Strona 1 z 16
OPRACOWANIE 12 PYTAŃ Z NANOMATERIAŁÓW
METALICZNYCH – NANOTECHNOLOGIA SEM. 2008/2009
Autorzy:
Ewa Nawrocka
Magdalena Lewicka
Katarzyna Kwiatkowska
Krzysztof Półtorak
1. Wymienić i omówić defekty budowy metali (punktowe, liniowe, złożone)
Najogólniej wady te ze względu na ich cechy geometryczne można podzielić na :
Punktowe
Liniowe
Powierzchniowe
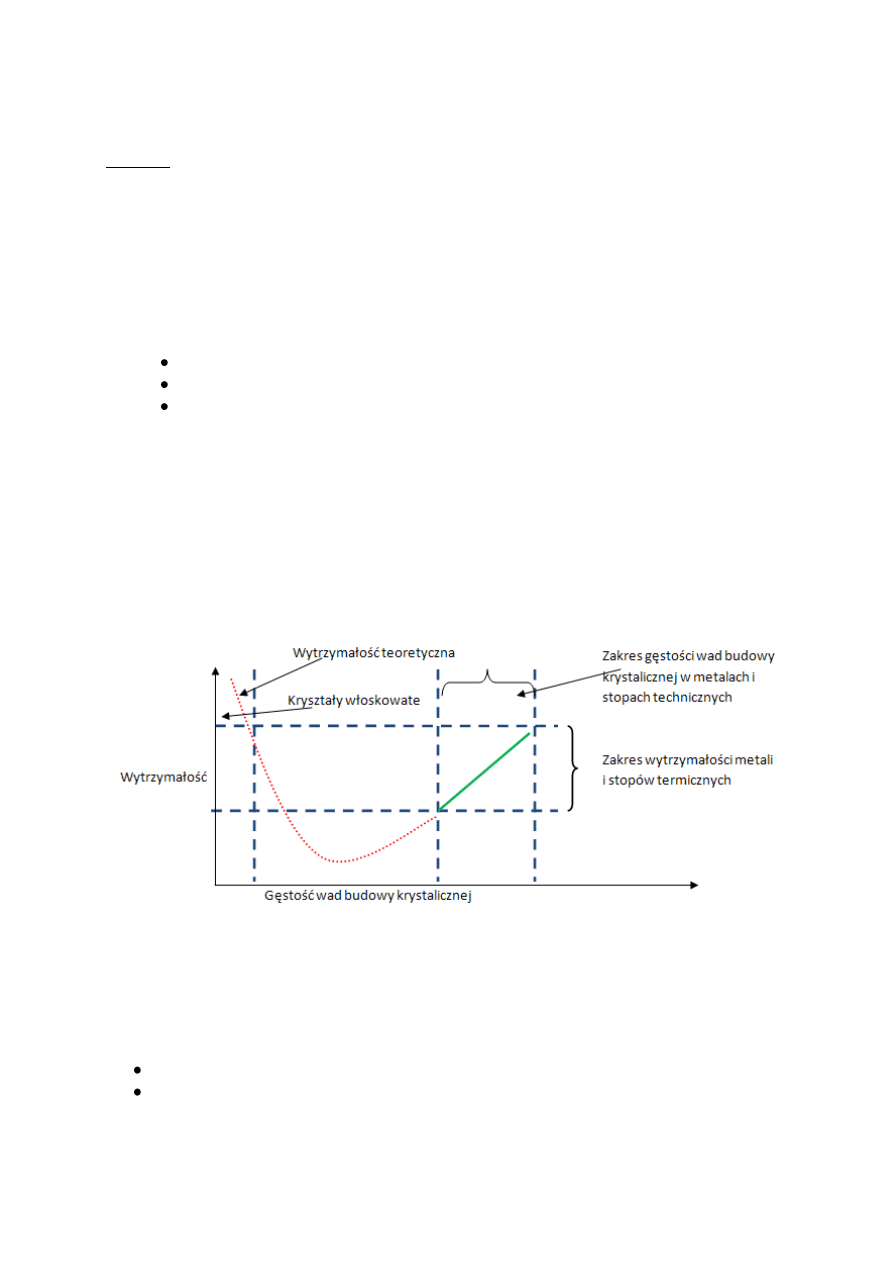
Wpływ wad budowy na własności: Wady budowy krystalicznej w istotny sposób wpływają
na własności wytrzymałościowe i plastyczne metali. Obliczenia teoretyczne wykazują, że
najlepszymi właściwościami wytrzymałościowymi powinny cechować się metale o idealnej
budowie krystalicznej. Potwierdza to fakt, że bardzo duże własności uzyskują kryształy
włoskowate (monokryształy o jednej dyslokacji śrubowej). Praktyczna metoda umacniania
metali polega na znacznym zwiększaniu gęstości wad budowy krystalicznej, co można
osiągnąć przez stosowanie:
stopów metalu o strukturze polikrystalicznej w wyniku rozdrobnienia ziaren, wydzielania faz
o dużej dyspersji a także przez zgniot w skutek odkształcenia plastycznego na zimno.
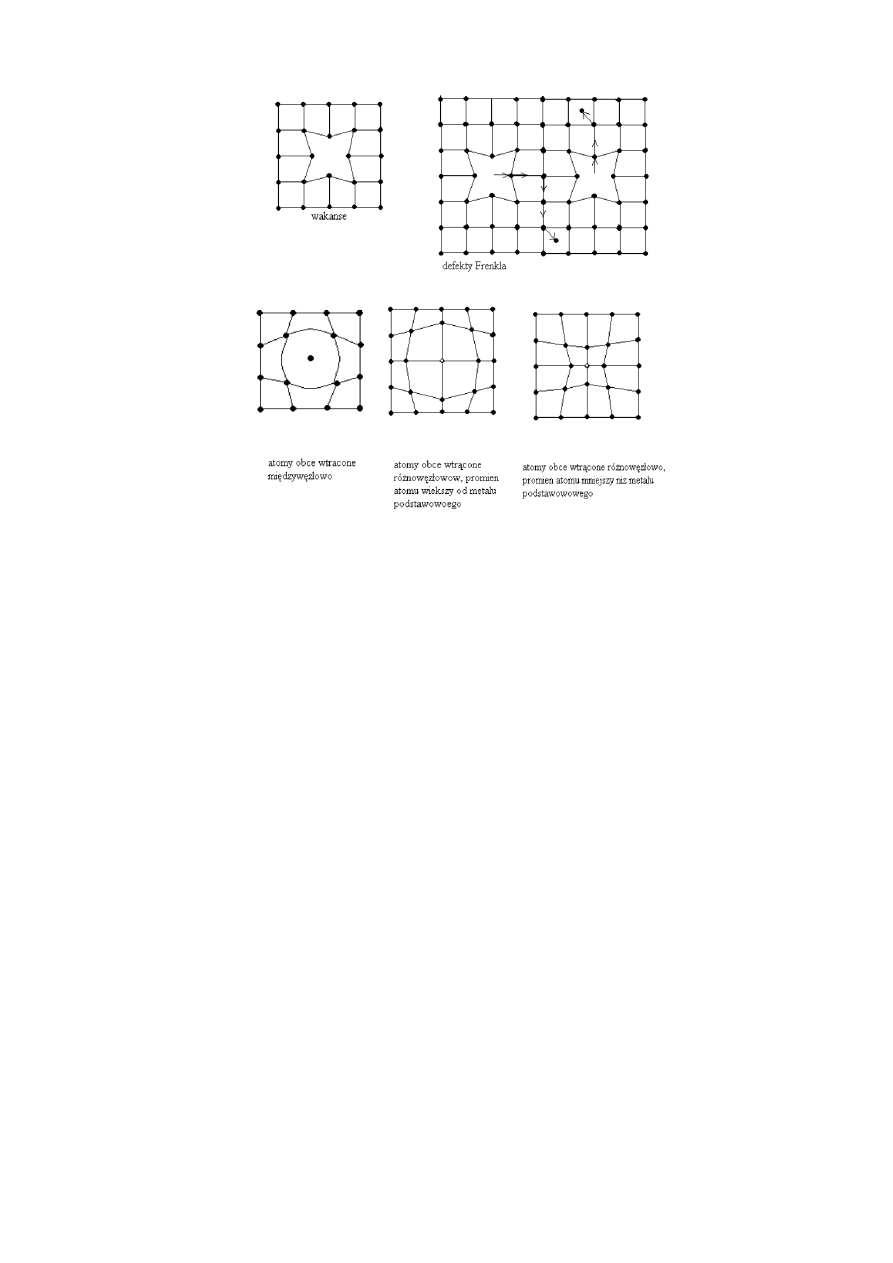
WADY PUNKTOWE BUDOWY KRYSTALICZNEJ
WAKANSE I ATOMY MIĘDZYWĘZŁOWE
Do wad punktowych cechujących się niewielkimi wymiarami we wszystkich kierunkach
należą
Wakanse (wolne węzły ) w sieci krystalicznej
Atomy międzywęzłowe (które zajęły pozycje w lukach opuszczających węzły sieci na
skutek drgań cieplnych)
Strona 2 z 16
Obecność wakansów i atomów międzywęzłowych powoduje wokół nich lokalne
odkształcenia sieci przestrzennej zwane odpowiednio kontrakcją lub ekspansją.
Mechanizm tworzenia wad punktowych
Liczba wad punktowych budowy krystalicznej jest funkcją temperatury. Wyróżnia się dwa
mechanizmy:
Defekt Schottky`ego- przemieszczanie się atomu w miejsce sąsiadującego wakansu w
wyniku czego powstaje wakans w innym miejscu sieci
Defekt Frenkla- mechanizm polegający na jednoczesnym utworzeniu wakansu i atomu
międzywęzłowego i polega na przemieszczaniu się rdzenia atomowego z pozycji węzłowej do
przestrzeni międzywęzłowej
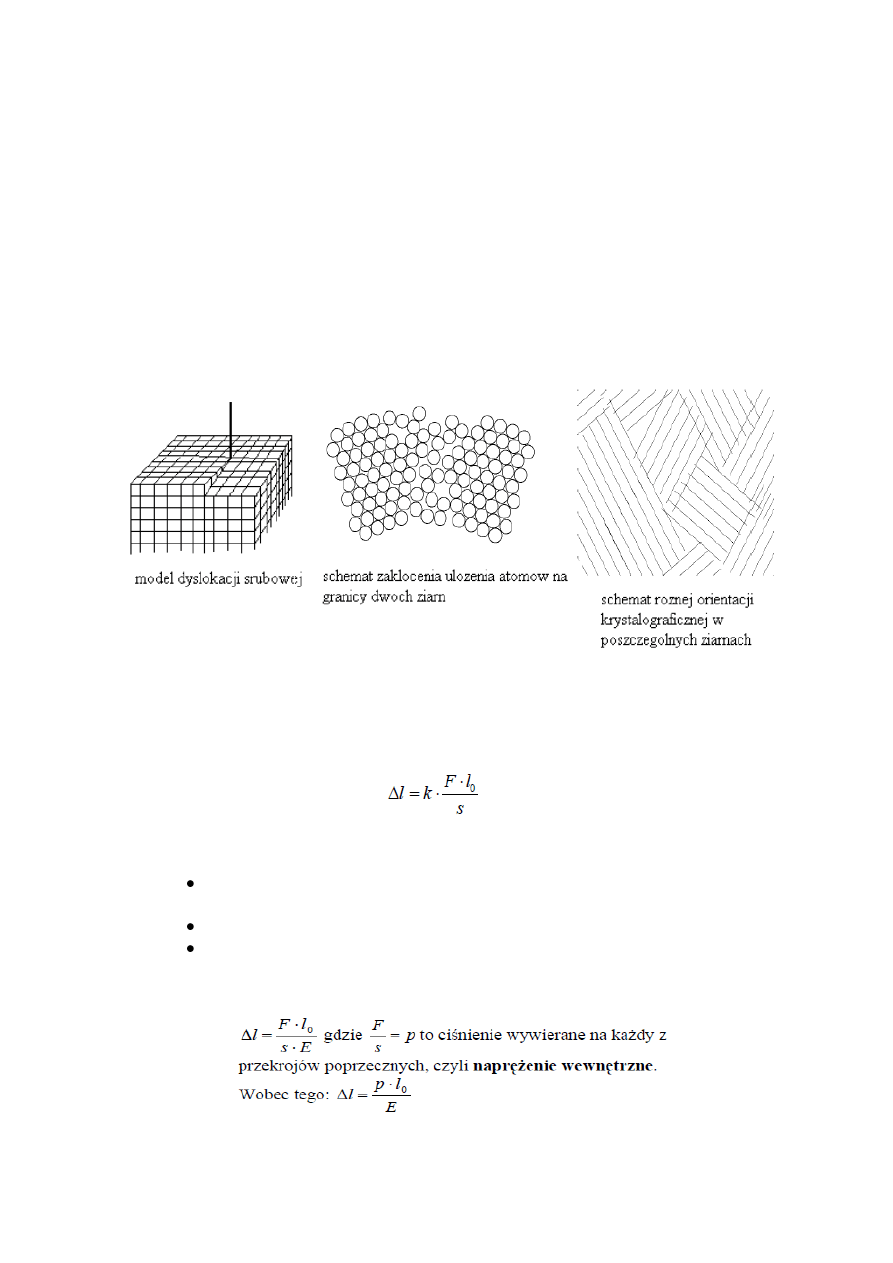
LINJOWE WADY BUDOWY-DYSLOKACJE
a) Dyslokacja krawędziowa
b) Dyslokacja śrubowa
c) Dyslokacje mieszane
a) Powstanie dyslokacji krawędziowej –pod wpływem przyłożonego naprężenia
następuje w krysztale poślizg obejmujący nie całą płaszczyznę ale tylko część
określoną. W pozostałej części poślizg nie następuje. [rysunek z wykładów]
Wielkość dyslokacji i wywołane nią odkształcenie charakteryzuje wektor Burgersa.
(obszar zajmowany komórek które uległy deformacji –kierunek prostopadły do
płaszczyzny-zwrot śruby prawoskrętnej). Pod wpływem natężenia defekt się
przesuwa.
b) Defekt liniowy struktury krystalicznej spowodowany przemieszczeniem części
kryształu wokół osi zwanej linią dyslokacji śrubowej. Wektor Brugersa dyslokacji
śrubowej jest równoległy do jej linii. Wokół dyslokacji śrubowej występuje jedynie
postaciowe odkształcenie sieci krystalicznej. Dyslokacje te mogą byś prawo i lewo-
skrętne [rysunek z wykładu]
Strona 3 z 16
c) Dyslokacje o dowolnej orientacji wektora Burgersa wzglądem linii dyslokacji. Można
je traktować jak nałożenie się na siebie dyslokacji krawędziowej i śrubowej.
BŁĘDY UŁOŻENIA
W metalach o sieci A1 płaszczyzny gęstego ułożenia atomów są usytuowane w kolejności
ABCABC kolejne płaszczyzny ABC spoczywają na sobie przesunięte względem siebie.
Kolejność ułożenia tych płaszczyzn może lokalnie ulec zaburzeniu w wyniku którego nastąpi
sekwencja ABAB lub ACAC charakterystyczne dla metali sieci A3.
DEFEKTY ZŁOŻONE
a) Granice dużego kąta (kilkanaście-kilkadziesiąt)-zaburzenia na granicy ziaren
b) Granice małego kąta-granice bloków mozaikowych
2. Prawo Hoocka, na wykresie naprężenie-odkształcenie omówić jednoosiową
deformację.
Reakcją ciał stałych sprężystych na działającą siłę rządzi prawo Hooke`a, które mówi,
że:
Wydłużenie bądź skrócenie ciała stałego pod wpływem działającej siły jest:
Wprost proporcjonalne do wartości działającej na ciało siły i długości
początkowej ciała
Odwrotnie proporcjonalne do pola przekroju
Zależne od rodzaju substancji, z której ciało zostało wykonane
K = 1/E ,gdzie E- moduł Younga, wielkość stabelaryzowana zależna od rodzaju materiału
Strona 4 z 16
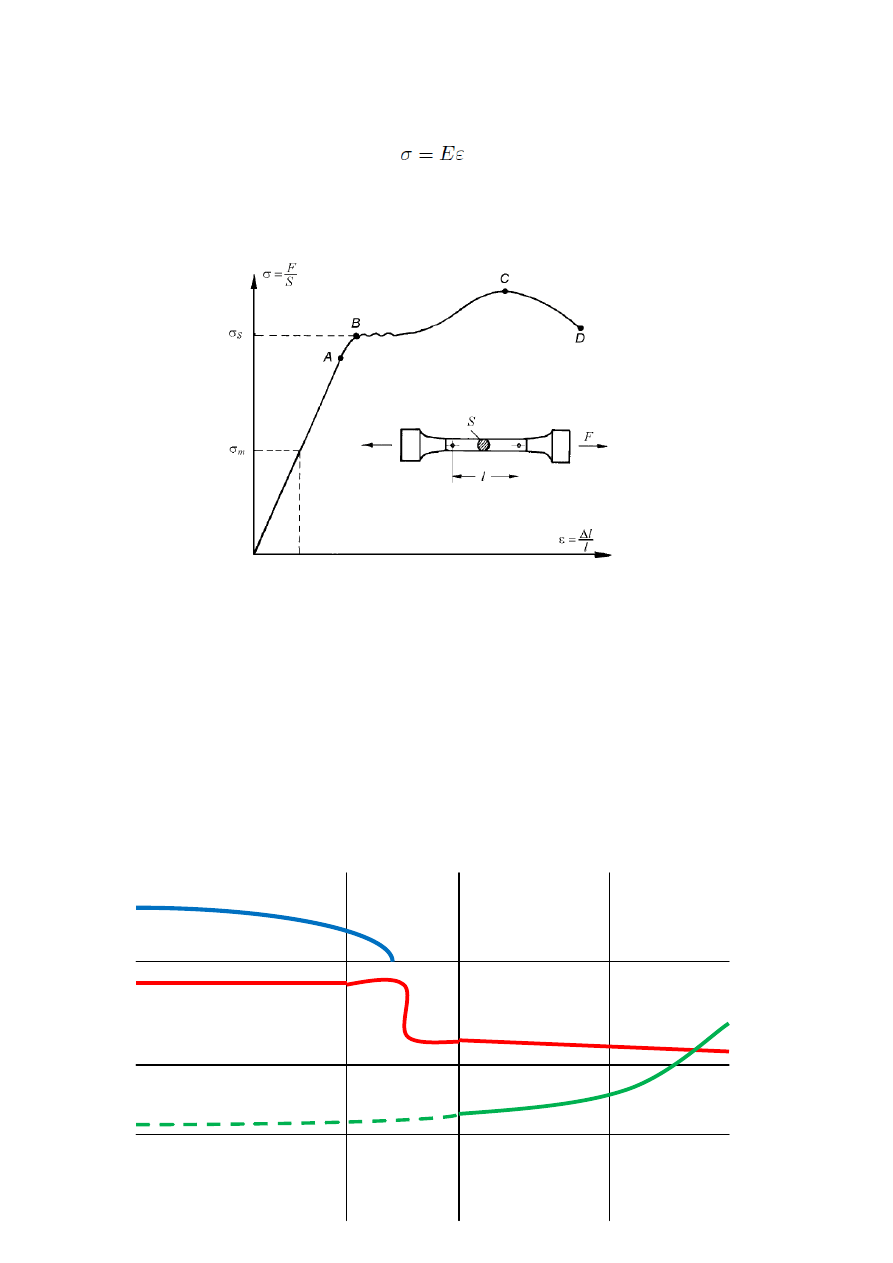
Prawo Hooke`a dla rozciągania (lub ściskania) może być też zapisane w postaci
funkcji:
Charakteryzuje stan naprężeń i odkształceń w rozciąganej próbce w sposób niezależny
od jej kształtu.
Zależność naprężenie-odkształcenie, typowa dla większości metali.
Wartość modułu Younga określić też można, jako naprężenie, przy którym długość
rozciągania ulega podwojeniu
Na krzywej zależności σ (c) odcinek liniowy kończy się na tzw. granicy proporcjonalności
(punkt A). Po przekroczeniu granicy plastyczności (punkt B) rozpoczyna się nieodwracalne
odkształcenie materiału. Wreszcie po przekroczeniu maksymalnego naprężenia (punkt C)
materiał
ulega
zerwaniu
(punkt
D)
W przypadku materiałów określonych jako kruche przebieg rozciągania jest prostszy-prawo
Hooke`a obowiązuje do określonego naprężenie, po przekroczeniu którego materiał pęka.
3. Rekrystalizacja i jej techniczne znaczenie (kucie podków)
ZDROWIENIE
REKRYSTALIZACJA
PIERWOTNA
ROZROST ZIARN
REKRYSTALIZACJA
WTÓRNA
Strona 5 z 16
Rekrystalizacja jest podstawowym procesem stosowanym do modyfikacji własności
materiałów metalicznych po uprzednim odkształceniu plastycznym. To ostatnie
przeprowadzane jest w celu zmiany kształtu ciała, ale powoduje poważną modyfikację
parametrów fizycznych charakteryzujących materiał.
Rekrystalizacja prowadzi do drastycznej redukcji gęstości defektów, do powstania
regularnych dużych ziaren a także nowej charakterystycznej tekstury krystalograficznej. Istotą
procesu jest pojawienie się zarodków nowych ziaren w obrębie odkształconej osnowy
(materiału po odkształceniu). Zarodki te szybko rozrastają się dając początek nowym ziarnom
i pochłaniają otaczający je odkształcony materiał. Nowe ziarna posiadają te samą strukturę co
stare.
Całość zjawisk zachodzących podczas nagrzewania zgniecionego metalu dzieli się tradycyjnie
na trzy etapy:
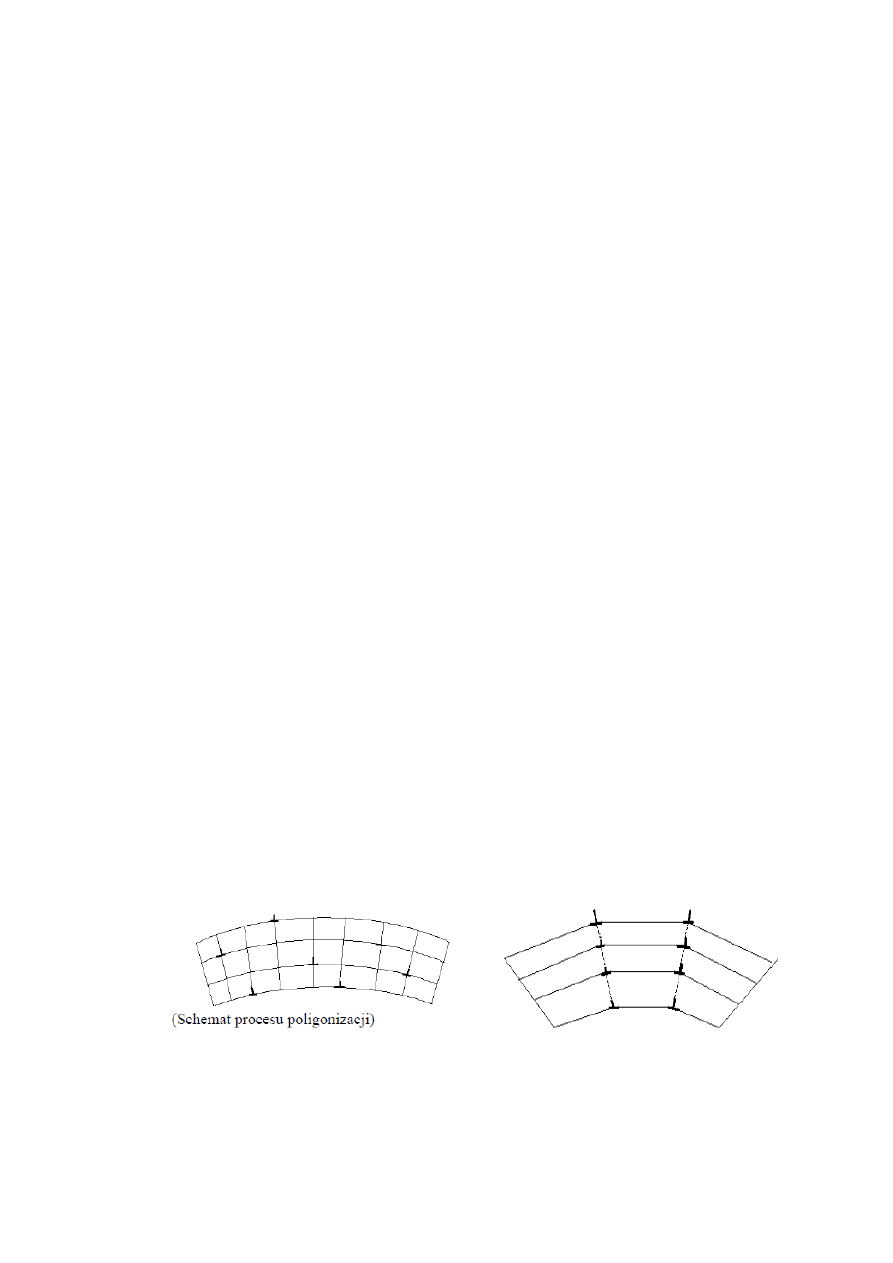
a) Zdrowienie i poligonizacja
b) Rekrystalizacja pierwotna
c) Rozrost ziaren
Nie istnieją wyraźne granice pomiędzy poszczególnymi etapami procesu rekrystalizacji,
przemiany zachodzą w sposób ciągły.
a) Zdrowienie- Przy nagrzaniu metalu do niewysokich temperatur zachodzą procesy
związane ze zmniejszeniem gęstości defektów punktowych oraz gęstości dyslokacji
przy zmianie w ich przestrzennym rozmieszczeniu. Procesy te idą w kierunku
zmniejszenia energii wewnętrznej metalu i uzyskaniu stanu bliższego równowagi. W
wyniku zdrowienia właściwości mechaniczne metalu zmieniają się jedynie
nieznacznie; wytrzymałość na rozciąganie i twardość nieco się zmniejszają a
plastyczność wzrasta; znaczniejszym zmianą podlegają właściwości chemiczne i
fizyczne
Poligonizacja- w nieco wyższych temperaturach następuje ten proces. Dyslokacje,
które w zgniecionym metalu rozmieszczone są w sposób nieuporządkowany ulegają
spiętrzeniu w ten sposób powstają granice podziaren (bloków) tj. obszarów o
nieznacznie różniącej się orientacji krystalograficznej. Zjawisko to prowadzi do
zmniejszenia energii wewnętrznej metalu.
Jeśli stopień uprzedniego zgniotu nie był wielki, zdrowienie i poligonizacja mogą
wytworzyć strukturę trwałą w nawet dość wysokich temperaturach.
b) Rekrystalizacja pierwotna- Przywrócenie zgniecionemu metalowi prawidłowej
struktury krystalicznej oraz właściwości, które on miał przed przeróbką plastyczną,
następuje po nagrzaniu go powyżej określonej temperatury, zwanej temperaturą
rekrystalizacji. Nagła zmiana twardości określa właśnie temperaturę rekrystalizacji. W
tej temperaturze w miejscu odkształconych ziaren krystalicznych z zaburzoną siecią
przestrzenną powstają nowe ziarna krystaliczne o prawidłowej strukturze sieciowej.
Strona 6 z 16
Kinetyka procesu rekrystalizacji polega, podobnie jak przy innych procesach
krystalizacyjnych, na tworzeniu się zarodków i ich dalszym rozroście.
c) Rozrost ziaren- zrekrystalizowane ziarna rozrastają się; proces ten przebiega
samorzutnie, w skutek naturalnego dążenia układu do zmniejszania zasobu swej
energii wewnętrznej. Duże ziarna rozrastają się kosztem ziaren drobnych, aż do
zupełnego zaniku tych ostatnich- struktura stopów jednofazowych będzie się wówczas
składała niemal w całości z dużych ziaren.
Rozrost ziaren:
d) Rekrystalizacja wtórna -niekiedy w czasie nagrzewania w temperaturach znacznie
przewyższających temperaturę rekrystalizacji , zachodzić może anormalny rozrost
ziaren. Polega ona na szybkim rozroście niektórych ziaren kosztem ziaren drobnych.
Ziarna wtórne w krótkim czasie osiągnąć mogą bardzo duże wymiary.
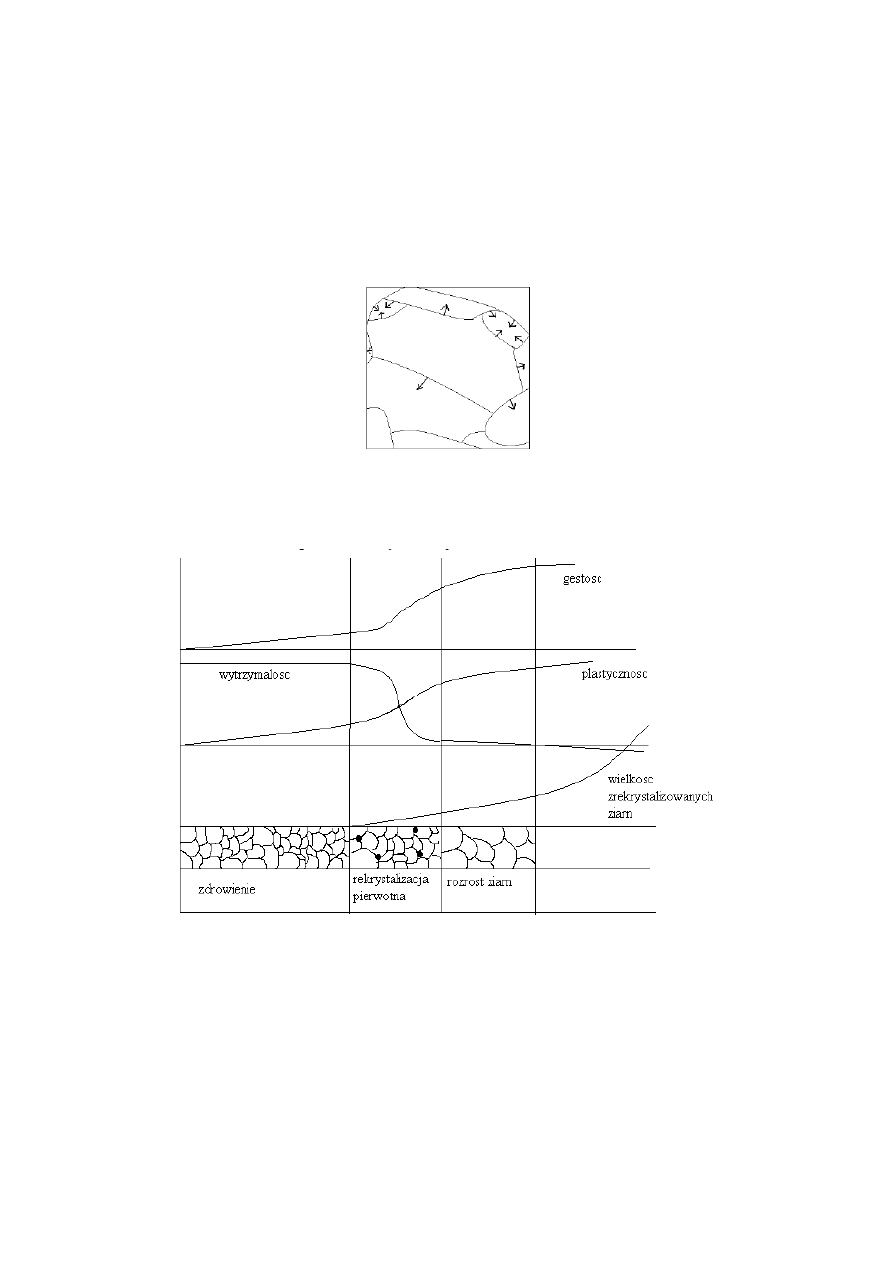
Ryz. Zmiana właściwości metalu w procesie rekrystalizacji
TEMPERATURA REKRYSTALIZACJI ZALEŻY OD:
-Stopnia deformacji plastycznej (im większy zgniot tym temperatura niższa)
- czystości metalu (im czystszy tym niższa)
- wielkość ziaren (im drobniejsze tym niższa)
-czasu trwania nagrzewania (im dłużej tym niższa)
ZMIANA WŁASNOŚCI PO REKRYSTALIZACJI:
-wytrzymałość mechaniczna , granica plastyczności, twardość, udarność, opór
elektryczny- maleją
-wydłużenie, przewężenie, ciężar właściwy- wzrastają
Strona 7 z 16
TECHNICZNE ZNACZENIE PROCESU REKRYSTALIZACJI
-wytwarzanie rur, blach, prętów, drutów, kształtowników
-usuwanie całkowite lub czesiowe skutków zgniotu
-procesy nadające pożądaną twardość
- otrzymywanie pojedynczych kryształów o dużych wymiarach
4. Hartowanie i metody pomiaru hartowności
HARTOWANIE- jest to zabieg cieplny polegający na nagrzaniu elementu do temperatury
30-50
o
C powyżej A
C3
-A
C1
wygrzania w tej temperaturze następnym dostatecznie szybkim
oziębieniem, w celu otrzymania struktury martenzytyczniej lub bainitycznej, a przez to
zwiększenia twardości stali.
Na zabieg hartowania składają się więc kolejno po sobie następujące czynności:
1) Nagrzanie stali do stanu austenitycznego i wygrzanie w tej temperaturze
(austenityzowanie)
2) Szybkie chłodzenie (oziębianie)
Wysokość temperatur nagrzania przy hartowaniu zależy od składu chemicznego stali a
zwłaszcza od zawartości węgla. Czas wygrzania przy hartowaniu musi być dostatecznie długi,
aby przemiany fazowe nastąpiły w całym przekroju obrabialnych cieplnie elementów. W
praktyce jest to ok. 30% czasu nagrzewania. Szybkie chłodzenie przy hartowaniu
(oziębienie) ma na celu przechłodzenie austenitu do zakresu przemian temperatur
martenztycznej, w którym to zakresie temperatur austenit ulega przemianie na martenzyt.
Zastosowana szybkość chłodzenia musi być większa od szybkości krytycznej dla danego
gatunku stali. Podstawową zasadą przy doborze ośrodka chłodzącego jest unikanie szybszego
niż to konieczne chłodzenia, gdyż ze wzrostem szybkości chłodzenia powstają większe
naprężenia i wzrasta w związku z tym tendencja do odkształceń i pęknięć.
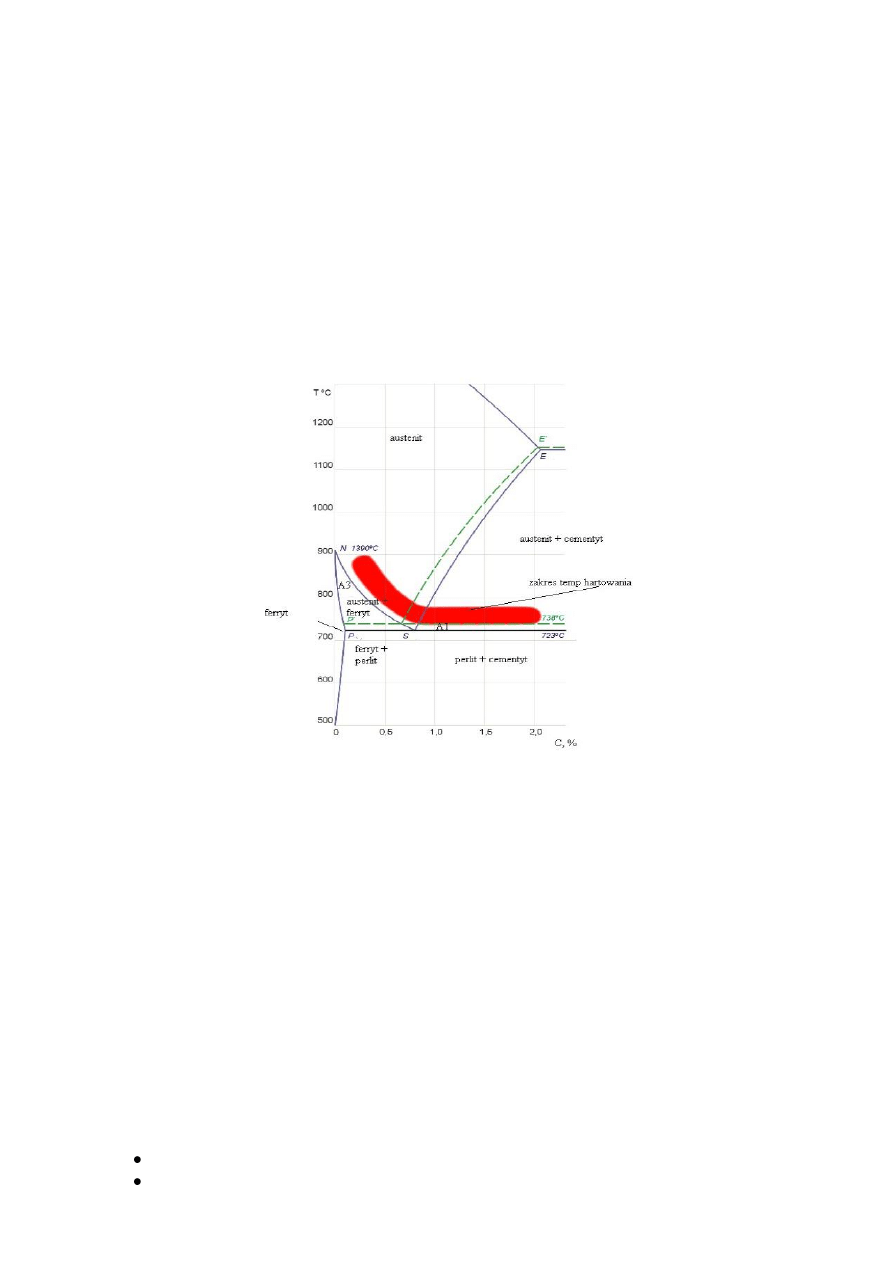
PARAMETRY HARTOWANIA
Temperatura-zależy od zawartości procentowej węgla
Czas wygrzewania- Tw= tj *g*k gdzie:
Strona 8 z 16
tj - jednostkowy czas wygrzewania
g - grubość przedmiotu
k - współczynnik ułożenia przedmiotu
Atmosfera CO
2
/ CO H
2
O/H
2
(nie zachodzi ani nawęglanie ani utlenianie)
Kąpiel chłodząca-zależy od gatunku stali i wielkości przedmiotu (woda, solanka, olej
[stale stopowe] powietrze [metale niskostopowe])
Dodatki- wszystkie dodatki stopowe (za wyjątkiem kobaltu) zwiększają hartowność
stali [przesunięcie wykresu CTP w prawo]
HARTOWNOŚĆ- nazywamy zdolność stali do tworzenia struktury martenzytycznej podczas
hartowania. Określa się ją na podstawie pomiaru grubości warstwy martenzytycznej na
przekroju hartowanego przedmiotu. Poszczególne gatunki stali hartują się na różną
głębokość. Głębokość zahartowania jest związana bezpośrednio z krytyczną szybkością
chłodzenia, szybkość chłodzenia jest największa na powierzchni hartowanego elementu i
maleje w kierunku rdzenia, osiągając minimum w osi pręta.
WPŁYW CZYNNIKÓW NA HARTOWNOŚĆ-
Wielkość ziaren austenitu – im grubsze ziarno tym większa hartowność
Jednorodność ziarn austenitu- większa jednorodność-większa hartowność
Wtrącenia niemetaliczne (wągliki, azotki) –ich obecność zmniejsza hartowność
Dodatki stopowe –wszystkie za wyjątkiem kobaltu zwiększają hartowność
Intensywność chłodzenia- intensywne chłodzenie poprawia hartowność
METODY BADANIA HARTOWNOŚCI
Badanie hartowności na przełomie- stosowane do węglowych stali narzędziowych o
małej głębokości hartowania. Polega ona na obserwacji przełomu zahartowanej
próbki. Na przełomie takim strefa zahartowana jest matowa, jedwabista i łatwo można
ją odróżnić od niezahartowanego rdzenie, który ma budowę gruboziarnistą i jest
błyszczący. W ten sposób można ustalić grubość warstwy zahartowanej.
Metoda Grossmanna- polega ona na hartowaniu w wodzie lub oleju cylindrycznych
próbek o różnych średnicach. Próbki te następnie przecinano i dokonywano pomiaru
twardości w ich poprzecznym przekroju wzdłuż średnicy.
Próba chłodzenia czołowego (Próba Jominy`ego) –najczęściej określanie hartowności
stali konstrukcyjnej. Polega ona na tym, że cylindryczną próbkę, nagrzewa się do
temp. hartowania a następnie chłodzi w specjalnym urządzeniu. Pod bezpośrednim
natryskiem wody pozostaje tylko powierzchnia czołowa próbki i ona chłodzona jest
najbardziej intensywnie (im dalej od czoła próbki tym chłodzenie wolniejsze). Po
ostygnięciu i wyjęciu z urządzenia hartowniczego próbkę szlifuje się wzdłuż dwu
przeciwległych tworzących, a na oszlifowanych powierzchniach dokonuje się pomiaru
twardości aparatem Rockwella.
Strona 9 z 16
RODZAJE HARTOWANIA
Hartowanie stopowe
Hartowanie izotermiczne na bainit
Hartowanie miejscowe
Hartowanie powierzchniowe
5. Porównanie nawęglania z azotowaniem
NAWĘGLANIE
AZOTOWANIE
Zakres
temperatur
900-950
0
C
480-540
0
C
Czas trwania
Zależy od głębokości nawet od
kilku do kilkunastu godzin
-krótkookresowe (od kilku do
kilkunastu godzin)
-długookresowe (kilkadziesiąt
godzin)
Zasięg
Zawartość ok. 0,8-0,9% węgla
Warstwa
Grubość warstwy nawęglania
0,5-2 mm
Struktura warstw wierzchnich w
przypadku stałej temp. obrabialnej
Sali zależy od operacji. Największa
odporność na ścieranie gdy grubość
0,020-0,025 mm
Twardość
Stali węglowej nawęglonej i
chłodzonej w powietrzu ok. 250-
300 HB
dochodzi do 1100 HV
Struktura
warstwy
-nadeutektoidalna - struktura perlitu
z cementytem (w niektórych
przypadkach występuje jako
szkodliwa siatka na granicy ziaren
perlitu)
-eutektoidalną-o strukturze
perlityczniej
- podeutektoidalna - perlityczno
ferrytyczna struktura
W stalach stopowych występują
ponadto węgliki stopowe
Azotowanie długookresowe-ciągła
strefa azotków typu ε w stali
węglowej Fe
2-3
N a często
węglikoazotków. W sprzyjających
warunkach pod strefą ε tworzy się
strefa azotków γ
W stalach stopowych w strefie
wewnętrznej występuję ponadto
bardzo drobne azotki i
węglikoazotki, których struktura
zależy od stężenia azotu i
pierwiastków stopowych.
Ośrodki stałe
-odbywa się w proszku węgla
drzewnego, często wymieszanego
ze sproszkowanymi węglanami
sodu wapnia litu i baru (900
o
C)
-pasty zawierające 50% sadzy 20%
BaCO
3
20% Na
2
CO
3
10%
żelazocyjanku potasu
Azotowanie w proszkach- bardzo
rzadkie ( 80% CaC(CN) i 15%
Na
2
CO
3
3% żelazomanganianu i
2% SiC)
Temp. 500-600
o
C
0,5-10 h
Roztopione
sole
Zwykle mieszaniny węglanów,
chlorków lub cyjanków metali
alkalicznych zaw. np.: 47,5%
węglanu sodu 47,5% chlorku
potasu i 5% węglika wapnia
Temp. 830-850
o
C
Gazowe
920
o
C
W atmosferze tlenku węgla metody
otrzymywania ośrodka nawęglania
Strumień zdysocjowanego
amoniaku w temp 500-600
o
C
2NH
3
3H
2
+2N
Strona 10 z 16
polegają na :
-Otrzymywaniu tlenku węgla w
piecu:
*w wyniku spalania
węglowodorów w powietrzu
*wytwarzaniu atmosfery
nawęglającej z ciekłych związków
organicznych: nafty, metanolu,
acetonu (700
o
C)
Zastosowanie
W procesach technologicznych, kół
zębatych, wałków zębatych,
wałków rozrządu, sworzni
tłokowych.
Elementy silników i pomp w
przemyśle lotniczym, okrętowym i
motoryzacyjnym; wały korbowe,
tuleje cylindrowe, koła zębate,
wałki, tłoki, pierścienie.
6. Omówić sposób oznaczania stali (stal zwykła, konstrukcyjna i o właściwościach
lepszych).
Stale dzielimy na:
- węglowe (konstrukcyjne < 0,8 % wag C, narzędziowe, wysokowęglowe i o szczególnych
właściwościach).
- stopowe – poza Fe i C oraz zwykłymi domieszkami (Mn,
Si, P, S, Cu) zawierają inne specjalnie wprowadzone składniki (dodatki stopowe) lub
podwyższone zawartości Mn i Si, przy czym dodatki te są zawarte w ilościach większych niż
wynika to z technologii; (stale konstrukcyjne, narzędziowe i o szczególnych właściwościach);
stale stopowe są stosowane zwykle w stanie obrobionym cieplnie; są droższe od węglowych
Do kryteriów, na których oparta jest klasyfikacja stali stopowych zaliczyć można ich skład
chemiczny, to jest rodzaj i ilość dodatków stopowych, struktura w stanie wolno chłodzonym,
zastosowanie, jakość stali oraz metody jej otrzymywania. Najbardziej rozpowszechniony jest
podział stali ze względu na zawarte w niej dodatki stopowe (stale chromowe, manganowe,
chromowo-niklowe...), na ilości dodatków ( < 2% niskostopowe, 2,5 – 5 % średniostopowe, >
5 % wysokostopowe), na zastosowanie (konstrukcyjne narzędziowe i o specjalnych
własnościach).
Według starych zasad oznaczania stale węglowe konstrukcyjne zwykłej jakości oznaczano
przy użyciu symbolu „St” lub „MSt”, następnie podając liczbową wartość odpowiadającą
zawartości węgla w stali (St5 – zawartość węgla 0,5%), natomiast symbol za cyfrą oznaczał
przeznaczenie stali (St3S – spawalna).
Stale węglowe konstrukcyjne wyższej jakości oznaczało się podając jedynie liczbę
odpowiadającą zawartości węgla w stali (35 = 0,35% węgla).
Stale narzędziowe oznaczano poprzez podanie symbolu „N”, następnie symbolu hartowania
(NC – głęboko hartująca, NE – płytko hartująca) oraz na końcu podawano cyfrę
odpowiadającą zawartości węgla w stopie (NC6 – 0,6% węgla).
Zasada oznaczania stali stopowych była dokładnie taka sama jak węglowych tylko, że po
oznaczeniach dodawało się symbole dodatków stopowych, a za nimi liczbę informującą o
ilości zawartego dodatku w stali (32H2M – 0,32% węgla, 2% chromu, 1% molibdenu).
Nowa metoda polega na podaniu symbolu określającego zastosowanie stali (S- konstrukcyjne,
E – maszynowe itp.) oraz granicy plastyczności stali (S185 – granica plastyczności Re = 185),
stale niestopowe o szczególnych właściwościach (bez automatowych) oznacza się symbolem
„C” i liczbą oznaczającą ilość węgla (C35 – 0,35% węgla) , dodatkowo symbol „S” na końcu
oznacza stal sprężynową (C75S), a „U” narzędziową.
Strona 11 z 16
Natomiast w stalach stopowych z dodatkami i niektórych niestopowych stosuje się wartość
węgla w setnych częściach procenta oraz oznaczenia pierwiastków z układu okresowego wraz
z wartościami liczbowymi ilości danego dodatku (20MnCr5). W niektórych przypadkach stali
stopowych podaje się symbol „X”, następnie cyfrę oznaczająca zawartość węgla , a następnie
oznaczenia zawartości pierwiastków. Stale szybkotnące mają symbol „HS” i liczby
oznaczające ilości pierwiastków W, Mo, V, Co, oddzielone kreskami.
Przykładowe porównanie oznaczania stali starą i nową metodą:
Metoda
Stara
Nowa
Stal niestopowa konst. og.
przeznaczania
St0S
St3S
St4S
MSt5
MSt6
S185
S235IR
S257JO
E295
E335
Niestopowe jakościowe do
ulepszenia cieplnego
10
15
25
35
C10E
C15E
C25
C35
Niestopowe sprężynowe
67
75
85
C67S
C75S
C85S
Konstrukcyjne stopowe do
nawęglania
15H
16HG
20HG
17HNG
17Cr3
16MnCr5
20MnCr5
18CrNiMo-7-6
Stale kontr. Stopowe do
ulepszania cieplnego
25HM
30G2
30N
34NHM
25CrMo4
28Mn6
34Cr4
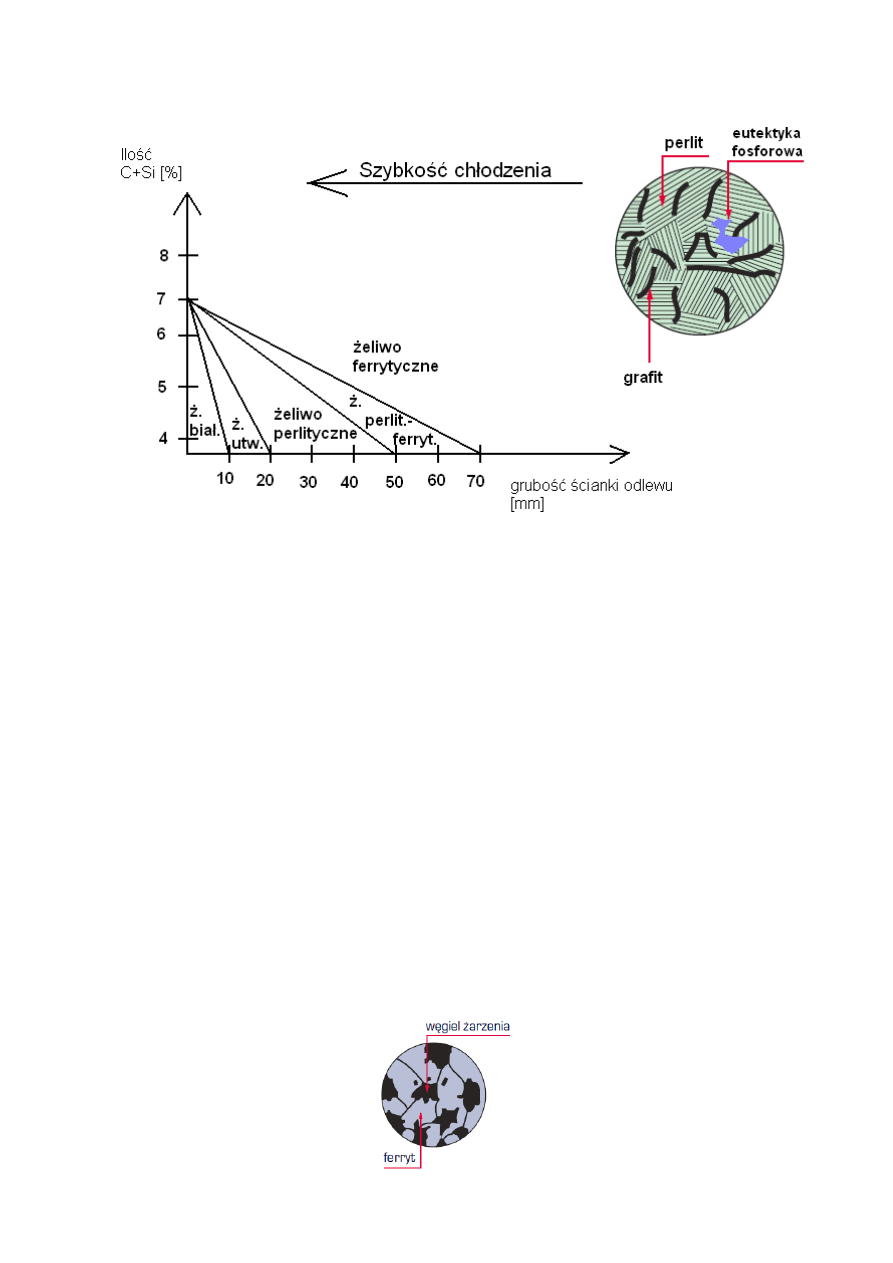
7. Omówić własności mechaniczne żeliwa szarego. Wykres Grinnera-Klingensteina i
właściwości (podłoże, sposób wydzielania grafitu)
Własności mechaniczne, żeliwa szarego:
- pochłania drgania tym lepiej im grubszy jest grafit płatkowy
- jest odporne na ścieranie ponieważ zawarty w nim grafit ma właściwości smarne,
dodatkowo pochłania smary
- zawarty w nim grafit powoduje kruchość i łamliwość wióra
- ma niską udarność
- eutektyka fosforowa powoduje poprawę sprężystości oraz odporności na ścieranie
Fe
3
C + Fe
3
P + Fe lub Fe
3
P + Fe
Do 0,3% fosforu (P) – wzrost twardości
>0,3% fosforu – wzrost twardości, obniżenie wytrzymałości na rozciąganie (Rm)
- siarka jest szkodliwa dla tego typu żeliwa
Strona 12 z 16
Wykres Greinera-Klingensteina:
Żeliwa szare mogą cechować się strukturą osnowy: ferrytyczną, ferrytyczno–perlityczną oraz
perlityczną. W strukturze żeliwa szarego, poza osnową metaliczną występuje również:
wydzielony (grafityzacja) grafit płatkowy, eutektyka fosforowa oraz wtrącenia niemetaliczne.
Najtrwalsze żeliwo szare to takie, w którym największy udział w strukturze ma perlit.
8. Sposoby otrzymywania żeliwa czarnego ciągliwego i jego własności (porównać z
żeliwem szarym)
Materiałem wyjściowym dla żeliwa czarnego ciągliwego jest żeliwo białe, które poddaje się
procesowi wyżarzania grafityzującego, kiedy to cementyt ulegając rozpadowi powoduje
wydzielenie się grafitu żarzenia w postaci kłaczkowatych aglomeratów:
Fe
3
C -> 3Fe + C (węgiel żarzenia – grafit żarzenia)
W praktyce żeliwo ciągliwe czarne otrzymuje się poprzez:
1. Wykonanie odlewów z żeliwa białego
2. Wyżarzanie odlewów:
a) starą metodą – odlewy ładuje się do skrzyń, obsypuje piaskiem, oblepia się gumą i
ładuje do pieca
b) nową metodą – odlewy ładuje się do pieca z kontrolowaną atmosferą (CO/CO
2
i
H
2
O/H
2
)
Proces grafityzacji – rozpoczyna się od tworzenia zarodków grafitu, do którego dyfunduje
węgiel rozpuszczony w austenicie, narastając w miarę wydzielania się na zarodkach.
Zubożały w węgiel austenit rozpuszcza nowe ilości Fe
3
C (cementytu).
Uplastycznienie żeliwa uzyskuje się dzięki właściwościom podłoża (ferryt, perlit) i kulowym
wydzieleniom grafitu.
Rys. Żeliwo czarne ciągliwe o podłożu ferrytycznym
Żeliwo szare o
podłożu
perlitycznym

Strona 13 z 16
Żeliwo ciągliwe czarne o podłożu:
- ferrytycznym – ma wytrzymałość zbliżoną do ferrytu, „”nie puchnie”, brak cementytu
- perlitycznym – wytrzymałość zbliżona do perlitu, daje się obrabiać cieplnie (hartowanie i
odpuszczanie)
Żeliwo szare
Żeliwo czarne ciągliwe
- kruchość i łamliwość wióra
- dobra skrawalność
- odporne na ścieranie
- niska udarność
- wysoka wytrzymałość, nie jest kruche
- odporne na uderzenia
- dobra skrawalność
- odporne na korozję
- tanie
9. Sposób otrzymywania żeliwa sferoidalnego i jego własności (porównać z żeliwem
szarym)
Żeliwo sferoidalne jest żeliwem wysokojakościowym. Materiałem wyjściowym do jego
produkcji jest żeliwo szare o zawartości siarki < 0,002%. Przed modyfikacją przeprowadza
się odsiarczanie manganem (MnS spływa do żużla). Jego produkcja polega na dwuetapowej
modyfikacji:
1. Wprowadza się magnez (ewentualnie 20% Mg+Cu+Ni). Mg powoduje obniżenie
napięcia powierzchniowego, co powoduje, że grafit zwija się w kulki.
2. Następnie wprowadza się FeSi, który powoduje rozdrobnienie ziaren.
Żeliwo szare
Żeliwo sferoidalne
- kruchość i łamliwość wióra
- dobra skrawalność
- odporne na ścieranie
- niska udarność
- wysoka udarność, plastyczność
- duża wytrzymałość (zbliżona do stali)
- odporne na wysokie ciśnienia
10. Stopy miedzi z cynkiem (mosiądze, klasyfikacja i właściwości)
Miedź – metal o cennych właściwościach, barwy czerwonej, bardzo miękki, o niskiej
wytrzymałości na rozciąganie, o bardzo dobrych własnościach plastycznych; można ją
umocnić tylko na drodze obróbki plastycznej na zimno; ma wysokie przewodnictwo cieplne i
elektryczne; stosunkowo dużą odporność na korozję ( w wilgotnym powietrzu pokrywa się
warstewka zasadowego węglanu miedzi – patyną, chroniącą ją przed dalszą korozja o ile nie
ma w atmosferze dwutlenku siarki); rozpuszczalnikiem Cu jest kwas azotowy, zwłaszcza
stężony; przy nagrzewaniu w atmosferze zawierającej wodór ulega „chorobie wodorowej”
Stopy miedzi:
Mosiądze – stopy miedzi, w których głównym składnikiem stopowym jest cynk
Brązy – stopy miedzi, w których głównym składnikiem stopowym jest jakiś inny poza
cynkiem pierwiastek, znamy brązy cynowe, aluminiowe, niklowe, ołowiowe, manganowe,
krzemowe i berylowe
Mosiądze należą do najbardziej rozpowszechnionych stopów miedzi, dzięki swoim dobrym
własnościom użytkowym i technologicznym oraz niskiej cenie. Zawartość Zn w praktycznie
stosowanych mosiądzach nie przekracza 45 %, gdyż stopy o wyższej zawartości Zn są bardzo
kruche.
Strona 14 z 16
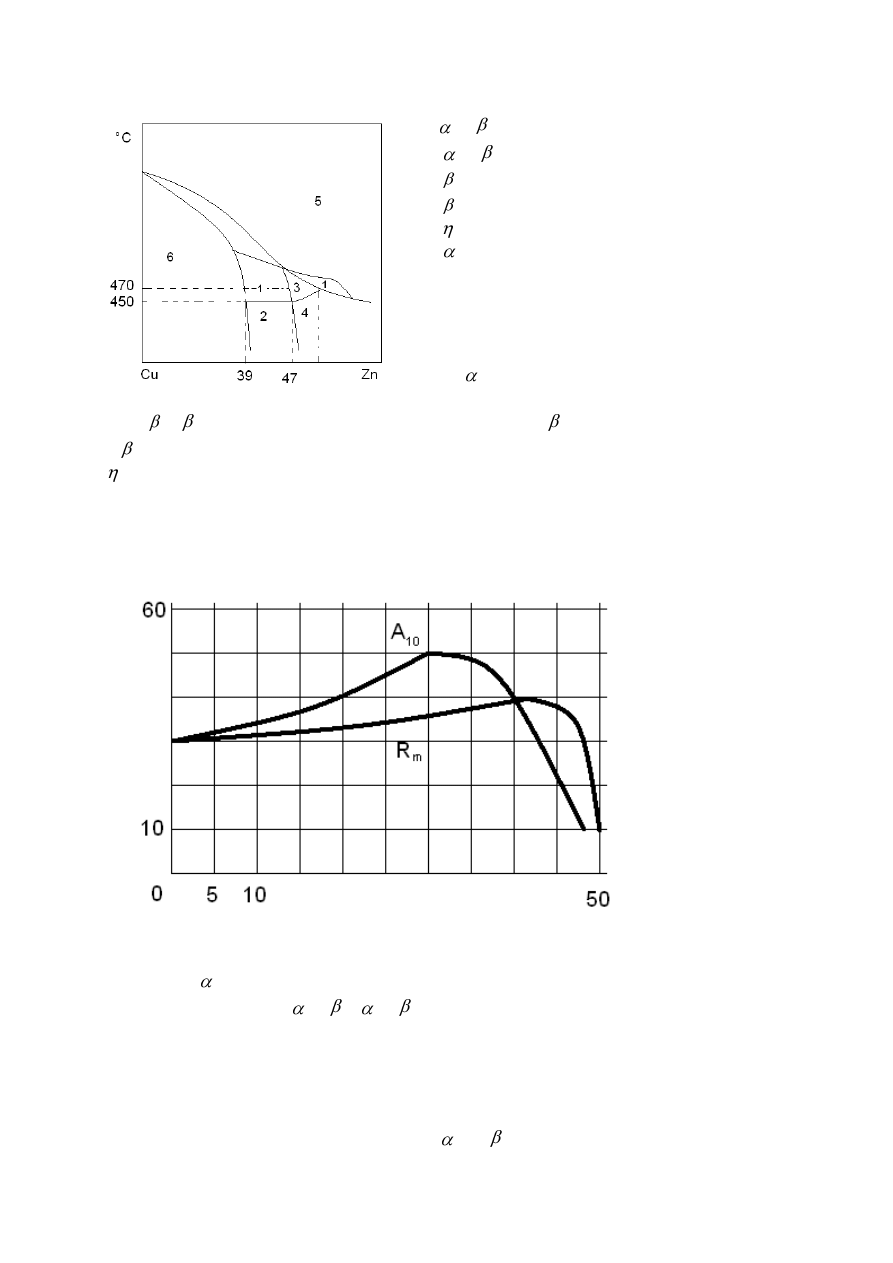
Układ równowagi fazowej miedź – cynk
1-
+
2 -
+
’
3 -
4 -
’
5 -
6 -
Faza
to roztwór cynku w miedzi, roztwór
podstawowy, jednofazowy, materiał plastyczny
Fazy
i
’ to fazy międzymetaliczne, kruche, przy czym to roztwór nieuporządkowany
a
’ uporządkowany.
to roztwór podstawowy Cu w Zn, stały.
Wpływ zawartości Zn na własności mechaniczne mosiądzu ( oś y to wytrzymałość na
rozciąganie R
m
w kG/mm
2
i wydłużenie względne A
10
w %)
mosiądze :
1) 20% Zn – tombaki (złoty kolor)
2) mosiądze - o jednorodnej strukturze roztworu stałego zawierające do 39% Zn
3) mosiądze dwufazowe + i + ’zawierające 39 – 45 % Zn
Korozja mosiądzu:
- Sezonowe pękanie (podlegają mu elementy posiadające wewnętrzne naprężenia
rozciągające); 4 h wyżarzania w temp 250 stopni C; groźne są naprężenia w strefie sprężystej
a nie plastycznej
- odcynkowanie mosiądzu tylko w stopie
+
; zachodzi w obecności niektórych
elektrolitów w szczególności zawierających aniony Cl; tworzy się gąbczasta struktura miedzi
- w mosiądzach wieloskładnikowych korozji podlegają granice ziaren

Strona 15 z 16
11. Metale szlachetne, stopy metali szlachetnych, klasyfikacja.
Do metali szlachetnych zaliczamy złoto, srebro, platynę oraz ich stopy. Są one bardzo
odporne na korozję w warunkach atmosferycznych, w wodzie a także w licznych innych
środowiskach. Mają niskie własności wytrzymałościowe przy bardzo dobrych własnościach
plastycznych.
Au – odporne na większość kwasów i zasad, wykonuje się z niego urządzenia laboratoryjne,
oraz do złocenia chemicznego i galwanicznego.
Ag – szczególnie duża odporność na działanie silnych zasad, jest słabo rozpuszczalne z
kwasach organicznych, wykorzystuje się je do srebrzenia chemicznego i galwanicznego, na
przewody w urządzeniach elektrycznych (duże przewodnictwo elektryczne) oraz na aparaturę
w przemyśle chemicznym, czyste srebro ma właściwości bakteriobójcze.
Pt – duża odporność na działanie wielu czynników chemicznych, rozpuszcza się jedynie na
gorąco w wodzie królewskiej, czysta Pt jest stosowana w przemyśle chemicznym z uwagi na
odporność na korozję oraz na działanie katalityczne w wielu procesach chemicznych, jest
stosowana również na sprzęt laboratoryjny w postaci siatek, tygli, parownic, łódeczek itp.
Au i Ag stosuje się w jubilerstwie i w dentystyce w postaci stopów.
Głównym składnikiem stopów złota są miedź i srebro. Taki skład zapewnia odpowiednia
twardość i odporność na korozję. Prawnie ustalone składy procentowe prób złota:
Pierwsza próba – 96% Au (miękkie, łatwo się ścierają)
Druga próba – 75% Au
Trzecia próba – 58,3% Au (najwyższa twardość i odporność na ścieranie, brzydkie czerwone
zabarwienie ze względu, na że Cu w tym stopie jest objętościowo znacznie więcej niż Au)
Głównymi składnikami stopów srebra jest miedź i cynk. Prawnie ustalone stopy tego metalu:
Pierwsza próba – 94 % Ag (niska twardość)
Druga próba – 87,5% Au
Trzecia próba - 80% Au
Praktyczne zastosowanie mają stopy próby 2 i 3 o wyższych własnościach mechanicznych,
lecz nieco brzydkim żółtawym zabarwieniu. Znalazły one zastosowanie jako wyroby
artystyczne, naczynia stołowe i galanteria. Duże znaczenie mają stopy srebra jako luty twarde.
Patyna i jej stopy stosowane są głównie dla celów przemysłowych. Największe znaczenie
mają stopy platyny z irydem osiągające twardość HB=265 przy 40% irydu (zastosowanie w
przemyśle elektro technicznym, elektrochemicznym, medycznym i jubilerstwie). Stopy
platyny z rodem służą jako katalizatory oraz w postaci drutów do wyrobu termopar.
12. Szkło metaliczne, właściwości, metody otrzymywania
materiały będące produktem przechłodzenia cieczy z pominięciem procesu krystalizacji, aż do
powstania ciała stałego o nieuporządkowanej strukturze atomowej podobnej do struktury
cieczy. Pierwszy materiał tego typu został wyprodukowany w Kalifornii i był to stop złota z
krzemem.
Metody otrzymywania:
1) Metoda natryskiwania ciekłego metali na nośniku gazu obojętnego na metaliczne
podłoże.
2) Napylenie ciekłego metalu na dyspersyjny proszek.
3) Metoda młota i kowadła (krople metalu rozbija się młotem ?).
4) Metoda ciągłego odlewania (leje się na bęben ?).
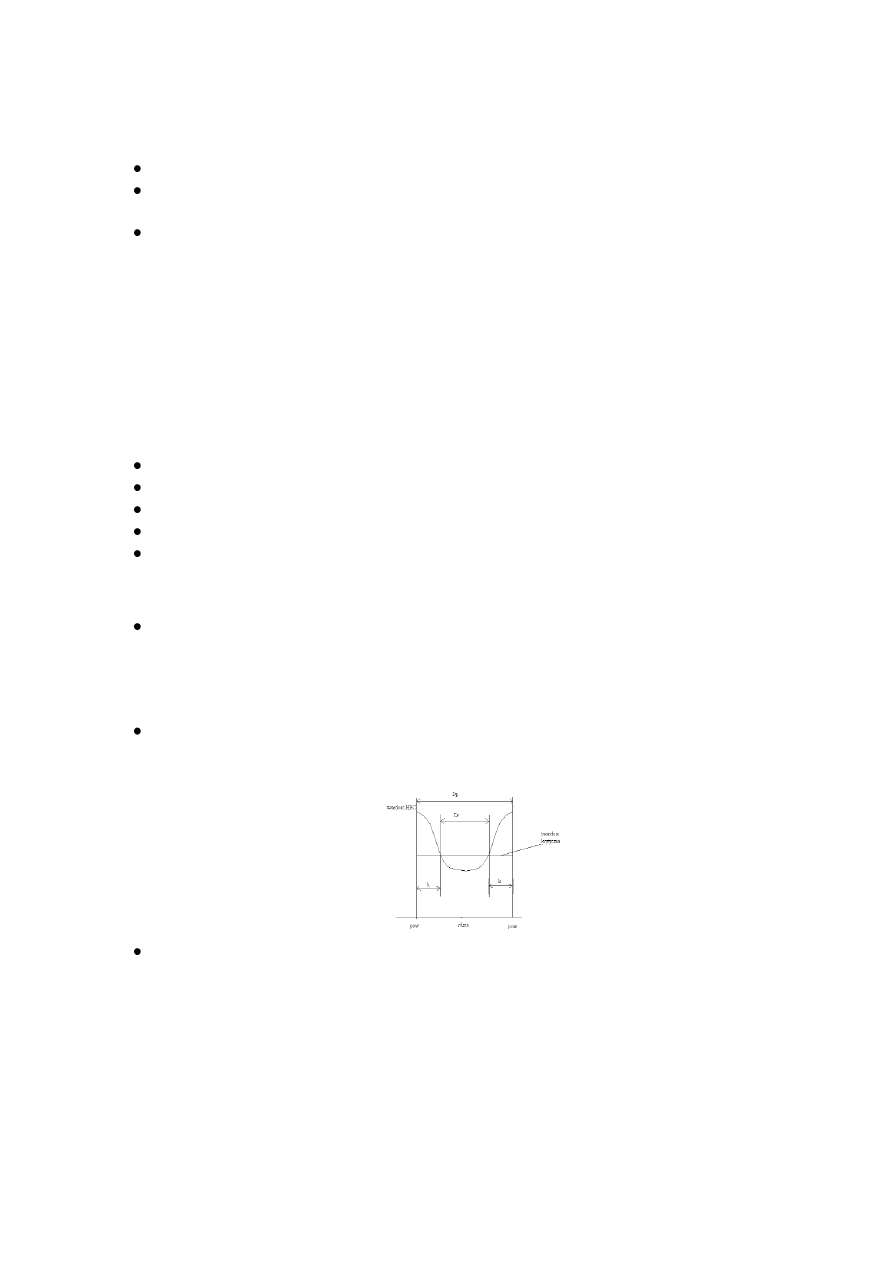
Podatność na zeszklenie:
M
G
r
T
T
T
G
T
- temp zeszklenia;
M
T
- temp topnienia
r
T
ok 0,25 to można przeprowadzić materiał w stan szkła metalicznego

Strona 16 z 16
Materiały dające się zeszklić to stopy metali przejściowych (Fe, Co, Ni, Zn, Nb) i
szlachetnych z 15-30% dodatkiem niemetali (Si, P, B).
Struktura nie jest do końca poznana, zidentyfikowana, przyjmuje się ze jest zbliżona do
struktury ciekłego metalu.
Właściwości:
- dobre właściwości mechaniczne w temperaturach dużo niższych od temperatury zeszklenia
- szkła metaliczne nie wykazują w tych temperaturach wyraźnej graniczy plastycznej
- ferromagnetyki o właściwościach magnetycznie miękkich
- duża odporność na korozję
Wyszukiwarka
Podobne podstrony:
NANOMATERIAŁY METALICZNE Nanomaterialy metaliczne opracowanie pytan
Nasze opracowanie pytań 1 40
Opracowanie pytań z anatomii
opracowanie pytań z optyki
Maszyny Elektryczne Opracowanie Pytań Na Egzamin
opracowanie pytan id 338374 Nieznany
opracowanie pytan karafiata
Opracowanie pytań 2 kolokwium
cw 3 broma opracowanie pytan 810
Nhip opracowanie pytan id 31802 Nieznany
filozofia opracowanie pytań
opracowanie pytan Automatyka
pytania egz ekonimak II, OPRACOWANIE PYTAŃ NA EGZAMIN
Zestaw 88 Kasia Goszczyńska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
opracowane zestawy, OPRACOWANIE PYTAŃ NA EGZAMIN
Opracowanie pytań MAMET METALE
egzamin z sorbentów opracowanie pytań 1 2 JM
więcej podobnych podstron