„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Adam Sabiniok
Montaż rurociągów stalowych
713[04].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
dr inż. Krzysztof Presz
Opracowanie redakcyjne:
Adam Sabiniok
Konsultacja:
mgr Janusz Górny
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 713[04].Z1.03
Montaż rurociągów stalowych zawartego w programie nauczania dla zawodu 713[04] monter
systemów rurociągowych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Połączenia spawane rurociągów
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
19
4.1.3. Ćwiczenia
20
4.1.4. Sprawdzian postępów
21
4.2. Połączenia rozłączne rurociągów
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
27
4.2.3. Ćwiczenia
28
4.2.4. Sprawdzian postępów
29
4.3. Wycinanie otworów
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające
34
4.3.3. Ćwiczenia
34
4.3.4. Sprawdzian postępów
35
4.4. Technologia prowadzenia rurociągów stalowych
36
4.4.1. Materiał nauczania
36
4.4.2. Pytania sprawdzające
59
4.4.3. Ćwiczenia
59
4.4.4. Sprawdzian postępów
61
5. Sprawdzian osiągnięć
62
6. Literatura
67

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w opanowaniu umiejętności z zakresu montażu instalacji z rur
stalowych.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – podstawowe wiadomości dotyczące zagadnień z zakresu montażu
instalacji z rur stalowych,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś podane treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
pytania sprawdzające,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że opanowałeś wiedzę i umiejętności
z zakresu tej jednostki modułowej,
−
literaturę uzupełniającą.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając wymagania wynikające
z zawodu,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić poziom wiedzy potrzebnej
do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości z zakresu montażu instalacji z rur stalowych.
Wykonując ćwiczenia zamieszczone w poradniku lub zaproponowane przez nauczyciela,
będziesz poznawał metody i zasady wynikające z zakresu materiału.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując
Sprawdzian postępów.
W tym celu:
−
przeczytaj pytania i odpowiedz na nie,
−
zaznacz odpowiedź wstawiając X w podane miejsce Tak lub Nie.
Odpowiedzi NIE wskazują luki w Twojej wiedzy, informują Cię również, jakich zagadnień
jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są dostatecznie
opanowane.
Opanowanie przez Ciebie określonych umiejętności będzie stanowiło dla nauczyciela
podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości i ukształtowanych
umiejętności. W tym celu nauczyciel może posłużyć się zadaniami testowymi.
W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, zawiera on:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
przykładową
kartę
odpowiedzi,
w
której,
zakreślisz
poprawne
rozwiązana
do poszczególnych zadań,
−
zawiera także zadanie testowe.
Bezpieczeństwo i higiena pracy
W czasie zajęć w pracowni musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac
monterskich. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
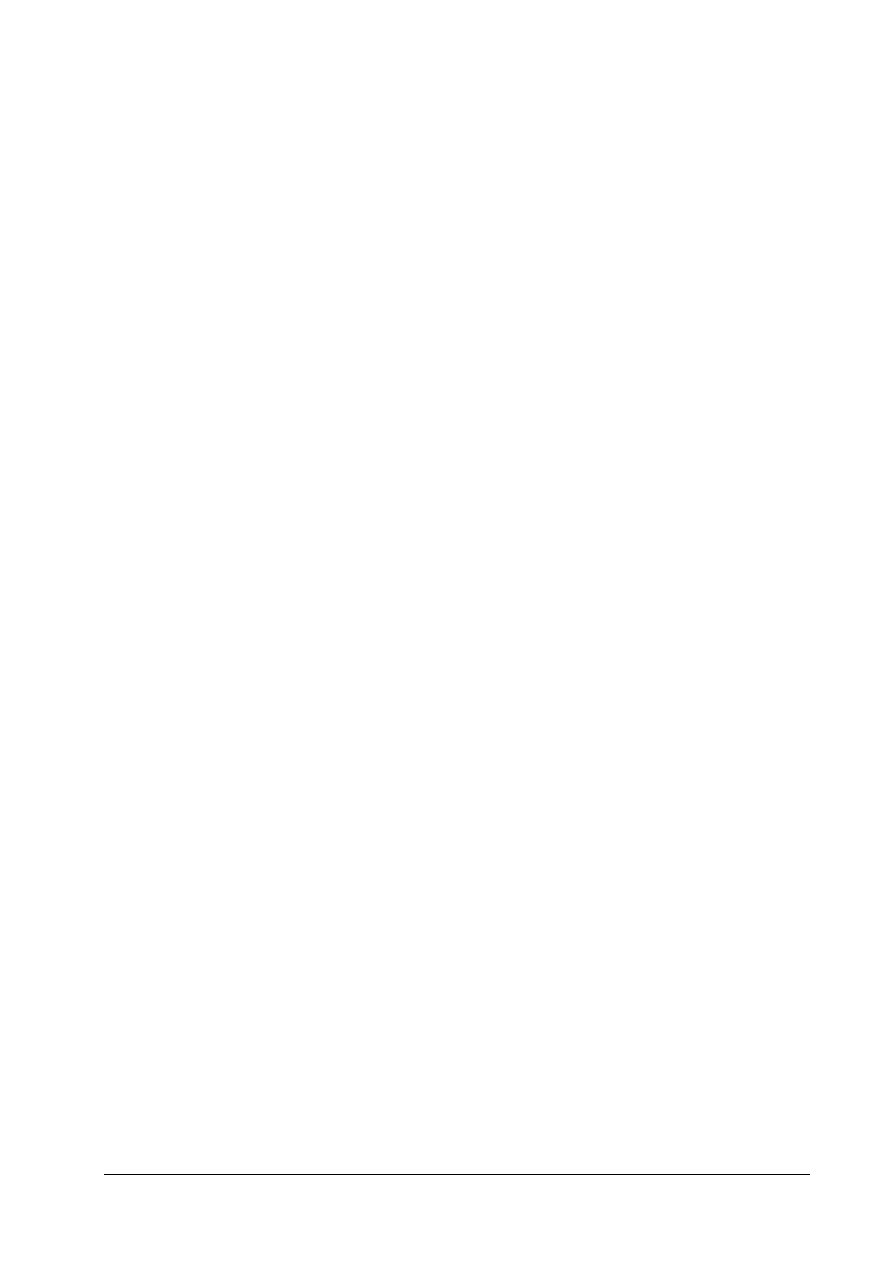
Schemat układu jednostek modułowych
713[04].Z1.01
Prace przygotowawczo-zakończeniowe
przy montażu systemów rurociągowych
713[04].Z1
Technologia montażu systemów
rurociągowych
713[04].Z1.02
Montaż instalacji z rur stalowych
713[04].Z1.03
Montaż rurociągów stalowych
713[04].Z1.04
Montaż instalacji z rur miedzianych
713[04].Z1.05
Montaż rurociągów żeliwnych,
kamionkowych i betonowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej uczeń powinien umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciw pożarowej oraz ochrony
środowiska,
−
posługiwać się dokumentacją techniczną,
−
dokumentować, notować i selekcjonować informacje,
−
posługiwać się podstawowymi pojęciami z zakresu budowy rurociągów,
−
rozpoznawać podstawowe materiały do budowy rurociągów,
−
magazynować i transportować materiały stosowane do budowy rurociągów, przy montażu
rurociągów,
−
wykonywać prace przygotowawczo-zakończeniowe
−
dostrzegać i opisywać związki między naturalnymi składnikami środowiska, człowiekiem
i jego działalnością,
−
oceniać własne możliwości w zakresie wymagań stanowiska pracy i wybranego zawodu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku procesu kształcenia uczeń powinien umieć:
−
wykonać prace przy montażu rurociągów stalowych zgodnie z obowiązującymi przepisami
bhp i ochrony ppoż.,
−
zaplanować kolejność wykonywanych robót przy montażu rurociągów stalowych,
−
rozróżnić łączniki do połączeń rur rozłącznie i nierozłącznie,
−
przygotować materiały potrzebne do montażu rurociągów stalowych,
−
ocenić stan techniczny rurociągów i łączników stalowych przewidzianych do montażu,
−
dostarczyć elementy przewidziane do montażu rurociągów stalowych na miejsca montażu,
−
przygotować maszyny i urządzenia spawalnicze do pracy,
−
wykonać cięcie rur stalowych montowanych w sieciach na określony wymiar,
−
przygotować końcówki rurociągów do montażu,
−
przygotować rury do spawania pod różnymi kątami,
−
przyspawać kołnierze do rur,
−
osadzić na rurociągach stalowych kołnierze, kolana i trójniki,
−
wykonać połączenia spawane rurociągów na odcinkach prostych poprzez spawanie:
doczołowe, pachwinowe, poziome, pionowe, pod różnymi kątami,
−
wykonać połączenia kołnierzowe rurociągów stalowych,
−
wykonać połączenia rurociągów stalowych z armaturą sieciową,
−
wyciąć otwory w rurociągach za pomocą cięcia termicznego,
−
wykonać odgałęzienia rurociągów stalowych,
−
wykonać zawieszenia i podparcia rurociągów,
−
wykonać połączenia rurociągów stalowych z aparaturą z urządzeniami pomiarowymi,
−
wykonać i zamocować kompensatory i kolektory na rurociągach stalowych,
−
wykonać przejścia rurociągów stalowych na rurociągi wykonane z innych materiałów,
−
posłużyć się dokumentacją techniczną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1 Połączenia spawane rurociągów.
4.1.1. Materiał nauczania
Podczas spawania elektrycznego łukowego źródłem ciepła jest łuk elektryczny, jarzący się
między elektrodą a spawanym elementem.
Łuk elektryczny powstaje na skutek zjonizowania gazów otaczających elektrodę
i spawany element. W praktyce zajarzenie łuku jest uzyskiwane w wyniku zetknięcia elektrody
z łączonym elementem i następnie odsunięcia jej na odległość 3÷6 mm. Temperatura w łuku
elektrycznym wynosi ok. 5000
o
C, co umożliwia topienie końca elektrody oraz materiału
rodzimego.
Łuk elektryczny może być zasilany prądem stałym, wytwarzanym przez spawarki
prostownikowe, albo prądem przemiennym, wytwarzanym przez spawarki transformatorowe.
Parametry prądu zasilającego łuk elektryczny wynoszą: natężenie 30÷600 A, napięcie 20÷35 V.
Rdzeń elektrod otulonych stanowi spoiwo, a warstwę zewnętrzną - otulina. Skład chemiczny
i właściwości spoiwa są dostosowane do materiału rodzimego wykonywanego złącza. Natomiast
otulina może zawierać:
–
substancje wiążące poszczególne składniki otuliny (np. szkło wodne, kaolin, szkło
potasowo-sodowe)
–
składniki ułatwiające stabilne jarzenie się łuku elektrycznego,
–
składniki żużlotwórcze,
–
składniki gazotwórcze,
–
składniki odtleniające stopiwo i stopiony materiał rodzimy,
–
składniki uszlachetniające spoinę.
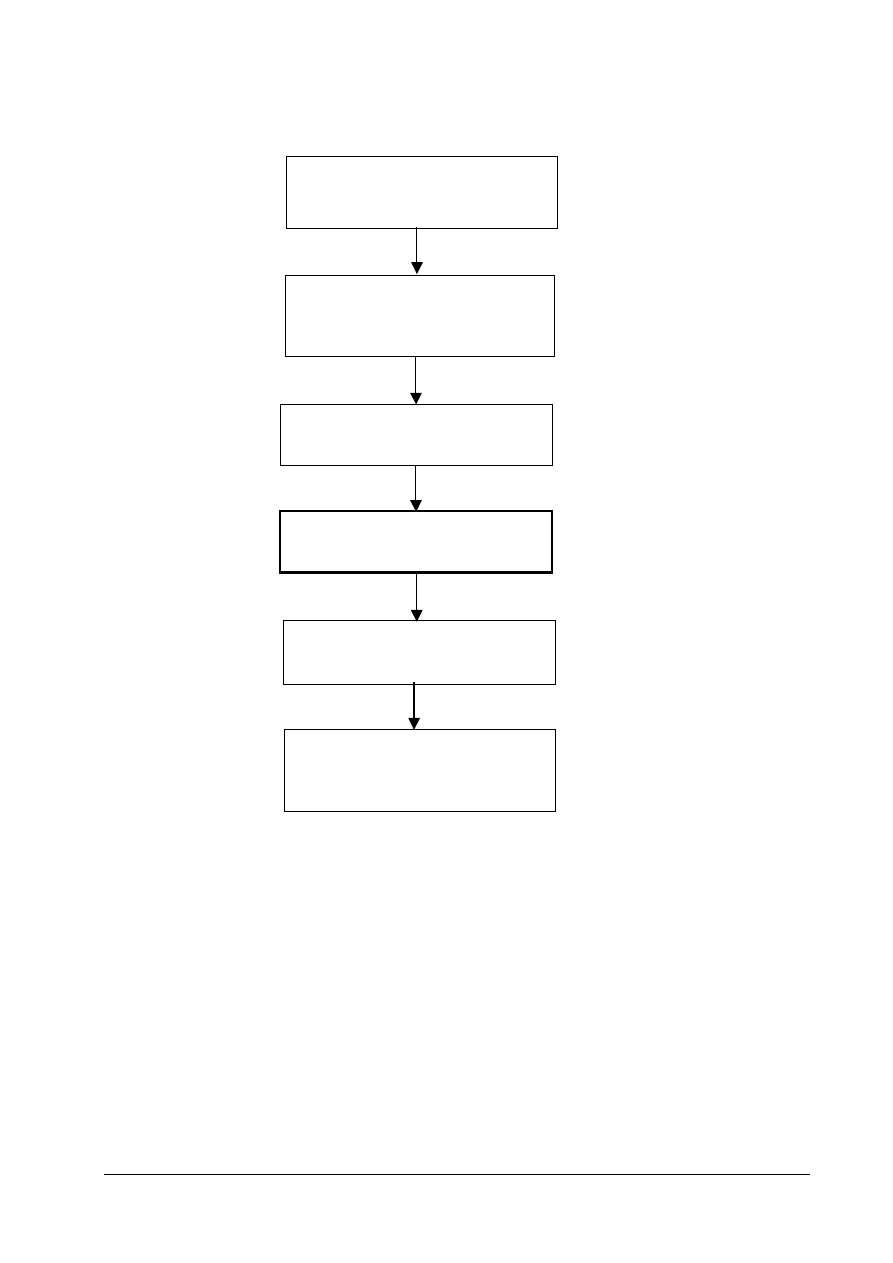
Rys. 1. Schemat spawania elektrodą otuloną [5, s. 124]:
1 - materiał rodzimy, 2 - spoina, 3 - warstwa skrzepniętego żużla, 4 - jeziorko ciekłego metalu, 5 - warstwa ciekłego
żużla, 6 - łuk elektryczny, 7 - rdzeń elektrody (spoiwo), 8 – otulina
Podczas spawania elektrodą otuloną (rys. 1) łuk elektryczny 6 jarzy się między rdzeniem
7 elektrody a materiałem rodzimym 1, topieniu ulega koniec elektrody oraz materiał rodzimy,
w wyniku czego tworzy się tzw. jeziorko 4. Topieniu i spalaniu otuliny towarzyszy powstawanie
warstwy ciekłego żużla 5 oraz gazów, które chronią stopiony metal przed utlenianiem. Po
przesunięciu elektrody w kierunku wskazanym strzałką następuje krzepnięcie metalu – powstaje
spoina 2, pokryta warstwą skrzepniętego żużla 3, którą można łatwo usunąć za pomocą drucianej
szczotki lub młotka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Elektrody otulone są stosowane do spawania ręcznego. Spawanie elektrodą otuloną jest
metodą uniwersalną, umożliwia bowiem łączenie elementów o różnej grubości w dowolnej
pozycji spawania. Spawanie elektrodą otuloną zapewnia ponadto dobrą jakość spoin, metoda
spawania łukowego elektrodami otulonymi powinna być stosowana dla rur o grubości ścianki od
3 mm.
Podział elektrod.
Elektrody otulone dzieli się w zależności od ich grubości otuliny, stopnia uzysku stopiwa
oraz przeznaczenia. W zależności od grubości otuliny rozróżnia się elektrody:
−
cienko otulone, o grubości otuliny poniżej 20% średnicy rdzenia,
−
średnio otulone, o grubości otuliny 20÷40% średnicy rdzenia,
−
grubo otulone, o grubości otuliny powyżej 60% średnicy rdzenia.
Produkowane elektrody o dużym stopniu uzysku mają grubość otuliny ok. 100% średnicy
rdzenia, a nawet i więcej.
W zależności od składu chemicznego elektrody dzieli się na:
−
elektrody o otulinie kwaśnej (A),
−
elektrody o otulinie kwaśno-rutylowej (AR),
−
elektrody o otulinie rutylowej (R),
−
elektrody o otulinie rutylowej (RR) - (grubootulona),
−
elektrody o otulinie zasadowej (B),
−
elektrody o otulinie celulozowej (C),
−
elektrody o otulinie utleniającej (O),
−
elektrody o otulinie innego rodzaju (S).
W zależności od przeznaczenia elektrody dzieli się na:
−
połączeniowe, do spawania stali węglowych niestopowych i nisko-stopowych (EA, EAR,
ER, ERR, EB, EC, EO, ES),
−
do spawania stali niskostopowych i wysokostopowych (ES),
−
do napawania (EN),
−
do spawania żeliwa (EŻ),
−
do spawania metali nieżelaznych
Do spawania rurociągów elektrodami otulonymi stosuje się elektrody:
−
rutylowe (R),
−
celulozowe (C),
−
zasadowe (C).
Spawacz dobiera rodzaj elektrody zgodnie z instrukcją technologiczną spawania.
Dobór parametrów spawania.
Jednym z ważniejszych parametrów spawania jest natężenie prądu spawania. Wartość prądu
dobiera się w zależności od średnicy elektrody, pozycji spawania, grubości przedmiotu
spawanego, rodzaju materiału oraz rodzaju spoiny.
Podstawowym czynnikiem uwzględnianym podczas doboru prądu spawania jest średnica
elektrody. Natężenie prądu spawania dobiera się na podstawie danych katalogowych producenta
elektrod w zależności od oznaczenia elektrody i jej średnicy. Ogólnie przyjmuje się następujące
wartości:
−
do elektrod o średnicy 2 mm
−
25÷30 A na 1 mm średnicy,
−
do elektrod o średnicy 2÷4 mm
−
30÷40 A na 1 mm średnicy,
−
do elektrod o średnicy 4÷6 mm.
−
40÷60 A na 1 mm średnicy
Spawacz powinien dobierać natężenie prądu spawania zgodnie z dokumentacją techniczną
i instrukcją technologiczną spawania, opracowaną przez służby spawalnicze wykonawcy robót.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Stanowisko pracy do spawania łukiem elektrycznym.
Stanowisko pracy do spawania łukiem elektrycznym należy wyposażyć w:
−
stół spawalniczy z uniwersalnym uchwytem do mocowaniu elementów z blach i rur
w różnych pozycjach,
−
wieszak (zaczep) do bezpiecznego odkładania uchwytu spawalniczego,
−
dywanik izolacyjny gumowy (dielektryczny), izolujący spawacza od podłoża – ochrona
przed porażeniem prądem elektrycznym,
−
stołek z regulowaną wysokością siedziska,
−
źródło prądu spawania (np. prostownik spawalniczy) z osprzętem,
−
urządzenia wentylacji stanowiskowej – wyciągi stanowiskowe podłączone do wspólnej
instalacji wyciągowej lub indywidualne urządzenia filtracyjno-wentylacyjne,
−
pojemnik na odpadki elektrod otulonych,
−
narzędzia ślusarskie: młotki, szczypce lub cęgi, szczotki druciane stalowe,
−
szafkę narzędziową.
Organizując stanowisko pracy spawacz ręczny łukiem elektrycznym sprawdza:
−
stan techniczny wszystkich składników należących do wyposażenia stanowiska
spawalniczego,
−
zgodność wyposażenia z przeznaczeniem stanowiska do spawania ręcznego łukowego,
−
ustawienie parawanów (zasłon, ekranów) lub namiotów spawalniczych zewnętrznie stan
techniczny urządzeń spawalniczych wraz z osprzętem,
−
oświetlenie stanowiska pracy,
−
funkcjonowanie wentylacji stanowiskowej wyciągowej i nawiewnej ogólnej,
−
zamocowanie kowadełka masy,
−
zamocowanie uchwytu spawalniczego, łączników, szybkozłączek „euro”,
−
wyposażenie
stanowiska
w
urządzenie
do
bezpiecznego
zawieszania
uchwytu
spawalniczego,
−
działanie wentylacji stanowiskowej,
−
stan techniczny narzędzi i ułożenie ich na stanowisku pracy,
−
ustawienie parawanów lub zasłon,
−
dobranie szkieł filtracyjnych i ich założenie do tarczy spawalniczej lub przyłbicy,
−
w przypadku stanowiska do spawania łukowego elektrodami otulonymi sprawdza, czy
w wyposażeniu stanowiska jest pojemnik na resztki (ogarki) elektrod otulonych.
Spawanie w osłonie gazów ochronnych.
Podczas spawania elektrodą topliwą w osłonie gazowej łuk oraz ciekły metal są chronione
przed działaniem powietrza — osłona gazowa odgrywa więc rolę niejako otuliny czy topnika,
w metodach uprzednio opisanych. Funkcję elektrody spełnia drut spawalniczy odwijany z bębna.
Schemat spawania elektrodą topliwą w osłonie gazowej przedstawiono na rys. 2.
W zależności od rodzaju gazu rozróżnia się dwie metody spawania:
–
w atmosferze gazów aktywnych chemicznie, takich jak dwutlenek węgla lub mieszanina
argonu z tlenem i dwutlenkiem węgla, nazywaną metodą MAG (Metal Active Gas
Welding); metoda ta jest stosowana do łączenia blach małej i średniej grubości ze stali
węglowej; ponieważ dwutlenek węgla reaguje z ciekłym metalem, spoiwo (drut
spawalniczy) powinno zawierać odpowiednią ilość odtleniaczy - ok. 1,1÷1,6% Mn oraz
0,7÷1,0% Si;
–
w atmosferze gazów obojętnych chemicznie (argon, hel), nazywaną metodą MIG (Metal
Innert Gas Welding); metoda ta jest stosowana do spawania elementów ze stali stopowych
oraz metali nieżelaznych i ich stopów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Spawanie elektrodą topliwą w osłonie gazowej odbywa się półautomatycznie lub
automatycznie. Spośród jego zalet należy wymienić:
–
dużą wydajność, kilkakrotnie większą niż w przypadku ręcznego spawania elektrodą
otuloną,
–
niski koszt - o ile są stosowane tanie gazy aktywne,
–
możliwość obserwacji łuku elektrycznego,
–
możliwość spawania w dowolnej pozycji,
–
dobrą jakość spoiny i małe odkształcenia w złączu spawanym,
–
wyeliminowanie konieczności usuwania warstwy żużla ze spoiny.
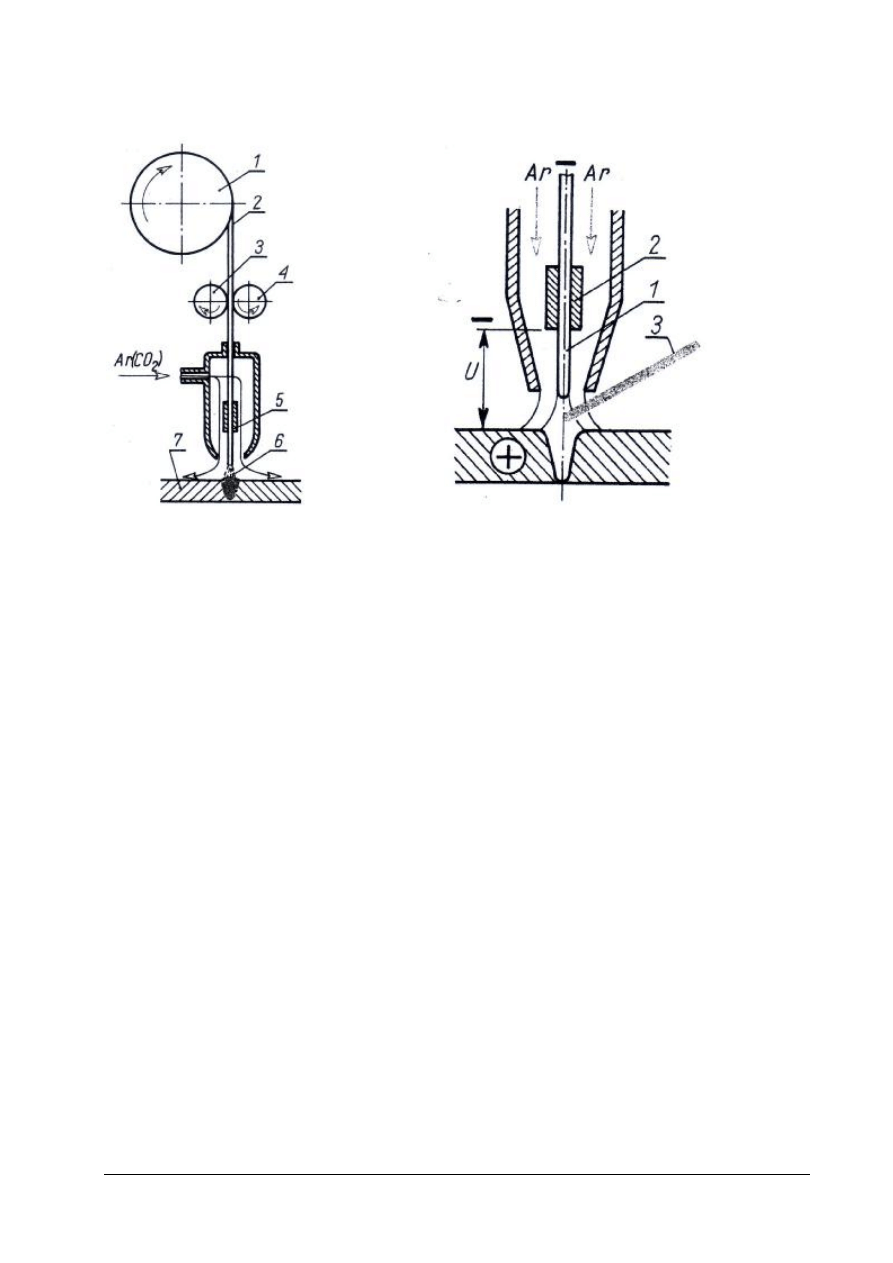
Spawanie elektrodą nietopliwą w osłonie gazów obojętnych jest nazywane metodą TIG
(Tungsten Innert Gas Welding). W metodzie tej elektroda, wykonana zazwyczaj z wolframu,
służy tylko do zajarzania i utrzymywania łuku elektrycznego.
−
Spoiwo, w postaci pręta lub drutu odwijanego z bębna, jest doprowadzane w strefę łuku
elektrycznego pod kątem około 15° (rys. 3). Spawanie może być wykonywane także bez
spoiwa – spoina powstaje wtedy na skutek krzepnięcia uprzednio stopionego materiału
rodzimego.
Spawanie elektrodą nietopliwą w osłonie gazów obojętnych może się odbywać
półautomatycznie lub automatycznie. Jest stosowane do łączenia blach grubości g = l÷10 mm ze
stali wysokostopowych oraz metali nieżelaznych i ich stopów.
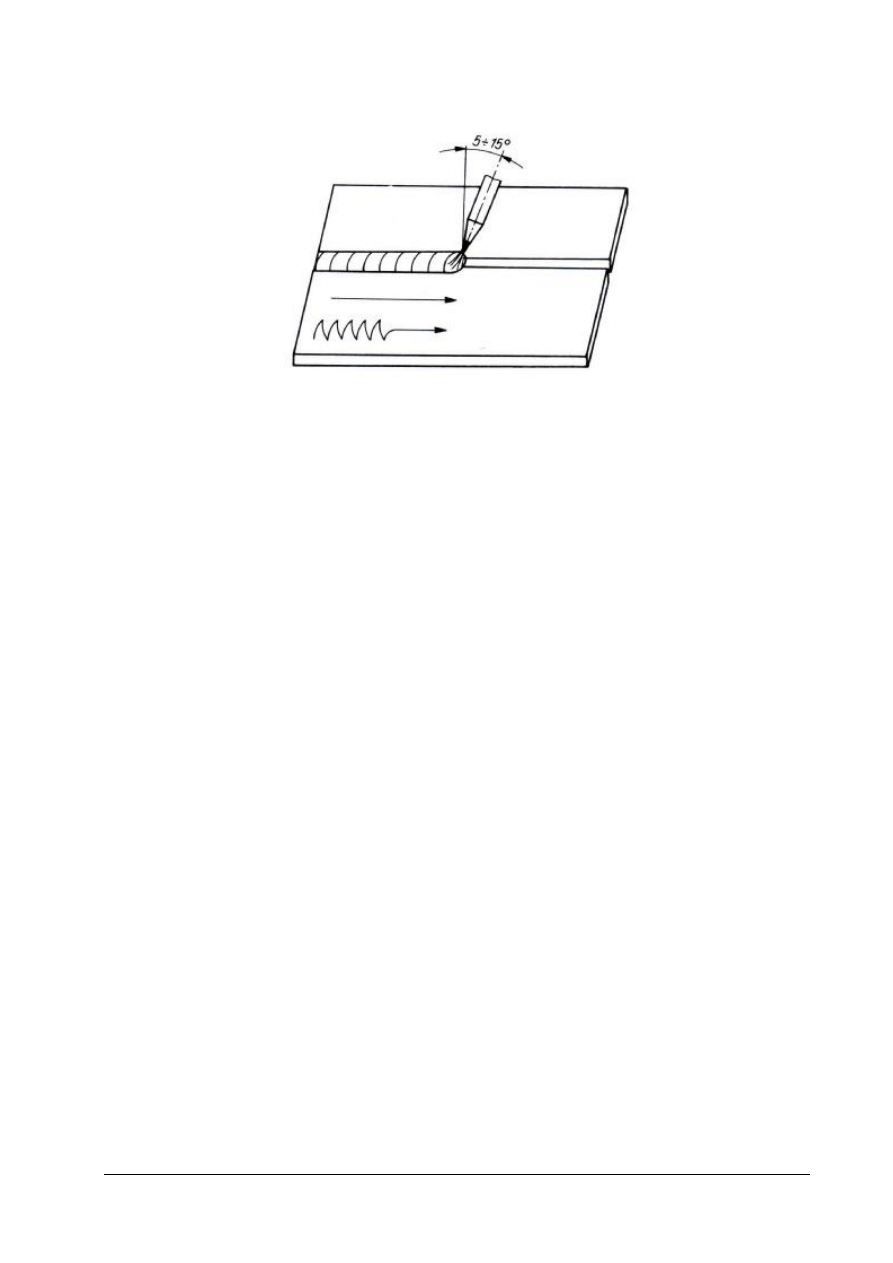
Technika spawania.
Blachy o grubości do 4 mm można połączyć jednym ściegiem. Spoiny jednościegowe na
cienkich blachach wykonuje się prowadząc uchwyt spawalniczy ruchem jednostajnym
postępowym, bez wykonywania ruchów poprzecznych (rys. 4). Spoiny jednościegowe na
blachach grubszych wykonuje się prowadząc uchwyt spawalniczy ruchami bocznymi.
Rys. 2. Schemat spawania elektrodą topliwą
w osłonie gazowej[5, s. 112]:
l-bęben, 2-drut spawalniczy, 3 i 4 - rolki
podajnika drutu spawalniczego, 5 - tuleja
doprowadzająca prąd do elektrody (drutu
spawalniczego), 6 - luk elektryczny, 7 - spawany
element
Rys. 3. Schemat spawania elektrodą nietopliwą
w osłonie gazowej[5, s. 114]: 1 - elektroda
wolframowa, 2 - tuleja doprowadzająca prąd do
elektrody, 3 - spoiwo
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 4. Spawanie jednościegowe w pozycji podolnej [5, s.54]:
Przygotowanie materiałów do spawania.
Właściwe przygotowanie elementów i prawidłowe ich sczepienie ma podstawowe znaczenie
dla jakości złącza spawanego. Przygotowując materiał do spawania, zwracamy uwagę na
dokładne prostowanie i czyszczenie elementów. Duże elementy, niezależnie od grubości,
prostuje się w prasach hydraulicznych lub pneumatycznych, walcarkach i maszynach
specjalnych. Podczas tej operacji odpada zgorzelina z blach i kształtowników prostowanych
w prostownicach walcowych. Grubsze elementy o mniejszych rozmiarach prostuje się
w ręcznych prasach śrubowych. Elementy cienkie prostuje się ręcznie na płytach i kowadłach
przez młotkowanie na zimno. Kształtowniki takie, jak: kątowniki, ceowniki i teowniki, prostuje
się w prasach dostosowanych do profilu wyrobu. Elementy zanieczyszczone w miejscu
wykonywania spoin, rdzą, zgorzeliną, tłuszczami, farbami, itp. są przyczyną powstawania
w spoinie takich wad, jak pory, pęcherze i przyklejenia spoin. Zanieczyszczenia te w procesie
spawania wchodzą w reakcję ze stopionym metalem, co może doprowadzić do jego utlenienia
lub uwodornienia. Brzegi łączonych elementów należy dokładnie oczyścić z tych
zanieczyszczeń. Czyszczenie może być wykonywane:
–
ręcznie: szczotką drucianą, papierem ściernym,
–
mechanicznie: przez śrutowanie, szlifierką kątową, szlifierką stołową z tarczą drucianą lub
tarczą ścierną,
–
chemicznie: przez odtłuszczenie benzyną ekstrakcyjną lub acetonem, wytrawianie (często
metali nieżelaznych).
Brzegi rur i przylegającą powierzchnię należy starannie oczyścić ze zgorzelin, rdzy, farby,
smaru i innych zanieczyszczeń mających wpływ na własności spoiny. Szerokość strefy
oczyszczonej powinna wynosić 20 mm od brzegu rowka na zewnątrz i wewnątrz rury. Takie
oczyszczenie
powinno
być
dokonane
bezpośrednio
przed
spawaniem. Czyszczenie
przeprowadza się mechanicznie.
Wszelkie zanieczyszczenia materiału należy usunąć, gdyż w czasie spawania powodują
wydzielanie się dużych ilości gazów i tlenków oraz są przyczyną powstawania pęcherzy lub
wtrąceń tlenków w spoinie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
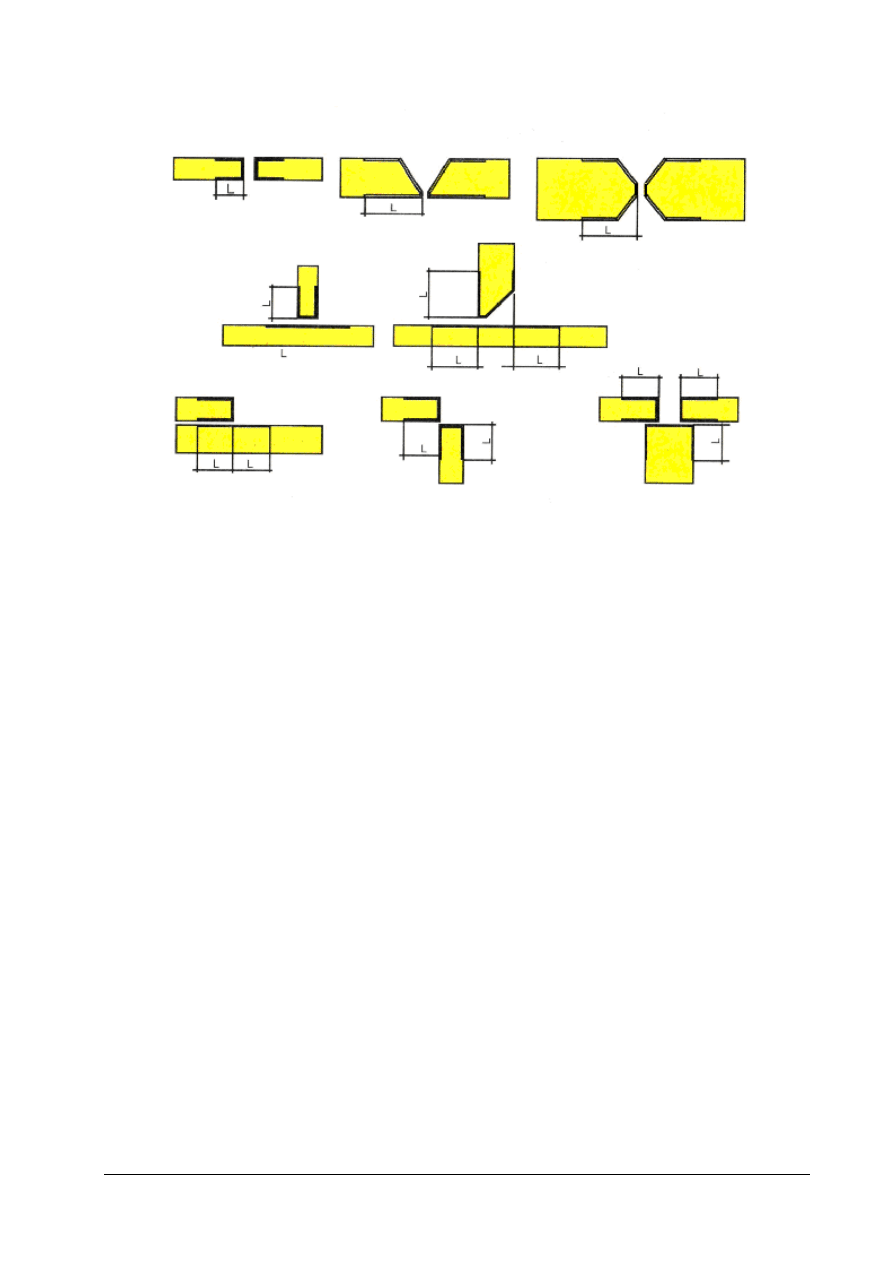
Rys. 5. Czyszczenie brzegów elementów przed spawaniem[6, s. 81]
Elementy do spawania ręcznego należy oczyścić na szerokości 10÷25 mm. Na rysunkach
powierzchnie czyszczone zaznaczono grubą linią. Elementy z blach cienkich, o grubości do
2 mm, przygotowuje się do spawania wyginając do góry brzegi łączonych elementów.
Elementów z blach o grubości do 4 mm, przygotowywanych do spawania, nie trzeba ukosować.
Cięcie materiału na elementy do spawania wykonuje się na różnych urządzeniach, biorąc pod
uwagę przede wszystkim grubość materiału i rodzaj wyrobu (blachy, rury i materiały
kształtowe). Na nożycach dźwigniowych można ciąć blachy o grubości do 4 mm. Palnikiem
acetylenowo-tlenowym można przecinać i ukosować blachy ze stali węglowej i niskostopowej,
nawet do 600 mm grubości. Przecinarką półautomatyczną do cięcia tlenem można ciąć
i ukosować blachy 3÷100 mm grubości. Przecinarka ta może być prowadzona ręcznie, po
prowadnicy szynowej lub za pomocą cyrkla. Może być również wyposażona w elektroniczny
układ bezstopniowej regulacji i stabilizacji prędkości posuwu. Przecinarką plazmową można
przecinać i ukosować blachy ze stali węglowej i wysokostopowej, przecinać odlewy żeliwne,
przecinać i ukosować blachy i rury z miedzi, aluminium oraz ich stopów. Na tokarce można
przecinać i ukosować rury. Stosuje się również specjalistyczne urządzenia do ukosowania blach
i rur. Wszystkie rury o grubości ścianki większej od 3 mm muszą być ukosowane,
a przeznaczone na rurociągi powinny być dostarczone przez producenta jako ukosowane.
Prawidłowo przeprowadzone cięcie daje gładkie krawędzie. Pomiar kąta ukosowania krawędzi
elementów przygotowywanych do spawania wykonujemy kątomierzem uniwersalnym. Spawacz
przygotowuje elementy do spawania (lub kontroluje gotowe elementy przygotowane do
spawania) według instrukcji technologicznej spawania (WPS).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 6. Przykłady przygotowywania elementów z blach o różnych grubościach. [6, s. 36]
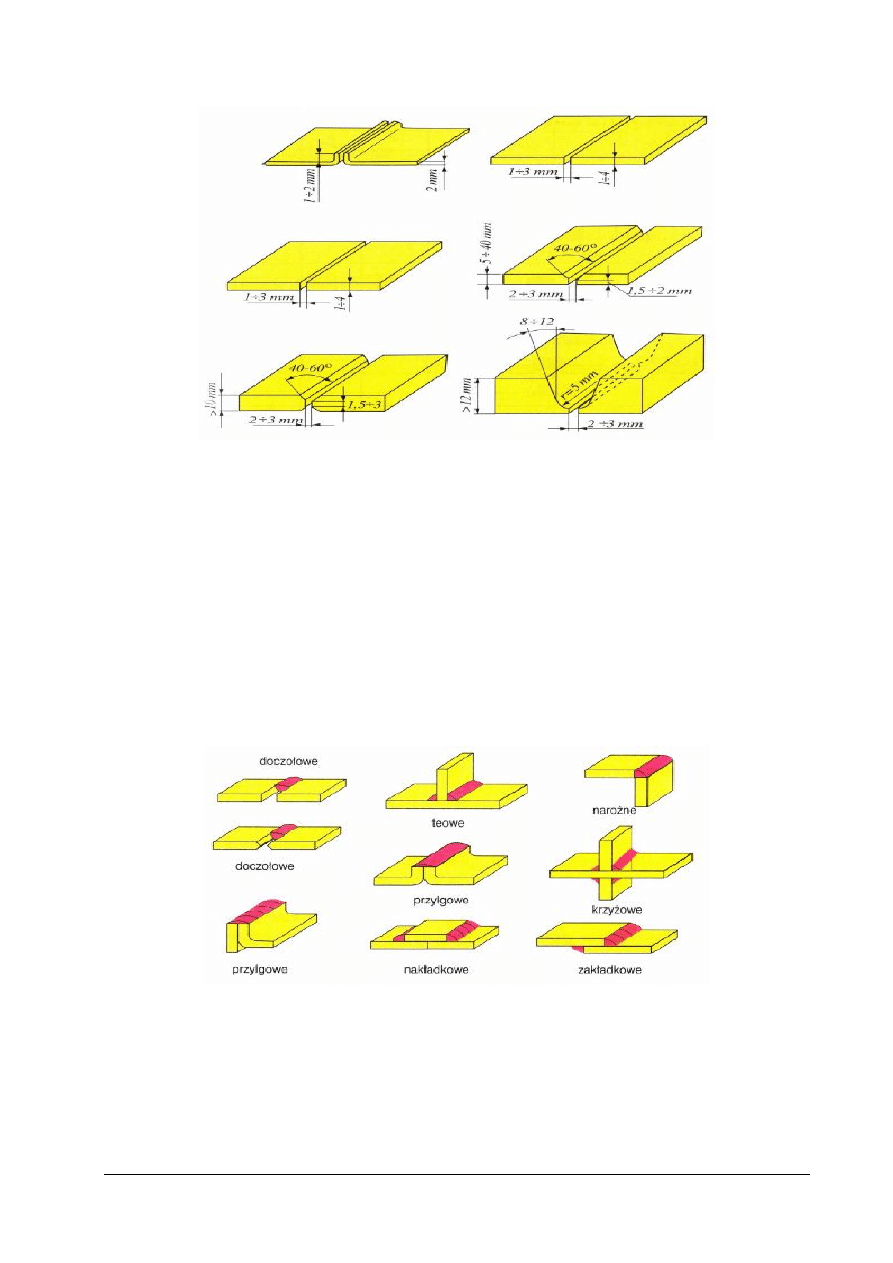
Rodzaje złączy spawanych.
Na rysunku 7 pokazano przykłady złączy spawanych spoinami czołowymi i pachwinowymi.
Spoiny czołowe łączą elementy ułożone równolegle względem siebie, położone w jednej
płaszczyźnie lub na płaszczyznach prostopadłych względem siebie. Spoinami czołowymi łączy
się najczęściej złącza doczołowe, a ponadto złącza teowe, krzyżowe i narożne. Spoiny
pachwinowe stosuje się przy łączeniu elementów ułożonych na prostopadłych względem siebie
płaszczyznach. W przekroju poprzecznym spoina pachwinowa przyjmuje kształt zbliżony do
trójkąta równoramiennego. Przeciwprostokątna w tym trójkącie to lico spoiny pachwinowej.
Najkorzystniejsze są spoiny pachwinowe wklęsłe i płaskie. Grubość spoiny pachwinowej
jednostronnej nie powinna przekraczać 0,7 grubości cieńszego elementu spawanego. Grubość
spoiny pachwinowej dwustronnej nie powinna przekraczać 0,5 grubości materiału spawanego,
pod warunkiem, że różnica grubości łączonych elementów nie przekracza 3 mm. Spoinami
pachwinowymi łączy się złącza kątowe, teowe, krzyżowe, narożne, nakładkowe, zakładkowe.
Rys. 7. Przykłady złączy spawanych [6, s. 48]
Złącza wykonane spoinami czołowymi i pachwinowymi mogą mieć identyczne nazwy. Złącza
o tym samym kształcie mogą być wykonywane różnymi spoinami. Różnica polega na
odmiennym przygotowaniu elementów do łączenia spoinami czołowymi. Elementy w tym
wypadku na ogół powinny być ukosowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rodzaje spoin i ich oznaczanie.
W zależności od przeznaczenia połączeń spawanych rozróżnia się następujące rodzaje
spoin:
−
nośne (mocne), przenoszące duże obciążenia,
−
szczelne, zapewniające szczelność połączenia, a w przypadku rurociągów i zbiorników
ciśnieniowych - także przenoszenie obciążeń,
−
złączne (szczepne), stosowane do łączenia elementów konstrukcyjnych nieznacznie
obciążonych, a także do wstępnego mocowania części spawanych w połączeniach mocnych
i szczelnych.
Uzyskanie połączeń mocnych lub szczelnych zależy w dużej mierze od jakości wykonania
spoin. W przypadku specjalnych wymagań dotyczących jakości spoin (np. przy spawaniu
rurociągów) wykonuje się odpowiednie badania kontrolne nieniszczące, np. radiograficzne,
falami ultradźwiękowymi. Ze względu na kształt spoin oraz ich położenie w stosunku do
łączonych części rozróżnia się spoiny czołowe i pachwinowe
Spoiny czołowe stosuje się do łączenia stykowego blach, prętów, kształtowników, rur itp.
Rodzaj spoiny dobiera się w zależności od charakteru obciążenia, grubości blach oraz innych
wymagań
konstrukcyjno-technologicznych.
Przy spawaniu czołowym jest wymagane
odpowiednie przygotowanie krawędzi elementów.
Wymiary ukosowań zależą od grubości blach oraz od metody spawania i są ujęte w normach
(m.in. PN-75/M-69014, PN-73/M-69015).
Do łączenia cienkich blach stosuje się spoiny brzeżne, powstające przez stopienie odwiniętych
krawędzi blach, bez użycia dodatkowego metalu.
Spoiny otworowe i punktowe wykonuje się przeważnie w celu wzmocnienia spoin
pachwinowych przy łączeniu szerokich elementów. Ich wykonanie jest dość kosztowne, dlatego
są stosowane rzadko.
Zasady rysowania połączeń spawanych na rysunkach części maszyn oraz oznaczania
i wymiarowania spoin są podane w normach PN-EN 22553:1997 i PN-EN 24063:1993.
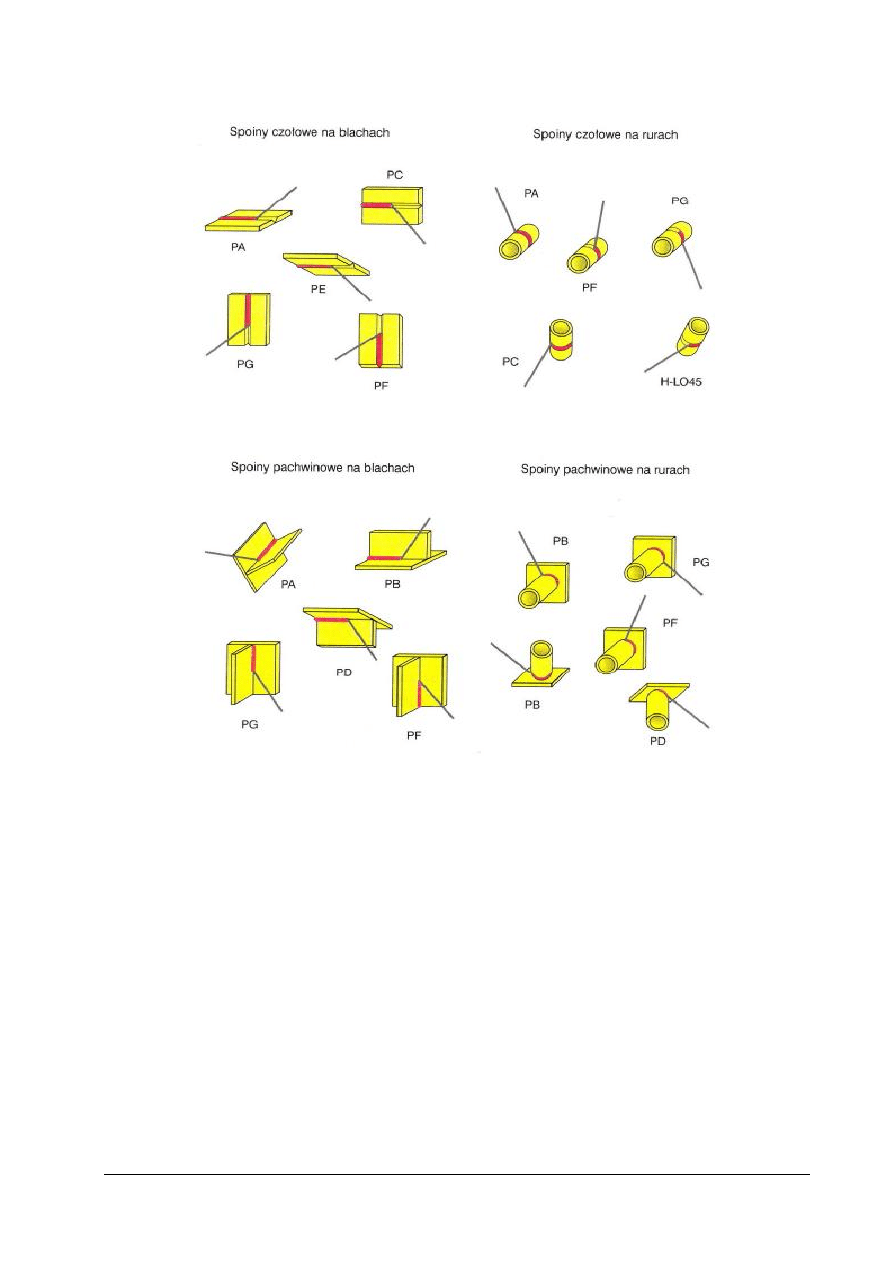
Przykłady podstawowych pozycji spawania przedstawiono na rysunku 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 8. Przykłady podstawowych pozycji spawania blach i rur spoinami czołowymi
i pachwinowymi według normy PN-EN ISO 6947 [6, s. 78]
Spawanie w pozycji podolnej.
Ze względu na położenie spoiny, w pozycji podolnej oś podłużna spoiny jest pozioma, a jej
lico skierowane ku górze.”
Blachy powyżej 4 mm grubości ukosuje się i spawa wielościegowo. Liczba ściegów zależy
od grubości blachy, rodzaju spoiny i pozycji spawania.
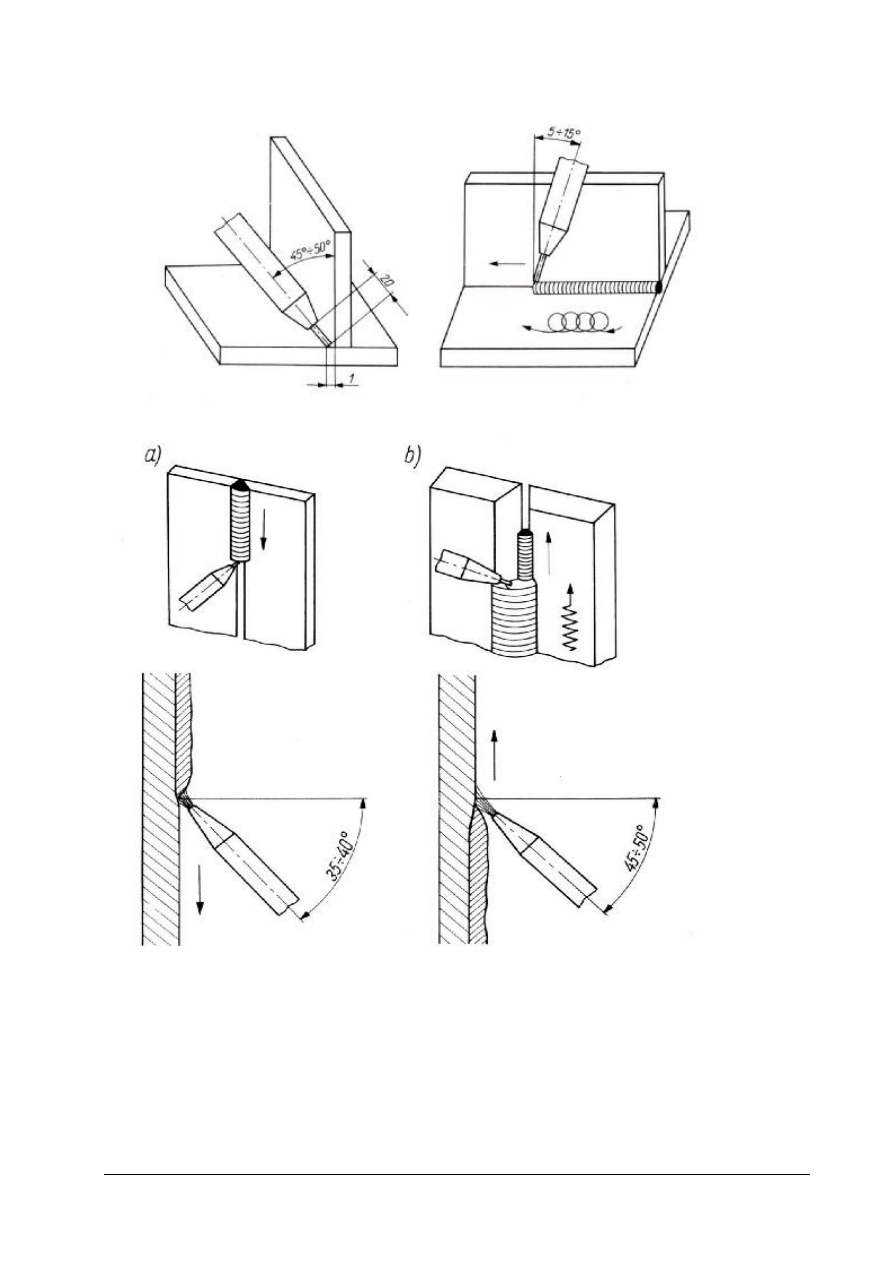
Spoiny pachwinowe są wykonywane jednościegowo i wielościegowo.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 9. Wykonywanie spoin pachwinowych[6, s. 78]
Rys. 10. Technika wykonywania spoin czołowych w pozycji pionowej: a) z góry na dół, b) z dołu do góry[6, s. 78]
Technika spawania metodą TIG.
Uzyskanie dobrej spoiny bardzo zależy od właściwego ustawienia uchwytu spawalniczego
i pałeczki spoiwa względem materiału spawanego. Jeżeli ustawienie dyszy gazowej jest
niewłaściwe, to płynna kąpiel jeziorka jest niedostatecznie chroniona przed dostępem powietrza.
Dla różnych grubości materiału najlepsze wyniki spawania elektrodą nietopliwą uzyskuje się
przy ustawieniu uchwytu spawalniczego jak na rys. 11.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
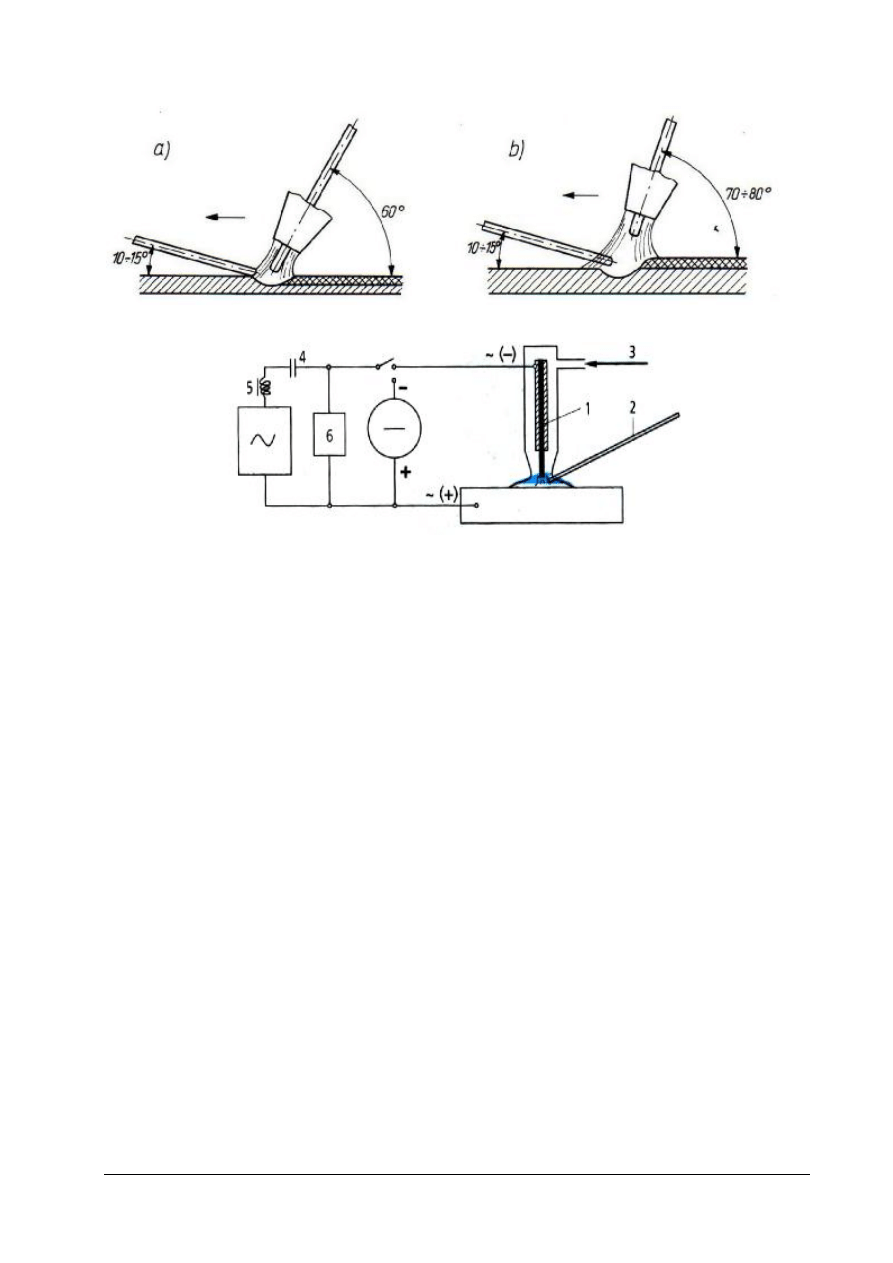
Rys. 11. Pochylenie uchwytu spawalniczego: a) przy blachach cienkich, b) przy blachach grubych[6, s. 80]
Rys. 12. Schemat stanowiska do spawania metodą TIG: 1. elektroda, 2. drut, 3. gaz osłonowy, 4. kondensator,
5. dławik, 6. jonizator [6, s. 166]
Spawanie metodami MIG i MAG.
Spawanie przy pomocy elektrody topliwej w osłonie gazowej może się odbywać przy
zastosowaniu gazów obojętnych (MIG) lub aktywnych (MAG). Podczas spawania w łuku topi
się elektroda drutowa, przesuwana przy pomocy podajnika przez styk prądowy. Drut przechodzi
przez dyszę, do której doprowadzany jest gaz osłonowy. Topiący się drut, który jest materiałem
dodatkowym, tworzy razem ze stopionymi krawędziami spawanego materiału spoinę. Spawanie
obydwoma metodami przeprowadza się przy bardzo dużych gęstościach prądowych, co
powoduje szybkie topienie się drutu elektrodowego. Wydajność dochodzi nawet do 10 kg/godz.
Przy tych metodach istnieją trzy sposoby przechodzenia metalu z elektrody do spoiny:
natryskowy, kroplowy i mieszany.
W pierwszym przypadku metal przechodzi w postaci bardzo drobnych kropelek, nie powodując
zwarć łuku. Uzyskuje się to przez zastosowanie bardzo dużych natężeń prądu spawania (dotyczy
to głównie spawania metodą MIG, w przypadku MAG dla uzyskania tego efektu trzeba
zrezygnować z czystego CO
2
i zastąpić go mieszanką gazową). Przy mniejszych natężeniach
prądu metal przechodzi w postaci stosunkowo grubych kropli, co powoduje okresowe zwieranie
łuku elektrycznego i w pewnym stopniu zakłóca stabilność procesu.
Metodą MIG spawa się te same materiały co metodą TIG, jednak jest ona znacznie tańsza.
Natomiast metoda MAG służy wyłącznie do spawania stali niskowęglowych i niskostopowych.
Podczas spawania metodami MIG/MAG szybkość podawania drutu jest stała i nie zależy od
napięcia w łuku elektrycznym. Stała długość końcówki drutu wychodzącej z łuski zasilającej jest
utrzymywana na zasadzie samoregulacji. Aby w czasie spawania nie dopuścić do zdmuchiwania
osłony gazowej, należy proces ten prowadzić w pomieszczeniach nie narażonych na duży ruch
powietrza, a przy spawaniu w terenie - stosować odpowiednie osłony, zabezpieczające przed
wiatrem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
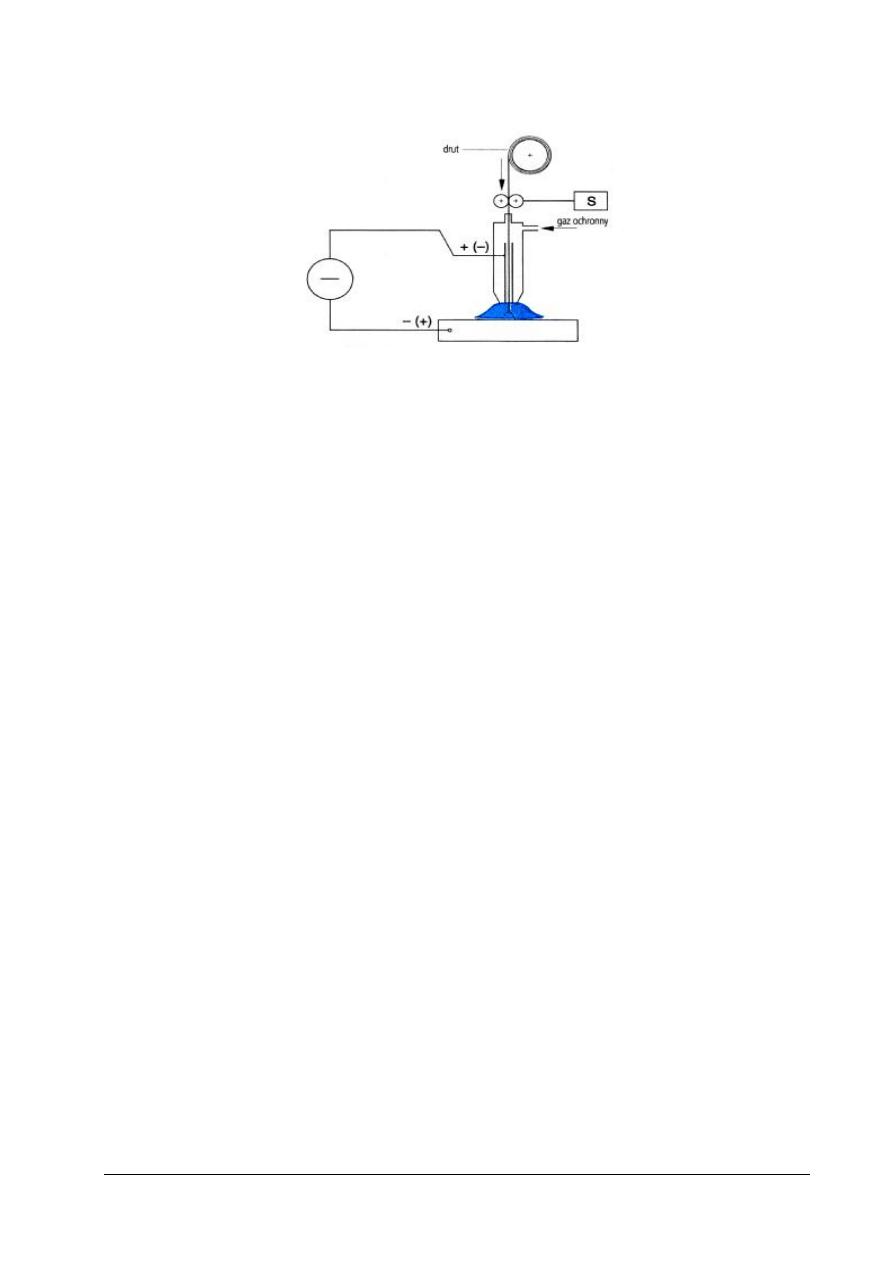
Rys. 13. Stanowisko do spawania metodą MIG/MAG [6, s. 166]
Obecnie do spawania stosuje się coraz częściej druty tzw. proszkowe (rdzeniowe).
Wykonuje się je ze zwiniętej taśmy stalowej. Wewnątrz są one wypełnione składnikami
żużlotwórczymi oraz żelazostopami. W ten sposób wprowadza się do spoiny dodatki stopowe.
Dzięki łatwości dobrania odpowiedniego składu chemicznego znajdują one coraz większe
zastosowanie - zarówno przy spawaniu, jak i napawaniu.
Nowoczesne metody spawania.
Spawanie wiązką elektronów.
Metoda ta polega na wykorzystaniu strumienia elektronów jako źródła ciepła do
miejscowego nadtapiania łączonych elementów. Elektrony emitowane z katody z dużą
prędkością przepływają w kierunku anody, którą jest spawany przedmiot. Maksymalne skupienie
wiązki
elektronów
osiąga
się
za
pomocą
dodatkowej
anody
oraz
soczewek
elektromagnetycznych.
Metodę tę stosuje się wszędzie tam, gdzie wymagane są połączenia o wysokich
własnościach, tzn. w przemyśle elektrotechnicznym, samochodowym, technice jądrowej
i energetyce. Grubość spawanych materiałów wynosi od 0,05 do 300mm. Metodą elektronową
można spawać metale trudnotopliwe i stopy o dużej wytrzymałości. Nie wolno natomiast spawać
cynku i jego stopów, żeliwa szarego oraz niskowęglowych stali nieuspokojonych.
Spawanie laserowe.
Metoda ta jest obecnie najnowocześniejszym procesem łączenia. Polega ona na topieniu
łączonych przedmiotów ciepłem otrzymanym w wyniku doprowadzenia do złącza
skoncentrowanej wiązki światła o dużej gęstości energii. Do celów spawalniczych najczęściej
stosuje się lasery gazowe CO
2
.
Wszystkie materiały spawane elektronowo można też spawać laserowo. Naprężenia
i odkształcenia spawalnicze praktycznie nie występują. Zastosowanie: przemysł kosmiczny,
lotniczy, samochodowy, elektroniczny i medyczny.
Spawanie plazmowe.
Cechą charakterystyczną tej metody jest wykorzystanie łuku elektrycznego, który od
elektrody wolframowej przechodzi do przedmiotu przez dyszę o małym przekroju poprzecznym
i nie może się rozszerzać, jak przy łuku swobodnym. Słupek łuku ma kształt stożka o bardzo
małej zbieżności i dysponuje dużą gęstością energii, która umożliwia zmianę otaczającego gazu
w plazmę. Dzięki zmianom warunków jarzenia i zjawiskom zachodzącym w łuku odznacza się
on wysoką temperaturą, równomiernie rozłożoną na całym przekroju poprzecznym.
Spawanie rurociągów z wydajnością MIG/MAG a z jakością TIG jest możliwe przy
budowie rurociągów. Dzięki najnowszej multiprocesowej technologii orbitalnej MIG/MAG/TIG
stało się ono rzeczywistością. Wydajność procesu została zwiększona ok. trzykrotnie a uzysk
stopiwa na poziomie 3 kg/godzinę jest teraz czymś zupełnie normalnym. Ten nowoczesny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
system zwany POLYCAR MULTIPROCESS umożliwia pracę dowolnie wybraną technologią.
Dzięki nowoczesnemu oprogramowaniu POW działającemu w środowisku Windows
programowanie jest bardzo łatwe a w wielu przypadkach w zasadzie intuicyjne. Zestawy
występują zarówno w odmianie stacjonarnej (prefabrykacja) jak i mobilnej przewidzianej do
pracy w warunkach terenowych.
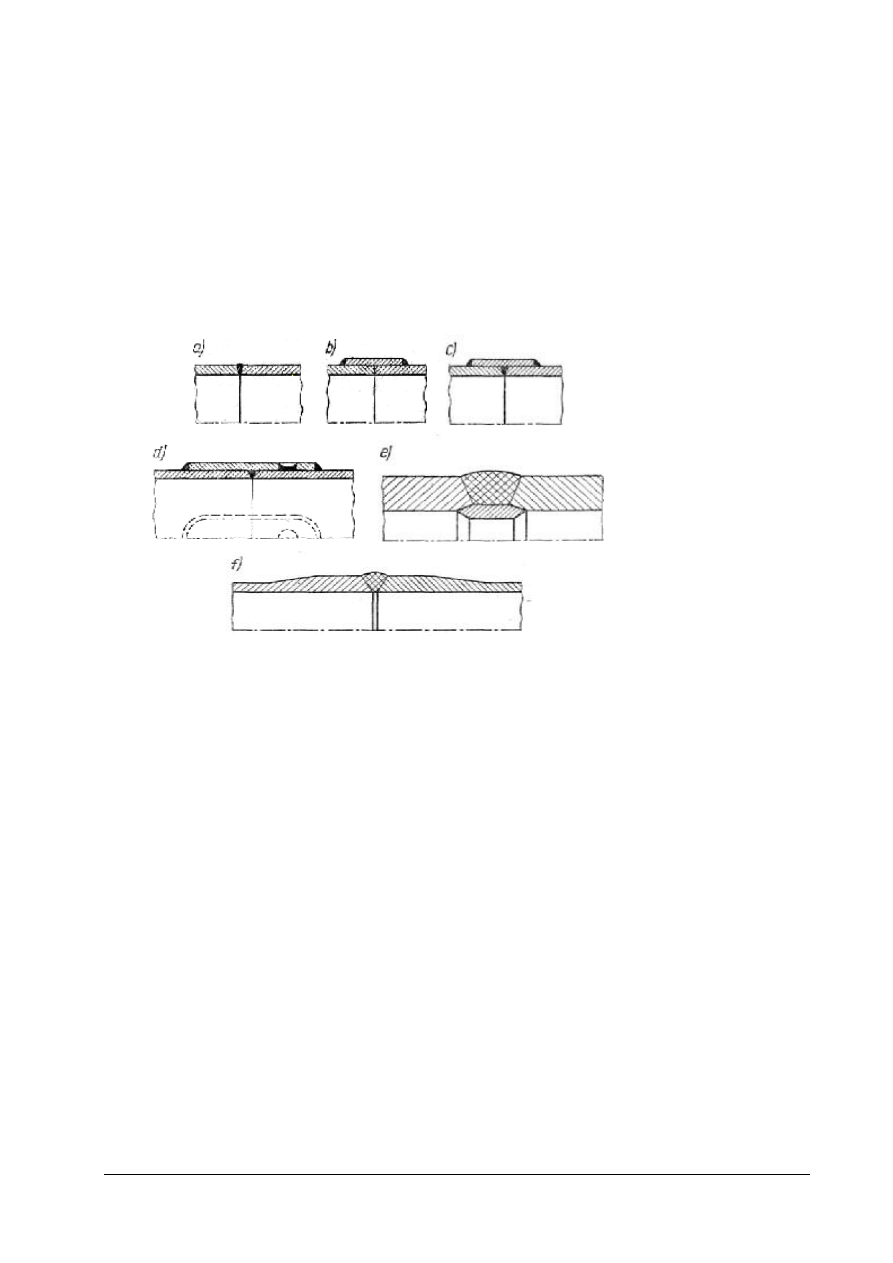
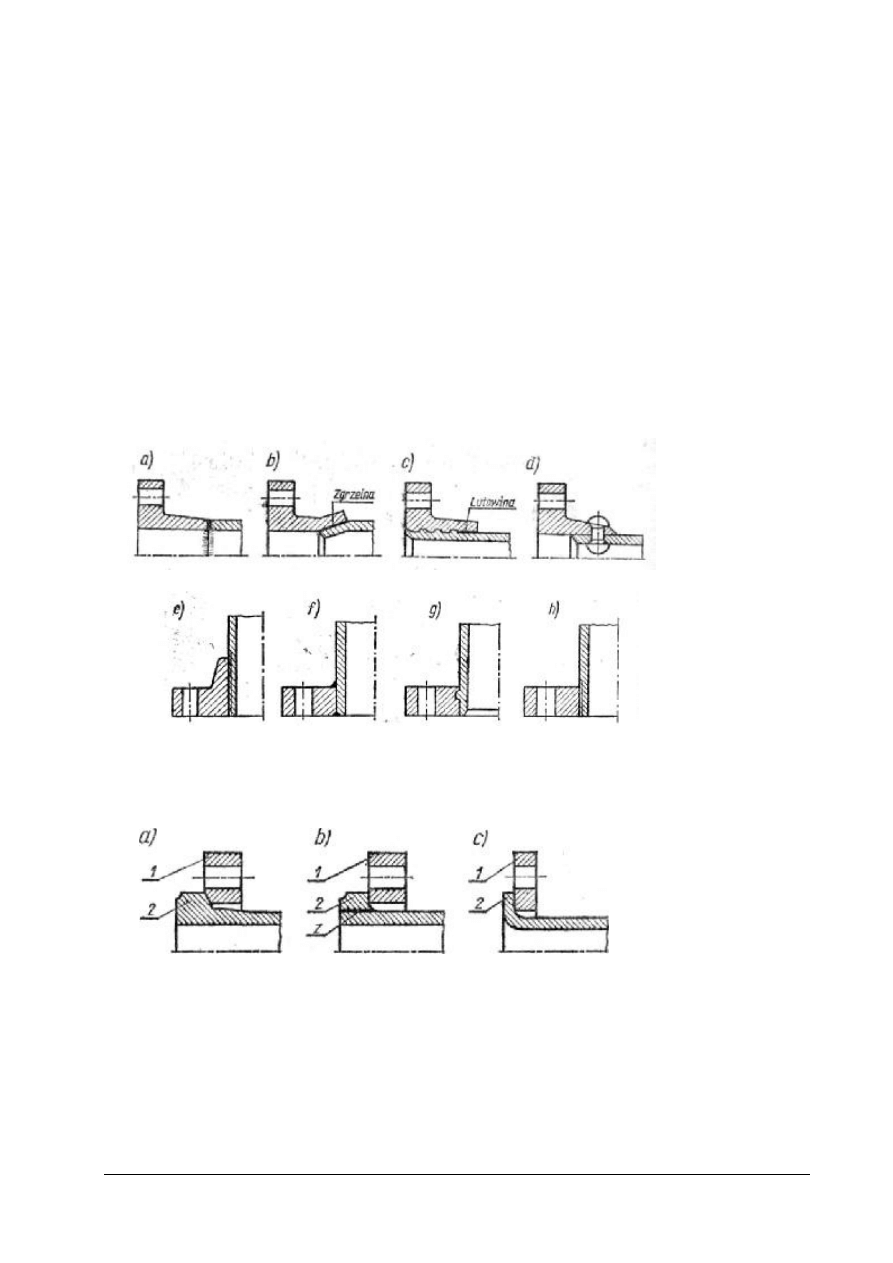
Przykłady połączeń spawanych rur.
Połączenia spawane (rys. 14) stosuje się dziś coraz częściej, zwłaszcza w przewodach
wysokociśnieniowych, w przypadku materiałów dobrze spawalnych, a przede wszystkim rur
stalowych. Mają dużą wytrzymałość, są szczelne, lekkie i tanie. Zagadnienie rozłączności nie
jest tu istotne, gdyż przy koniecznym demontażu rurę przecina się palnikiem, a następnie
ponownie zespawa.
Rys. 14. Rurowe połączenia spawane[1, s. 123]: a) czołowe, b) nasuwkowe ze spoinami pachwinowymi,
c) nasuwkowe spawane czołowo, d) nasuwkowe spawane czołowo, ze spoinami pachwinowymi i otworowymi
[121, e) czołowe z wkładką stalową, f) czołowe ze zgrabionym końcem rury (do ł wyższego ciśnienia)
Połączenie spawane czołowe jest najprostsze i zapewnia wystarczającą wytrzymałość
spoiny. Przy spawaniu używa się pierścieniowych wkładek ceramicznych, usuwanych z rury po
spawaniu. Zapewniają one poprawne spawanie ścianki i uniemożliwiają tworzenie się sopli
roztopionego metalu wewnątrz rury. Stosuje się także wkładki stalowe (pierścienie
wzmacniające) pozostawiane w rurze i zwiększające wytrzymałość spoiny (rys. 14e). Również
przez użycie nasuwki (tulei zastępującej nakładkę, rys. 14b-r-d) można otrzymać połączenie
o dużej wytrzymałości.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega spawanie w osłonie gazów ochronnych?
2. Jakie gazy ochronne stosuje się do spawania w osłonie gazów aktywnych?
3. Jakie gazy ochronne stosuje się do spawania w osłonie gazów obojętnych?
4. Co oznacza spawanie metodą MAG?
5. Co oznacza spawanie metodą TIG?
6. W jaki sposób dobieramy parametry spawania do metody MAG i TIG?
7. Na czym polega spawanie elektryczne elektrodą otuloną?
8. Jakie zadania spełnia otulina w procesie spawania elektrodą otuloną?
9. Jakie mamy rodzaje elektrod ze względu na rodzaj otuliny?
10. Jakie przepisy bhp muszą być zachowane podczas spawania elektrodą otuloną?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonanie połączenia spawanego z blach stalowych St3S o grubości 6 mm metodą
spawania 135.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją spawania w osłonie gazów aktywnych metodą 135,
2) przygotować stanowisko do spawania w osłonie gazów aktywnych metodą 135,
3) założyć odzież ochronną zgodnie z przepisami bhp,
4) ustawić parametry spawania dla poprawnie wykonanego połączenia spawanego,
5) wykonać połączenie spawane doczołowo w pozycji dolnej z blach stalowych o gatunku
St3S,
6) przeprowadzić kontrole wizualną wykonanego połączenia spawanego.
Wyposażenie stanowiska pracy:
−
instrukcja bhp podczas obsługi urządzeń do spawania w osłonie gazów ochronnych,
−
stanowisko do spawania w osłonie gazów aktywnych metodą MAG,
−
literatura wymieniona w punkcie 6 Poradnika dla ucznia,
−
odzież ochronna do wykonania ćwiczenia.
Ćwiczenie 2
Odczytywanie oznaczenia elektrod i podanie zastosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać informacje odnośnie klasyfikacji i przeznaczenia elektrod,
2) odczytać oznaczenia z opakowania elektrod,
3) dokonać interpretacji oznaczeń zgodnie z normą dotyczącą klasyfikacji elektrod,
4) dokonać zastosowania określonej elektrody.
Wyposażenie stanowiska pracy:
−
norma dotycząca klasyfikacji elektrod otulonych, PN-EN499,
−
opakowanie z elektrodami, kilka rodzajów,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Dwie blachy o grubości 4mm połączyć spoiną pachwinową. Po spawaniu blachy
usytuowane są wzajemnie prostopadle w kształcie symetrycznej litery „T„ w widoku
poprzecznym.
Sposób wykonania zadania
Aby wykonać ćwiczenie powinieneś:
1) zastosować odzież ochronną i sprzęt ochrony osobistej,
2) przygotować i sprawdzić sprzęt do spawania łukowego,
3) dobrać parametry spawania elektrycznego,
4) dobrać elektrodę,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
5) oczyścić krawędzie przed spawaniem,
6) ustawić blachy do spawania w pozycji poziomej bocznej,
7) wykonać wstępne spawanie sczepiające,
8) wykonać spoinę pachwinową w dwóch przejściach,
9) usunąć zgorzelinę,
10) sprawdzić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
blacha o grubości 4mm,
−
stanowisko do spawania elektrycznego wraz z osprzętem,
−
przyrządy ślusarskie,
−
przymiar kreskowy,
−
kątownik,
−
młotek spawalniczy,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
4.1.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować stanowisko pracy do spawania łukowego elektrodą
otuloną?
2) scharakteryzować metodę spawania TIG?
3) wyjaśnić zasadę działania spawania laserowego ?
4) dobrać odzież ochronną do spawania łukowego elektrodą otuloną?
5) wykonać złącze teowe ze spoiny pachwinowej metodą spawania
łukowego elektrodą otuloną w pozycji spawania pionowej PF?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Połączenia rozłączne rurociągów
4.2.1. Materiał nauczania
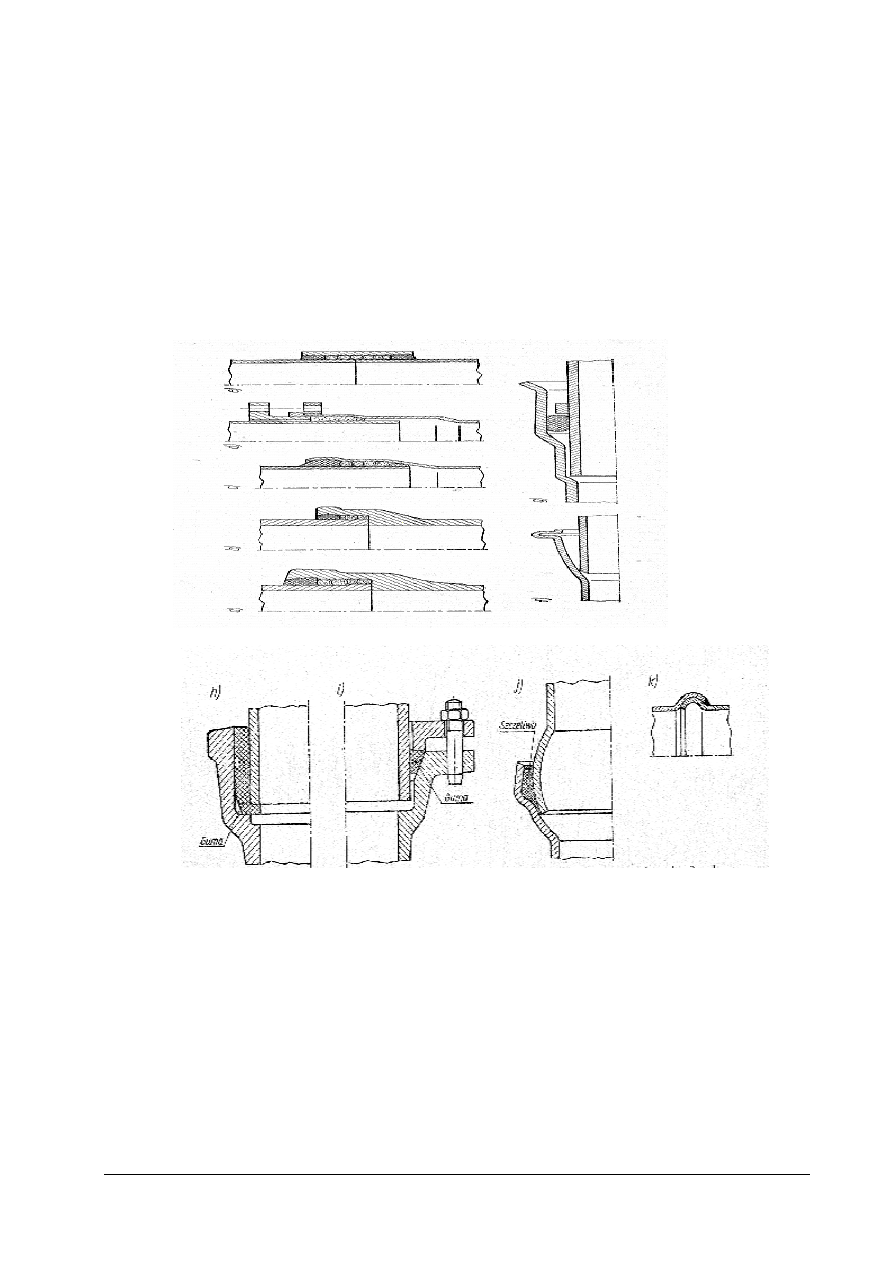
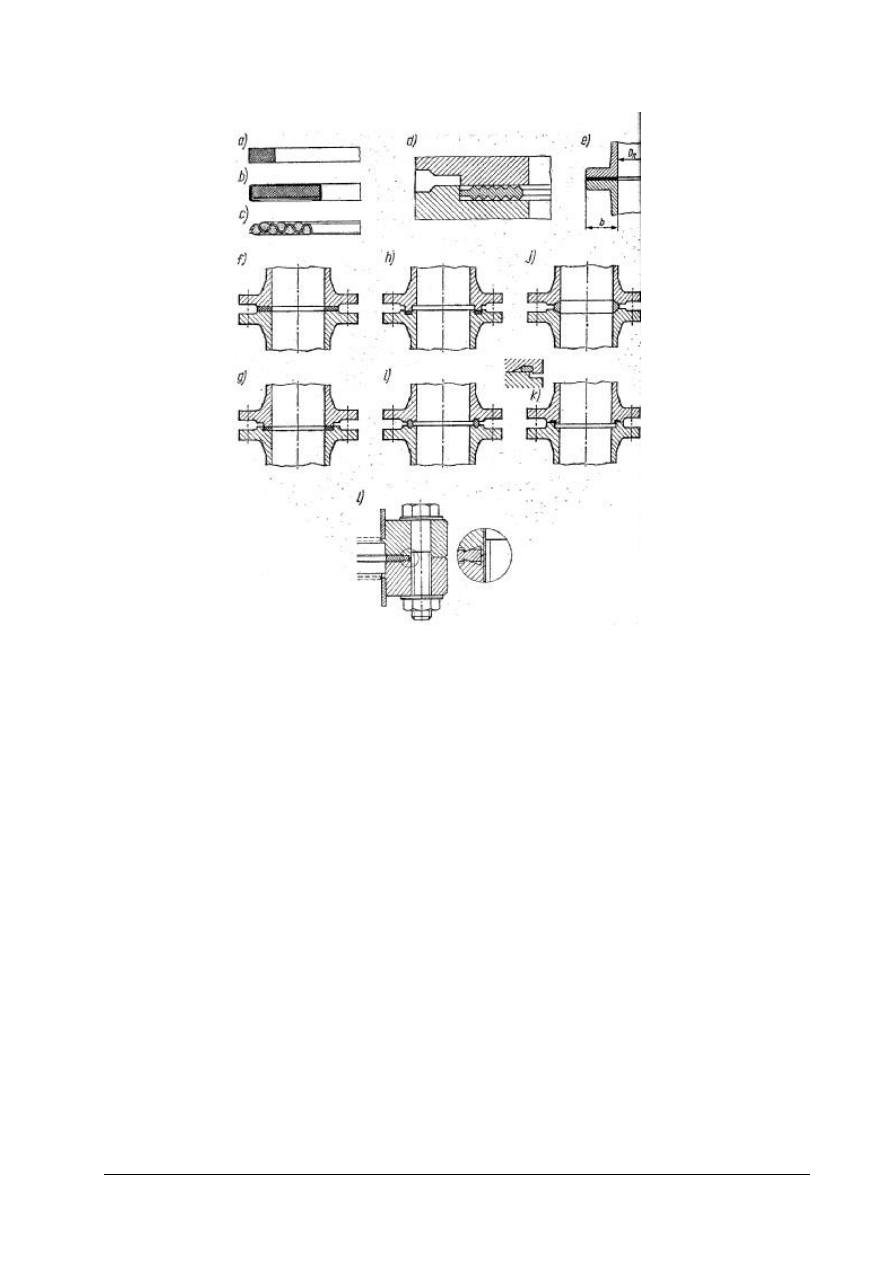
Najstarszą postacią połączeń rurowych są rozłączne połączenia kielichowe (rys. 8.5)
stosowane do łączenia rur żeliwnych, kamionkowych, a czasem także stalowych. W połączeniu
kielichowym gładki koniec jednej rury (czop) jest wsunięty do rozszerzonego końca (kielicha)
drugiej rury. Połączenie uszczelnia się sznurem białym (konopnym) lub nasyconym masą
bitumiczną i doszczelnia wełną ołowianą lub aluminiową, albo zalewa ołowiem, smołą lub
cementem. Niekiedy stosuje się gumowe pierścienie uszczelniające.
Rys. 15. Rurowe połączenia kielichowe [2, s. 16]: a) rur żeliwnych, 6) - kamionkowych, c) - stalowych,
d) połączenie przesuwane, e) - nasuwkowe, f) - z podwójnie wywiniętym brzegiem, g) - z uszczelnieniem
gumowym i przyspawanym pierścieniem zabezpieczającym, h> i) połączenia podatne j) połączenie
przegubowe k) kielichowe połączenie spawane (kuliste)
Połączenia kielichowe są używane w rurociągach wodnych i gazowych układanych w ziemi,
przy ciśnieniu czynnika do 1 MPa (najczęściej ok. 0,2 MPa). Nie mogą one przenosić sił
wzdłużnych, które powinny być przejmowane przez odpowiednie umocowanie.
Połączenia kielichowe mogą być również spawane (nierozłączne, rys. 15k). Warunkiem
poprawnej ich pracy jest brak naprężeń wzdłużnych, niebezpiecznych dla spoiny, oraz dobre
przyleganie kielicha na całym obwodzie, co uzyskuje się przez nałożenie kielicha na czop na
gorąco.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
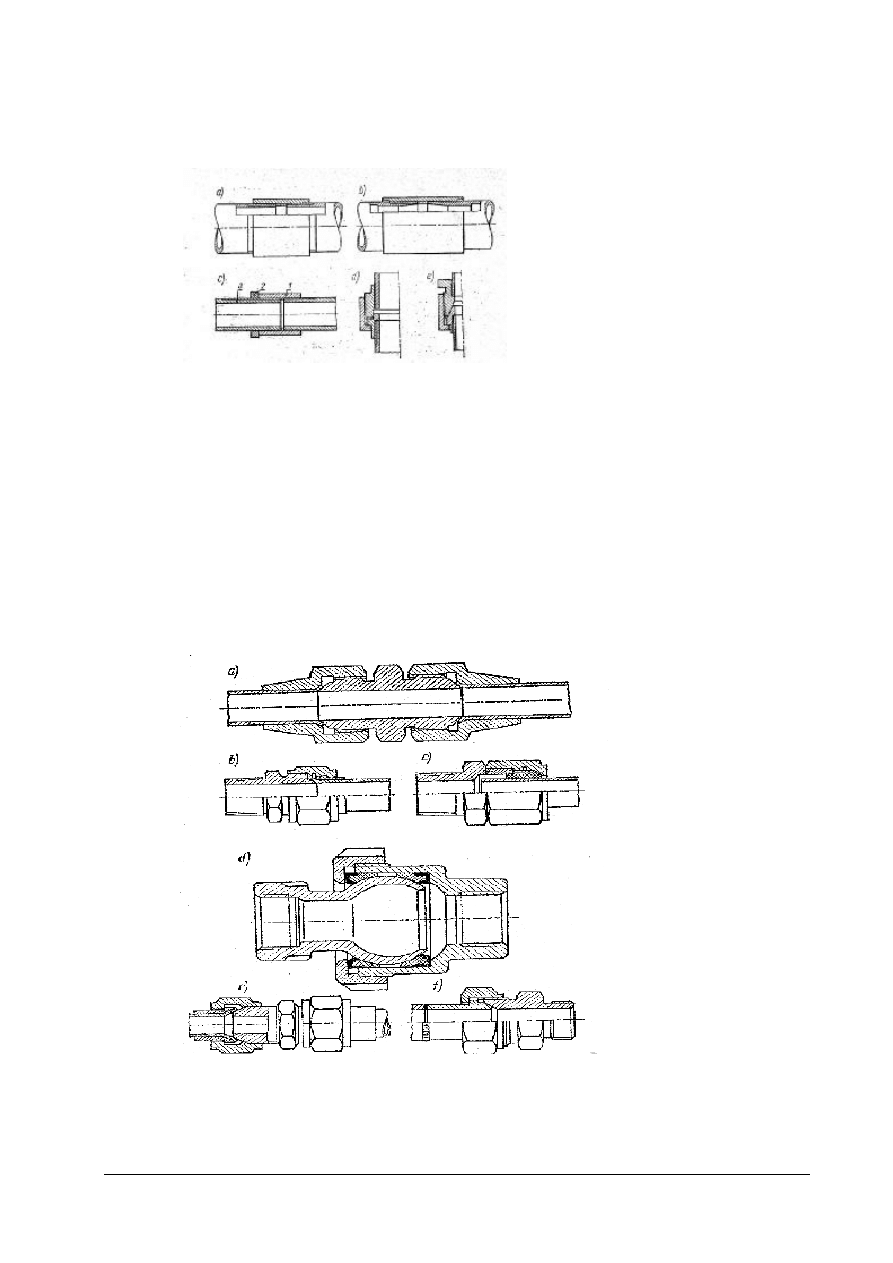
W połączeniach skręcanych gwint może być nacięty wprost na rurze (połączenia gwintowe)
albo na osobnych łącznikach (połączenia skrętkowe i kołnierzowe).
Rys. 16. Rurowe połączenia gwintowe [3, s. 189]: a) złączkowe , b) - wzmocnione c) - o długim
gwincie, d) dwuzłączkowe z uszczelką płaską , e) - z docieranym uszczelnieniem stożkowym
Połączenia gwintowe (rys. 16) stosuje się powszechnie w przewodach o małej średnicy (do
80 mm, niekiedy do 150 mm), przy niskim i średnim ciśnieniu (do 4 MPa). Mają małe wymiary
poprzeczne, są wygodne do wykonania i bardzo wytrzymałe na duże obciążenia wzdłużne.
Z tego powodu używa się ich w rurach wiertniczych. Poza tym stosuje się je w rurach
instalacyjnych, przy czym gwint nie wymaga zbyt dokładnego wykonania. Na rurach łączonych
nacina się zwykle gwint rurowy stożkowy (o zbieżności 1 : 16), a na złączce, którą stanowi
krótki odcinek rury o nieco większej średnicy – wewnętrzny gwint walcowy. Rysunek 16c
przedstawia połączenie gwintowe łatwo rozłączalne, o długim gwincie na rurze 3 i z nakrętką
ustalającą 2; rozłączenie połączenia wymaga cofnięcia nakrętki i złączki 1 ku końcowi gwintu
rury 3.
Rys. 17. Rurowe połączenia skrętkowe [5, s. 43]: a) przelotowe, bez uszczelki, b) końcowe z uszczelką, c) końcowe
wychylne, d) przegubowe kulowe , e) z końcówką stożkową i rozwałcowanym końcem przewodu , f) z końcówką
kulistą
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Połączenia skrętkowe (śrubunkowe, rys. 17) stosuje się w przewodach o małej średnicy
2÷40 mm, przy ciśnieniu l÷32 MPa i więcej. Są one używane w instalacjach hydraulicznych
i pneumatycznych, w automatyce przemysłowej, w przewodach smarowych itp. Stosuje się je
zarówno do przewodów sztywnych, jak i giętkich.
Nienagwintowany rozwalcowany koniec przewodu sztywnego zostaje zaciśnięty za pomocą
gwintowanej skrętki, zapewniającej łatwy montaż i demontaż (rys. 17a). W celu zwiększenia
szczelności stosuje się uszczelki pierścieniowe (rys. 17b). Pierścień gumowy (rys. 17c)
umożliwia wychylenie przewodu w połączeniu, co znacznie ułatwia montaż. Przebugowe
połączenie kulowe (rys. 17d) umożliwia obrót o kąt ± 20°.
Połączenie z końcówką stożkową, z rozwalcowanym końcem przewodu (rys. 17e), jest
najłatwiejsze do wykonania w przypadku przewodów ze stopów miedzi i stopów aluminium. Nie
należy go stosować w instalacjach często demontowanych. Połączenie z końcówką kulistą,
przyspawaną do przewodu i uszczelnioną przez docisk do gniazda stożkowego (rys. 17f), stosuje
się przy wysokim ciśnieniu wynoszącym nawet 50÷70 MPa i jest bardzo wygodne przy
wielokrotnym demontażu.
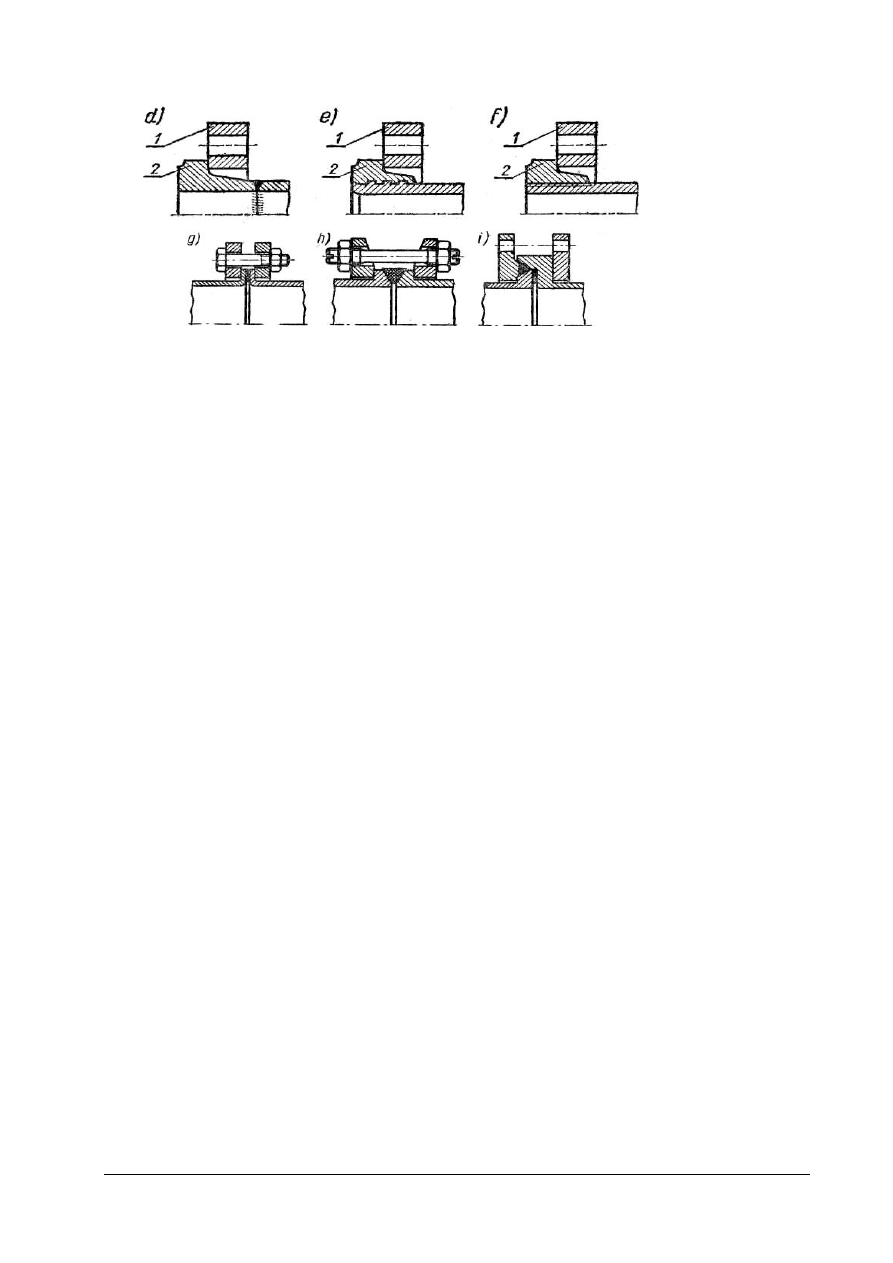
Rys. 18 Rurowe połączenia z kołnierzami stałymi [5, s. 45]:: a) kołnierz ciężki (do wysokiego ciśnienia),
przyspawany, b) zgrzany, c) - zawalcowany, d) - przynitowany e) - nakręcony f) - kołnierz stały lekki
(do niskiego ciśnienia), przyspawany , g) - zawalcowany , h}- nakręcony ]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 19. Rurowe połączenia z kołnierzami luźnymi [5, s. 48]: a) kołnierz luźny, połączenie z wieńcem
odlanym wraz z rurą, b) - z wieńcem zgrzanym (z - zgrzeina), c) - z wywiniętym brzegiem rury,
d) - z wieńcem przyspawanym, e) - zawalcowanym, f) - nakręconym, g, h, i) przykłady połączeń
z kołnierzami luźnymi 1 - kołnierz luźny, 2 - wieniec lub końcówka
Połączenia kołnierzowe (rys. 18 i 19) są stosowane wówczas, gdy nie można używać innych
sposobów łączenia rurociągów , a przede wszystkim w rurociągach naziemnych . Ich wadą jest
duży ciężar i wymiary konstrukcji, a zaletą - łatwy i szybki demontaż. Kołnierze rur lanych
odlewa się razem z rurą. Rury stalowe łączy się za pomocą okrągłych (lub owalnych,
kwadratowych, prostokątnych) kołnierzy stałych (rys. 18), połączonych z rurą przez spawanie,
zgrzewanie, nawalcowanie, przynitowanie lub nakręcanie na gwint rury; albo za pomocą
kołnierzy luźnych (rys. 19), które w przeciwieństwie do stałych nie wymagają obracania rurą
w celu doprowadzenia do pokrywania się otworów w kołnierzach. Kołnierze luźne muszą być
oparte o wieńce na końcach rur, do których są dociskane śrubami.
Wieńce rurowe otrzymuje się przez wywinięcie brzegów rur albo przez połączenie
z końcami rur pierścieni lub końcówek.
Dla przewodów o średnicach i ciśnieniach nominalnych połączenia kołnierzowe rur są
znormalizowane (PN-72/H-74306÷PN-68/H-74373). Kołnierze łączy się za pomocą śrub,
których średnica, liczba i średnica koła rozmieszczenia otworów pod śruby są również
znormalizowane. Liczba śrub powinna być podzielna przez 4
Rysunek 18d przedstawia jeszcze łatwiejsze w montażu i demontażu oraz bardziej szczelne
połączenie dwuzłączkowe z trzema gwintami, uszczelnione przędzą i minią oraz płaską
uszczelką pierścieniową. Połączenie dwuzłączkowe umożliwia łączenie i rozłączanie przy
nieruchomych rurach. Podziałkę rozstawu śrub przyjmuje się t = (2,25-6)d, gdzie d - średnica
śruby. Podziałką przyjmuje się tym mniejszą, im większe jest ciśnienie czynnika. Największa
podziałką nie może przekraczać 160 mm. Podane zasady umożliwiają łatwy montaż i użycie
klucza widlastego przy dokręcaniu śrub oraz zapewniają równomierny docisk szczeliwa.
Uszczelnianie połączeń kołnierzowych.
Połączenia kołnierzowe uszczelnia się zwykle za pomocą pierścieniowych uszczelek
płaskich (rys. 20a, b) o grubości 0,3÷6 mm, wykonanych – zależnie od rodzaju czynnika, jego
ciśnienia i temperatury – z materiałów uszczelniających niemetalowych lub z miękkich metali.
Uszczelki w postaci krążków kształtuje się w matrycach, wycina z płyt, klei ze sznura lub toczy
z pręta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 20. Uszczelnienia połączeń kołnierzowych [5, s. 50]: a) uszczelka płaska, b) - azbestowo-metalowa
płaska, c) - azbestowo-metalowa falista, d) - metalowa rowkowana, e) uszczelnienie otwarte z uszczelką
szeroką, f) - otwarte z uszczelką wąską, g) - półzamknięte, h) - zamknięte, i) - owalne, j) - soczewkowe,
k) - okrągłe z pierścieniem gumowym, 1) próżnioszczelne ostrzowe z uszczelką metalową
Uszczelki niemetalowe wykonuje się z papieru, tektury zwykłej, impregnowanej lub
grafitowanej, z fibry, tekstolitu, gumy, skóry, korka prasowanego, przędzy bawełnianej
z talkiem, filcu technicznego białego lub szarego, tworzyw sztucznych (np. z polichlorku
winylu), gutaperki, paronitu, tektury azbestowej, masy azbestowo-kauczukowej, masy
azbestowej wzmocnionej siatką miedzianą, wkładką z blachy falistej itp. lub z masy podobnej,
jak klingeryt, gambit i in.
Uszczelki metalowe wykonuje się z miedzi, ołowiu, aluminium, miękkiej stali węglowej lub
stali nierdzewnej, niklu, monelu (stop niklowo-miedziowy).
Przy wysokim ciśnieniu używa się uszczelek metalowych (z miedzi lub aluminium) oraz
skórzanych i z polichlorku winylu. Przy wysokiej temperaturze (powyżej 800°C) używa się
uszczelek z dobrze wyżarzonej miedzi lub nierdzewnej stali. Przy wysokiej próżni używa się
uszczelek gumowych lub metalowych (z ołowiu, miedzi, srebra lub nawet złota). Przy czynniku
radioaktywnym używa się uszczelek ze stali nierdzewnej, pokrytych srebrem, złotem lub
platyną.
Oprócz uszczelek płaskich stosuje się także uszczelki metalowe rowkowane (rys. 20d), przy
wysokim ciśnieniu – uszczelki owalne, przy bardzo wysokim ciśnieniu (nawet ponad 100 MPa)
– uszczelki soczewkowe .
Zależnie od rodzaju uszczelki stosuje się różne powierzchnie uszczelniające kołnierza.
Uszczelnienie otwarte z uszczelką szeroką nożna stosować przy uszczelce gumowej, tekturowej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
itp. do ciśnienia p
n
≤ 1,6 MPa. Uszczelnienie otwarte z uszczelką wąską stosuje się przy
uszczelce z paronitu, klingerytu, metalu itp. do ciśnienia p
n,
<= 4 MPa.
Uszczelnienia półzamknięte i zamknięte zabezpieczają przed wyciśnięciem szczeliwa lub
wyrwaniem uszczelki przez ciśnienie czynnika. Uszczelnienie półzamknięte (rys. 20g) stosuje
się przy uszczelce z paronitu, metalowej, azbestowo-metalowej płaskiej i falistej do ciśnienia
p
n
<10 MPa. Uszczelnienie zamknięte (rys. 20i) jest używane przy uszczelce metalowej,
gumowej, z polichlorku winylu itp. dla ciśnienia p
n
>10 MPa. W próżnioszczelnym uszczelnieniu
ostrzowym (rys. 201) uszczelka metalowa jest dociskana z obu stron ostrymi grzbietami na
kołnierzach.
Podczas montażu połączenia kołnierzowego należy zacisnąć je siłą, która spowoduje
plastyczne odkształcenie (rozpłaszczenie) uszczelki i jej – szczelne doleganie do powierzchni
kołnierza. Siła ta nie może jednak -zniszczyć uszczelki.
W połączeniach kołnierzowych występują najczęściej kołnierze stałe, a tylko niekiedy
luźne. Kołnierze stałe mogą być typu lekkiego nakręcane lub przyspawane do rury i typu
ciężkiego, do których zalicza się kołnierze z szyjką . Kołnierze luźne stosuje się do łączenia rur
większych średnic, co znacznie ułatwia ich montaż (nie zachodzi konieczność okręcania rur przy
ustawianiu dwóch sąsiednich kołnierzy.
Nasunięte luźno kołnierze opierają się o obrzeża rur. Wymiary kołnierzy są
znormalizowane, a liczba otworów w kołnierzu i wielkość śrub zależą od wielkości kołnierza
oraz ciśnienia przewodzonego czynnika. Podczas łączenia rur o dużych średnicach liczba śrub
powinna być wielokrotnością liczby 4, a śruby muszą być rozmieszczone symetrycznie
względem obu osi głównych kołnierza . Tylko w łączeniu rur niewielkich średnic (do 32 mm)
jest dozwolone stosowanie dwóch lub trzech śrub. Powierzchnie zetknięcia kołnierzy przy
niskim ciśnieniu mogą być płaskie, natomiast przy ciśnieniu większym w powierzchniach
kołnierzowych należy wytoczyć rowki współśrodkowe. Po założeniu uszczelki i dociągnięciu
śrub materiał uszczelniający jest wgniatany w te zagłębienia, co zabezpiecza przed
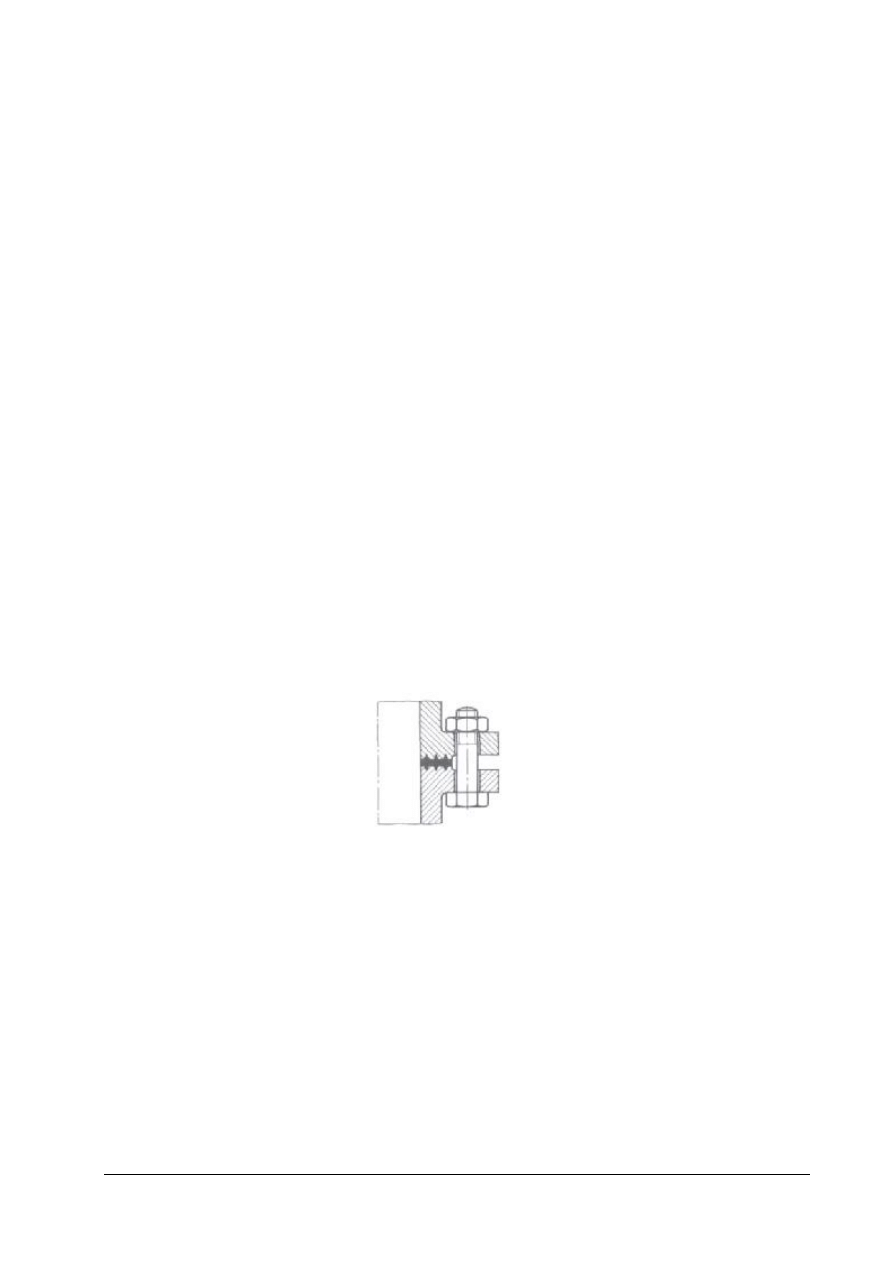
wypchnięciem uszczelki w czasie pracy przewodu (rys. 21)
Rys. 21. Połączenie rur z kołnierzami stałymi i płaską uszczelką na powierzchniach z wytoczonymi rowkami
[10, s. 163]
4.2.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest rola uszczelki w połączeniu kołnierzowym ?
2. Od czego zależy ilość otworów w kołnierzu
?
3. Do czego służy wykrojnik cyrkiel
?
4. Na czym polega łączenie kołnierzowe rur ?
5. Od czego zależy szczelność połączenia kołnierzowego ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji technicznej wykonaj połączenie kołnierzowe na kołnierz luźny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) przygotować narzędzia i przyrządy do wykonania ćwiczenia,
3) zapoznać się z dokumentacją techniczną,
4) wykonać ćwiczenie zgodnie z zasadami bhp,
5) zaprezentować efekt wykonanej pracy.
Wyposażenie stanowiska pracy:
−
stół ślusarski z imadłem,
−
narzędzia monterskie,
−
materiały do wykonania połączenia,
−
materiały do uszczelniania,
−
dokumentacja techniczna,
−
narzędzia monterskie.
Ćwiczenie 2
Wykonaj uszczelkę do połączenia kołnierzowego wiedząc ze rurą przepływa czynnik
roboczy o temperaturze 50
°
C i ciśnieniu 1,5 MPa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać materiał uszczelniający w zależności od parametrów czynnika roboczego,
2) dokonać pomiarów potrzebnych wymiarów kołnierza ,
3) przenieść wymiary na podziałkę wykrojnika cyrkla,
4) wyciąć uszczelkę przy pomocy wykrojnika cyrkla,
Wyposażenie stanowiska pracy:
−
wykrojnik-cyrkiel,
−
materiały uszczelniające,
−
uszczelniany kołnierz,
−
suwmiarka
−
odzież ochronną,
−
sprzęt ochrony osobistej.
Ćwiczenie 3
Mając do dyspozycji dwa kołnierze oraz uszczelkę dokonaj prawidłowego montażu połączenia
przy założeniu ze rurą nie będzie przepływał czynnik o temperaturze większej niż 40
°
C
Sposób wykonania ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Aby wykonać ćwiczenie powinieneś:
1) dobrać materiał uszczelniający w zależności od parametrów czynnika roboczego,
2) dokonać pomiarów potrzebnych wymiarów kołnierza ,
3) przenieść wymiary na podziałkę wykrojnika cyrkla,
4) wyciąć uszczelkę przy pomocy wykrojnika cyrkla,
Wyposażenie stanowiska pracy:
−
kołnierze, uszczelka
−
komplet kluczy,
−
wykrojnik-cyrkiel,
−
materiały uszczelniające,
−
uszczelniany kołnierz,
−
suwmiarka
−
odzież ochronną,
Ćwiczenie 4
Wykonaj połączenie rozłączne rur – normalne według rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonywania ćwiczenia,
2) dobrać elementy połączenia,
3) wykonać ćwiczenie zgodnie z zasadami bhp,
4) zaprezentować efekt wykonanej pracy,
5) ocenić efekt wykonanej pracy.
Wyposażenie stanowiska pracy:
−
nagwintowane rury,
−
złączki,
−
dokumentacja techniczna,
−
materiał do uszczelnień,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje materiałów stosowanych na uszczelki ?
2)
wykonać połączenie kołnierzowe?
3)
uszczelnić połączenie kołnierzowe?
4)
dobrać materiał uszczelniający w zależności od
rodzaju czynnika przepływającego?
5)
określić jakie warunki powinno spełniać prawidłowe obrzeże?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3.
Wycinanie otworów
4.3.1. Materiał nauczania
Cięcie termiczne.
Źródłem ciepła jest przy cięciu najczęściej: płomień acetylenowo-tlenowy, łuk elektryczny,
strumień plazmy lub wiązka laserowa.
Cięcie przy spawaniu elektrycznym to cięcie łukowe elektrodą węglową lub metalową, polega na
wytapianiu szczeliny w pełnym metalu .
Cięcie gazowo-łukowe polega na podgrzaniu metalu ciepłem łuku elektrycznego i jednoczesnym
miejscowym spalaniu metalu w strumieniu czystego tlenu. Obecnie można ciąć termicznie
wszystkie metale i stopy stosowane w przemyśle a nawet beton i kamień. Grubość przecinanego
metalu wynosi 1-3mm. W zależności od stosowanych urządzeń rozróżnia się cięcie termiczne
ręczne i maszynowe, które może być wykonywane w sposób zautomatyzowany za pomocą
mechanizmów prowadzących palniki wg określonych tras
Cięcie gazowe.
Do cięcia gazowego można stosować: tlen, acetylen, propan-butan, gaz miejski i ziemny
oraz wodór stosowany do cięcia pod wodą.
Proces cięcia stali tlenem polega na spalaniu metalu przy współudziale płomienia
podgrzewającego. Podczas cięcia powstają tlenki metali, które topią się i zostają wydmuchiwane
przez silny strumień gazu. Proces ten jest możliwy dla stali niskowęglowych, dla których
powstające tlenki metalu mają temperaturę topnienia niższą niż temperaturę topienia metalu,
dlatego metali takich jak żeliwo, miedź, aluminium, chrom nie można ciąć tlenem ponieważ ich
tlenki mają temperaturę topnienia wyższą od temperatury topnienia metalu. Palnik do ręcznego
cięcia tlenem jest palnikiem używanym do spawania gazowego, do którego jest wmontowana
nasadka do cięcia.
Przy cięciu należy wyregulować płomień. W pierwszej kolejności przy zapaleniu płomienia
otwiera się zawór tlenowy, następnie zawór acetylenowy i zapala się płomień podgrzewający.
Płomień należy wyregulować przez przykręcanie zaworu z acetylenem aż do wyrównania
jąderka. Następnie zakręca się zawór z tlenem i przystępuje się do cięcia. Nagrzewa się brzegi
materiału do koloru jasnoczerwonego, a po nagrzaniu odkręca się zawór tlenowy. Szybkość
prowadzenia palnika powinna być taka aby szczelina nie była zbyt szeroka i nie nastąpiło
przerwanie cięcia. Odległość między powierzchnią materiału ciętego a jądrem płomienia
powinna być stała i wynosić 2÷6mm.
Palnikami ręcznymi można przecinać blachy, ukosować brzegi blach na V lub X
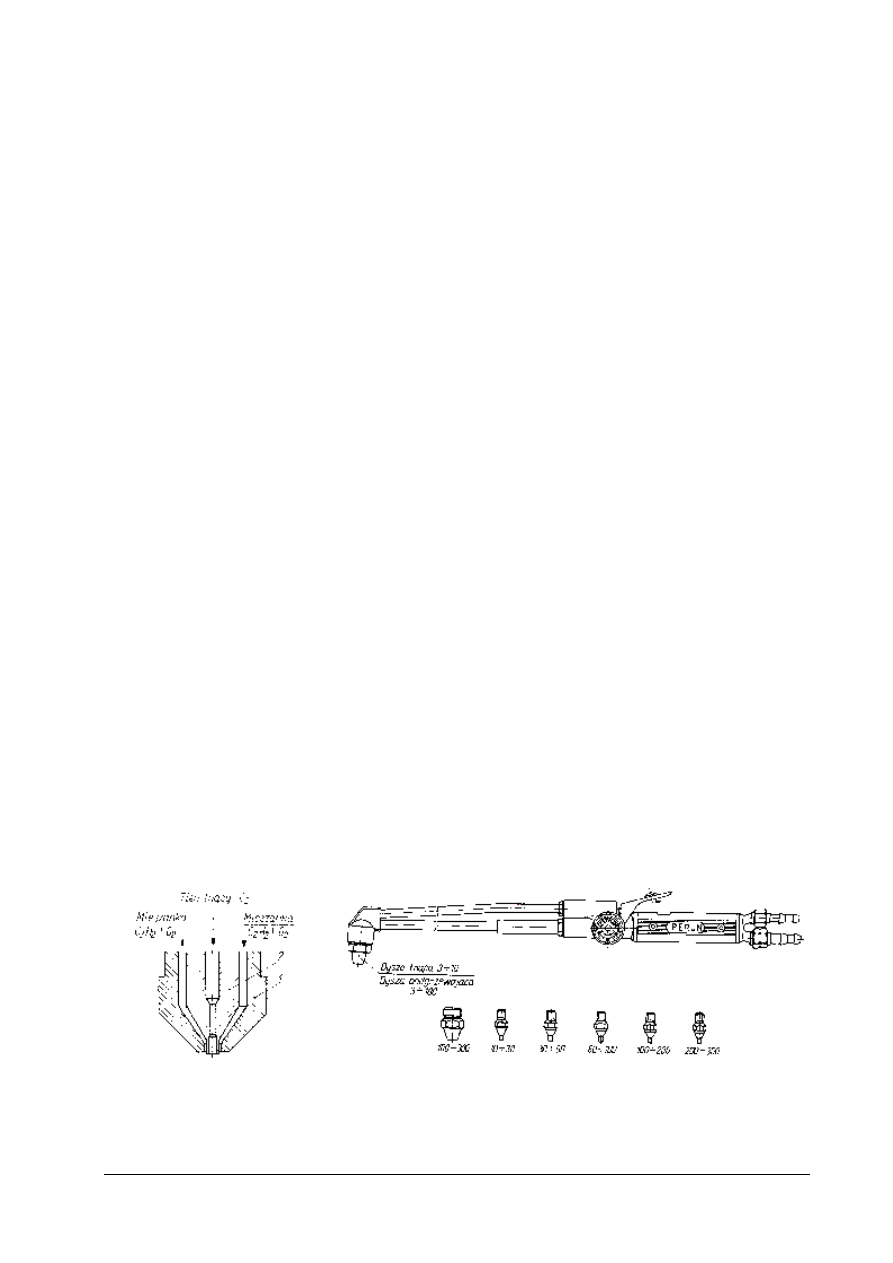
Rys.22. Rozmieszczenie dysz
w palniku do cięcia tlenem, 1-dysza
podgrzewająca, 2-dysza tnąca
[5, s. 227]
Rys.23. Palnik acetylenowo-tlenowy do cięcia typu PC –212A[5, s. 284]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Specjalne metody cięcia.
Większości wysokostopowych stali i metali nieżelaznych nie można ciąć za pomocą tlenu ze
względu na powstawanie wysokotopliwych tlenków. Podczas cięcia stali wysokostopowych
i metali nieżelaznych oraz ich stopów stosuje się metody, które pozwalają dostarczyć do miejsca
cięcia jak największą ilość ciepła koniecznego do stopienia metalu, a nie do jego spalenia.
Najczęściej stosowane są następujące metody cięcia:
−
tlenowo-proszkowe, w których źródłem ciepła jest proszek żelaza spalający się
w atmosferze tlenu;
−
łukowe i tlenowo-lukowe, w których tnie się elektrodami metalowymi lub węglowymi,
stosując niekiedy dla zintensyfikowania procesu dodatkowy nadmuch tlenu w miejsce
cięcia;
−
lancą, rurą ze stali niskowęglowej, wypełnioną drutami z takiej samej stali,
w której źródłem ciepła jest spalanie się końcówki lancy w strumieniu tlenu (niekiedy druty
zastępuje się proszkiem żelaznym, podawanym strumieniem tlenu). Lance stosuje się
zarówno do przecinania materiałów metalicznych, jak i do niemetalicznych.
Cięcie metodami wysokoenergetycznymi.
Cięcie plazmowe.
Pozwala ono ciąć wszelkie metale i ich stopy oraz ceramikę. Metoda ta polega na tym, że
pomiędzy elektrodą wolframową a materiałem przecinanym przepływa strumień plazmy,
utworzony przez łuk elektryczny i doprowadzane gazy. Strumień plazmy, którego temperatura
wynosi ponad 14000 K, topi i odparowuje materiał cięty, a następnie wydmuchuje ciekły
materiał i jego pary na zewnątrz, tworząc szczelinę o szerokości 3-4mm.
Rozróżnia się dwa rodzaje palników: o łuku wewnętrznym i zewnętrznym. Przy wewnętrznym
łuk jarzy się miedzy elektrodą a miedzianą dyszą. Palniki te są przeznaczone do przecinania
materiałów nie przewodzących prądu elektrycznego. W palnikach o łuku zewnętrznym jarzy się
on między elektrodą a przecinanym materiałem przewodzącym prąd elektryczny.
Obecnie gazy plazmotwórcze zastępowane są powietrzem i stąd pochodzi nazwa „plazma
powietrzna”. W tym wypadku elektrodę wolframową zastępuje elektrodą cyrkonową, mniej
podatną na utlenianie.
Cięcie laserem
Przy tej metodzie materiał cięty zostaje miejscowo nagrzany do wysokiej temperatury przez
absorpcję promieniowania laserowego, a następnie odparowany. Laserem można ciąć blachy
stalowe, blachy pokrywane warstwami ochronnymi, drewno, tworzywa sztuczne itp. materiały.
Metoda ta pozwala bardzo dokładnie kontrolować moc promieniowania oraz ilość
doprowadzonego ciepła.
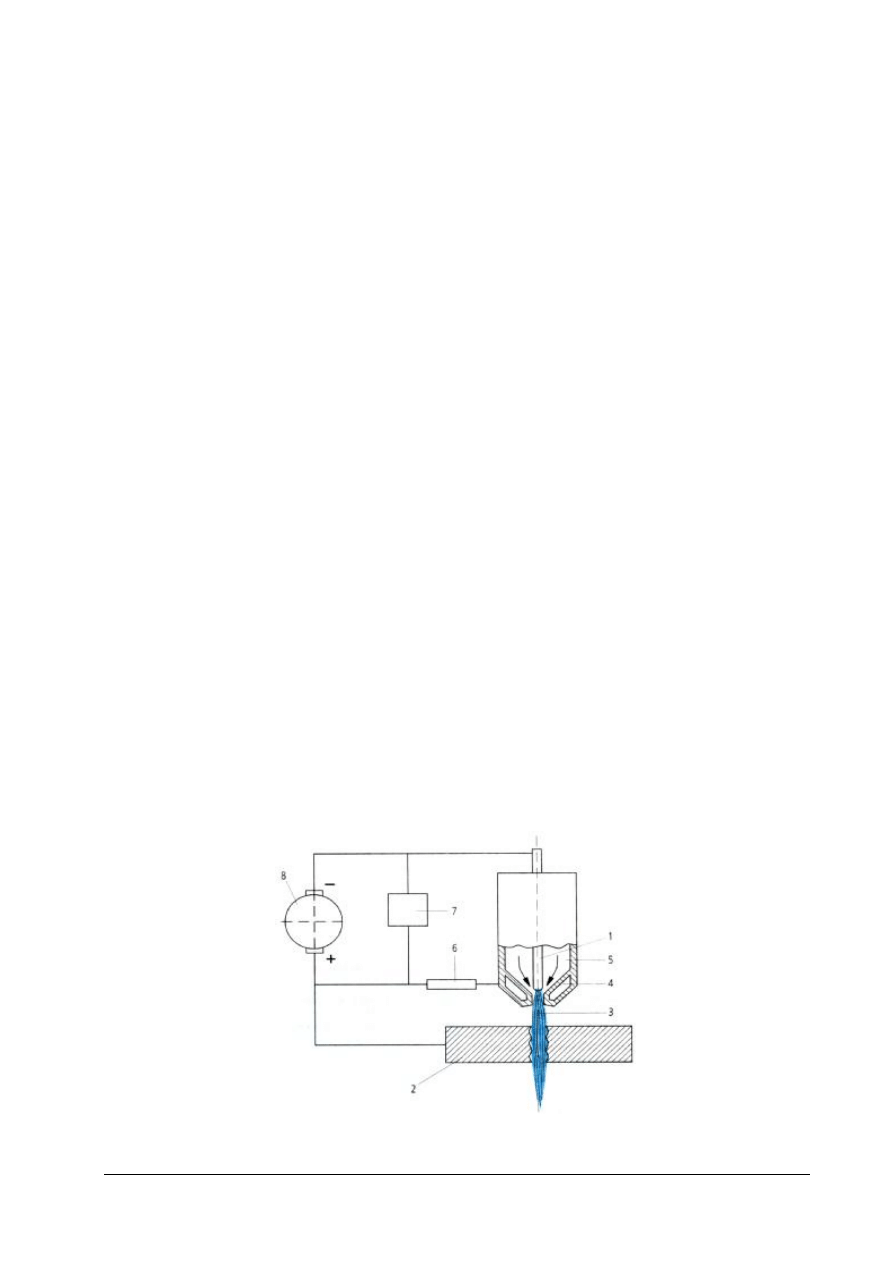
Rys.24. Schemat urządzenia do cięcia laserem: 1. elektroda, 2. materiał cięty, 3. strumień plazmy, 4. chłodzenie,
5. doprowadzenie gazów, 6. opornik, 7. jonizator, 8. źródło prądu.[5, s. 166]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Maszyny CNC do wycinania otworów w rurach.
Sterowane numerycznie maszyny do kształtowego cięcia rur umożliwiają precyzyjne
dopasowanie połączeń rurowych. Wycinanie odbywa się zgodnie z krzywą przenikania.
Począwszy od maszyn trzyosiowych możliwe jest cięcie rury z jednoczesnym uzyskiwaniem
skosu spawalniczego. Sterowanie CNC pozwala na przygotowanie wielorurowych węzłów
konstrukcyjnych. Maszyny serii I umożliwiają cięcie rur o średnicach do 508mm. Bardziej
zaawansowane modele serii II mają możliwość cięcia rur o średnicach nawet do 2,5m. Zarówno
seria I jak i II może ciąć palnikami acetylenowo-tlenowymi jak i plazmą. Dopuszczalne grubości
ciętych ścianek są determinowane możliwościami posiadanych palników i źródła plazmy.
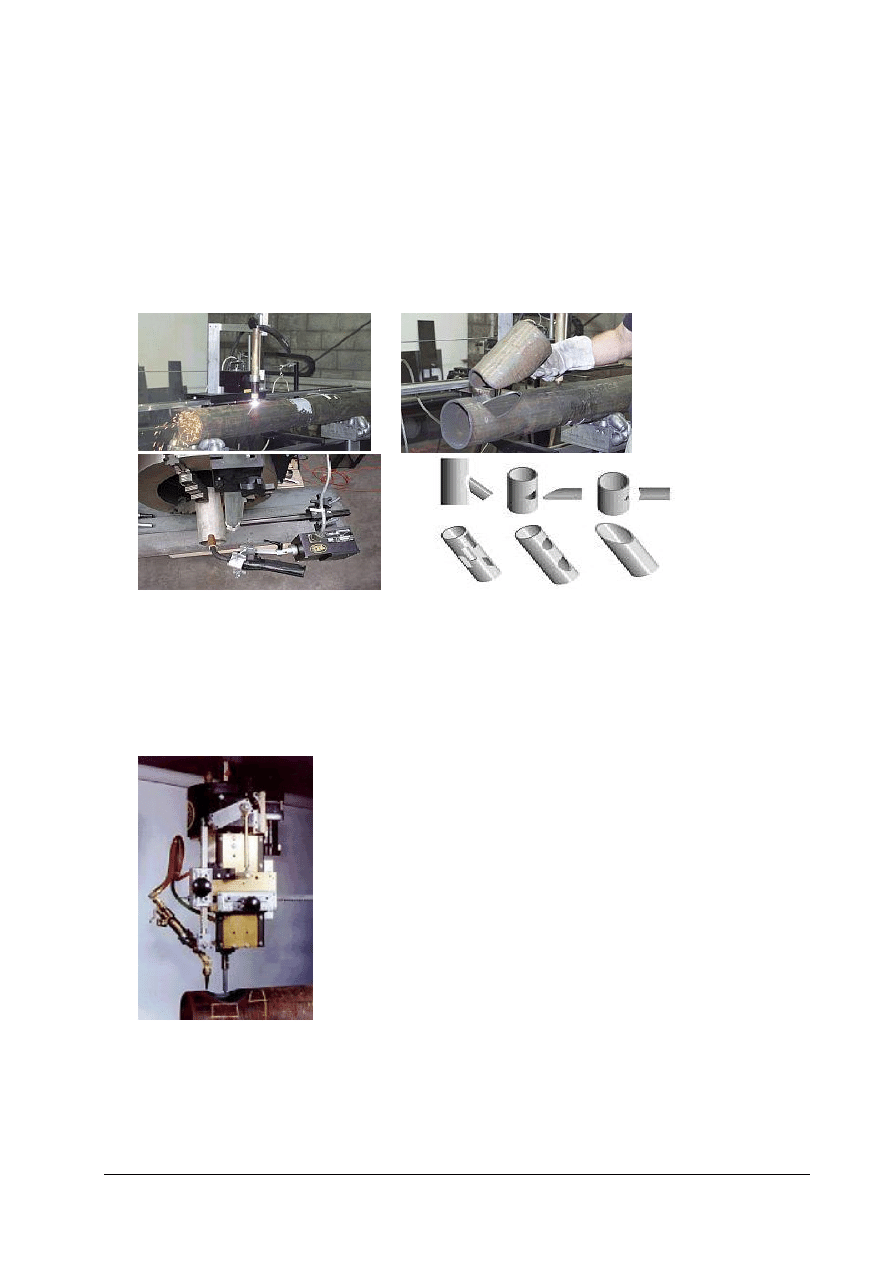
Rys. 25. Wycinanie fragmentów rur [9]
Głowice różnych typów (np. CYPRESS CB) przeznaczone są do wycinania otworów
w rurach, walczakach i zbiornikach. Głowice są podwieszane nad ciętym elementem
i pozycjonowane za pomocą bolca centrującego, środek wycinanego otworu musi być wstępnie
natrasowany. Regulowany układ prowadzenia mimośrodowego prowadzi palnik po krzywej
przenikania (siodło). Standardowo głowice tną palnikiem acetylenowo-tlenowym, natomiast
w sprzedaży oferowane są również głowice do ciecia palnikiem plazmowym
Rys. 26. Wycinarka do rur [9]
Maszyny do obróbki rur i kołnierzy.
Przenośne obrabiarki do rur i kołnierzy zapewniają dokładność obróbki właściwą dla
maszyn stacjonarnych. Maszyny napędzane są silnikami pneumatycznymi, elektrycznymi lub
hydraulicznymi, przy czym dla większości maszyn napędy są wzajemnie wymienne, a ich
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
przezbrojenie nie wymaga zmian konstrukcyjnych w obrębie samej maszyny. Obrabiarki
umożliwiają obróbkę czoła rury, kołnierza, a także cięcie i obróbkę rur swobodnych
i w istniejących rurociągach lub ekranach szczelnych. Maszyny do obróbki kołnierzy powstają
przez przezbrojenie maszyn standardowych. Wszystkie one mogą być dostarczane w pełnej
kompletacji umożliwiającej obróbkę zarówno rur jak i kołnierzy. Urządzenia te są niezastąpione
wszędzie tam, gdzie niemożliwe jest dostarczenie przedmiotu do hali fabrycznej i obróbka na
maszynach. Podstawowy podział maszyn przeprowadzony jest ze względu na sposób mocowania
maszyn i możliwości obróbki.
Urządzenia te umożliwiają obróbkę czoła rury w bardzo szerokim zakresie średnic. Maszyna
wyposażona jest w trzpień z rozsuwanymi szczękami, który po wsunięcia do wnętrza rury
mocuje maszynę w sposób rozprężny. Szczęki wyposażone są w wymienne nakładki
dopasowujące zakres mocowania do wewnętrznej średnicy rury. Ich konstrukcja sprawia, że są
one najbardziej uniwersalnymi maszynami tego typu, co sprawia są one najpowszechniej
stosowane w przemyśle.
Rys. 27. Rodzaje gwintownic [www]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega cięcie termiczne ?
2. Za pomocą jakich urządzeń wycinane są otwory w rurach?
3. Na czym polega przygotowanie końców rur do montażu?
4. Czym różni się cięcie laserowe od plazmowego?
5. Do czego stosowane są urządzenia CNC?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj stanowisko robocze do cięcia termicznego gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustawić butle z gazem w pozycji bezpiecznej (pionowej, przymocowane do ściany lub
wózka),
2) przed przystąpieniem do pracy oczyścić ręce z olejów lub smarów,
3) sprawdzić czystość elementów sprzętu od olejów lub smarów,
4) zabezpieczyć butle przed oddziaływaniem wysokich temperatur,
5) oddzielić stanowisko robocze od otoczenia osłonami lub kotarami,
6) sprawdzić działanie wyciągów wentylacyjnych,
7) przygotować odzież ochronną,
8) zgromadzić sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
butle z gazem,
−
wózek do butli,
−
osłony lub kotary,
−
odzież ochronną,
−
sprzęt ochrony osobistej.
Ćwiczenie 2
Wykonaj przecinanie rur według dokumentacji za pomocą palnika tlenowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonywania ćwiczenia,
2) przygotować narzędzia i przyrządy do wykonania ćwiczenia,
3) wytrasować materiał do cięcia,
4) dobrać dysze tnącą,
5) prawidłowo zamocować przedmiot,
6) wykonać ćwiczenie zgodnie z zasadami bhp,
7) zaprezentować efekt wykonanej pracy,
8) ocenić efekt wykonanej pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
stół ślusarski z imadłem,
−
zestaw do cięcia gazowego,
−
przyrządy traserskie,
−
rury do cięcia
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić elementy cięcia plazmowego?
2) scharakteryzować aparaty do cięcia rur?
3) wymienić zalety i wady ciecia gazowego?
4) wymienić źródła ciepła stosowane przy cięciu?
5) scharakteryzować cięcie laserem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.4
Technologia prowadzenia rurociągów stalowych
4.4.1. Materiał nauczania
Technologia prowadzenia rurociągów stalowych na przykładzie sieci ciepłowniczych.
Rurociągi sieci ciepłowniczych o średnicach do DN 500 mm wykonuje się z rur stalowych
bez szwu wg PN-80/H-74219, a o średnicach powyżej DN 500 mm z rur stalowych ze szwem
wzdłużnie spawanym wg PN-79/H-74244. Parametrami pracy sieci ciepłowniczej są:
temperatura obliczeniowa i ciśnienie robocze.
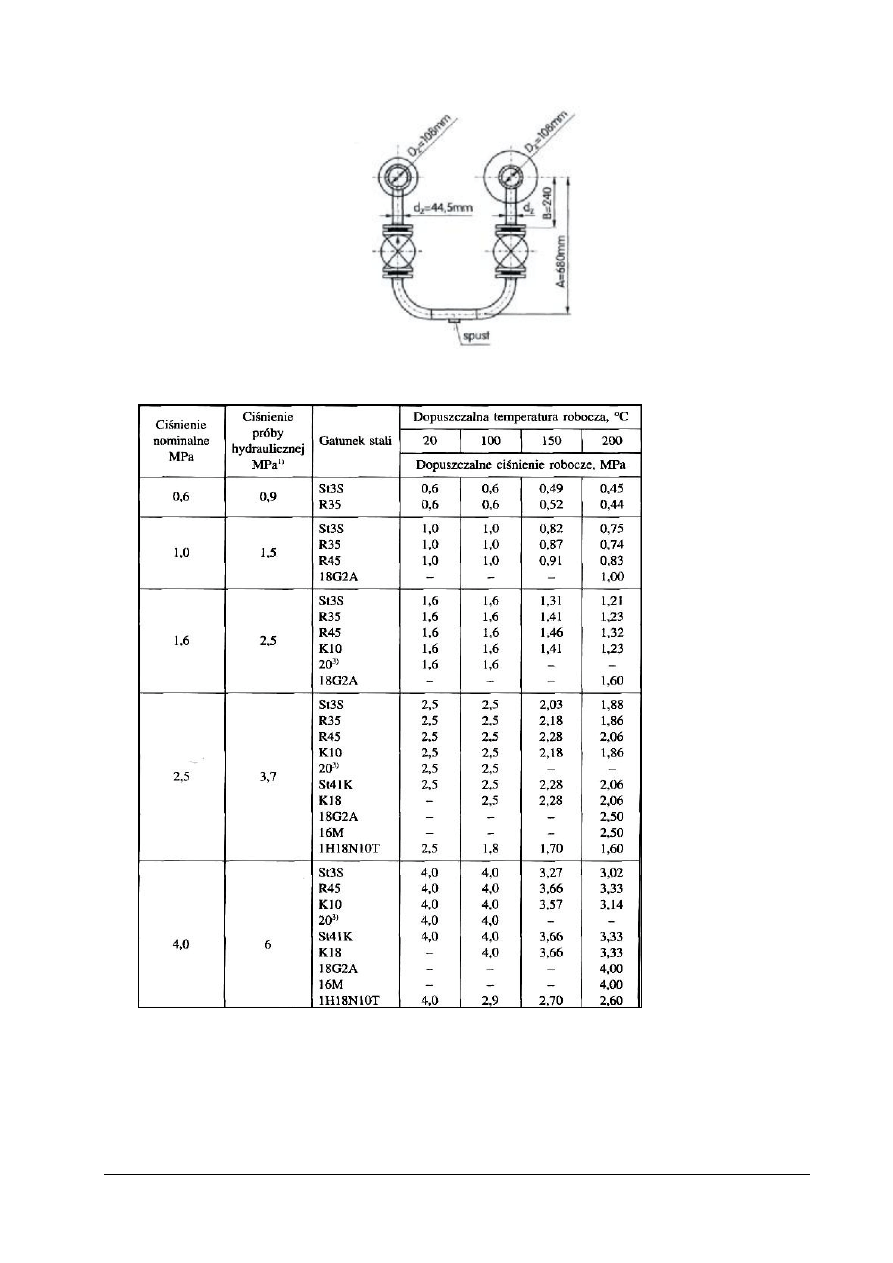
W sieci ciepłowniczej przyjmuje się odpowiednie wartości ciśnienia nominalnego,
roboczego i próbnego (tab. 1-4).
Ciśnienie nominalne sieci ciepłowniczej jest to umowne minimalne ciśnienie, do którego
dobiera się rury, armaturę i części połączenia.
Ciśnienie robocze wodnej sieci ciepłowniczej lub skroplin jest to maksymalne ciśnienie
w przewodzie tłocznym za pompą obiegową, zmniejszone lub powiększone o hydrostatyczną
różnicę ciśnienia między najniżej położonym punktem osi rurociągu w danym odcinku sieci
a osią pompy.
Ciśnienie próbne rurociągu sieci jest to ciśnienie, przy którym przeprowadza się próbę
szczelności bez osprzętu.
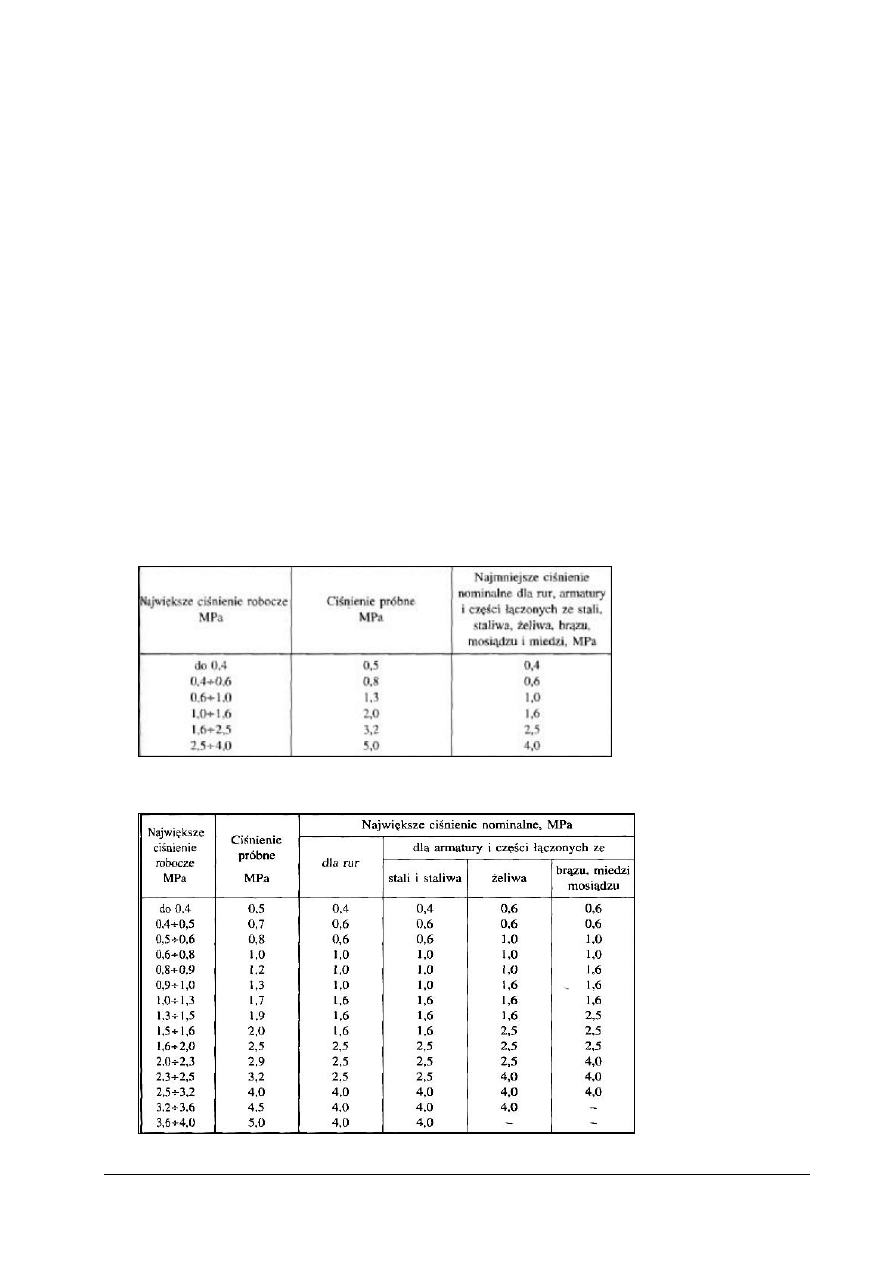
Tabela 1 Ciśnienie próbne i nominalne w sieci ciepłowniczej zależne od ciśnienia roboczego, o temperaturze
nośnika ciepła do120°C [2, s. 13]
Tabela 2.
Ciśnienie próbne i nominalne w sieci ciepłowniczej zależne od ciśnienia roboczego, o temperaturze
nośnika ciepła 120 do 0°C [2, s. 13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
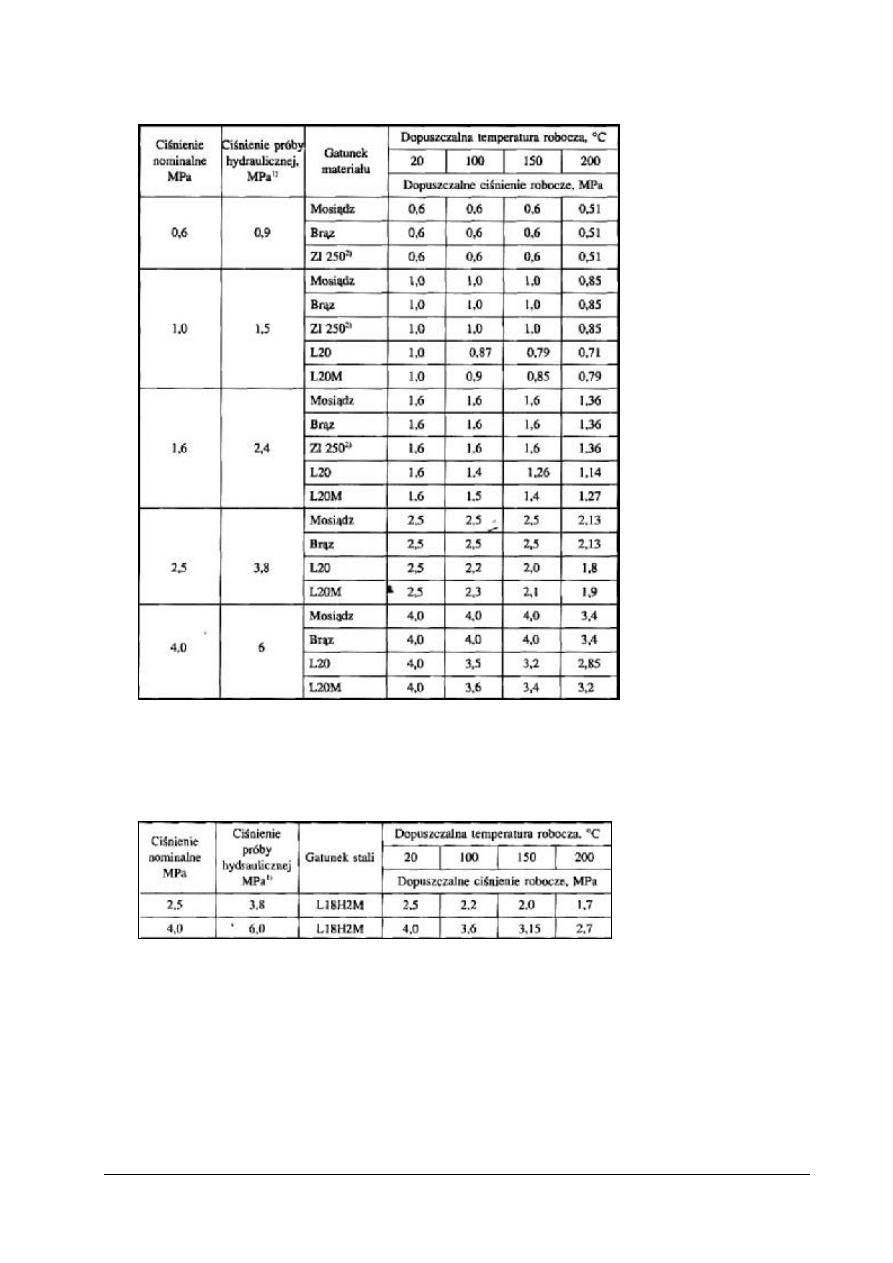
Tabela 3. Ciśnienie próbne i nominalne dla armatury [2, s. 23]
Ciśnienie próbne i nominalne dla armatury.
Ciśnienie próbne sieci ciepłowniczej jest to ciśnienie, przy którym przeprowadza się próbę
szczelności przewodów z armaturą i wyposażeniem.
Tabela 4
Ciśnienie próbne i nominalne dla armatury [2, s. 203]
Poszczególne odcinki rurociągów sieci ciepłowniczej łączy się za pomocą spawania –
rurociągi o średnicach nominalnych do DN 100 mm łączy się za pomocą spawania gazowego,
a powyżej DN 100 – spawania elektrycznego.
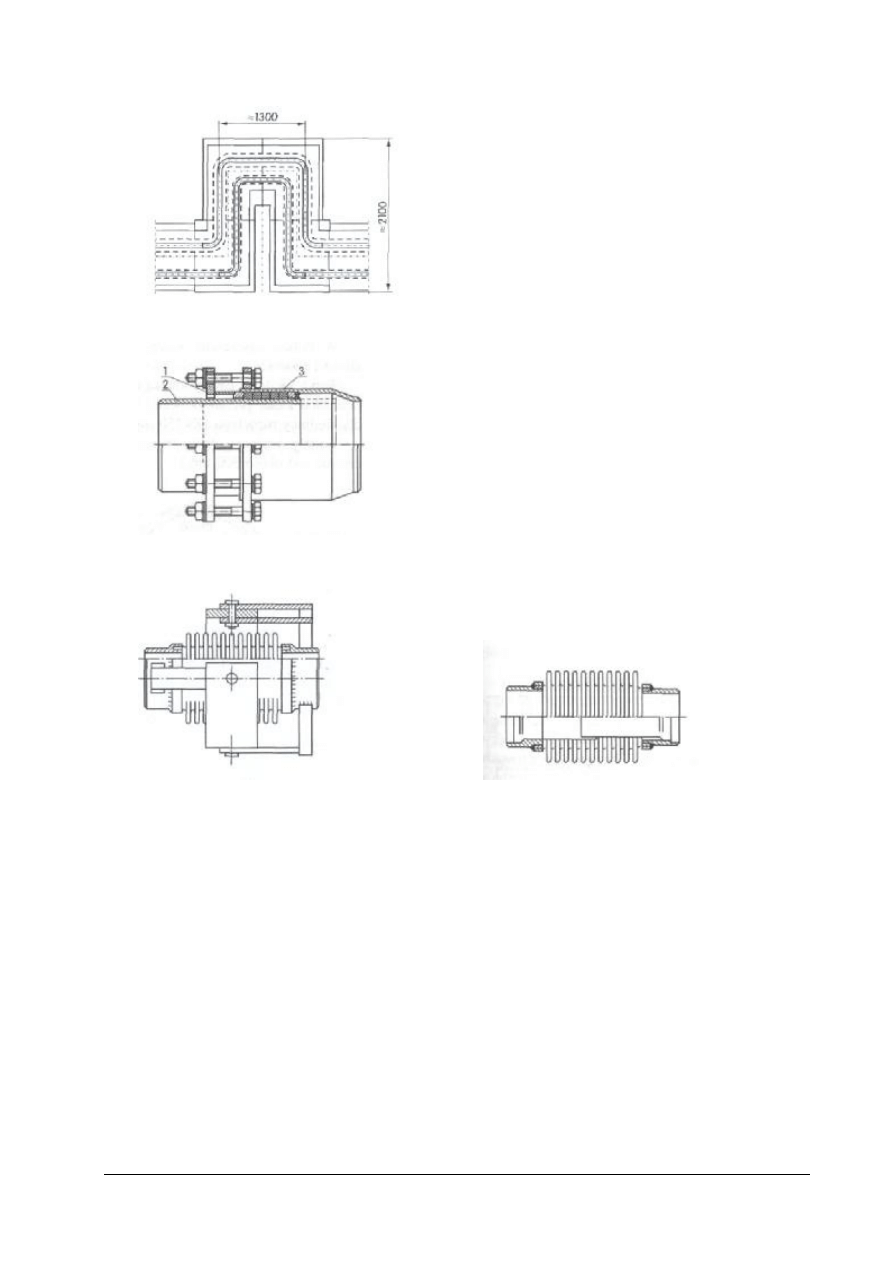
Przewody obiegowe (obejściowe) w sieciach ciepłowniczych umożliwiają przepływ nośnika
ciepła między przewodami zasilającym i powrotnym mogą być wykonywane w:
−
komorach,
−
studzienkach,
−
źródłach ciepła,
−
węzłach ciepłowniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys 28. Przewód obiegowy kształcie litery U [2, s. 66]:
Tabela 5.
Ciśnienie próbne i nominalne dla armatury [2, s. 188]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Podpory ruchome i stałe.
Podpory ruchome montuje się w sieciach ciepłowniczych, aby umożliwić osiowe
i ewentualnie boczne przesuwanie się przewodów spowodowane zmianami temperatury nośnika
ciepła. Na rysunku 29 pokazano najczęściej stosowaną konstrukcję podpory ruchomej ślizgowej
spotyka się też podpory ruchome rolkowe (rys. 30).
Podpory stałe w sposób trwały mocują rurociąg z podłożem, ścianą budynku lub komorą
ciepłowniczą. Umieszcza się je na sieci ciepłowniczej w miejscach zgodnych z wymaganiami
danej technologii.
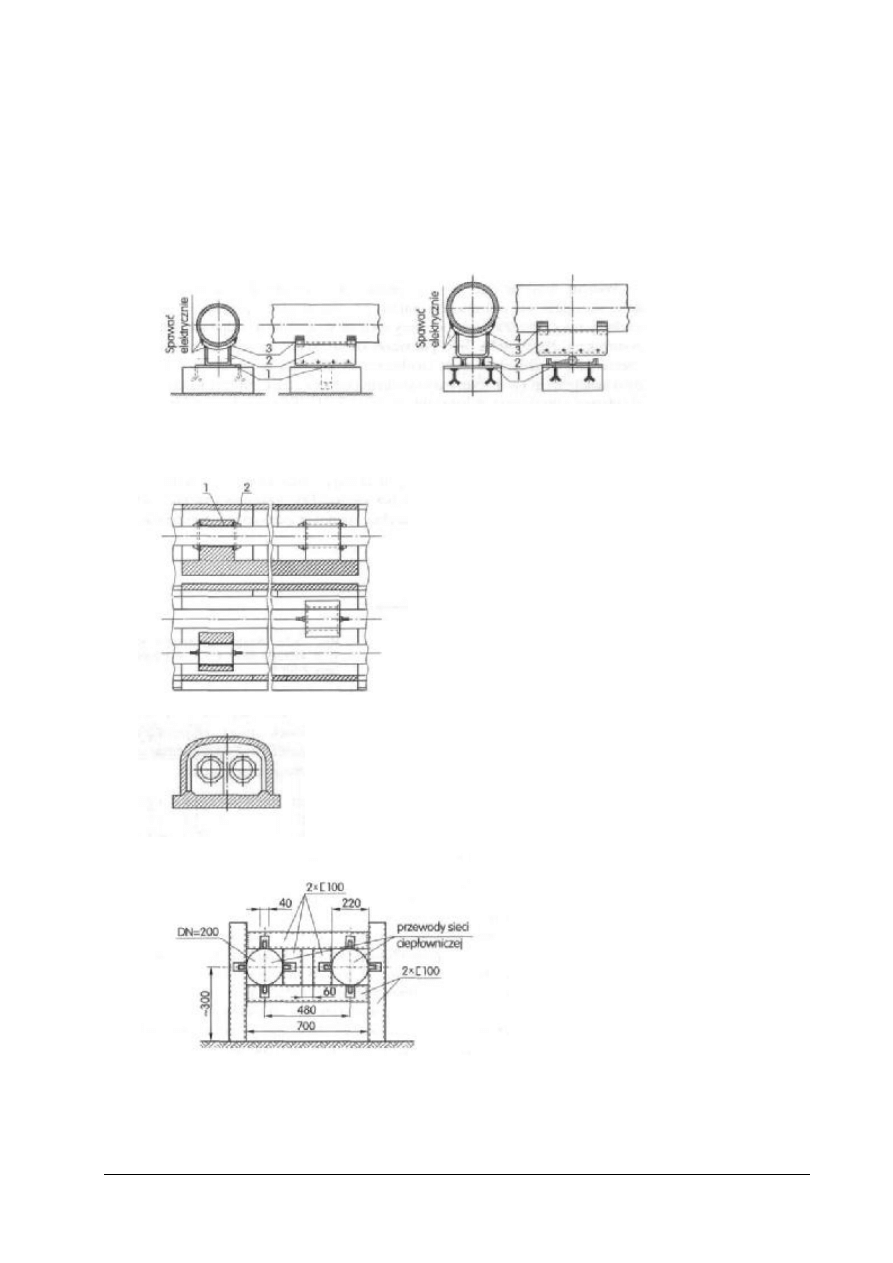
Rys. 29. Podpora ruchoma ślizgowa [3, s. 54]:
1 - podstawa podpory, 2 - płoza, 3 - podkładka
Rys. 30. Podpora ruchoma rolkowa [2, s. 54]:]
1 - podstawa podpory, 2 - rolka, 3 - płoza,
4 – podkładka
Rys. 31.
Konstrukcja i rozmieszczenie podpór stałych w kanałach TB [2, s. 55]:1 - tuleja, 2 - odpory
Rys. 32.
Konstrukcja podpory stałej w ramie z kątowników (przykład) [2, s. 56]:
Podpora musi przejąć siły występujące w rurociągu. Rodzaj i wielkość sił zależą od rodzaju
elementów po obu stronach podpory i od średnicy rurociągu. Zależnie od sumy tych sił
wykonuje się odpowiednią konstrukcję. Na rysunku 31 pokazano konstrukcję i sposób
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
rozmieszczenia podpór stałych w sieci ciepłowniczej ułożonej w prefabrykowanym kanale typu
TB. Innym rozwiązaniem podpory stałej jest konstrukcja składająca się z ramy z kątowników
(rys. 32). Podporę taką można umieścić w dowolnym miejscu sieci ciepłowniczej.
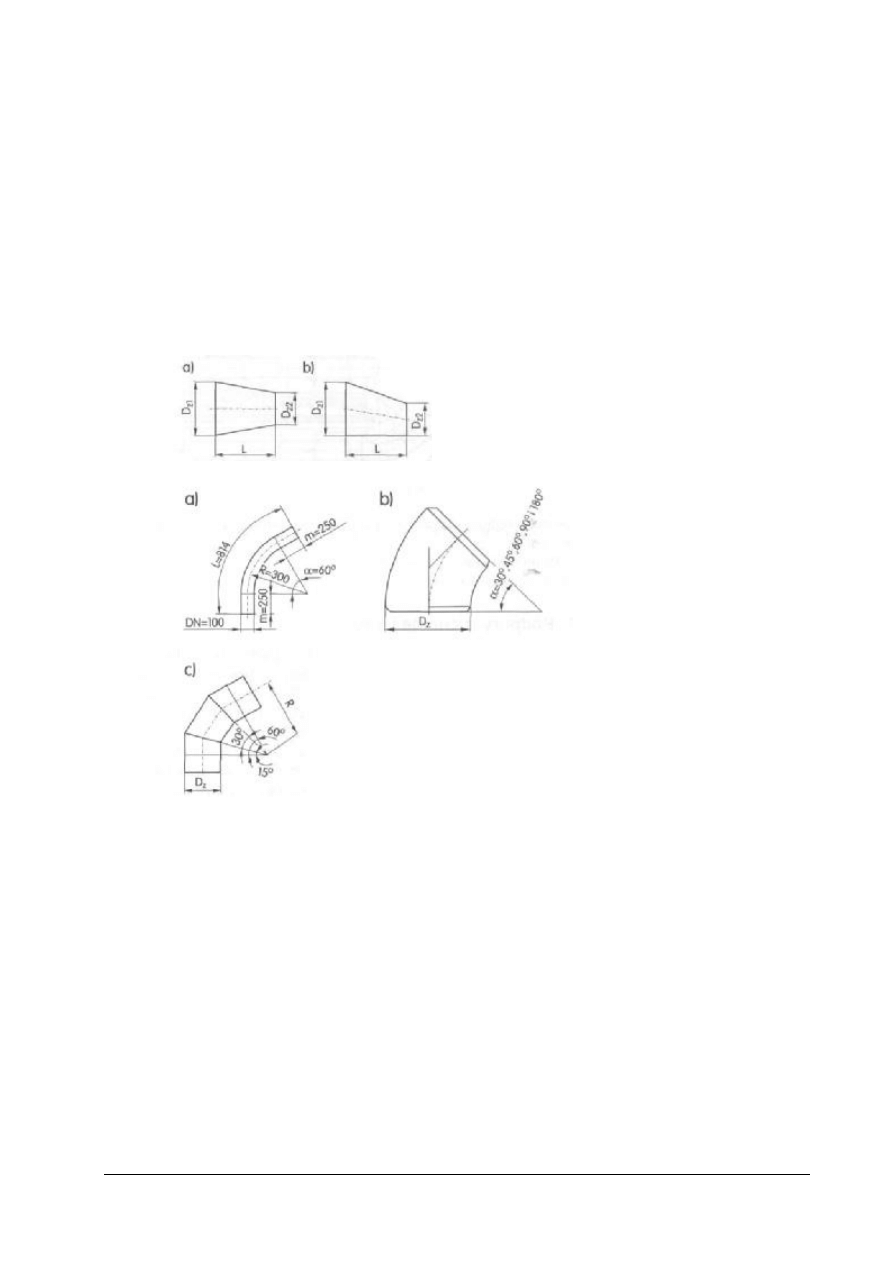
Zwężki, łuki, odgałęzienia.
Średnice rur w sieciach ciepłowniczych zmienia się stosując zwężki; zależnie od kształtu
geometrycznego rozróżnia się zwężki symetryczne i niesymetryczne (rys. 33).
Załamania przewodów sieci ciepłowniczych wykonuje się za pomocą łuków gładkich,
półfalistych, segmentowych lub podcinanych. Zalecane są łuki gładkie (rys. 34a,b); łuki
segmentowe (rys. 34c) stosuje się rzadziej. Wymiar L zależy od relacji średnic DZl i DZ2
i w uzasadnionych przypadkach. Pozostałe rodzaje łuków występują wyjątkowo.
Rys. 33.
Zwężki zwijane: a) symetryczne, b) niesymetryczne [2, s. 46]:
Rys. 34. Łuki: a) gładki, b) gładki krótki, tzw. hamburski, c) segmentowy [2, s. 46]:
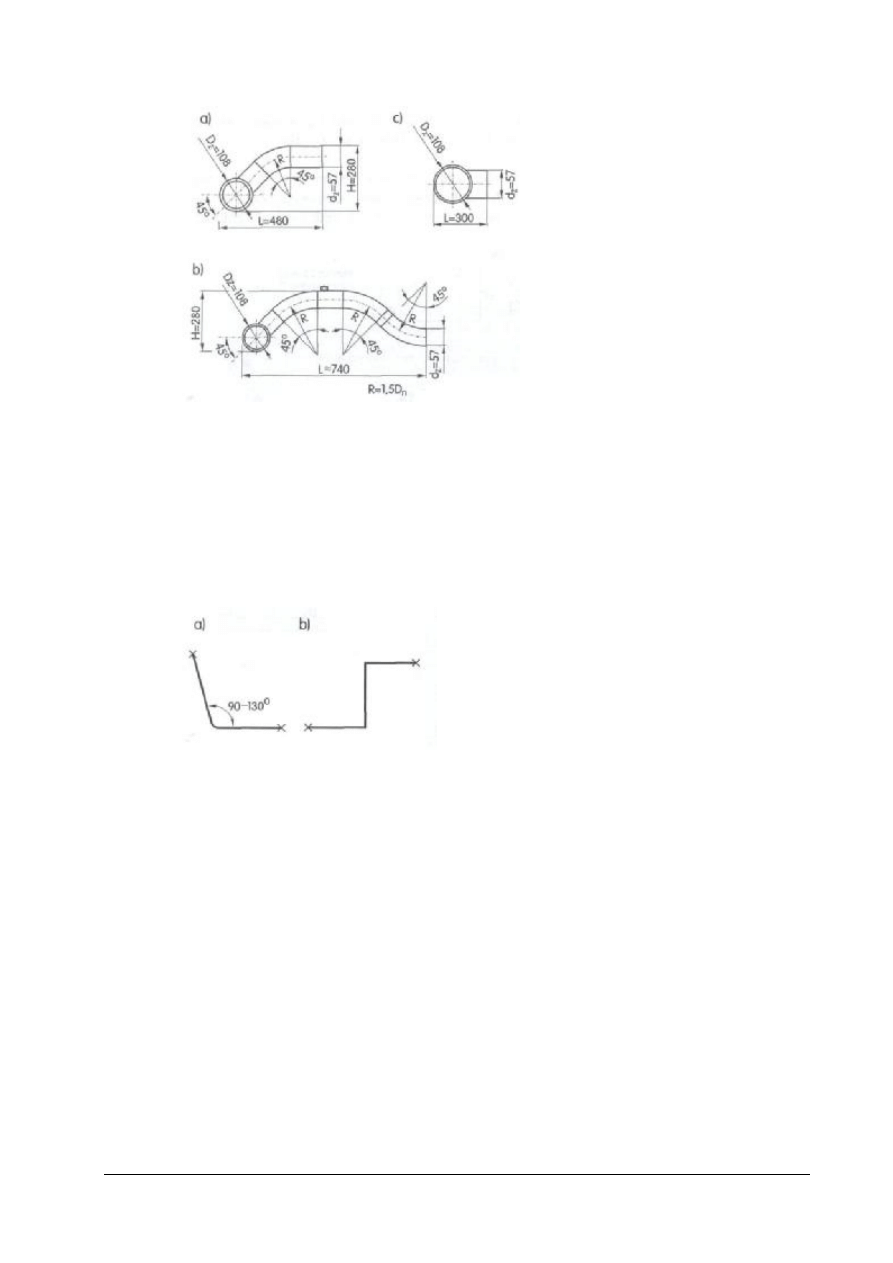
Odgałęzienia w sieciach ciepłowniczych wykonuje się z odejściem od góry lub z boku
rurociągu głównego. Typowe odgałęzienia są łukowe (rys. 35a) lub esowe (rys. 35b), spotyka się
też odgałęzienia proste (rys. 35c). Każde odgałęzienie składa się z trójnika, odcinka prostego
i ewentualnie łuków i zwężek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 35. Odgałęzienia: a) łukowe, b) esowe, c) proste [2, s. 47]:
Stosunek średnicy odgałęzienia do średnicy rurociągu głównego powinien wynosić:
do średnicy DN do 400 mm
−
1:6
powyżej średnicy DN 400 mm
−
1:3
Kompensacja wydłużeń.
Rurociągi sieci ciepłowniczych ulegają wydłużeniu lub kurczeniu na skutek zmian
temperatury nośnika ciepła. Do przejmowania tych wydłużeń służy kompensacja naturalna
(samokompensacja) i kompensacja sztuczna (wydłużki).
Rys. 36. Układy samokompensacji: a) w kształcie litery L, b) w kształcie litery Z[2, s. 60]:
Samokompensacja polega na naturalnym ukształtowaniu rurociągów w kształcie litery L
(rys. 36a) lub litery Z (rys. 36b), przy czym długość odcinków prostych nie powinna przekraczać
40 m. Jeżeli nie można zastosować samokompensacji, instaluje się kompensatory (wydłużki).
W sieciach ciepłowniczych wodnych występują wydłużki w kształcie litery U, kompensatory
dławicowe lub mieszkowe. Wydłużki U-kształtowe (rys. 37) odznaczają się największą
niezawodnością pracy, ale wymagają odpowiednio dużo miejsca. Można je stosować w sieciach
parowych.
Kompensatory dławicowe (rys. 38) instaluje się w sieciach wodnych. Warunkiem ich
prawidłowej pracy jest zachowanie ustawienia w osi rurociągu tulei względem korpusu.
Wymagają stałej konserwacji. Z tego względu muszą być umieszczone w komorach
ciepłowniczych.
Większość konstrukcji kompensatorów mieszkowych (rys. 39 i 40) jest wrażliwa na boczne
odkształcenia. Montując je należy zwracać uwagę na ustawienie umożliwiające pracę ich w osi
rurociągu. W tym celu w pobliżu kompensatorów mieszkowych umieszcza się podpory ruchome,
tzw. kierunkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 37. Wydłużka w kształcie litery U(DN = 32H-50mm) [9]
Rys. 38. Kompensator dławicowy [2, s. 49]:1 - dławica, 2 - tuleja, 3 – korpus
Wymiary dla DN=200 mm
Rys. 39. Kompensator mieszkowy KR [2, s. 49]
Rys. 40. Kompensator mieszkowy przegubowo
kątowy z przegubem Kardana [2, s. 49]
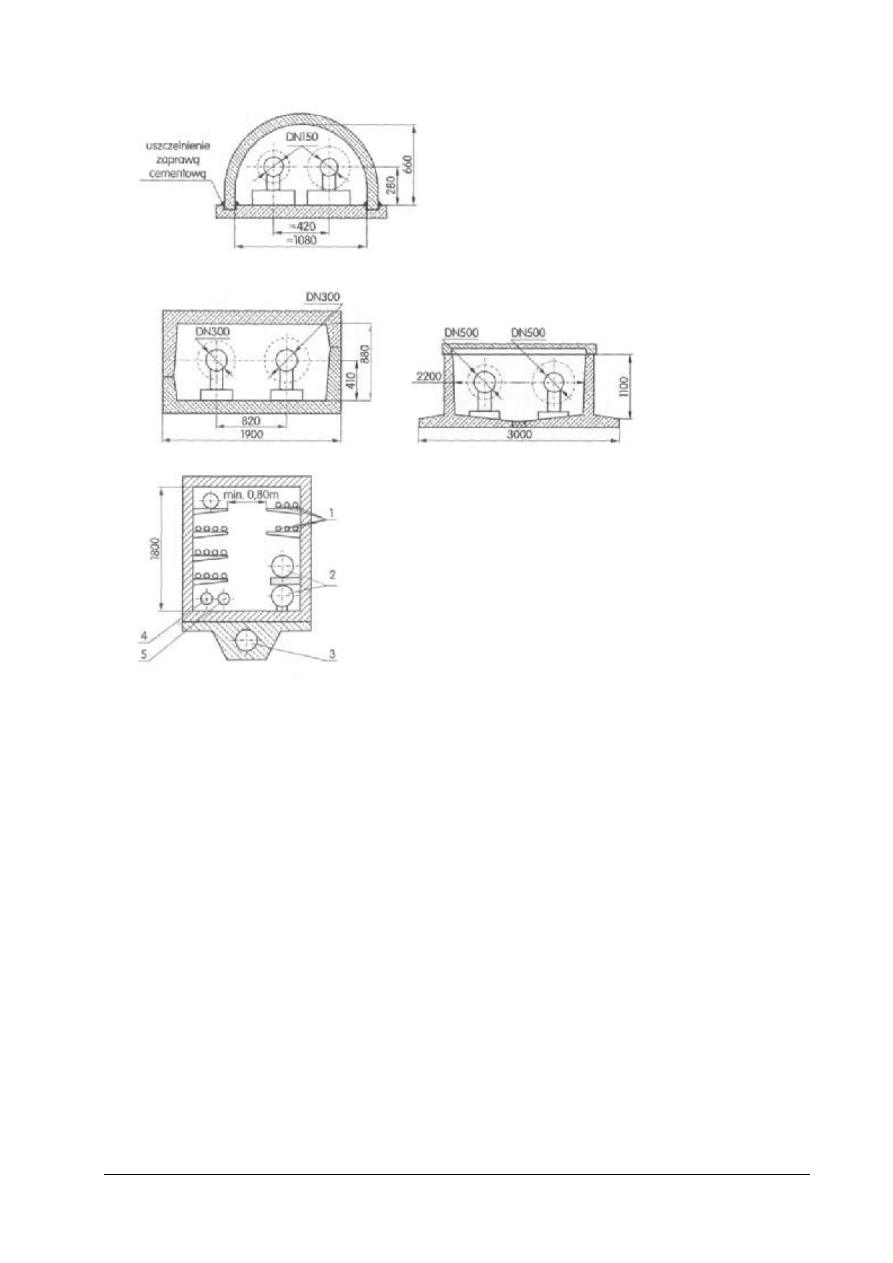
Kanały.
Kanały stanowią element obudowy rurociągów sieci ciepłowniczej; najczęściej stosuje się
kanały prefabrykowane nieprzechodnie - należy wtedy spełnić następujące wymagania:
−
przejście pod jezdniami musi umożliwiać wymianę rurociągów bez naruszania nawierzchni
i kontrolę sieci pod jezdniami,
−
kanały muszą mieć odpowiednią izolację przeciwwilgociową,
−
przejście przewodów sieci ciepłowniczej przez ściany zewnętrzne budynku musi
uniemożliwić przenikanie gazu do wnętrzna budynku,
−
kanały muszą mieć wentylację grawitacyjną nawiewno-wywiewną.
W Polsce najczęściej stosuje się kanały nieprzechodnie - łukowe, elowe i ceowe.
Typ i wielkość kanału zależą od średnicy rurociągu. Na rysunku 41 pokazano kanał
prefabrykowany łukowy; wymiary podano przykładowo dla średnicy rurociągu DN150 mm.
Kanały ceowe i elowe (rys. 42 i 43) stosuje się do większych średnic (od około 300 mm)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 41. Kanał łukowy TB [2, s. 50]:
Rys. 42. Kanał ceowy[2, s. 50]]
Rys. 43. Kanał elowy [2, s. 50]
Rys. 44. Kanał zbiorczy [2, s. 50]: 1 - kable elektroenergetyczne, kable telekomunikacyjne, 2 - rurociągi sieci
ciepłowniczej, 3 - przewód kanalizacji grawitacyjnej, 4 - przewód wodociągowy, 5 - przewód kanalizacyjny tłoczny
Kanały przechodnie umożliwiają poruszanie się obsłudze w ich wnętrzu w celu prowadzenia
czynności eksploatacyjnych (konserwacji, kontroli i remontów).
Wśród sieci kanałowych przechodnich na uwagę zasługuje zastosowanie kanałów
zbiorczych. W kanałach takich można układać wspólnie:
−
przewody sieci ciepłowniczej,
−
przewody wodociągowe,
−
kable elektroenergetyczne,
−
kable telekomunikacyjne,
−
w pewnych przypadkach sieci kanalizacyjne.
Na rysunku 44 pokazano przykład rozmieszczenia różnych przewodów w prostokątnej
obudowie kanału zbiorczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
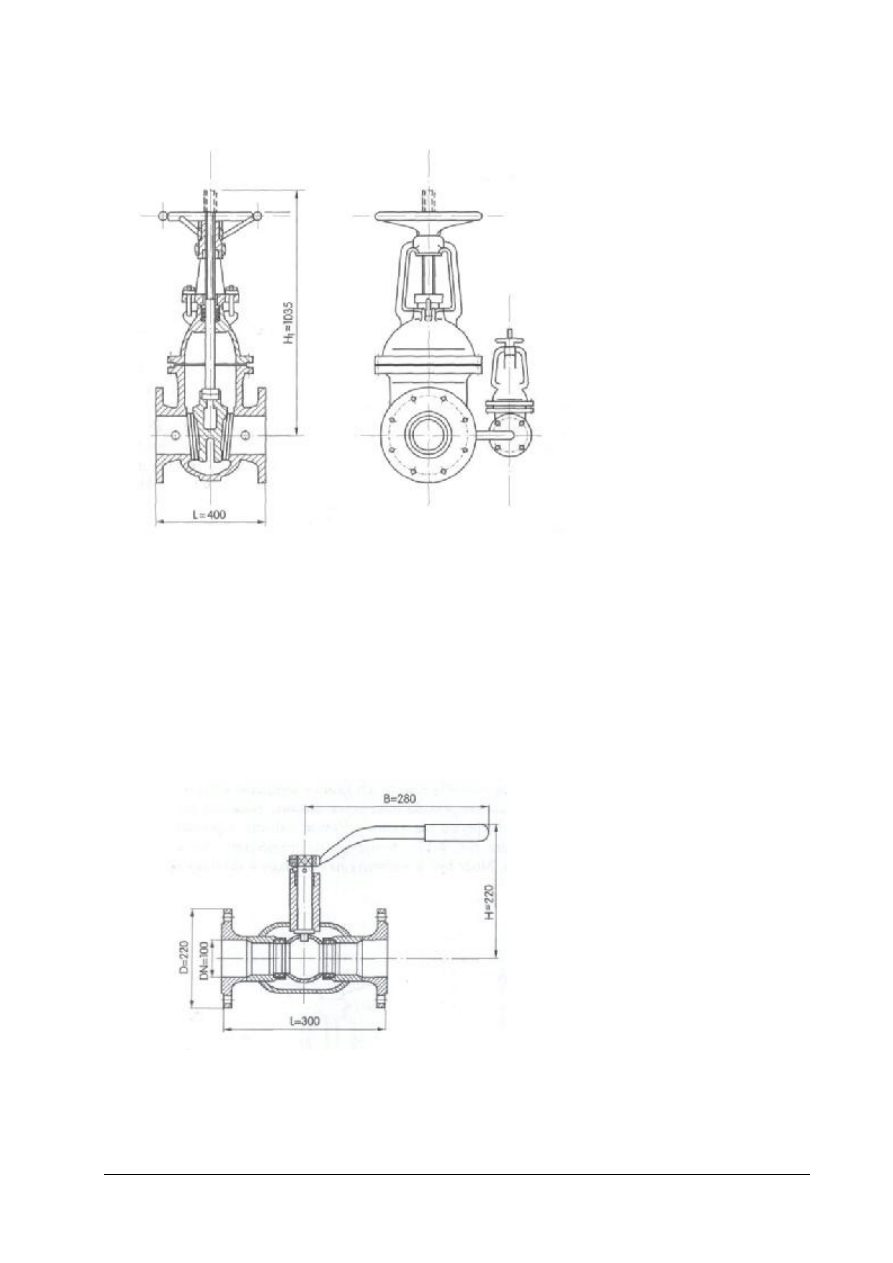
Armatura zabezpieczająca
Armaturę odcinającą stanowią zawory lub zasuwy wyłącznie staliwne.
Rys. 45. Zasuwa klinowa owalna kołnierzowa z trzpieniem wznoszącym [2, s. 143]
Zawory są stosowane zwykle do mniejszych średnic, ponieważ stawiają większe opory
przepływu niż zasuwy. Zawór staliwny zaporowy grzybkowy prosty stosuje się do temperatury
400°C i średnicy DN 200 mm. Może być montowany na rurociągu w dowolnym położeniu.
Zasuwy klinowe owalne kołnierzowe z trzpieniem wznoszącym stosuje się w sieciach
ciepłowniczych o temperaturze nośnika ciepła do 400°C. Zasuwy do DN 150 mm nie wymagają
odciążenia. W zakresie średnic 40 ÷400 mm można je montować na rurociągach w dowolnym
położeniu, a dla średnic 500 ÷ 600 mm - tylko w pozycji pionowej.
Obecnie tradycyjne konstrukcje zaworów i zasuw zastępowane są przez wygodne w użyciu
i lekkie zawory kulowe. Na rysunku 46 pokazano zawór kulowy, stosowany do średnic DN
65+250 mm i ciśnienia do 1,6 MPa; może on być sterowany ręcznie lub elektrycznie.
Rys. 46. Zawór kulowy kołnierzowy [2, s. 111]
Do osprzętu pomocniczego w sieciach ciepłowniczych zalicza się termometry, manometry
(ciśnieniomierze), odwadniacze, odmulacze itp.
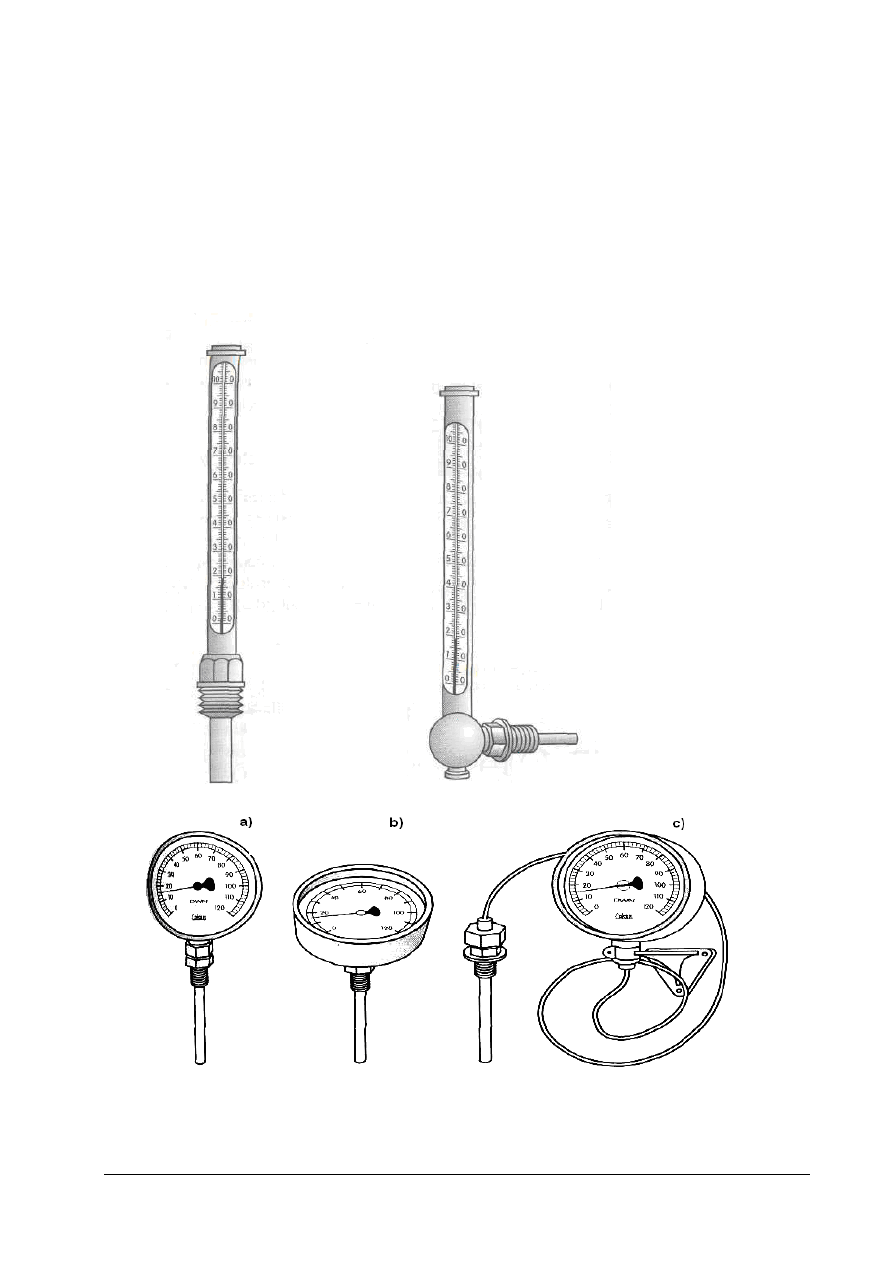
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Do pomiaru temperatury nośnika ciepła służą szklane termometry techniczne rtęciowe,
proste (rys. 47) lub kątowe (rys. 48) o oprawie cylindrycznej, termometry tarczowe rtęciowo-
sprężynowe lub termometry elektryczne ze zdalnym przekazywaniem wskazań.
Na przewodach zasilających magistralnych termometry umieszcza się co ok. 2 km. Na
przewodach powrotnych montuje się termometry na wszystkich odgałęzieniach od DN 150 mm
i na przyłączach do zakładów przemysłowych i budynków prywatnych.
Do pomiaru ciśnienia w rurociągach wodnej sieci ciepłowniczej służą ciśnieniomierze
sprężynowe instalowane na przewodach magistralnych (zasilającym i powrotnym) w odległości
co ok. 2 km oraz na odgałęzieniach na przewodzie zasilającym i powrotnym, gdy ich średnica
jest większa niż DN 200 mm.
Rys. 47. Termometr szklany prosty [2, s. 131]: Rys. 48. Termometr szklany kątowy [2, s. 131]
Rys. 49. Termometry rtęciowo-sprężynowe tarczowe: a) prosty, b) czołowy, c) odległościowy [2, s. 132]:
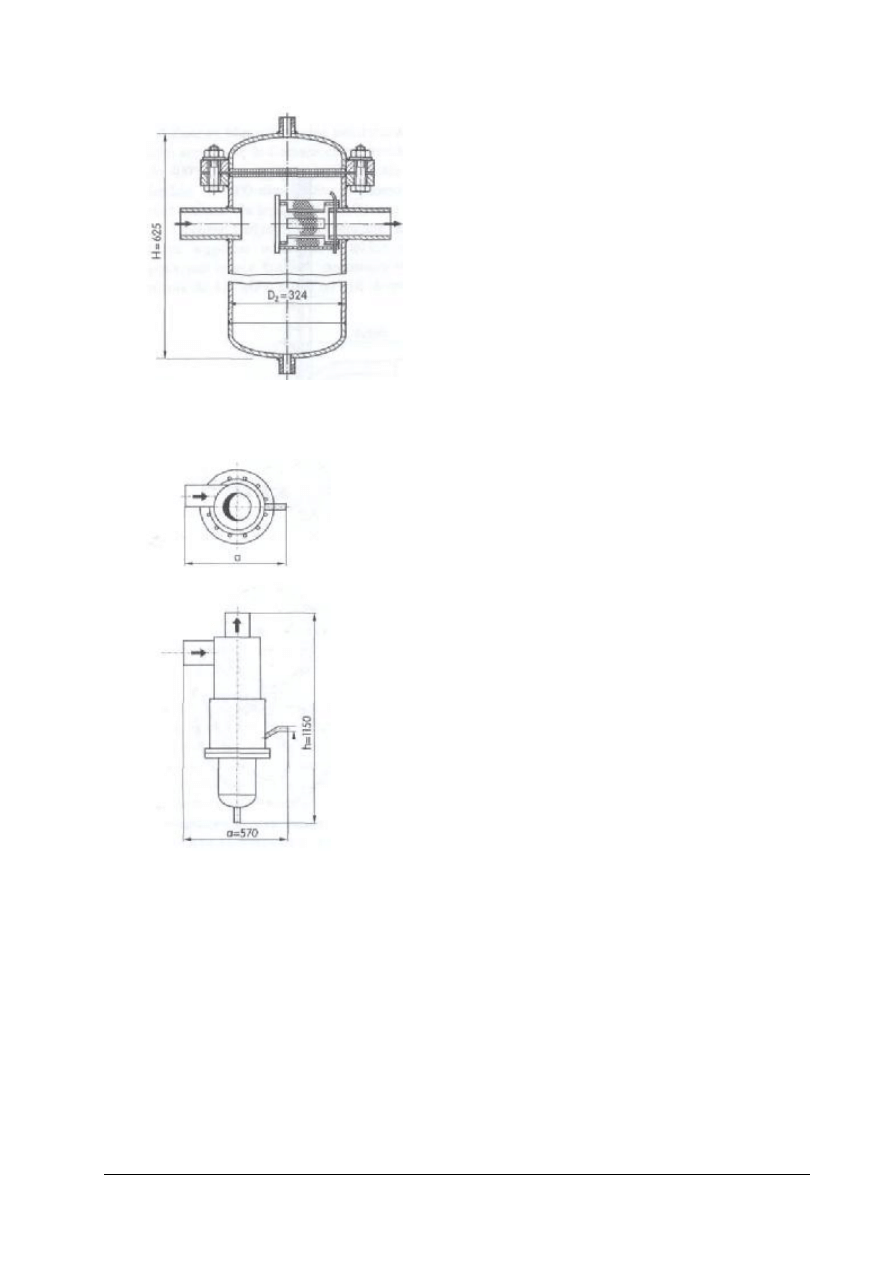
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 50.
Odmulacz siatkowy [2, s. 148]:
Do zatrzymywania zanieczyszczeń stałych unoszonych przez wodę stosuje się odmulacze,
najczęściej siatkowe (rys. 50).
Rys. 51. Odmulacz cyklonowy [2, s. 149]:
Na rysunku 51 pokazano odmulacz cyklonowy z upustem szczelinowym o ciśnieniu do 0,6
MPa. Musi być on montowany w pionie. Wielkość odmulacza zależy od natężenia przepływu.
Może być stosowany w sieciach ciepłowniczych o temperaturze do 150°C.
Do
zatrzymywania
zanieczyszczeń
służą
również
filtroodmulacze
magnetyczne
o konstrukcji zbliżonej do odmulaczy siatkowych, ale wyposażone dodatkowo w zespół
magnesów stałych do wychwytywania zanieczyszczeń ferrytycznych.
Odwodnienia i odpowietrzenia.
Odwodnienia wodnych sieci ciepłowniczych (spust nośnika ciepła, tj. wody) z przewodów
odbywają się przez zawory odwadniające. Odwodnienia w wodnych sieciach ciepłowniczych
wykonuje się:
−
w najniższych punktach przewodów sieci ciepłowniczej,
−
przy zaworach odcinających do spustu wody z poszczególnych odgałęzień,
−
na magistralach przy armaturze odcinającej.
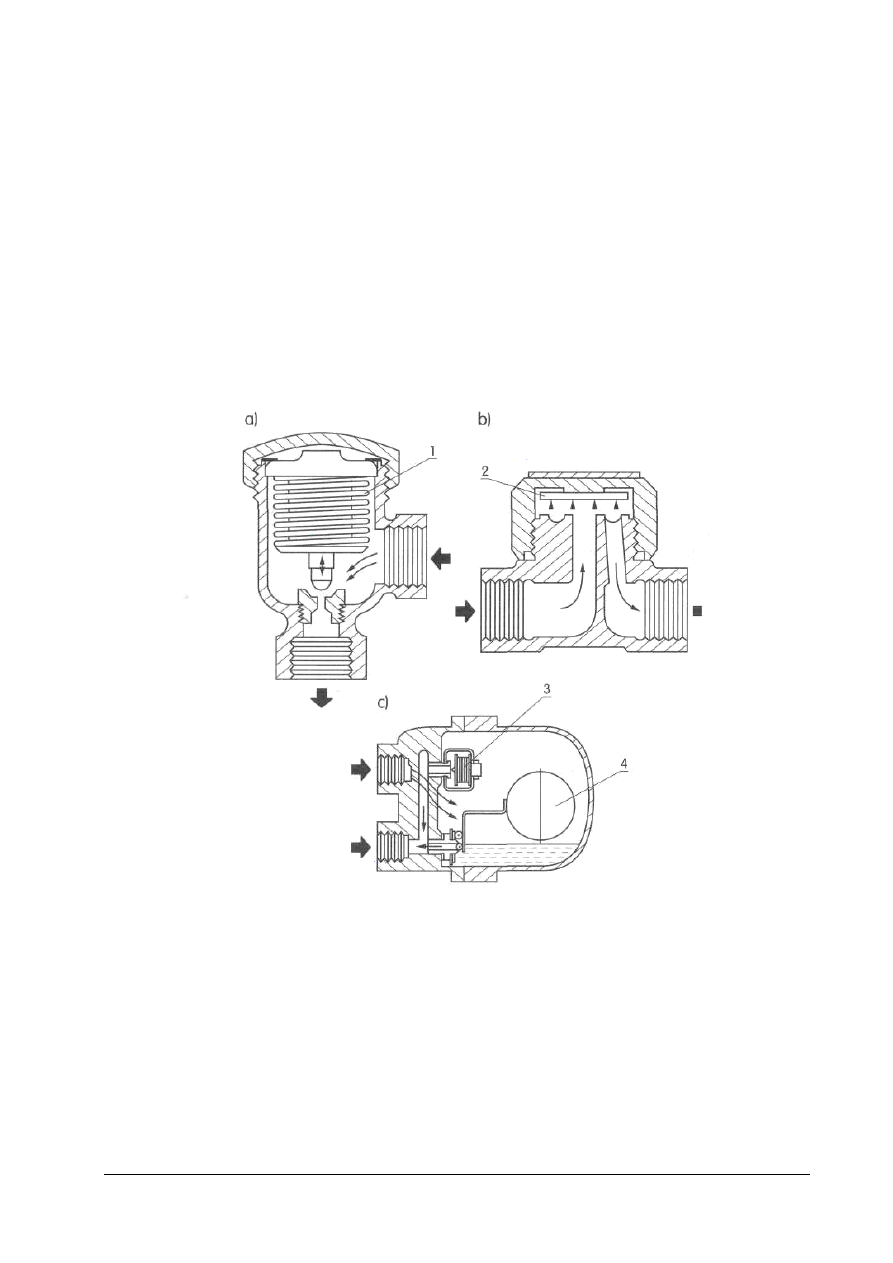
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Odwodnienie powinno umożliwiać spuszczenie wody z danego odcinka w czasie zależnym
od średnicy rurociągu:
−
DN <300 mm
w ciągu 3 h,
−
DN 350 - 500 mm w ciągu 5 h,
−
DN 600 - 800 mm w ciągu 7 h,
−
DN > 800 mm
w ciągu 10 h.
Odwodnienie parowych sieci ciepłowniczych wykonuje się za pomocą odwadniaczy
umieszczonych: sieć parowa niskoprężna - co ok. 20-50 m, przewody z parą przegrzaną
wysokiego ciśnienia - co 200-300 m, a z parą nasyconą wysokiego ciśnienia - co 50-100 m.
Do odwadniania stosuje się odwadniacze termiczne, termodynamiczne lub pływakowe.
Odwadniacze termiczne (rys. 52a) działają na zasadzie różnicy temperatury. Zmiana
temperatury działa na element termostatyczny i zamyka lub otwiera przepływ pary.
Odwadniacze termodynamiczne (rys. 52b) działają dzięki wykorzystaniu różnicy prędkości
przepływu pary i kondensatu. Ruchoma płytka
Rys. 52. Odwadniacze[2, s. 187]:: a) termiczny, b) termodynamiczny, c) pływakowy z automatycznym
odpowietrzeniem [8] 1 - element termostatyczny, 2 - ruchoma płytka, 3 - automatyczne odpowietrzenie, 4 - pływak
zamyka wylot pary przy dużej prędkości i otwiera go, gdy kondensat przepływa z mniejszą
prędkością.
Odwadniacze pływakowe (rys. 52c) działają na zasadzie różnicy gęstości pary i kondensatu.
Podczas dopływu kondensatu poziom cieczy się podnosi, pływak unosi się do góry i otwiera
otwór wylotu kondensatu.
Odpowietrzenia sieci ciepłowniczych stosuje się:
−
w najwyższych punktach sieci,
−
przy zaworach odcinających do odpowietrzania i napowietrzania sieci.
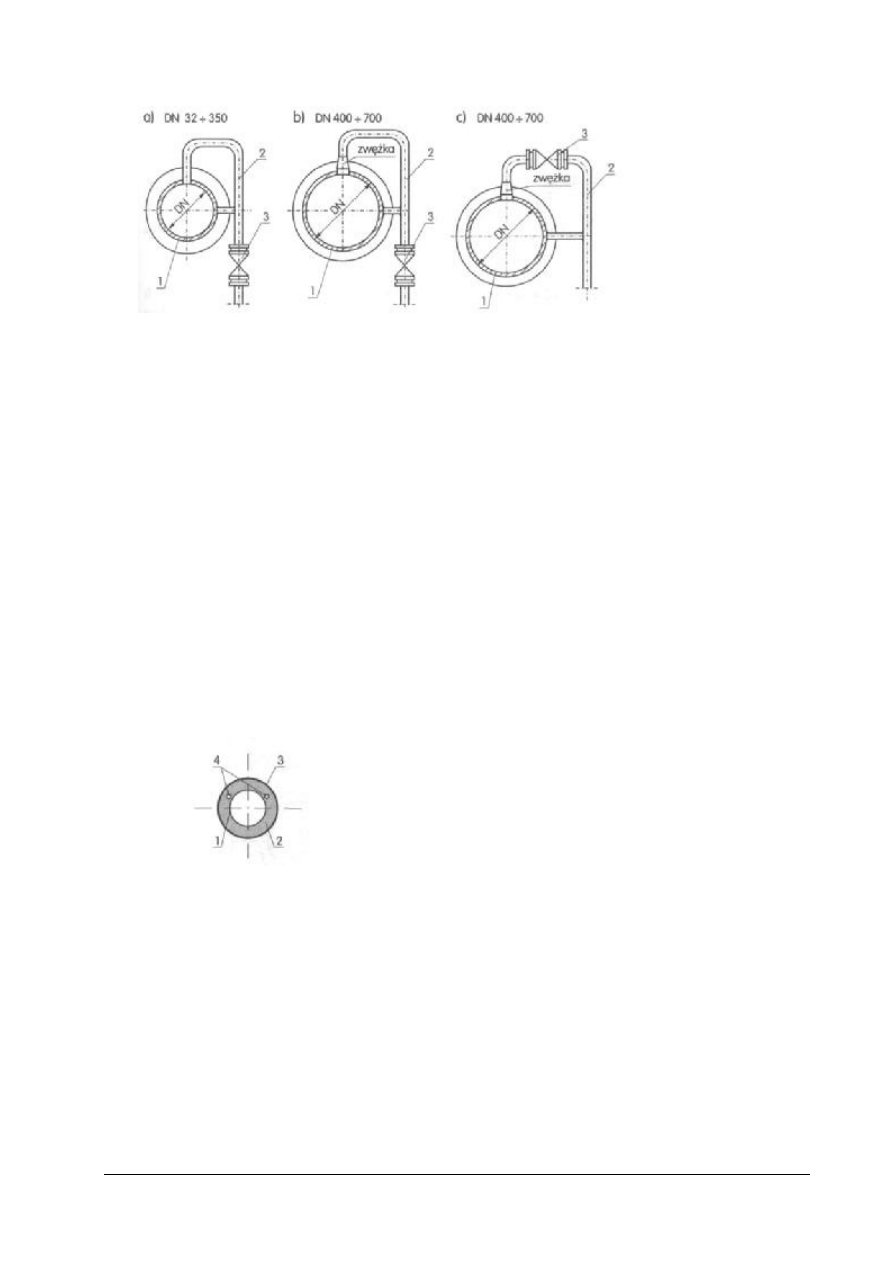
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 53. Odpowietrzenia z różnym usytuowaniem zaworów odpowietrzających [2, s. 197]:
1 - przewód sieci ciepłowniczej, 2 - przewód odpowietrzający, 3 - zawór odpowietrzający
Odpowietrzenia instaluje się w węzłach i komorach ciepłowniczych. Zależnie od potrzeb
odpowietrzenia można wykonać w jeden ze sposobów podanych na rys. 53 a, b, c.
Izolacja cieplna.
Każdy przewód sieci ciepłowniczej, niezależnie od sposobu układania, musi być
zabezpieczony przed nadmiernymi stratami ciepła za pomocą izolacji cieplnej. Grubość izolacji
trzeba tak dobrać lub obliczyć, aby nie przekroczyć zalecanych przez PN-85/B-02421
jednostkowych strat mocy cieplnej q.
Najczęściej do izolacji sieci ciepłowniczych używa się waty szklanej i wełny mineralnej;
można również stosować materiały porowate, np. różnego rodzaju sztywne pianki.
Preizolowane sieci ciepłownicze.
Nowoczesne preizolowane sieci ciepłownicze służą do bezkanałowego układania
rurociągów; istnieje kilkanaście różnych systemów.
Elementy preizolowane składają się z rury stalowej (przewodowej) otoczonej sztywną
pianką poliuretanową (warstwa izolacyjna). Płaszcz zewnętrzny, ochronny stanowi rura
polietylenowa (rys. 54). Preizolowane sieci ciepłownicze są wyposażone w system alarmowy
lokalizacji awarii.
Rys. 54. Przewód preizolowanej sieci ciepłowniczej [2, s. 146]:
1 - rura stalowa, 2 - pianka poliuretanowa, 3 - rura osłonowa polietylenowa, 4 - przewody systemu
alarmowego
Preizolowane sieci ciepłownicze w porównaniu do sieci kanałowych pozwalają na skrócenie
czasu budowy, obniżenie strat mocy cieplnej i łatwiejszą eksploatację. Stosuje się je najczęściej
do maksymalnej temperatury nośnika ciepła 130°C.
Rura przewodowa, zależnie od rodzaju i parametrów nośnika ciepła, może być:
−
stalowa (na ogół stosowana w ciepłownictwie),
−
stalowa ocynkowana,
−
miedziana,
−
z tworzywa sztucznego.
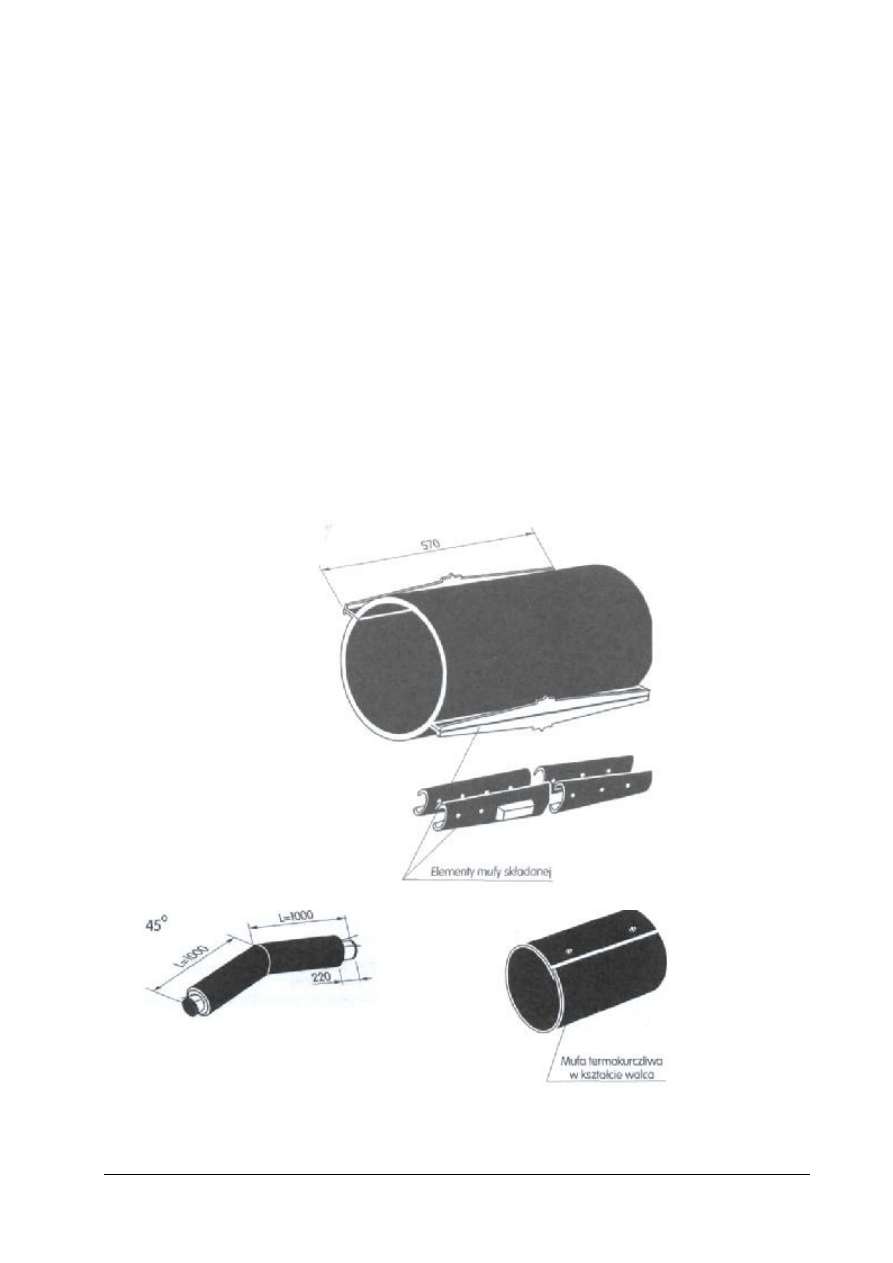
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Pianka poliuretanowa spełnia następującą funkcję:
−
izolacyjną, czyli ograniczenia strat mocy cieplnej nośnika ciepła zgodnie z zaleceniami
PN-85/B-02421,
−
połączenia rury stalowej i zewnętrznego płaszcza polietylenowego w zespoloną
konstrukcję tak, aby wydłużenia cieplne rury stalowej mogły być przeniesione przez piankę
na rurę zewnętrzną, na której zostaną „wyhamowane" przez tarcie gruntu otaczającego
rurociąg.
Uzyskanie właściwych wymagań wytrzymałościowych i możliwość ich ustabilizowania
w wysokiej temperaturze jest warunkiem bezawaryjnego funkcjonowania sieci. Pianka
poliuretanowa w preizolowanych sieciach powstaje na skutek reakcji, jaka występuje podczas
zmieszania ze sobą płynnych składników i substancji pieniącej.
Rura osłonowa, ochraniająca izolację cieplną, czyli piankę poliuretanową, wykonana jest
z twardego polietylenu.
Elementy preizolowanych sieci ciepłowniczych.
Preizolowane rury produkuje się na ogół w odcinkach 6, 12 lub 16 m. Grubość izolacji
cieplnej (pianki poliuretanowej) jest zróżnicowana – standardowa lub zwiększona. Na ogół
stosuje się izolację standardową, ale np. sieć ciepłownicza tranzytowa wymaga izolacji
pogrubionej. Pozwala to ograniczyć spadek temperatury nośnika ciepła, co ma istotne znaczenie
przy przesyle nośnika ciepła na znaczne odległości.
Rys. 55. Mufa składana [2, s. 111]
Rys. 56. Łuk prefabrykowane o kątach 45° [2, s. 111]
Rys. 57. Mufa zgrzewana [2, s. 111]
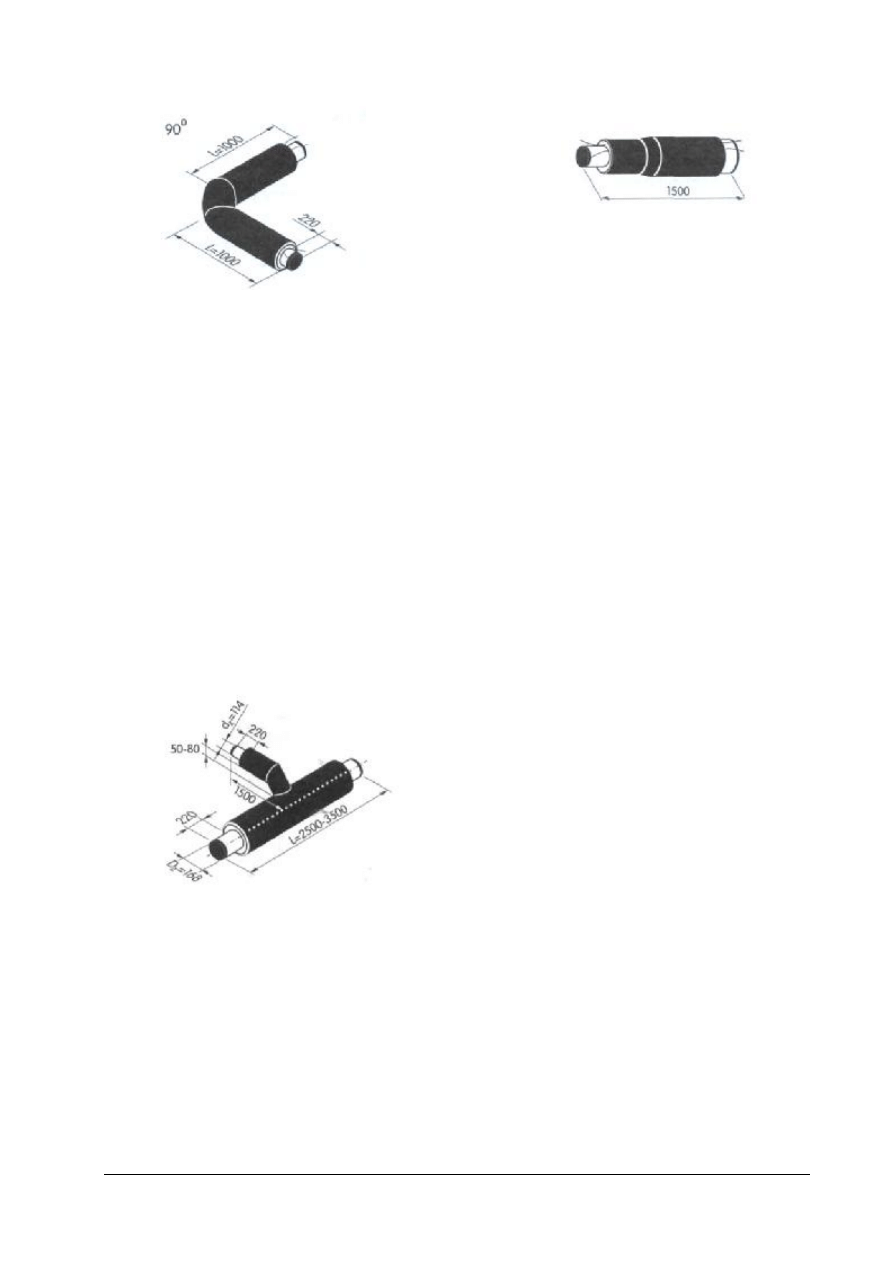
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 58. Łuk prefabrykowany o kątach 90° [2, s. 112] Rys. 59. Zwężka prefabrykowana [2, s. 112]
Wymiary dla DN=100
Połączenie odcinków rur odbywa się za pomocą złączy, zwanych często mufami.
Mufa jest bardzo ważnym elementem sieci preizolowanej, ponieważ jej jakość (oprócz
jakości spawu rury stalowej) decyduje o bezawaryjnej pracy sieci. Najczęściej spotyka się mufy
składane (rys. 41) i termokurczliwe (rys. 42). Złącza składane mogą być montowane
i demontowane, natomiast złącze termokurczliwe jest stałe. Niezależnie od sposobu wykonania
złącza, po pospawaniu rur stalowych i założeniu złącza na niezaizolowane styki rur miejsce
połączenia wypełnia się pianką. Zwężki, najczęściej prefabrykowane, stosuje się w celu zmiany
średnicy rur (rys. 59).
Łuki z muf składanych lub prefabrykowane (rys. 58) służą do zmian trasy sieci
ciepłowniczej (załamań). Kąty załamania są typowe i wynoszą 15-90° lub dowolne zgodne
z wymaganiami ułożenia trasy sieci.
Odgałęzienia preizolowanej sieci ciepłowniczej mogą być prefabrykowane lub stanowią
zestaw elementów do wykonania odgałęzienia na budowie. Stosuje się odgałęzienia proste
(rys. 60) lub tzw. równoległe. W tym ostatnim przypadku przewód odgałęziający prowadzi się
równolegle nad przewodem głównym
Rys. 60. Odgałęzienie prefabrykowane proste [2, s. 112]
Wydłużki montuje się - w celu przejęcia wydłużeń – gdy nie można układać sieci
z samokompensacją. W większości technologii jest to rozwiązanie ostateczne i nie zalecane.
W preizolowanych sieciach ciepłowniczych stosuje się na ogół kompensatory mieszkowe.
Podpory ruchome występują tylko w przypadku układania preizolowanych sieci w rurach
ochronnych. Są to specjalne konstrukcje zapobiegające zniszczeniu polietylenowej rury
ochronnej.
Podpory stałe w sieciach preizolowanych stosuje się rzadko, tylko w razie konieczności – są
to podpory prefabrykowane proste lub kątowe, montowane w blokach żelbetowych.
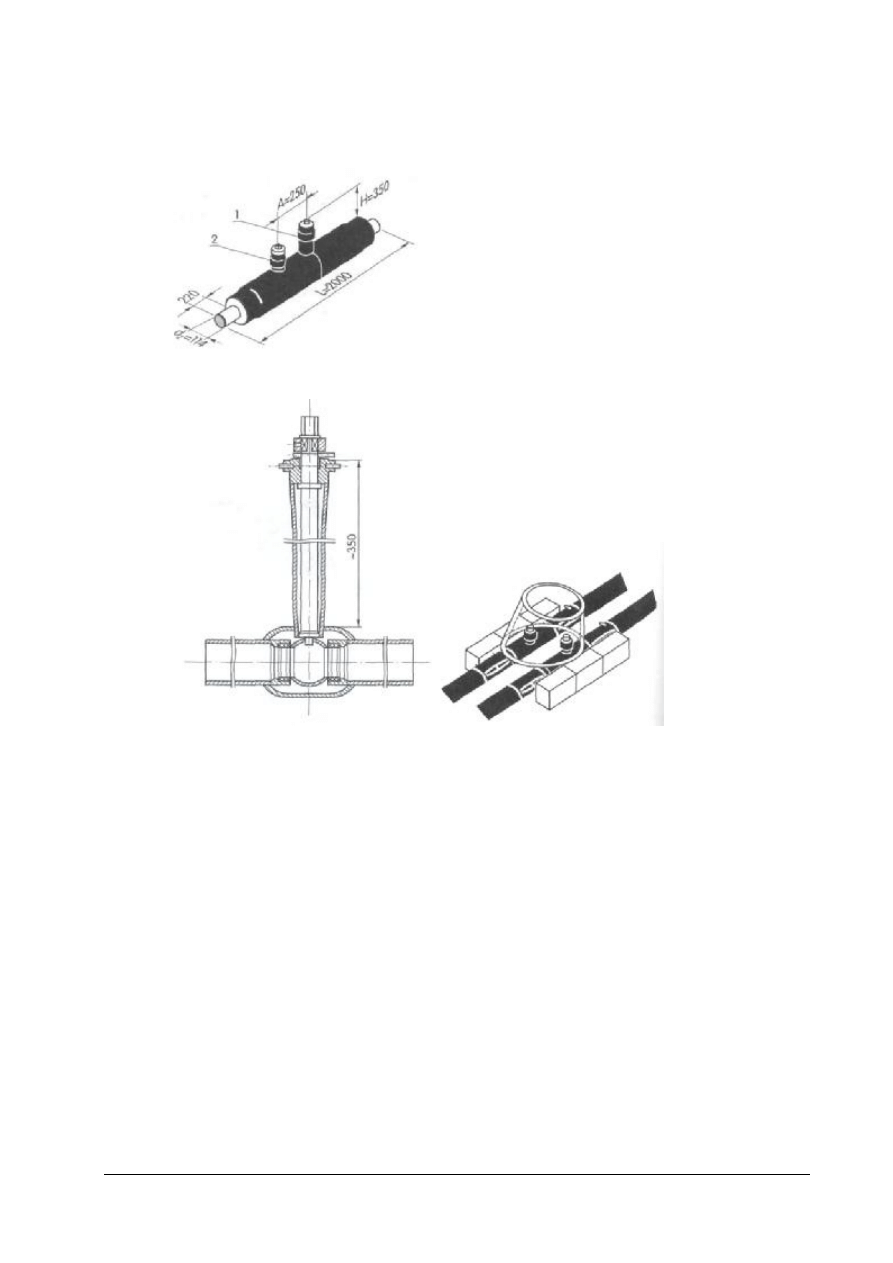
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Armaturę odcinającą (zawory) montuje się w prefabrykowanej obudowie preizolowanej
z rurociągiem. W elemencie prefabrykowanym może znajdować się tylko zawór odcinający lub
dodatkowo - jeden lub dwa zawory odwadniające lub odpowietrzające (rys. 61).
Rys. 61. Zawór preizolowany we wspólnej obudowie z pojedynczym zaworem odwadniającym lub
odpowietrzającym [2, s. 113]:1 - zawór odcinający, 2 - zawór odwadniający lub odpowietrzający
Rys. 62. Zawór kulowy z przedłużonym
Rys. 63.Studzienka do montowania
trzpieniem do preizolowanej sieci
zaworów preizolowanej sieci ciepłowniczej
ciepłowniczej [2, s. 114]
[2, s. 115]
Jako zawory odcinające, odwadniające lub odpowietrzające stosuje się zawory kulowe
z przedłużonym trzpieniem (rys. 61), co umożliwia ich obsługę z zewnątrz. Zawory odcinające
montuje się np. w specjalnych studzienkach betonowych posadowionych na cegłach (rys. 63).
Elementy pomocnicze w sieciach preizolowanych występują zależnie od technologii. Są to
np. pierścienie uszczelniające w miejscach przejścia sieci przez ściany kanałów, komór
i budynków, pierścienie końcowe termokurczliwe, mufy zakończeniowe.
System alarmowy
Niezawodność i bezpieczeństwo pracy preizolowanych sieci gwarantuje system alarmowy.
Kontroluje on całą sieć i wykrywa awarie w początkowej ich fazie.
System alarmowy składa się z przewodów, ich wyposażenia i lokalizatora usterek,
rejestrującego i pokazującego, w którym miejscu sieci występuje awaria (rys. 64).
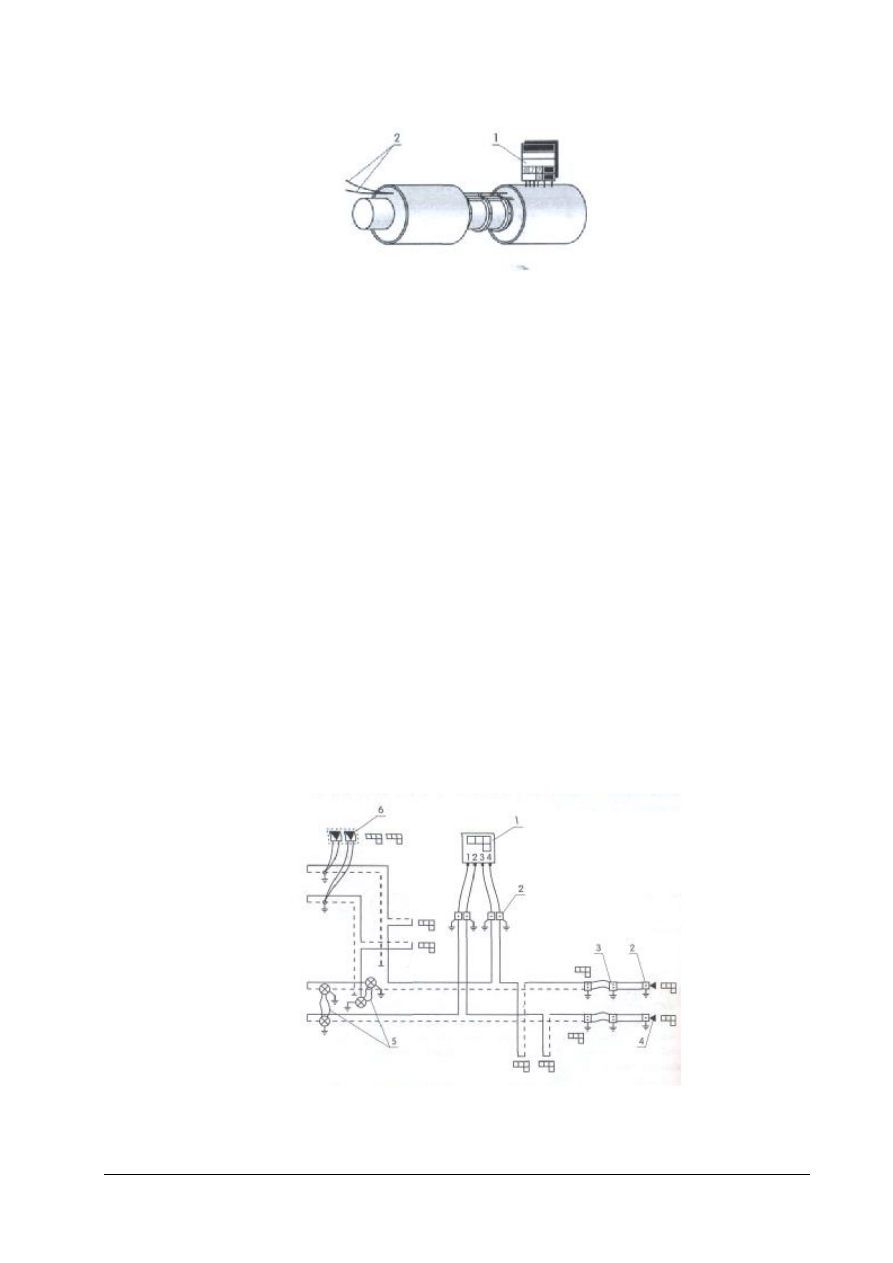
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 64. Przewód preizolowany z instalacją alarmową [2, s. 115]:1 - lokalizator usterek, 2 - przewody alarmowe
Zadaniem systemu alarmowego jest:
−
sygnalizacja o pojawieniu się wilgoci w piance poliuretanowej,
−
możliwość sprawdzenia stanu zawilgocenia rur i połączeń.
Instalowanie systemu alarmowego zaleca się w celu zmniejszenia kosztów eksploatacyjnych
i ewentualnych remontów sieci ciepłowniczych. Ma to znaczenie dla sieci o szczególnym
przeznaczeniu i dla odcinków priorytetowych.
Stosuje się dwa rodzaje systemów alarmowych: rezystancyjny i impulsowy, sygnalizujące
zmianę oporności pianki poliuretanowej spowodowaną np. zawilgoceniem.
Zmiany oporności w stosunku do przyjętej wartości wyjściowej są to zakłócenia normalnej
pracy, czyli stany awaryjne.
W systemie rezystancyjnym mierzymy czynny opór elektryczny między przewodem
alarmowym a rurą stalową. Wyposażenie tego systemu alarmowego stanowią:
−
przewód czujnikowy (NiCr) w izolacji teflonowej z perforacją,
−
przewód powrotny miedziany w izolacji teflonowej,
−
przyrządy do pomiarów, np.:
−
aparat do ręcznej lokalizacji miejsca zawilgocenia izolacji,
−
aparat do stałej kontroli miejsca zawilgocenia izolacji,
−
aparat do stałego nadzoru i lokalizacji miejsca awarii.
System impulsowy (rys. 51) sygnalizuje zmianę impedancji (oporu) w przewodzie
alarmowym. Skokowe zmiany tej wielkości są odbierane jako zakłócenia normalnej pracy, czyli
stany awaryjne.
Wyposażenie tego systemu alarmowego stanowią:
−
dwa przewody miedziane (jeden może być ocynkowany),
Rys. 65. Impulsowa instalacja alarmowa z lokalizatorem usterek [2, s. 188]
1- lokalizator usterek, 2 - puszka przyłączeniowa, 3 - puszka łącząca, 4 - końcówka
zerująca lokalizatora usterek, 5 - kabel przeskoczeniowy, 6 - puszka zerująca lokalizatora
usterek
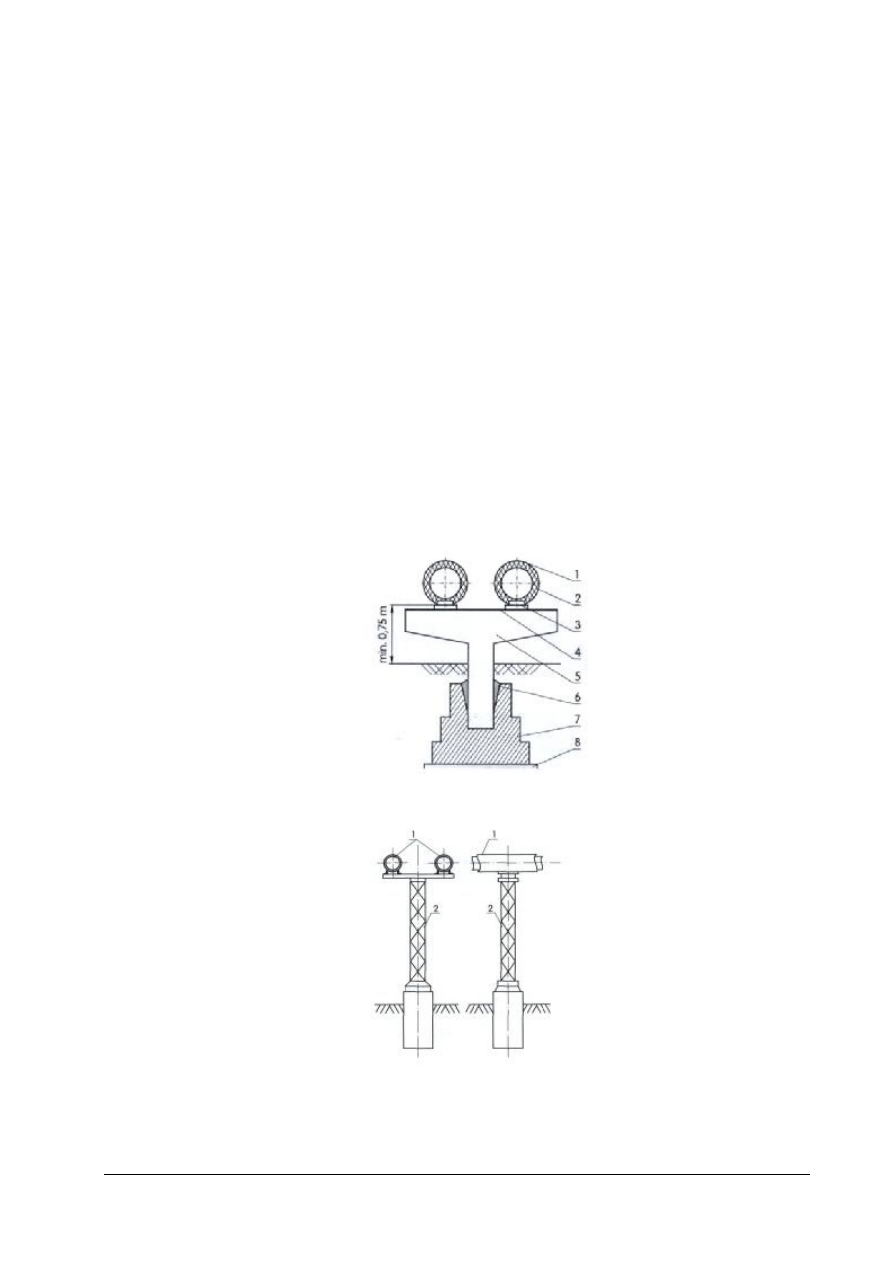
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
−
przyrządy do pomiarów, np.:
−
przyrząd testujący do określania prawidłowości połączeń i stanu suchości izolacji,
−
lokalizator usterek, wskazujący miejsce najbliższej awarii,
−
detektor usterek, sygnalizujący awarię,
−
reflektometr oscyloskopowy, pozwalający na obserwację całej sieci.
Nadziemne sieci ciepłownicze.
Nadziemne sieci ciepłownicze układa się głównie na terenach zakładów przemysłowych,
bardzo rzadko jako sieci komunalne, ponadto stosuje sieje przy przejściach sieci przez rzekę
ewentualnie jezdnie, drogi lub tory kolejowe.
Rozwiązania konstrukcyjne sprowadzają się do układania sieci na:
−
niskich słupach żelbetowych,
−
wysokich słupach stalowych lub żelbetowych,
−
masztach i estakadach.
Sieci nadziemne są niechętnie stosowane ze względu na estetykę otoczenia. Zaletą ich jest
łatwy dostęp - ewentualne awarie mogą być wcześnie zauważone i usunięte. Do nadziemnego
układania sieci mogą być wykorzystane specjalne preizolowane rury tzw. Spiro.
Układanie sieci ciepłowniczej na niskich słupach pokazano na rys. 65. Odległość od
powierzchni terenu do spodu izolacji cieplnej powinna wynosić minimum 0,75 m. Takie
ułożenie sieci jest najtańszym systemem nadziemnym, ale nie zawsze możliwym do stosowania
ze względu na niewielką odległość od terenu (zajmuje miejsce na powierzchni terenu)
.
Rys. 66. Sieć ciepłownicza na niskich słupach [2, s. 231]1 - zewnętrzna ochrona przewodu, 2 - izolacja cieplna,
3 - podpora ruchoma, 4 - poprzeczny element metalowy, 5 - słup z betonu zbrojonego, 6 - wypełnienie betonem,
7 - fundament betonowy, 8 – piasek
Rys. 67. Sieć ciepłownicza na wysokich słupach stalowych [2, s. 232]: 1 - przewody sieci ciepłowniczej
z izolacją cieplną, 2 - słup stalowy
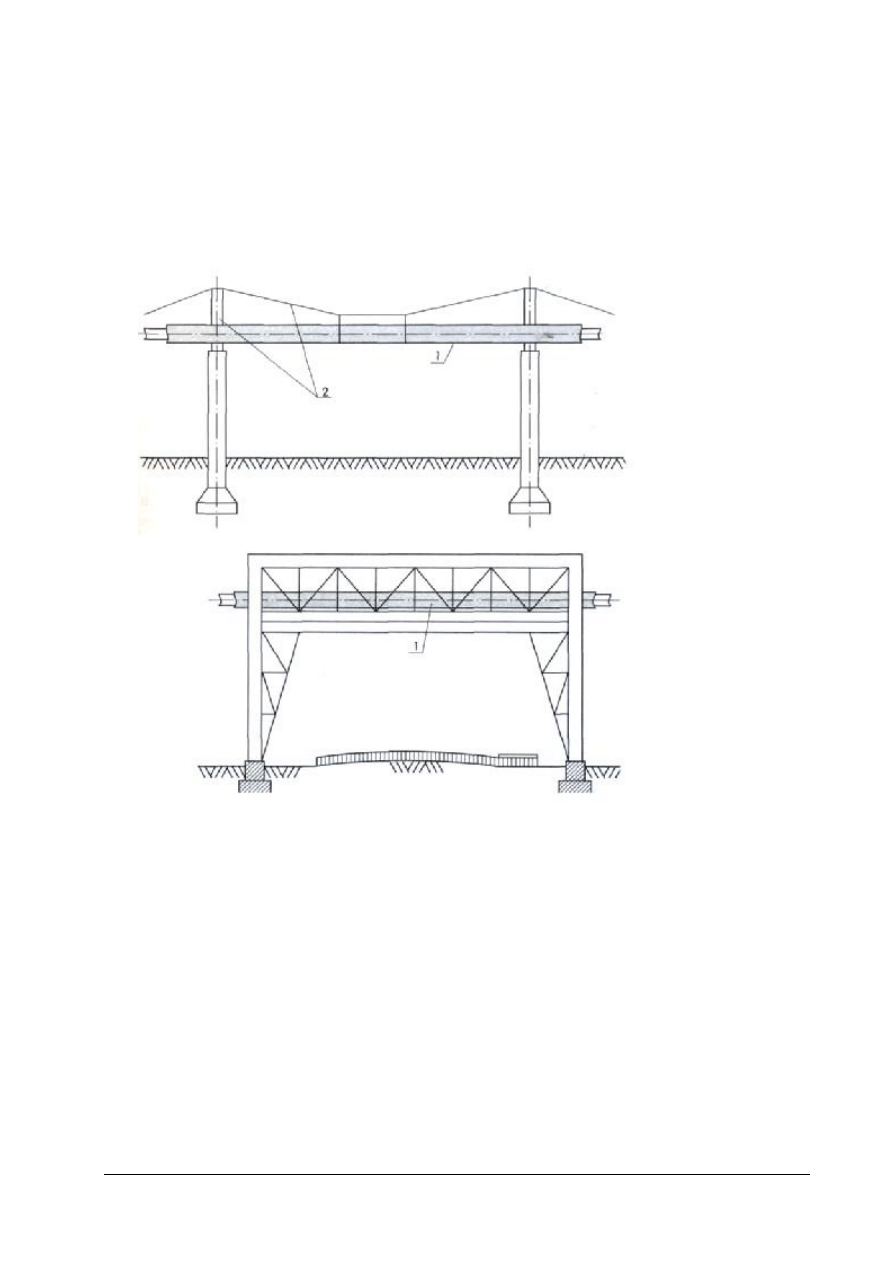
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Układanie sieci ciepłowniczej na wysokich słupach stalowych (rys. 67) lub żelbetowych
wykonuje się wówczas, gdy ze względu na zabudowę nie można jej ułożyć na niskich słupach.
Maszty (rys. 68) lub estakady (rys. 69) stosujemy wówczas, gdy odległości między
sąsiednimi słupami są znaczne i przekraczają możliwości konstrukcyjne. Rozwiązania takie
nadają się np. przy przechodzeniu sieci ciepłowniczej nad rzekami, szerokimi ulicami, drogami
lub koleją; wówczas sieć przed i za przeszkodą może być podziemna.
Rys. 68. Sieć ciepłownicza na masztach [2, s. 234]: 1 - sieć ciepłownicza, 2 - konstrukcja nośna
Rys. 69. Sieć ciepłownicza na estakadzie [2, s. 234]:1- sieć ciepłownicza
Warunki wyznaczania trasy sieci ciepłowniczej.
Trasa sieci ciepłowniczych musi przebiegać zgodnie z przepisami i spełniać warunki
technologiczne. Ogólne zasady wyboru trasy sieci ciepłowniczej są następujące:
−
wybór najkrótszej drogi - czyli od źródła ciepła do poszczególnych odbiorców sieć powinna
dostarczać ciepło najkrótszą drogą;
−
magistralę sieci prowadzi się tak, aby przechodziła przez obszary o jak największej gęstości
zabudowy;
−
wyznaczając trasę w miarę możliwości korzysta się z zasady samokompensacji przewodów
(bez wydłużek);
−
sieć prowadzi się poza obrębem budynku i poza jezdniami, z wyjątkiem przejść
poprzecznych;
−
należy chronić zieleń, zachowując obowiązujące odległości sieci od drzew;
−
sieć układa się w określonych odległościach od zabudowy tak, aby umożliwić wygodny
montaż lub wymianę sieci;
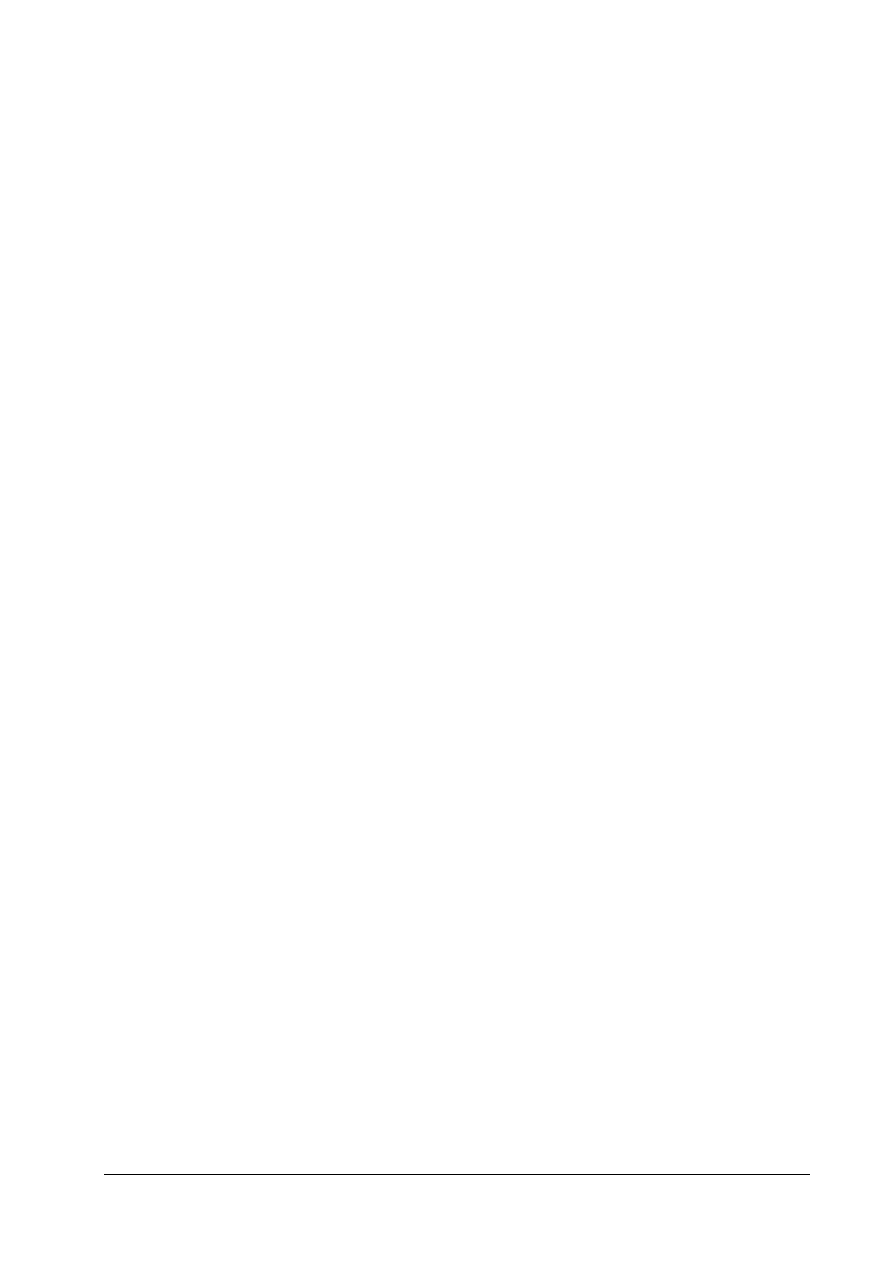
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
pod powierzchnią terenu sieć układa się jak najpłycej, z zachowaniem minimalnego
przykrycia wymaganego w danym systemie (sieci kanałowe - 0,5 m, sieci preizolowane –
0,4 m);
−
w dwuprzewodowym systemie układania sieci, gdy przewody są ułożone obok siebie,
przewód zasilający musi znajdować się z prawej strony patrząc w kierunku przepływu
nośnika ciepła w przewodzie zasilającym; prowadząc jeden przewód nad drugim przewód
zasilający umieszcza się na górze;
−
sieci układa się ze spadkiem umożliwiającym całkowite odwodnienie rurociągów i kanałów
(minimalny spadek 3%);
−
przejście przewodów sieci przez ściany zewnętrzne budynków musi być gazoszczelne, aby
uniemożliwiać
przenikanie
gazu
do
wnętrza
budynku
(pomieszczenia
węzła
ciepłowniczego);
−
przejścia sieci pod jezdniami powinny umożliwiać wymianę jej bez naruszenia nawierzchni
jezdni;
−
w celu osuszenia powietrza kanały nieprzechodnie i komory ciepłownicze wyposaża się
w wentylację grawitacyjną nawiewno-wywiewną.
Układając sieci ciepłownicze nadziemne należy:
−
preferować układanie sieci na niskich słupach,
−
do
obsługi
zaworów
odcinających,
przewodów
obiegowych,
spustowych
i odpowietrzających, odmulaczy i aparatury kontrolno-pomiarowej stosować pomosty,
−
miejsca zainstalowania armatury lub urządzeń wymagających obsługi zabezpieczyć przed
dostępem osób postronnych.
Zabezpieczenie wodnych sieci ciepłowniczych.
Rozkład ciśnienia w wodnych sieciach ciepłowniczych jest jednym z elementów
decydujących o prawidłowym ich funkcjonowaniu i eksploatacji (rys. 70).
Przepływ wody w sieciach ciepłowniczych wywołują pompy obiegowe. W całym układzie
zasilania (w układzie ciepłowniczym) w czasie postoju pomp obiegowych ciśnienie w sieci ma
jednakową wartość. Linie ciśnienia w czasie pracy i postoju pomp obiegowych mają wspólny
punkt w miejscu przyłączenia urządzenia stabilizującego ciśnienie. Można przyjąć, że masa
nośnika ciepła w układzie jest stała, zarówno w czasie pracy, jak i podczas postoju pomp
obiegowych.
W punkcie przyłączenia urządzenia stabilizującego, tzw. punkcie obojętnym układu,
ciśnienie ma zawsze taką samą wartość. Ciśnienie w punkcie obojętnym nazywa się ciśnieniem
stabilizacji.
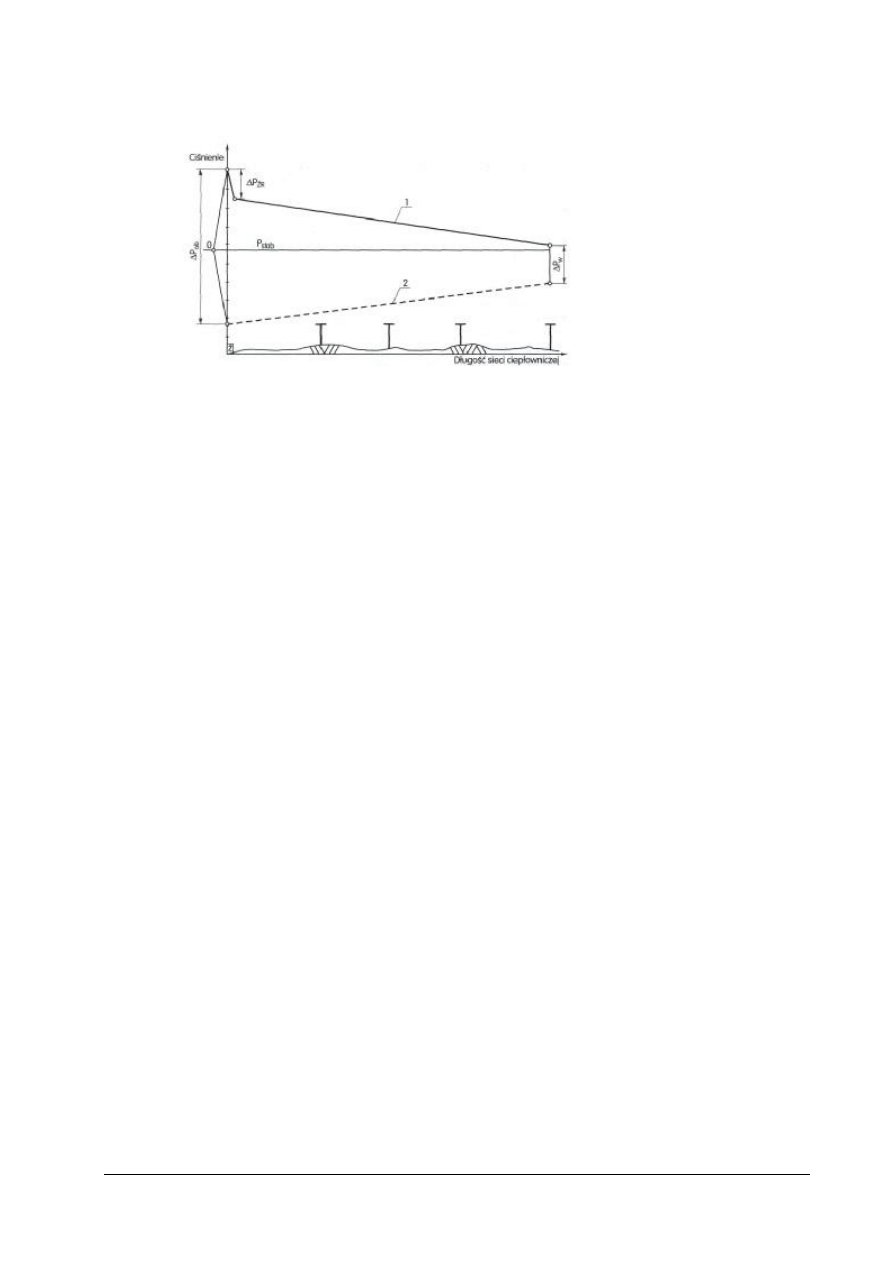
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 70. Rozkład ciśnienia w układzie ciepłowniczym [2, s. 263] 1 - linia strat ciśnienia w przewodzie
zasilającym, 2 - linia strat ciśnienia w przewodzie powrotnym, ∆P
ŻR
-strata ciśnienia w źródle ciepła, ∆P
W
- strata
ciśnienia w węźle ciepłowniczym, ∆P
Oh
- ciśnienie wytwarzane przez pompę obiegową, P
stab
- ciśnienie stabilizacji
(linia ciśnienia stabilizującego)
Gdy ciśnienie stabilizacji jest niższe niż ciśnienie wrzenia wody odpowiadającego danej
temperaturze, podczas postoju pomp obiegowych w górnych punktach sieci ciepłowniczej mogą
powstać tzw. poduszki parowe. Powstająca para wodna, po gwałtownym włączeniu pomp
obiegowych, może być przyczyną trzasków i silnych uderzeń ciśnienia.
Gdy wysokość ciśnienia jest niższa niż wysokość budynku, w razie bezpośredniego
zasilania budynku może nastąpić zapowietrzenie układu - przerwanie obiegu w górnych
częściach instalacji. Obecność powietrza w instalacji jest niepożądana ponieważ przyspiesza
korozję.
Wymagane ciśnienie, które należy utrzymać w układzie ciepłowniczym, wyznacza się po
ustaleniu:
−
niezbędnego ciśnienia w poszczególnych punktach sieci,
−
niezbędnego ciśnienia w źródle ciepła podczas pracy pomp obiegowych,
−
wartości ciśnienia stabilizacji,
−
zmian ciśnienia w źródle ciepła i sieci w różnych warunkach eksploatacji,
−
położenia punktu obojętnego.
W układzie o wysokich parametrach ciśnienie stabilizacji może być utrzymywane za
pomocą zamkniętych naczyń wzbiorczych lub pomp uzupełniająco-stabilizujących. Stabilizacja
ciśnienia (nośnik ciepła o temperaturze ponad 100°C) może się odbywać za pomocą
zamkniętych naczyń wzbiorczych z poduszką parową lub gazową. Naczynia wzbiorcze
z poduszką gazową, wypełnioną gazem obojętnym, mogą być włączone przed lub za pompami
obiegowymi (rys. 71). Na rysunku 72 pokazano układ zabezpieczony naczyniem wzbiorczym
z własną poduszką parową, umieszczonym za kotłami.
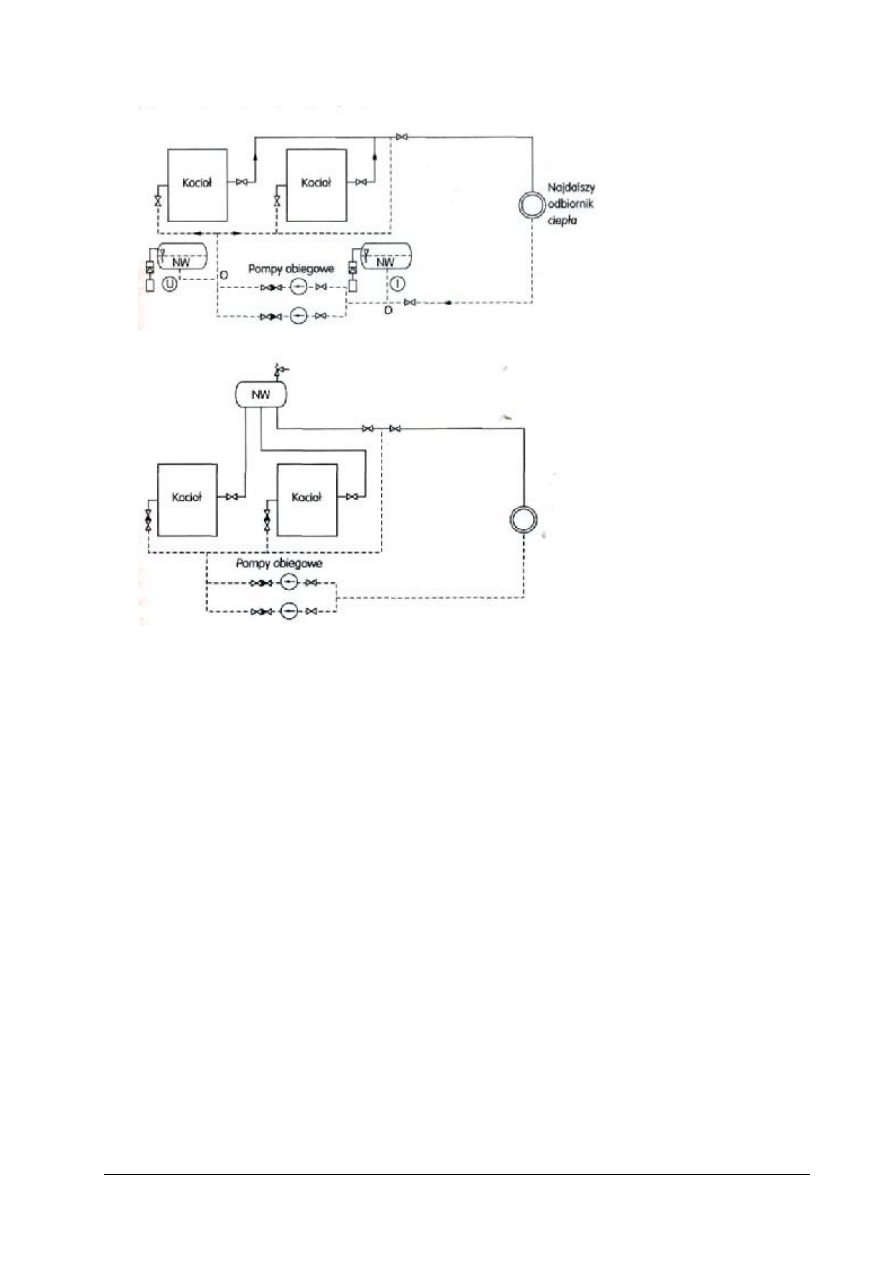
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rys. 71. Schemat przyłączenia naczynia wzbiorczego z poduszką gazową przed lub za pompami [2, s. 233]
Rys. 72. Schemat przyłączenia naczynia wzbiorczego z własną poduszką parową [2, s. 234]
Stabilizację ciśnienia za pomocą pomp uzupełniająco-stabilizujących stosuje się w dużych
systemach ciepłowniczych. Rozwiązanie takie pozwala na:
−
dowolne przyjęcie ciśnienia stabilizującego i ciśnienia w układzie w czasie pracy pomp
obiegowych,
−
łatwą regulację za pomocą dławienia zaworami regulacyjnymi,
−
znaczne zmniejszenie kosztów.
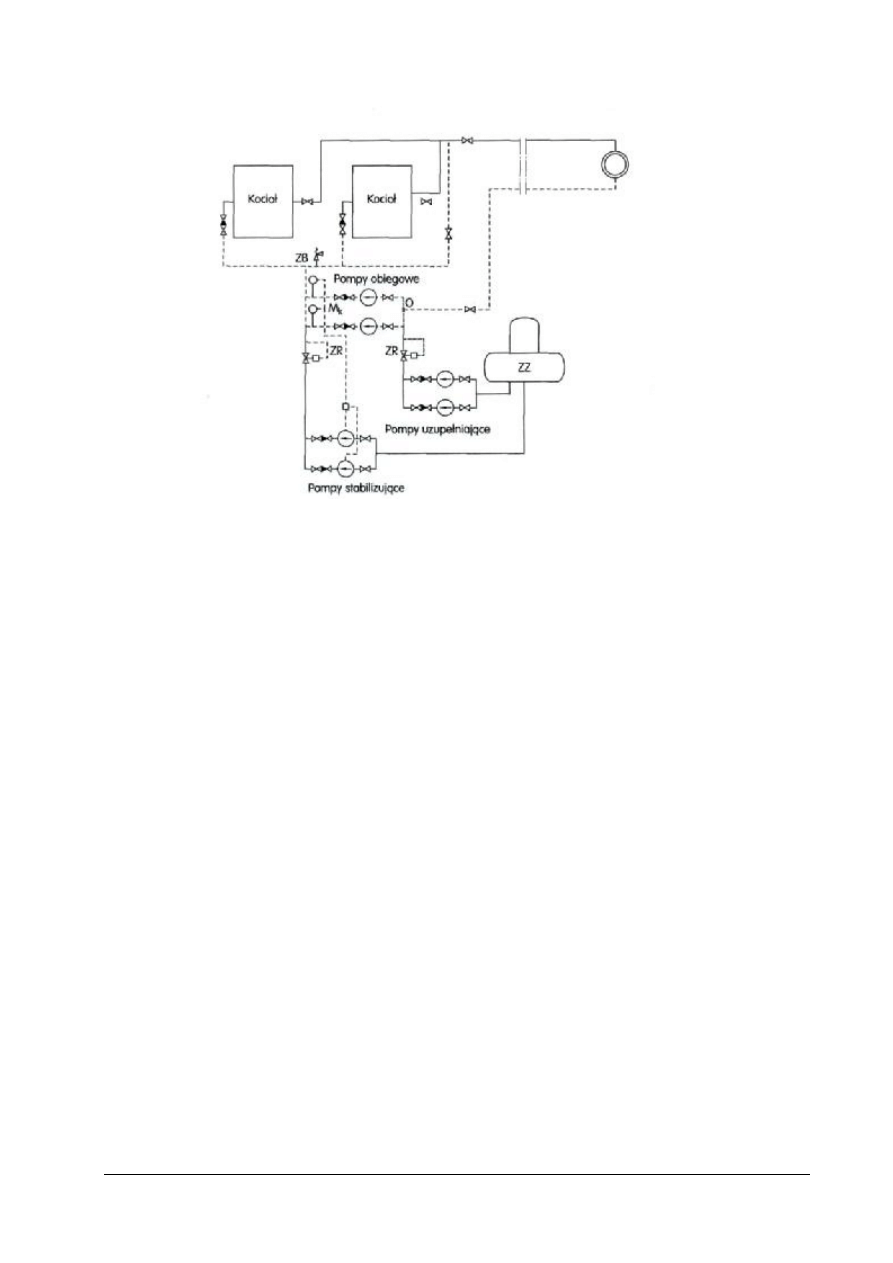
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Rys. 73. Układ stabilizujący z pompami uzupełniająco-stabilizującymi [2, s. 235]
Na rysunku 73 pokazano przykładowy schemat zapewniający łatwą regulację ciśnienia.
W układzie tym występują dwa zespoły pomp, oddzielnie pompy uzupełniające i oddzielnie
stabilizujące - z tego względu układ taki ma szerokie zastosowanie. Wadą tego układu jest
podwójny zespół pomp, który zwiększa koszty inwestycyjne.
Próby szczelności
Próby szczelności przeprowadza się po zmontowaniu odcinka rurociągu, wykonaniu naciągu
wstępnego wydłużek, ułożeniu na podporach ruchomych i zamocowaniu podpór stałych oraz
przed nałożeniem izolacji cieplnej. Próba szczelności wymaga zachowania następujących
warunków:
−
rurociąg napełnia się wodą na 24 h przed próbą,
−
temperatura wody powinna wynosić 10-40°C,
−
próbę przeprowadza się odcinkami,
−
przed próbą rurociąg musi być dokładnie odpowietrzony,
−
ciśnienie próbne powinno być nie mniejsze niż:
−
1,25 ciśnienia roboczego, lecz nie mniej niż ciśnienie robocze plus 0,3 MPa (rurociągi
o ciśnieniu roboczym powyżej 0,5 MPa),
−
1,5 ciśnienia roboczego, lecz nie mniej niż 0,2 MPa (rurociągi o ciśnieniu roboczym
do 0,5 MPa).
Obniżanie i podwyższanie ciśnienia w zakresie od roboczego do próbnego odbywa się
jednostajnie i powoli z prędkością nie przekraczającą 0,1 MPa na minutę.
Po próbie szczelności na elementach rurociągu i złączach nie może być rozerwań,
odkształceń plastycznych, rys lub pęknięć oraz nieszczelności i pocenia się powierzchni.
Próbę szczelności uznaje się za zadowalającą, jeśli po przeprowadzeniu wymienionych
badań wszystkie uzyskały wynik dodatni.
Szczegółowe warunki dotyczące wymagań stawianych rurociągom podaje PN-92/M-34031.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Zabezpieczenie antykorozyjne.
Zewnętrzne powierzchnie rurociągów układanych systemem kanałowym powinny być
zabezpieczone przed korozją. Konstrukcje stalowe zabezpiecza się wg PN-71/H-97053 - w tym
celu na rurociągi nakłada się powłoki malarskie; powierzchnia rury powinna być dobrze
oczyszczona (do I stopnia czystości). Rurociągi maluje się dwukrotnie, raz w zakładzie
prefabrykacji, drugi raz na budowie, w wykopie, po robotach montażowych.
Wyboru farb ochronnych dokonuje się na etapie projektu.
Odbiór sieci ciepłowniczych.
Przed przekazaniem robót należy przeprowadzić kontrolę techniczną, próby szczelności,
badania hydrauliczne i płukanie sieci. Kontrola techniczna obejmuje sprawdzenie jakości
materiałów i wykonanych robót, np. szczelności sieci.
Próby hydrauliczne pozwalają na ustalenie szczelności rurociągów. Jeśli w ciągu 1 h nie
obserwuje się spadku ciśnienia na manometrze, a na złączach spawanych i połączeniach
kołnierzowych nie ma przecieków lub pocenia, próbę uznaje się za pozytywną.
Sposób płukania sieci powinien być podany w dokumentacji.
Przepisy bhp.
Układając sieci ciepłownicze należy zachowywać szczególną ostrożność - elementy są duże
i ciężkie, a podczas pracy sieci napełnione gorącą wodą pod ciśnieniem. Ogólne zasady bhp
omówiono w innych rozdziałach.
Szczegółowe przepisy bhp są trudne do omówienia ze względu na wielorakość prac
i specyfikę różnych typów sieci. Przepisy te na danym stanowisku przy wykonywaniu określonej
pracy pracownicy powinni poznać przed jej rozpoczęciem. Należy zwrócić uwagę na zasady bhp
podczas montażu elementów sieci o większym zagrożeniu; do takich prac zalicza się:
−
pracę na rurociągach i elementach sieci napełnionych wodą gorącą i znajdujących się pod
ciśnieniem,
−
prace spawalnicze,
−
czynności związane z zamykaniem zaworów lub zasuw na czynnej sieci,
−
pracę w komorach i studzienkach ciepłowniczych, gdzie może pojawić się gaz.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy ciśnieniem nominalnym sieci ciepłowniczej ?
2. Do czego służą przewody obiegowe ?
3. Po co stosuje się armaturę odcinającą?
4. Wymień rodzaje termometrów stosowanych do pomiaru temperatury nośnika ciepła?
5. Wymień rodzaje podpór stosowanych w sieciach ciepłowniczych?
6. Dlaczego stosuje się kompensacje wydłużeń?
4.4.3. Ćwiczenia
Ćwiczenie 1
Posługując się normami dobierz ciśnienie próby hydraulicznej dla rur wykonanych ze stali
St3S.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Aby wykonać ćwiczenie powinieneś:
1) prawidłowo odczytać maksymalne ciśnienie próby hydraulicznej dla stali St3S.
2) podać wyniki odczytu uzależniając je od maksymalnego dopuszczalnego ciśnienia
roboczego i temperatury czynnika roboczego.
Wyposażenie stanowiska pracy:
−
normy.
Ćwiczenie 2
Dobierz rodzaj podpory do instalacji ciepłowniczej w zależności od terenu na którym
przebiega.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić rodzaj i temperaturę czynnika roboczego,
2) wskazać na różnicę zastosowania podpór stałych w zależności od rodzaju czynnika ,
3) dobrać podporę,
4) uzasadnić wybór.
Wyposażenie stanowiska pracy:
−
katalogi , normy ,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj sprawdzenie szczelności połączenia rurociągu za pomocą czujnika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonywania ćwiczenia,
2) przygotować czujnik,
3) wykonać ćwiczenie zgodnie z zasadami bhp,
4) zaprezentować efekt wykonanej pracy,
5) ocenić efekt wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rurociąg do ćwiczeń,
−
dokumentacja techniczna,
−
czujnik rezystancyjny lub impulsowy,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 4
Zamontuj do rurociągu zawór kulowy kołnierzowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić rodzaj połączenia zaworu z rurociągiem,
2) narzędzia do montażu połączenia,
3) dobrać materiały do wykonania połączenia,
4) uzasadnić wybór.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Wyposażenie stanowiska pracy:
−
katalogi , normy ,
−
narzędzia monterskie,
−
fragmenty rurociągu,
−
materiały do wykonania połączenia.
4.4.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać do czego służą preizolowane sieci ciepłownicze?
2) wymienić rodzaje odwadniaczy?
3) wyjaśnić dlaczego tak ważna jest kompensacja wydłużeń?
4) określić role podpory w instalacjach ciepłowniczych ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
5
.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 22 pytania dotyczące wykonywania montażu rurociągów stalowych. Zawarte
w teście pytania są wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
6. W pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową),
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 min.
Powodzenia
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.
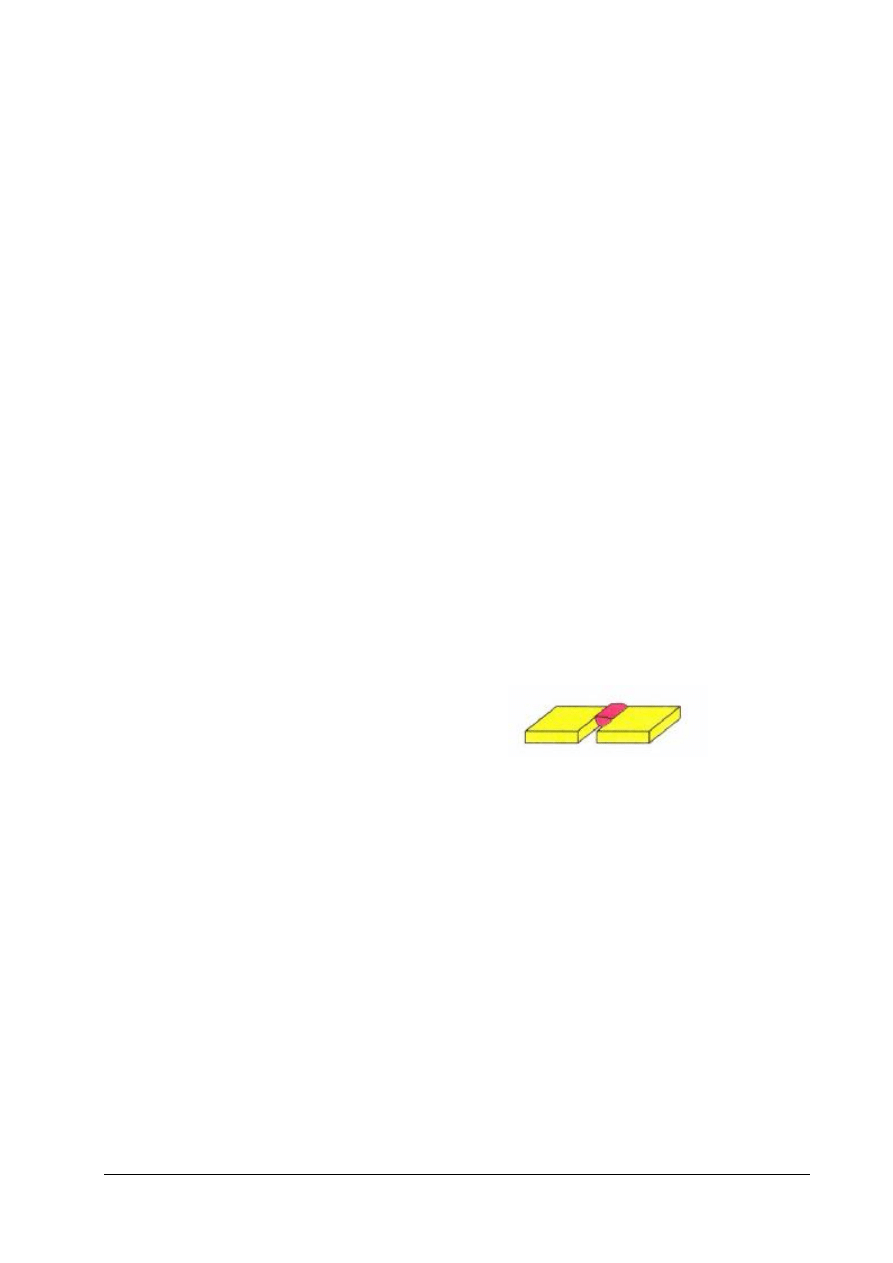
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
ZESTAW ZADAŃ TESTOWYCH
1) Podstawowym czynnikiem podczas doboru prądu spawania nie jest:
a) grubość materiału,
b) średnica elektrody,
c) pozycja spawania,
d) umiejętności spawacza.
2) Metoda spawania MAG to spawanie w:
a) osłonie gazów aktywnych chemicznie,
b) osłonie gazów nieaktywnych chemicznie,
c) powietrzu atmosferycznym,
d) azocie.
3) Spawanie może odbywać się bez spoiwa w metodzie:
a) MAG,
b) TIG,
c) MIG,
d) Acetyleno-tlenowej.
4) Palnikiem acetylenowo-tlenowym można przecinać i ukosować blachy ze stali węglowej
i niskostopowej do grubości:
a) 600 mm,
b) 400 mm,
c) 200 mm,
d) 100 mm.
5) Rysunek przedstawia złącze spawane:
a) krzyżowe,
b) doczołowe,
c) nakładkowe,
d) przylgowe.
6) Spoiny brzeżne stosujemy przy spawaniu:
a) grubych blach,
b) rur,
c) przedmiotów okrągłych,
d) cienkich blach.
7) Do spawania gazowego używa się mieszaniny acetylenu i:
a) argonu,
b) dwutlenku węgla,
c) tlenu,
d) azotu.
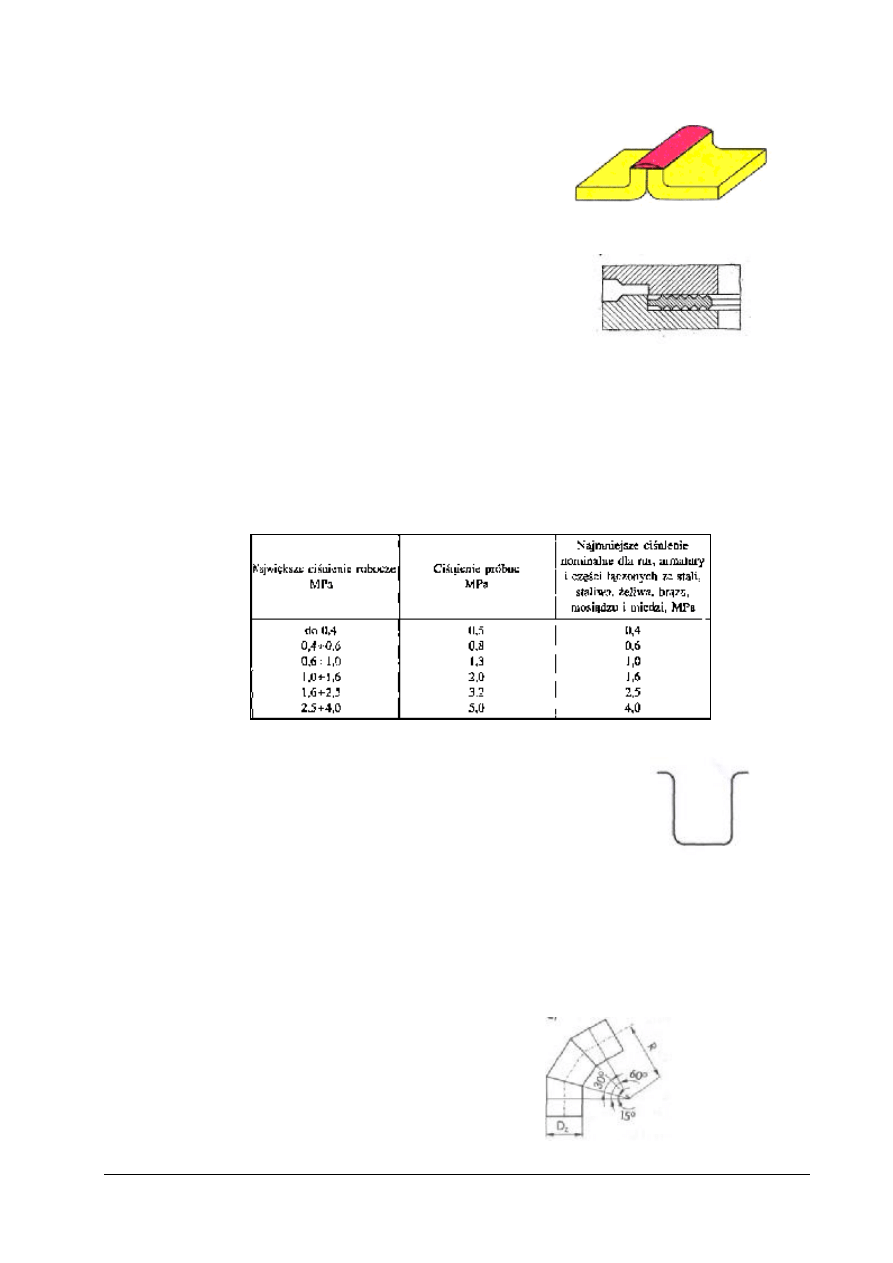
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
8) Rysunek przedstawia złącze spawane:
a) krzyżowe,
b) doczołowe,
c) nakładkowe,
d) przylgowe.
9) Jakiego typu uszczelka zastosowana została w złączu na rysunku:
a) płaska,
b) rowkowa,
c) falista,
d) półzamknieta.
10) Umowne minimalne ciśnienie, do którego dobiera się rury, armaturę i części połączenia to
ciśnienie:
a) nominalne.
b) robocze.
c) próbne.
d) normalne.
11) Dla ciśnienia roboczego wynoszącego 0,8 MPa najmniejsze nominalne wyniesie:
a) 2,5 MPa,
b) 2 MPa,
c) 1,5 MPa,
d) 1 MPa.
12) Dobierz, według załączonego szkicu, najmniejszą ilość odcinków rur i kolan do
zbudowania kompensatora U-kształtnego:
a) 3 odcinki rury i 4 kolana,
b) 4 odcinki rury i 4 kolana,
c) 4 odcinki rury i 2 kolana,
d) 5 odcinków rury i 3 kolana.
13) Ile śrub należy pobrać, jeżeli w przedmiarze robót przewidziano montaż 3 połączeń
kołnierzowych, a każdy kołnierz posiada 4 otwory na śruby.?
a) 3 szt,
b) 4 szt,
c) 12 szt,
d) 16 szt.
14) Na rysunku przedstawiono łuk:
a) krótki,
b) gładki,
c) segmentowy,
d) hamburski.
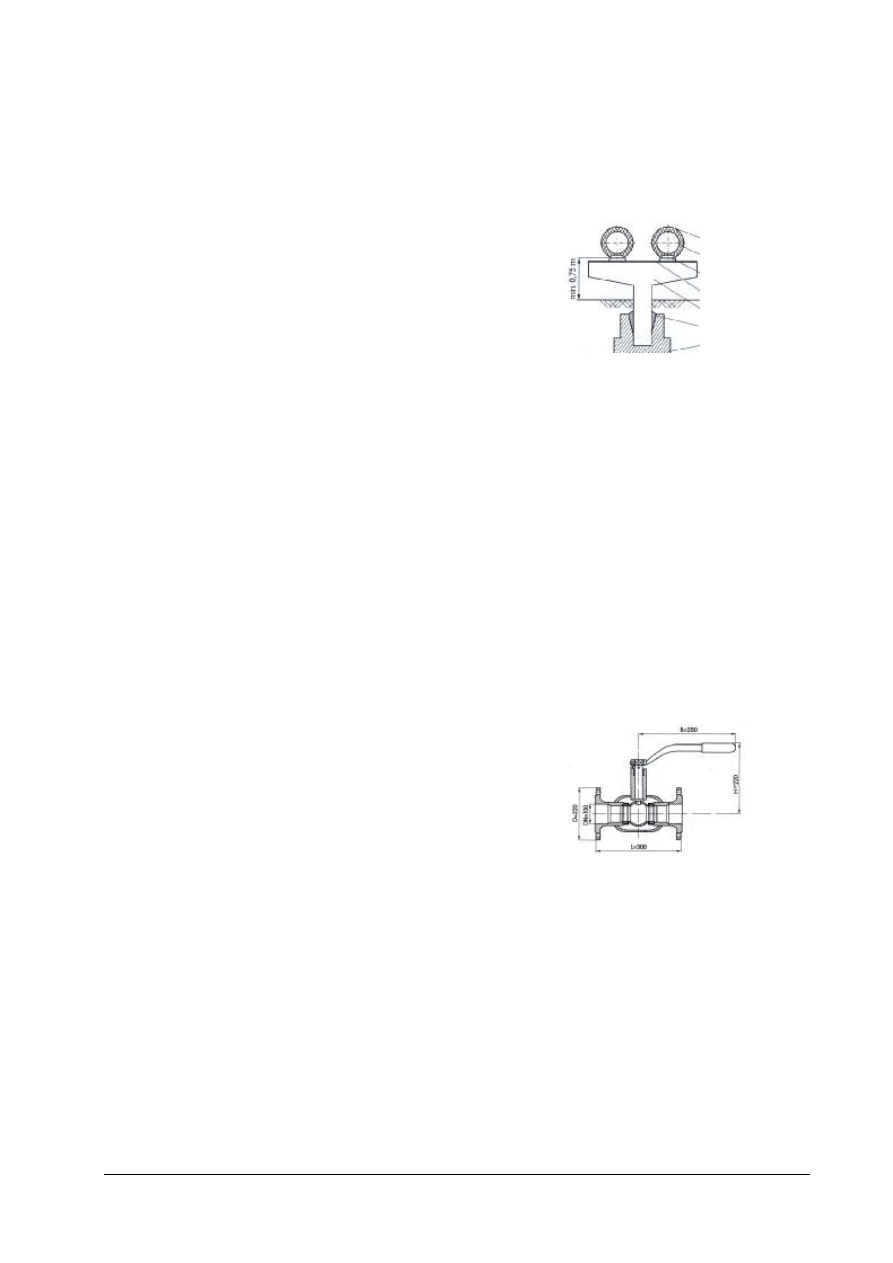
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
15) Odległość pomiędzy podłożem a izolacją rury na podporze niskiej wynosi minimum:
a) 0,5 m,
b) 0,75 m,
c) 1 m,
d) 1,25 m.
16) Na rysunku przedstawiono:
a) estakadę dla rurociągu,
b) podporę wysoką rurociągu,
c) podporę niską rurociągu
d) kanał ciepłowniczy dla rurociągu.
17) Co nazywamy samokompensacją?
a) Niekontrolowane wydłużenie,
b) Ukształtowaniem rurociągów w kształcie litery L lub litery Z,
c) Zastosowanie wydłużki,
d) Ukształtowaniem rurociągów w kształcie litery U.
18) W systemach rurociągowych zwężki stosuje się do:
a) stabilizacji ciśnienia w rurociągu,
b) załamania przewodów w rurociągu,
c) zmiany średnic rur wodociągu,
d) umieszczenia rurociągu w kanałach.
19) Rury preizolowane łączymy za pomocą:
a) śrubunków i muf,
b) muf i spawania,
c) kielichów i muf,
d) spawania i kielichów.
20) Element przedstawiony na rysunku to:
a) zawór zwykły,
b) zasuwa,
c) zawór kulowy,
d) odmulacz.
21) W
jakich
odległościach
umieszczane są termometry na zasilającym rurociągu
ciepłowniczym?
a) 0,5 km,
b) 1,5 km,
c) 2 km,
d) 4 km.
22) Używanie rękawic roboczych zabronione jest podczas wykonywania:
a) wiercenia,
b) spawania,
c) prac izolacyjnych,
d) prac transportowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Montaż rurociągów stalowych 713[04].Z1.03
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub opisz.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:
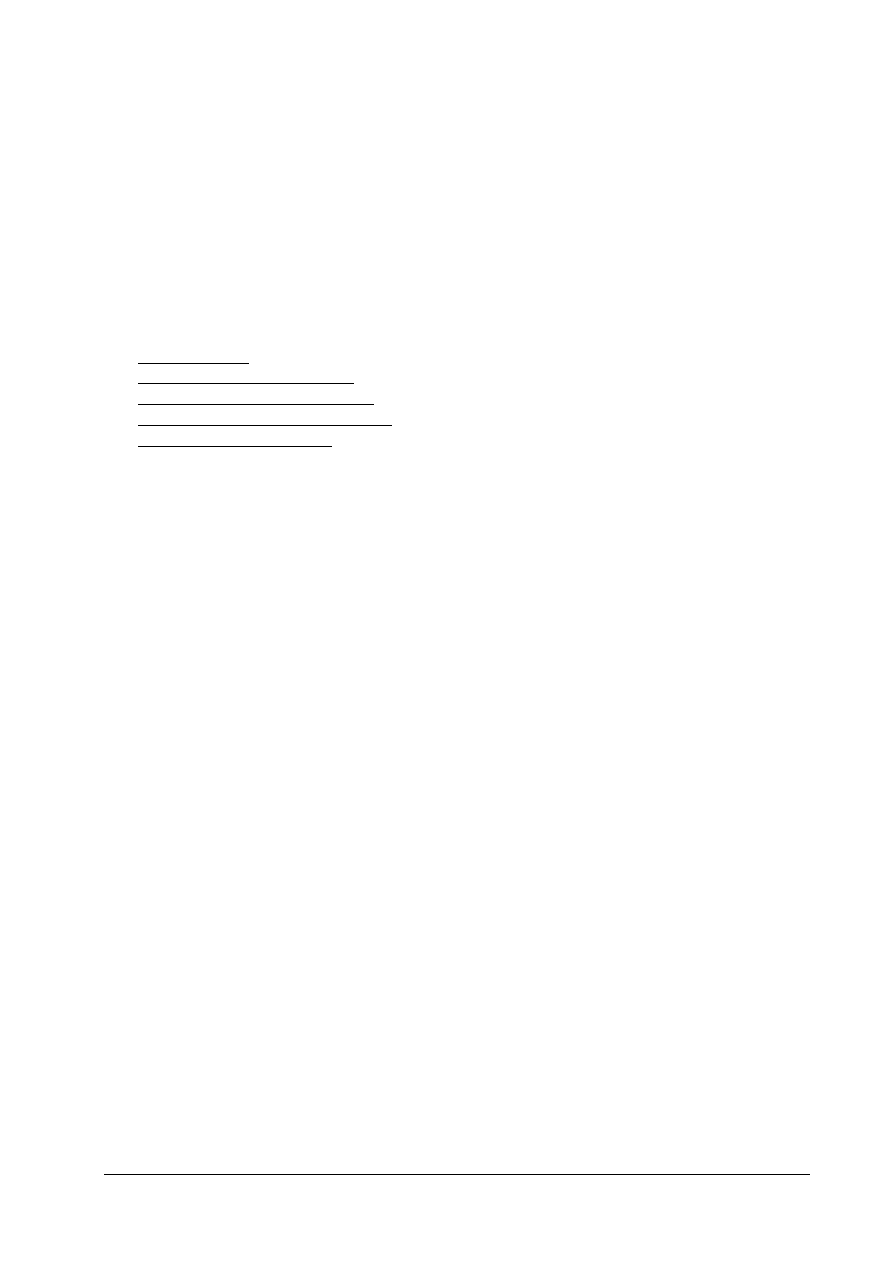
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
6. LITERATURA
1. Cieślowski S., Kryger K.: Technologia – Instalacje sanitarne cz. 1. WSiP, Warszawa 2001
2. Cieślowski S., Kryger K.: Technologia – Instalacje sanitarne cz. 2. WSiP, Warszawa 2001
3. Górecki A.: Technologia ogólna – podstawy technologii mechanicznych. WSiP, Warszawa 1998
4. Górecki A, Grzegórski Z.: Technologia – Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. WSiP, Warszawa 2001
5. Hillar J., Jarmoszuk S.: Technologia. Ślusarstwo i spawalnictwo. Warszawa: WSiP,1991.
6. Rączkowski B.: BHP w praktyce. ODDK, Gdańsk 2002
7. Solis H.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1996
8. Mały poradnik mechanika. WNT, Warszawa 1994
9. www.messer.pl
10. www.spawalnictwo.spawsc.pl
11. www.thyssenkrupp-energostal.pl
12. www.wychowanietechniczne.prv.pl
13. www.tworzywasztuczne.pl
Wyszukiwarka
Podobne podstrony:
fijewski,instalacje wodno kanalizacyjne, Zasady montażu rurociągów i podstawowych urządzeń
montaż rurociągów z PE
11 01 Montaz konstrukcji stalowych
Montaż rurociągów żeliwnych, kamionkowych i betonowych
Montaż hal stalowych o różnym zastosowaniu (Podolski) Michał Mazur, Hanna Lewczyk
Montaż rurociągów żeliwnych, kamionkowych i betonowych
Kor Montaż konstrukcji stalowej
Montaż instalacji z rur stalowych
W. Szadkowski - Rury stalowe w budowie rurociągów, Inżynieria Środowiska, Kanalizacja
10 Montaż instalacji z rur stalowych
Montaż instalacji z rur stalowych
10 Montaż instalacji z rur stalowych
Montaz ogrodzenia z siatki stalowej
konstrukcje stalowe
23 Metody montażu w mikroelektronice
więcej podobnych podstron