Kamil Zuber
Fizyka Ciała Stałego, WFiIS, AGH
Kraków, 2007
Obróbka powierzchni półprzewodników
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 1
Wstęp
Trudno jest sobie wyobrazić codzienność bez obecności materiałów półprzewodnikowych. Są one
stosowane prawie w każdym aspekcie naszego życia. Możemy je spotkać pod postacią podzespołów
układów elektronicznych i elektrotechnicznych, mikromaszyn i różnego rodzaju czujników. Ich
wytwarzanie jest niezwykle ciekawym połączeniem nanotechnologii i inżynierii materiałowej. Dla
wytwarzania tego typu materiałów na masową skalę kluczową rolę mają metody obróbki ich
powierzchni. W niniejszej pracy zostaną omówione podstawowe metody obróbki wraz z ich
zastosowaniami. Począwszy od technik usuwania materiału - trawienia, litografii skończywszy na
metodach polegających na tworzeniu nowych warstw: utlenianiu, epitaksji i metodach naparowania
próżniowego.
1.
Trawienie
Trawienie jest metodą usuwania materiału z powierzchni za pomocą reaktywnej cieczy lub gazu
unoszących następnie materiał podłoża. Pozwala ona na usunięcie stosunkowo dużej ilości materiału
w krótkim czasie. Ze względu na zastosowaną substancję roboczą wyróżniamy trawienie suche i
trawienie mokre.
1.1.
Trawienie mokre
Trawienie mokre jest metodą służącą do usuwania materiału z dużych powierzchni
półprzewodnika przy pomocy kwasów i ługów. Najczęściej stosowaną cieczą stosowaną do trawienia
krzemu jest wodorowęglan potasu KOH. Maski służące do otrzymywania określonych kształtów
materiału półprzewodnikowego wytwarzane są z SiO
2
oraz Si
3
N
4
. Z kolei aby usunąć maski
wytworzone na krzemie, stosuje się roztwór BHF (Buffered HF) o składzie HF:H
2
O:NH
4
F=1:6:4.
Czystego kwasu fluorowodorowego nie używa się prawie nigdy ze względu na jego bardzo dużą
reaktywność. Głównymi cechami procesu trawienia mokrego są jego selektywność i kierunkowość.
Selektywność jest związana z różną szybkością reakcji substancji trawiącej z różnymi materiałami
znajdującymi się na powierzchni półprzewodnika – i tak podczas trawienia krzemu oraz tlenku
krzemu 10-molowym roztworem KOH w temperaturze 80
0
C
różnice w prędkości trawienia wynoszą V
Si
:V
SiO2
=250:1,
natomiast dla roztworu NHA (HNO
3
:HF:CH
3
COOH=25:3:10) o
temperaturze 20
0
C V
Si
:V
SiO2
=25:1
[5]
. Selektywność trawienia
wykorzystywana jest przy tworzeniu masek chroniących
partie materiału przed wpływem środka trawiącego. Drugą
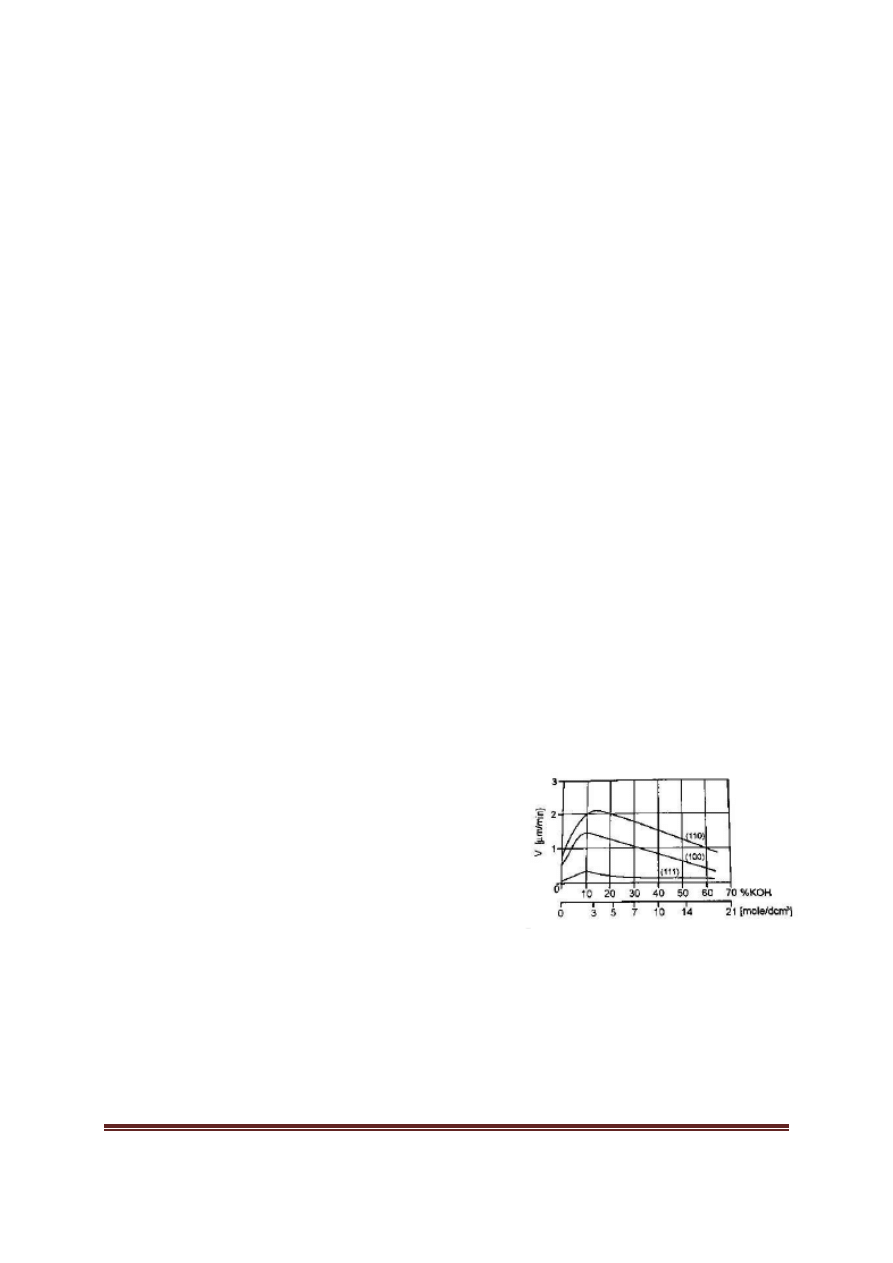
ważną cechą jest kierunkowość. Jest ona związana z różną
energią powierzchniową dla różnych rodzin płaszczyzn, co
ma związek z ilością sąsiadów w płaszczyźnie i odległością
od sąsiadów. Dla 40% roztworu KOH w alkoholu
izopropylowym przy 80
0
C dla odpowiednich rodzin płaszczyzn mamy V
<100>
=6000Å/min, V
<110>
=1000
Å/min, V
<111>
=60 Å/min. Na proces trawienia podstawowy wpływ mają skład kąpieli, temperatura
cieczy trawiącej i czas procesu. Możliwe do realizacji jest również izotropowe trawienie mokre –
wymaga ono jednak specjalnych roztworów – głównie na bazie HF.
Rys.1. Wpływ temperatury i orientacji
sieci na szybkość trawienia [1]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 2
1.2.
Trawienie suche
W procesie trawienia suchego substancją roboczą jest gaz szlachetny, gaz aktywny
chemicznie lub wiązka jonów. W procesie trawienia suchego główną rolę odgrywają procesy fizyczne
–
wybijanie
atomów
półprze-
wodnika
wysokoenergetycznymi
cząstkami
gazu
oraz
procesy
chemiczne – reakcja wolnych
rodników z materiałem trawionym i
ich przejście do fazy gazowej
1
. W
zależności od użytego gazu, proces
ten możemy podzielić na trawienie
plazmowe
(Plasma
Etching)
i
reaktywne trawienie jonowe (Reactive Ion Etching). W procesie reaktywnego trawienia jonowego
energie jonów są dość duże – dochodzą nawet do 50eV i główną rolę odgrywają procesy fizyczne.
Dzięki temu proces trawienia jest bardziej izotropowy i mniej selektywny. Z kolei podczas trawienia
plazmowego większą rolę odgrywają procesy chemiczne. Daje to większą anizotropię i selektywność
jak również większą szybkość procesu trawienia – rzędu 10
µ
m/min w przypadku krzemu trawionego
CF
4
. Dzięki możliwości ukierunkowania wiązki jonów metodą tą można otrzymywać elementy o
rozdzielczości nawet 100nm. Poza formowaniem materiału metoda suchego trawienia jest również
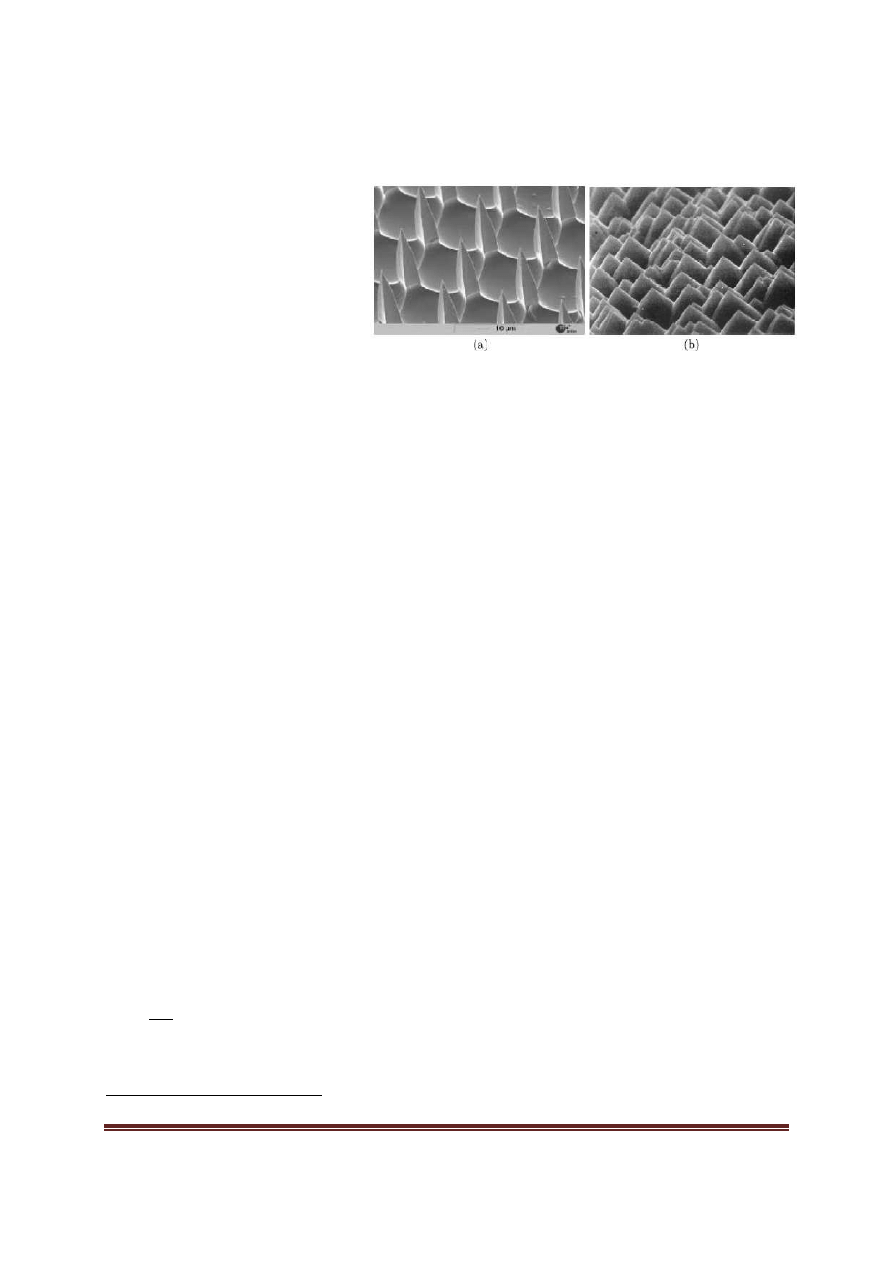
wykorzystywana do jego czyszczenia. W przypadku trawienia metodą suchą dużych powierzchni
krzemu występuje efekt zwany trawą – widoczny na rys. 2a. Objawia się on pozostaniem na
powierzchni po trawieniu kolumnowych struktur, które wpływają na kolor materiału – otrzymujemy
wtedy tzw. czarny krzem.
2.
Litografia
Wspólną cechą metod litograficznych jest wykorzystanie selektywności trawienia różnych
substancji w celu otrzymywania powtarzalnych wzorów na powierzchni półprzewodnika. W tym celu
tworzone są maski osłaniające część materiału podczas naświetlania promieniami zmieniającymi
właściwości materiału. Następnie naświetlona płytka poddawana jest trawieniu w wyniku czego
usuwana jest część materiału odsłaniając wzór na płytce będącym obrazem maski zastosowanej przy
naświetlaniu.
2.1.
Fotolitografia
Fotolitografia jest procesem który służy obecnie do wytwarzania większości układów scalonych
wysokiego stopnia integracji. Jej główną zaletą jest możliwość powielania wzorca układu wielokrotnie
w krótkim czasie. Najważniejszymi parametrami w procesie fotolitografii są długość fali użytej do
naświetlania i odległość naświetlanej płytki od maski. W pierwszym przybliżeniu wymiar
najmniejszego elementu powstałego w danym procesie możemy przybliżyć przez wymiar krytyczny
ܥܦ ൌ
ఒ
ଶே
ಲ
gdzie λ to długość fali, natomiast N
A
– apertura układu optycznego. W klasycznej
fotolitografii fotorezyst naświetlany jest promieniami UV. Wraz ze zmniejszaniem się rozmiarów
elementów coraz większą rolę odgrywają zanieczyszczenia mogące w procesie litografii doprowadzić
1
Przykładowo – podczas trawienia krzemu czterofluorkiem węgla: CF
4
+e→CF
3
*+F*+e ; Si+4F*→SiF
4
Rys.2. Tekstura krzemu poddanego trawieniu suchemu (a) i mokremu (b) [3]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 3
do przecinania ścieżek bądź powstawania porów. Ponadto wykonywanie kilkuwarstwowych masek
wymaga precyzyjnego ich dopasowywania. Istnieją dwa podstawowe sposoby wytwarzania układów
scalonych metodą fotolitografii . W metodzie substraktywnej najpierw nanosi się warstwę która
będzie tworzyć nasze struktury, a następnie warstwę fotorezystu, który stanowi maskę w procesie
trawienia. W metodzie addytywnej na wytworzoną w procesie litografii strukturę nanosi się warstwę
która ma być częścią układu. Warstwa ta jest na tyle cienka, że gdy zastosujemy substancję trawiącą
strukturę litograficzną, ta odrywa się wraz z naniesioną warstwą pozostawiając materiał jedynie w
pustych przestrzeniach gdzie jej nie
było.
Metody fotolitografii możemy podzielić
na dwa rodzaje – litografię pozytywową
i negatywową. Różnią się one sposobem
przetwarzania fotorezystu będącego
najczęściej polimerem (PMMA, miesza-
nina
DNQ+Nowolak
lub
żywica
epoksydowa
SU-8)
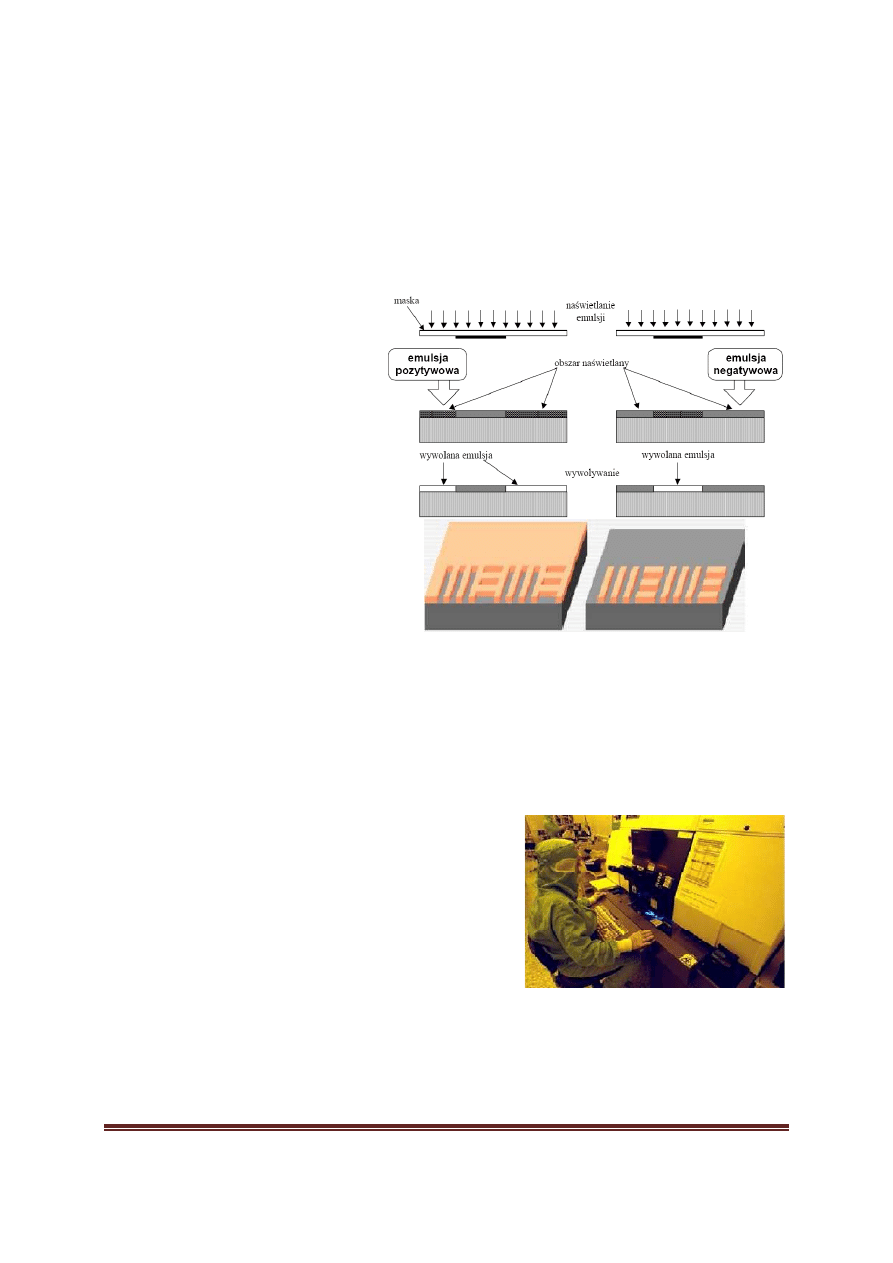
W
metodzie
pozytywowej po naświetleniu polimeru
przez
maskę
następuje
jego
dekompozycja wskutek czego staje się
on bardziej rozpuszczalny w trawiącej
substancji. Po naświetlaniu następuje
proces wywoływania rozpuszczalnikiem
wskutek czego otrzymujemy obraz
maski. Głównymi zaletami fotolitografii pozytywowej są wysoka rozdzielczość, odporność na
działanie plazmy niektórych fotorezystów użytych w procesie oraz użycie rozpuszczalników opartych
na roztworach wodnych. Wadami metody są nie najlepsza adhezja, słaba fotoczułość i cena wyższa
od fotolitografii negatywowej. W fotolitografii negatywowej pod wpływem promieniowania
następuje utwardzanie polimeru. Pod wpływem rozpuszczalnika usuwana jest pozostała część
fotorezystu i otrzymujemy obraz negatywu maski. Głównymi zaletami są wysoka fotoczułość, dobra
adhezja do podłoży, większa odporność chemiczna oraz
niski koszt. Z kolei głównymi wadami są gorsza
rozdzielczość od metody pozytywowej, stosowanie
toksycznych wywoływaczy oraz zwiększanie objętości w
trakcie wywoływania.
Maski stosowane w klasycznej fotolitografii są to płytki
szklane z naniesionym wzorem w postaci emulsji
metalowej. W procesie naświetlania (rys. układu
optycznego do naświetlania przedstawiono na stronie
tytułowej) maska musi być idealnie równolegle ustawiona
do powierzchni wafera. Maska może również leżeć
bezpośrednio na płytce (tryb kontaktowy) – wtedy wzór
Rys.3. Fotolitografia pozytywowa i negatywowa[8],[1]
Rys.4. Ze względu na stosowanie warstw
fotorezystywnych konieczne jest usunięcie
pasma powyżej fioletu z oświetlenia w
pomieszczeniach gdzie zachodzi proces – jest to
tzw. Yellow room [1]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 4
przenoszony jest w skali 1:1. W pozostałych przypadkach najczęściej stosuje się odwzorowanie 5:1,
10:1 (tryb projekcyjny). Dzięki tej metodzie rozdzielczość klasycznej fotolitografii sięga około 2
µ
m.
2.2.
Litografia Rentgenowska, LIGA
Kolejną z metod litograficznych jest Litografia Rentgenowska będąca częścią metody LIGA -
niemieckiego
akronimu
X-ray
Lithographie,
Galvanoformung
(galwanizacja),
Abformung
(formowanie). Stosowanie promieniowania rentgenowskiego sprawia, że konieczne jest stosowanie
innych materiałów w procesie litografii. Jako że nie jest możliwe stosowanie normalnych soczewek
do skupiania promieniowania X (można to zrobić jedynie soczewkami Fresnela) w litografii
rentgenowskiej stosuje się tylko tryb kontaktowy lub zbliżeniowy (odwzorowanie 1:1). Źródłem
promieniowania jest lampa rentgenowska, jednak ze względu na wymagane duże natężenie
promieniowania częściej stosuje się źródło synchrotronowe. Jako maski stosuje się warstwy złota lub
wolframu o grubości ok. 200nm napylonych na substrat z krzemu, azotku krzemu lub węglika krzemu
o grubości 1-2
µ
m. Pierwszym etapem metody LIGA jest właśnie litografia rentgenowska – warstwę
fotorezystu – najczęściej z PMMA (Polimetakrylan metylu) poddaje się działaniu promieni
rentgenowskich. Po usunięciu naświetlonego materiału wypełnia się luki metalem w procesie
galwanizacji. Ostatnim etapem jest usunięcie za pomocą innego rozpuszczalnika formy z PMMA.
Metoda ta pozwala na uzyskanie struktur o wielkości nawet 20nm. Podstawową zaletą metody, poza
dużą rozdzielczością jest to, że zanieczyszczenia organiczne nie mają tak dużego wpływu na jakość
struktur jak w przypadku fotolitografii UV. Niestety metoda ta jest droga i wymaga stosowania
trudnych do wykonania masek.
2.3.
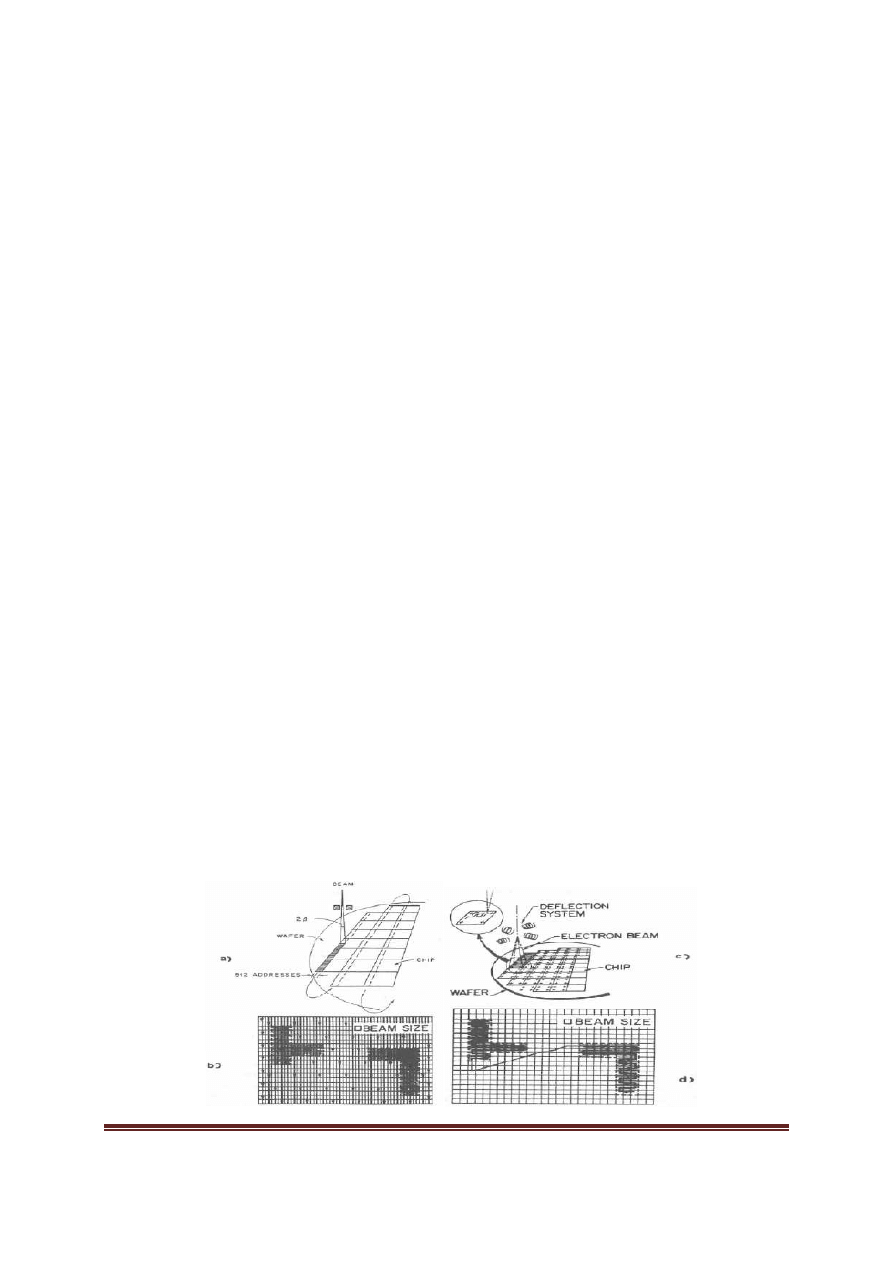
Litografia elektronowa
Inną metodą zaliczaną do litografii, jest litografia elektronowa. Polega ona na bezpośrednim
naświetlaniu wiązką elektronów powierzchni półprzewodnika pokrytej fotorezystem. Zamiast
wykorzystywania masek do otrzymania odpowiednich wzorów steruje się bezpośrednio wiązką
elektronów poprzez zmianę prądu w odpowiednich soczewkach elektromagnetycznych. Układ do
litografii elektronowej jest podobny w swojej budowie do mikroskopu skaningowego, a napięcia
przyspieszające znajdują się w zakresie 200V – 30kV. Do naświetlania fotorezystu stosuje się dwie
podstawowe metody: naświetlanie rastrowe i wektorowe. W przypadku naświetlania rastrowego
półprzewodnik z naniesionym fotorezystem naświetlany jest punkt po punkcie wiązką o zmiennej
szerokości. W przypadku naświetlania wektorowego wiązka o stałej szerokości przemiata
powierzchnię półprzewodnika. Dzięki tej metodzie możemy uzyskać struktury o rozdzielczości 0,1
µ
m.
Rys. 5. Naświetlanie rastrowe – po lewej i wektorowe – po prawej [7]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 5
2.4.
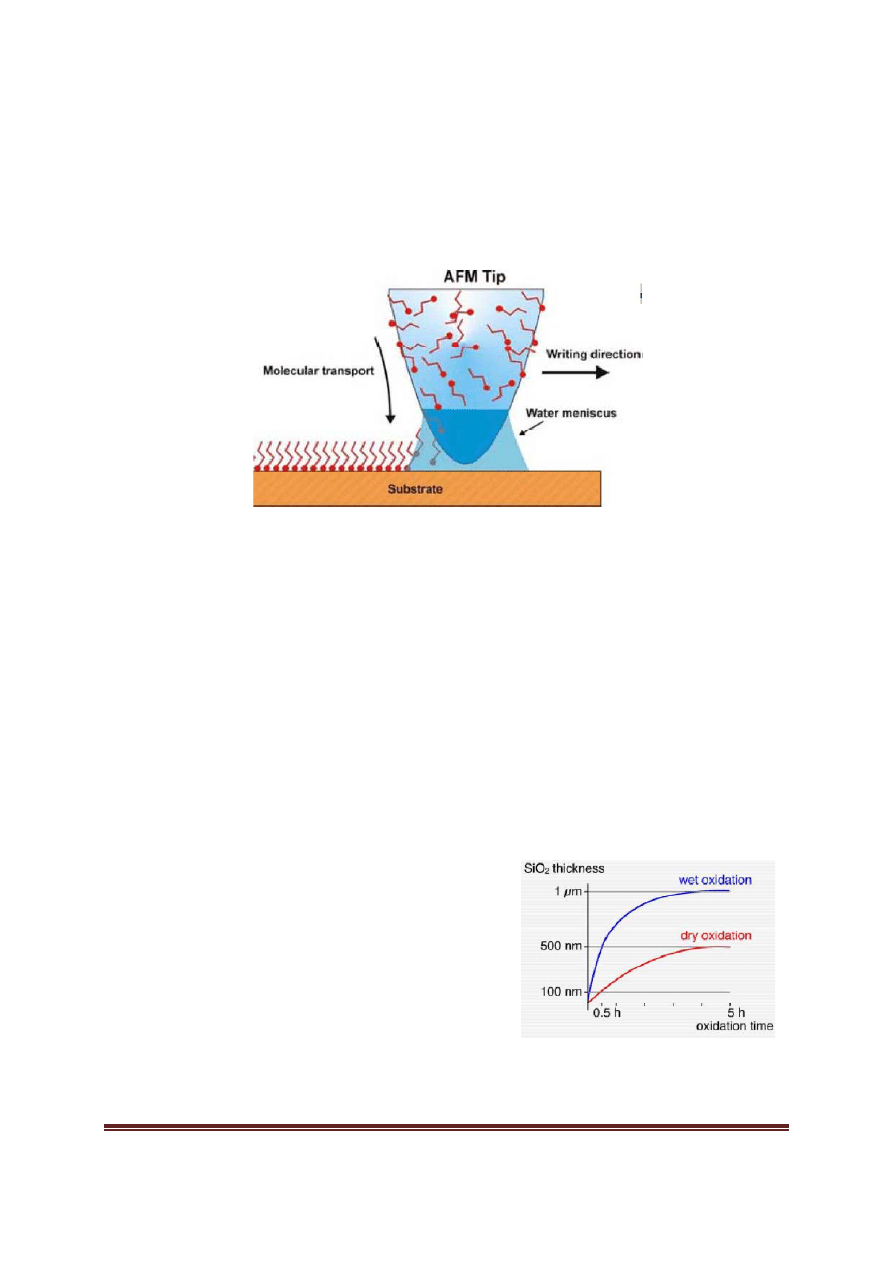
Nanolitografia
Jedną z ciekawszych metod litograficznych jest nanolitografia. Podobnie jak litografia elektronowa
jest ona metodą bezpośrednią. Po nałożeniu warstwy roztworu polimeru i jego wyschnięciu, po
powierzchni próbki przemieszcza się igłę AFM (mikroskopu sił atomowych). Igła ta unosi ze sobą
miniaturową kropelkę wody i zeskrobuje materiał tworząc na jego powierzchni struktury o
rozdzielczości dochodzącej do 10nm.
Rys. 6. Igła AFM zbierająca warstwę polimeru [2]
3.
Utlenianie
Wytwarzanie warstw tlenku jest bardzo ważnym procesem technologicznym w mikroelektronice.
To właśnie dzięki stabilności i łatwości wytworzenia warstw SiO
2
krzem wyparł w komercyjnych
zastosowaniach german. W zależności od grubości, warstwy SiO
2
mają różne zastosowania. Cieńsze
warstwy – ok. 10nm wykorzystywane są w tranzystorach MOSFET. Warstwy grubsze – ok. 1
µ
m
stosowane są jako warstwy izolacyjne pomiędzy różnymi układami na powierzchni wafera. Warstwy
tlenku wykorzystywane są również jako maski i warstwy ochronne w procesie trawienia. Ze względu
na rodzaj reagentów proces utleniania dzieli się na utlenianie mokre i suche.
3.1.
Utlenianie suche
Najprostszą realizacją metody trawienia suchego jest ogrzewanie w atmosferze czynnika
utleniającego. Jako gazy utleniające stosuje się czysty tlen lub nadtlenek azotu co prowadzi do reakcji
Si + O
2
→ SiO
2
oraz Si +2N
2
O→ SiO
2
+2N
2
. Otrzymywana w
ten sposób warstwa tlenku rośnie powoli, jednak jest
bardzo jednorodna i posiada mało defektów na
powierzchni tlenek krzemu – krzem. Warstwa ta ma
również niewielki ładunek na powierzchni co oznacza, że
jest dobrym materiałem na warstwę dielektryka w
tranzystorze MOS. W trakcie utleniania warstwa graniczna
SiO
2
-Si przesuwa się wgłąb struktury. Jednocześnie
warstwa SiO
2
zaczyna wyrastać ponad powierzchnię – 44%
z całkowitej grubości warstwy znajduje się ponad
powierzchnią krzemu. To sprawia, że powolny wzrost warstwy przyczynia się jednocześnie do
Rys. 7. Porównanie wzrostu warstwy SiO
2
dla
suchego i mokrego trawienia w stałej temp. [1]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 6
wprowadzenia mniejszej ilości defektów. Ponadto w
trakcie utleniania zwiększa się grubość SiO
2
co
spowalnia cały proces gdyż tlen musi migrować
wgłąb warstwy aby przereagować z krzemem.
Przyczyną
tego
jest
również
występowanie
maksymalnej grubości warstwy – powyżej pewnej
wartości tlen nie jest już w stanie przeniknąć przez
warstwę SiO
2
.
3.2.
Utlenianie mokre
Utlenianie mokre zachodzi w obecności pary wodnej oraz tlenu. Zachodzą wtedy reakcje
Si + O
2
→ SiO
2
oraz Si +2H
2
O → SiO
2
+2H
2
. Jak łatwo zauważyć w procesie tym wytwarzana jest duża
ilość wodoru. Gaz ten wnika w strukturę krzemu oraz tlenku krzemu wprowadzając dużo defektów.
Jednak największą zaletą metody jest szybki wzrost oraz uzyskiwanie dwukrotnie grubszych warstw
SiO2 w porównaniu do utleniania suchego (dla mokrego otrzymujemy warstwy 1-2
µ
m podczas gdy w
utlenianiu suchym – maksymalnie 0,2- 0,5
µ
m).
4.
Oczyszczanie powierzchni
Mówiąc o metodach obróbki powierzchni nie można zapomnieć również o metodach jej
oczyszczania. W technologii mikroelektronicznej już od samego początku wymagana jest wysoka
klasa czystości wszystkich elementów składowych. Sam monokryształ krzemu wytwarzany w procesie
Czochralskiego ma czystość nawet 99,999999999%. Każde zanieczyszczenie powierzchni przy
budowie układów VLSI może doprowadzić do błędów przy jego wytwarzaniu podczas procesów
litografii bądź nanoszenia cienkich warstw. Same zanieczyszczenia i ich przyczyny powstawania
najczęściej związane są z procesem przetwarzania czystych waferów oraz z czystością otoczenia tego
procesu. Zasadniczo zanieczyszczenia możemy podzielić na organiczne – głównie jest to kurz i
pozostałości fotorezystu, zanieczyszczenia metalami pochodzą z aparatury oraz z procesów trawienia
i implantacji jonów. Ponadto dość groźny może być tlen zawarty w wodzie używanej do płukania i
pochodzący z pary wodnej w zawilgoconym otoczeniu. Najczęstszym sposobem oczyszczania
powierzchni krzemu jest dwuetapowy proces RCA opracowany w 1960 roku przez Kern`a. Pierwszy
etap SC-1 (Standard clearing 1) polega na czyszczeniu roztworem NH
4
OH-H
2
O
2
-H
2
O o składzie 1:1:5
do 1:2:7 w temperaturze 70-80
0
C. Wysokie pH tego roztworu bardzo dobrze czyści zanieczyszczenia
pochodzenia organicznego. W drugim etapie SC-2 płytkę poddaje się działaniu roztworu HCl-H
2
O
2
-
H
2
O o składzie 1:1:6 do 1:2:8 w temperaturze 70-80
0
C. Z kolei niskie pH tego roztworu pomaga
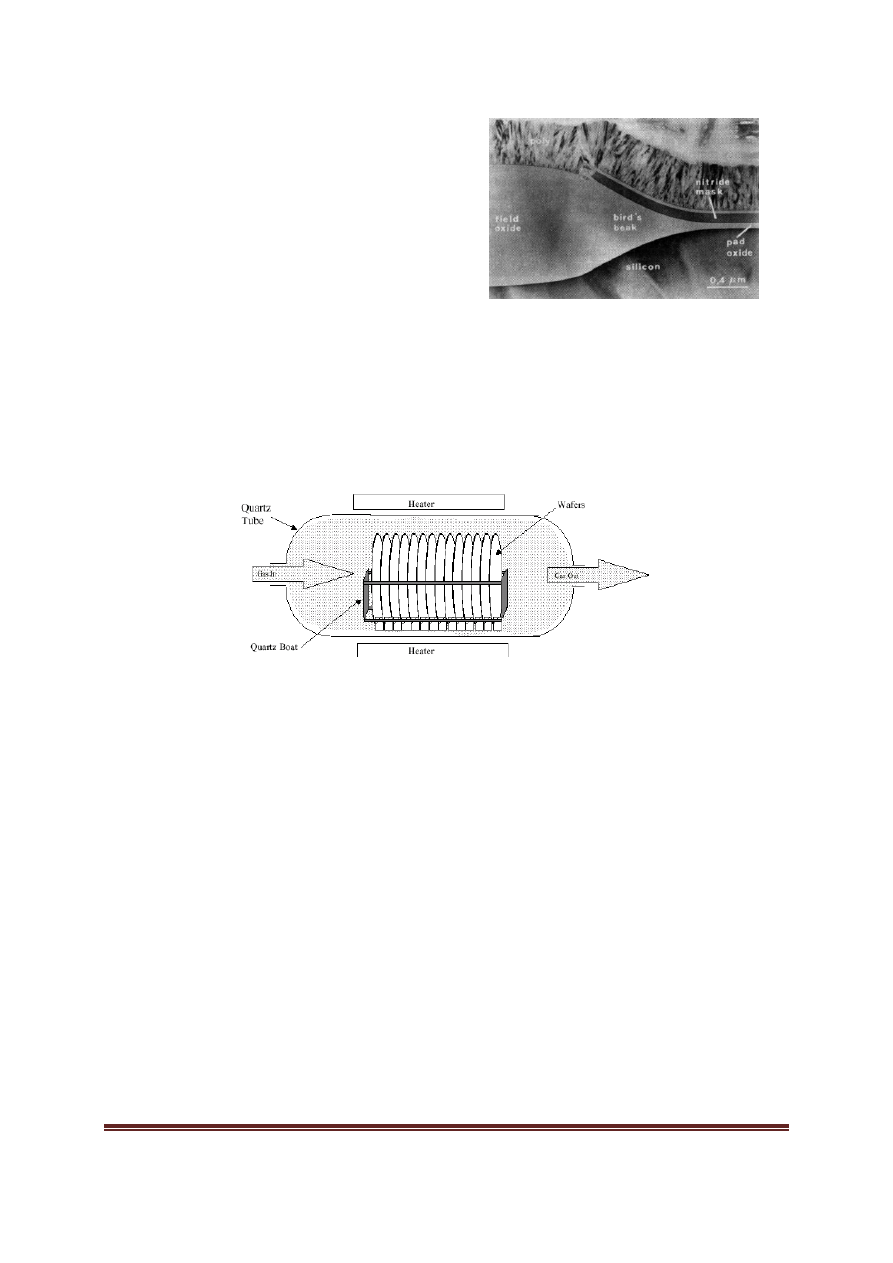
Rys. 8. Warstwa SiO
2
powstała w wyniku lokalnego
utleniania – widoczne zagnieżdżenie wgłąb struktury Si [11]
Rys. 9. Schemat układu do utleniania [2]

Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 7
usunąć zanieczyszczenia metaliczne. Aby usprawnić proces powszechnie stosuje się myjki
ultradźwiękowe powodujące drgania powierzchni płytki wymuszone falą o częstotliwości 800kHz i
odrywanie się od niej zanieczyszczeń. Cząsteczki tlenu z powierzchni usuwane są za pomocą roztworu
HF-H
2
O, poprzez wygrzewanie, bądź za pomocą plazmy Ar lub H
2
.
5.
Nanoszenie cienkich warstw
Dynamiczny rozwój elektroniki i zapotrzebowanie na elementy o coraz mniejszych rozmiarach i
nowych właściwościach przyczyniły się w ostatnich latach do dynamicznego rozwoju technologii
cienkowarstwowej. Właściwości fizyczne i chemiczne materiału w postaci cienkiej warstwy są
całkowicie inne niż dla litego materiału. Pozwoliło to na stworzenie ogromnej ilości nowych urządzeń
– od laserów i procesorów, po filtry na szybach, czy powłoki antykorozyjne.
5.1.
Epitaksja
Epitaksją nazywamy wytwarzanie monokrystalicznych warstw materiału na monokrystalicznym
podłożu. Jeżeli podłoże i warstwa są z tego samego materiału, mówimy o homoepitaksji.
Homoepitaksją nazywamy również proces nakładania warstw o takiej samej budowie krystalicznej i
podobnych właściwościach chemicznych. Gdy jednak nakładana warstwa różni się w jakiś sposób od
podłoża, proces nazywamy heteroepitaksją. Podstawowymi problemami w procesie wytwarzania
mającymi wpływ na jakość otrzymanej warstwy są – wspomniane już dopasowanie sieci
krystalicznych – w przypadku dużych różnic w stałych sieci na granicy podłoże – warstwa występują
duże naprężenia prowadzące do zdefektowania warstwy, nierównego jej wzrostu i słabej adhezji do
podłoża. W przypadku gdy musimy nałożyć warstwę o znacznej różnicy stałych sieciowych w
stosunku do podłoża należy stosować warstwy buforowe – amorficzne bądź o stałych sieciowych i
własnościach chemicznych o wartości pośrednich w stosunku do podłoża i warstwy. Innym
problemem jest orientacja krystaliczna warstwy. W przypadku cienkich warstw energia
powierzchniowa zależy również od orientacji warstwy i gdy podłoże jest źle zorientowane, nanoszona
warstwa będzie dążyła do minimalizacji energii powierzchniowej co będzie wprowadzało sporo
defektów. Innym problemem jest występowanie różnicy współczynnika rozszerzalności cieplnej
podłoża i warstwy – gdy będziemy w takim przypadku ogrzewali podłoże na skutek powstałych
naprężeń może dojść nawet do oderwania się warstwy.
5.2.
Praktyczna realizacja
5.2.1.
CVD
Cechą wspólną wszystkich metod z rodziny CVD
(Chemical Vapour Deposition) jest wytwarzanie cienkiej
warstwy poprzez osadzanie materiału powstałego na
skutek reakcji reagentów w fazie gazowej w komorze
reakcyjnej
(homogeniczne)
bądź
bezpośrednio
na
powierzchni podłoża (heterogeniczne). Największą zaletą
metod CVD jest otrzymywanie czystego chemicznie
materiału na podłożu. Metoda ta umożliwia również
otrzymywanie warstw materiałów, które niemożliwe byłyby
Rys. 10. Aparatura do nanoszenia warstw metodą
MOCVD [13]
Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 8
do naniesienia w inny sposób ze względu na rozkład termiczny bądź bardzo wysokie temperatury
topnienia (w przypadku niektórych związków – w szczególności ceramicznych w ogóle nie ma temp.
topnienia – materiał sublimuje w bardzo małym stopniu i rozkłada się termicznie). Istnieje kilka
odmian metody CVD: MOCVD (Metal Organic CVD) – polegają one na wykorzystaniu substancji
organicznych – najczęściej metanu lub etanu do transportu reagentów na podłoże. Przebiegają one w
następujący sposób: A(CH
3
)
3
+ BH
3
→ AB + CH
4
– dla metanu A(C
2
H
5
)
3
+ BH
3
→AB + C
2
H
6
– dla etanu.
Do innych odmian należą LPCVD (Low Pressure CVD), APCVD (Atmospheric Pressure CVD) i PECVD
(Plasma Enhanced CVD).
5.2.2.
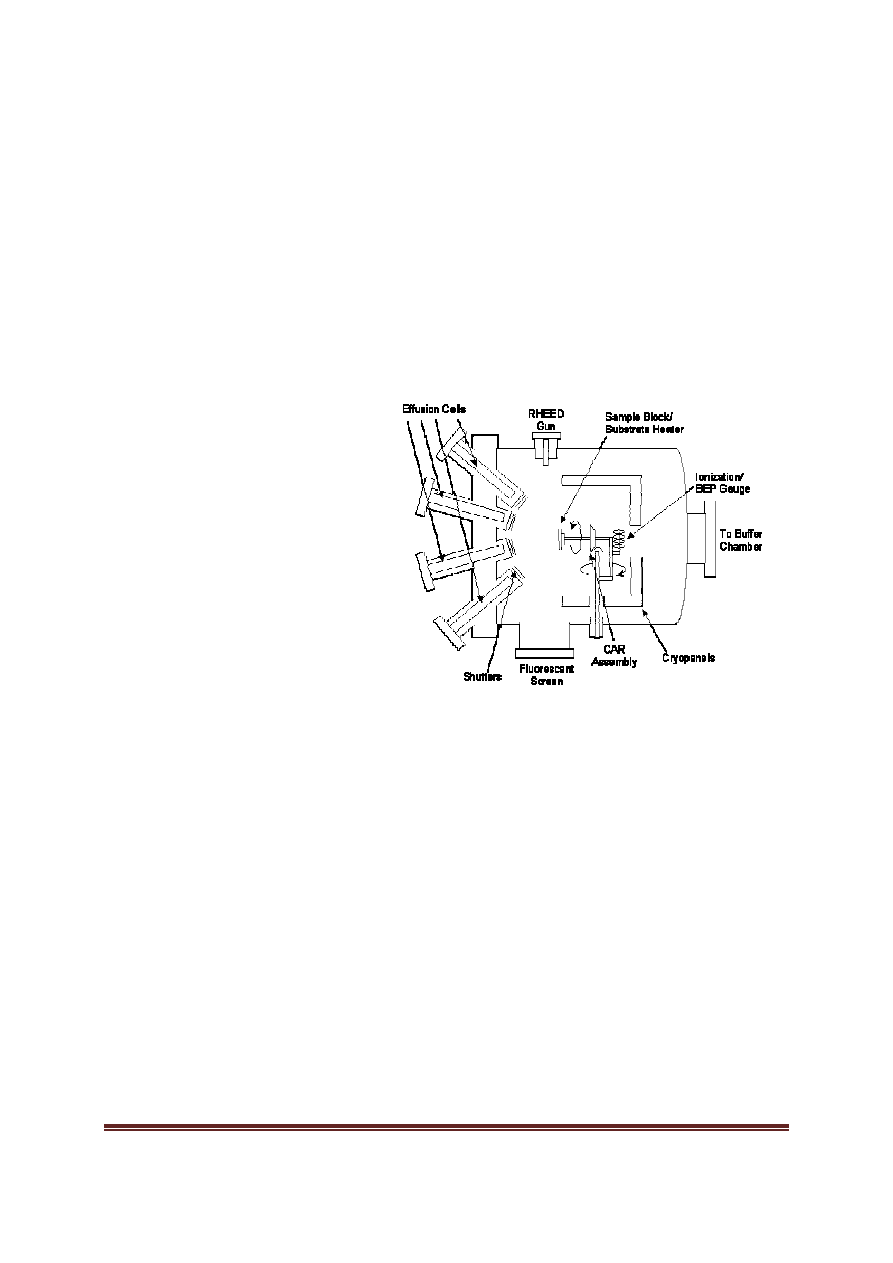
MBE
Metoda MBE (Molecular Beam Epitaxy) – epitaksja z wiązek molekularnych polega na
naparowywaniu warstwy materiału podgrzewanego i odparowywanego w tygielkach w komórkach
efuzyjnych. Komórki te są cały czas podgrzewane i dzięki systemowi przesłon możliwe jest
naparowywanie z pojedynczych komórek
zawierających różne materiały, c o
umożliwia otrzymanie układu „kanap-
kowego”
wielu
warstw.
Wewnątrz
komory panuje próżnia 10
-7
– 10
-11
Tora
co zwiększa drogę swobodną atomów
napylanej substancji, ogranicza ilość
zanieczyszczeń i adsorpcję gazów na
powierzchni próbki. Zwykle w komorze
znajdują się również płytki kwarcowe
służące do pomiaru grubości warstwy
oraz
inne
urządzenia
–
typu
spektroskopu elektronów Auger`a oraz
spektroskopu LEED. Szybkość wzrostu
warstwy wynosi z reguły kilka Å/s. Niska szybkość wzrostu i wysoka próżnia umożliwiają
otrzymywanie warstw o dużej czystości i mało zdefektowanych. Jednak w przypadku warstw
niepełnych (o gęstości atomów mniejszej ażeby utworzyć jednorodną warstwę) atomy na
powierzchni mogą ulegać samoorganizacji w klastery co stanowi problem, gdy chcemy otrzymać
jednorodny ich rozkład na powierzchni.
5.2.3.
Napylanie magnetronowe
Napylanie magnetronowe (magnetron sputering) jest metodą należącą do grupy PVD (Physical
Vapour Deposition). Polega ona na wybijaniu atomów, cząsteczek i całych grup cząsteczek przy
pomocy atomów gazu roboczego w próżni. Głównym elementem układu jest katoda magnetronu z
umieszczonym na jej powierzchni tzw. targetem – płytką z materiału który będziemy napylać oraz
koncentrycznie umieszczonymi za nią magnesami stałymi. Do katody przykłada się napięcie rzędu
kilkuset woltów co inicjuje nad jej powierzchnią za strefą ciemni katodowej wyładowanie elektryczne.
W plazmie tej jonizowane są atomy gazu roboczego – najczęściej argonu lub ksenonu, który
następnie przyspieszony polem elektrycznym bombarduje powierzchnię targetu. W wyniku zderzenia
wyrzucane są atomy bądź cząsteczki materiału napylanego oraz elektrony wtórne, które trafiają w
pole magnetyczne magnesów stałych i są więzione w pobliżu katody gdzie przyczyniają się do
Rys.11. Schemat komory do napylania metodą MBE [14]

Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 9
późniejszej jonizacji gazu. Następnie wyrzucony
materiał osiada na podłożu ustawionym w niewielkiej
odległości od powierzchni katody. W przypadku gdy
target wykonany jest z materiału przewodzącego,
wystarczające jest stosowanie magnetronów DC – gdzie
na katodę przykładany jest prąd stały. Natomiast gdy
napylana jest substancja będąca dielektrykiem, wtedy
stosuje się magnetrony RF gdzie na katodę przykładany
jest prąd zmienny o częstotliwości radiowej. Wtedy gdy
powierzchnia katody ma ładunek dodatni, pracuje ona
jak klasyczny magnetron DC, natomiast gdy zmienia się
znak napięcia, następuje rozładowanie się powierzchni naładowanej przez uderzające w nią jony.
Szybkość napylania w metodzie magnetronowej zależy zarówno od ciśnienia w komorze i napięcia
przyłożonego w katodzie, jak również od temperatury podłoża i rodzaju napylanej substancji.
Podsumowanie
Przedstawione w niniejszej pracy metody obróbki powierzchni są obecnie najczęściej
stosowanymi w mikroelektronice jak również w produkcji mikromaszyn. Dzięki nim możemy uzyskać
kompletne rozwiązania w postaci czujników ciśnienia, czujników przyspieszenia, czy procesorów.
Umożliwiają one łatwiejsze i bezpieczniejsze życie oraz szybszy rozwój nauki.
Rys. 12. Widok komory do napylania metodą
magnetronową podczas trwania procesu, fot. autora

Kamil Zuber
Obróbka powierzchni półprzewodników
Strona 10
Bibliografia
[1]
M.Kujawinska, T.Kozacki, M.Józwik, Zakład Techniki Optycznej, Instytut mikromechaniki i fotoniki,
Wydział Mechatroniki, Politechnika Warszawska, http://zto.mchtr.pw.edu.pl/download/98.pdf ISBN 2-
88238-004-6
[2]
dr inż. Maria Gazda; Wydział Fizyki Technicznej i Matematyki Stosowanej, Politechnika Gdańska;
www.mif.pg.gda.pl/homepages/maria/pdf/MF_06_9.pdf,
www.mif.pg.gda.pl/homepages/maria/pdf/INM_06_6.pdf
[3]
A. Górecka-Drzazga “Micro and nano structurization of semiconductor surfaces”
Bulletin of the Polish Academy of sciences - Technical Sciences; Vol. 53, No. 4, 2005;
http://bulletin.pan.pl/(53-4)433.pdf
[4]
„ Plasma-etching processes for ULSI semiconductor circuits”, IBM,
http://www.research.ibm.com/journal/rd/431/armacost.html
[5]
A. Górecka-Drzazga “Obróbka plazmowa w mikroelektronice i mikromechanice”
Wydział Elektroniki Mikrosystemów i Fotoniki, Politechnika Wrocławska
www.wemif.pwr.wroc.pl/agd/obrobkaplazmowa.pdf
[6]
Michał Setlak „Półprzewodniki; Dalsza miniaturyzacja układów; Ucieczka przed Moore‘em”
http://www.pckurier.pl/archiwum/art0.asp?ID=4352
(obrazek na stronie tytułowej)
[7]
dr inż. Aleksander Werbowy „Techniki odwzorowywania kształtów w skali Nano (nanostruktury 2-
D i 3-D)”, Zakład Przyrządów Mikroelektroniki i Nanoelektroniki, Instytut Mikroelektroniki i
Optoelektroniki Politechniki Warszawskiej http://weiti.czuby.net/NAN/Part5.pdf , Part4.pdf
[8]
Materiały do ćwiczeń z przyrządów półprzewodnikowych, Instytut elektroniki, Zakład przyrządów
półprzewodnikowych, laboratorium mikrotechnologii,
http://semiconductor.p.lodz.pl/student/instrukcje/pol/PPT_04.pdf
[9]
dr inż. Mariusz Orlikowski - Technologie przyrzadow polprzewodnikowych - Materialy z
wykładów, Wydział Elektrotechniki, Elektroniki, Informatyki i Automatyki, Politechnika Łódzka,
http://neo.dmcs.p.lodz.pl/tpp/Litografia.pdf
[10]
Thermal oxidation, Siliconfareast, http://www.siliconfareast.com/oxidation.htm
[11]
C. Claeys, J. Vanhellemont, G. Declerck, J. Van Landuyt, R. Van Overstraeten, S. Amelinckx, VLSI
Science and Technology/1984, K.E. Bean, G. Rozgoni, Eds., The Electrochemical Society, Pennington, 1984,
p. 272. http://www.leb.e-technik.uni-erlangen.de/lehre/mm/html/oxidation.htm
[12]
dr hab. Zbigniew Postawa, wykład „FIZYKA POWIERZCHNI I NANOSTRUKTURY” Zakład Fizyki
Doświadczalnej, WFAiIS UJ,http://users.uj.edu.pl/~ufpostaw/index.html
[13]
http://www.nanolab.uc.edu/equipment/MOCVD/MOCVD.htm
[14]
http://projects.ece.utexas.edu/ece/mrc/groups/street_mbe/mbechapter.html
[15]
Kazimierz Reszka, Patryk Śmigielski, „Materiały pomocnicze do ćwiczeń laboratoryjnych z
tematyki - wyładowania elektryczne w gazach rozrzedzonych, - budowa i zasada działania magnetronu DC,
wybrane właściwości powłok uzyskiwanych metodą PVD”, Politechnika Koszalińska, Katedra Inżynierii
Materiałowej, 2004 www.tu.koszalin.pl/~kimat/dydaktyka/mat-pom.pdf
[16]
„Srebrny deszcz - parę słów o napylaniu magnetronowym” Bogusław Samul, Kamil Zuber, artykuł
do referatu z XLIII Sesji Studenckich Kół Naukowych Pionu Hutniczego AGH w sekcji fizyki, 2006
[17]
Kamil Zuber, praca inżynierska „Badanie nadprzewodnika wysokotemperaturowego YBa
2
Cu
3
O
x
otrzymanego metodą napylania magnetronowego.”, WFiIS, AGH, 2007
Wyszukiwarka
Podobne podstrony:
wykład+nr+8+ +Obróbki+powierzchniowe
Obróbka powierzchniowa i cieplna ściąga, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierz
Obrobka powierzchniowa spis cwiczen laboratoryjnych id
obrobka powierzchniowa
Obróbka powierzchniowa i cieplna - ściąga 01, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i po
Naddatki na obróbkę powierzchni zewnętrznych, OPERATOR OSN CNC, Obróbka skrawaniem, Obróbka skrawani
obróbka powierzchniowa, studia
LOP laserowa obróbka powierzchniowa bonek
Obróbki powierzchniowe
8 Ścierna obróbka powierzchniowa
1 15 Obróbka powierzchniowa (napawanie, natryskiwanie)
Naddatki na obróbkę powierzchni czołowych
LTM, HARTOWAN, obróbka powierzchniowa
przeciwzuzyciowa dwustopniowa obróbka powierzchniowa narzędzi stosowanych w przemyśle drzewianym
wykład+nr+8+ +Obróbki+powierzchniowe
Obróbka powierzchniowa i cieplna ściąga 02 DOC
Rozdział 03 Zjawiska kontaktowe i powierzchniowe w półprzewodnikach
więcej podobnych podstron