jej przez otwory trzpienia do
wodzika nitki, a stamtąd między talerzyki
naprężacza. Następnie nitkę przeciąga się pod
sprężynkę i haczyk, a potem do dźwigni
odciągacza. Stamtąd nitkę prowadzi się dwoma
prowadnikami w dół, przeciągając ją przez uszko
igielnicy. Końcową czynnością jest nawleczenie
nitki do igły od strony dłuższego rowka.
Nawleczony koniec nitki powinien wystawać
z igły na długość do 6 cm. Schemat nawlekania
nitki
górnej
przedstawia
rysunek
15,
a mechanizmy odciągacza, naprężacza, igielnicy
zostały omówione w jednostce modułowej Z2.03
„Użytkowanie maszyn, urządzeń i narzędzi do
wytwarzania cholewek”.
Rys. 15. Nawlekanie nitki górnej: 1- dociągacz,
2 – wodzik, 3 – talerzyki naprężacza,
4 –sprężynka, 5 – haczyk, 6,7 – prowadnik ,
8 – uszko igielnicy, 9 – igła, 10 – nakrętka,
11 – wkręt, 12 – kółko dociskowe, 13 – otwory
trzpienia, 14 – śruba [6, s. 177].
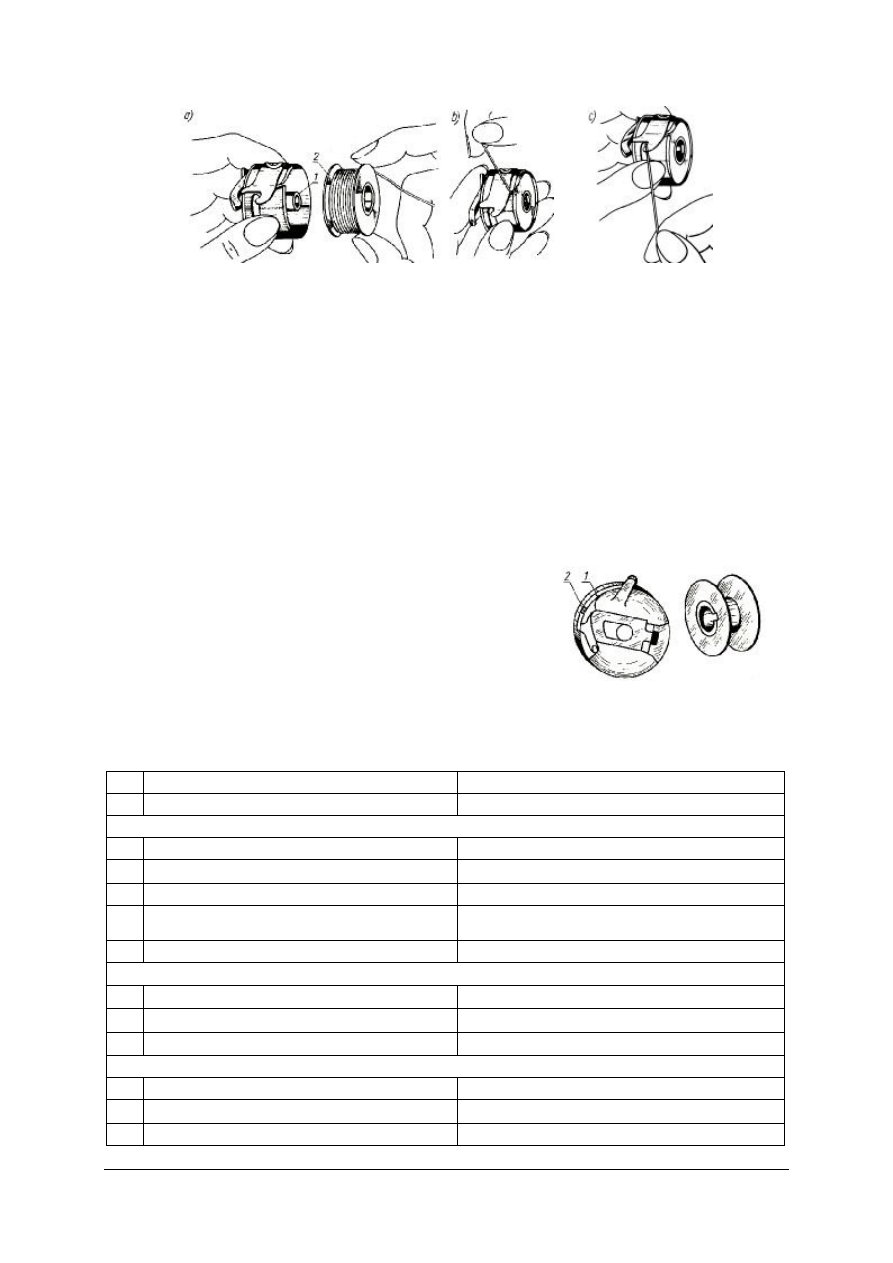
Szpulkę z nicią dolną chwyta się kciukiem i palcem wskazującym prawej ręki (nitka
biegnie górą z lewej strony na prawą), następnie nasuwa się ją na trzpień bębenka trzymanego
w lewej ręce. Nitkę przeciąga się przez szczelinę bębenka, przesuwając ją pod sprężynkę do
otworu, tak aby wystawała na zewnątrz około 6 cm. Nawlekanie nici do bębenka przedstawia
rysunek 16.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 16. Nawlekanie nitki do bębenka: a) wkładanie szpulki do bębenka, b) przeciąganie nitki przez szczelinę
bębenka, c) przeciąganie nitki pod sprężynkę do otworu; 1 – bębenek, 2 – szpulka [6, s. 177].
Przy zakładaniu bębenka do maszyny igielnica powinna znajdować się w najwyższym
położeniu. Bębenek trzymany w lewej ręce zakłada się na trzpień chwytacza w taki sposób,
aby został dociśnięty do jego wnętrza.
Przed rozpoczęciem szycia lewą ręką chwyta się koniec nitki górnej, wykonując
jednocześnie kołem zamachowym jeden obrót w kierunku do siebie. Następuje wtedy
uchwycenie nitki dolnej. Górną nitkę pociąga się tak, aby dolna wysunęła się na zewnątrz
przez dziurkę w płycie. Obydwa końce nitek przesuwa się do tyłu. Przygotowany do szycia
materiał podkłada się pod kółko dociskowe maszyny. Po wprawieniu w ruch maszyny nie
należy ciągnąć szytego materiału, aby nie doprowadzić do złamania igły. Osoba szyjąca
powinna jedynie regulować kierunek szycia, przez odpowiednie przesuwanie materiału. Po
zakończeniu szycia pod igłę należy podsunąć skrawek materiału, co pozwoli uniknąć
wywleczenia nitki z igły.
W czasie szycia nić dolna i górna powinny być
dostatecznie naprężone, aby krzyżowały się w środku
zszywanych materiałów, tworząc mocny i estetyczny
ścieg.
Naprężenie nici dolnej reguluje się wkrętem na
bębenku (rys. 17).
Naprężenie nici górnej reguluje się na talerzykowym
naprężaczu (rys.15) za pomocą nakrętki.
Rys. 17. Regulacja naprężenia nici
w bębenku: 1 – sprężynka, 2 – wkręt
[6, s. 178].
Tabela 1 Wady procesu szycia i sposoby ich usuwania.
Lp.
Przyczyny wadliwej pracy
Sposób usunięcia przyczyny
1
2
3
Rwanie się nitki w czasie szycia
1
Źle założona igła
Wyjąć igłę, założyć prawidłowo
2
Mocny uciąg górnej nitki
Rozluźnić talerzyki naprężacza
3
Krzywa igła lub stępione ostrze
Wymienić igłę
4
Uszkodzone wodziki nitki powodujące jej
przecieranie
Wymienić lub oszlifować drobnym papierem
ściernym
5
Zanieczyszczony chwytacz
Wyczyścić naftą lub naoliwić
Zrywanie się nitki w czasie szycia
1
Ostra sprężynka na pierścieniu
Wymienić sprężynkę
2
Uszkodzona szpulka
Wymienić szpulkę
3
Źle nawinięta szpulka
Wymienić szpulkę lub nawinąć ponownie
Przepuszczanie ściegu
1
Krzywa igła
Wymienić igłę
2
Zbyt duży opór w płytce
Wymienić płytkę
3
Zanieczyszczone łożysko chwytacza
Odkręcić łożysko, rozebrać, wyczyścić
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4
Igła nałożona nieodpowiednio
Poprawić, dociskając ją w górę
Łamanie się igły
1
Nieuwaga przy szyciu lub ciągnięcie szytego
materiału
Materiał odbierać umiarkowanie
2
Ząbki mechanizmu podającego wystają zbyt
wysoko nad płytę
Rozluźnić
wkręty
na
korpusie
podawacza,
wyregulować
jego
wysokość
(1 mm
przy
materiałach cienkich, 0,5 mm przy grubych)
3
Rozluźniona płytka
Dokręcić wkręty lub uzupełnić brakujące
4
Kółko dociskowe zbyt daleko lub zbyt blisko
igły
Wyregulować
odległość
od igły tak, aby
przechodziła swobodnie
Nierównomierne podawanie szytego materiału
1
Zanieczyszczone ząbki mechanizmu posuwu
materiału
Dokładnie wyczyścić
2
Zużyte ząbki (podawacz)
wymienić
3
Ząbki zbyt nisko ustawione
Wyregulować wysokość
4
Przytrzymanie lub ciągnięcie szytego materiału
Materiał prowadzić umiarkowanie
5
Zbyt silny lub zbyt słaby docisk kółka
dociskowego
Rozluźnić lub dokręcić
6
Ząbki zaoliwione
Wytrzeć oliwę
Przeciąganie nitki górnej do spodu zszywanego materiału
1
Nitka nie została wprowadzona między talerzyki
naprężacza
Przeciągnąć nitkę prawidłowo
2
Wytarte talerzyki naprężacza
Wymienić talerzyki
3
Nitka nierównej grubości lub nagromadzony pył
z
włókienek
nici
pomiędzy
talerzykami
naprężacza
Rozkręcić talerzyki naprężacza, wyczyścić go lub
wymienić nici
4
Uszkodzona lub źle nawinięta szpulka
Uszkodzoną wymienić, a źle nawiniętą przewinąć
Przeciąganie ściegu na wierzch
1
Nitka nie została założona pod sprężynkę na
pierścieniu
Nawlec nitkę prawidłowo
2
Wyżłobienie pierścienia lub sprężynki
Wymienić zużytą część
3
Słaby uciąg dolnej nitki
Dokręcić wkręt na sprężynce pierścienia
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób można podzielić ściegi stosowane w obuwnictwie?
2. W jaki sposób można określić „ścieg”?
3. W jaki sposób odbywa się tworzenie ściegu zwartego?
4. W którym miejscu powinny krzyżować się nici?
5. W jaki sposób odbywa się tworzenie ściegu łańcuszkowego?
6. Jaki ruch wykonuje igła zamocowana w igielnicy przy tworzeniu ściegu zygzakowego?
7. Na czym polega tworzenie ściegu kratkowanego?
8. W jaki sposób tworzy się szew naszywany, zszywany, z wypustką, z bizą, obszywany,
przeginany, lamówkowy, zygzakowy, rygielkowy?
9. Czym różni się szew lamówkowy zwykły od lamówkowego francuskiego?
10. W jaki sposób zbudowana jest igła?
11. Czym różni się igła do szycia ściegiem łańcuszkowym od igły do szycia ściegiem
zwartym?
12. Jakie znasz profile ostrzy igieł?
13. Jakie materiały zszywane są igłą o profilu okrągłym?
14. Jaki profil igły stosuje się do szycia skór naturalnych, tworzyw skóropodobnych?
15. Na czym polega numeracja metryczna igieł?
16. W jaki sposób dobiera się igłę do szycia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
17. W jaki sposób dobiera się nici do szycia?
18. Na czym polega numeracja metryczna i numeracja tex nici?
19. Jakie czynności należy wykonać przed rozpoczęciem szycia?
20. Jakie wady mogą wystąpić w procesie szycia i w jaki sposób można je usunąć?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na planszy wskazane przez nauczyciela ściegi i szwy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) przygotować stanowisko pracy,
3) pokazać na planszy wskazane przez nauczyciela ściegi i szwy,
4) scharakteryzować pisemnie rozpoznane ściegi i szwy,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
zbiór próbek materiałów prezentujących ściegi i szwy,
−
plansze obrazujące ściegi i szwy,
−
przybory piśmiennicze, kartka papieru formatu A4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wybierz ze zbioru próbek materiałów przedstawiających różne ściegi i szwy te, które
wskaże Ci nauczyciel.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) przygotować stanowisko pracy,
3) wybrać wskazane przez nauczyciela próbki ściegów i szwów,
4) scharakteryzować pisemnie rozpoznane ściegi i szwy,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
zbiór próbek materiałów prezentujących ściegi i szwy,
−
plansze obrazujące ściegi i szwy,
−
przybory piśmiennicze, kartka papieru formatu A4,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Ćwiczenie 3
Wykonaj próbkę szwu wskazanego drogą losowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy: wybrać maszynę, narzędzia i urządzenia, próbki
materiałów,
3) przygotować maszynę do szycia,
4) scharakteryzować wybrany drogą losowania szew,
5) wykonać próbkę wylosowanego szwu,
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
zbiór próbek materiałów prezentujących ściegi i szwy,
−
plansze obrazujące ściegi i szwy,
−
maszyna szyjąca, igły, nici, wkrętak, oliwiarka,
−
przybory piśmiennicze, kartka papieru formatu A4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Dobierz igłę i nici do łączenia elementów z tworzyw skóropodobnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dobrać igłę z odpowiednim profilem ostrza,
4) dobrać nici w zależności od grubości igły,
5) wykonać próbkę łączenia elementów,
6) uzasadnić swój wybór,
7) dokonać samooceny wykonanej pracy.
Wyposażenie stanowiska pracy:
−
zbiór igieł z różnymi profilami ostrzy, zbiór próbek nici,
−
plansze obrazujące budowę igły,
−
maszyna szyjąca, wkrętak, oliwiarka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj czynności przygotowujące maszynę do szycia. Dokonaj regulacji naprężenia
nici górnej i dolnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) założyć igłę, nawlec nitkę górną, założyć szpulkę z nicią dolną do bębenka, nałożyć
bębenek,
4) przeciągnąć nitkę dolną na zewnątrz płyty maszyny,
5) przesunąć końce nitek do tyłu i podłożyć pod stopkę próbki materiałów,
6) wykonać próbkę szycia,
7) dokonać regulacji naprężenia nici górnej i dolnej,
8) uzasadnić kolejność wykonywanych czynności,
9) dokonać samooceny wykonanej pracy.
Wyposażenie stanowiska pracy:
−
zbiór igieł, nici,
−
plansze obrazujące budowę igły, schemat nawlekania nici,
−
maszyna szyjąca, wkrętak, oliwiarka,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić określenie „ścieg” i „szew”?
2) opisać kolejność czynności przy tworzeniu ściegu zwartego?
3) dokonać podziału ściegów stosowanych w obuwnictwie?
4) opisać kolejność czynności przy tworzeniu ściegu łańcuszkowego?
5) scharakteryzować ścieg zwarty i łańcuszkowy?
6) opisać sposób tworzenia szwów: naszywanego, zszywanego, z bizą,
z wypustką, obszywanego, przeginanego, lamówkowego,
zygzakowego, rygielkowego?
7) porównać szew lamówkowy zwykły i francuski?
8) opisać budowę igły do szycia ściegiem zwartym i łańcuszkowym?
9) dobrać profile ostrzy igieł do rodzaju zszywanego materiału?
10) określić na czym polega numeracja metryczna igieł?
11) omówić sposób dobierania igieł do szycia?
12) określić na czym polega numeracja metryczna i tex nici?
13) omówić sposób dobierania nici do igły?
14) dobrać igły i nici w zależności od łączonego materiału?
15) omówić i wykonać czynności przygotowujące maszynę do szycia?
16) scharakteryzować wady jakie mogą wystąpić w procesie szycia?
17) omówić sposób usunięcia poszczególnych wad procesu szycia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Stosowanie połączeń klejonych w cholewce
4.2.1. Materiał nauczania
Kleje mają wszechstronne zastosowanie w obuwnictwie: do łączenia wierzchu ze
spodami, ćwiekowania, łączenia elementów cholewki. W ostatnim przypadku stanowią
w większości połączenie pomocnicze.
Teoretyczne podstawy procesu klejenia
Wytrzymałość połączeń, czyli odporność na rozwarstwianie, ścinanie, oddzieranie,
przesunięcie, wielokrotne zginanie itp. zależy od wskaźników: adhezji i kohezji.
Adhezja (przyleganie) klejonego szwu uwzględnia zjawisko oddziaływania pomiędzy
grupami funkcjonalnymi cząsteczek, znajdujących się na granicznych powierzchniach
stykających się ze sobą ciał. Siły złącza noszą nazwę sił adhezji, wzajemne oddziaływanie
nazywa się adhezyjnym.
Adhezję można podzielić na: mechaniczną i specyficzną, czyli termodynamiczną.
Adhezja mechaniczna zależy od fizycznego stanu sklejanych powierzchni. Polega na
przenikaniu substancji klejowej w pory i nierówności sklejanych powierzchni, w wyniku
czego klej zakotwicza się w nich i zostaje we wnętrzu. Adhezja mechaniczna wyjaśnia
łatwość sklejania materiałów porowatych, takich jak: drewno, skóra, tkanina, papier.
Adhezja specyficzna zależy od sił chemicznych, fizykochemicznych, elektrostatycznych
oddziałujących na siebie między błoną klejową, a sklejaną powierzchnią. Adhezja
specyficzna wyjaśnia przyczepność klejów do materiałów o zwartej i gładkiej powierzchni,
takich jak: metal, szkło, tworzywo sztuczne.
Kohezja (spójność) uwzględnia zjawiska wzajemnego połączenia cząsteczek błony
klejowej. Siły spójności we wnętrzu błony klejowej nazywają się siłami kohezji, a wzajemne
ich oddziaływanie – kohezyjnym.
Przy klejeniu części składowych obuwia, ze względu na chropowatość i strukturę
materiałów duże znaczenie mają obydwa rodzaje adhezji: mechaniczna i specyficzna.
Działanie sił adhezji można zwiększyć przez odpowiednie przygotowanie sklejanych
powierzchni metodami chemicznymi i mechanicznymi.
Przygotowanie chemiczne sklejanych powierzchni polega na zwilżaniu lub zmywaniu ich
substancjami chemicznymi mającymi na celu uaktywnienie chemiczne tych powierzchni.
Mechaniczne przygotowanie powierzchni do klejenia polega na usunięciu warstwy licowej
skóry lub innego materiału i rozwinięciu powierzchni geometrycznej sklejanych elementów
przez na przykład ścieranie, drapanie. Bardzo ważne jest też usunięcie z powierzchni
sklejanych materiałów zanieczyszczeń: kurz, zatłuszczenie.
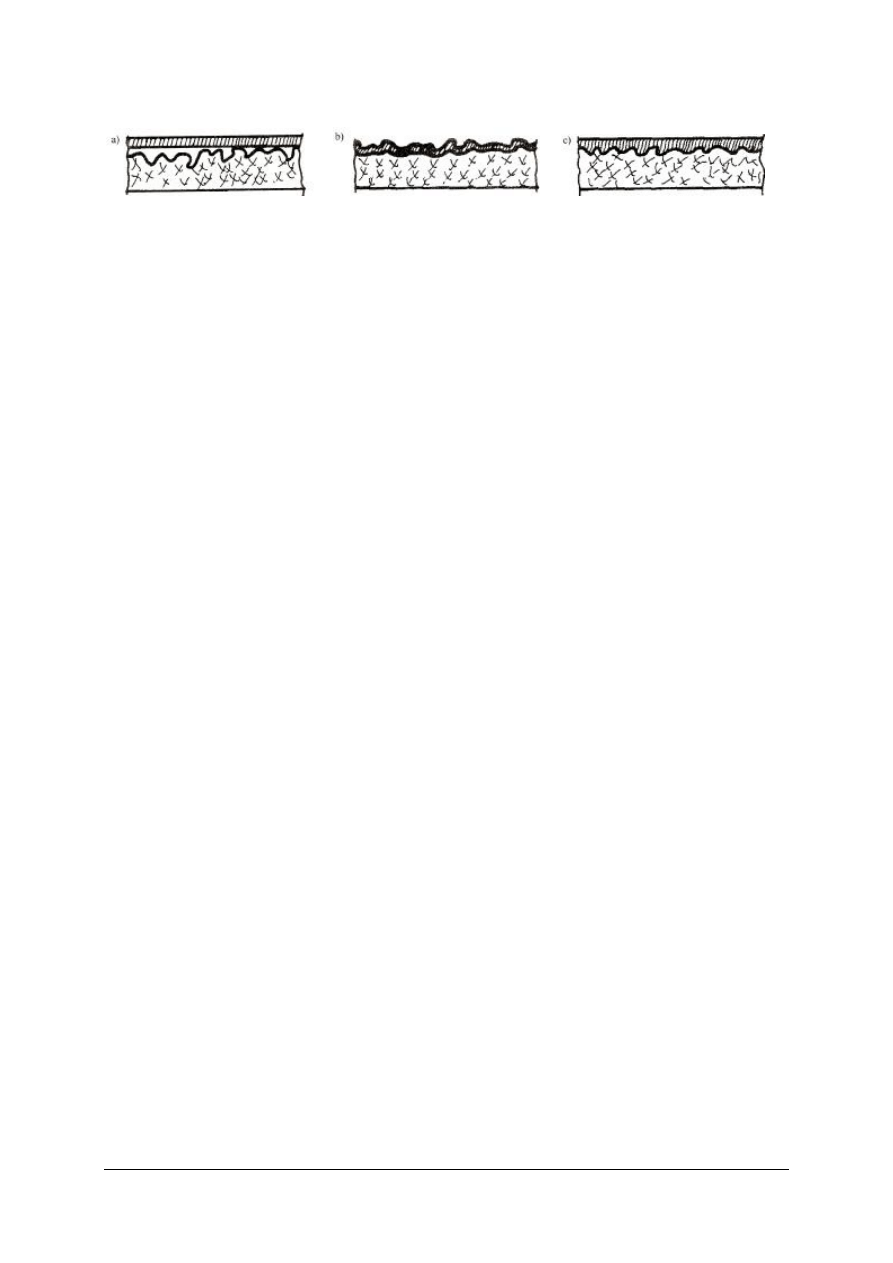
W celu osiągnięcia wysokiej wytrzymałości połączenia klejonego należy zachować
właściwą lepkość kleju w przebiegu procesu technologicznego. Wpływ lepkości jest wyraźny
przy klejeniu materiałów chłonnych (np.skóra). Klej o zbyt dużej lepkości nie wnika w głąb
materiału, co prowadzi do uzyskania połączenia o słabej wytrzymałości. Dlatego bezpieczniej
jest użyć kleju o niższej lepkości, zachowując ciągłą powierzchnię warstwy klejowej. Można
wtedy zwiększyć ilość nanoszonych warstw. Wpływ lepkości kleju na zwilżanie materiału
przedstawia rysunek 18.
Lepkość kleju zależy od: rodzaju i ilości rozpuszczalnika, jego stężenia, temperatury
otoczenia, ciśnienia określonego wymaganiami technologicznymi, rodzaju kleju (składnika
podstawowego - polimeru).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 18. Wpływ lepkości kleju na zwilżanie materiału: a) duża lepkość kleju, b) mała lepkość kleju,
c) właściwa lepkość kleju [4, s. 225].
Ważnym czynnikiem, który również decyduje o wytrzymałości połączenia klejowego jest
wytworzenie cienkiej, zwartej błony klejowej. Większa wytrzymałość cienkiej błony klejowej
spowodowana jest współdziałaniem sił adhezji i kohezji, wzmacniającym wpływem
elementów klejonych, mniejszym prawdopodobieństwem występowania defektów w budowie
błony klejowej, mniejszą koncentracją naprężeń.
Klasyfikacja i charakterystyka połączeń klejonych
Klej
– s
ubstancja klejąca (organiczna lub nieorganiczna) dzięki właściwościom
adhezyjnym i kohezyjnym posiada zdolność sklejania ciał stałych, nie zmieniając ich
struktury i właściwości. Miejsce połączenia klejem dwóch lub więcej elementów
konstrukcyjnych nosi nazwę złącza klejonego.
Podstawową substancją kleju jest spoiwo, czyli lepiszcze. Jest to składnik, dzięki
któremu klej wykazuje przyczepność do powierzchni, a złącze klejone ma odpowiednią
wytrzymałość mechaniczną. W skład kompozycji klejowej, oprócz substancji klejącej, która
jest jej fundamentem, mogą również wchodzić: rozpuszczalniki (czasem rozcieńczalniki),
plastyfikatory, napełniacze, stabilizatory, utwardzacze, środki wulkanizujące, pigmenty, itp.
Jakość kleju zależy głównie od podstawowej substancji klejowej, a dodatkowe komponenty
wpływają na jej poprawę.
Niektóre kleje nie wymagają specjalnego przygotowania i można przeznaczyć je do
natychmiastowego użycia, inne z kolei wymagają np. rozpuszczenia, dodania wypełniacza,
utwardzacza, rozcieńczalnika. Taka mieszanina kleju i substancji pomocniczych,
przygotowana bezpośrednio przed powlekaniem powierzchni klejowej, nosi nazwę masy
klejowej. Dla użytkowników granicą żywotności kleju jest koniec okresu jego gwarancji.
Okres od chwili przygotowania masy klejowej do osiągnięcia przez nią takiego stopnia
zgęstnienia, przy którym jest utrudnione prawidłowe nakładanie kleju na łączone
powierzchnie nazywa się żywotnością masy klejowej. Określenie żywotność kleju odnosi się
natomiast do okresu od chwili wyprodukowania kleju do momentu wystąpienia objawów
pogarszania się jego właściwości użytkowych wskutek zmian lepkości, żelowania,
rozwarstwiania się.
Połączenie klejowe stanowi system, który składa się z dwóch lub więcej warstw
połączonych ze sobą szwami klejonymi, wykonanymi za pomocą kompozycji klejowej.
W przemyśle obuwniczym stosuje się wiele połączeń klejowych, składających się z różnych
materiałów, stosowanych w zależności od właściwości fizyko-chemicznych sklejanych
powierzchni. Klasyfikacja wynika z założeń technologicznych i eksploatacyjnych.
W produkcji obuwia połączenia klejowe można podzielić na: podstawowe i pomocnicze.
Połączenia podstawowe tworzą trwałe połączenia między poszczególnymi elementami
i przenoszą całość obciążeń działających na nie.
Połączenia pomocnicze służą do przymocowania pewnych elementów na określony czas,
po którym wykonuje się połączenia trwałe innym sposobem (np.szyciem). Do połączeń
pomocniczych możemy zaliczyć: zawijanie brzegów elementów i cholewek, naklejanie
podszewek, naklejanie podkrążków, wzmocnień, ozdób.
Konstrukcja połączenia klejonego powinna być taka, aby spełniało ono żądane
wymagania związane z wytrzymałością, która w dużym stopniu uzależniona jest od rodzaju
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
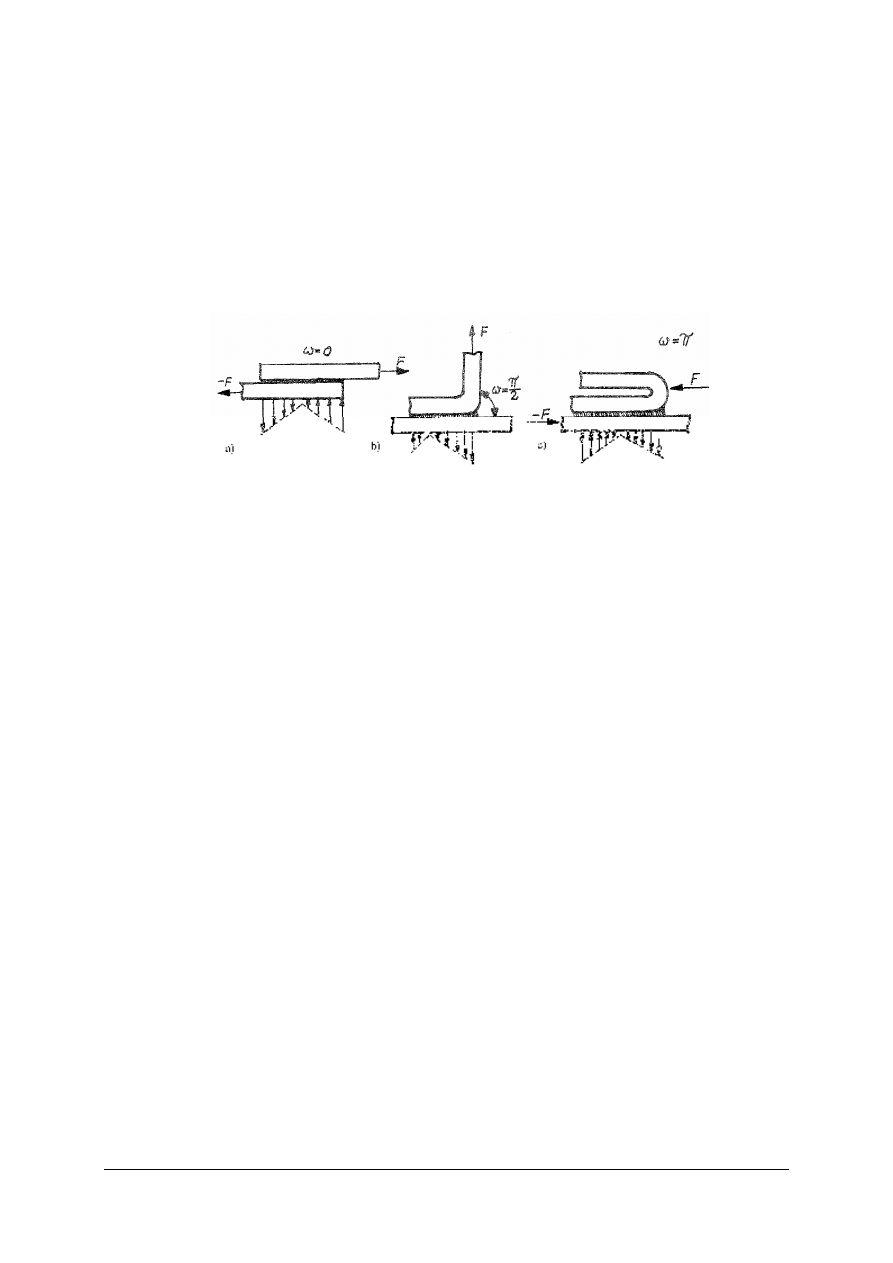
sił działających przy obciążeniu. Przy badaniu spoiny klejowej ważną wielkością jest tzw. kąt
odrywania „ω”.
Rysunek 19 przedstawia typowe rodzaje obciążenia połączenia klejonego. Na rysunku 19a
siła działa w kierunku stycznej do połączenia, a zewnętrzne obciążenie wytwarza naprężenie
ścinające. W przypadku pokazanym na rysunku 19b wewnętrzne naprężenie ścinające
stopniowo zanika i przekształca się w obciążenie typu rozciąganie – ściskanie. Połączenie
przedstawione na rysunku 19c posiada najmniejszą wytrzymałość. Przyczyną tego jest fakt,
że przy obciążeniu połączenia nie bierze udziału cała jego powierzchnia, tylko część,
w kierunku działania siły. Połączenie typu „a” i „b” są stosowane w przemyśle obuwniczym
jako połączenia podstawowe.
Rys. 19. Kierunki działania sił na połączenia klejone w zależności od kąta działania sił: a) ω = 0
0
, b) ω = 90
0
,
c) ω = 180
0
[4, s. 213].
Połączenia klejone ze względu na swoje szerokie przeznaczenie powinny odpowiadać
określonym wymaganiom:
−
długotrwała wytrzymałość połączeń klejonych cholewki i detali,
−
wytrzymałość na zmiany temperatury (w zakresie -40
0
÷ +60
0
C),
−
wytrzymałość na działanie substancji chemicznych, z którymi zetkną się w procesie
produkcji i użytkowania obuwia,
−
wodoodporność,
−
brak przykrego zapachu i toksyczności,
−
wysoka elastyczność.
Przy produkcji obuwia należy wybrać najkorzystniejszą konstrukcję formy połączenia
klejonego, aby maksymalnie zmniejszyć ilość sklejanych warstw, masę obuwia,
pracochłonność.
Dobór klejów, wymagania, technologia klejenia
Kleje stosowane w obuwnictwie można podzielić:
1. Według
rodzaju
rozpuszczalnika,
postaci
i
konsystencji:
rozpuszczalnikowe
(w rozpuszczalnikach organicznych), lateksowe (emulsyjne), topliwe, wodne i emulsje
wodne, płynne, w postaci folii, proszkowe, aerozolowe;
2. Według technologii klejenia na kleje aktywowane: ciśnieniem, termicznie (promieniami
podczerwonymi), rozpuszczalnikami organicznymi, wodą, metodami kombinowanymi;
3. Według sposobu wiązania na kleje, które tworzą złącze w wyniku: fizycznego
wysychania, chemicznego utwardzania, jedno- lub wieloskładnikowego sieciowania,
utleniającego sieciowania;
4. Według przeznaczenia na kleje: stosowane w klejonym systemie montażu, do
bezpośredniego wtrysku podeszew z PCW na wierzchy obuwia, do bezpośredniego
przywulkanizowania podeszew gumowych do wierzchów, do ćwiekowania, pomocnicze
(do zawijania, wklejania międzypodszewek, wzmocnień, zakładek, podnosków).
Przy wyborze kleju należy uwzględnić jego toksyczność, łatwopalność oraz chemiczne
i fizykomechaniczne właściwości. W warunkach produkcji niemożliwe jest całkowite
odprowadzenie oparów substancji toksycznych, dlatego stosowane kleje powinny być
nietoksyczne i niepalne. Wskaźniki fizykomechaniczne wpływające na wybór kleju to:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
zdolność klejenia, lepkość, wytrzymałość klejonego szwu na wielokrotne zginanie, stan
skupienia, wodo-, mrozo-, termoodporność błony klejowej. Do ważniejszych cech
chemicznych zalicza się wytrzymałość klejonego szwu na działanie tłuszczu, plastyfikatorów
obecnych w materiałach obuwniczych.
Dobierając kleje zależnie od rodzaju klejonego materiału należy zwracać uwagę na
odrębność ich cech. Na przykład kleje topliwe stosowane są przy jednostronnym ich
naniesieniu, kleje - roztwory wymagają naniesienia na obie sklejane powierzchnie. Kleje
roztwory wymagają suszenia błony klejowej, kleje emulsje i topliwe nie wymagają tego
zabiegu.
Każdy klej wykazuje przyczepność do określonych materiałów i tylko te materiały można
nim skutecznie łączyć. Tak więc warunkiem właściwego doboru kleju jest znajomość
materiału, który ma być klejony. Należy wybrać klej najodpowiedniejszy biorąc pod uwagę:
właściwości użytkowe tego kleju (sporządzanie masy klejowej, jej żywotność, sposób
i warunki utwardzania, wymagania bhp), właściwości otrzymanego złącza (wytrzymałość na
temperaturę, wilgotność, mikroorganizmy, chemikalia, zmienne naprężenia), koszt klejenia.
Typując klej do nowych połączeń należy wziąć pod uwagę:
−
zwilżanie powierzchni danego materiału i przyczepność do niego,
−
podobieństwo właściwości złącza i klejonego materiału (wskazane jest aby złącze było
bardziej elastyczne od klejonego materiału, klej powinien być sporządzony z tych
samych polimerów, z których składa się klejone tworzywo sztuczne),
−
temperaturę wiązania kleju termoutwardzalnego (powinna być niższa od temperatury
mięknienia materiału klejonego, aby nie wystąpiły odkształcenia i uszkodzenia
materiału),
−
skurcz kleju podczas wiązania (klej nie może wykazywać zbyt dużego skurczu podczas
wiązania, aby nie powstały naprężenia w złączu klejowym).
Klejom stawiane są wymagania również w zakresie możliwości przechowywania,
technologii i zdolności eksploatacyjnych. Każdy klej podczas klejenia musi przejść w stan
ciekły lub co najmniej plastyczny. Stan ten można uzyskać przez dodanie rozpuszczalników
lub ogrzanie i uplastycznienie. Po naniesieniu kleju na klejone powierzchnie następuje proces
przechodzenia ze stanu ciekłego lub plastycznego w stan stały. Ten proces nazywa się
wiązaniem kleju. Gdy w czasie wiązania kleju powstanie nieodwracalnie stałe złącze klejone,
to proces wiązania nazywa się utwardzaniem kleju.
Utwardzenie kleju może zachodzić na zimno lub gorąco, powinno przebiegać w takim
czasie, aby jego lepkość nie wzrosła, zanim nie nastąpi zwilżenie wszystkich zagłębień
materiału. W celu zainicjowania i przyspieszenia utwardzania do kleju można dodawać
utwardzaczy. Utwardzanie i tworzenie błony klejowej odbywa się w różny sposób np.
warstwa kleju lateksowego zmienia się w błonę klejową w wyniku koagulacji, warstwa kleju
rozpuszczalnikowego utwardza się po odparowaniu rozpuszczalnika, warstwa kleju topliwego
zmienia się w utwardzoną błonę klejową po ustaniu działania temperatury.
Bardzo istotne jest przechowywanie i magazynowanie kleju. Kleje należy zamawiać
w takiej ilości, aby ich magazynowanie w zakładzie obuwia nie przekraczało czasu gwarancji
ustalonej przez producenta. Po upływie czasu gwarancji klej lub utwardzacz może być użyty
tylko po sprawdzeniu przez laboratorium zakładowe, czy właściwości kleju i utwardzacza
odpowiadają nadal określonym wymaganiom.
Oprócz magazynu głównego, znajdującego się zwykle poza terenem budynku hali
produkcyjnej, do przechowywania klejów niezbędny jest tzw. magazyn podręczny. Służy on
do przechowywania niewielkiej ilości opakowań jednostkowych klejów i utwardzaczy
stosowanych w zakładzie. Ilość tę należy ustalić w zależności od wielkości produkcji tak, aby
zapas wystarczył na dwa dni. W tym pomieszczeniu klej powinien osiągnąć taką temperaturę,
jaka panuje w halach produkcyjnych, jednak nie mniejszą jak +18
0
C. W magazynie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
podręcznym sporządza się również kleje dwuskładnikowe wydawane oddziałom
produkcyjnym. Powinien być wyposażony w wagę elektroniczną do odważania klejów, wagę
techniczną do ważenia utwardzaczy lub naczynia o określonej objętości, mieszadło, higrometr
z termometrem.
Kleje otrzymane od producenta należy poddać analizie, zgodnie z wymaganiami
ustalonymi dla tego produktu. Wyznacza się: lepkość, suchą pozostałość, czas przydatności
po dodaniu utwardzacza, wytrzymałość połączeń na rozwarstwianie, ścinanie. Oznaczenia
należy wykonywać według normy BN-70/7707-01 „Kleje obuwnicze. Metody badań”.
Naczynia używane do klejów powinny odpowiadać wymaganiom: oczyszczone, suche,
bez śladów wilgoci, objętość około 1,2 litra i 2,3 litra, aby mieściło się w nich 1 lub 2
kilogramy kleju, wykonane z materiału nie reagującego ze składnikami kleju (szkło, blacha
z powłoką teflonową, blacha emaliowana).
Technologia klejenia to zespół czynności, które składają się na uzyskanie połączenia
dwu lub kilku elementów za pomocą kleju. W zależności od rodzaju użytej substancji klejącej
i łączonych materiałów czynności prowadzące do uzyskania połączenia klejonego różnią się
między sobą.
Na przykład w przypadku zawijania brzegów jakość procesu zależy od prawidłowego
wykonania następujących czynności technologicznych: przygotowanie krawędzi elementu lub
cholewki do zawijania (ścienianie wklęsłe), naniesienie kleju (termoplastycznego przy
zawijaniu maszynowym lub przy zawijaniu ręcznym najczęściej kauczukowego), suszenie
kleju (w przypadku ręcznego nanoszenia), zawijanie brzegów, zaklepywanie po zawinięciu.
W czasie mechanicznego wykonywania tej czynności bardzo ważnym czynnikiem jest
temperatura topnienia kleju topliwego (do 190
0
C). Należy zwracać uwagę na to, aby
temperatura topnienia nie przekraczała odporności materiału na wysokie temperatury,
szczególnie w przypadku tworzyw skóropodobnych. Gdy temperatura będzie zbyt wysoka
może dojść do stopienia tworzywa lub zmiany barwy.
Dobierając klej do zawijania ręcznego lub innych czynności należy uwzględnić rodzaj
materiału, który będzie użyty, czynność wykonywać zgodnie z instrukcją stosowania kleju,
przestrzegać warunków przechowywania i bezpieczeństwa użytkowania kleju.
Do wykonania tej czynności lub innych czynności pomocniczych można użyć np. kleju
Crepe X. Jego charakterystyka zostanie przedstawiona zgodnie z wymaganiami
obowiązującymi przy doborze kleju.
Charakterystyka
Jest to jednoskładnikowy klej kauczukowy. Cechuje go łatwość nanoszenia i bardzo
dobre rozprowadzanie na sklejanych powierzchniach. Daje połączenia elastyczne i odporne na
wilgoć. Charakteryzuje się bezbarwną spoiną klejową.
Przeznaczenie
Crepe X stosowany jest do łączenia na zimno różnorodnych elementów wykonanych
z gumy, skóry naturalnej i sztucznej, tkanin, tektury, filcu itp. W przemyśle obuwniczym
używany jest do tzw. czynności pomocniczych jak: zawijanie brzegów cholewek, wklejanie
wyściółek, łączenie elementów wierzchowych itp.
Instrukcja stosowania kleju Crepe X
Klej przed użyciem należy doprowadzić do temp. 18 ÷ 25°C i dokładnie wymieszać,
powierzchnię przeznaczoną do sklejania odtłuścić, wyczyścić, przetrzeć papierem ściernym,
ewentualnie ścienić, nanieść pędzlem cienką warstwę kleju na obie sklejane powierzchnie.
Klej należy nanosić tak, aby powierzchnia przeznaczona do łączenia lub zawijania była
równomiernie nim pokryta. Dwukrotnie należy nanieść klej na elementy wykonane
z materiałów chłonnych (tkanina, filc) w odstępach 20 minut. Czas suszenia kleju zależy od
chłonności
materiałów
klejonych,
temperatury
suszenia,
wilgotności
powietrza
i intensywności jego wymiany w miejscu suszenia. Spoinę klejową suszy się do zaniku

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
zapachu rozpuszczalnika; przeciętny czas suszenia w temperaturze pokojowej wynosi około
20 minut, podwyższenie temperatury suszenia do 40 stopni Celsjusza skraca czas suszenia
o połowę. Wysuszone elementy można sklejać lub zawijać, nie dopuszczając do tworzenia się
fałd i pęcherzy.
Przechowywanie
Crepe X należy magazynować w zamkniętych pojemnikach (produkowany w 1, 4, 12 kg
pojemnikach) zgodnie z przepisami dotyczącymi przechowywania substancji łatwopalnych.
Termin ważności 6 miesięcy.
Warunki bezpieczeństwa
W skład kleju Crepe X wchodzą lotne, łatwopalne rozpuszczalniki, dlatego stanowiska
pracy muszą być wyposażone w lokalne wyciągi, a pomieszczenia posiadać powinny sprawną
instalację nawiewno-wywiewną. Należy zachować szczególną ostrożność ze względu na
niebezpieczeństwo pożaru. Niedopuszczalne jest stosowanie otwartego ognia i urządzeń
stwarzających niebezpieczeństwo zaiskrzenia.
Crepe X posiada atest Centralnego Laboratorium Przemysłu Obuwniczego w Krakowie.
Główne błędy procesu klejenia:
−
niewłaściwe przygotowanie powierzchni do klejenia,
−
nieprawidłowy dobór kleju (np. rodzaj kleju, jego lepkość, przygotowanie do klejenia,
warunki utwardzania, żywotność, wymagania bhp, adhezja, kohezja),
−
niezachowanie parametrów procesu klejenia (np. czas, temperatura),
−
niewłaściwe przechowywanie kleju,
−
nieprawidłowe połączenie sklejanych elementów (np. przesunięcie w czasie sklejania, co
może spowodować zmniejszenie powierzchni złącza klejonego i osłabienie jego
wytrzymałości),
−
nieprzestrzeganie instrukcji stosowania kleju.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób można określić adhezję?
2. Jak można podzielić adhezję?
3. Co to jest kohezja?
4. W jaki sposób można zwiększyć działanie sił adhezji?
5. Na czym polega przygotowanie chemiczne i mechaniczne powierzchni do klejenia?
6. Od jakich czynników zależy lepkość kleju?
7. Czym spowodowana jest większa wytrzymałość cienkiej błony klejowej?
8. Co to jest „klej” i „złącze klejone”, „masa klejowa”?
9. Co rozumiesz pod pojęciem „żywotność kleju” i „żywotność masy klejowej”?
10. Jakim wymaganiom powinny odpowiadać połączenia klejowe?
11. W jaki sposób można podzielić kleje stosowane w obuwnictwie?
12. Jakimi czynnikami należy kierować dobierając klej do wykonania odpowiedniej
czynności?
13. Jakie wymagania powinny być spełnione w czasie przechowywania i magazynowania
kleju?
14. W jakich naczyniach można przechowywać kleje?
15. Jakie są główne błędy procesu klejenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj czynność ręcznego zawijania brzegu elementu. Ze zgromadzonych próbek
klejów wybierz klej do zawijania ręcznego, korzystając z instrukcji stosowania dołączonych
do próbek. Uzasadnij wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy, sprawdzić stan techniczny narzędzi,
3) wybrać klej do wykonania czynności zawijania, ustalić kolejność czynności,
4) przygotować element do zawijania,
5) nanieść klej zgodnie z instrukcją,
6) zawinąć brzeg elementu, zaklepać po zawijaniu,
7) uzasadnić pisemnie wybór kleju,
8) dokonać samooceny wykonanej pracy,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
plansze obrazujące wykonanie czynności zawijania, zawinięte próbki, wycięte elementy
do zawijania, próbki klejów z instrukcjami stosowania,
−
nakłuwak, młotek,
−
artykuły piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Ustal czynności (technologię klejenia) występujące przy ręcznym naklejaniu
międzypodszewki na przyszwę. Dobierz klej, omów i uzasadnij sposób jego nakładania.
Naklej międzypodszewkę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) ustalić kolejność czynności, dobrać klej,
4) nakleić międzypodszewkę,
5) opisać sposób nakładania kleju,
6) dokonać samooceny wykonania ćwiczenia,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
wycięte elementy międzypodszewki i przyszwy, próbki klejów z instrukcjami
stosowania, plansze obrazujące sposób naklejania międzypodszewek,
−
pędzel,
−
artykuły piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 3
Odszukaj w Internecie informacje na temat klejów stosowanych w obuwnictwie. Wybierz
te informacje, które dotyczą klejów mogących znaleźć zastosowanie w łączeniu elementów
cholewki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) odszukać w Internecie wiadomości dotyczące klejów stosowanych w obuwnictwie,
3) wybrać informacje dotyczące treści ćwiczenia,
4) skopiować wiadomości związane z treścią ćwiczenia,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
komputer z możliwością dostępu do Internetu,
−
przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić zjawisko adhezji i kohezji?
2) opisać na czym polega przygotowanie chemiczne i mechaniczne
powierzchni do klejenia?
3) określić wpływ lepkości na wytrzymałość połączenia klejonego?
4) zdefiniować określenia: klej, złącze klejone, żywotność kleju, żywotność
masy klejowej?
5) scharakteryzować połączenia klejone?
6) przedstawić wymagania stawiane połączeniom klejonym?
7) dokonać podziału klejów obuwniczych?
8) dobrać klej w zależności od rodzaju klejonego materiału?
9) określić wymagania stawiane klejom w zakresie przechowywania?
10) omówić zastosowanie klejów w łączeniu elementów cholewki?
11) scharakteryzować błędy procesu klejenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3. Łączenie elementów cholewki za pomocą zgrzewania
4.3.1. Materiał nauczania
Łączenie elementów wierzchnich za pomocą szycia jest pracochłonne. Wzrost
wydajności pracy w oddziałach szwalni można osiągnąć jedynie przez wprowadzenie nowej
technologii, która uwzględni bardziej nowoczesne procesy łączenia elementów wierzchu.
Taką technologią jest zgrzewanie elementów prądami wielkiej częstotliwości.
Charakterystyka procesu zgrzewania
Łączenie elementów prądami wielkiej częstotliwości nazywane jest zgrzewaniem
pojemnościowym. W obuwnictwie metoda ta umożliwia:
−
wytłaczanie imitacji szwów ozdobnych lub deseniowanie cholewek,
−
łączenie za pomocą kleju lub folii elementów cholewek ze skór naturalnych oraz
tworzyw skóropodobnych, które nie mają właściwości zgrzewalnych,
−
łączenie elementów cholewek wykonanych z tworzyw skóropodobnych zgrzewalnych.
Materiały obuwnicze poddawane działaniu prądu wielkiej częstotliwości określane są
jako dielektryki (smateriały, w których praktycznie nie ma ładunków swobodnych w wyniku
czego nie przewodzą prądu elektrycznego). Warunkiem przepływu prądu przez dielektryk jest
umieszczenie go w stałym polu elektrycznym np. między okładzinami kondensatora, do
którego przyłożono stałe napięcie. Gdy dielektryk znajduje się między płytkami
naładowanego kondensatora, obojętne do tej pory cząsteczki (rys. 20a) ulegają polaryzacji –
porządkowaniu cząsteczek. Zaczynają wykazywać biegunowość dodatnią i ujemną.
Cząsteczki stają się tzw. dipolami elektrycznymi, czyli układami dwóch ładunków
o jednakowej wartości i o przeciwnych znakach. Jako dipole ulegają przemieszczeniu
stosowanie do kierunku przepływu prądu, przemieszczają się zgodnie z kierunkiem działania
pola (rys. 20b i c).
Rys. 20. Zjawisko polaryzacji dielektryków: 1 – okładziny kondensatora, 2 – dipole; a) cząsteczki obojętne,
b) i c) cząsteczki wykazujące biegunowość [1, s. 321].
Po doprowadzeniu do okładzin kondensatora prądu o wielkiej częstotliwości dipole
podlegają szybkozmiennym drganiom. Drgania te powodują wydzielanie się ciepła w ilości
wystarczającej do podgrzania tworzywa do temperatury topnienia. Szybkość ogrzewania się
materiału i ilość wytwarzanego ciepła w dielektryku zależy od częstotliwości zmian znaków
ładunków na okładzinach kondensatora. Przykładowo, jeżeli do kondensatora zostanie
doprowadzony prąd o częstotliwości 50 Hz (50 cykli na sekundę), to biegunowość okładzin
będzie się zmieniała 100 razy na sekundę. Ilość ciepła wytwarzanego przy tej częstotliwości
jest jednak zbyt mała do uzyskania temperatury umożliwiającej zgrzewanie. Aby możliwe
było zgrzewanie stosuje się prądy wielkiej częstotliwości.
Zakresy prądów wielkiej częstotliwości dopuszczalne do stosowania w przemyśle
obuwniczym noszą nazwę zakresów przemysłowych. Najczęściej stosowane są prądy
o częstotliwości 27,12 MHz. Biegunowość zmienia się wtedy 54,24 mln razy na sekundę.
Podstawowym kryterium przy doborze materiału do zgrzewania jest wielkość względnej
stałej dielektrycznej (ε’) oraz wartość współczynnika stratności dielektrycznej (tgδ). Wielkość
ε’ oznacza, ile razy rośnie energia pochłonięta przez kondensator zawierający dielektryk,
w stosunku do kondensatora w próżni. Relatywna wielkość stałej dielektrycznej jest związana

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
z polaryzacją materiału i ma wpływ na zwiększenie pojemności kondensatora, a więc jest
zależna od wielkości i ilości dipoli zawartych w materiale.
Współczynnik stratności dielektrycznej tgδ wynika ze stosunku składowych prądu:
czynnej i biernej. Właśnie składowa czynna decyduje o wyborze materiału do zgrzewania.
Jest zgodna w fazie z napięciem i oznacza część energii, która w dielektryku zmienia się
w ciepło. Ustalono, że materiały dla których tgδ jest większy lub równy 0,4 są łatwo
nagrzewającymi się dielektrykami w zmiennym polu elektrycznym, są więc podatne na
zgrzewanie prądami wielkiej częstotliwości, wykazują dobrą wrażliwość na zgrzewanie.
Wartości ε’ i tgδ nie są stałe, a zależą od częstotliwości prądu, temperatury, wilgoci,
struktury, składu materiału.
Technika i parametry procesu zgrzewania
Urządzenie zgrzewające prądami wielkiej częstotliwości składa się z następujących
podzespołów:
−
generatora prądów wielkiej częstotliwości,
−
urządzenia prasującego,
−
elektrod zgrzewających.
Generator jest to urządzenie do wytwarzania drgań elektrycznych w wyniku
przetwarzania energii elektrycznej prądu stałego w energię elektryczną prądów zmiennych.
W zasadzie generatory drgań elektrycznych są układami zawierającymi lampy elektronowe
lub tranzystory oraz najczęściej obwody rezonansowe. Generatory stosowane w przemyśle
mają moc od 2,2 do 100 kW o wydajności 30÷40%. Moc generatorów można regulować
w zależności od charakteru i objętości zgrzewanego materiału.
Konstrukcja urządzenia prasującego zależy od warunków technologicznych produktu.
Prasy stosowane wyłącznie do zgrzewania wykazują siłę nacisku od 1000 ÷ 50000 N,
natomiast przy zgrzewaniu z jednoczesnym wycinaniem prasa musi działać większą siłą,
która może wynosić aż do 6 · 10
5
N. Źródłem ciśnienia są urządzenia hydrauliczne lub
pneumatyczne.
Elektrody zgrzewające powinny być wykonane z materiałów o dobrej przewodności
elektrycznej (miedź, aluminium, mosiądz). Konstrukcja elektrod powinna być możliwie
lekka, aby po nagrzaniu się w czasie zgrzewania nie powodowały przedłużania czasu
chłodzenia łączonych materiałów. Od rozmiaru elektrod, ich przewodności, temperatury
zależą straty cieplne procesu, a długość linii styku elektrod uzależniona jest od częstotliwości
generatora.
W zależności od przeznaczenia wykonuje się elektrody do zgrzewania tzw. wewnętrzne
i elektrody do zgrzewania z równoczesnym wycinaniem tzw. zewnętrzne. Kształt obu
rodzajów elektrod zależy od szerokości połączenia, żądanej wytrzymałości połączenia
i grubości zgrzewanego materiału. Elektroda na stronie stykającej się z materiałem jest
płaska, elektroda zewnętrzna jest zaopatrzona w element służący do odcinania materiału.
Duży wpływ na jakość połączenia ma kształt elektrody, głównie kształt płaszczyzny
styku. Ostre krawędzie elektrod powodują nadmierną koncentrację naprężenia, natomiast
nadmierne zaokrąglenia powodują duży rozrzut pola elektrycznego, w wyniku czego
zmniejsza się intensywność zgrzewania.
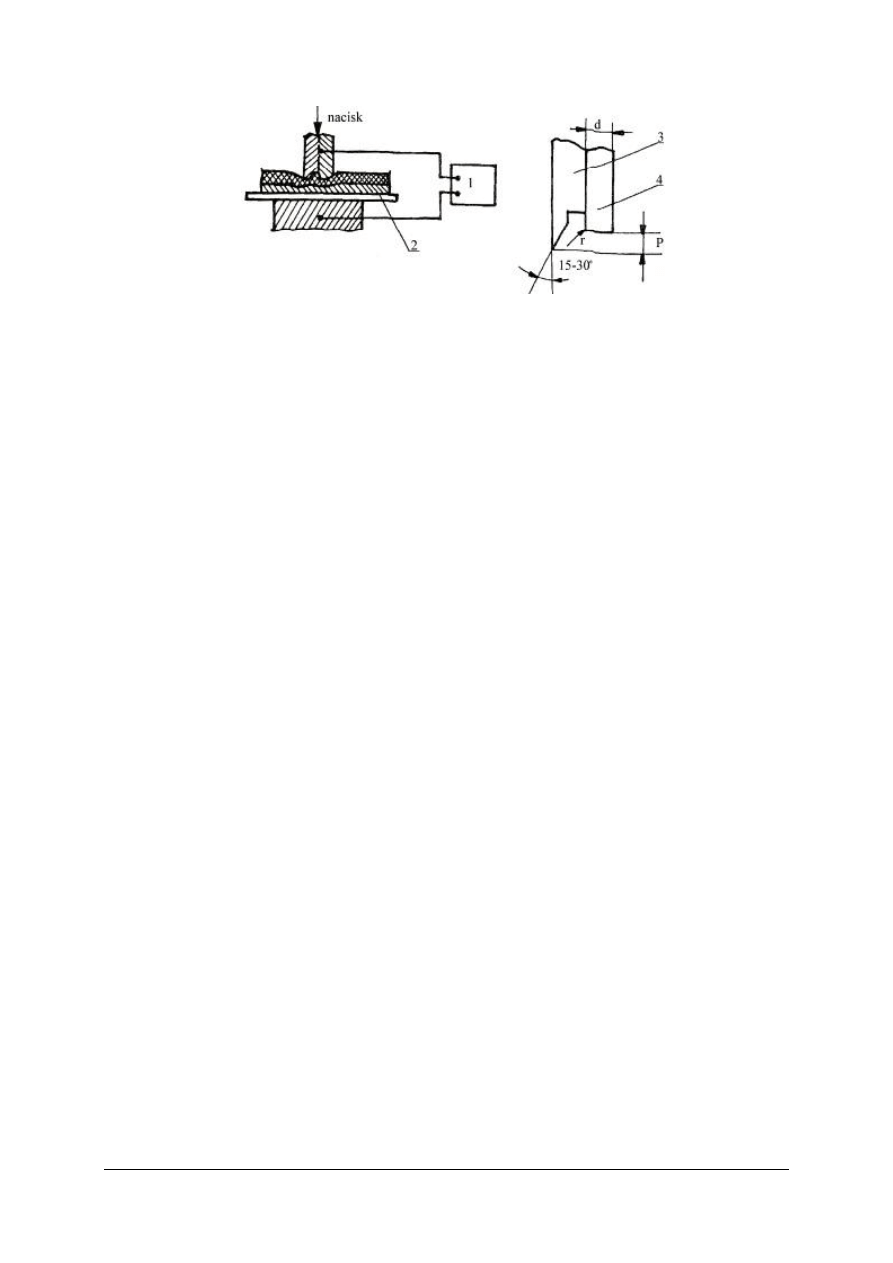
Przy konstrukcji elektrod zewnętrznych należy uwzględnić różnicę wysokości elementu
oddzielającego (p) – patrz rysunek 21. Element może być oddzielony po dokonaniu
zgrzewania, jeżeli wielkość (p) wynosi 30 ÷ 50% grubości zgrzewanego materiału.
Optymalna grubość stopionej warstwy powinna mieścić się w granicach 40 ÷ 70% grubości
łączonych materiałów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 21. Schemat zgrzewania i konstrukcji elektrody zgrzewająco-wycinającej: 1 – generator,
2 – podkładka ochronna (tektura), 3 – element służący do wycinania, 4 – element służący do łączenia lub
deseniowania (imitacja szycia) [4, s. 256].
Jakość i wytrzymałość połączeń wykonywanych metodą zgrzewania zależy od
następujących parametrów:
−
wrażliwość materiałów na zgrzewanie,
−
częstotliwość generatora,
−
czas zgrzewania,
−
gradient napięcia urządzenia zgrzewającego.
Wrażliwość materiału na zgrzewanie jest określana mocą absorbowaną przez zgrzewany
materiał o powierzchni 1 cm
2
. Jest ona wprost proporcjonalna do częstotliwości i kwadratu
napięcia oraz indeksu deficytowego. Materiały o indeksie deficytowym tgδ mniejszym od
0,01 nie wykazują zdolności zgrzewania. Dobrze zgrzewają się materiały o niskiej
temperaturze mięknięcia, ale nie niższej od 0
0
C. Między temperaturą topnienia i rozkładu
powinna być dość duża różnica, aby w czasie procesu nie nastąpiło zniszczenie materiału.
Częstotliwość ma wpływ na wydajność generatora. Przy zwiększeniu częstotliwości
powyżej 30 MHz następuje wyraźne obniżenie jego mocy. Generatory stosowane do
zgrzewania za pomocą prądów wielkiej częstotliwości pracują w obszarze fal radiowych
i powodują zakłócenia w radiokomunikacji. Dlatego też w tym zakresie obowiązuje
międzynarodowa umowa, określająca kilka częstotliwości przemysłowych:
−
13,56 ± 0,05% MHz,
−
27,12 ± 0,06% MHz,
−
40,68 ± 0,05 MHz.
W praktyce najczęściej stosuje się częstotliwość 27,12 MHz, gdzie tolerancja jest najwyższa.
Od częstotliwości uzależniona jest również długość elektrod (obwód, długość linii styku),
nie może przekroczyć
1
/
10
÷
1
/
20
długości fali.
Długość fali określona jest przez równanie:
częstotliwość (MHz) × 10
6
× długość fali (m) = 3 × 10
8
(szybkość światła)
Z równania można wyliczyć, że przy częstotliwości 30 MHz długość fali wynosi 10 m. Z tego
wynika, że długość elektrod nie może przekroczyć 1 m.
Czas zgrzewania uzależniony jest od energii koniecznej do zgrzewania i mocy
generatora. Zachodzi związek: W = P · t
gdzie:
W – energia,
P – moc generatora przy zgrzewaniu,
t – czas zgrzewania.
Czas zgrzewania wpływa na grubość warstwy tworzywa stopionej w czasie zgrzewania
i jest zależny od właściwości zgrzewanych materiałów i dodanej mocy.
Gradient napięcia określany jest spadkiem napięcia w odniesieniu do 1 cm grubości
dielektryka. Przy zgrzewaniu prądami wielkiej częstotliwości nie może przekroczyć pewnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
wartości, ponieważ nastąpiłoby przebicie elektryczne materiału. Jest to wartość zmieniająca
się w zależności od wzrostu temperatury, częstotliwości i wilgoci. W praktyce następuje
przebicie wtedy, gdy materiał zawiera pęcherze powietrza, wilgoć (głównie w materiałach
wielowarstwowych), napełniacze obniżające wytrzymałość elektryczną lub jeżeli nie jest
zachowany warunek równoległości elektrod.
Technika zgrzewania polega na umieszczeniu materiałów przeznaczonych do
zgrzewania między chłodnymi elektrodami, w których wytwarza się szybkozmienne pole
elektryczne, następnie ściśnięciu i uplastycznieniu zgrzewanych powierzchni.
Połączenie materiałów może nastąpić w wyniku ich roztopienia lub też roztopienia
wkładki włożonej między materiały. Aby można było wykorzystać zgrzewanie jako metodę
zastępującą połączenie szyte, producenci materiałów dążą do osiągnięcia takiego produktu,
który byłby zgrzewalny zarówno od strony lica, jak i mizdry.
Przy łączeniu dwóch materiałów niezgrzewalnych, środkiem łączącym jest klej lub folia
termoplastyczna zgrzewalna, która w stanie roztopionym ma niską lepkość. Ten rodzaj
połączenia można wykorzystać przy skórach naturalnych, głównie dwoinach lub welurowych,
które nie wymagają usuwania warstwy licowej. Przy zgrzewaniu skór licowych powierzchnię
do zgrzewania należy odpowiednio przygotować.
Skóry licowe cienkie najlepiej stosować w kombinacji ze skórami welurowymi, przy
połączeniu na zakładkę – skóra licowa nakładana na skórę welurową. Nie wymagane jest
wtedy przygotowanie lica. Dobre efekty otrzymuje się przy łączeniu na zakładkę elementu
z materiału zgrzewalnego i niezgrzewalnego, przy czym materiał zgrzewalny umieszcza się
na spodzie. Nie zachodzi potrzeba ścieniania lica i stosowania kleju lub folii. Roztopiony
materiał zgrzewalny połączy się z materiałem niezgrzewalnym.
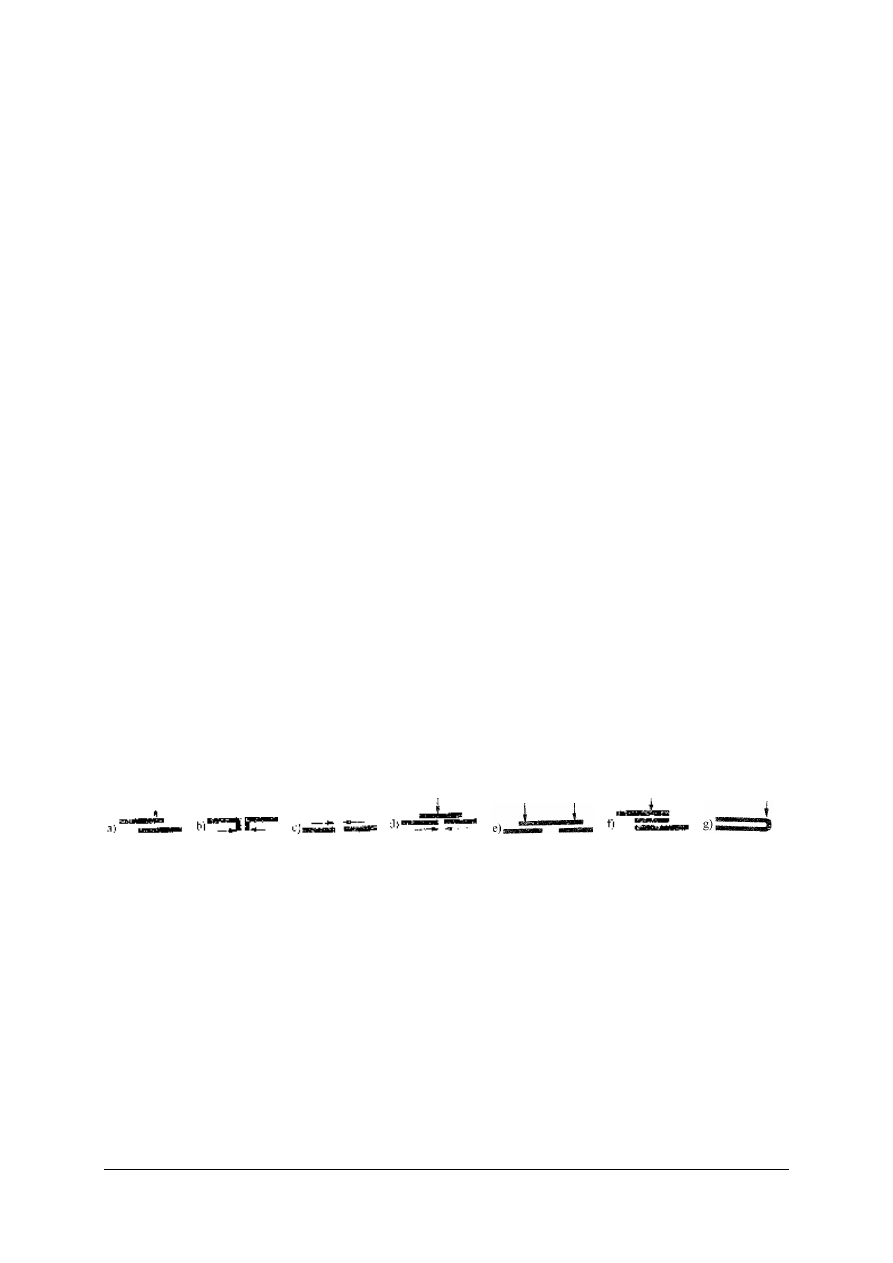
Do łączenia elementów metodą zgrzewania można stosować następujące szwy:
−
na zakładkę (rys. 22a),
−
płaski tępy (rys. 22b),
−
płaski czołowy (rys. 22c),
−
płaski czołowy wzmocniony nakładką (rys. 22d),
−
na zakładkę podwójną (rys. 22e),
−
na zakładkę z materiałów niezgrzewalnych, wewnątrz umieszcza się wkładkę z materiału
zgrzewalnego (rys. 22f),
−
wykończenie brzegu cholewki w wyniku zgrzewania wierzchu z podszewką, obydwa
materiały są zgrzewalne (rys. 22g).
Rys. 22. Rodzaje szwów zgrzewanych: a) na zakładkę, b) płaski tępy, c) płaski czołowy, d) płaski czołowy
wzmocniony, e) na zakładkę podwójną, f) na zakładkę z umieszczeniem zgrzewalnej wkładki g) wykończenie
brzegów cholewki zgrzewanej z podszewką [1, s. 325].
W praktyce metodę zgrzewania można zastosować do łączenia elementów podszewek
z tworzyw skóropodobnych (np. łączenia zapiętka z podszewką obłożyn, łączenia tylnych
brzegów obłożyn), łączenia elementów wierzchu (z zastosowaniem materiałów zgrzewalnych
lub niezgrzewalnych), wytłaczania imitacji szwów i ozdób z jednoczesnym wycinaniem
elementu, deseniowania.
Więcej informacji na temat zgrzewania z jednoczesnym wycinaniem elementów oraz
deseniowania prądami wielkiej częstotliwości znajdziesz w literaturze pozycja 1, s. 328 ÷ 332
oraz pozycja 4 s. 258 ÷ 263.
Główne błędy procesu zgrzewania:
−
nieprawidłowy dobór materiałów do zgrzewania,
−
brak przygotowania powierzchni materiałów do zgrzewania (gdy jest ono wymagane),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
niewłaściwa moc generatora i intensywność pola elektrostatycznego,
−
nieprawidłowa siła nacisku urządzenia prasującego,
−
niewłaściwie dobrane elektrody (rozmiar, przewodność, grubość, kształt),
−
elektrody wykonane z nieodpowiedniego materiału,
−
niewłaściwe parametry procesu zgrzewania,
−
nieprawidłowo dobrane szwy zgrzewane.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje technologiczne wykonuje się za pomocą zgrzewania?
2. Co to są dielektryki i dipole elektryczne?
3. Co rozumiesz pod pojęciem polaryzacji?
4. Jak zachowuje się dielektryk umieszczony między płytkami naładowanego kondensatora?
5. W jaki sposób zachowują się dipole po doprowadzeniu do okładzin kondensatora prądu
wielkiej częstotliwości?
6. Jakie kryterium obowiązuje przy doborze materiału do zgrzewania?
7. Z jakich podzespołów zbudowane jest urządzenie zgrzewające?
8. Do czego służy i jaką posiada moc generator?
9. Od czego zależy konstrukcja urządzenia prasującego w zgrzewarce?
10. Jakie rodzaje elektrod można stosować do zgrzewania?
11. W jaki sposób kształt elektrod wpływa na jakość połączenia zgrzewanego?
12. Od jakich parametrów zależy jakość i wytrzymałość połączeń wykonywanych metodą
zgrzewania?
13. W jaki sposób określa się wrażliwość materiału na zgrzewanie?
14. W jaki sposób częstotliwość wpływa na proces zgrzewania?
15. Jaki wpływ na proces zgrzewania ma czas?
16. W jaki sposób gradient napięcia wpływa na jakość połączenia zgrzewanego?
17. W jaki sposób można połączyć za pomocą zgrzewania materiały niezgrzewalne?
18. Jakie szwy można stosować do łączenia elementów metodą zgrzewania?
19. Jakie znasz praktyczne zastosowanie metody zgrzewania w obuwnictwie?
20. Jakie są główne błędy procesu zgrzewania?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wybierz spośród próbek materiałów stosowanych na wierzchy i podszewki
zgromadzonych przez nauczyciela dwie próbki materiałów, które można bezpośrednio
połączyć metodą zgrzewania oraz dwie próbki, których nie da się połączyć w sposób
bezpośredni. Uzasadnij wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) wybrać po dwie próbki materiałów zgodnie z poleceniem,
4) uzasadnić wybór,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wyposażenie stanowiska pracy:
−
próbki materiałów stosowanych na wierzchy i podszewki,
−
przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wybierz spośród znanych rodzajów szwów zgrzewanych te, które można zastosować do
połączenia zapiętka z podszewką obłożyny oraz połączenia noska z przyszwą. Uzasadnij
wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dokonać analizy znanych rodzajów szwów zgrzewanych,
4) dobrać rodzaje szwów do połączeń podanych w poleceniu,
5) uzasadnić pisemnie wybór,
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
próbki połączeń zgrzewanych wykonanych za pomocą różnych szwów, plansze
obrazujące różne rodzaje szwów zgrzewanych,
−
przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj czynność zgrzewania za pomocą prądów wielkiej częstotliwości zapiętka
z podszewką obłożyny, korzystając z parku maszynowego pracowni. W przypadku, gdy
pracownia nie dysponuje zgrzewarką ćwiczenie wykonaj w zakładzie obuwniczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) przygotować stanowisko pracy,
3) sprawdzić stan techniczny zgrzewarki, ustawić odpowiednie parametry procesu
zgrzewania w zależności od użytych materiałów (w przypadku trudności należy poprosić
nauczyciela o pomoc),
4) sprawdzić stan techniczny i prawidłowość doboru elektrod do zgrzewania,
5) wykonać czynność zgrzewania,
6) ocenić wykonaną pracę,
7) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
zgrzewarka,
−
układ elektrod,
−
schemat procesu zgrzewania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
plansze obrazujące szwy zgrzewane,
−
elementy połączone metodą zgrzewania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wybierz wśród zgromadzonych próbek szwów zgrzewanych i szwów powstałych za
pomocą szycia te, których konstrukcje są do siebie najbardziej podobne. Uzasadnij wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dokonać analizy szwów zgrzewanych i szwów powstałych za pomocą szycia,
4) wybrać szwy o podobnych konstrukcjach,
5) uzasadnić pisemnie wybór,
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
próbki połączeń wykonanych za pomocą różnych szwów zgrzewanych i szwów
powstałych za pomocą szycia,
−
plansze obrazujące różne rodzaje szwów zgrzewanych i powstałych za pomocą szycia,
−
przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz
Tak
Nie
1) wymienić operacje technologiczne wykonywane za pomocą
zgrzewania?
2) scharakteryzować
dielektryki,
dipole
elektryczne
i
proces
polaryzacji?
3) wyjaśnić, jak zachowuje się dielektryk umieszczony między
płytkami naładowanego kondensatora?
4) wyjaśnić, w jaki sposób zachowują się dipole po doprowadzeniu do
okładzin kondensatora prądu o wielkiej częstotliwości ?
5) przedstawić kryterium doboru materiałów do zgrzewania?
6) wyjaśnić budowę urządzenia zgrzewającego?
7) dobrać elektrody do procesu zgrzewania?
8) określić parametry procesu zgrzewania i ich wpływ na jakość
procesu?
9) scharakteryzować szwy zgrzewane?
10) przedstawić
praktyczne
zastosowanie
metody
zgrzewania
w obuwnictwie?
11) scharakteryzować błędy procesu zgrzewania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4. Stosowanie
łączników
sztywnych
w
połączeniach
konstrukcyjnych i ozdobnych
4.4.1. Materiał nauczania
Łączniki sztywne stosowane są głównie przy łączeniu elementów spodowych,
ćwiekowaniu cholewek (gwoździe, śruby, kołki, klamry, teksy) oraz jako połączenia
pomocnicze i ozdobne elementów cholewki (nity, haki, uchwyty, guziki zatrzaskowe).
Łączniki sztywne są dostarczane do produkcji w dwu podstawowych postaciach:
−
jako wyroby gotowe o określonych kształtach i wymiarach w granicach dozwolonej
tolerancji (nity, śruby, teksy, gwoździe, haki, uchwyty, guziki),
−
jako półfabrykaty w kształcie drutu, taśmy, drutu gwintowanego, z których maszyna
odcina i formuje żądany element (klamerki, kołki, śruby).
Łączniki zakończone ostrzem (gwoździe, teksy) są wbijane do materiału pod wpływem
nacisku zewnętrznego. W pierwszej fazie następuje stłaczanie materiału, a po przekroczeniu
granicy wytrzymałości, naruszenie struktury materiału, bezpośrednio pod ostrzem łącznika.
Przy dalszym zagłębianiu materiał jest rozciągany. Powoduje to powstanie bezpośrednio przy
łączniku plastycznej i sprężystej deformacji łączonych materiałów.
Wytrzymałość połączenia za pomocą łącznika sztywnego można określić jako siłę
potrzebną do jego wyciągnięcia z materiału. Wytrzymałość ta jest zależna od średnicy
gwoździa (d), jego długości (l) pomniejszonej o wysokość ostrza (v), ciśnienia materiału (p)
i współczynnika tarcia (f). Można ją podwyższyć przez ryflowanie (nacinanie) trzonu
łącznika lub przez jego zanitowanie. Ryflowanie spowoduje zwiększenie współczynnika
tarcia, ponieważ przy rozdzielaniu złącza element łączący wykonuje dodatkową pracę
w miejscach występowania wgłębień. Zanitowanie natomiast jest możliwe tylko wtedy, gdy
łączniki przechodzą przez wszystkie warstwy łączonych elementów. Siły działające na
gwóźdź przedstawia rysunek 23.
Rys. 23. Siły działające na gwóźdź
[4, s. 238].
Rys. 24. Łączenie elementów za pomocą kołków drewnianych
[4, s. 240].
Przy łączeniu elementów za pomocą kołków drewnianych nie ma możliwości
bezpośredniego wbicia ich do materiału, ponieważ opór materiału jest większy niż
wytrzymałość kołka na zginanie. Dlatego przed wbiciem kołka do materiału wykonuje się
otwór za pomocą nakłuwaka o przekroju mniejszym od łącznika. Podczas zagłębiania
elementu do otworu następuje rozciąganie łączonych materiałów. Powstaje wtedy deformacja
sprężysta, która wywiera nacisk na powierzchnię kołka, czyniąc połączenie trwałym
i wytrzymałym (rys. 24).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Do łączenia elementów za pomocą łączników, wykonanych z drutu stosuje się maszyny,
które oprócz urządzenia wbijającego mają urządzenie tnące drut i formujące klamerkę.
Wielkość siły i praca niezbędne do pokonania oporów przeciwko wnikaniu łącznika do
materiału są zależne od:
−
właściwości łączników (rodzaj łącznika, jego przekrój poprzeczny, kształt, wykończenie
powierzchni),
−
fizykomechanicznych właściwości łączonych materiałów (materiały twarde stawiają
większy opór),
−
wielkości zagłębienia łącznika do materiału.
Łączniki takie jak: nity, guziki zatrzaskowe, uchwyty, haki, sprzączki pełnią w obuwiu
funkcję ozdobną oraz mogą służyć jako połączenia pomocnicze, wspomagające połączenia
konstrukcyjne. Rzadko stanowią połączenia zasadnicze.
Np. połączenie obłożyny z przyszwą w obuwiu derbowym w miejscu rygielka
wykonanego za pomocą szycia może posiadać dodatkowe wzmocnienie w postaci nitu.
Zamocowany nit służy jako połączenie pomocnicze oraz pełni funkcję ozdobną.
Jako łączniki zasadnicze – konstrukcyjne można zastosować nity w obuwiu paskowym.
Paski cholewki połączone nitami nie wymagają połączenia szytego.
Tabela 2 Łączniki stosowane w cholewce [opracowanie własne].
Łączniki ozdobne oraz stosowane jako połączenia pomocnicze i zasadnicze
guzik zatrzaskowy:
a – średnica główki,
b – średnica dolnej części.
uchwyt:
a – wysokość,
b – szerokość.
sprzączka:
a – szerokość wnętrza
nit: →
A – średnica dolnej części
trzonu,
B - średnica górnej części
trzonu,
C – wysokość trzonu,
F – średnica dolnej części
główki,
E - średnica górnej części
główki
G – wysokość główki
hak:
a – wysokość,
b – szerokość.
Główne błędy występujące w procesie łączenia za pomocą łączników sztywnych:
−
nieprawidłowy dobór materiałów do łączenia (własności fizyko-mechaniczne),
−
niewłaściwy dobór łącznika (zbyt cienki, zbyt gruby, giętki, łamliwy),
−
nieprawidłowo przeprowadzony proces łączenia (ustawienie parametrów maszyny,
przeprowadzenie procesu zgodnie z założeniami technologicznymi, np. nakłucie otworów
przed kołkowaniem).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz łączniki sztywne stosowane do połączeń konstrukcyjnych?
2. Jakie znasz łączniki sztywne stosowane do połączeń pomocniczych i jako ozdoby?
3. W jakiej postaci mogą być dostarczane do produkcji łączniki sztywne?
4. W jaki sposób odbywa się wbijanie do materiału łączników zakończonych ostrzem?
5. W jaki sposób można zwiększyć wytrzymałość połączenia za pomocą łącznika
sztywnego?
6. Kiedy możliwe jest nitowanie elementów?
7. W jaki sposób odbywa się połączenie elementów za pomocą kołków drewnianych?
8. Od jakich czynników zależy wielkość siły i praca niezbędna do pokonania oporów
przeciwko wnikaniu łącznika do materiału?
9. Jakie znasz łączniki ozdobne oraz stosowane jako połączenia pomocnicze?
10. Jakie błędy mogą wystąpić przy łączeniu za pomocą łączników sztywnych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wybierz wśród zbioru łączników sztywnych te, które pełnią wyłącznie funkcję ozdobną
i pokaż ewentualne miejsca zastosowania ich w cholewce otrzymanej od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) ze zbioru łączników wybrać te, które pełnią wyłącznie funkcję ozdobną,
4) wskazać miejsca zastosowania ich w cholewce otrzymanej od nauczyciela,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
uszyte cholewki, zbiór łączników sztywnych,
−
plansze obrazujące dopuszczalne miejsca montażu łączników w cholewce,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj czynność nitowania cholewki otrzymanej od nauczyciela, korzystając
z urządzeń i narzędzi znajdujących się w pracowni. W przypadku, gdy pracownia nie
dysponuje nitownicą ćwiczenie wykonaj w zakładzie obuwniczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) sprawdzić stan techniczny nitownicy,
4) dobrać nity uwzględniając ich wielkość i kolorystykę,
5) wykonać czynność nitowania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
komplet nitów w różnych kolorach i wielkościach,
−
nitownica, instrukcja obsługi nitownicy,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Odszukaj w Internecie informacje na temat łączników sztywnych stosowanych
w obuwnictwie. Wybierz te informacje, które dotyczą łączników mogących znaleźć
zastosowanie w łączeniu elementów cholewki lub pełniących funkcję ozdobną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) odszukać w Internecie wiadomości dotyczące łączników sztywnych stosowanych
w obuwnictwie,
3) wybrać informacje dotyczące treści ćwiczenia,
4) skopiować wiadomości związane z treścią ćwiczenia,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
komputer z możliwością dostępu do Internetu,
−
przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić łączniki sztywne stosowane w obuwiu?
2) scharakteryzować
sposób
wbijania
do
materiału
łączników
zakończonych ostrzem?
3) scharakteryzować sposób połączenia elementów za pomocą kołków
drewnianych?
4) określić sposób zwiększenia wytrzymałości połączenia za pomocą
łącznika sztywnego?
5) wymienić czynniki, od których zależy wielkość siły i praca niezbędna
do pokonania oporów przeciwko wnikaniu łącznika do materiału?
6) wymienić łączniki ozdobne i stosowane jako połączenia pomocnicze?
7) scharakteryzować błędy procesu łączenia za pomocą łączników
sztywnych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to pytania wielokrotnego wyboru:
1÷14 z poziomu podstawowego i 15÷20 z poziomu ponadpodstawowego (te mogą
przysporzyć Ci trudności, gdyż są one na poziomie wyższym niż pozostałe).
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za poprawną.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
10. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 45 minut.
Powodzenia!
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
ZESTAW ZADAŃ TESTOWYCH
1. Odległość powstała w wyniku dwóch kolejnych nakłuć materiału przez igłę nazywana jest
a)
szwem.
b) ściegiem.
c)
połączeniem.
d) wykończeniem.
2. Ścieg zygzakowy łączy
a) dwa elementy ułożone stronami zewnętrznymi do siebie.
b) dwa elementy ułożone stronami wewnętrznymi do siebie.
c) dwa elementy ułożone na styk.
d) dwa elementy nie stykające się.
3. Igła składa się z trzech podstawowych części:
a) trzpienia, kolby, ostrza.
b) kolby, trzonu, ostrza.
c) główki, trzonu, ostrza.
d) główki, kolby, ostrza.
4. Rowki umieszczone na trzonie igły
a)
ułatwiają przekłuwanie materiału, a rowek długi decyduje o grubości nici.
b)
chronią nić w czasie szycia przed przetarciem, a rowek krótki dodatkowo umożliwia
tworzenie pętli nici górnej.
c)
chronią nić w czasie szycia przed przetarciem, a rowek długi dodatkowo umożliwia
tworzenie pętli nici dolnej.
d)
decydują o rodzaju zastosowanego ściegu.
5. Naprężenie nici dolnej reguluje się
a) w mechanizmie przyciągacza nici.
b) w mechanizmie igielnicy za pomocą pokrętła.
c) na talerzykowym naprężaczu za pomocą nakrętki.
d) wkrętem na bębenku.
6. Wzajemne oddziaływanie cząsteczek we wnętrzu błony klejowej określane jest jako
a) klejenie.
b) przyleganie.
c) kohezja.
d) adhezja.
7. Klej o zbyt dużej lepkości
a) łatwo wnika w głąb materiału.
b) nie wnika w głąb materiału.
c) tworzy ciągłą powierzchnię warstwy klejowej.
d) łatwo zwilża materiał.
8. Masa klejowa jest to
a) masa kleju użytego do klejenia.
b) mieszanina różnych klejów przygotowana w zależności od klejonych materiałów.
c) mieszanina kleju i substancji pomocniczych przygotowana bezpośrednio przed
klejeniem.
d) masa substancji klejowych użytych do klejenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
9. Zespół czynności składający się na uzyskanie połączenia dwu lub kilku elementów za
pomocą kleju określany jest jako
a) specyfika klejenia.
b) sposób klejenia.
c) rodzaj klejenia.
d) technologia klejenia.
10. W produkcji obuwia połączenia klejowe można podzielić na
a) podstawowe i uzupełniające.
b) podstawowe i pomocnicze.
c) własne i uzupełniające.
d) pośrednie i pomocnicze.
11. Łączenie elementów prądami wielkiej częstotliwości nazywane jest
a) polaryzacją.
b) elektrozgrzewaniem.
c) łączeniem elektrycznym.
d) zgrzewaniem pojemnościowym.
12. Dipol elektryczny jest to
a) układ dwóch ładunków o różnej wartości i o przeciwnych znakach.
b) układ dwóch ładunków o jednakowej wartości i o przeciwnych znakach.
c) układ dwóch ładunków o jednakowej wartości i o takich samych znakach.
d) układ dwóch ładunków o różnej wartości i o jednakowych znakach.
13. Zakresy prądów wielkiej częstotliwości dopuszczalne do stosowania w przemyśle
obuwniczym noszą nazwę zakresów
a) przemysłowych.
b) technicznych.
c) obuwniczych.
d) zgrzewalnych.
14. Połączenie elementów za pomocą nitów możliwe jest tylko wtedy, gdy łącznik
a) jest prawidłowo zaostrzony.
b) przechodzi przez jedną z łączonych warstw.
c) łączy elementy skórzane.
d) przechodzi przez wszystkie warstwy łączonych elementów.
15. Przy prawidłowo wykonanym ściegu zwartym
a) pętla nici górnej z pętlą nici dolnej krzyżują się w środku zszywanych materiałów.
b) pętla nici górnej z pętlą nici dolnej krzyżują się na dolnej stronie zszywanych
materiałów.
c) pętla nici górnej z pętlą nici dolnej krzyżują się na górnej stronie zszywanych
materiałów.
d) pętla nici górnej z pętlą nici dolnej nie krzyżują się w czasie szycia.
16. Szew obszywany przeznaczony jest do połączenia
a)
noska z przyszwą.
b) tylnika z obłożyną.
c)
wierzchu cholewki z podszewką.
d) zapiętka z podszewka obłożyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
17. Profil okrągły ostrza igły przeznaczony jest do łączenia elementów
a) skórzanych szwem zszywanym.
b) grubszych skór, np. juchtów.
c) elementów skórzanych, z wyjątkiem szycia szwem zszywanym.
d) z tkanin i tworzyw skóropodobnych i naszywania lamówki francuskiej.
18. Nić jest prawidłowo dobrana do grubości igły, gdy
a) wypełni całkowicie rowek długi i da się przez niego przeciągać.
b) jest luźno ułożona w rowku długim.
c) nie mieści się w rowku długim.
d) nie wypełnia otworu w szytym materiale.
19. Szybkość ogrzewania się materiału i ilość wytwarzanego ciepła w dielektryku zależy od
a) niezmienności znaków na okładzinach kondensatora.
b) ilości ciepła w otoczeniu kondensatora.
c) częstotliwości zmian znaków ładunków na okładzinach kondensatora.
d) rodzaju generatora.
20. Do łączenia zapiętka z podszewką obłożyny metodą zgrzewania najlepiej jest zastosować
szew
a) płaski czołowy wzmocniony.
b) płaski czołowy.
c) na zakładkę.
d) płaski tępy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Łączenie elementów wierzchu obuwia
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I WSiP,
Warszawa 1979
2. Christ J.W.: Obuwnictwo. WPLIS, Warszawa 1965
3. Grabkowski M.: Obuwnictwo, Podręcznik dla ZSZ. WSiP, Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia t I, Politechnika Radomska, Radom 2000
5. Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Wyższej Szkoły
Inżynierskiej w Radomiu, Radom 1982
6. Liszka R., Rerutkiewicz J., Uliasz H.: Cholewkarstwo. WSiP, Warszawa 1996
Czasopisma fachowe:
– Przegląd Skórzany (wydania archiwalne),
– Katalogi mody i żurnale,
– Świat Butów (wydania archiwalne i numery bieżące).
Normy:
PN-69/P-84502 „Wyroby szyte. Ściegi. Nazwy i oznaczenia”
PN-69/P-84501 „Wyroby szyte. Szwy. Nazwy i oznaczenia”
Strona Internetowa
– http.//WWW.bochemia.com.pl/
– http.//WWW.metaloplast.com.pl/
Wyszukiwarka
Podobne podstrony:
obuwnik 744[02] z4 01 n
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] z5 01 n
obuwnik 744[02] z4 02 u
obuwnik 744[02] o2 01 n
obuwnik 744[02] z1 01 n
obuwnik 744[02] z4 03 n
obuwnik 744[02] z3 01 n
obuwnik 744[02] o2 01 u
obuwnik 744[02] z4 02 n
obuwnik 744[02] z5 01 u
obuwnik 744[02] z1 01 u
obuwnik 744[02] z2 01 u
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] z5 01 n
więcej podobnych podstron