,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Pogorzelska
Organizowanie produkcji odlewów 722[01].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Marian Grabkowski
mgr inż. Marian Cymerys
Opracowanie redakcyjne:
Mgr inż. Ewa Pogorzelska
Konsultacja:
Dr inż. Jacek Przepiórka
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[01].O1.06
Organizowanie produkcji odlewów, zawartego w modułowym programie nauczania dla
zawodu modelarz odlewniczy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Odlewnia w strukturze organizacyjnej przedsiębiorstwa produkcyjnego i jako
samodzielna jednostka produkcyjna
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 17
4.1.3. Ćwiczenia 18
4.1.4. Sprawdzian postępów 20
4.2. Organizacja stanowisk pracy w odlewni i wyposażenie techniczne odlewni
21
4.2.1. Materiał nauczania
21
4.2.2. Pytania sprawdzające 31
4.2.3. Ćwiczenia
32
4.2.4. Sprawdzian postępów 33
4.3. Zdolność produkcyjna odlewni i kwalifikacje zatrudnianych pracowników
34
4.3.1. Materiał nauczania
34
4.3.2. Pytania sprawdzające 39
4.3.3. Ćwiczenia
39
4.3.4. Sprawdzian postępów 41
5. Sprawdzian osiągnięć
43
6. Literatura
48

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o organizacji produkcji odlewów.
Zapoznasz się w nim szczegółowo z organizacją produkcji odlewów, poznasz schematy
organizacji odlewni, procedurę jej uruchomienia i organizację stanowisk pracy. Nauczysz się
określać kwalifikacje pracowników i określać zdolność produkcyjną odlewni.
Poradnik ten zawiera:
1. Wymagania wstępne w postaci wykazu umiejętności, jakie powinieneś mieć przed
przystąpieniem do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania, czyli wiadomości, które umożliwią ci samodzielne przygotowanie się
do wykonania ćwiczeń i zaliczenia sprawdzianów Do poszerzenia wiedzy wykorzystaj
wskazaną literaturę oraz inne źródła informacji.
4. Ćwiczenia, które zawierają:
− wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
− pytania sprawdzające wiedze potrzebną do wykonania ćwiczenia,
− sprawdzian teoretyczny.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie. Jeśli masz trudności ze zrozumieniem tematu
czy ćwiczenia, poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne
sprawdzenie, czy dobrze wykonujesz daną czynność.
5. Przykładowy zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności
z zakresu całej jednostki. Zaliczenie testu jest dowodem osiągnięcia założonych celów
określonych w tej jednostce modułowej. Test zawiera zadania wielokrotnego wyboru
z jedną odpowiedzią poprawną. Odpowiedzi będziesz udzielał na przygotowanej karcie
odpowiedzi. Szczegółowe informacje zawarte są w instrukcji do testu. Tego rodzaju test
będziesz rozwiązywał również, kiedy nauczyciel będzie oceniał nabyte przez Ciebie
umiejętności z zakresu tej jednostki modułowej. Oba testy stanowią przygotowanie
do rozwiązywania zadań testowych na egzaminie zewnętrznym potwierdzającym
kwalifikacje zawodowe.
Miejsce jednostki modułowej w strukturze modułu 722[01].Z1.06 Projektowanie
elementów zespołu modelowego jest wyeksponowane na zamieszczonym schemacie na str. 4
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni szkolnej, centrum kształcenia praktycznego oraz w odlewni,
musisz przestrzegać regulaminów, przepisów bhp i instrukcji przeciwpożarowych,
wynikających z rodzaju wykonywanych prac. Przepisy te poznasz w trakcie nauki.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 722[01].O1
Podstawy odlewnictwa
722[01].O1.01
Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska
722[01].O1.02
Stosowanie zasad eksploatacji
maszyn i urządzeń
722[01].O1.03
Charakteryzowanie procesu wykonania odlewu
722[01].O1.04
Porównywanie metod wykonania odlewów
722[01].O1.05
Ocenianie jakości odlewów
722[01].O1.06
Organizowanie produkcji odlewów

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji tej jednostki modułowej, powinieneś umieć:
− korzystać z różnych źródeł informacji,
− stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony ppoż,
− stosować procedury udzielania pierwszej pomocy,
− wyszukiwać potrzebne informacje w dokumentach,
− organizować stanowisko pracy zgodnie z wymogami ergonomii,
− pracować indywidualnie,
− współpracować w grupie,
− prezentować wyniki pracy własnej i grupowej,
− uczestniczyć w dyskusji,
− interpretować wskazany tekst,
− posługiwać się instrukcją przy wykonywaniu ćwiczeń,
− wykonywać proste obliczenia techniczne,
− rozpoznawać podstawowe maszyny i urządzenia stosowane w odlewniach
− stosować poprawną terminologię techniczną,
− charakteryzować procesy wykonania odlewów,
− rozróżniać maszyny i urządzenia odlewnicze,
− charakteryzować podstawowe metody formowania ręcznego i maszynowego,
− wykonywać ręcznie rdzenie i formy piaskowe,
− dobierać narzędzia , przyrządy i metody do wybranej metody produkcji odlewów,
− charakteryzować specjalne metody odlewania,
− rozróżniać formy odlewnicze,
− charakteryzować piece odlewnicze,
− porównywać metody wykonywania odlewów,
− interpretować zjawiska zachodzące w formie zalanej ciekłym metalem,
− określać pojęcie jakości,
− rozróżniać wady odlewów i określić przyczyny ich powstawania,
− określać zadania kontroli wstępnej, międzyoperacyjnej i ostatecznej,
− wyjaśniać wpływ cech modelu na jakość odlewu,
− wyjaśniać związek między jakością odlewu a kosztami produkcji.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− zastosować terminologię techniczną,
− scharakteryzować formy organizacyjne odlewni,
− zinterpretować procedurę uruchomienia odlewni jako samodzielnej firmy,
− wypełnić dokumenty niezbędne do zarejestrowania działalności gospodarczej,
− określić organizację i zadania odlewni jako samodzielnej firmy,
− określić organizację i zadania odlewni wchodzącej w skład przedsiębiorstwa
produkcyjnego,
− zaplanować wyposażenie techniczne typowej odlewni,
− zaplanować strukturę organizacyjną małej odlewni,
− zaplanować układ stanowisk pracy w małej odlewni,
− określić wymagane kwalifikacje pracowników odlewni,
− przewidzieć zatrudnienie,
− określić zdolność produkcyjną odlewni.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.Odlewnia w strukturze organizacyjnej przedsiębiorstwa
produkcyjnego i jako samodzielna jednostka produkcyjna
4.1.1.Materiał nauczania
Odlewnia jest to jednostka techniczno – organizacyjna zakładu przemysłowego, zdolna
do samodzielnego wytwarzania odlewów – zwykle z jednego rodzaju stopów (odlewnia
staliwa, odlewnia żeliwa, odlewnia stopów aluminium itd.). Jest częścią większego zakładu
produkcyjnego i wykonuje odlewy, które są potem obrabiane i montowane w innych
wydziałach zakładu.
Struktura organizacyjna odlewni zależy przede wszystkim od jej wielkości oraz od charakteru
produkcji ( częstotliwość uruchamiania nowych wyrobów, organizacja robót w zależności
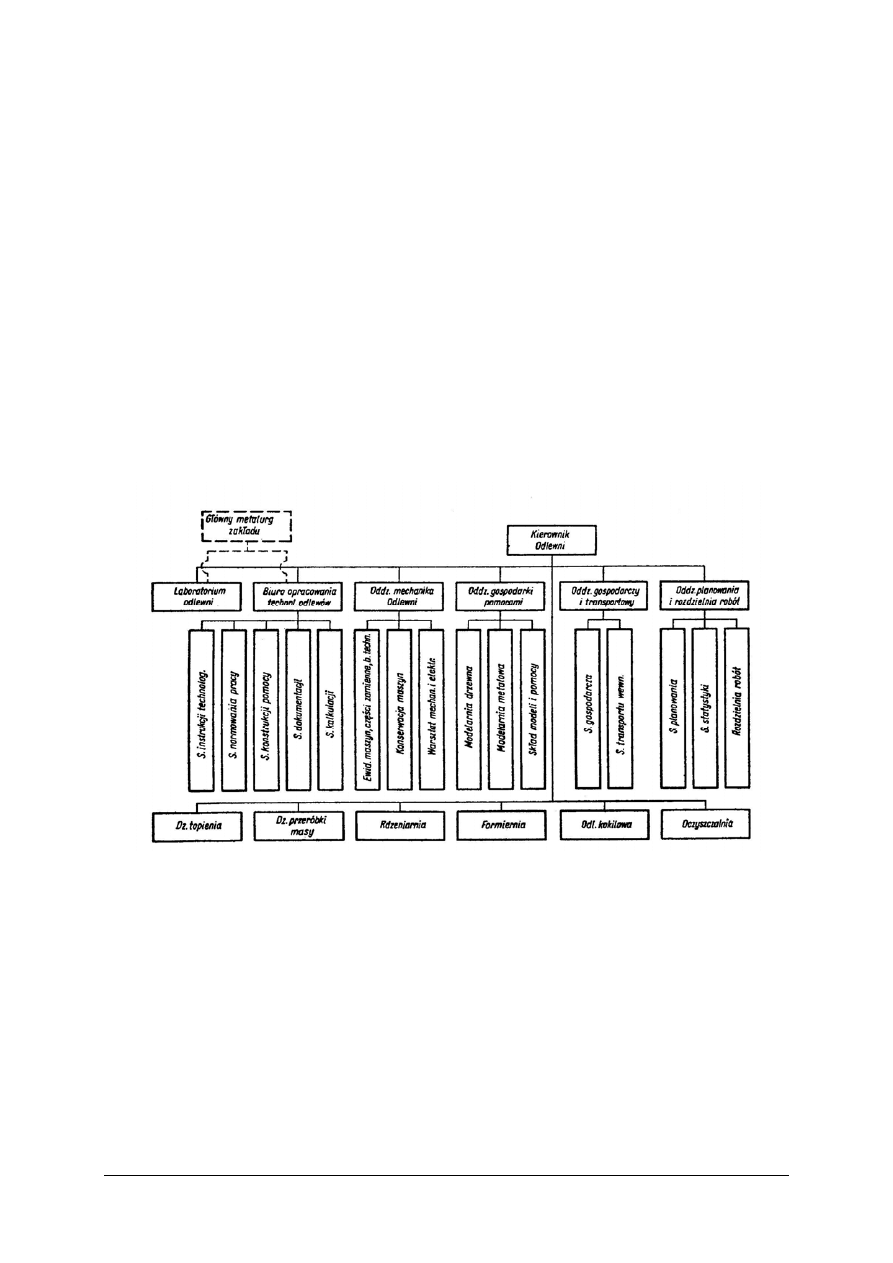
od wielkości i rodzaju odlewów) oraz seryjności produkcji, schemat organizacyjny dużej
odlewni przedstawia rys.1
Rys.1 Schemat organizacyjny odlewni obsługującej fabrykę maszyn.
[12, s.16]
Pracą odlewni zarządza kierownik odlewni, któremu podlegają działy:
− dział topienia, który zajmuje się przygotowaniem ciekłego metalu,
− dział przeróbki masy, którego zadaniem jest przygotowywanie mas formierskich
świeżych i przeróbka mas zużytych,
− dział rdzeniarni, zajmujący się wytwarzaniem rdzeni,
− dział formierni, w którym są wykonywane formy odlewnicze, następnie są one zalewane
metalem, a po ostygnięciu odlewy są wybijane ze skrzynek formierskich i form,
− dział odlewni kokilowej, w którym wykonuje się odlewy w formach metalowych
(kokilach),
− dział oczyszczalni, w którym odcinany jest układ wlewowy, wybijane są rdzenie
z odlewu i oczyszczana jest powierzchnia odlewu.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Oprócz
działów produkcyjnych kierownikowi odlewni podlegają działy pomocnicze:
− laboratorium odlewni, w którym wykonywane są analizy składu mas formierskich, mas
rdzeniowych, ciekłego metalu, a także badania właściwości mechanicznych wykonanego
odlewu i jego struktury, czyli budowy wewnętrznej odlewu po zakrzepnięciu,
− biuro opracowania technologicznego odlewów, gdzie na podstawie rysunków
dostarczonych przez dział konstrukcyjny zakładu przemysłowego, wykonywane są
opracowania technologii czyli sposobu wykonania odlewów i rysunki odlewnicze służące
do wykonania modeli, form i rdzeni, także opracowywane są normy czasu wykonywania
odlewów, kalkulowane ceny gotowych odlewów i konstruowane pomoce potrzebne
do wykonania odlewów.
− oddział mechanika odlewni, który zajmuje się utrzymaniem w sprawności maszyn, ich
konserwacją i naprawami,
− oddział gospodarki pomocami, w którym wykonuje się i magazynuje modele, a także
inne pomoce niezbędne do produkcji odlewów,
− dział gospodarczy i transportowy, który zajmuje się zamawianiem w dziale logistyki
zakładu potrzebnych materiałów oraz utrzymaniem w sprawności urządzeń
transportowych w odlewni,
− oddział planowania robót, gdzie na podstawie zamówień składanych przez inne wydziały
zakładu produkcyjnego, planuje się wykonywanie odlewów i rozdziela prace
na poszczególne działy odlewnicze (kokilownia, formiernia).
Odlewnia jako samodzielny zakład produkujący odlewy (surowe lub obrobione)
z jednego lub większej liczby rodzajów stopów nosi nazwę zakładu odlewniczego.
Struktura organizacyjna zakładu odlewniczego zależy od liczby i rodzaju odlewni
wchodzących w skład zakładu, od posiadania przez zakład warsztatu mechanicznego
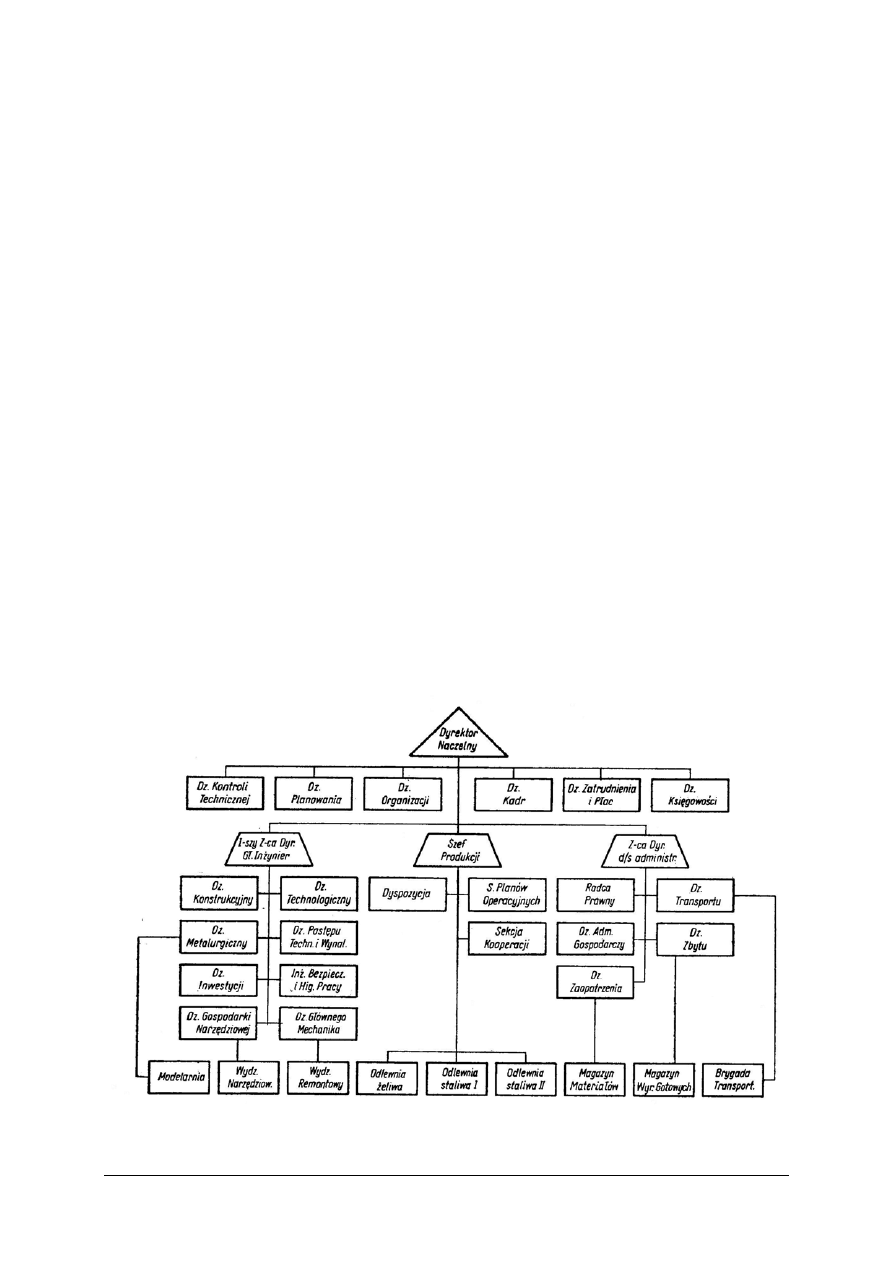
i montażowego oraz od ich wielkości, przykład schematu organizacyjnego zakładu
odlewniczego pokazuje rysunek 2.
Rys.2 Schemat organizacyjny dużej, samodzielnej odlewni (zakładu odlewniczego).
[12,s.16]
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Struktura organizacyjna takiego zakładu jest bardziej rozbudowana, gdyż oprócz działów
produkcyjnych i pomocniczych znajdują się w niej działy związanie z finansami,
zatrudnieniem, organizacją przedsiębiorstwa, logistyką czyli zaopatrzeniem, sprzedażą,
konstrukcją odlewów, remontami maszyn, transportem zewnętrznym.
Organizacja
małej samodzielnej odlewni jest znacznie prostsza, co pokazuje rysunek 3.
Rys.3. Schemat organizacyjny małej odlewni
[
opracowanie własne
]
Odlewnia jako samodzielny zakład, w zależności od rozmiarów prowadzonej produkcji
i liczby osób zaangażowanych w jej utworzenie, może funkcjonować w różnych formach
organizacyjno-prawnych czyli jako:
− przedsiębiorstwo osoby fizycznej,
− przedsiębiorstwo państwowe,
− przedsiębiorstwo spółki,
− spółdzielnia.
Przedsiębiorcy jednoosobowi jako osoby fizyczne prowadzą przedsiębiorstwa we
własnym imieniu, w oparciu o warunki ustawy z 19 listopada 1999r. – prawo działalności
gospodarczej.
Do warunków tych należą między innymi:
− ochrona życia i zdrowia ludzkiego,
− przestrzeganie przepisów budowlanych, sanitarnych, przeciwpożarowych oraz przepisów
dotyczących ochrony środowiska,
− posiadanie przez wykonawców odpowiednich kwalifikacji,
− wykonywanie tylko takich czynności i działań, które nie są zabronione przez prawo.
Dyrekcja
Dział księgowości
i płac
Dział spraw
pracowniczych
Sekretariat
Utrzymanie
ruchu
Obróbka
mechaniczna
Modelarnia
Przyjmowanie
zamówień
Dział
Ochrony
środowiska
Dział techniczno -
technologiczny
Produkcja
Planowanie
Zaopatrzenie
Magazyn
Oczyszczalnia
Topialnia
Formiernia
Rdzeniarnia
Magazyn
wyrobów

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Przedsiębiorca jednoosobowy ma obowiązek dokonania wpisu do ewidencji
działalnościgospodarczej.
Przedsiębiorstwo państwowe jest samodzielnym, samorządnym i samofinansującym się
podmiotem mającym osobowość prawną. Organami założycielskimi przedsiębiorstwa
państwowego są:
− naczelne i centralne organy administracji państwowej,
− banki państwowe,
− wojewodowie.
Organami przedsiębiorstwa państwowego są:
− ogólne zebranie pracowników lub delegatów,
− rada pracownicza,
− dyrektor przedsiębiorstwa.
Strukturę organizacyjną przedsiębiorstwa państwowego reguluje statut przedsiębiorstwa
uchwalony przez zebranie ogólne pracowników.
Przedsiębiorstwa takie są obecnie nieliczne, gdyż zwykle są nieefektywne i ulegają
sprywatyzowaniu, co pozwala im na utrzymanie się na rynku.
Spółka jest umownym związkiem osób (wspólników) i ich kapitałów w celu prowadzenia
zarobkowej działalności gospodarczej.
Z definicji wynika, że spółka ma następujące cechy:
− jest umową między wspólnikami,
− wspólnicy wnoszą wkład kapitałowy,
− głównym przedmiotem działalności jest działalność gospodarcza,
− wspólnicy mają wytyczony cel,
− wspólnicy uzyskują odpowiedni zysk od wniesionego kapitału.
Stronami spółki są wspólnicy, którymi mogą być:
− osoby fizyczne,
− osoby prawne,
− jednostki organizacyjne nie posiadające osobowości prawnej.
Przedmiotem wkładu kapitałowego może być:
− wniesienie na własność spółki kwoty pieniężnej,
− wniesienie na własność spółki wkładów niepieniężnych ( nieruchomości, ruchomości,
wierzytelności).
Wkłady rzeczowe noszą nazwę aportów.
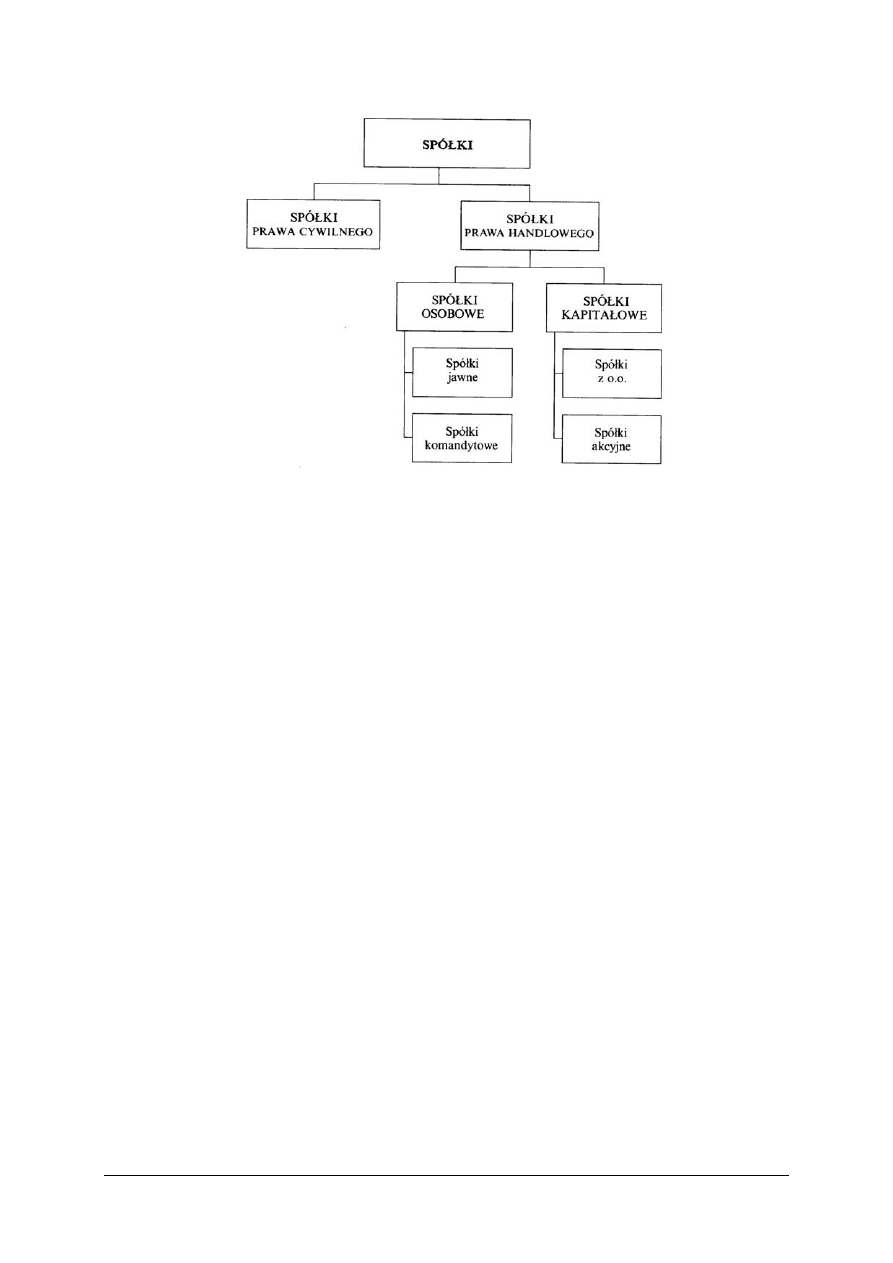
Rodzaje spółek funkcjonujących w Polsce pokazane są na rysunku 4.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 4. Rodzaje spółek
[3, s.30]
Z punktu widzenia prawa rozróżnia się:
− spółki handlowe (prawa handlowego),
− spółki cywilne (prawa cywilnego).
Spółki prawa handlowego są spółkami powstałymi na podstawie przepisów kodeksu
handlowego i podlegają wpisowi do rejestru handlowego spółek, prowadzonego przez sądy.
Do rejestru wpisane są wszystkie dane identyfikujące spółkę, składane są dane dotyczące
inwentarza i bilansu spółki, a rejestr jest jawny.
Z punktu widzenia zakresu odpowiedzialności wspólników wobec ich wierzycieli, dzieli
się je na:
− spółki osobowe,
− spółki kapitałowe.
Spółki osobowe opierają swoją działalność na osobistej pracy wspólników
w przedsiębiorstwie spółki. Wspólnicy ponoszą pełną odpowiedzialność cywilną
za zobowiązania spółki. Do tych spółek zalicza się:
− spółkę jawną,
− spółkę komandytową,
− spółkę komandytowo - akcyjną.
Spółka jawna - zawiązywana jest na podstawie umowy zawartej przez wspólników na
piśmie bez udziału notariusza, nie ma osobowości prawnej, może jednak nabywać prawa,
zaciągać zobowiązania i występować w sądzie w charakterze strony. Każdy ze wspólników
odpowiada za zobowiązania spółki swoim majątkiem, wspólnikom nie wolno bez zezwolenia
pozostałych wspólników zajmować się interesami konkurencyjnymi ani uczestniczyć
w spółce konkurencyjnej. Spółkę należy wpisać do rejestru handlowego w sądzie, w którego
okręgu ma ona swoją siedzibę.
Umowa spółki jawnej powinna zawierać:
− firmę i siedzibą spółki,
− określenie wkładów wnoszonych przez każdego wspólnika i ich wartość,
− przedmiot działalności i czas trwania.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Firma spółki jawnej, która jest nazwą przedsiębiorstwa, powinna zawierać nazwiska (lub
firmy) wszystkich wspólników albo przynajmniej jednego wspólnika z zaznaczeniem, że jest
to spółka jawna.
Z tytułu udziału w spółce wspólnik ma prawo do:
− równego udziału w zyskach bez względu na wartość wniesionego wkładu ( w tym samym
stosunku uczestniczy w stratach),
− żądania podziału i wypłaty całości zysku z końcem każdego roku obrotowego,
− żądania corocznej wypłaty odsetek w wysokości 5% swojego udziału kapitałowego,
nawet jeśli spółka poniosła straty.
Spółka komandytowa zawiązywana jest między dwoma rodzajami wspólników:
komplementariuszami odpowiadającymi za zobowiązania spółki całym swoim majątkiem
i komandytariuszami, którzy odpowiadają za zobowiązania spółki tylko do wysokości
wniesionego wkładu. Nazwa spółki musi zawierać nazwisko co najmniej jednego
komplementariusza i określenie, że jest to spółka komandytowa. Komandytariusz nie figuruje
w nazwie spółki, nie reprezentuje jej wobec osób trzecich, ale może działać w innych
podmiotach gospodarczych. Umowa spółki zawierana jest w formie aktu notarialnego, spółka
powinna zostać wpisana do rejestru przedsiębiorców.
Spółka komandytowo-akcyjna (SKA) jest spółką osobową prowadzoną przez
przedsiębiorstwo pod własną firmą, w której co najmniej jeden wspólnik (komplementariusz)
ponosi nieograniczona odpowiedzialność za zobowiązania spółki i co najmniej jeden
wspólnik jest akcjonariuszem. W zakresie stosunku prawnego wspólników obowiązują
przepisy sp. k., a pozostałe sprawy reguluje przepisy dotyczące spółek akcyjnych.
Spółki kapitałowe odpowiadają za zobowiązania wobec wierzycieli tylko kapitałem
spółki, a więc wkładami wspólników. Wspólnicy nie odpowiadają swoim majątkiem
osobistym za zobowiązania spółki wobec wierzycieli. Do tych spółek zalicza się:
− spółkę z ograniczoną odpowiedzialnością (sp. z o. o. ),
− spółkę akcyjną.
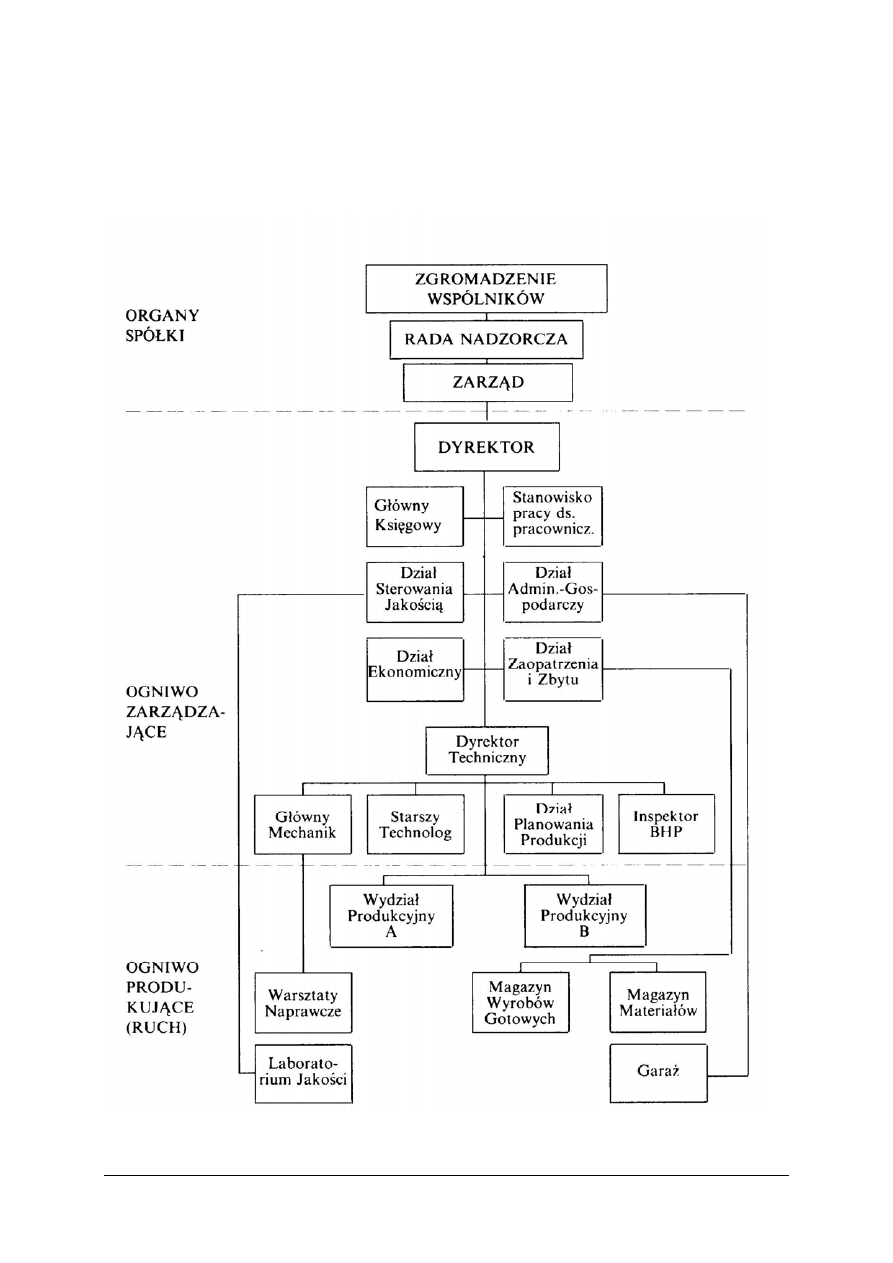
Spółka z ograniczoną odpowiedzialnością, której schemat przedstawia rys.5, może zostać
założona przez jednego lub więcej wspólników, umowa spółki powinna być zawiązana w
formie aktu notarialnego. Spółka podlega wpisowi do rejestru sądowego i ma osobowość
prawną. Wspólnicy jako założyciele wnoszą do spółki wkłady w formie pieniężnej lub
niepieniężnej (maszyny, urządzenia, surowce), które tworzą kapitał zakładowy spółki.
Wspólnicy spółki odpowiadają za zobowiązania tylko do wysokości wniesionych wkładów.
Jedynie za zobowiązania z tytułu podatków odpowiadają własnym majątkiem.
Umowa spółki powinna określać:
− firmę ( nazwa dowolna z dodatkiem sp. z o. o. ),
− siedzibę,
− przedmiot działalności,
− wysokość kapitału zakładowego,
− liczbę udziałów, które może objąć wspólnik,
− liczbę i wartość nominalną udziałów objętych przez każdego ze wspólników.
Władzami spółki z o.o. są:
− zgromadzenie wspólników,
− rada nadzorcza,
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
− komisja rewizyjna,
− zarząd.
Kapitał zakładowy spółki powinien wynosić co najmniej 50 tys. zł.
Spółka z o.o. jest najbardziej rozpowszechnioną formą organizacyjna dla małych i średnich
przedsiębiorstw.
Rys.5 Schemat organizacyjny spółki z ograniczona odpowiedzialnością
[3 s.69]

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Spółka akcyjna (SA) jest spółką kapitałową o osobowości prawnej, prowadzącą
przedsiębiorstwo pod własną firmą, zawiązaną przez jedną lub więcej osób (akcjonariuszy),
posiadającą kapitał zakładowy. Kapitał spółki o wysokości minimalnej 500 tys. zł dzieli się
na akcje o równej wartości nominalnej. Zysk spółki jest dzielony proporcjonalnie do
nominalnej wartości posiadanych przez wspólników akcji. Akcje można sprzedawać
i kupować. Akcjonariusze nie odpowiadają za zobowiązania spółki, a są zobowiązani jedynie
do wniesienia wkładów na pokrycie kapitału zakładowego.
Do powstania SA wymaga się:
− aktu notarialnego o jej zawiązaniu,
− statutu podpisanego przez założycieli,
− wniesienia przez akcjonariuszy wkładów na pokrycie kapitału zakładowego,
− ustanowienia zarządu i rady nadzorczej,
− wpisu do rejestru przedsiębiorców.
Władzami spółki akcyjnej są:
− walne zgromadzenie akcjonariuszy,
− rada nadzorcza,
− zarząd.
Spółka cywilna - jej powstanie i działalność regulowane są przepisami kodeksu
cywilnego. Do podjęcia działalności w formie spółki cywilnej potrzebna jest pisemna umowa,
zawarta przez wspólników, która może być zawiązana bez udziału notariusza. W umowie
określa się cel gospodarczy spółki, rodzaj wytwarzanych wyrobów (odlewy)oraz wkłady,
jakie wspólnicy wnoszą do spółki. Wspólnicy odpowiadają solidarnie całym swoim
majątkiem za zobowiązania spółki. Spółka cywilna nie ma osobowości prawnej, majątek
spółki jest wspólną własnością wspólników, spółka nie jest stroną w procesach sądowych,
powodami lub pozwanymi są wspólnicy. Spółka cywilna musi zgłosić podjęcie działalności
do ewidencji działalności prowadzonej przez gminę.
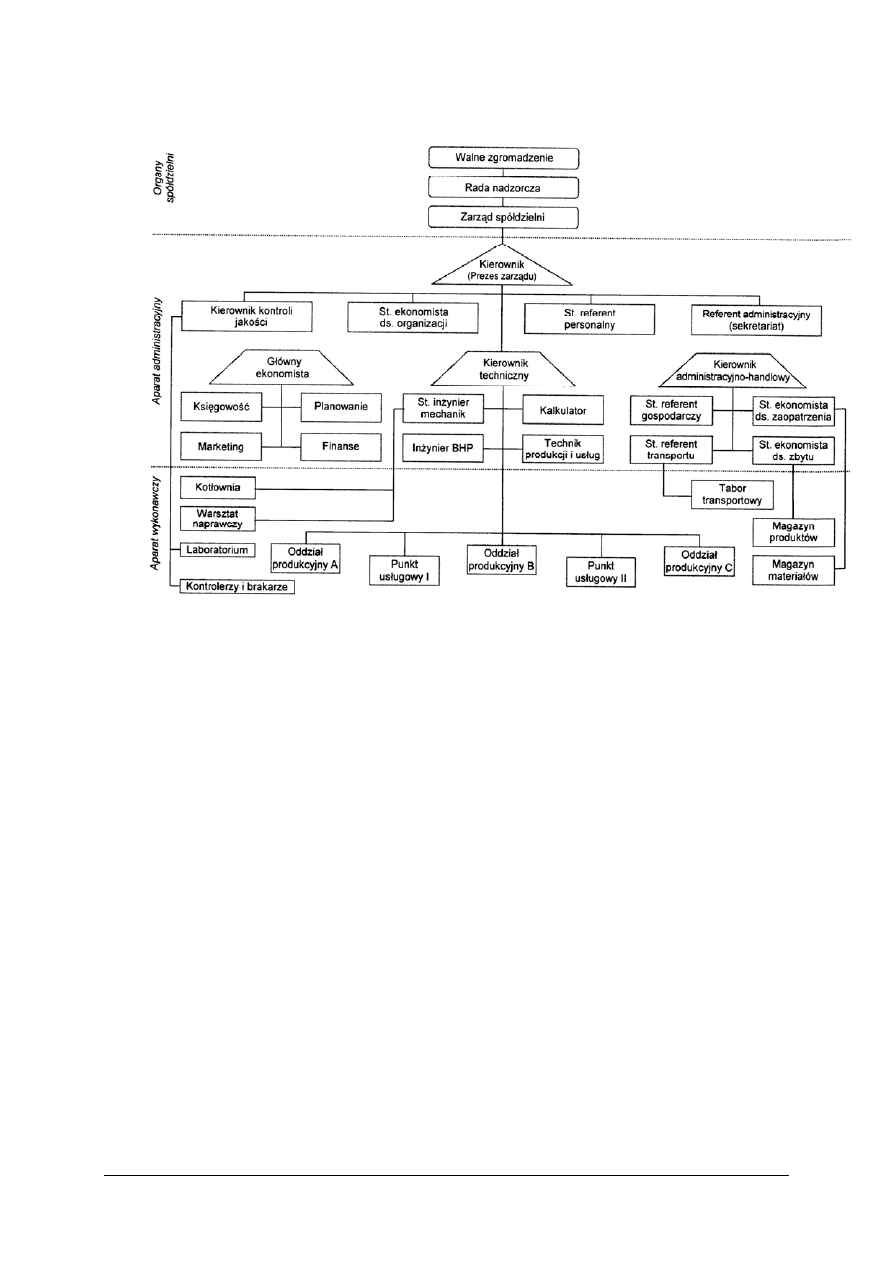
Odlewnia jako samodzielny zakład może również funkcjonować jako spółdzielnia, czyli
własność członków, tworzących organizację spółdzielczą, schemat organizacyjny spółdzielni
przedstawia rys. 6.
Spółdzielnia jest dobrowolnym zrzeszeniem nieograniczonej liczby osób, która w interesie
członków prowadzi wspólną działalność gospodarczą. Decyzję o utworzeniu spółdzielni
podejmują członkowie założyciele (co najmniej 10 osób fizycznych lub fizycznych
i prawnych albo 3 osoby prawne). Wniosek o zarejestrowanie spółdzielni składa się w sądzie
rejonowym wraz ze statutem spółdzielni i jej założeniami ekonomiczno-organizacyjnymi. Z
chwilą zarejestrowania spółdzielnia nabywa osobowość prawną. Spółdzielnia powinna być
wpisana do rejestru przedsiębiorców.
Statut spółdzielni określa:
− nazwę, siedzibę, cel i przedmiot działania spółdzielni,
− wysokość wkładów członkowskich,
− prawa i obowiązki członków oraz zasady ich przyjmowania,
− organy samorządu spółdzielni i zasady ich działania,
− zasady podziału nadwyżki bilansowej i pokrywania strat.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys.6 Schemat organizacyjny spółdzielni
[8, s.70]
Nazwa spółdzielni musi zawierać wyraz „spółdzielnia” lub „spółdzielczy”, siedzibę
spółdzielni oraz powinna informować o przedmiocie działalności spółdzielni. Członkiem
spółdzielni może być każda osoba fizyczna, mająca zdolność do czynności prawnych.
Władzami spółdzielni są:
− walne zgromadzenie członków,
− rada nadzorcza,
− zarząd spółdzielni.
Procedura uruchomienia nowego zakładu odlewniczego obejmuje:
− wybór miejsca działalności, które zależy od:
− rynków zbytu,
− ilości i struktury siły roboczej,
− możliwości transportowych,
− nastawienia lokalnej społeczności do przedsiębiorstwa,
− badanie rynku czyli określenie popytu na odlewy,
− wybór formy działalności,
− rejestracja firmy,
− budowę i uruchomienie zakładu.
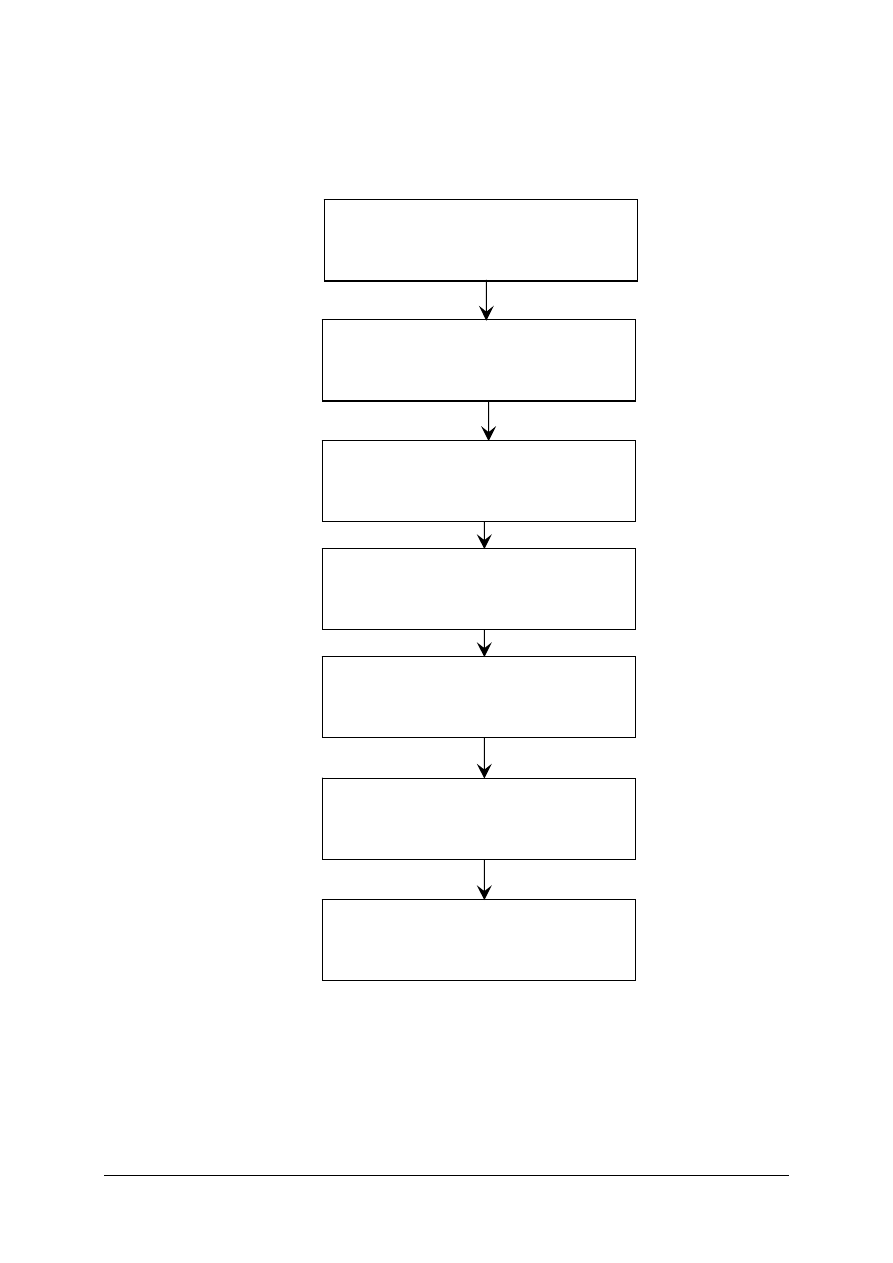
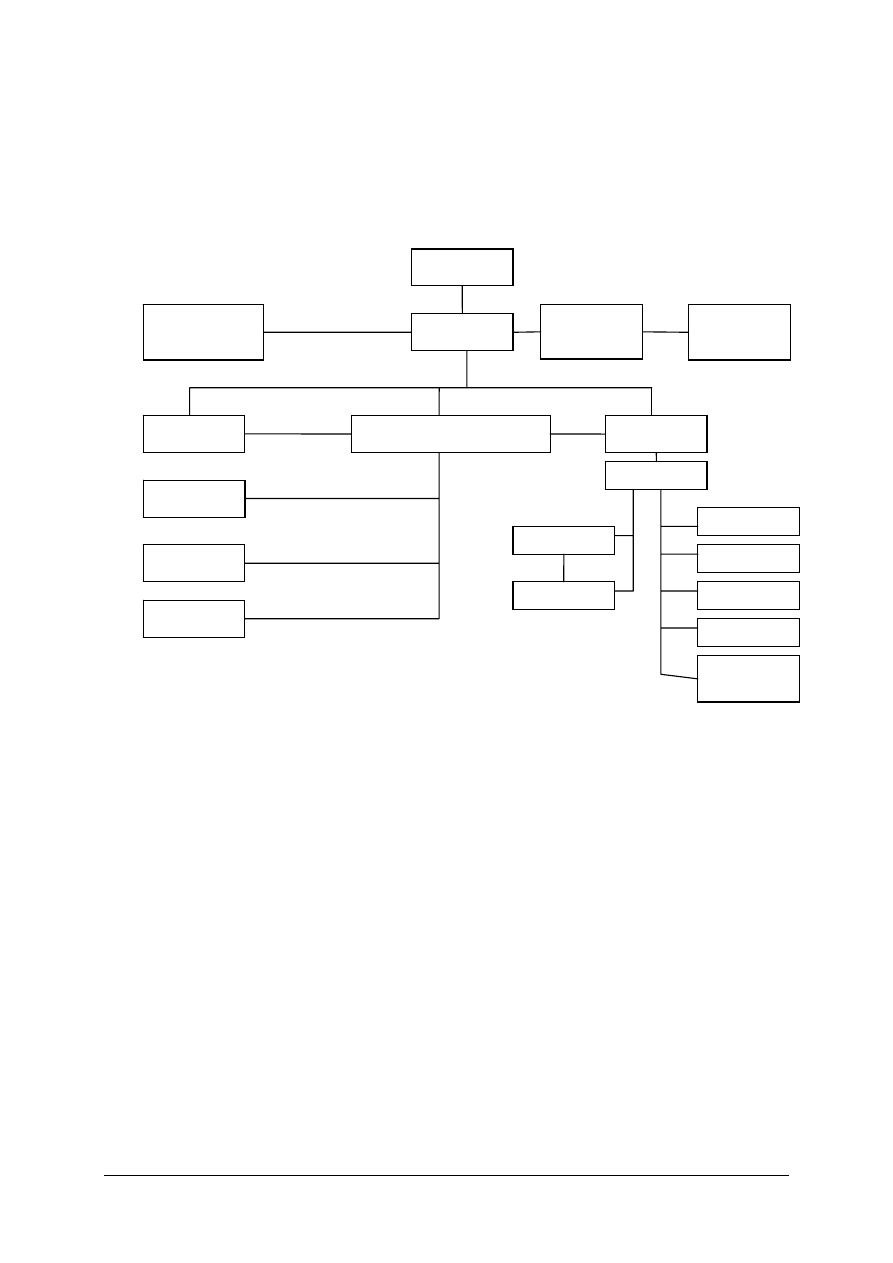
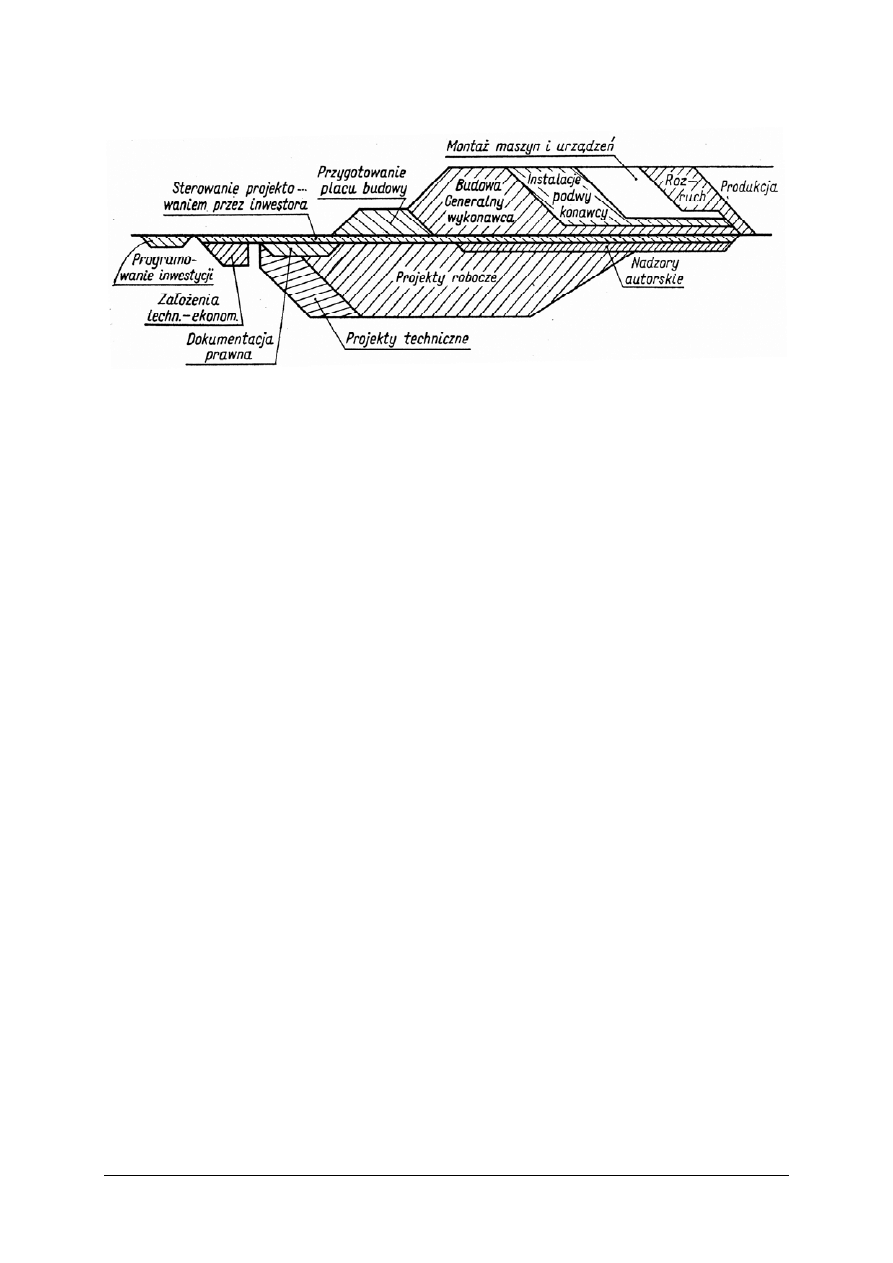
Całokształt prac związanych z uruchomieniem odlewni przedstawia rysunek 7.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys.7. Całokształt prac nad projektowaniem i budową zakładu odlewniczego.
[12, str.565]
Uruchamianie produkcji w odlewni składa się z:
− podjęcia decyzji o formie organizacyjno-prawnej zakładu,
− podjęcia decyzji o strukturze organizacyjnej zakładu,
− etapu przygotowania technicznego i organizacyjnego produkcji,
− etapu rozruchu i opanowywania produkcji.
Etap przygotowania produkcji obejmuje:
− opracowanie technologii, czyli przygotowanie pełnej dokumentacji technologicznej,
− przygotowanie omodelowania i oprzyrządowania specjalnego czyli:
− wykonanie modeli, rdzennic, sprawdzianów i innych przyrządów specjalnych,
− kontrola wymiarowa.
− przygotowanie materiałowe czyli:
− zamówienie, zakup i dostawy surowców,
− zamówienie, zakup i dostawy materiałów produkcyjnych i pomocniczych.
− przygotowanie organizacyjne:
− opracowanie planów prac przygotowawczych, planów rozruchu i rozwoju produkcji,
− opracowanie rozplanowania i wyposażenia stanowisk produkcyjnych,
− przygotowanie załogi, czyli przyjęcie do pracy i przeszkolenie pracowników.
Prace przy opracowaniu technologii prowadzi się w taki sposób, aby wyniki otrzymane
w poszczególnych etapach pracy, mogły być wykorzystane w etapach następnych.
Kolejność prac jest zwykle następująca:
− analiza technologiczności konstrukcji tzn. jej zgodności z wymaganiami technologii
produkcji i ewentualne zmiany konstrukcji odlewu, mające ułatwić produkcję i obniżyć
jej koszt,
− opracowanie zagadnień związanych z kształtem odlewu:
− ustalenie położenia odlewu przy formowaniu i przy zalewaniu,
− ustalenie powierzchni podziału formy,
− ustalenie kształtu, budowy i montażu rdzeni,
− ustalenie wielkości skurczu odlewniczego,
− ustalenie wielkości naddatków obróbkowych i technologicznych,
− ustalenie wielkości skrzynek formierskich,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
− ustalenie układu modeli w formie
− ustalenie podstaw obróbkowych.
− zaprojektowanie budowy układu wlewowego i analiza zjawisk cieplnych zachodzących
podczas stygnięcia odlewu,
− ustalenie sposobu wykonania formy i oczyszczania odlewu,
− opracowanie pracy na stanowisku roboczym, odział procesu technologicznego
na operacje i czynności,
− zaprojektowanie budowy zespołu modelowego lub formy metalowej,
− opracowanie procesu technologicznego wykonania zespołu modelowego lub formy
metalowej,
− ustalenie norm czasu roboczego w formierni, rdzeniarni i oczyszczalni,
− analiza ekonomiczna dotycząca wyboru najwłaściwszej odmiany procesu
technologicznego,
− uzupełnienie dokumentacji technologicznej obejmującej:
− rysunek surowego odlewu,
− rysunki zespołu modelowego,
− rysunek formy,
− karty technologiczne,
− karty instrukcyjne,
− karty kalkulacyjne.
Po
zakończeniu etapu przygotowania technicznego i organizacyjnego produkcji następuje
etap rozruchu i opanowywania produkcji.
Etap rozruchu i opanowywania produkcji składa się z:
− wykonania jednej lub kilku serii odlewów próbnych w celu sprawdzenia i poprawienia
technologii,
− wykonania tzw. początkowej serii produkcyjnej o wzrastającej liczbie odlewów aż do
uzyskania stabilizacji procesu technologicznego,
− wykonania serii produkcyjnej odlewów.
Podejmując decyzję o uruchomieniu produkcji odlewów i wyborze formy działalności
firmy, należy spełnić szereg następujących formalności:
− zarejestrować działalność gospodarczą składając w tym celu wniosek na urzędowym
formularzu wraz z załącznikami,
− uzyskać numer statystyczny REGON we właściwym Urzędzie Statystycznym,
− uzyskać numer identyfikacji podatkowej NIP we właściwym Urzędzie Skarbowym,
− założyć rachunek bankowy,
− zawiadomić na piśmie właściwego inspektora pracy i właściwego państwowego
inspektora sanitarnego o rozpoczęciu produkcji,
− zgłosić siebie i pracowników do Zakładu Ubezpieczeń Społecznych,
− oznaczyć zakład na zewnątrz
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania
przebiegu ćwiczeń i ich wykonania.
1. Jakie funkcje spełnia odlewnia?
2. Jakie funkcje spełnia zakład odlewniczy?
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
3. Jakie są główne działy odlewni?
4. Jakie są pomocnicze działy odlewni?
5. Co to jest spółka cywilna?
6. Gdzie należy zgłosić fakt podjęcia działalności spółki cywilnej?
7. Jakie są cechy spółki prawa handlowego?
8. Jakie znasz rodzaje spółek prawa handlowego?
9. Gdzie znajduje się rejestr spółek prawa handlowego?
10. Czy spółka z o.o. jest spółką kapitałową?
11. Co to jest aport?
12. Jakie dokumenty należy wypełnić przed podjęciem działalności gospodarczej?
13. W jakim celu wykonuje się badania rynku?
14. Z jakich etapów składa się uruchomienie produkcji w odlewni?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wpisz nazwy spółek kapitałowych i osobowych w odpowiednie miejsca w tabeli.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat rodzajów spółek,
3) wpisać w tabeli odpowiednie nazwy spółek kapitałowych i osobowych,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Spółki kapitałowe Spółki osobowe
Wyposażenie stanowiska pracy:
− plansza z tabelą j.w.,
− literatura fachowa,
− ołówek,
− gumka.
Ćwiczenie 2
Ułóż w odpowiedniej kolejności kartki z nazwami poszczególnych etapów
przygotowania produkcji w odlewni.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat kolejności etapów przygotowania produkcji w
odlewni,
3) ułożyć na planszy, w odpowiedniej kolejności, kartki z nazwami poszczególnych etapów
przygotowania produkcji,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− plansza,
− literatura fachowa,
− kartki z nazwami etapów przygotowania produkcji.
Ćwiczenie 3
Narysuj schemat organizacyjny małej odlewni stopów aluminium, odlewającej małe
ilości odlewów średniej wielkości w formach piaskowych.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat organizacji małej odlewni jako samodzielnego
zakładu,
3) narysować schemat organizacyjny małej odlewni, zawierający wszystkie działy,
podstawowe i pomocnicze, niezbędne do jej funkcjonowania,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− blok techniczny formatu A4,
− literatura fachowa,
− ołówki,
− przybory kreślarskie,
− gumka.
Ćwiczenie 4
Wypełnij dokumenty, niezbędne do zarejestrowania działalności małej odlewni jako
spółki jawnej.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat rodzajów spółek, na temat spółki jawnej oraz
na temat dokumentów, jakie trzeba wypełnić rozpoczynając działalność gospodarczą,
3) wypełnić wzory dokumentów znajdujące się na stanowisku pracy,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− wzory dokumentów:
− wniosek o rejestrację do Krajowego Rejestru Sądowego,
− wniosek o wpis do Krajowego Rejestru Urzędowego podmiotów Gospodarki
Narodowej RG-1

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
− zgłoszenie identyfikacyjne NIP-1,
− zgłoszenie rejestracyjne VAT-R,
− formularz ZUS-ZFA,
− formularz ZUS – ZZA.
− ołówek,
− gumka.
4.1.4. Sprawdzian postępów
Czy potrafisz:
tak
nie
1) zdefiniować pojęcie odlewni?
2) zdefiniować pojęcie zakładu odlewniczego?
3) określić zadania działów głównych odlewni?
4) określić zadania działów pomocniczych odlewni?
5) określić cechy spółki cywilnej?
6) określić cechy spółki prawa handlowego?
7) wymienić rodzaje spółek prawa handlowego?
8) wykonać schemat organizacji małej odlewni?
9) wypełnić dokumenty niezbędne przy rozpoczynaniu działalności
gospodarczej?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2. Organizacja stanowisk pracy w odlewni i wyposażenie
techniczne odlewni
4.2.1. Materiał nauczania
Układ stanowisk pracy i podział pracy na nich powinien być dostosowany do
projektowanej organizacji pracy w odlewni.
Stanowiska
pracy
mogą być:
− ręczne
− maszynowe,
− maszynowo-ręczne,
− automatyczne.
Organizacja stanowiska pracy powinna wyrażać się w:
− racjonalnym rozplanowaniu i zapewnieniu pracownikowi maksimum wygody
na stanowisku pracy (odpowiednia wysokość stołów i podstaw itp.),
− zapewnieniu pracownikowi formierni dostawy modeli, narzędzi przyrządów, skrzynek
formierskich, rdzeni oraz materiałów formierskich pomocniczych,
− zwolnieniu formierzy od czynności pomocniczych, jak przesiewanie masy, prostowanie
szkieletów itp.,
− ograniczeniu do minimum konieczności wykonywania męczących ruchów: podnoszenia
ciężarów, sięgania do dalekich uchwytów, zmiana miejsca pracy,
− zapewnieniu pracownikowi odpowiednich narzędzi pneumatycznych do ubijania,
wydmuchiwania form, czernienia form itp.
Projekt organizacji stanowiska pracy obejmuje:
− sporządzenie szkicu stanowiska pracy, na którym należy zaznaczyć:
− urządzenie zasadnicze (maszyna formierska, plac formierski, stół formierski, stół
rdzeniarski),
− miejsce na przyrządy i narzędzia (skrzynki formierskie, skrzynki rdzeniowe, modele,
ubijaki itp.),
− miejsce na materiały (masa formierska, rdzenie itp.),
− miejsce na materiały pomocnicze,
− miejsce na gotowe wyroby( formy, rdzenie),
− drogi przeznaczone do transportu materiałów i wyrobów oraz drogę odbywaną przez
pracowników w czasie pracy
− przy pracach maszynowych – zanalizowanie możliwości pokrycia czasu maszynowego
czasem ręcznym,
− przy pracach zespołowych – opracowanie harmonogramu współpracy członków jednej
lub kilku brygad.
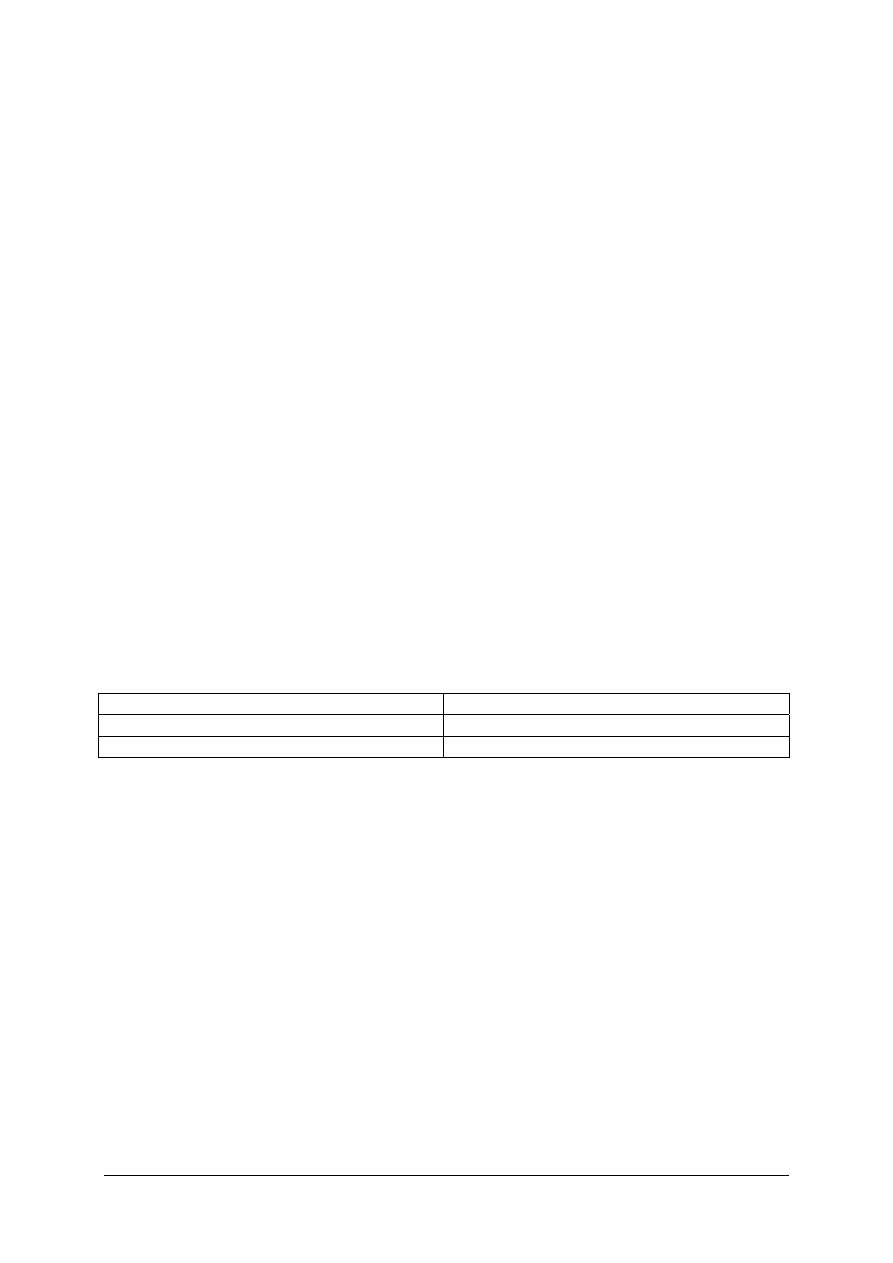
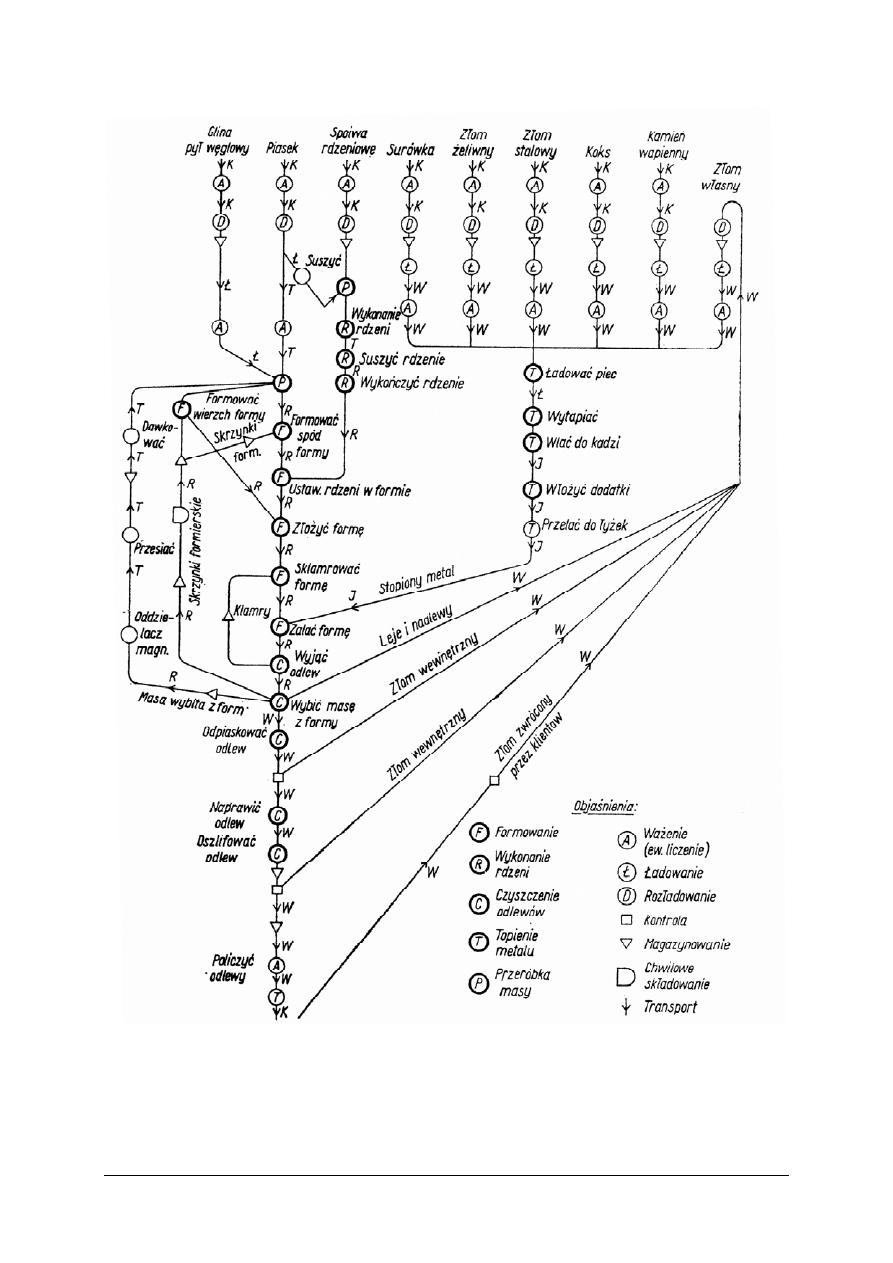
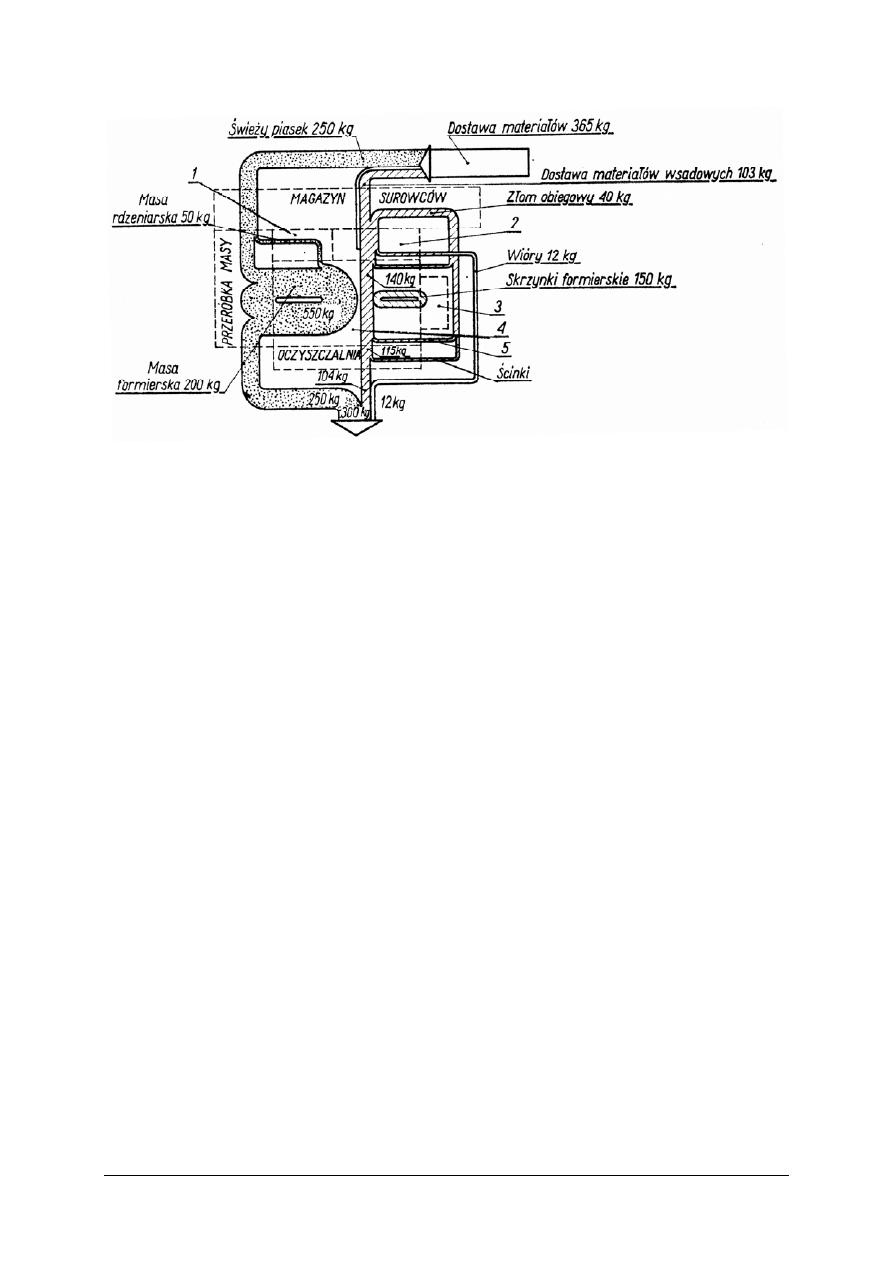
Produkcja
odlewni
związana jest z przemieszczeniem dużych mas różnorodnych
materiałów (rys.8, rys.9) - (składniki masy formierskiej, składniki wsadu metalowego, ciekły
metal, odlewy itd.), dlatego przy projektowaniu stanowisk i ich organizacji zasadniczym
zagadnieniem jest zapewnienie sprawnego przepływu materiałów. Dobór urządzeń i środków
transportu zależy od masy jednostkowej odlewu, wielkości produkcji i stopnia mechanizacji
odlewni.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 8. Schemat przepływu materiałów przez zakład odlewniczy
[9, s.605]
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys.9. Schemat przepływu materiału przez poszczególne oddziały odlewni.
[9, str.608]
Stanowisko
dostawy
materiałów i surowców połączone jest przenośnikami z magazynem.
Z magazynu piasek i materiały pomocnicze są transportowane do stacji przerobu masy
formierskiej i rdzeniowej, skąd masy formierska i rdzeniowa przechodzą do formierni
i rdzeniarni.
Skrzynki formierskie z magazynu skrzynek są transportowane do formierni.
Metal wraz ze złomem wewnętrznym (układy wlewowe, wióry, ścinki) topiony jest
w topialni, skąd transportowany jest na stanowisko zalewania w formierni.
W formierni znajduje się również stanowisko wybijania form, skąd odlewy są transportowane
do oczyszczalni, a wybita masa formierska z powrotem do stacji przerobu mas. Transport
może odbywać się przy pomocy wózków, przenośników, suwnic i żurawi.
Proces wytwarzania odlewu składa się z następujących operacji:
− wykonanie modelu i rdzennicy,
− przygotowanie mas formierskich i rdzeniowych,
− formowanie czyli wykonanie form,
− wykonanie rdzeni,
− montaż i składanie form,
− topienie metalu,
− zalewanie form,
− wybijanie odlewów,
− oczyszczanie i wykończanie odlewów,
− kontrola jakości odlewów.
Oddziały produkcyjne w odlewni są rozmieszczone w kolejności odpowiadającej
przebiegowi procesu technologicznego i wyposażone w maszyny i urządzenia niezbędne do
realizacji poszczególnych operacji procesu technologicznego.
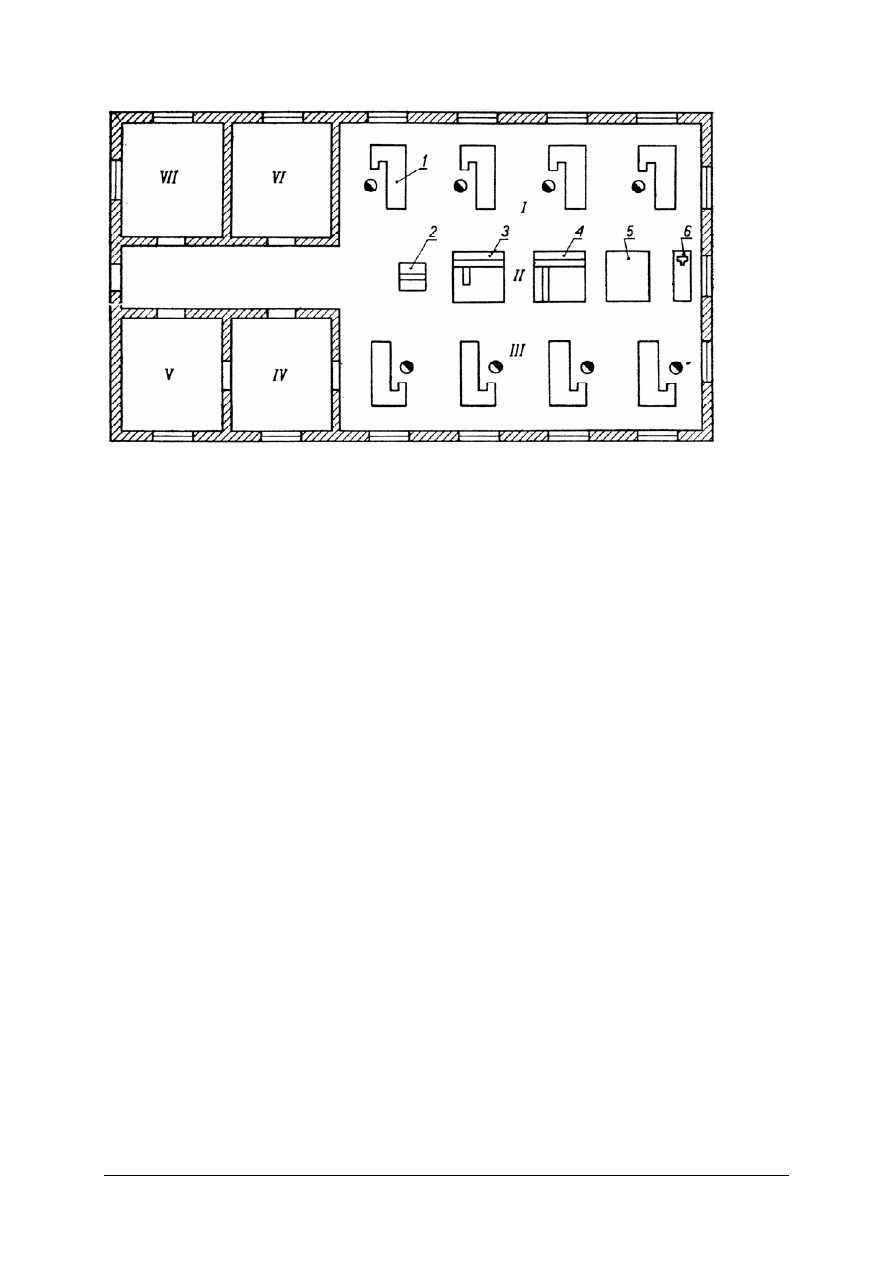
Modele i rdzennice wykonuje się w modelarni (rys. 10) na podstawie przygotowanych
przez technologów rysunków odlewniczych. W przypadku produkcji jednostkowej
modelarnie wykonują komplety modelowe do odlewania pojedynczych przedmiotów. Przy
produkcji seryjnej modelarnie wykonują modele drewniane potrzebne do odlewania modeli
metalowych obrabianych następnie w modelarni metalowej.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 10. Schemat małej modelarni wykonującej modele drewniane
[9, str.313]
Zastosowano następujące oznaczenia:
I. montaż drobnych i średnich modeli,
II. sekcja obrabiarek do drewna,
III. montaż dużych modeli,
IV. kontrola techniczna,
V. pomieszczenia biurowe,
VI. lakiernia ,
1. strugnica,
2. piła taśmowa,
3. strugarka grubościowa,
4. strugarka wyrówniarka,
5. płyta traserska,
6. tokarka.
Obrabiarki do drewna ustawione są pośrodku modelarni dla umożliwienia łatwego
dostępu do nich wszystkim pracownikom. Pomieszczenia dla obrabiarek powinny być
oddzielone od miejsc pracy modelarzy przegrodami zapewniającymi dobrą izolację
dźwiękową.
Obrabiarki, z których modelarze korzystają bezpośrednio w czasie pracy, należy umieszczać
między rzędami strugnic.
Między maszynami i warsztatami modelarskimi powinny znajdować się przejścia dla ludzi
i dla wewnętrznego transportu drewna i modeli.
Obok stanowisk modelarskich powinny znajdować się tablice, na których przypina się rysunki
modelowe.
Na miejscu montażu dużych modeli powinny znajdować się urządzenia do podnoszenia
i przenoszenia, przy modelach małych i średnich umieszcza się je poza miejscem montażu.
Praca w modelarni może być zorganizowana tak, że obrabiarki są obsługiwane przez
przydzielonych do nich na stałe pracowników. Mogą być też tzw. obrabiarki ogólnodostępne,
czyli każdy modelarz może obsługiwać każdą obrabiarkę, taki rodzaj organizacji może
występować jedynie w bardzo małych odlewniach, wymaga on od modelarza umiejętności
obsługi wszystkich typów obrabiarek, w związku z tym nie są one w pełni wykorzystane

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
i mają mniejszą wydajność, gdyż modelarz je obsługujący nie ma takiej wprawy, jak
pracownik stale przy nich pracujący.
Przygotowanie mas formierskich może odbywać się ręcznie przy użyciu łopat i
maszynowo. Mechanizacja przygotowania masy eliminuje ciężką pracę fizyczną, co jest
wskazane, biorąc pod uwagę duże ilości masy przerabiane w odlewniach.
Przygotowanie świeżej masy formierskiej składa się z następujących operacji:
− transport pneumatyczny składowanych na wolnym powietrzu piasków do suszarko -
chłodziarki fluidyzacyjnej umieszczonej nad stacją przerobu mas (piaski można też
suszyć w piecach),
− przedmuchiwanie piasku sprężonym powietrzem w celu wysuszenia, a następnie
studzenie,
− przesiewanie wystudzonego piasku na sicie, w celu usunięcia kamieni i żwiru oraz
zanieczyszczeń mechanicznych,
− transport do mieszarki,
− mieszanie w mieszarce piasku z dodatkiem wody i zawiesiny gliny w wodzie, w celu
uzyskania świeżej masy przymodelowej,
− spulchnianie masy przymodelowej.
Przeróbka masy formierskiej używanej składa się z następujących operacji:
− transport wybitej masy formierskiej spod stanowiska wybijania odlewów do separatorów
elektromagnetycznych,
− oddzielanie zanieczyszczeń metalowych w separatorach,
− transport do gniotowników,
− rozdrabnianie grud masy w gniotownikach,
− przesiewanie rozdrobnionej masy i jej odpylanie, czyli usuwanie pyłu, który powstał
w wyniku pękania ziaren piasku oraz przepalenia lepiszcza.
Następnie masa używana mieszana jest z masą świeżą w celu otrzymania masy jednolitej,
bądź też jest mieszana z wodą i spulchniana w spulchniarkach skąd jako masa wypełniająca
transportowana jest na stanowiska formierskie.
Część masy używanej, nie nadająca się do powtórnego użycia, transportowana jest jako tzw.
masa odwałowa na specjalne zwałowisko.
Zmechanizowany oddział przeróbki mas stanowi na ogół jeden agregat, związany przeważnie
z przenośnikami taśmowymi ze składem materiałów formierskich, przykład takiego agregatu
pokazany jest na rysunku 11.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
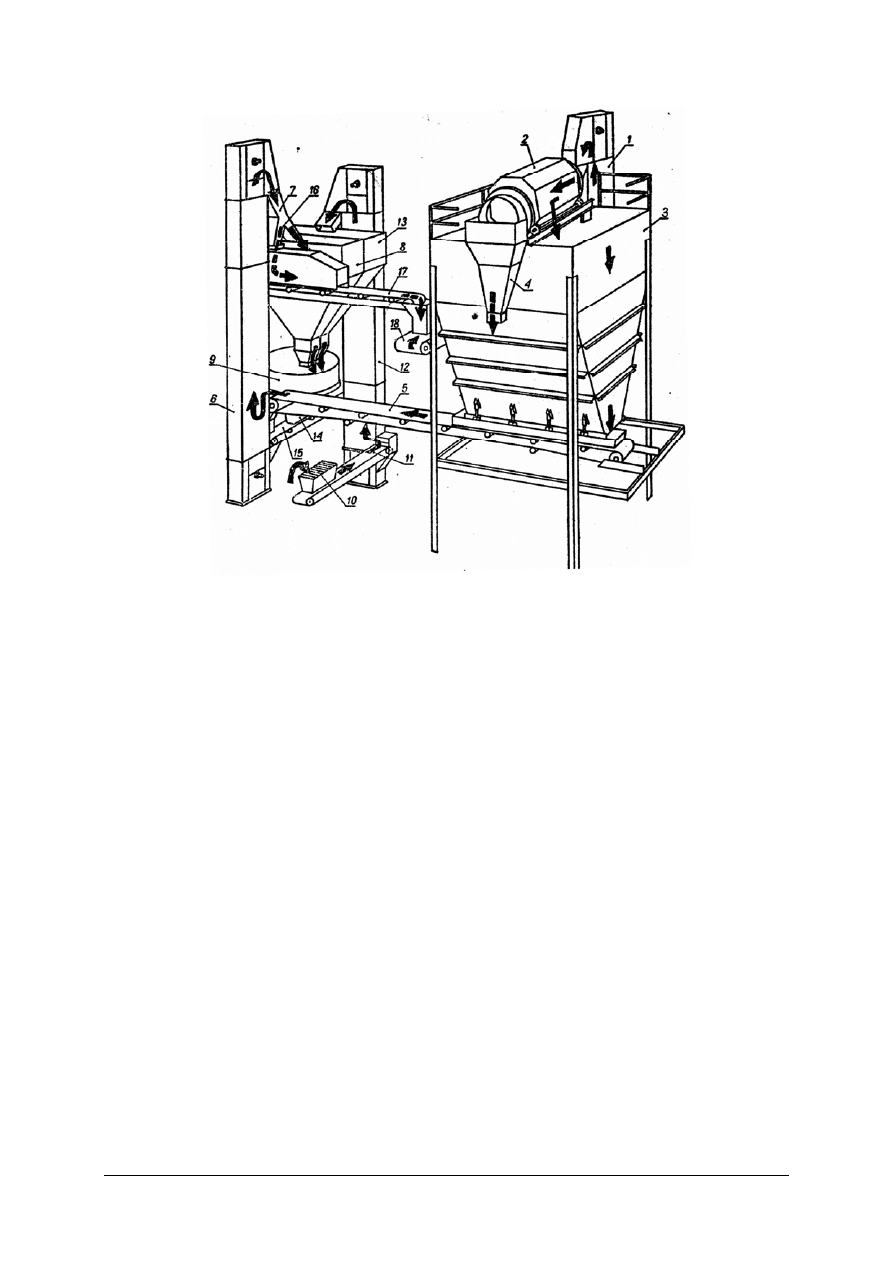
Rys.11. Agregat do przygotowywania masy formierskiej
[1, s.64]
Masa wybita z zalanych skrzynek formierskich jest dostarczana przenośnikiem
taśmowym z oddzielaczem magnetycznym (umieszczonym pod podłogą odlewni) do
przenośnika kubełkowego 1, którym przedostaje się pionowo w górę do obrotowego sita
wielobocznego 2. Przesiana masa gromadzi się w zbiorniku 3, a części grubsze są
odprowadzane rękawem 4 i wywożone na zwałowisko. Z zasobnika 3, za pomocą
przenośnika taśmowego 5 i kubełkowego 6 masa jest dostarczana rękawem 7 przez zbiornik 8
do mieszarki krążnikowej 9. Świeże materiały formierskie są dozowane przez kratę 10 i za
pomocą przenośnika taśmowego 11 i kubełkowego 12 dostarczane są do zbiornika 13, skąd
dostają się również do mieszarki 9. Po wymieszaniu w czasie 5- 10 minut, masa przechodzi
przez spulchniarkę 14 i przenośnikiem taśmowym jest dostarczana na stanowiska
formowania.
Nadmiar masy używanej z rękawa 7 przez otwór 16 i przenośniki 17 i 18 jest dostarczany
z powrotem do zbiornika 3.
Przy mniejszym stopniu mechanizacji organizacja pracy oddziału musi zapewnić:
-
dostarczanie materiałów o odpowiedniej jakości i ilości do przeróbki,
-
transport masy do stanowisk formowania i wykonywania rdzeni,
-
kontrolę jakości danej porcji masy w laboratorium.
W formierniach, w których wybija się odlewy „na placu”, instaluje się mieszarkę do
sporządzania masy i przeróbki masy obiegowej. W tym przypadku masa przymodelowa jest
dobrze wymieszana w mieszarce krążnikowej i następnie spulchniona.
Formowanie odbywa się na stanowiskach formierskich w oddziale produkcyjnym –
formierni.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Proces formowania może odbywać się ręcznie przy użyciu narzędzi formierskich (głównie
w produkcji jednostkowej i małoseryjnej), bądź w sposób częściowo lub całkowicie
zmechanizowany (w przypadku produkcji masowej i seryjnej).
Formiernia ręczna powinna być zaopatrzona w stół formierski, na którym odbywa się proces
wykonywania formy.
Do stołu dostarczane są przenośnikami masy formierskie ze stacji przerobu mas oraz skrzynki
formierskie.
Na stanowisku formowania powinny znajdować się wszystkie potrzebne narzędzia
formierskie.
W przypadku formowania bardzo dużych odlewów, stanowisko formierskie powinno być
zaopatrzone w urządzenie do transportu ciężkich skrzynek np. suwnicę.
W odlewniach mało zmechanizowanych zalewanie form odbywa się w tym samym
miejscu, gdzie są one wykonywane. Ciekły metal dostarczany jest na stanowisko zalewania
w kadziach przenoszonych przez suwnicę bądź przewożonych wózkami.
Wyposażenie formierni zmechanizowanej różni się dość znacznie od wyposażenia
formierni ręcznej. Do formowania maszynowego, oprócz skrzynek i narzędzi formierskich
niezbędne są:
− płyty prasujące,
− płyty podformowe
− sprawdziany kontrolne do składania form,
− płyty modelowe, które stosuje się zamiast modeli.
Ze względu na wielkoseryjność lub masowość produkcji, modele do formowania
maszynowego powinny odznaczać się dużą trwałością, niezmiennością wymiarów i w celu
zwiększenia dokładności wykonania odlewu również dużą gładkością. Z tych względów
stosuje się modele metalowe lub modele z tworzyw sztucznych.
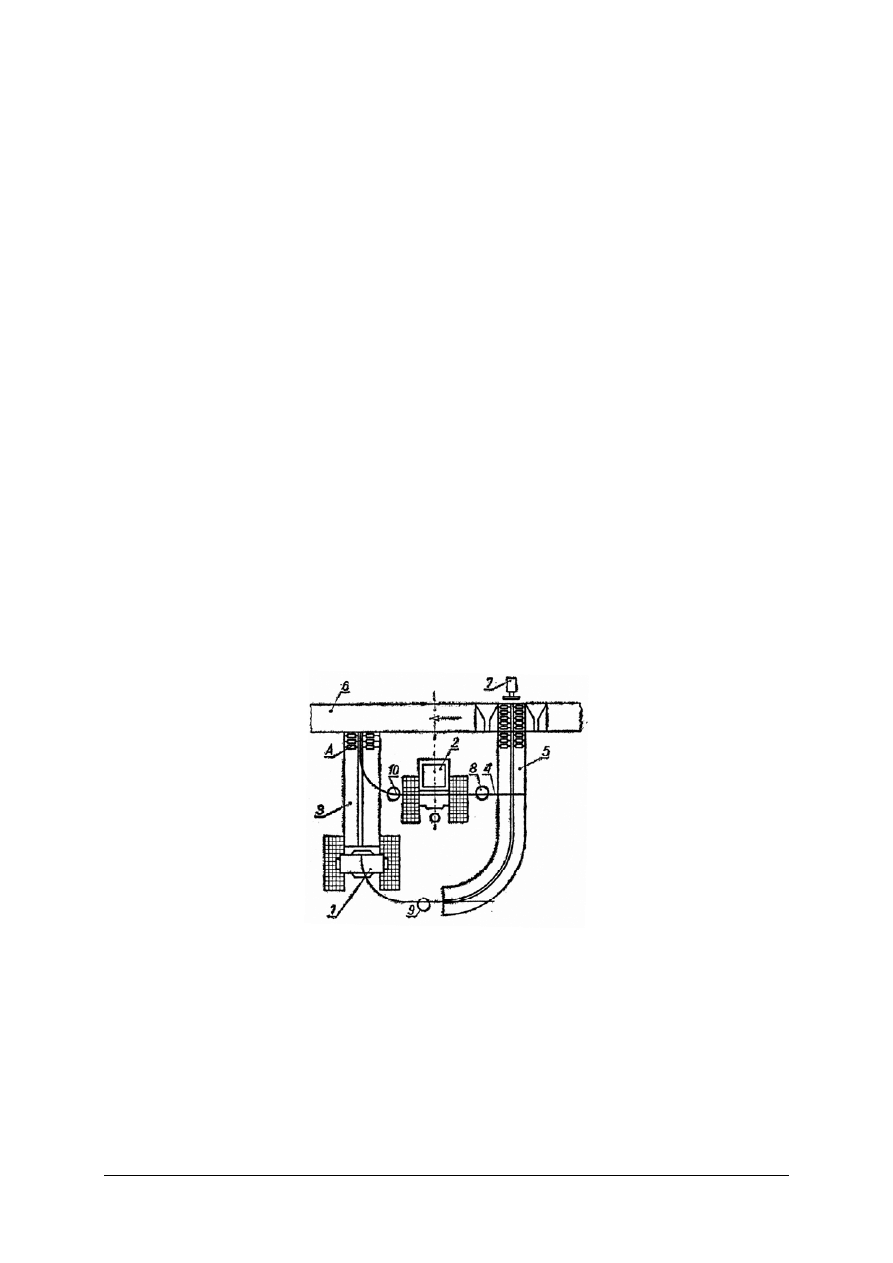
W formierni zmechanizowanej stosuje się dwa podstawowe układy maszyn formierskich:
zespołowy (rys12) i gniazdowy(rys.13).
Rys 12.Układ zespołowy (parzysty) formierek
[1, s.143]
W układzie zespołowym (parzystym), pokazanym na rys. 12, umieszcza się obok siebie
formierki przeznaczone do wykonywania górnej i dolnej połówki formy. Po wykonaniu
dolnej części formy na formierce 1, zsuwa się ją na przenośnik wałkowy 3. Górna część
formy z formierki 2 jest transportowana przenośnikiem pneumatycznym 10 przesuwającym
się po szynie 4. Po ustawieniu rdzeni i złożeniu formy w punkcie A, przesuwa się ją
na przenośnik wózkowy 6, który transportuje gotowe formy do miejsca zalewania.
Po wybiciu odlewów skrzynki formierskie wracają przenośnikiem wózkowym z drugiej
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
strony, popychacz pneumatyczny 7 spycha je na przenośnik wałkowy, skąd zabierane są przez
formierzy za pomocą przenośników pneumatycznych 8 i 9.
Rys.13. Układ gniazdowy (grupowy) formierek
[1, s.143]
W układzie gniazdowym przebieg formowania jest następujący: wzdłuż przenośnika
wózkowego 3 ustawione są grupami formierki do wykonywania dolnej części formy 1
i górnej części formy 2. Montaż formy odbywa się bezpośrednio na przenośniku wózkowym.
Po wybiciu odlewów puste skrzynki są dostarczane na stanowisko formowania przenośnikami
4 i przenośnikami wałkowymi 5 i 6.
Rdzenie wykonuje się w rdzeniarni. Organizacja rdzeniarni powinna obejmować:
− stanowisko przygotowania ochładzalników,
− stanowisko wytwarzania mas rdzeniowych składające się ze zbiornika piasku,
pojemników ze składnikami masy, mieszarki i urządzenia transportowego,
− magazyn rdzennic,
− stoły rdzeniarskie,
− magazyn narzędzi rdzeniarskich,
− magazyn materiałów pomocniczych,
− regały przewoźne do składowania rdzeni,
− suszarki do rdzeni.
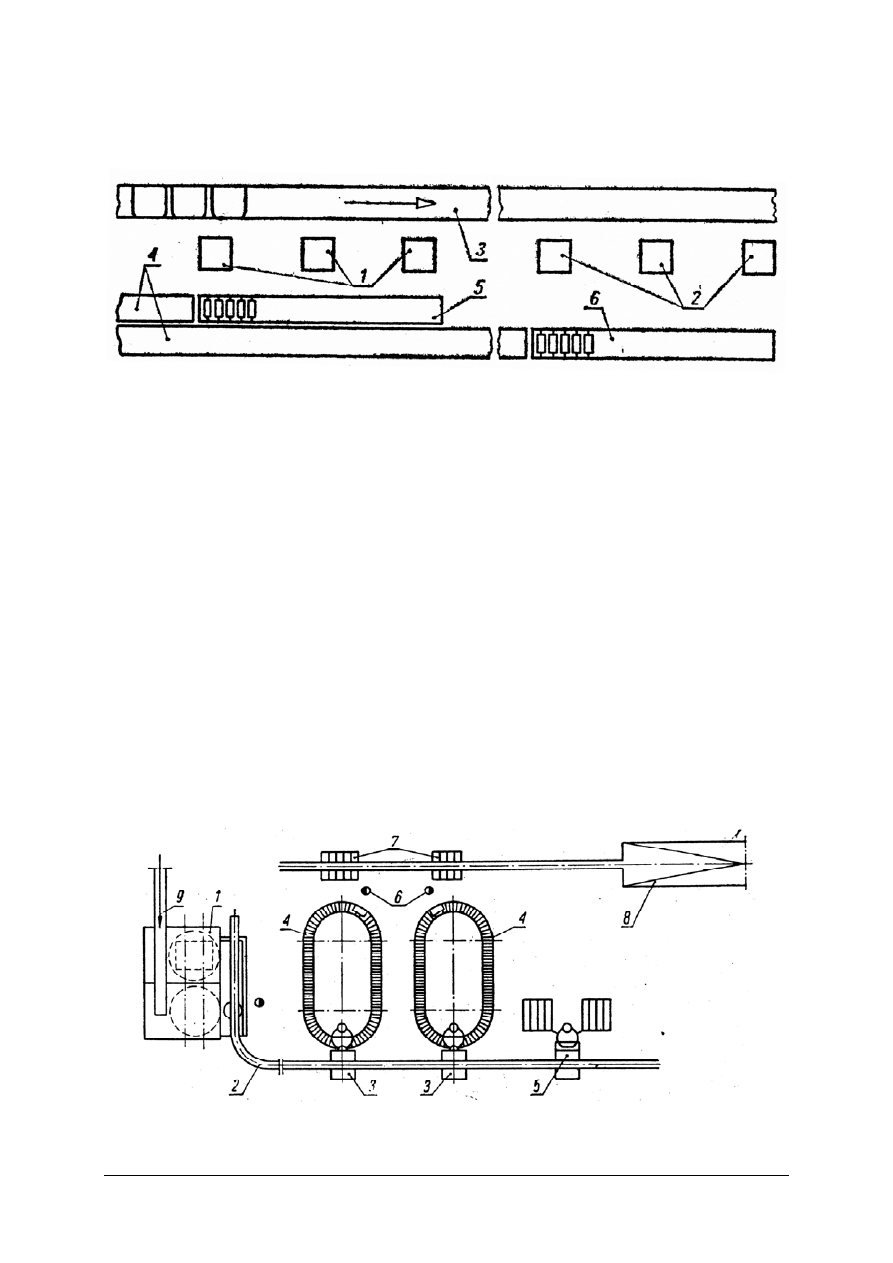
W rdzeniarniach rys.14) zmechanizowanych przygotowana masa rdzeniowa transportowana
jest do zasobników nad maszynami rdzeniarskimi, skąd jest pobierana w celu wykonania
rdzeni na maszynach rdzeniarskich.
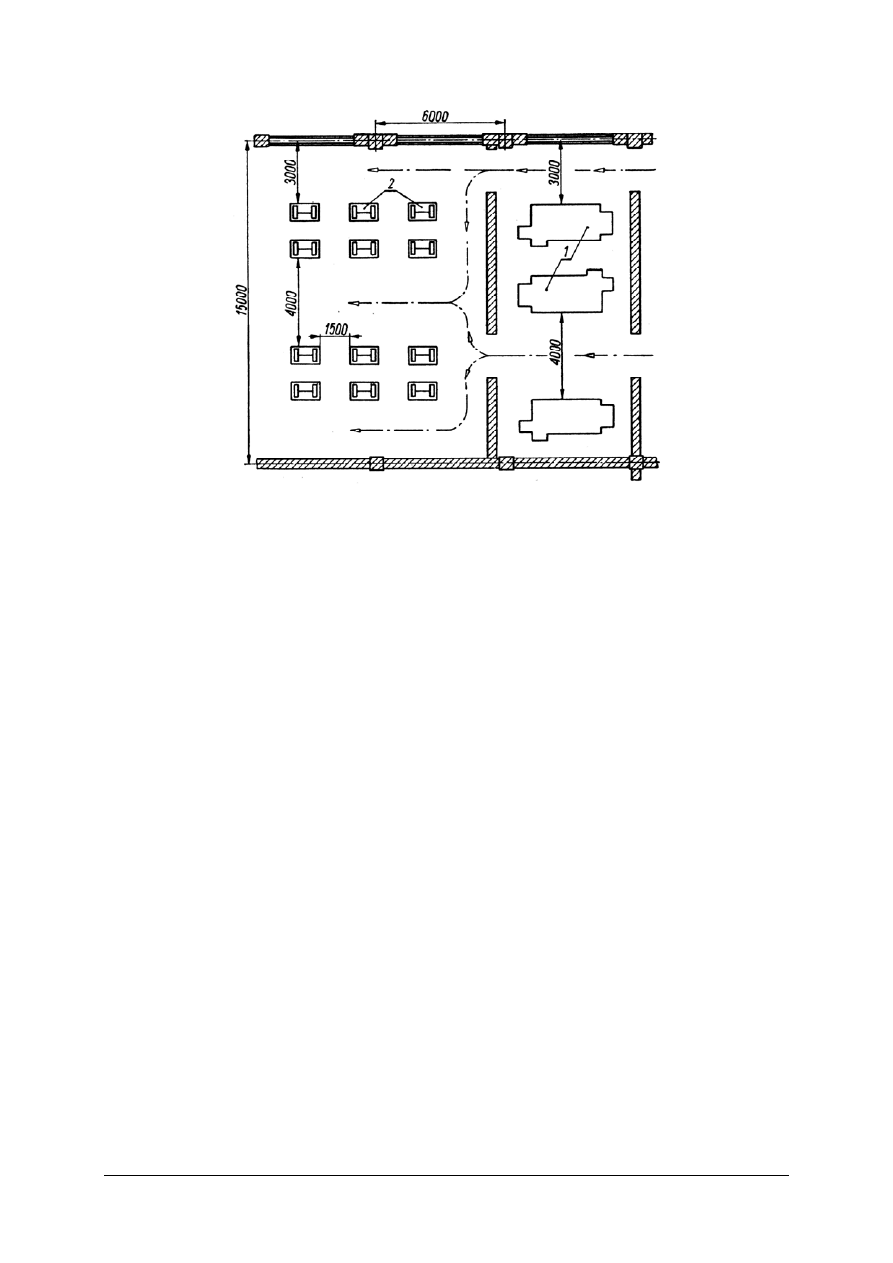
Rys 14. Rozplanowanie rdzeniarni o produkcji małoseryjnej
[13, str.448]

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
zastosowano następujące oznaczenia:
1) mieszarki,
2) tor wciągnika przejezdnego,
3) strzelarki do rdzeni,
4) przenośniki wałkowe do transportu rdzennic,
5) ręczne stanowisko pracy,
6) stanowiska wyjmowania rdzeni z rdzennicy,
7) stojaki z podstawkami rdzeniowymi,
8) suszarka przelotowa,
9) przenośnik suchego piasku.
Montaż i zalewanie form odbywa się w formierni, wybijanie odlewów z form odbywa się
również w formierni, na stanowisku wybijania form, pod którym znajduje się przenośnik
taśmowy do transportu wybitej masy formierskiej.
Stanowiska wybijania odlewów powinno być wyposażone w młoty pneumatyczne lub w kraty
wstrząsowe, a także w urządzenia transportowe do usuwania wybitej masy.
Topienie metalu odbywa się w topialni, gdzie znajdują się piece, w których uzyskuje się
ciekły metal. Rodzaj pieców zależy od rodzaju ciekłego metalu, który używany jest
w odlewni: żeliwiak, piece elektryczne, piece gazowe. Obok pieca powinno znajdować się
stanowisko składowania wsadu oraz materiałów pomocniczych stosowanych przy
przygotowywaniu stopu.
Zadaniem topialni jest przygotowanie odpowiedniej ilości ciekłego metalu o odpowiednim
składzie. Niezależnie od rodzaju odlewni, w topialni muszą być wykonane następujące
czynności:
− ilościowe przygotowanie wsadu – ważenie,
− transport wsadu do pieca,
− załadunek wsadu do pieca,
− usunięcie żużla,
− odbiór ciekłego metalu.
Najważniejszą czynnością jest załadunek pieca, sposób załadunku wpływa na organizację
przygotowania wsadu, zwłaszcza jego ważenia i transportu do pieca.
W topialni powinny się również znajdować urządzenia transportowe do transportu wsadu
do pieca oraz do transportu ciekłego metalu do stanowisk zalewania.
Po wybiciu odlewów z form na kracie wstrząsowej lub ręcznie przy użyciu młota
pneumatycznego, poddaje się je operacji oczyszczania i wykończania w oczyszczalni, sposób
rozmieszczenia maszyn w oczyszczalni pokazuje rysunek 15.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys.15. Schemat usytuowania maszyn w oczyszczalni drobnych odlewów
[13, s.450]
zastosowano następujące oznaczenia:
1) oczyszczarki,
2) szlifierki dwutarczowe.
Oczyszczanie i wykończanie skomplikowanych odlewów składa się z kilku czynności
wykonywanych na różnych urządzeniach i z wykorzystaniem różnych maszyn.
Oczyszczalnia odlewów musi być wyposażona w:
− urządzenia do wybijania rdzeni ( wibracyjne lub bębnowe),
− urządzenia do oddzielania masy formierskiej i rdzeniowej od odlewów, czyli np.
oczyszczarki bębnowe, komorowe pneumatyczne, wirnikowo – gąsienicowe, tunelowe,
wodne,
− urządzenia do usuwania elementów układu wlewowego, czyli piły taśmowe, piły
tarczowe, palniki acetylenowe, wiertarki, okrawarki, szlifierki obcinarki,
− urządzenia do oczyszczania powierzchni, czyli oczyszczarki pneumatyczne, bębnowe,
wirnikowe, szlifierki ręczne, frezarki,
− stanowisko naprawy odlewów wyposażone w urządzenia do spawania łukowego,
urządzenia do spawania gazowego, urządzenia do prostowania, urządzenia
do uszczelniania,
− stanowisko do kontroli odlewów zaopatrzone w urządzenia do kontroli szczelności
i sprawdziany wymiarów,
− stanowisko nakładania powłok ochronnych wyposażone w urządzenia do malowania
natryskowego, zanurzeniowego i do innych sposobów malowania odlewów.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
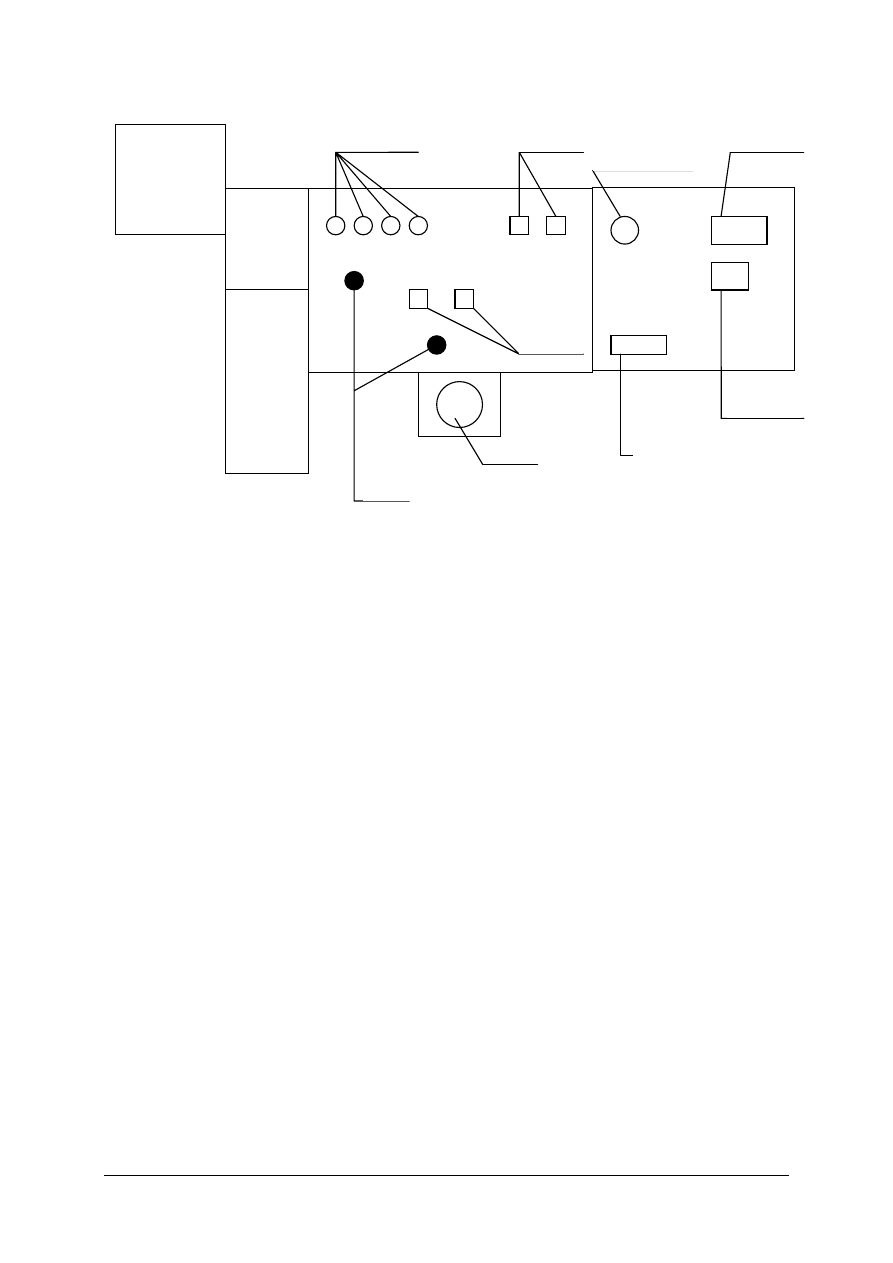
Rys.16. Schemat wyposażenia technicznego małej odlewni produkującej odlewy z różnych stopów ( żeliwo,
stopy aluminium, brązy i mosiądze).
[opracowanie własne]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania
przebiegu ćwiczeń i ich wykonania.
1. Jakie maszyny są niezbędne w modelarni wykonującej modele drewniane?
2. Z jakich operacji składa się proces przygotowania masy formierskiej?
3. Jakie urządzenia powinny znajdować się w stacji przerobu mas?
4. W jakie urządzenia i przyrządy wyposażona jest formiernia ręczna?
5. W jakie maszyny i urządzenia wyposażona jest formiernia zmechanizowana?
6. Jakie urządzenia powinny znajdować się w rdzeniarni?
7. Co to jest wybijanie odlewów i jak się je wykonuje?
8. Jakie urządzenia powinny znajdować się na stanowisku wybijania odlewów?
9. Jakie urządzenia powinny znajdować się w oczyszczalni?
10. W jaki sposób oczyszcza się odlewy po wybiciu?
11. Jakie urządzenia powinny znajdować się w topialni?
12. Jakie urządzenia transportowe można zastosować do transportu piasku do stacji przerobu
mas?
13. Jakie urządzenia transportowe można zastosować do transportu ciekłego metalu z topialni
do stanowiska zalewania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj
organizację stanowisk pracy w małej odlewni aluminium, wykonującej
odlewyw formach piaskowych.
Rdzeniarnia
Biuro
Piece topialne
Formierki
Formierki
Żurawie
Żeliwiak
Piła
ramowa
Przecinarka
tarczowa
Oczyszczarka
bębnowa
Mieszarka masy
formierskiej
HALA

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat organizacji stanowisk pracy w małej odlewni
piaskowej,
3) narysować układ stanowisk pracy w małej odlewni aluminium uwzględniając przepływ
materiałów przez poszczególne stanowiska pracy,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− blok techniczny formatu A4,
− literatura fachowa,
− ołówki,
− przybory kreślarskie,
− gumka.
Ćwiczenie 2
Zaprojektuj
wyposażenie techniczne odlewni, której organizację stanowisk pracy
projektowałeś w poprzednim ćwiczeniu.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat wyposażenia technicznego stanowisk pracy
w małej odlewni piaskowej,
3) wykonać na kartkach samoprzylepnych napisy określające rodzaj maszyn i urządzeń
niezbędnych na określonym stanowisku pracy,
4) przykleić kartki w odpowiednich miejscach schematu organizacji stanowisk pracy
w odlewni,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− schemat organizacji stanowisk pracy, wykonany w ćwiczeniu 1,
− literatura fachowa,
− kartki samoprzylepne,
− ołówki,
− przybory kreślarskie,
− gumka.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.2.4. Sprawdzian postępów
Czy potrafisz:
tak nie
1) określić, jakie stanowiska pracy są niezbędne do funkcjonowania małej
odlewni stopów aluminium?
2) ustalić rozmieszczenie tych stanowisk w hali, biorąc pod uwagę przepływ
masy przez odlewnię?
3) określić, jakie urządzenia transportowe będą potrzebne w takiej odlewni?
4) ustalić liczbę i rozmieszczenie urządzeń transportowych?
5) dobrać wyposażenie topialni?
6) dobrać wyposażenie stacji przerobu mas?
7) dobrać wyposażenie rdzeniarni?
8) dobrać wyposażenie formierni?
9) dobrać wyposażenie stanowiska zalewania?
10) dobrać wyposażenie stanowiska wybijania odlewów?
11) dobrać wyposażenie oczyszczalni odlewów?
12) zaprezentować efekty swojej pracy?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3 Kwalifikacje pracowników i zdolność produkcyjna odlewni
4.3.1. Materiał nauczania
Kwalifikacje pracowników odlewni
Wymagania
dotyczące kwalifikacji pracowników odlewni zależą od stopnia mechanizacji
oraz od rodzajów maszyn i urządzeń, w jakie wyposażona jest odlewnia.
Pracownicy odlewni powinni być absolwentami zasadniczej szkoły zawodowej o kierunku
operator maszyn i urządzeń odlewniczych.
Powinni oni posiadać następujące umiejętności:
− czytać i szkicować rysunki konstrukcyjne i technologiczne (odlewnicze),
− czytać schematy układów mechanicznych, pneumatycznych, hydraulicznych,
elektrycznych i automatyki przemysłowej występujące w odlewnictwie,
− oceniać stan techniczny użytkowanego urządzenia,
− wykonywać proste naprawy, regulacje i konserwacje maszyn i urządzeń odlewniczych,
− oceniać i weryfikować narzędzia, oprzyrządowanie modelowe i przyrządy pomocnicze
stosowane w procesach odlewniczych,
− posługiwać się urządzeniami pomiarowymi i sprawdzianami w procesie
technologicznym,
− kontrolować działanie i sprawdzać prawidłowość pracy aparatury pomiarowej,
− rozpoznawać materiały formierskie, rdzenie i formy
− zalewać formy ciekłym metalem,
− wybijać i oczyszczać odlewy,
− uruchamiać podstawowe maszyny i urządzenia odlewnicze,
− kontrolować pracę podstawowych maszyn i urządzeń odlewniczych,
− wykrywać wady odlewów,
− dokonywać napraw odlewów,
− analizować przyczyny wad w celu wyeliminowania lub ograniczenia braków
odlewniczych,
− wykonywać kontrolę przebiegu procesu technologicznego zgodnie z procedurami
zapewnienia jakości,
− pobierać próbki do badań składu chemicznego, właściwości wytrzymałościowych
i technologicznych oraz struktury zgodnie z warunkami zamówienia,
− stosować zasady bhp, ppoż. i ochrony środowiska naturalnego podczas wykonywania
pracy oraz udzielać pierwszej pomocy w wypadkach przy pracy,
− korzystać z urządzeń komputerowych stosowanych w procesach wytwarzania, kontroli
i sterowania oraz analizy jakości,
− korzystać z norm, instrukcji, DTR oraz literatury technicznej,
− prowadzić proces przygotowania mas formierskich i rdzeniowych wg instrukcji
technologicznej,
− wykonywać rdzenie i formy ręcznie lub maszynowo na pojedynczych urządzeniach oraz
zmechanizowanych i zautomatyzowanych liniach produkcyjnych zgodnie z instrukcjami
technologicznymi,
− przygotowywać wsad, prowadzić wytop i spust ciekłego metalu,
− wykonywać odlewy kokilowe, ciśnieniowe i odśrodkowe,
− sporządzać raporty produkcyjne.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Ponadto pracownicy zatrudnieni przy pracach związanych z obsługą urządzeń transportowych
powinni posiadać uprawnienia do obsługi tych urządzeń wydane przez Urząd Dozoru
Technicznego. Dotyczy to obsługi wózków i suwnic.
Pracownik topialni w małej odlewni ma zwykle obowiązek transportowania stopu
na stanowisko zalewania, a więc musi posiadać uprawnienia do obsługi urządzeń
transportowych.
Formierz zatrudniony w małej odlewni produkującej ciężkie i duże odlewy może również
zajmować się transportowaniem zalanych skrzynek formierskich na stanowisko wybijania.
Transport taki odbywa się przy pomocy suwnic, dźwignic i żurawi, więc formierz musi
posiadać uprawnienia do ich obsługi.
Pracownik odlewni musi posiadać również odpowiednie cechy psychofizyczne, czyli:
− rozwiniętą wyobraźnię,
− zdolność koncentracji,
− podzielność uwagi,
− systematyczność i dokładność w pracy, inicjatywę i pomysłowość,
− wytrwałość i sumienność,
− zamiłowanie do ładu i porządku,
− szybkość podejmowania decyzji i działania,
− poczucie odpowiedzialności za bezpieczeństwo pracy własne i innych oraz
za powierzone mienie,
− wysoki stopień koordynacji wzrokowo – słuchowej,
− dobry wzrok i słuch, prawidłowy rozwój fizyczny
− odporność na trudne i niebezpieczne warunki środowiska pracy.
Pracownik o takim wykształceniu może być zatrudniony w odlewni jako:
1. operator maszyn i urządzeń odlewniczych, którego zadaniem jest:
− obsługa maszyn w zmechanizowanej odlewni piaskowej,
− obsługa maszyn w zmechanizowanej odlewni kokilowej,
− obsługa maszyn w zmechanizowanej odlewni ciśnieniowej.
2. Piecowy odlewni metali, którego zadaniem jest:
− przygotowywanie wsadu,
− załadowywanie wsadu do pieca topialnego,
− prowadzenie procesu topienia zgodnie z instrukcją technologiczną,
− wylewanie ciekłego metalu do kadzi,
− ewentualnie transport ciekłego metalu na miejsce zalewania.
3. Pracownik stacji przerobu mas formierskich, którego zadaniem jest:
− przygotowanie głównych i pomocniczych składników masy formierskiej,
− dobór ilościowy składników masy,
− wykonywanie masy formierskiej zgodnie z instrukcją technologiczną,
− dbałość o prawidłowy skład masy i jej właściwości zgodne z instrukcją
technologiczną (np.. wilgotność, wytrzymałość),
− ewentualnie transport masy na stanowisko formowania.
4. Pracownik stacji przerobu mas rdzeniowych, którego zadaniem jest:
− przygotowanie głównych i pomocniczych składników masy rdzeniowej,
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
− dobór ilościowy składników masy,
− wykonywanie masy rdzeniowej zgodnie z instrukcją technologiczną,
− dbałość o prawidłowy skład masy i jej właściwości zgodne z instrukcją
technologiczną,
− ewentualnie transport masy do rdzeniarni.
5. Formierz ręczny, którego zadaniem jest:
− przygotowanie skrzynek formierskich odpowiednich dla wielkości wykonywanego
odlewu,
− przygotowanie odpowiednich przyrządów, niezbędnych podczas wykonywania
formy,
− wykonanie formy zgodnie z instrukcja technologiczną,
− dbałość o prawidłową jakość wykonanej formy, ewentualnie transport formy
na stanowisko zalewania.
6. Rdzeniarz ręczny, którego zadaniem jest:
− dbałość o prawidłowy stan skrzynek rdzeniowych (rdzennic),
− przygotowanie przyrządów niezbędnych do wykonania rdzeni,
− przygotowanie materiałów pomocniczych niezbędnych do wykonania rdzeni,
− wykonywanie rdzeni zgodnie z instrukcją technologiczną,
− transport rdzeni do suszarni,
− nadzór nad suszeniem rdzeni zgodnie z instrukcja technologiczną,
− kontrola wymiarów wykonanych rdzeni i ich właściwości,
− ewentualnie transport rdzeni na stanowisko składania form.
7. Zalewacz form, którego zadaniem jest:
− obciążenie lub sklamrowanie złożonych form,
− zalewanie form ciekłym metalem w sposób zgodny z instrukcją technologiczną,
− transport zalanych form na stanowisko wybijania.
8. Wybijacz odlewów, którego zadaniem jest:
− wybijanie odlewów ze skrzynki formierskiej zgodnie z instrukcją technologiczną,
− wybijanie rdzeni z odlewów zgodnie z instrukcją technologiczną,
− transport wybitych odlewów do oczyszczalni,
− ewentualny transport wybitej masy rdzeniowej na składowisko.
9. Oczyszczacz odlewów, którego zadaniem jest:
− usuwanie układów wlewowych zgodnie z instrukcją technologiczną,
− usuwanie nierówności powierzchni przy użyciu odpowiednich narzędzi,
− ocena stanu powierzchni odlewu po oczyszczeniu,
− ewentualna naprawa wad powierzchni odlewu,
− obróbka cieplna lub cieplno – chemiczna odlewu, jeśli jest przewidziana,
− nałożenie powłoki na odlew, jeśli jest przewidziana.
10. Pracownik kontroli jakości gotowych odlewów, którego zadaniem jest:
− kontrola powierzchni odlewu,
− kontrola wymiarów,
− kontrola składu chemicznego metalu, z którego został wykonany odlew,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
− kontrola właściwości mechanicznych odlewu, jeśli jest przewidziana,
− wykrywanie wad wewnętrznych odlewów, jeśli jest to przewidziane.
W oczyszczalni może być również zatrudniony absolwent zasadniczej szkoły zawodowej
o specjalności ślusarz.
W odlewniach kokilowych ślusarze są również zatrudniani na stanowisku przygotowania
kokil, gdzie zajmują się naprawą uszkodzeń kokil, przygotowaniem ich powierzchni do
zalewania, także wykonują drobne poprawy kokili, polepszające jakość odlewanych w niej
odlewów.
Przeciwwskazaniami zdrowotnymi do zatrudnienia w odlewni są:
− skrzywienie kręgosłupa średnie i duże,
− płaskostopie,
− ograniczenie sprawności ruchowej kończyn,
− koślawość kolan,
− wady wzroku dużego i średniego stopnia,
− zaćma, choroby siatkówki i oczopląs,
− choroby krążenia, serca , żył,
− przewlekłe choroby płuc i górnych dróg oddechowych,
− choroby układu nerwowego, padaczka, zaburzenia równowagi,
− lęk przestrzeni,
− nerwica,
− przewlekłe choroby narządu słuchu z niedosłuchem,
− przewlekłe choroby skóry,
− choroba wrzodowa układu pokarmowego.
Zdolność produkcyjna odlewni.
Zdolność produkcyjna odlewni jest to wielkość posiadanych przez odlewnię mocy
produkcyjnych, czyli liczba i wydajność maszyn, liczba i wydajność pracowników
wykonujących obróbkę ręczną.
Zdolność produkcyjna zależy od:
− wielkości odlewni,
− stopnia mechanizacji i automatyzacji procesów produkcyjnych.
Zdolność produkcyjną określa się zazwyczaj:
− dla formierni w maszynogodzinach, roboczogodzinach lub liczbą form wykonywanych
na godzinę (zmianę, miesiąc, kwartał, rok),
− dla rdzeniarni w maszynogodzinach, roboczogodzinach lub w jednostkach objętości
rdzeni na jednostkę czasu,
− dla suszarni w jednostkach objętości lub masy na jednostkę czasu albo w przypadku
produkcji powtarzalnej liczba jednakowych form lub rdzeni na jednostkę czasu,
− dla oddziału topienia w jednostkach masy ciekłego metalu na jednostkę czasu,
− dla oczyszczalni dla procesu wybijania – w formach na godzinę (zmianę, miesiąc,
kwartał, rok), a dla procesu oczyszczania – w tonach lub sztukach odlewu na jednostkę
czasu,
− dla oddziałów przerobu mas w jednostkach masy lub objętości na jednostkę czasu.
Zdolność produkcyjną każdego oddziału odlewni można również określić, jako sumę mocy
produkcyjnych stanowisk tego oddziału.
Planując produkcję należy wziąć pod uwagę, aby suma pracochłonności poszczególnych
asortymentów lub operacji nie przekraczała zdolności produkcyjnej odlewni.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Planowanie produkcji polega na zestawieniu nakładów niezbędnych do wykonania zadania
z posiadaną zdolnością produkcyjną. Wielkość nakładów mocy produkcyjnej odlewni
niezbędna do wykonania zadania obejmuje:
− ilość masy formierskiej i rdzeniowej,
− objętość rdzeni poddawanych suszeniu,
− masa metalu niezbędna do wypełnienia formy,
− czas wykonania formy,
− stopień zajęcia powierzchni formierni,
− czas zajęcia maszyn i urządzeń,
− czas zalewania,
− czas krzepnięcia metalu w formie,
− czas wybijania,
− czas oczyszczania odlewów,
− czas transportu.
Wyprodukowanie odlewu wymaga ściśle określonej współpracy wielu oddziałów
produkcyjnych odlewni, jak oddział przygotowania mas, oddział topienia, rdzeniarnia,
formiernia, suszarnia, laboratoria kontroli materiałów formierskich i metalograficzne itd.
Stopień obciążenia każdego z tych oddziałów jest zróżnicowany. W przypadku drobnych
odlewów o skomplikowanych kształtach główne obciążenie przypada na formiernię
i rdzeniarnię, a w przypadku dużych odlewów o prostych kształtach - na oddział topienia
metalu i przygotowania mas.
Specyfika produkcji odlewniczej polega również na tym, że proces produkcyjny odlewu od
przygotowania masy aż do zalania formy musi być zrealizowany w ciągu jednej zmiany lub
co najwyżej jednej doby. Przekroczenie tego okresu prowadzi do zbyt dużego przesuszenia
form oraz pochłonięcia wilgoci przez rdzenie w formach, a w rezultacie do niemożliwości ich
zalania.
Zdolność produkcyjna odlewni zależy przede wszystkim od zdolności produkcyjnej głównych
oddziałów, którymi są:
− formiernia,
− rdzeniarnia
− topialnia.
Zdolność produkcyjną odlewni wyrażaną liczbą gotowych odlewów oblicza się
według następującego wzoru:
w
n
m
m
p
P
K
K
F
Z
×
×
=
Gdzie:
-
Z
p
-
zdolność produkcyjna,
- F
m
- dysponowany fundusz czasu pracy maszyn lub pracowników,
- K
m
- planowane wykorzystanie czasu pracy maszyn lub pracowników (Fm),
- K
n
- planowany współczynnik wykonania norm,
- P
w
- normowana pracochłonność w maszynogodzinach lub roboczogodzinach.
Dysponowany fundusz czasu pracy maszyn lub pracowników jest to ogólny czas pracy
maszyn lub pracowników w określonym czasie, czyli np. w ciągu 1 roku, 1 kwartału lub
1 miesiąca. Należy przy tym pamiętać, że niektóre stanowiska maszyn mogą być wyłączone
z ruchu przez pewien czas z uwagi na planowane remonty oraz, że liczba dni roboczych
kolejnych kwartałów czy poszczególnych miesięcy jest różna( święta, soboty,niedziele).

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Czas wykonywania prac odlewniczych jest sumą czasu niezbędnego do wykonania odlewu
i czasu tzw. przygotowawczo-zakończeniowego i jest on ujęty w nomach dla każdego rodzaju
produkcji odlewniczej. Dla każdego odlewu określana jest tzw. pracochłonność, czyli suma
czasu niezbędnego do wykonania odlewu i czasu przygotowawczo – zakończeniowego.
W odlewniach dużych, zmechanizowanych lub zautomatyzowanych, zdolność produkcyjna
zależy od ustalonych norm czasu na wykonanie poszczególnych operacji i jest zwykle duża,
gdyż składniki F
m
i K
m
są duże .
W odlewniach małych, gdzie stopień mechanizacji jest mały, a produkcja zwykle
krótkoseryjna lub jednostkowa, zdolność produkcyjna jest mniejsza, gdyż duża część operacji
wykonywana jest ręcznie, co wydłuża czas wykonania odlewu i zwiększa składnik P
w
,
a zmienność asortymentu zmniejsza składniki K
m
i K
n
.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania
przebiegu ćwiczeń i ich wykonania.
1. Jakie są kwalifikacje pracownika zatrudnionego w stacji przerobu mas?
2. Jakie są zadania wykonywane przez pracownika zatrudnionego w stacji przerobu mas?
3. Jakie są kwalifikacje pracownika zatrudnionego w topialni?
4. Jakie są zadania wykonywane przez pracownika zatrudnionego w topialni?
5. Jakie są kwalifikacje pracownika zatrudnionego w formierni?
6. Jakie są zadania wykonywane przez pracownika zatrudnionego w formierni?
7. Jakie są kwalifikacje pracownika zatrudnionego w rdzeniarni?
8. Jakie są zadania wykonywane przez pracownika zatrudnionego w rdzeniarni?
9. Gdzie zatrudniony jest piecowy odlewni metali?
10. Gdzie zatrudniony jest formierz?
11. Gdzie zatrudniony jest rdzeniarz?
12. Jakie są kwalifikacje pracownika zatrudnionego w oczyszczalni?
13. Jakie są zadania wykonywane przez pracownika zatrudnionego w oczyszczalni?
14. Jakie są kwalifikacje operatora maszyn i urządzeń odlewniczych?
15. Jakie są zadania wykonywane przez operatora maszyn i urządzeń odlewniczych?
16. Jakie są kwalifikacje pracownika zatrudnionego na stanowisku kontrolera jakości
odlewów?
17. Jakie są zadania wykonywane przez pracownika zatrudnionego na stanowisku kontrolera
jakości odlewów?
18. Jakie uprawnienia powinien posiadać pracownik obsługujący suwnicę?
4.3.3. Ćwiczenia
Ćwiczenie 1
Do nazw stanowisk pracy, wypisanych na planszy, dobierz nazwy zawodów
pracowników.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
2) zapoznać się z wiadomościami na temat nazw zawodów pracowników zatrudnionych
na poszczególnych stanowiskach pracy,
3) wykonać na kartkach samoprzylepnych napisy z nazwami zawodów pracowników
odlewni,
4) przykleić odpowiednie kartki w miejscach na planszy, gdzie wypisane są nazwy
stanowisk pracy,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− plansza z wypisanymi stanowiskami pracy w odlewni,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
Ćwiczenie 2
Do nazw stanowisk pracy, wypisanych na planszy, dobierz pracowników o odpowiednich
kwalifikacjach.
Sposób wykonania ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat kwalifikacji pracowników zatrudnionych
na poszczególnych stanowiskach pracy,
3) przykleić odpowiednie kartki w miejscach na planszy, gdzie wypisane są nazwy
stanowisk pracy,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− plansza z wypisanymi stanowiskami pracy w odlewni,
− literatura fachowa,
− kartki samoprzylepne z wypisanymi kwalifikacjami pracowników.
Ćwiczenie 3
Do nazw zawodów pracowników odlewni, dobierz nazwy czynności, jakie wykonują
podczas pracy.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat czynności wykonywanych przez pracowników
zatrudnionych na poszczególnych stanowiskach pracy w odlewni,
3) napisać nazwy czynności, wykonywanych przez poszczególnych pracowników, na
kartkach samoprzylepnych,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4) przykleić odpowiednie kartki w miejscach na planszy, gdzie wypisane są nazwy
stanowisk pracy,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− plansza z wypisanymi stanowiskami pracy w odlewni,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
Ćwiczenie 4
Dobierz pracowników do stanowisk pracy w zaprojektowanej przez ciebie w poprzednich
ćwiczeniach odlewni.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat nazw zawodów pracowników zatrudnionych
na poszczególnych stanowiskach pracy,
3) zapoznać się z wiadomościami na temat kwalifikacji zawodowych niezbędnych do pracy
na poszczególnych stanowiskach,
4) wykonać na kartkach samoprzylepnych napisy z nazwami zawodów pracowników
odlewni,
5) przykleić odpowiednie karki w odpowiednich miejscach na schemacie organizacji
stanowisk pracy,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
− schemat organizacji stanowisk pracy, wykonany w ćwiczeniu 1,
− literatura fachowa,
− kartki samoprzylepne,
− ołówki,
− przybory kreślarskie,
− gumka

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak nie
1) określić kwalifikacje pracownika stacji przerobu mas?
2) wymienić czynności, jakie wykonuje pracownik stacji przerobu mas ?
3) określić kwalifikacje pracownika formierni?
4) wymienić czynności, jakie wykonuje pracownik formierni?
5) wymienić nazwę zawodu, jaki wykonuje pracownik formierni?
6) określić kwalifikacje pracownika rdzeniarni?
7) wymienić czynności, jakie wykonuje pracownik rdzeniarni?
8) wymienić nazwę zawodu, jaki wykonuje pracownik rdzeniarni?
9) wymienić nazwę zawodu, jaki wykonuje pracownik topialni?
10) wymienić czynności, jakie wykonuje pracownik topialni?
11) określić kwalifikacje pracownika topialni?
12) wymienić nazwę zawodu, jaki wykonuje pracownik oczyszczalni?
13) wymienić czynności, jakie wykonuje pracownik oczyszczalni?
14) określić kwalifikacje pracownika oczyszczalni?
15) wymienić nazwę zawodu, jaki wykonuje pracownik na stanowisku
zalewania?
16) określić kwalifikacje pracownika na stanowisku zalewania?
17) wymienić czynności, jakie wykonuje pracownik na stanowisku zalewania?
18) określić kwalifikacje pracownika kontroli jakości odlewni?
19) wymienić czynności, jakie wykonuje pracownik kontroli jakości?
20) określić kwalifikacje pracownika obsługującego urządzenia transportowe
w odlewni?
21) określić kwalifikacje operatora maszyn i urządzeń odlewniczych

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 23 pytania o różnym stopniu trudności. Są to pytania wielokrotnego
wyboru. Dla każdego pytania są podane 4 odpowiedzi a, b, c, d. Tylko jedna odpowiedź
jest poprawna.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt. Za błędną odpowiedź lub jej
brak otrzymujesz 0 punktów.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki, należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
7. Test składa się z dwóch części. Część I zawiera zadania z poziomu podstawowego,
natomiast w części II są zadania z poziomu ponadpodstawowego i te mogą przysporzyć
Ci trudności, gdyż są one na poziomie wyższym niż pozostałe.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
10. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 60 min.
Powodzenia

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ZESTAW ZADAŃ TESTOWYCH
I część
1. Odlewnia jest to przedsiębiorstwo
a) wytwarzające odlewy na zamówienie klientów zewnętrznych.
b) będące częścią zakładu produkcyjnego, dla którego produkuje odlewy.
c) produkujące modele odlewnicze.
d) produkujące formy odlewnicze.
2. Ciekły metal do wypełniania form odlewniczych przygotowywany jest
a) w topialni.
b) w formierni.
c) w rdzeniarni.
d) w modelarni.
3. Modelarnia jest to dział, w którym przygotowuje się
a) formy odlewnicze.
b) rdzenie.
c) modele odlewnicze.
d) kokile.
4. Stacja przerobu mas przygotowuje
a) formy odlewnicze.
b) skrzynki rdzeniowe.
c) masy formierskie.
d) skrzynki formierskie.
5. Układy wlewowe odcina się od odlewów
a) w oczyszczalni.
b) w formierni.
c) w kokilowni.
d) w rdzeniarni.
6. Rdzenie wykonuje się w
a) stacji przerobu mas.
b) formierni.
c) modelarni.
d) rdzeniarni.
7. Badania składu chemicznego stopu dokonuje się
a) w topialni.
b) w laboratorium.
c) w formierni.
d) na stanowisku zalewania form.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
8. Formiernia zajmuje się przygotowaniem
a) kokil.
b) form piaskowych.
c) modeli.
d) rdzeni.
9. Dział mechanika odlewni jest działem
a) pomocniczym.
b) głównym.
c) zajmującym się odlewaniem.
d) zajmującym się zaopatrzeniem.
10. Rada pracownicza jest organem
a) przedsiębiorstwa prywatnego.
b) przedsiębiorstwa państwowego.
c) spółki prawa handlowego.
d) spółdzielni.
11. Aport jest to
a) wkład finansowy wniesiony do spółki.
b) umowa o utworzeniu spółki.
c) umowa o utworzeniu spółdzielni.
d) wkład rzeczowy wniesiony do spółki.
12. O właściwy skład masy formierskiej dba
a) wytapiacz.
b) formierz.
c) pracownik stacji przerobu mas.
d) pracownik rdzeniarni.
13. Formierz zajmuje się wykonywaniem
a) skrzynek formierskich.
b) kokil.
c) form piaskowych.
d) modeli.
14. Usuwaniem układów wlewowych zajmuje się
a) formierz.
b) modelarz.
c) oczyszczacz.
d) zalewacz form.
15. Krata wstrząsowa powinna znajdować się
a) w rdzeniarni.
b) w oczyszczalni.
c) na stanowisku zalewania.
d) na stanowisku wybijania.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
16. Kadź służy do transportu
a) ciekłego metalu na stanowisko zalewania.
b) skrzynek formierskich na stanowisko formowania.
c) masy formierskiej.
d) masy rdzeniowej.
17. Spółka jawna jest spółką
a) prawa handlowego.
b) cywilną.
c) kapitałową.
d) komandytową.
e)
II część
18. Spółka z ograniczoną odpowiedzialnością jest spółką
a) kapitałową.
b) osobową.
c) cywilną.
d) akcyjną.
19. Suszarka fluidyzacyjna znajduje się w
a) stacji przerobu mas.
b) formierni.
c) oczyszczalni.
d) modelarni.
20. Piły taśmowe znajdują się w
a) topialni.
b) oczyszczalni.
c) formierni.
d) rdzeniarni.
21. Do wyposażenia formierni ręcznej nie należy
a) piła tarczowa.
b) ubijak pneumatyczny.
c) zgarniaczka.
d) nakłuwak.
22. Do urządzeń transportowych w odlewni nie zalicza się
a) suwnica.
b) przenośnik rolkowy.
c) tygiel.
d) wózek widłowy.
23. Do wyposażenia rdzeniarni nie należy
a) stół rdzeniarski.
b) suszarka.
c) rdzennica.
d) piła taśmowa.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Organizowanie produkcji odlewów
Zakreśl poprawną odpowiedź
Numer
zadania
Odpowiedź Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
21.
a b c d
22.
a b c d
23.
a b c d
Razem

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Błaszkowski K.: Technologia i mechanizacja odlewnictwa. WSiP, Warszawa 1992
2. Data L.: Technologia odlewnictwa. Cz.1. WSiP, Warszawa 1975
3. Dębski S. Ekonomika i organizacja przedsiębiorstw. Cz.1. WSiP, Warszawa 1997
4. Chudzikiewicz R.: Mechanizacja odlewni. WN-T, Warszawa 1974
5. Chudzikiewicz R.: Mechanizacja i automatyzacja odlewni. WN-T, Warszawa 1980
6. Falęcki Z.: Podstawy formowania z modeli odlewniczych. Wyd. AGH, Kraków 1994
7. Górecki A.: Technologia ogólna. WSiP, Warszawa 1996
8. Pietraszewski M. Zarys wiedzy o gospodarce. Wyd.empi s.c., Poznań 2000
9. Reszel E. Modelarstwo. WSiP, Warszawa 1962
10. Reymer B (red): Poradnik inżyniera: Odlewnictwo. Cz1 i 2. WN-T, Warszawa 1986
11. Samsonowicz Z.: Automatyzacja procesów odlewniczych. WN-T, Warszawa 1985
12. Skarbiński M.: Uruchomienie produkcji w odlewni.WN-T, Warszawa 1972
13. Ziemkiewicz J. Technologia odlewnictwa.cz.1.PWSZ, Warszawa 1970
Wyszukiwarka
Podobne podstrony:
modelarz odlewniczy 722[01] o1 06 n
modelarz odlewniczy 722[01] o1 06 n
modelarz odlewniczy 722[01] o1 01 u
modelarz odlewniczy 722[01] o1 03 u
modelarz odlewniczy 722[01] o1 05 u
modelarz odlewniczy 722[01] o1 01 n
modelarz odlewniczy 722[01] o1 04 u
modelarz odlewniczy 722[01] o1 02 u
modelarz odlewniczy 722[01] o1 03 n
modelarz odlewniczy 722[01] o1 04 n
modelarz odlewniczy 722[01] o1 02 n
modelarz odlewniczy 722[01] o1 01 u
modelarz odlewniczy 722[01] o1 03 u
modelarz odlewniczy 722[01] z1 02 u
modelarz odlewniczy 722[01] z1 03 n
modelarz odlewniczy 722[01] z1 04 u
modelarz odlewniczy 722[01] z1 03 u
modelarz odlewniczy 722[01] z1 04 n
więcej podobnych podstron