
PODSTAWY ROBOTYKI
PR W 3.1-3.3
1

Budowa robotów przemysłowych
1. Podstawowe zespoły i układy robotów przemysłowych
Obecnie produkowane typy przemysłowych robotów nie są zbudowane wg jednego
schematu konstrukcyjnego. W zależności od zastosowań robotów, zakresu parametrów
technicznych oraz w dużej mierze od specyfiki poszczególnych wytwórców istnieje duża
różnorodność schematów kinematycznych i stosowanych elementów konstrukcyjnych. Będą
one omówione w dalszej części wykładu.
Spośród kilkuset obecnie produkowanych typów robotów przemysłowych można
jednakże wyodrębnić grupy typowych rozwiązań, charakteryzujących się podobnymi cechami
konstrukcyjnymi oraz zbliżonymi parametrami technicznymi. Przyczyn jest kilka, główną jest
niewątpliwie szybko postępująca specjalizacja konstrukcji maszyn manipulacyjnych pod
względem wybranych zastosowań, wykazująca wyraźne analogie do specjalizacji wyrobów w
innych dziedzinach produkcji maszynowej, zwłaszcza obrabiarkowej, gdzie osiągnęła już
bardzo wysoki stopień i to nie tylko rozwiązań, ale także rozwoju produkcji.
Na obecnym etapie rozwoju techniki produkcyjnej występuje podobieństwo wymagań
dotyczących środka automatyzacji wprowadzanego do tych samych procesów
technologicznych, a zwłaszcza podobieństwo:
udźwigu,
ruchliwości i struktury kinematycznej,
zakresu i sposobu realizacji ruchu, w tym żądanych prędkości i dopuszczalnych
przyspieszeń,
potrzeb programowalności i sposobu programowania,
współpracy maszyny z operatorem i środowiskiem produkcyjnym, szczególnie z
urządzeniami technologicznymi procesu.
Zmusza to konstruktorów robotów do szukania z jednej strony podobnych, jeśli nie
identycznych, rozwiązań technicznych, z drugiej zaś do korzystania z zestawu technicznie
podobnych lub pochodzących wręcz od jednego producenta podzespołów mechanicznych,
hydraulicznych, elektrycznych i elektronicznych. Należy przy tym wspomnieć o związkach
techniki robotyzacyjnej z techniką współcześnie produkowanych maszyn technologicznych, a
przede wszystkim obrabiarek. Dotyczy to zwłaszcza układów napędowych, pomiarowych i
sterujących, które mogą być i chętnie są stosowane do budowy robotów przemysłowych.
Równie ważne jak techniczne są komercyjne przyczyny wyodrębnienia się grup
podobnych rozwiązań maszyn manipulacyjnych. Należy tu wymienić:
wykorzystywanie przez część producentów rozwiązań licencyjnych,
kooperacje między poszczególnymi firmami zarówno w zakresie produkcji kompletnych
maszyn, jak i ich podzespołów,
wykorzystanie zapożyczonych, ale już sprawdzonych w praktyce, idei konstrukcyjnych w
celu przyspieszenia rozpoczęcia produkcji własnych maszyn,
chęć ,,uszczknięcia" rynku użytkowników maszyn zdobytego przez produkty innych firm,
przez podobne lub identyczne konstrukcje.
Każdy robot, poczynając od prostych dwuosiowych programowanych ogranicznikami
manipulatorów do obsługi pras, a kończąc na doświadczalnych modelach ze sztuczną
inteligencją, może być przedstawiony jako układ składający się z zespołów mechanicznych,
napędów, czujników, efektorów (np. chwytaków) i sterowania. Składa się on najczęściej z
następujących podstawowych układów, stanowiących odrębne zespoły:
2

zespół ruchu, jak to wcześniej zdefiniowano, zwany manipulatorem lub jednostką
kinematyczną, czyli podstawowy mechanizm robota wraz z dołączonymi napędami,
czujnikami i końcówką roboczą (zwaną efektorem),
układ zasilania napędów i końcówki roboczej,
układ sterowania.
Zespoły mechaniczne i napędy, powodując ruch organów roboczych robota o
wymaganych jakościowo i ilościowo parametrach, integrują elementy konstrukcji
mechanicznej w jedną całość. Czujniki służą do zbierania informacji o otaczającym
środowisku i stanie zespołów konstrukcyjnych robota. Końcówki robocze (efektory), np.
chwytaki, zapewniają bezpośrednie współdziałanie robota z obiektem manipulacji.
Do zasilania napędu jednostek kinematycznych robotów jest wykorzystywana energia w
tych samych podstawowych postaciach, jakie są spotykane w napędach maszyn i urządzeń
produkcyjnych, tzn. mechanicznej (jako przeniesienie napędu od obsługiwanej maszyny lub
urządzenia), pneumatycznej, hydraulicznej oraz elektrycznej. Częste jest wykorzystywanie
energii w kilku postaciach. np. elektrycznej w napędzie ruchu globalnego, hydraulicznej w
napędach ruchów lokalnych, chwytaków, a także narzędzi.
Układ zasilania, stanowiący obecnie najczęściej osobne urządzenie wykonane w postaci
wolno stojącej szafy, zawiera w zależności od rodzaju napędów robota:
w przypadku napędów hydraulicznych - zasilacz hydrauliczny (zbiornik, pompę, filtry i
często układ chłodzenia i grzania oleju) oraz niezbędny osprzęt hydrauliczny,
w przypadku napędu elektrycznego - tyrystorowe lub tranzystorowe kłady zasilania
silników lub układy prostownikowe oraz przemienniki częstotliwości (falowniki), a także
niezbędne układy przekaźnikowe.
Układ sterowania robota - szafa sterownicza zawiera zwykle:
główny pulpit sterowniczy z przyciskami służącymi do uruchamiania robota i ewentualnie
ręcznego sterowania,
przenośny sterownik ręczny połączony z szafą długim kablem, służący do programowania
robota i doprowadzania do kolejnych punktów pracy,
jednostkę sterująco-logiczną (komputer), zawierającą pamięć operacyjną programów pracy
robota i współpracującą przez układy wejścia-wyjścia (interfejsy) z:
•
serwonapędami mechanizmu ruchu,
•
układami pomiarowymi przemieszczeń,
•
czujnikami położeń dwustanowych urządzeń robota (chwytaki, narzędzia),
•
czujnikami stanu pracy maszyn i urządzeń współpracujących z robotem.
Ze względu na bezpieczeństwo obsługi i wygodę napraw szafy układu zasilania i
sterowania są odsunięte od robota i znajdują się poza przestrzenią jego działania.
2. Roboty monolityczne o szeregowej strukturze
kinematycznej
Wśród szeregowych jednostek kinematycznych robotów wyróżnia się kilka
(omówionych dalej) grup typowych rozwiązań charakteryzujących się w praktyce podobnym
układem zespołów ruchu regionalnego i strukturą kinematyczną. Oprócz konstrukcji
typowych w każdej grupie urządzeń są także rozwiązania nietypowe.
2.1. Roboty o strukturze kinematycznej przegubowej
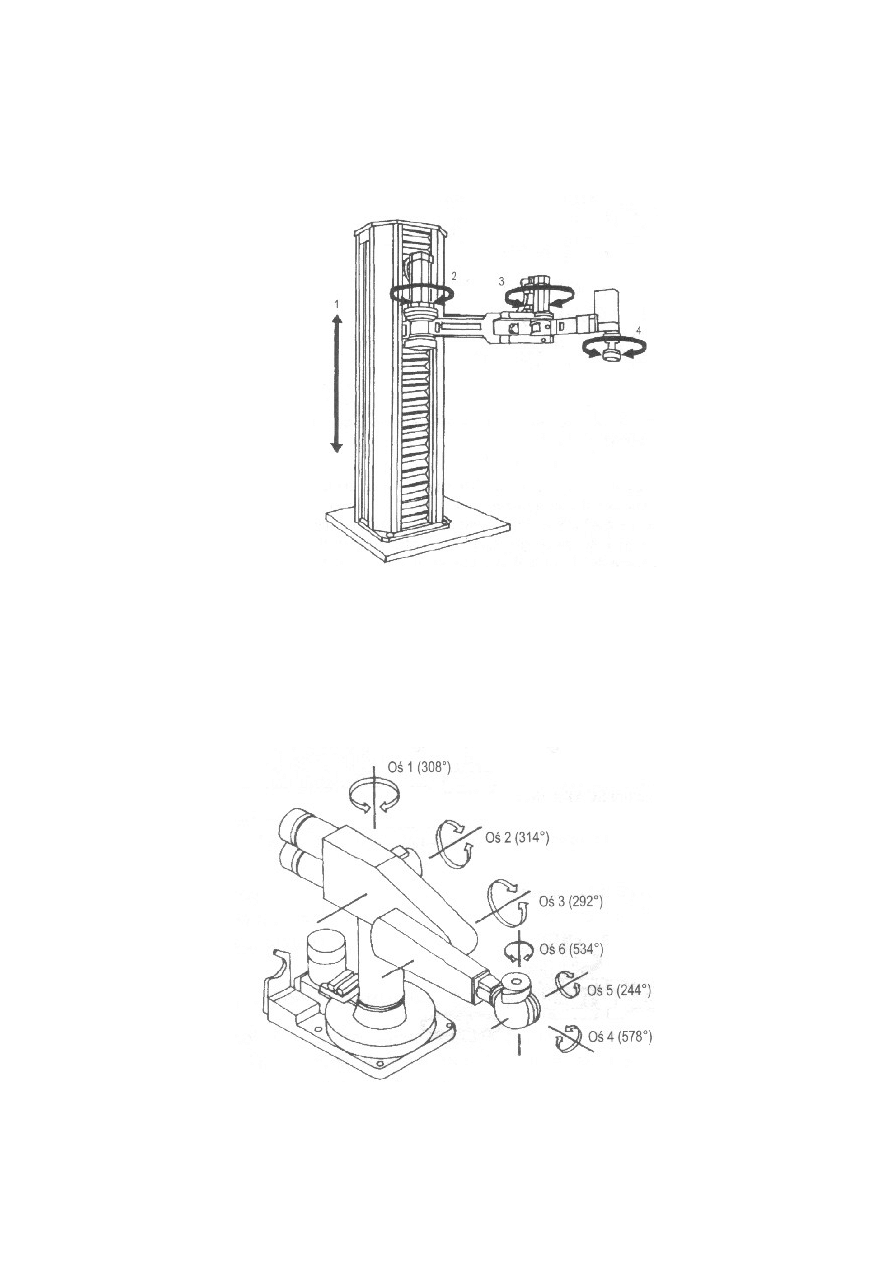
Roboty o strukturze kinematycznej przegubowej (rys. 1), nazywane również robotami
przegubowymi lub manipulatorami obrotowymi, lub antropomorficznymi, mają wszystkie
3
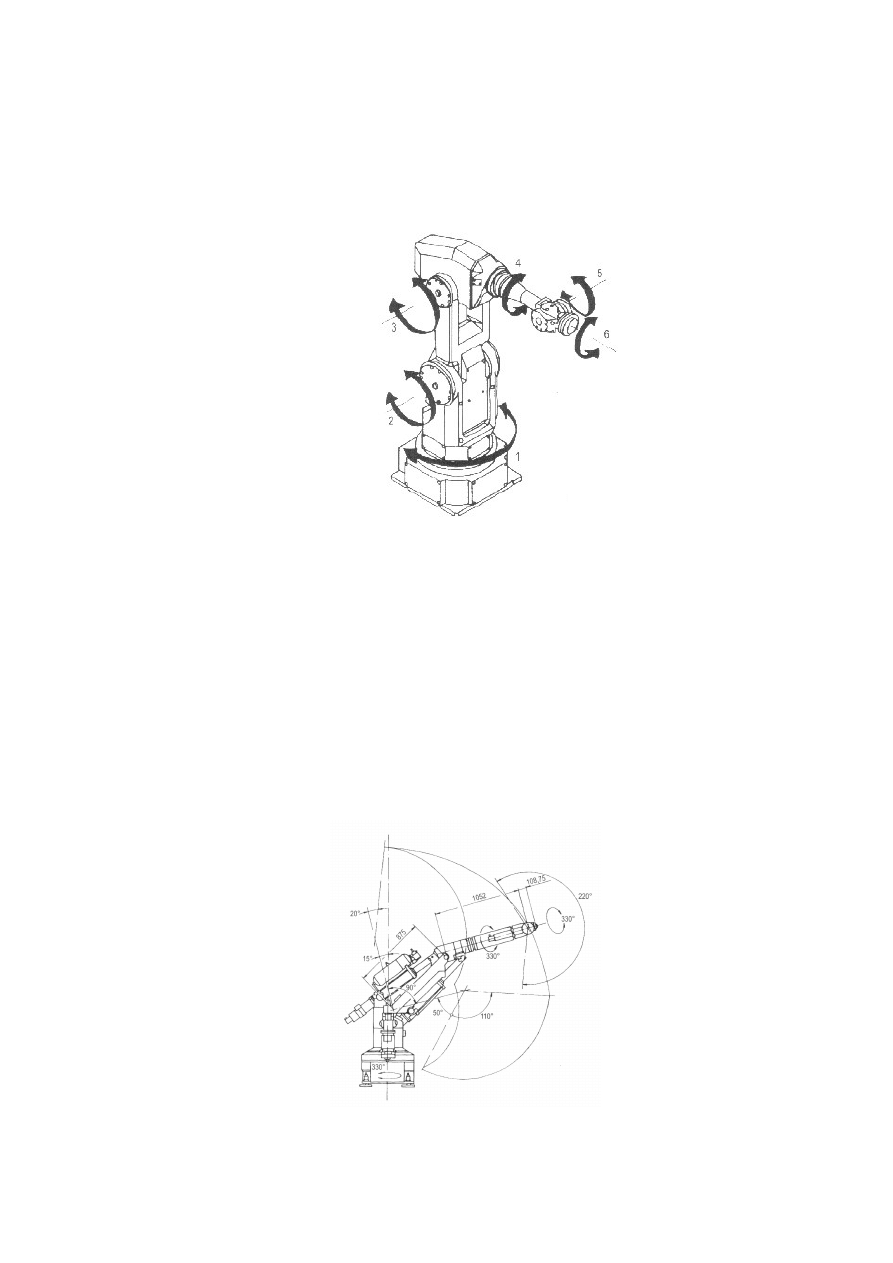
obrotowe osie zespołów ruchu regionalnego. Roboty przegubowe z obrotowymi osiami
przemieszczeń są na ogół wykonywane jako wolno stojące, lżejsze konstrukcyjnie, o
mniejszym udźwigu. Roboty przegubowe znajdują bardzo szerokie zastosowanie. Na rys. 2
pokazano przestrzeń roboczą robota przegubowego.
Rys. 1. Robot przegubowy z zaznaczonymi osiami sterowania 1- 6
Roboty przegubowe są również oferowane w wersji podwieszonej. Przykładem może tu
być robot z pięcioma sterowanymi osiami, pokazany na rys. 3. Jest on napędzany silnikami
prądu stałego.
2.2. Roboty o strukturze kinematycznej sferycznej
Robot w układzie sferycznym o jednym liniowym oraz dwóch obrotowych zespołach
ruchu regionalnego jest przedstawiony na rys. 4.
Przykładem manipulatora o takiej konfiguracji jest manipulator Stanforda. Przestrzeń
robocza manipulatora sferycznego jest przedstawiona na rys. 5. Jest to konfiguracja o
biegunowym układzie osi współrzędnych oraz sferycznych przestrzeniach ruchu.
Rys. 2. Przestrzeń robocza robota przegubowego IR-L 28/6
4
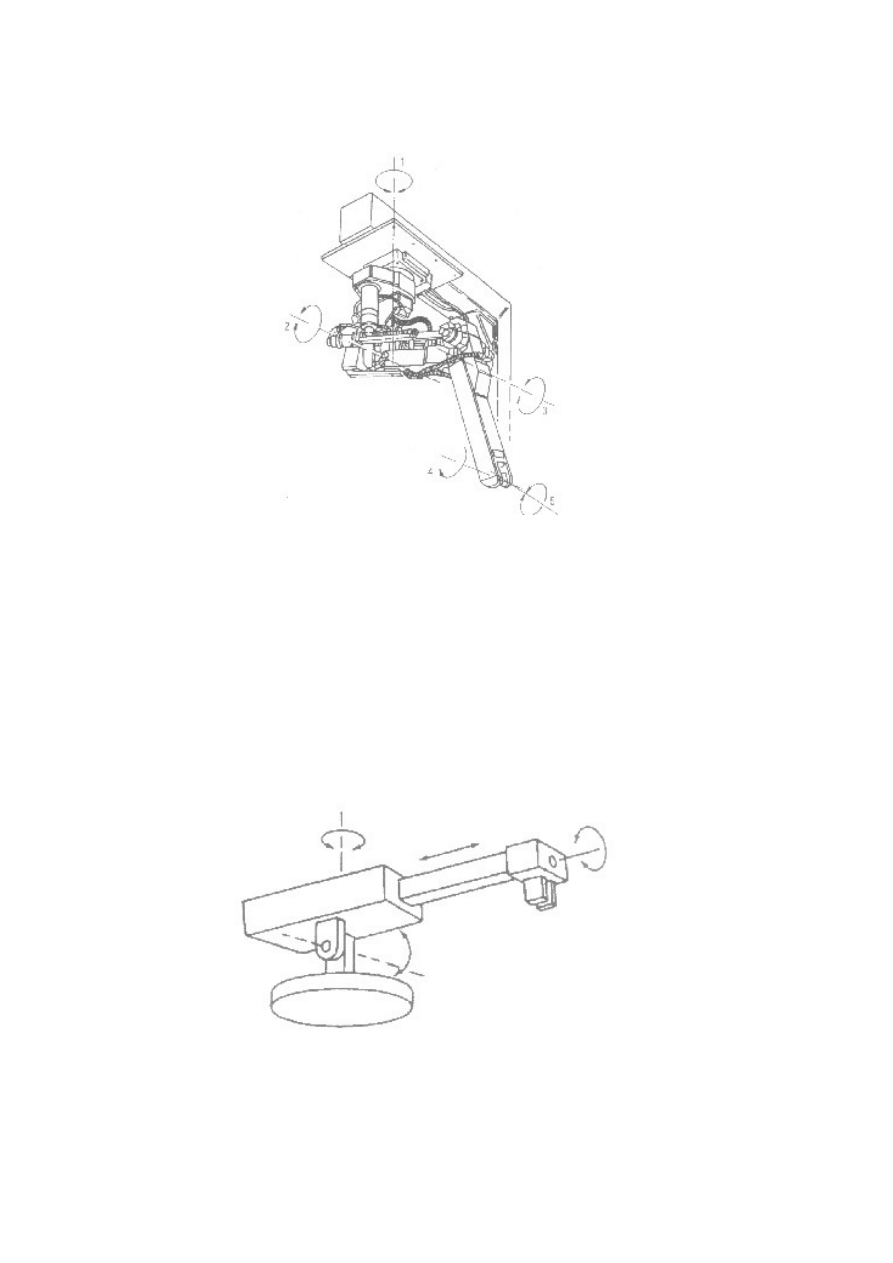
Rys. 3. Robot przegubowy podwieszony (IR-L firmy Krupp Mak) z zaznaczonymi osiami
sterowanymi 1 - 5
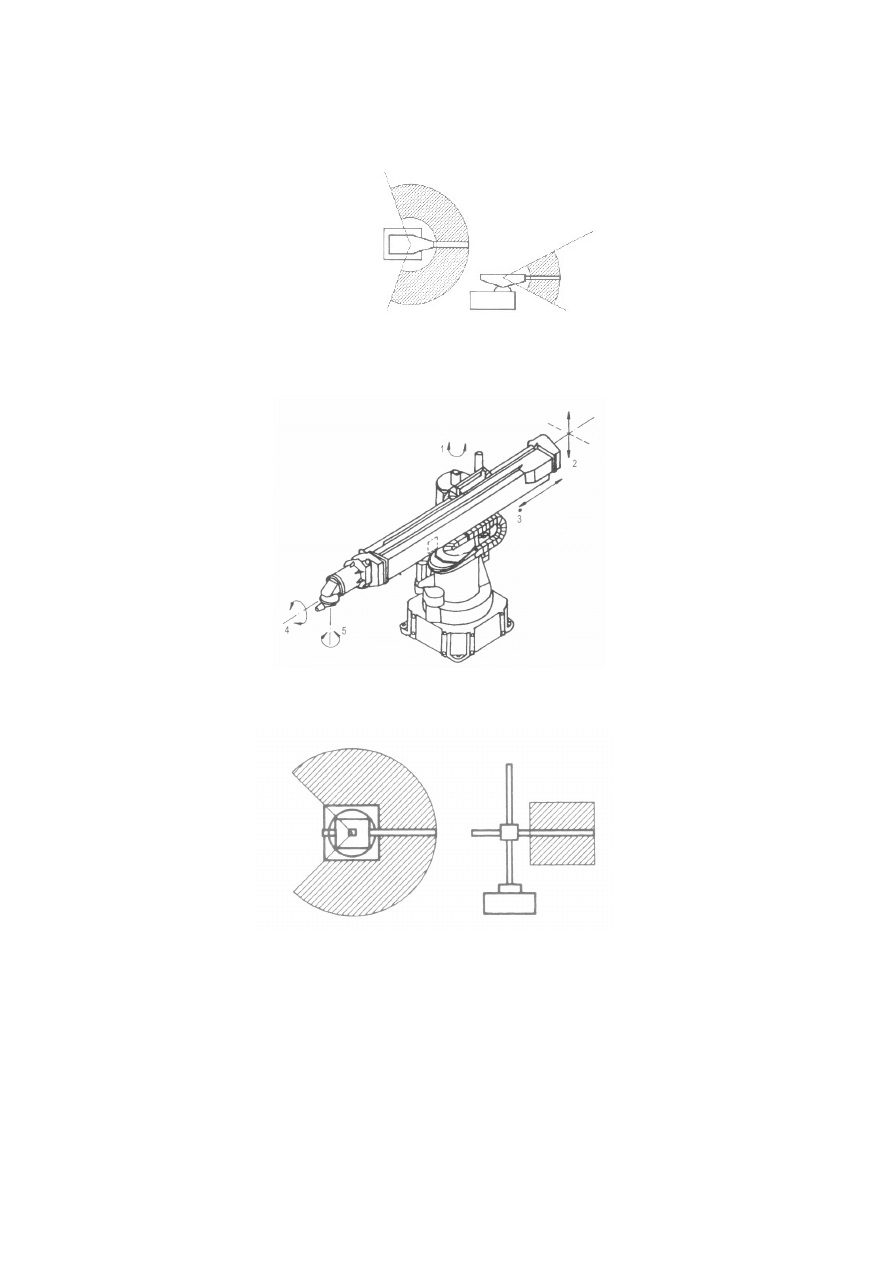
2.3. Roboty o strukturze kinematycznej cylindrycznej
Konfiguracja robota cylindrycznego jest przedstawiona na rys. 6.
Pierwszy przegub (oś 1) jest obrotowy i wykonuje obrót wokół podstawy, gdy przeguby
drugi i trzeci (osie 2 i 3) są przesuwne. Jak sugeruje nazwa, zmienne przegubowe są zarazem
współrzędnymi cylindrycznymi końcówki roboczej względem podstawy. Konfiguracja
cylindryczna ma walcowy układ osi współrzędnych oraz cylindryczne przestrzenie ruchu.
Przestrzeń robocza jest przedstawiona na rys. 7.
Rys. 4. Robot o konfiguracji sferycznej
5
Rys. 5. Przestrzeń robocza manipulatora sferycznego
Rys. 6. Robot o strukturze cylindrycznej przeznaczony do spawania i cięcia laserowego
Rys. 7. Przestrzeń robocza manipulatora cylindrycznego
6
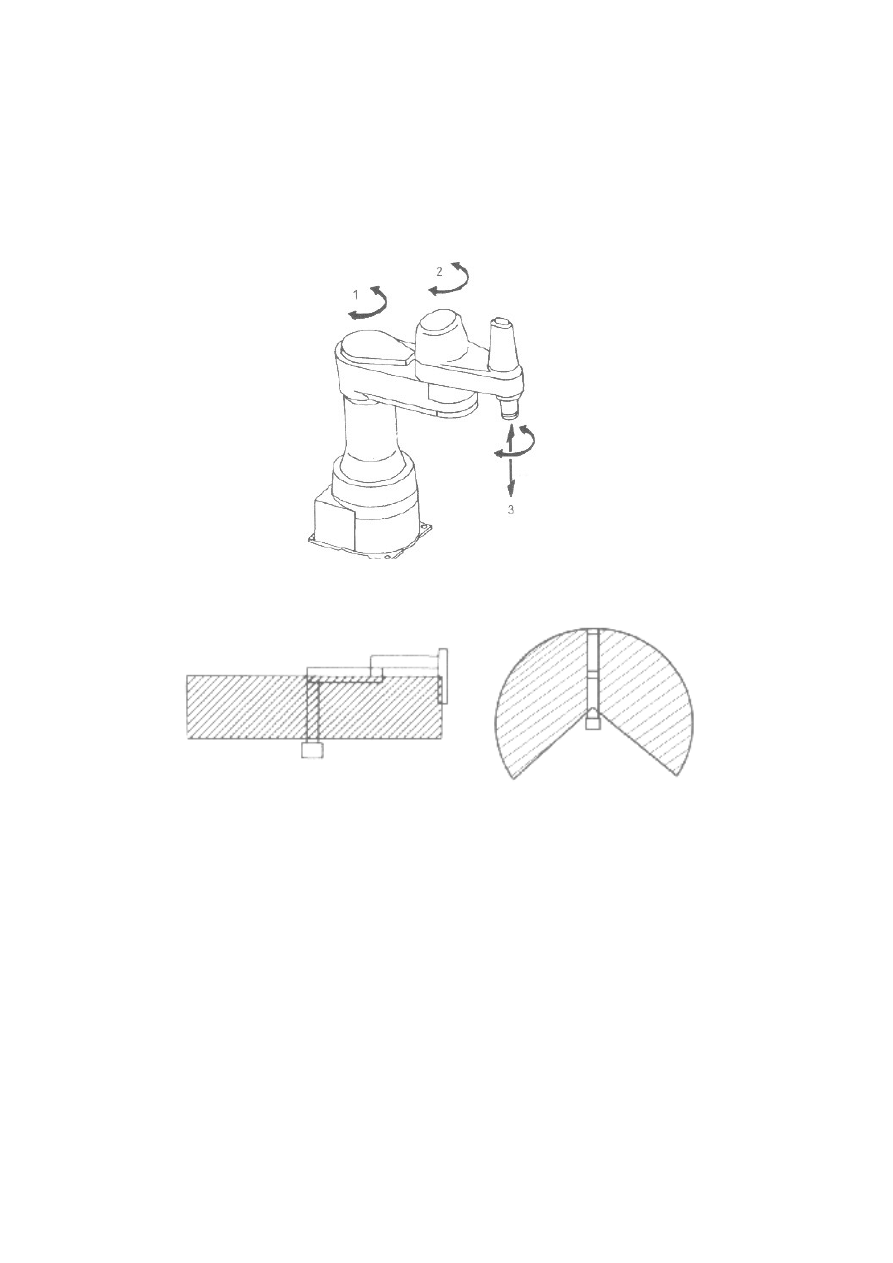
2.4. Roboty o strukturze kinematycznej SCARA
Robot o strukturze kinematycznej SCARA - rys. 8, zaprojektowano z myślą o zadaniach
montażowych. Robot o konfiguracji SCARA ma trzy osie równoległe, dwie o ruchu
obrotowym osie 1 i 2, a jedną o postępowym oś 3. Przestrzeń roboczą robota SCARA
zobrazowano na rys. 9.
Rys. 8. Robot SCARA z zaznaczonymi osiami sterowania
Rys. 9. Przestrzeń robocza manipulatora SCARA
Do nietypowych rozwiązań można zaliczyć roboty (rys. 3.10) będące skrzyżowaniem
robota montażowego o kinematyce SCARA z podnośnikiem pionowym. Są one
wykorzystywane do:
przenoszenia palet,
obsługi obrabiarek i pras,
montażu dużych części,
transportu części.
Udźwig robota pokazanego na rys. 10 wynosi 50 kg, powtarzalność pozycjonowania 0,5
mm, średnica obszaru manipulacji w płaszczyźnie poziomej jest równa 1930 mm, a zakres
przesuwu pionowego 1850 mm. Podstawową zaletą robota M-400 jest znaczna przestrzeń
manipulacji (14 m
3
), przy małych wymiarach zajmowanej powierzchni. Serwosilniki
7
zastosowane do napędu we wszystkich osiach zapewniają duże prędkości ruchu (oś 1 –
800mm/s, osie 2 i 3 - 135˚/s i oś 4- 150˚/s) i jednocześnie dobre właściwości dynamiczne.
Rys. 10. Konstrukcja i układ osi robota M-400 firmy GMF Robotics
2.5. Roboty o strukturze kinematycznej PUMA
Robot PUMA jest specjalnie przeznaczony do realizacji zadań montażowych. Na rys. 11
przedstawiono robota montażowego o kinematyce PUMA.
Rys. 11. Robot montażowy PUMA 260A firmy Staubli Unimation z zaznaczonymi osiami i
zakresem ruchów w poszczególnych osiach
8
Jest to robot o sześciu osiach obrotu i udźwigu zaledwie l kg, ale jest robotem bardzo
szybkim. Maksymalne osiągane prędkości (119˚/s w osiach 1 i 2, 164º/s w osi 3, 577°/s w osi
4, 431°/s w osi 5 i 398°/s w osi 6) rzadko spotyka się w robotach przegubowych, co stawia go
wyraźnie przed porównywalnymi rozwiązaniami konkurencyjnymi. Powtarzalność
pozycjonowania wynosi ±0,05 mm.
2.6. Roboty o strukturze kinematycznej kartezjańskiej
Roboty o strukturze kinematycznej kartezjańskiej mają prostokątny układ osi
współrzędnych i liniowe zespoły ruchu. Nazywane są także robotami bramowymi lub
portalowymi. Wśród robotów można wyróżnić:
roboty bramowe liniowe (rys. 12),
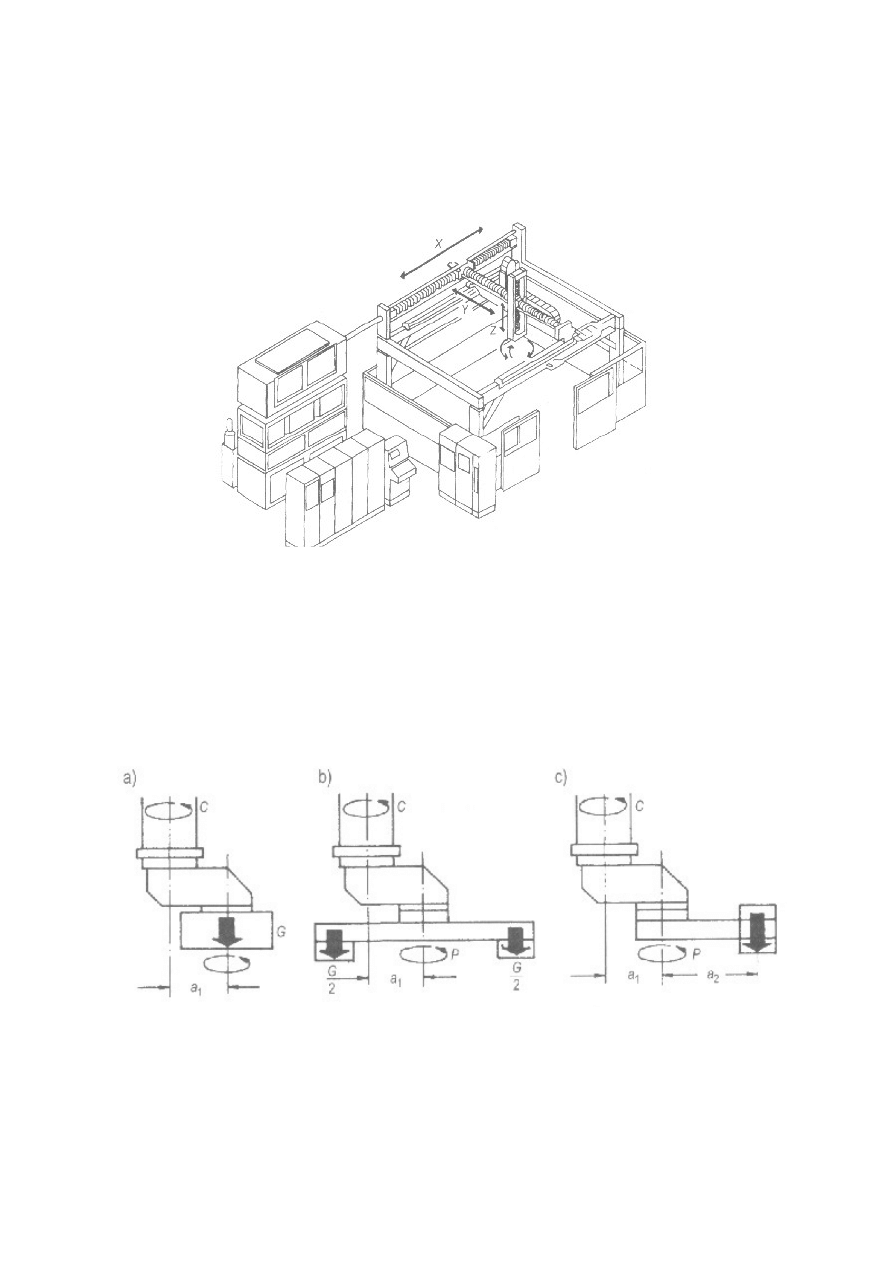
roboty bramowe powierzchniowe o prostopadłościennej przestrzeni ruchu (rys. 13).
Roboty bramowe o strukturze kinematycznej kartezjańskiej są stosowane do
wykonywania następujących zadań:
pakowania i paletyzacji,
obsługi maszyn technologicznych.
Do obsługi pojedynczych maszyn technologicznych, a w szczególności obrabiarek
skrawających, tzn. do ich automatycznego załadunku i rozładunku, są wykorzystane przede
wszystkim roboty liniowe. Roboty te mogą być też użyte do obsługi niewielkiej liczby
obrabiarek usytuowanych w jednej linii. Roboty bramowe typu liniowego próbuje się czasem
sprzęgnąć z zamocowanymi do tej samej bramy urządzeniami podajnikowymi i magazynami.
Do obsługi całych kompleksów technologicznych, np. gniazd czy systemów
obróbkowych, są stosowane roboty powierzchniowe, czasem o dużych zakresach przesuwów
w poszczególnych osiach.
Współcześnie rozwój konstrukcji robotów bramowych o liniowych zespołach ruchu
dotyczy przede wszystkim koncepcji budowy modułowej, co omówi się w dalszej kolejności.
9
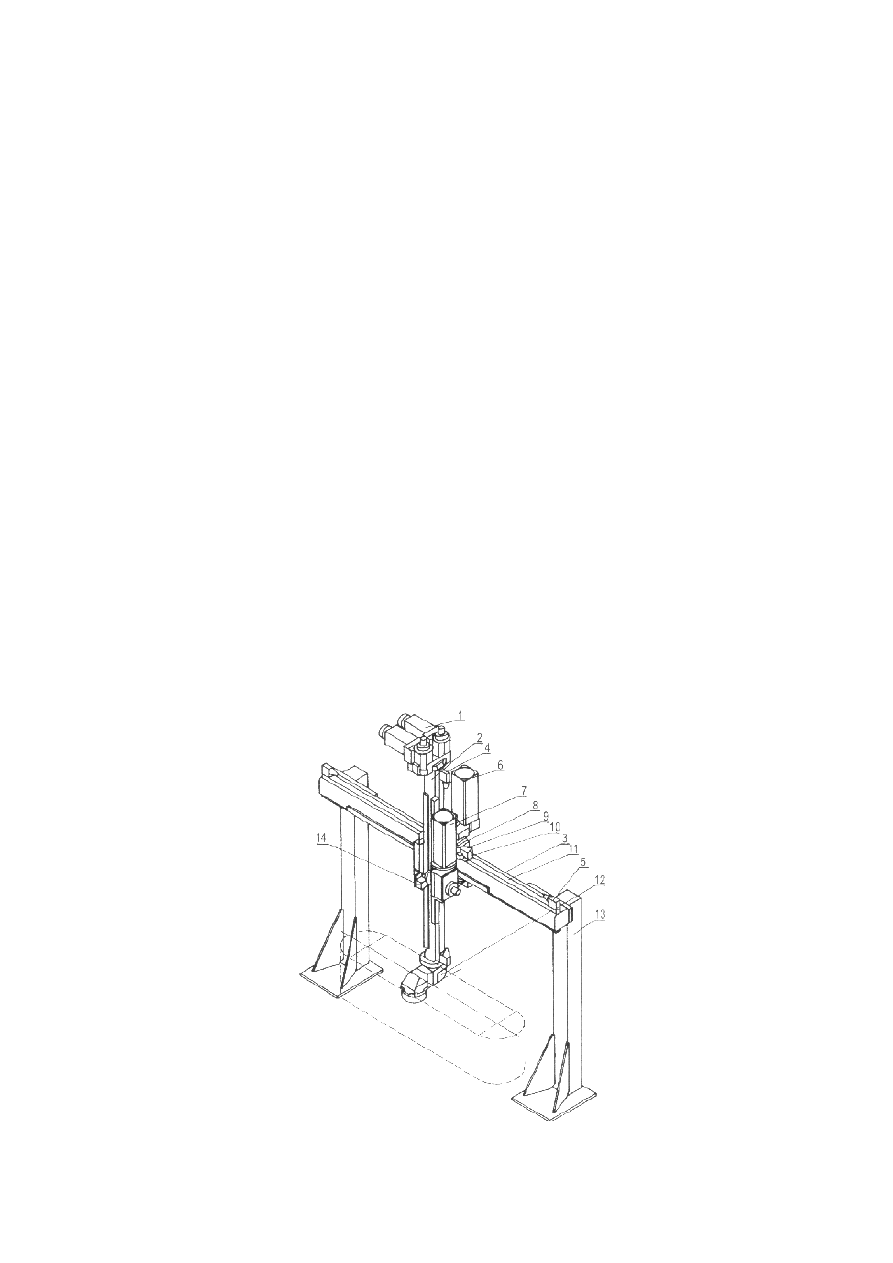
Rys. 12. Robot bramowy liniowy firmy Fibro z przegubowym ramieniem i jego obszar
manipulacyjny:
1 – układ napędu obrotu ramienia, 2, 3 – prowadnice przesuwu pionowego i poziomego, 4, 5
– zabezpieczenia krańcowe, 6, 7 – układy napędowe osi X i Z, 8 – sanie krzyżowe, 9 – prowadnice toczne, 10 –
zgarniacz zanieczyszczeń, 11 – listwy prowadnicowe, 12 – obrotowe ramię przegubowe, 13 – stojak, 14 –
łączniki krańcowe
Rys. 13. Robot bramowy powierzchniowy
Za istotną nowość konstrukcyjną w omawianej grupie robotów należy uznać
wyposażenie w przegubowe ramię (rys. 14). Rozwiązanie takie, zastosowane w robocie
liniowym pokazanym na rys. 11, umożliwia uzyskanie powiększonego obszaru
manipulacyjnego, zbliżonego do typowego dla robota powierzchniowego.
Rys. 14. Przegubowe ramię jako wyposażenie robotów bramowych firmy Fibro: a) do c) –
różne możliwości wykorzystania
2.7. Roboty wielokorbowe
10
Istotą budowy robotów - manipulatorów wielokorbowych jest zastosowanie
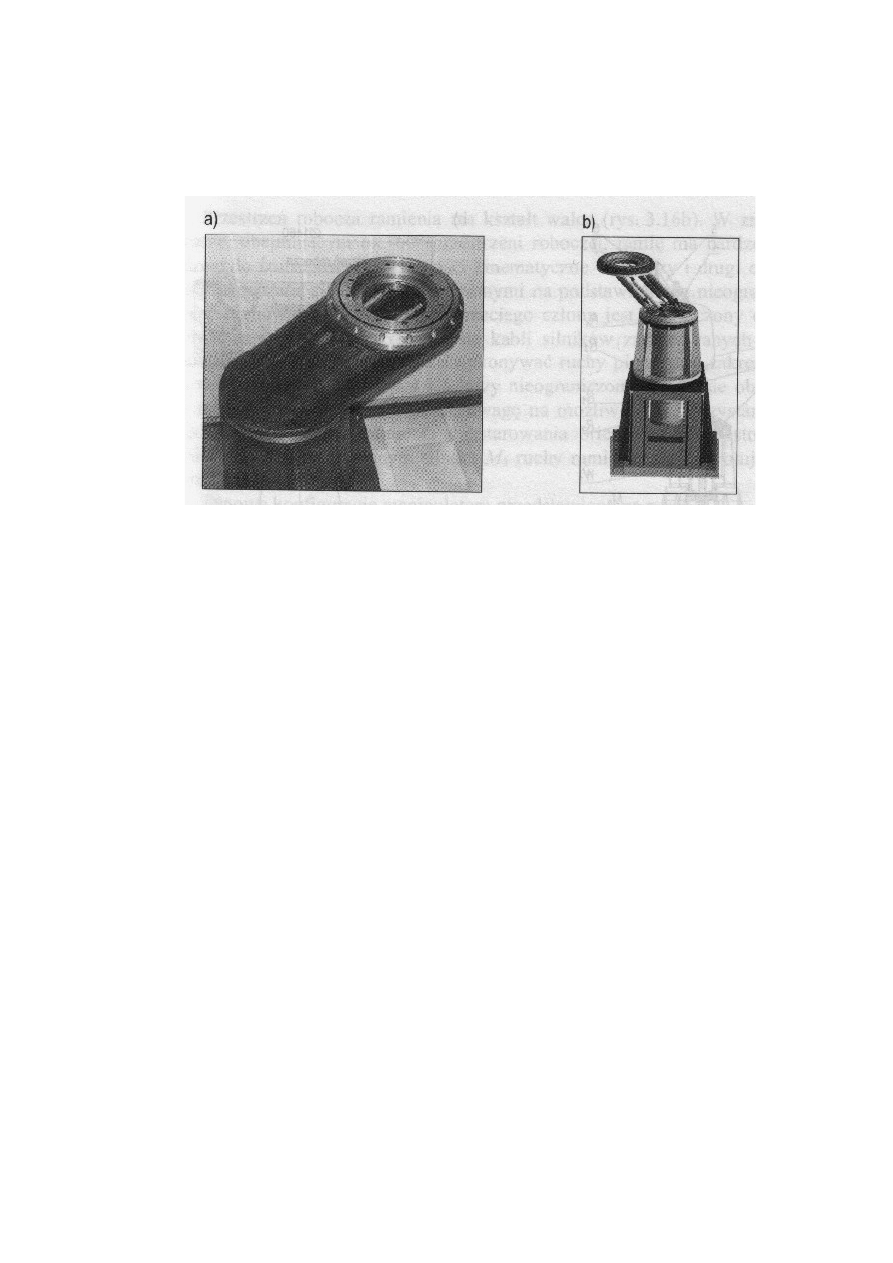
mechanizmu z równoległowodem ukośnym. Przykład budowy dwóch pierwszych stopni
swobody manipulatora pokazano na rys. 15.
Rys. 15. Dwa pierwsze stopnie swobody manipulatora robota wielokorbowego: a)
podstawa i pierwszy człon z równoległowodem wewnątrz, b) odsłonięta konstrukcja
równoległowodu
Na rys. 15b powłokę członu pierwszego usunięto, aby wyraźnie pokazać konstrukcję
równoległowodu. W rozwiązaniu tym zastosowano dwa silniki bezpośredniego napędu
zamontowane współosiowo w podstawie. Osie silników są usytuowane pionowo. Pierwszy
człon ruchomy manipulatora jest połączony bezpośrednio z silnikiem zamontowanym na
płycie podstawy. Drugi silnik jest zamocowany do tej płyty od spodu za pośrednictwem wału
i równoległowodu ukośnego umieszczonego wewnątrz członu pierwszego. Łączniki tego
równoległowodu wykonują względem członu pierwszego płaskie ruchy postępowe po torach
kołowych. Obudową mechanizmu (rys. l5a) jest lekka konstrukcja powłokowa w postaci
ukośnej pustej korby o kształcie wewnętrznym opisanym powierzchnią ekwidystalną
względem możliwych trajektorii łączników, dopasowaną do rownoległowodów. Zapewnia
ona lekkość konstrukcji przy dużej sztywności na skręcanie i zginanie, umożliwia także
zastosowanie w większej liczby rownoległowodów ukośnych usytuowanych koncentrycznie
na zewnątrz, jak i wewnątrz powłoki. Mogą one być wykorzystywane do napędu następnych
stopni swobody. W obudowie znajdują się gniazda łożysk krzyżowo-rolkowych. które
umożliwiają jednocześnie wychylenie równoległowodów i obrót korby. Istniejąca wewnątrz
obudowy przestrzeń może być wykorzystana do prowadzenia elastycznych przewodów.
Konstrukcję manipulatora wielokorbowego pokazano na rys. 16.
11
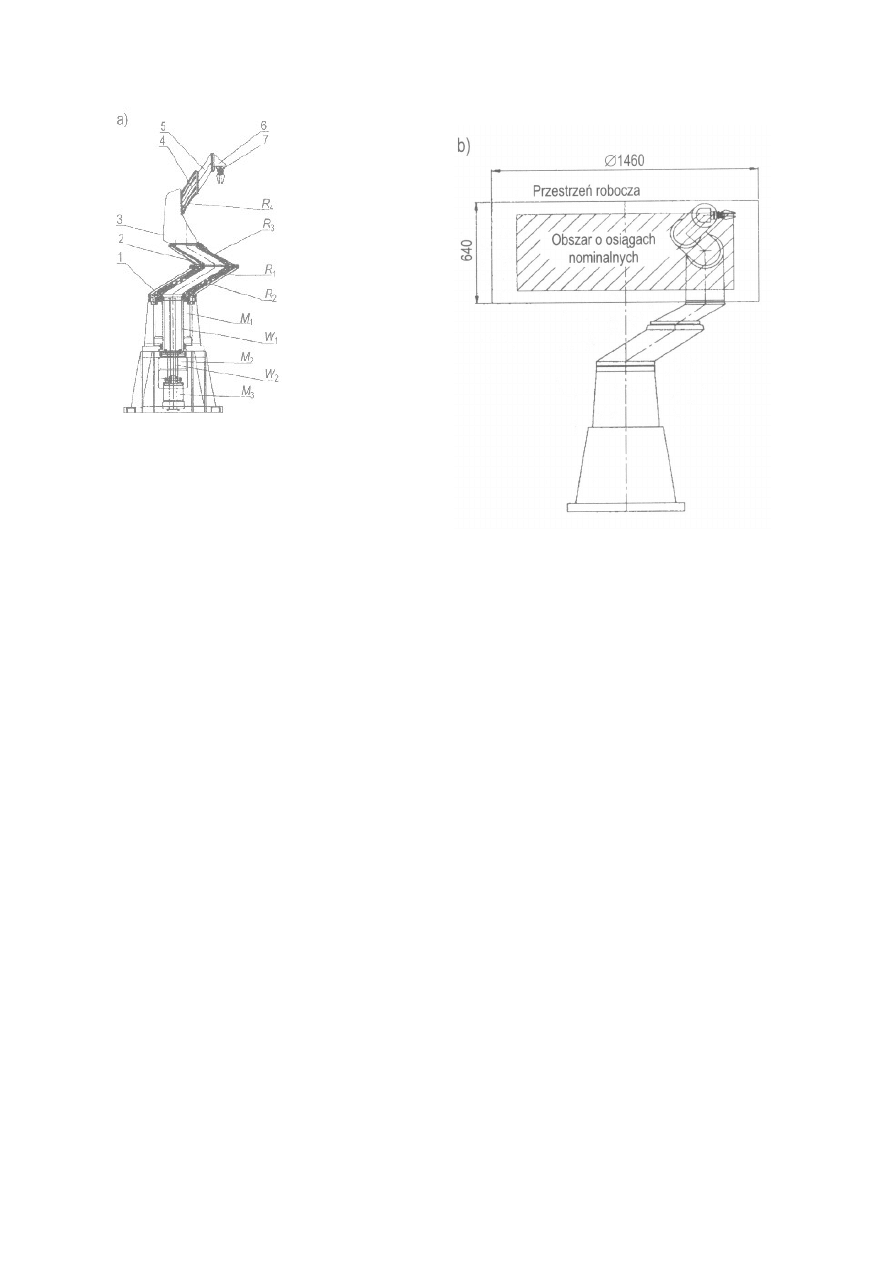
Rys.
Rys. 16. Manipulator wielokorbowy: a) schemat konstrukcyjny, b) przestrzeń robocza
Trzy pierwsze stopnie swobody o osiach pionowych są napędzane przez silniki
bezpośredniego napędu, które są zamontowane współosiowo w nieruchomej podstawie. Z
silnikiem M
1
jest bezpośrednio związany ukośny człon 1, drugi silnik M
2
za pośrednictwem
wału W
1
i równoległowodu R
1
napędza człon 2. Silnik M
3
przez wał W
2
i dwa
równoleglowody R
2
i R
3
napędza człon 3. Charakterystyczną cechą takiego rozwiązania jest
zachowanie orientacji przez człon, którego silnik napędowy jest zatrzymany, niezależnie od
ruchów wykonywanych przez pozostałe człony. Człon 3 ma kształt kolumny, w której są
umieszczone silniki z przekładniami napędzającymi czwarty stopień swobody ramienia oraz
kiść. Czwarty stopień swobody zrealizowano z użyciem dwóch korb ukośnych 4 i 5 o
identycznej długości, sprzężonych za pomocą równoległowodu zewnętrznego R
4
i
napędzanych przez ten sam silnik z tą samą prędkością, ale w przeciwnych kierunkach. W ten
sposób uzyskano niezbyt skomplikowany mechanizm prostowodu, zapewniający pionowe
ruchy końcówki ramienia. Sprzężenie dynamiczne zrealizowanego w ten sposób czwartego
stopnia swobody z trzema pierwszymi stopniami swobody jest bardzo małe. Przez
odpowiednie rozmieszczenie silników napędowych na członie trzecim można również łatwo
zapewnić jego odsprzężenie dynamiczne od dwóch pierwszych stopni swobody, co ułatwia
sterowanie szybkimi ruchami. Manipulator jest zakończony kiścią o dwóch stopniach
swobody, składającą się z członów 6 i 7. W celu zapewnienia lekkości i odpowiedniej
sztywności konstrukcji kolejne człony manipulatora są połączone ze sobą za pomocą
pojedynczych łożysk krzyżowo-rolkowych o wysokiej jakości. Łożyska główne
równoległowodów są również tego typu.
Przestrzeń robocza ramienia ma kształt walca (rys. 16b). W znacznym obszarze,
obejmującym ok. 60° przestrzeni roboczej, ramię ma bardzo dobre, zbliżone do
izotropowych, właściwości kinematyczne. Pierwszy i drugi człon ramienia są napędzane
silnikami umieszczonymi na podstawie i mają nieograniczone zakresy ruchów obrotowych.
Ruch trzeciego członu jest ograniczony do kilku obrotów ze względu na skręcanie się kabli
silników zamocowanych na tym członie. Końcówka ramienia może wykonywać ruchy
pionowe o zakresie równym sumie długości członów 4 i 5, przy nieograniczonym zakresie
obrotu silnika napędzającego. Warto zwrócić uwagę na możliwość wykorzystania trzeciego
stopnia swobody ramienia do sterowania orientacją kiści. Istotne jest również, że przy
zatrzymanym silniku M
3
, ruchy ramienia nie wywołują zmian orientacji członów 6 i 7.
Typowe konfiguracje manipulatora przedstawiono na rys. 17.
12
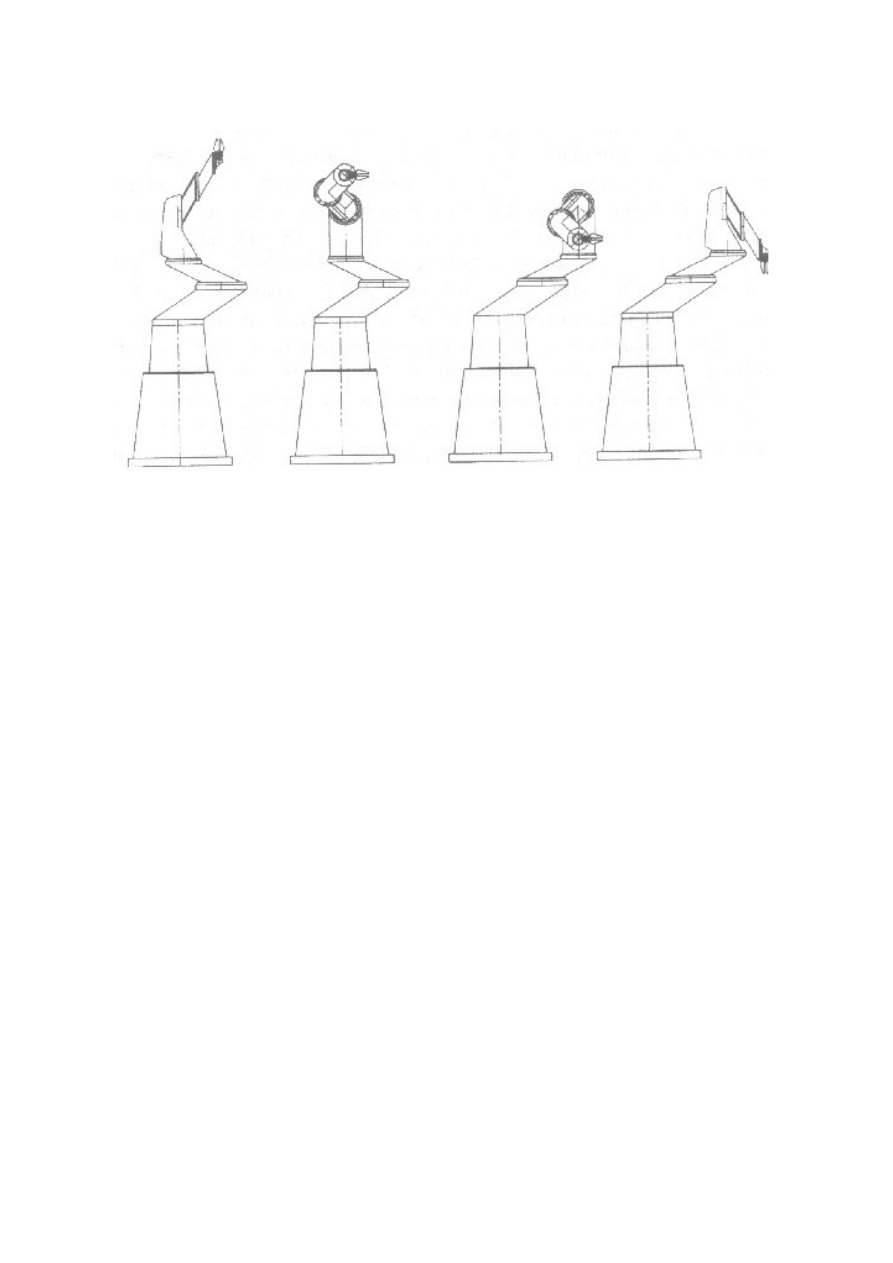
Rys. 17. Typowe konfiguracje manipulatora
3. Roboty o budowie modułowej i szeregowej strukturze kinematycznej
3.1. Wiadomości wstępne
W ostatnich latach producenci zaczęli zwracać znacznie większą uwagę na prostotę
budowy i technologiczność robotów, mając na względzie zmniejszenie kosztów wytwarzania
i ceny tych urządzeń, ale bez ograniczenia ich możliwości i pogarszania właściwości
eksploatacyjnych. Uproszczenie budowy powoduje zmniejszenie czasów napraw i
przeglądów, minimalizację liczby części zamiennych oraz zwiększenie trwałości
eksploatacyjnej. Zmniejszenie ceny robotów przez ich uproszczenie skutkuje nie tylko
poprawą konkurencyjności, ale i rozszerzeniem rynku. Na tanie roboty mogą sobie pozwolić
bowiem średnie i małe firmy, których w przemyśle jest najwięcej. Taniość oznacza również
opłacalność stosowania robotów w produkcji małoseryjnej. Do zalet rozwiązań modułowych
można też zaliczyć znaczne skrócenie czasów projektowania i wykonywania konkretnego
robota z wykorzystaniem istniejących modułów oraz wzrost elastyczności systemu
wytwarzania dzięki możliwości przebudowy stosowanego robota.
Obecnie sprzedane mogą być przede wszystkim roboty „robione na miarę". Aby
oferować je tanio, producenci zaczęli powszechnie stosować w swych konstrukcjach zasadę
modułowości. Budowa modułowa polega na tym, że żądane rozwiązanie techniczne jest
tworzone przez kombinację przygotowanych wcześniej pojedynczych części i zespołów
(modułów funkcjonalnych). Konstrukcją modułową charakteryzują się układy maszyn,
zespołów i pojedynczych części, które jako moduły, często o różniących się między sobą
rozwiązaniach, realizują za pomocą kombinacji różne funkcje ogólne układu.
Budowa modułowa w porównaniu z konwencjonalnymi, indywidualnymi
rozwiązaniami konstrukcyjnymi jest korzystniejsza pod względem techniczno-ekonomicznym
wówczas, gdy wszystkie lub pojedyncze warianty rozwiązań przewidziane w programie
produkcyjnym mogą być dostarczone na rynek w określonych pojedynczych partiach i jeżeli
13
uda się zrealizować wymagany zbiór funkcji jednym lub kilkoma podstawowymi i kilkoma
dodatkowymi modułami funkcjonalnymi.
Podczas wykonania określonego zadania konieczne jest rozłożenie wytworu na moduły
funkcjonalne, tzn. funkcję ogólną rozkłada się na funkcje odpowiadające wymaganiom
produkcji, które są tworzone w aspekcie realizacji funkcji technicznych. Można wyróżnić
moduły spełniające następujące funkcje:
1) Funkcje podstawowe
są w systemie funkcjami niezbędnymi, do których ciągle się
powraca. Mogą one występować pojedynczo lub w powiązaniu z innymi funkcjami.
Realizuje je moduł podstawowy, który może być wykonany w jednym lub kilku stopniach
wielkości konstrukcyjnych. Moduły podstawowe są nazywane modularni niezbędnymi.
2) Funkcje pomocnicze
są na ogół funkcjami łączącymi i sąsiadującymi, realizowanymi za
pomocą modułów pomocniczych, którymi najczęściej są elementy łączące i przyłączające.
Moduły pomocnicze są najczęściej projektowane do stopni wielkości konstrukcyjnych
modułów podstawowych. W strukturze konstrukcyjnej są one najczęściej niezbędne.
3) Funkcje specjalne
są funkcjami uzupełniającymi, specyficznymi dla danego wariantu.
Występują one nie we wszystkich wariantach funkcji ogólnej. Wykonywane są za pomocą
modułów specjalnych, stanowiących uzupełnienie dla modułów podstawowych, są więc
elementami alternatywnymi.
4) Funkcje adaptacyjne
są nieodzowne w sytuacji dopasowania się systemu do innego
systemu i konstrukcyjnych warunków brzegowych. Wykonywane są za pomocą modułów
adaptacyjnych, o częściowo tylko wyznaczonych wymiarach, ponieważ w poszczególnych
przypadkach jest wymagane dopasowanie wymiarów łącz na skutek nie dających się
przewidzieć konstrukcyjnych warunków brzegowych. Moduły adaptacyjne występują jako
moduły niezbędne lub alternatywne.
Czasami zamawiający określa szczególne warunki i zdarzają się wtedy funkcje
specjalne, których może nie wykonywać żaden z modułów proponowanych systemów.
Funkcje te są realizowane przez elementy niemodułowe, konwencjonalne, które muszą być
specjalnie projektowane zgodnie z konkretnym sformułowaniem zadania przez klienta.
Stosowanie takich rozwiązań prowadzi do powstania systemu mieszanego, tzn. systemu
składającego się z kombinacji konstrukcji modułowych i konstrukcji konwencjonalnych.
Każdą konstrukcję modułową można oceniać pod względem jej rozdzielczości. Dla
każdego modułu wyznacza się stopień rozdrobnienia na części podstawowe, uwarunkowane
funkcyjnością i wykonawstwem. Dla całego systemu modułowego opisuje się liczbę
modułów i możliwości ich kombinacji. W budowie modułowej można rozróżnić dwa rodzaje
systemów:
1) System skończony
, który można zestawić ze skończonej liczby wariantów
konstrukcyjnych.
2) System nieskończony
, który charakteryzuje się dużą różnorodnością możliwości
kombinacyjnych tak, że nie można ich w całości zaplanować.
Współcześnie dominują dwa kierunki w budowie modułowych robotów
przemysłowych. Pierwszy - to roboty o konstrukcji opartej na aluminiowych profilach
konstrukcyjnych, drugi zaś to składanie robotów o żądanej konfiguracji modułów
realizujących funkcje podstawowe, projektowanych specjalnie dla potrzeb robotyki i
manipulacji. Oba te kierunki przenikają się, gdyż moduły „robotyczne” bywają budowane
często także z wykorzystaniem aluminiowych profili konstrukcyjnych.
3.2. Aluminiowe profile konstrukcyjne
Przykładem nowoczesnej modułowej budowy robotów przemysłowych i urządzeń
wchodzących w skład systemów wytwarzania są zestawy złożone z aluminiowych profili
14
konstrukcyjnych. Elementy modułowe, w których wykorzystuje się profile aluminiowe, są
stosowane w budowie maszyn, urządzeń, linii technologicznych, stanowisk pracy, konstrukcji
regałów magazynowych itp. Z modułów są budowane systemy manipulacyjne do obsługi
maszyn, roboty przemysłowe, całe gniazda i linie produkcyjne, wieloosiowe maszyny
sterowane numerycznie, stanowiska kontrolno-pomiarowe itp.
Zestaw profili aluminiowych, elementów złącznych oraz elementów pomocniczych
pozwala na racjonalne projektowanie i budowę różnorodnych maszyn, urządzeń i innych
konstrukcji wytwarzanych głównie w produkcji jednostkowej. Konstrukcja opiera się na
połączeniach rozłącznych poszczególnych węzłów konstrukcyjnych i ma wiele zalet, gdyż
charakteryzuje się:
krótkim czasem projektowania robotów i urządzeń, których poszczególne funkcje realizują
kolejne moduły,
istotnym ograniczeniem nakładów na obliczenia konstrukcyjne dzięki możliwości
wspomagania komputerowego oraz znacznie tańszym wprowadzaniem zmian
konstrukcyjnych w już pracującym urządzeniu,
skróceniem czasu przeznaczonego na testowanie i wdrażanie urządzenia do produkcji lub
pracy,
szybkim i łatwym montażem i demontażem oraz szybkim usuwaniem skutków awarii,
lekkością i dużą wytrzymałością konstrukcji,
ponownym wykorzystaniem sprawnych jeszcze modułów do budowy innych
urządzeń,
nowoczesnością i estetyką rozwiązań,
odpornością na korozję i zadrapania, dzięki anodowanej powierzchni.
Produkcją profili aluminiowych zajmuje się wiele firm (np. BOSCH ITEM. Firmy te
opracowały modułowy zestaw do montażu urządzeń wytwórczych, warsztatowych,
pomocniczych na bazie duraluminiowych profili zamkniętych i szerokiej gamy elementów
funkcjonalnych, wykorzystując oryginalną technikę połączeń śrubowych. Przykładowe
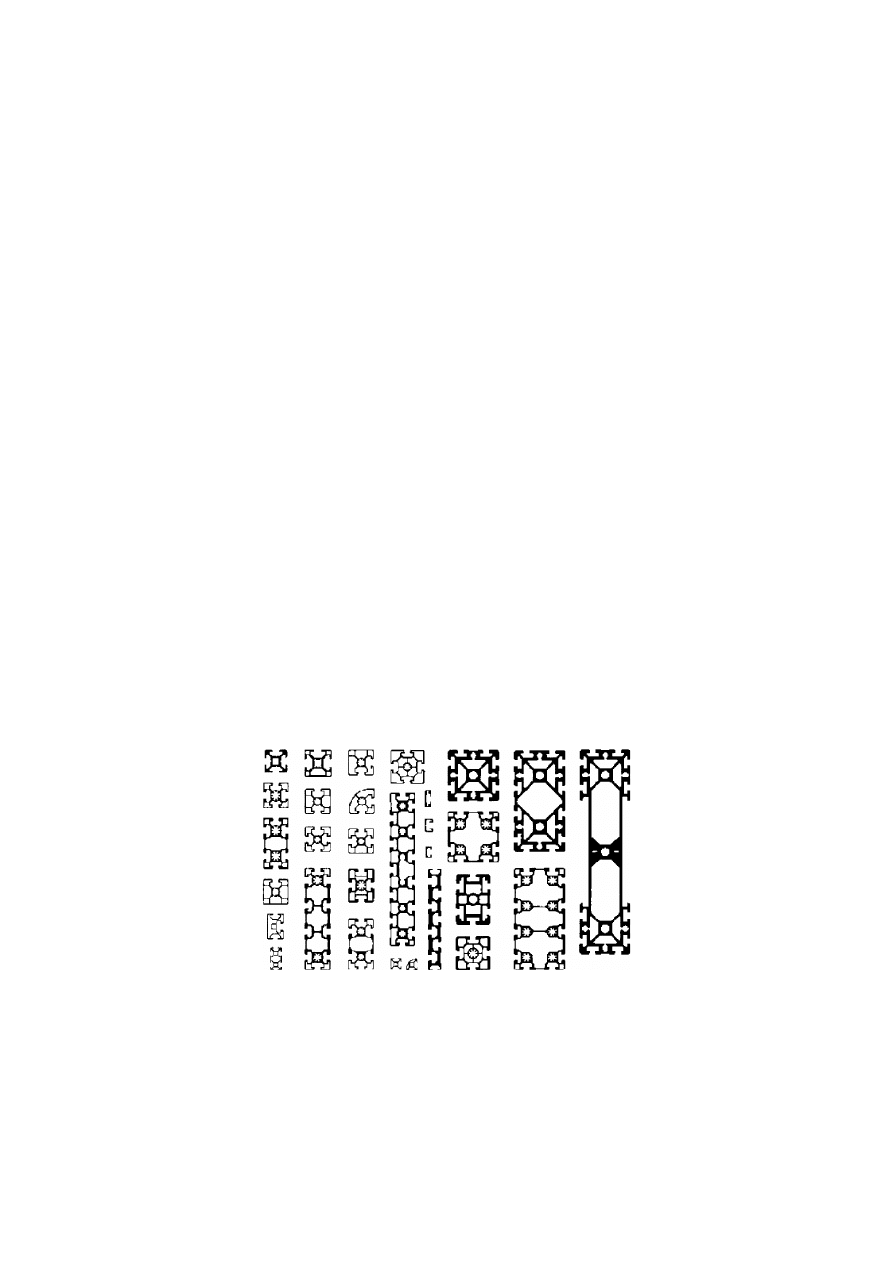
przekroje profili systemu BOSCH pokazano na rys. 18. Rozwiązanie oparto na
zunifikowanych powtarzalnych i podobnych elementach podstawowych. Elementy te różnią
się tyko wielkością, a ich kształt jest identyczny lub zbliżony.
Rys. 18. Przykładowe przekroje profili systemu BOSCH
Przykładem profili aluminiowych stanowiących podstawę do całej bazy elementów o
budowie modułowej są profile firmy ITEM MB System. W skład zestawu MB wchodzą różne
kombinacje profilu podstawowego (rys. 19).
15
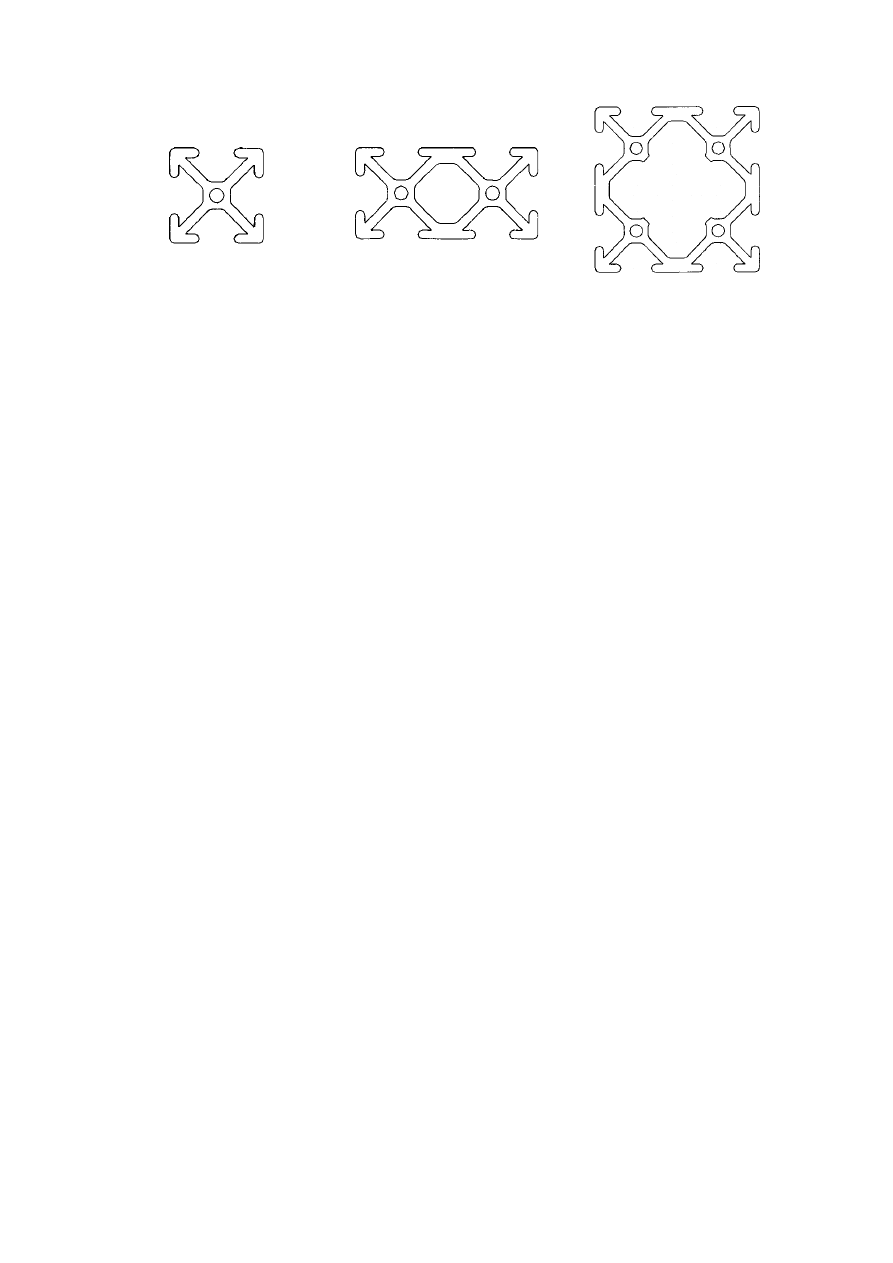
Profil 5 20x20
Profil 5 40x20
Profil 5 40x40
Rys. 19. Przykłady kształtu profili zestawu MB
Kolejne profile są modyfikacjami wersji pierwotnej, mają tylko większe gabaryty, a tym
samym lepsze właściwości technologiczne. Kolejne elementy powstają z profilu
podstawowego przez dodawanie do niego jego wielokrotności.
W skład systemów o budowie modułowej, oprócz profili, wchodzą:
listwy i pokrywy maskujące i osłonowe aluminiowe i z tworzyw sztucznych,
elementy złączne, zawiasy, wsporniki, rolki, kółka, stopki, elementy blokujące itp.,
podzespoły przemieszczeń liniowych z kasacją luzów, napędzane ręcznie, pneumatycznie
lub elektrycznie (za pomocą pasków zębatych lub śrub tocznych),
podzespoły i elementy instalacyjne do elektrotechniki i elektroniki,
elementy i podzespoły do budowy ścianek, przegród i drzwi.
W ofercie firm jest wiele rozwiązań połączeń śrubowych. Rodzaj połączenia śrubowego
jest dobierany w zależności od wymagań wytrzymałościowych, technologicznych,
funkcjonalnych czy estetycznych. Jednym z nich jest połączenie śrubą centralną
samogwintującą (rys. 20). Niewątpliwą zaletą tego rozwiązania jest jego niewielka cena
(koszt śruby i wykonania otworu bez gwintowania). Jest to idealne rozwiązanie, kiedy panel
albo szyba wchodzi w szczelinę.
Innym możliwym rozwiązaniem jest połączenie śrubami młoteczkowymi za pomocą
kątownika, połączenie sworzniowe za pomocą śruby młoteczkowej (rys. 21). Dzięki
specjalnej konstrukcji łba śruby możliwe jest jej wprowadzenie w dowolnym miejscu rowka i
unieruchomienie przez obrót o 90°, nawet gdy czoło rowka nie jest dostępne. Umożliwia to
bardzo szybki montaż (także w późniejszym stadium powstawania konstrukcji).
Gdy są konieczne połączenia profili pod kątem, można użyć łączników kątowych; o
stałym kącie między dwoma profilami (rys. 22) lub o kącie zmiennym. Połączenia o stałym
kącie są bardzo stabilne, o dużej wytrzymałości. Uzyskuje się to dzięki podobnym
połączeniom sworzniowym jak w przypadku poprzednim.
16
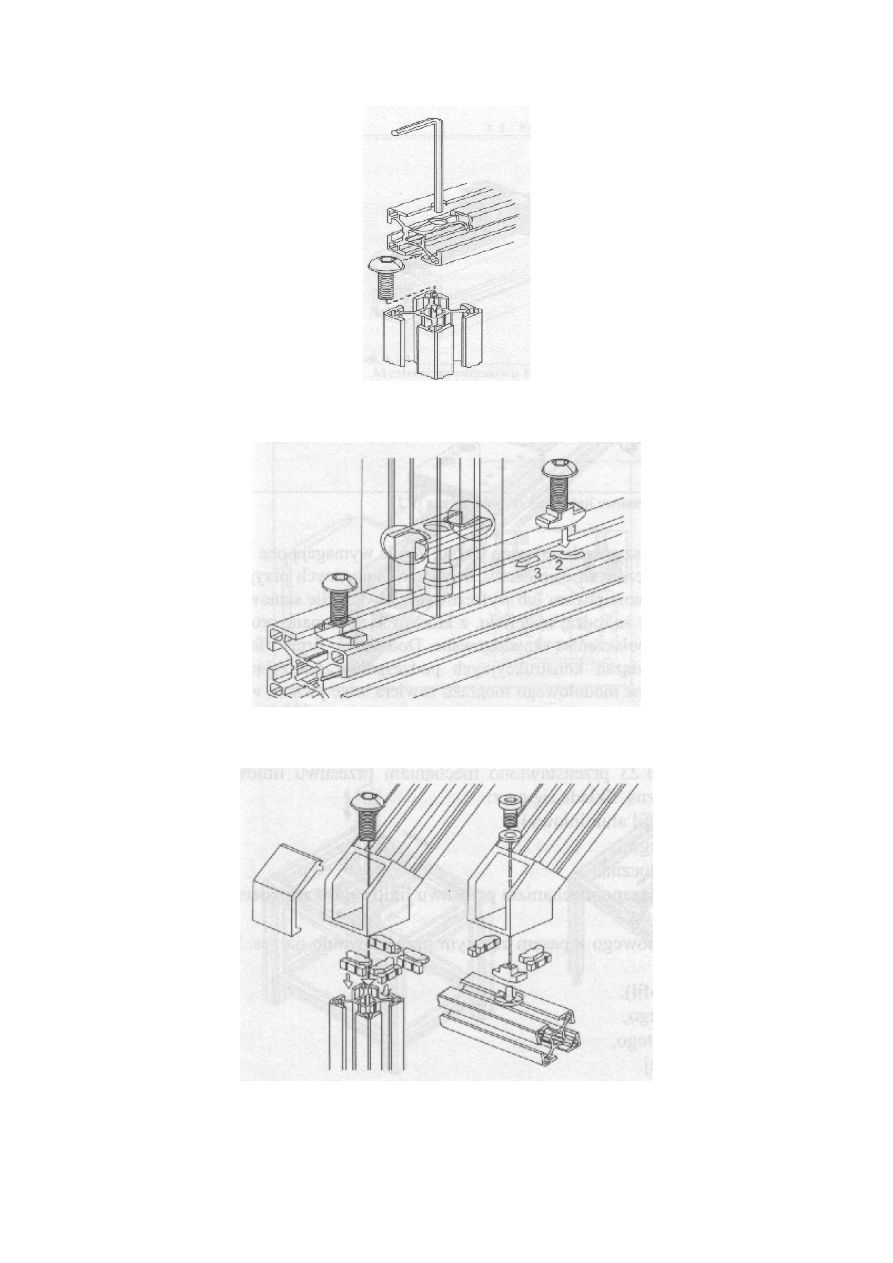
Rys. 20. Połączenia profili za pomocą śruby centralnej
Rys. 21. Połączenie za pomocą śruby młoteczkowej
Rys. 22. Połączenie kątowe o stałym kącie między dwoma profilami
17
Podstawową zaletą wszystkich połączeń jest to, że nie wymagają one specjalnego
przygotowania łączonych elementów, a tylko w nielicznych przypadkach konieczne jest
wykonanie otworu lub wyfrezowanie rowka. Nie stanowi to jednak utrudnienia, dlatego że
rodzaj materiału, z którego są wykonane profile, a także wszystkie rodzaje połączeń są
skatalogowane. Dodatkowo firmy oferują wiele sprawdzonych rozwiązań konstrukcyjnych
podzespołów realizujących podstawowe funkcje. Zestaw modułowego montażu zawiera więc
jeszcze wiele innych, wygodnych i estetycznych połączeń i rozwiązań konstrukcyjnych
umożliwiających nie tylko szybki montaż, ale także przebudowę czy rozbudowę urządzenia.
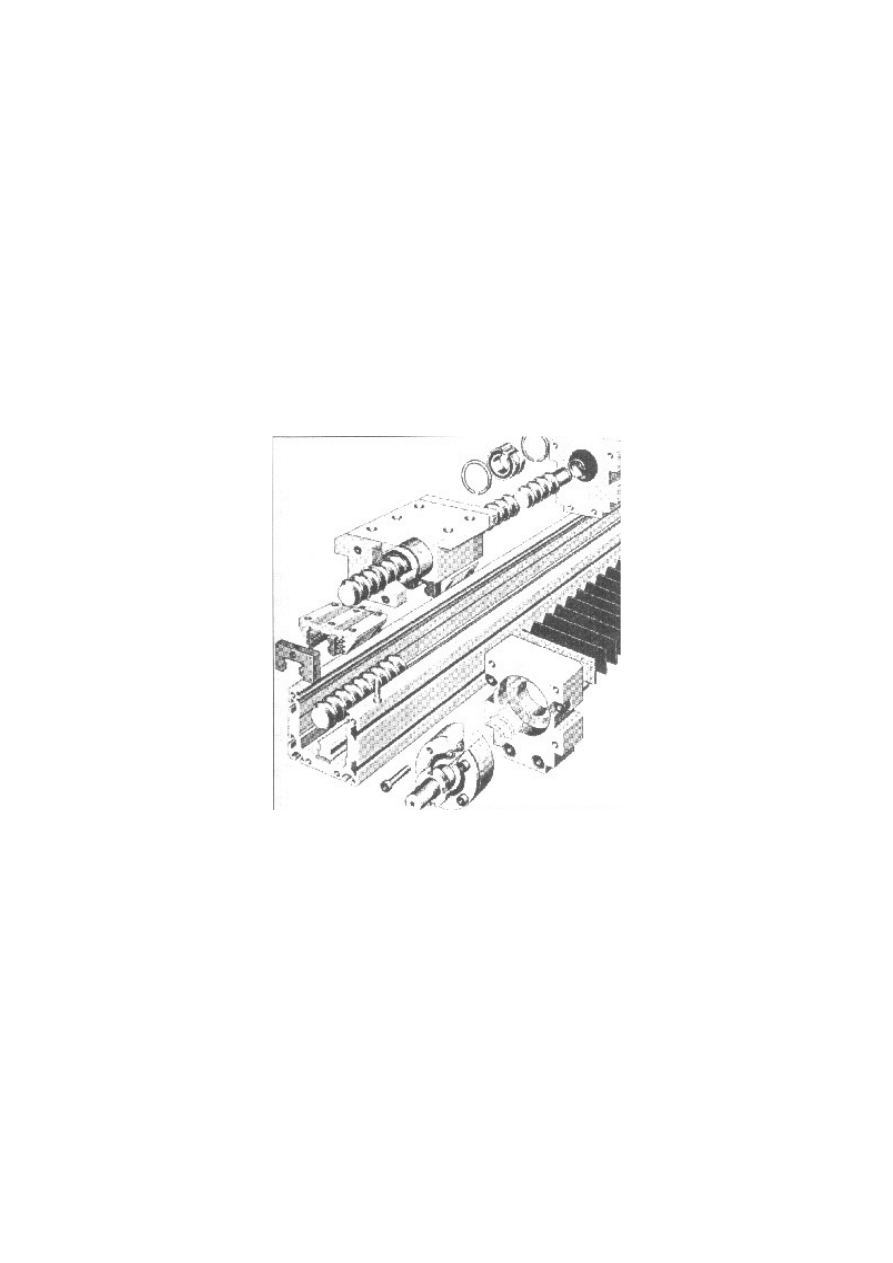
Na rys. 23 przedstawiono mechanizm przesuwu liniowego z przekładnią śrubową toczną.
Składa się on z:
szyny nośnej (profil aluminiowy),
wózka przesuwnego,
śruby z nakrętką toczną.
Rys. 23. Modułowy mechanizm przesuwu liniowego ze śrubą toczną
Na rys. 24 pokazano mechanizm przesuwu liniowego z napędem koło zębate-zębatka.
Moduł przesuwu liniowego z pasem zębatym przedstawiono na rys. 25. Moduł ten składa się
z:
szyny nośnej (profil),
wózka przesuwnego,
napędu pasa zębatego,
jednostki zwrotnej.
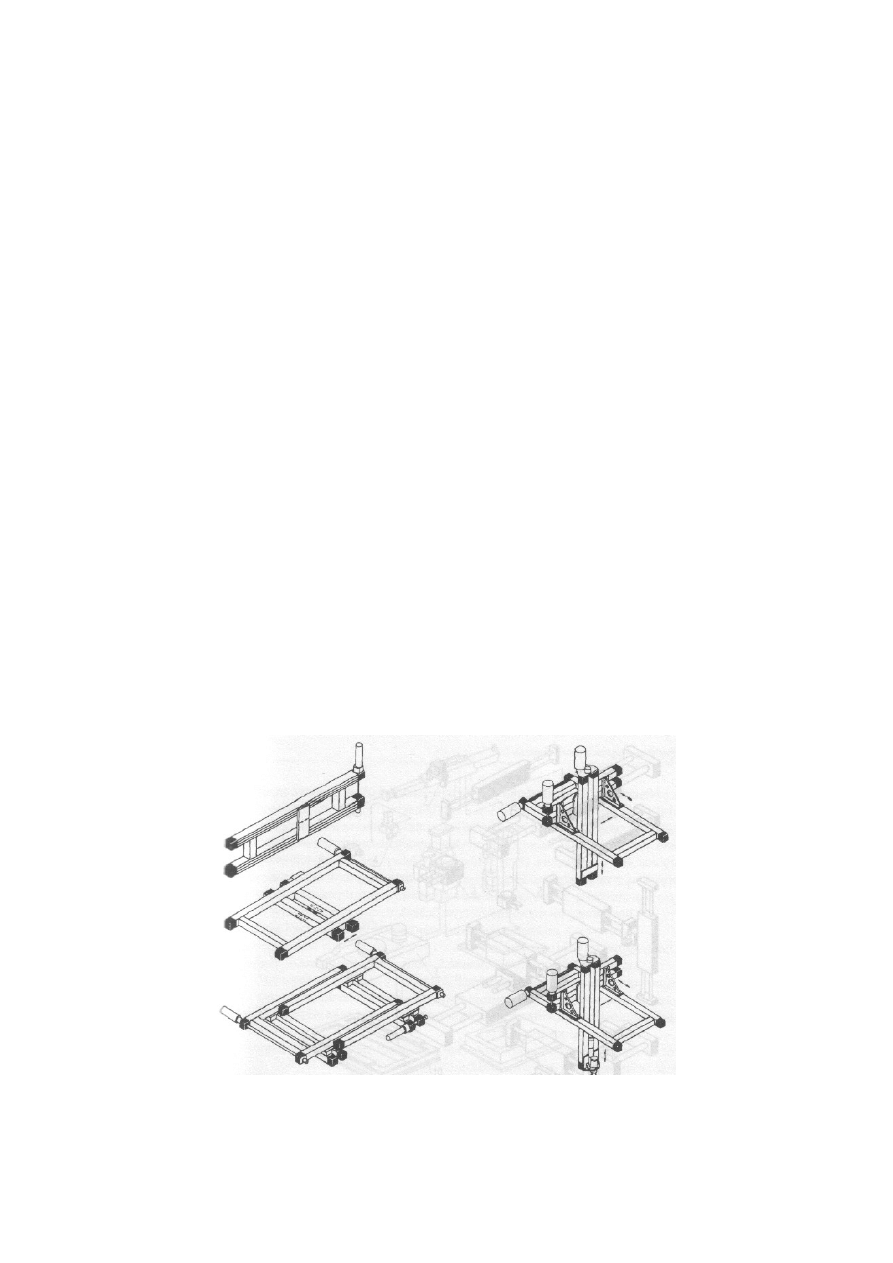
Z modułów przesuwu liniowego oraz odpowiednich profili można budować roboty
bramowe, które są często stosowane w zrobotyzowanych systemach obróbkowych. Na rys. 26
przedstawiono dwa roboty bramowe zbudowane z profili aluminiowych.
18
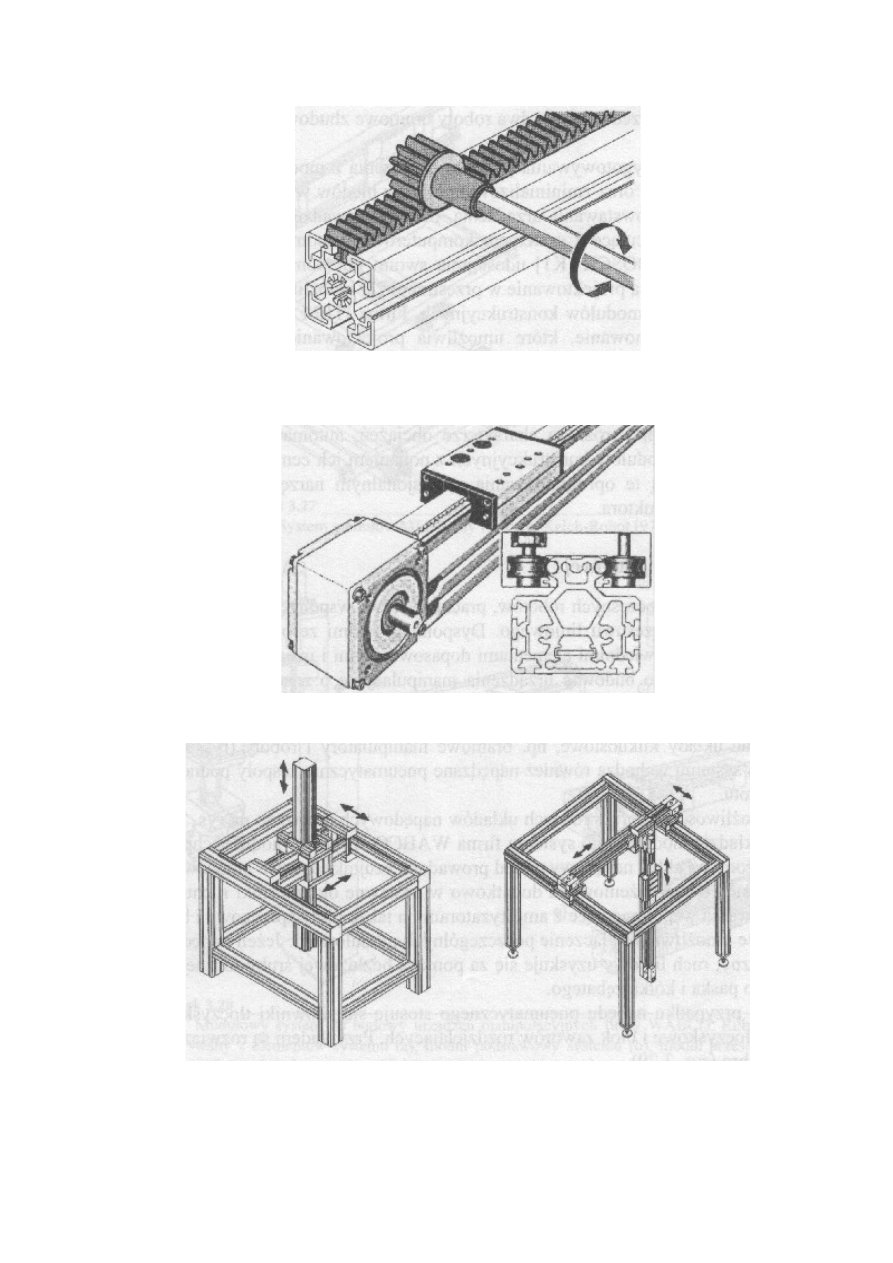
Rys. 24. Mechanizm przesuwu liniowego z napędem koło zębate-zębatka
Rys. 25. Moduł przesuwu liniowego z pasem zębatym
Rys. 26. Roboty bramowe z profili aluminiowych
19
W celu skrócenia czasu przygotowywania projektu urządzenia z modułowych
elementów konstrukcyjnych oraz zminimalizowania liczby błędów występujących we
wczesnych fazach powstawania urządzenia, firmy wprowadziły na rynek oprogramowanie
współpracujące z systemem komputerowo wspomaganego projektowania AutoCAD. BOSCH
udostępnia swoim klientom nakładkę na AutoCAD umożliwiającą projektowanie w
przestrzeni 2D i możliwość używania przestrzennych modeli modułów konstrukcyjnych.
Firma ITEM natomiast wprowadziła oprogramowanie, które umożliwia projektowanie na
płaszczyźnie (2D) i w przestrzeni (3D). Oprogramowanie takie ma wiele funkcji
wspomagających, takich jak: szybki wybór elementów konstrukcyjnych i ich parametrów oraz
łatwe edytowanie rysunku za pomocą dołączonego menu pulpitu, wykonywanie
podstawowych obliczeń konstrukcyjnych dotyczących odkształceń liniowych profili przy
różnym charakterze obciążeń, automatyczne generowanie listy użytych modułów
konstrukcyjnych z podaniem ich ceny oraz innych funkcji, które czynią te oprogramowania
profesjonalnym narzędziem wspomagającym pracę konstruktora.
3.3. Przykłady budowy modułowej
Podstawowym modułem nowoczesnych robotów, pracujących we współrzędnych
prostokątnych, jest zespół przesuwu liniowego. Dysponując takimi zespołami o różnej
wielkości, oraz odpowiednimi elementami dopasowującymi i uzupełniającymi, można łatwo i
szybko budować urządzenia manipulacyjne o znacznym stopniu skomplikowania. Przykładem
nowoczesnego systemu modułów do budowy robotów przemysłowych jest system MLS firmy
Messma-Kelch-Robot. Składa się on m.in. ze standardowych zespołów przesuwu liniowego, z
których można montować układy kilkuosiowe, np. bramowe manipulatory i roboty (rys. 27.
W skład systemu wchodzą również napędzane pneumatycznie zespoły podnoszenia i obrotu.
Rys. 27. System modułów firmy Messma-Kelch-Robot
20
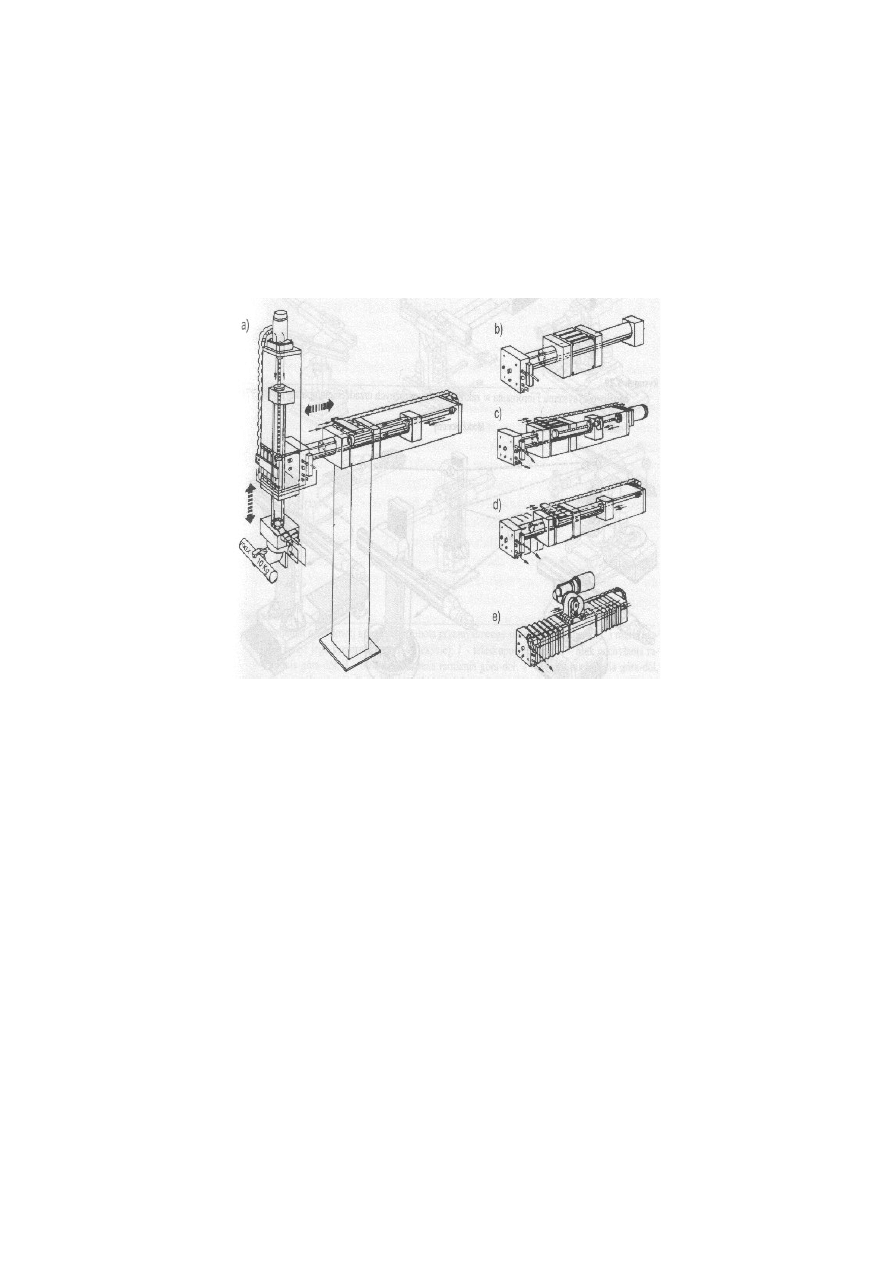
Możliwość wyboru z różnych układów napędowych pokazano na rys. 28, na przykładzie
modułowego systemu firma WABCO. Typowy moduł ruchu jest wyposażony w: układ
napędowy, układ prowadnic, czujniki położeń krańcowych, w napędach dwupołożeniowych
dodatkowo w nastawne ograniczniki ruchu pozycjonowania współpracujące z
amortyzatorami, a także płyty sprzęgowe i bloki mocujące umożliwiające łączenie
poszczególnych modułów itp. Jeżeli napęd jest elektryczny, ruch liniowy uzyskuje się za
pomocą bezluzowej śruby tocznej lub zębatego paska i kółka zębatego.
Rys. 28. Modułowy system do budowy urządzeń manipulacyjnych firmy WABCO: Robot
zbudowany z elementów systemu, b) moduł podstawowy systemu, c) moduł przesuwu z
napędem od śruby pociągowej, d) moduł przesuwu napędzany pneumatycznie, e) moduł
przesuwu z napędem pasowym
W przypadku napędu pneumatycznego stosuje się siłowniki tłoczyskowe lub
beztłoczyskowe i blok zaworów rozdzielających. Przykładem są rozwiązania firmy Fibro (rys.
29).
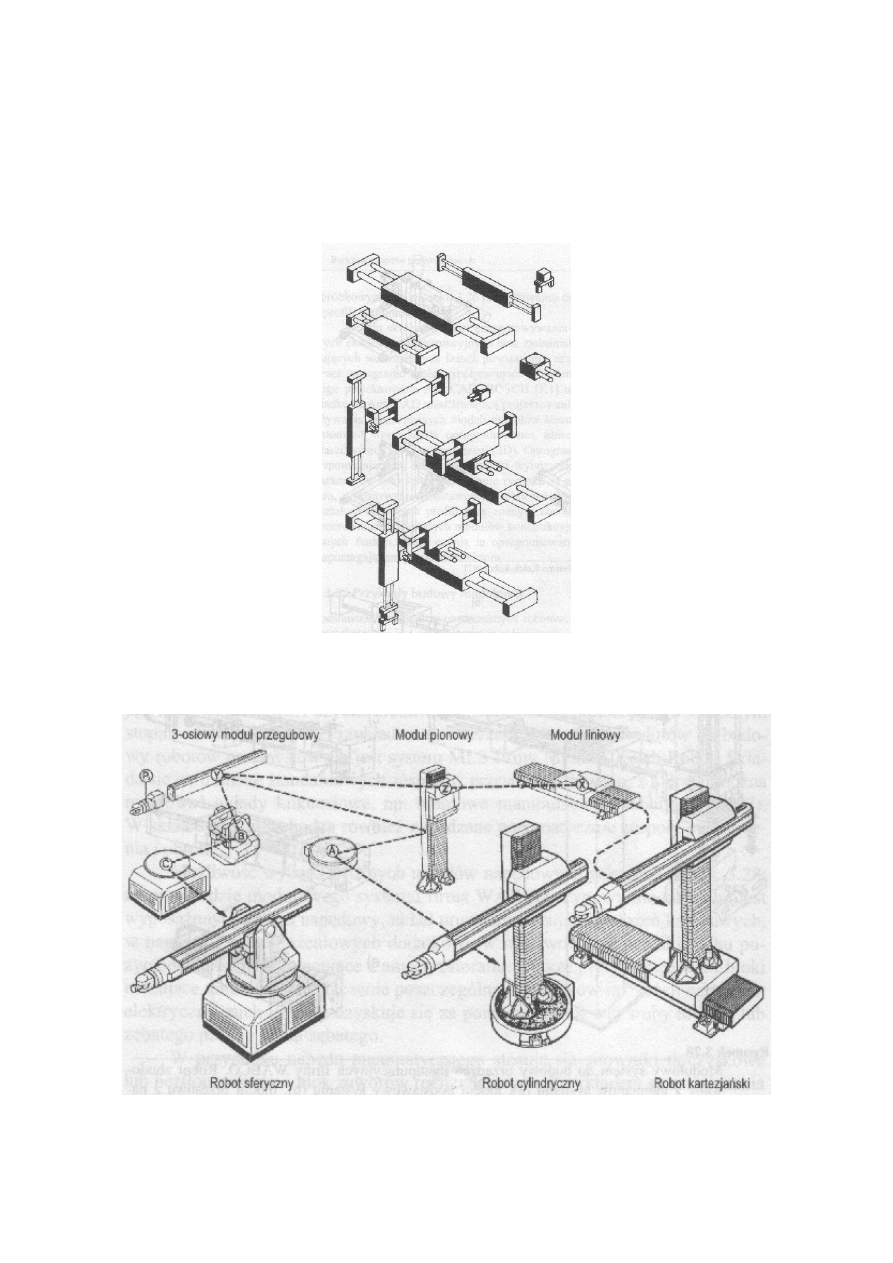
Na rys. 30 przedstawiono komponenty robota o budowie modułowej a mianowicie
poszczególne moduły oraz konfiguracje robotów z nich stworzonych.
Na rys. 31 pokazano możliwości modyfikowania konstrukcji i cech robota
przemysłowego z wykorzystaniem zmodyfikowanych modułów robota „Robitius RC",
japońskiej firmy Mitsubishi Heavy Ind. Z modułów przedstawionych na rysunku można
skompletować m.in. następujące roboty przcmysłowe:
z obrotową kolumną i dwoma ramionami prostoliniowo podnoszonymi i opuszczanymi po
kolumnie (rys. 31 a),
przesuwny z obrotową kolumną i ramieniem pochylanym i podnoszonym (rys. 31 b),
przesuwny z obrotową kolumną i ramieniem prostoliniowo podnoszącym się i
opuszczającym (rys. 31 c),
21
podwieszony, przesuwny z jednym ramieniem (rys. 31 d),
z nieobrotową kolumną i jednym ramieniem przemieszczanym prostoliniowo góra-dół
(rys. 31 e),
z obrotową kolumną i ramieniem wahającym się za pomocą modułu pochylania ramienia
(rys. 31 f).
Rys. 29. Możliwości systemu Fibromanta w zakresie budowy różnych urządzeń
manipulacyjnych
Rys. 30. Komponenty robota o budowie modułowej
22
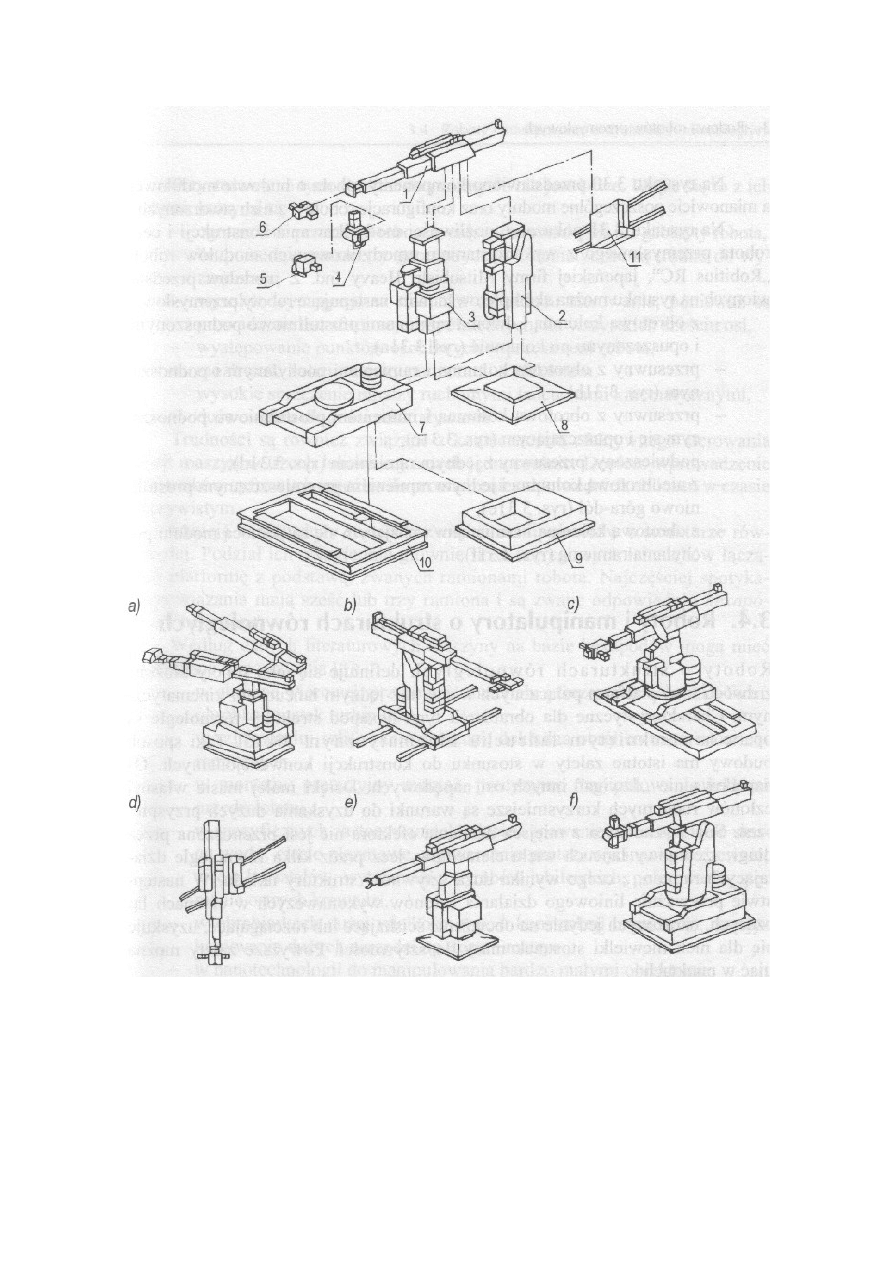
Rys. 31. Schemat modułowej konstrukcji robota przemysłowego rodziny „Robitius RC” i
różne modyfikacje jego konstrukcji: 1 - teleskopowe ramię, 2 – blok pochylenia ramienia
góra-dół, 3 – blok podnoszenia ramienia góra-dół, 4 – zespół pochylania góra-dół, 5 – zespół
wahania dłoni, 6 – zespół obrotu dłoni, 7 – zespół obrotu kolumny z ramieniem, 8 – zespół
nieruchomej podstawy kolumny, 9 – zespół podstawy obrotu kolumny z ramieniem, 10 –
zespół wzdłużnego przemieszczania modułu obrotu kolumny z ramieniem, 11 – zespół sań
poprzecznego przemieszczania
23

Literatura
Honczarenko J.: Roboty przemysłowe. Budowa i zastosowanie. WNT Warszawa, 2004.
24
Document Outline
Wyszukiwarka
Podobne podstrony:
Programowanie robotów przemysłowych FANUC
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
(URZYDZENIA CHWYTAJYCE ROBOTÓW PRZEMYSLOWYCH)
9 Efektory robotów przemysłowych
CHRAPEK,podstawy robotyki, Przyk ady konstrukcji robotów przemys owych
NAPĘDY ROBOTÓW PRZEMYSŁOWYCH
Budowa robotow dla poczatkujacych budrob
CHRAPEK,podstawy robotyki, Sterowanie robotów przemys owych
Budowa robotow dla srednio zaaw Nieznany
Analiza budowy i działania robotów przemysłowych na przykładzie robota PRO 30 ( Politechnika Krakows
90 313901 kontroler robotow przemyslowych
Charakterystyki robotów przemysłowych i ich badanie
(STEROWANIE ROBOTÓW PRZEMYSLOWYCH)
10 Wprowadzenie do programowania robotów przemysłowych
Programowanie robotów przemysłowych FANUC
więcej podobnych podstron