E. Michlowicz: IMW - Struktury systemu i analiza przepływów
1
Q
sr
= P
s
(s) * min q
i
; i = 1, 2 ...n
Q
WY
= Q
WE
* P
s
(s)
WYKŁAD 2
STRUKTURY SYSTEMU PRODUKCYJNEGO
I ANALIZA PRZEPŁYWÓW
Podstawowe oznaczenia przy opisach przepływów:
Q
we,
Q
wy
- wydajność (natężenie przepływu) strumienia wejściowego i
wyjściowego,
q
i
- wydajność i - tego urządzenia,
i = 1, 2 .... n - numer urządzenia ut
i
,
p ( i ) - prawdopodobieństwo niezawodności działania urządzenia ut
i
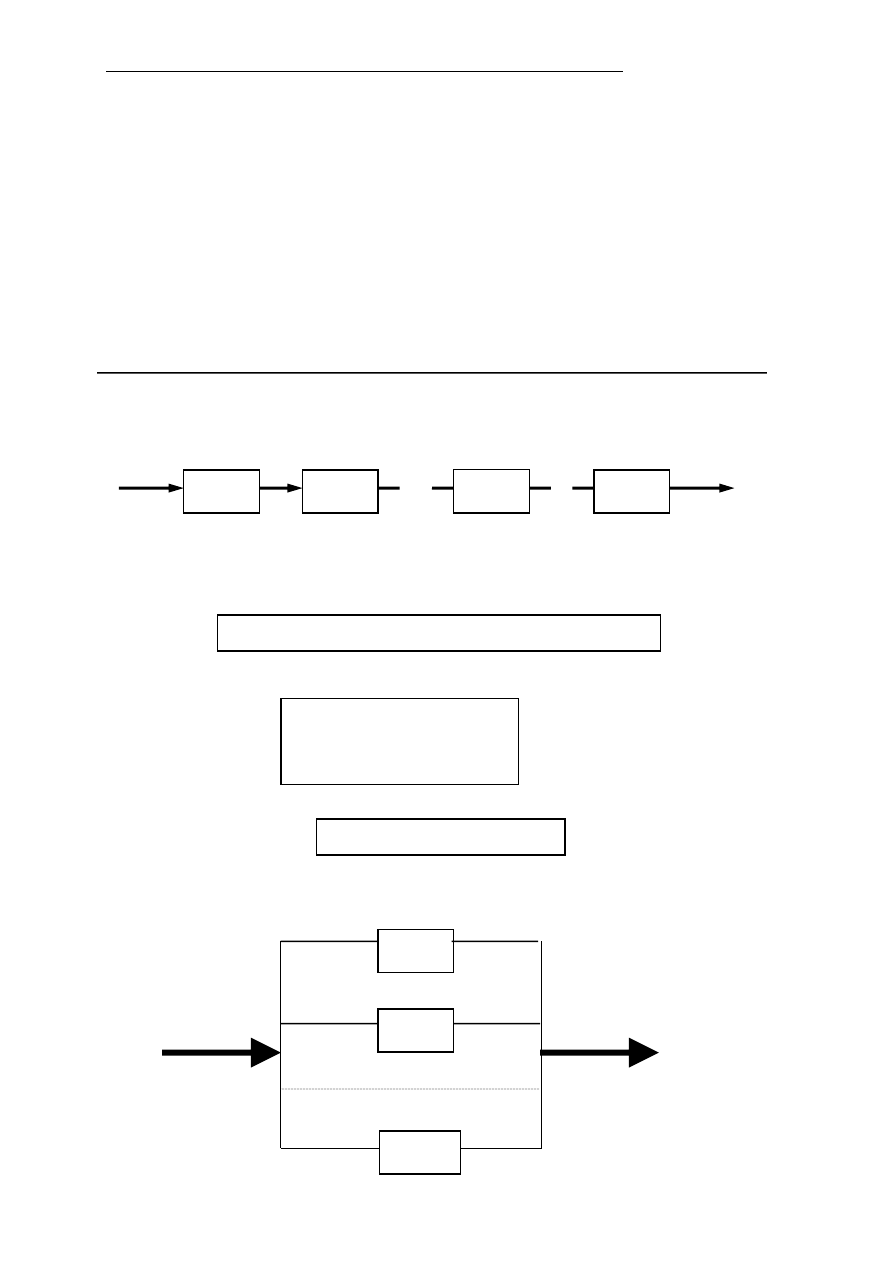
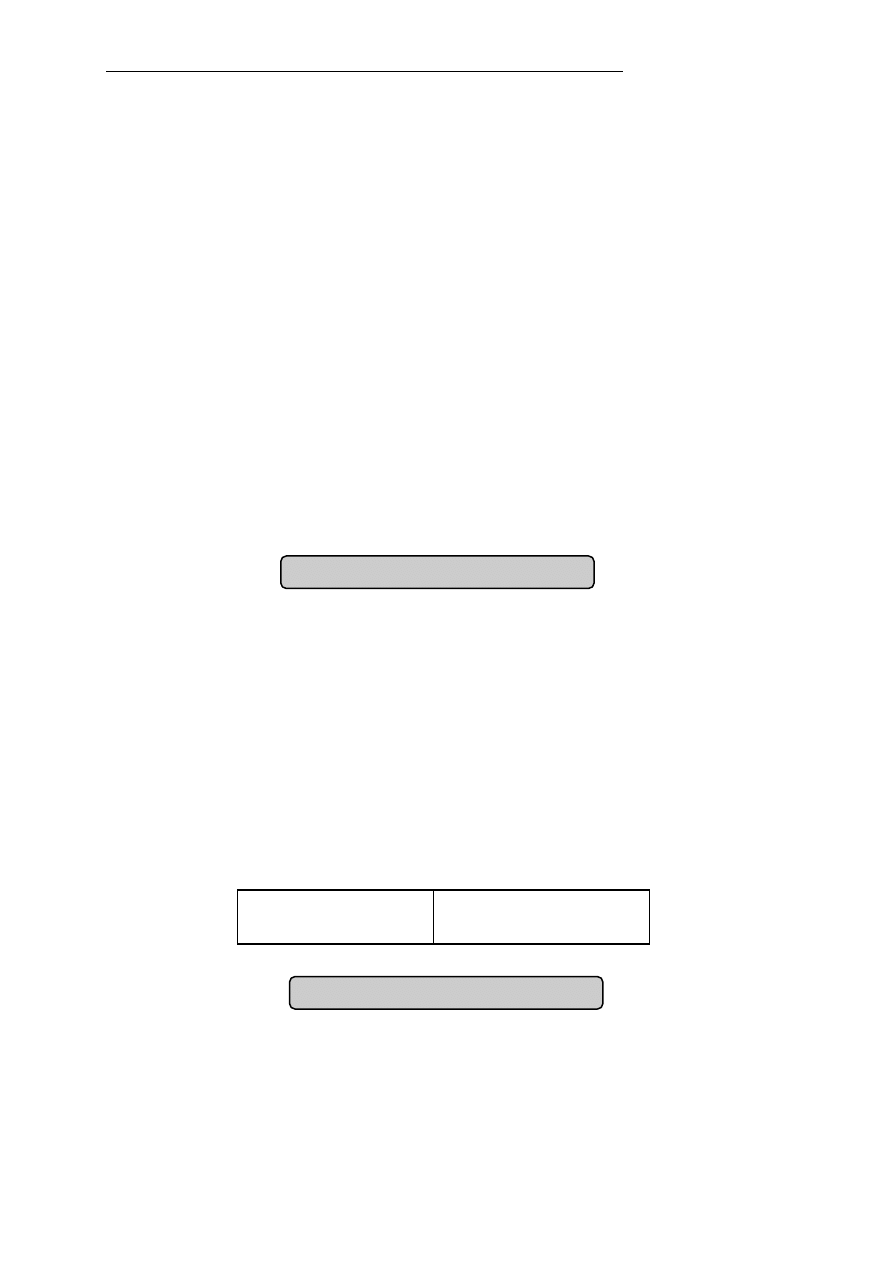
1. Struktura szeregowa
q
1
q
2
q
i
q
n
Q
we
Q
wy
p(1) p(2) .... p(i) ... p(n)
Wydajność średnia układu wynosi:
przy czym niezawodność układu szeregowego wynosi:
n
P
s
(s) =
{p (i)} ;
i=1
Ponadto:
gdy Q
WE
< min q
i
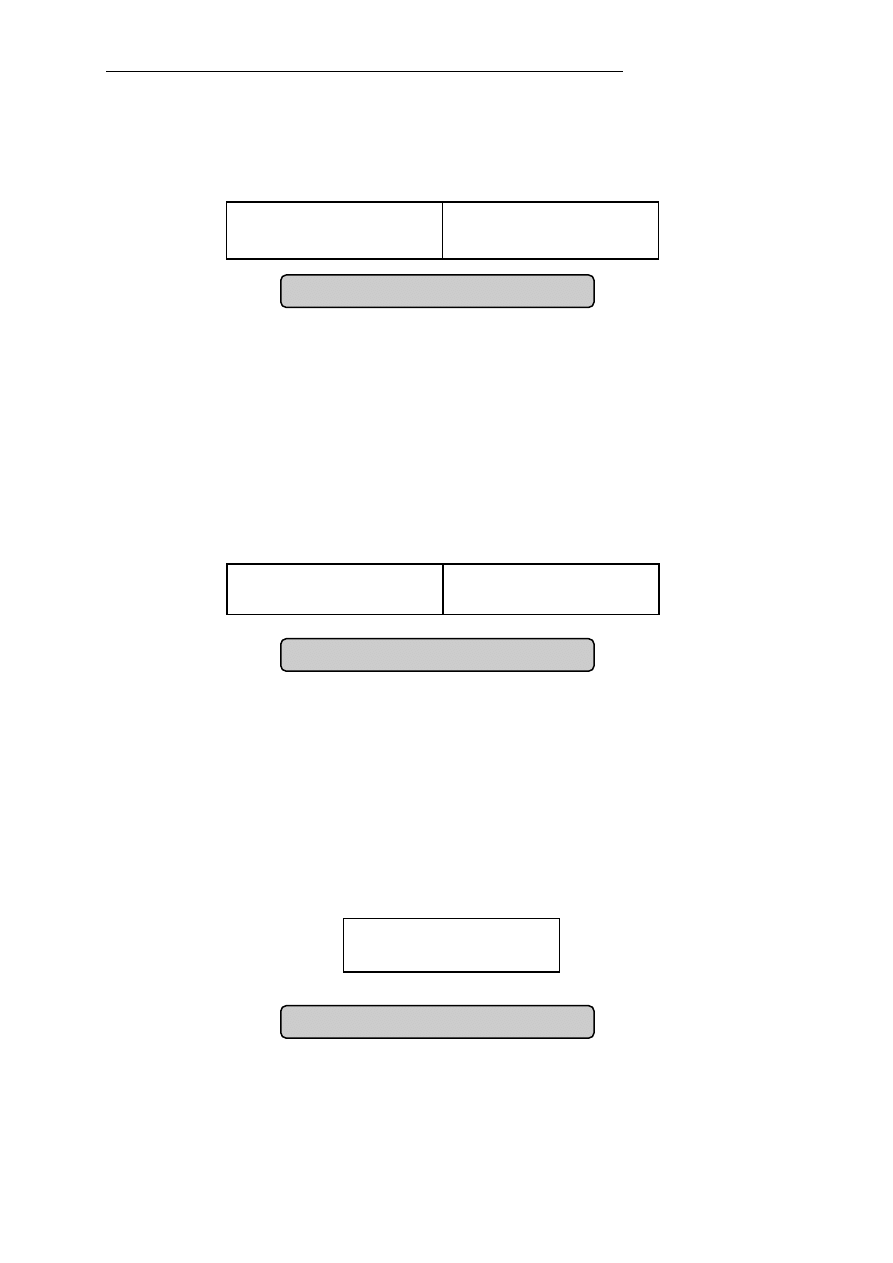
2. Struktura równoległa
q
1
p (1)
q
2
p (2)
Q
WE
Q
WY
q
i
i p (i)
q
n
p (n)
ut
1
ut
2
ut
i
ut
n
ut
1
ut
2
ut
n
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
2
Q
WY
= P
R
(s) * Q
WE
Wydajność układu wynosi:
n n
gdy Q
WE
>
q
i
=> Q
WY
= P
R
(s) *
q
i
i=1 i=1
n
gdy Q
WE
<
q
i
=>
i=1
przy czym niezawodność układu równoległego wynosi:
n
P
R
(s) = 1 -
[ 1 - p (i)] ;
i=1
3. Typowe modele przepływów w procesach produkcyjnych
Z punktu widzenia procesów logistycznych wyróżnia się dwa podstawowe
rodzaje procesów produkcyjnych:
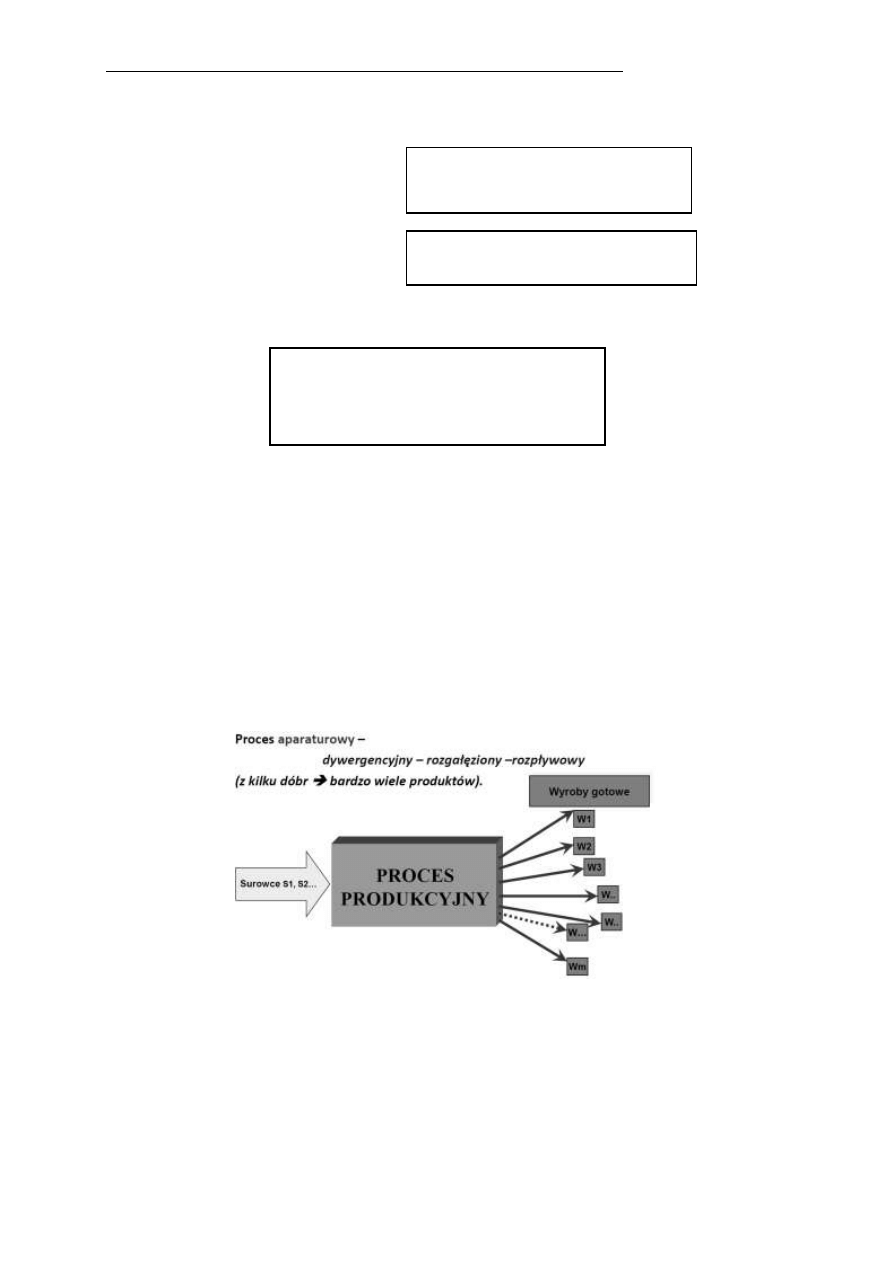
procesy aparaturowe (dywergencyjne, dywersyfikujące)
procesy obróbczo - montażowe (konwergencyjne, syntetyzujące)
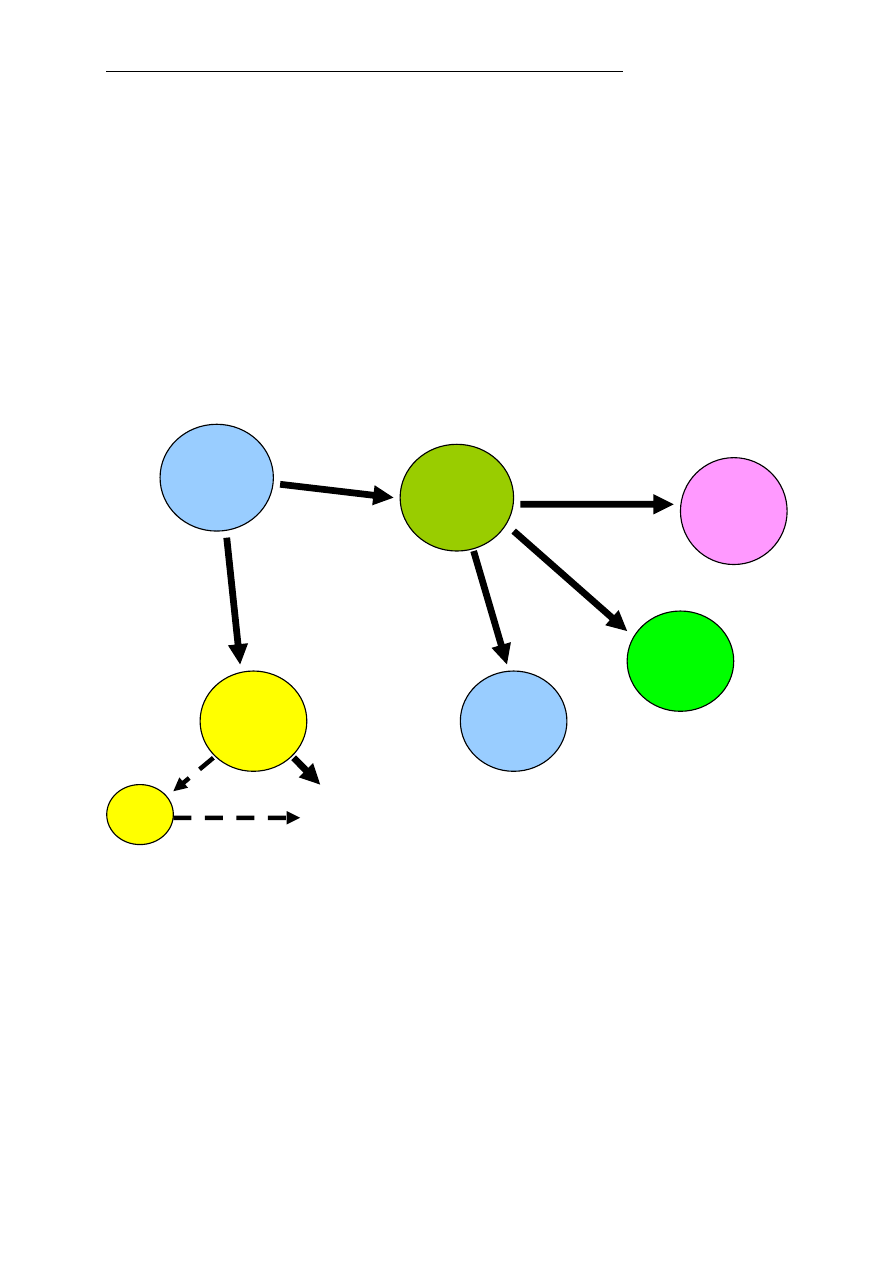
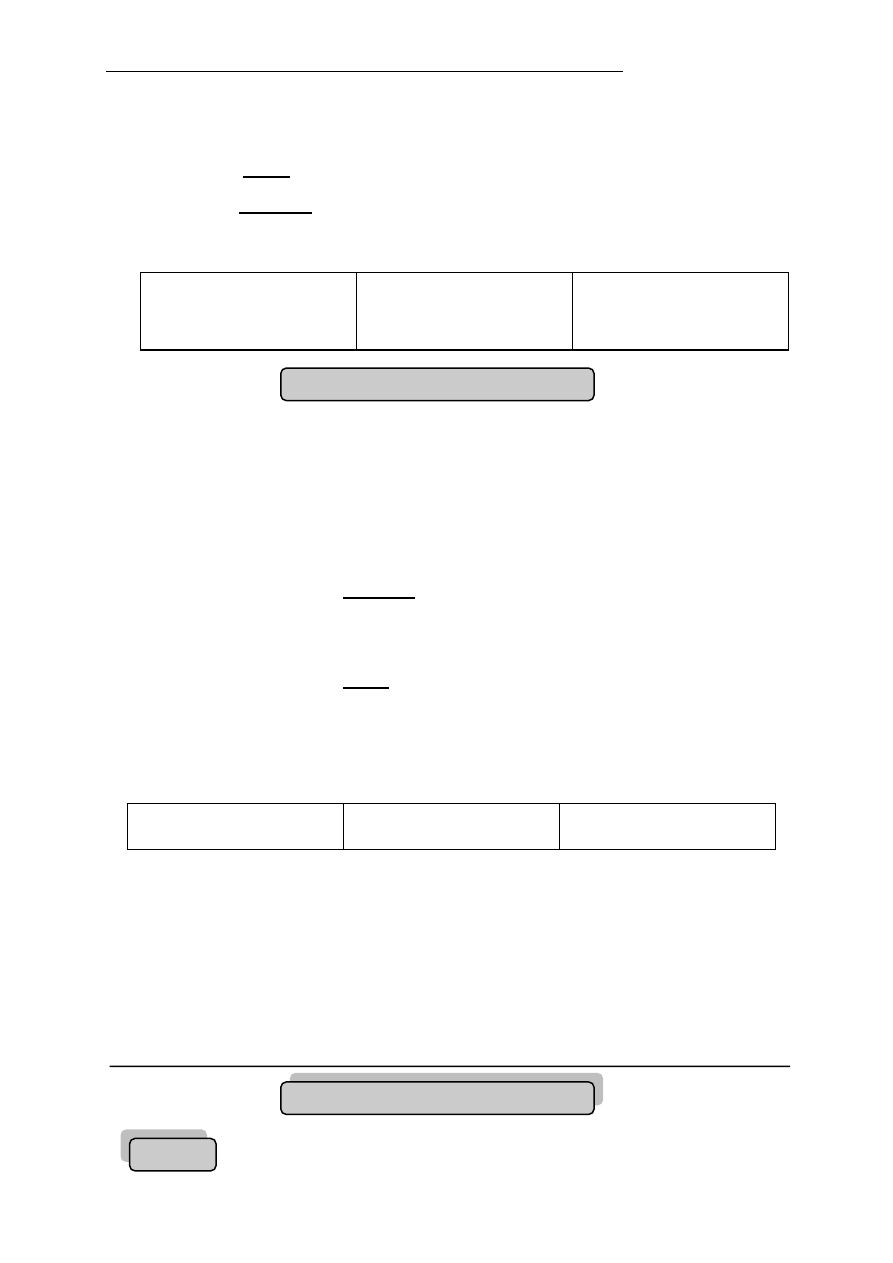
3.1.Procesy aparaturowe (dywergencyjne) - charakteryzują się tym, że z
niewielkiej liczby surowców (półproduktów), w kolejnych etapach produkcji,
wytwarzany jest liczny asortyment wyrobów dostosowany do popytu klientów –
rysunek 1.
Rys. 1. Schemat procesu dywergencyjnego
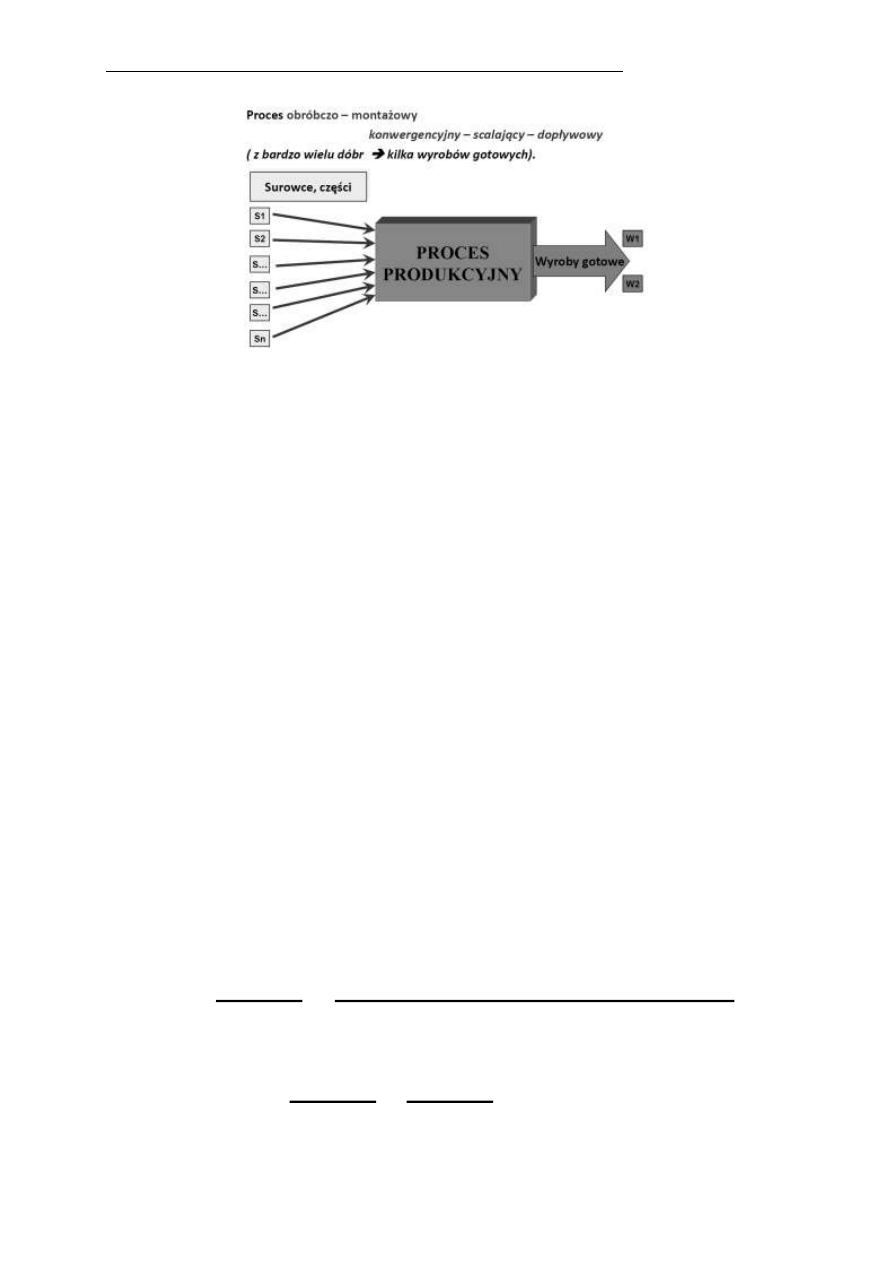
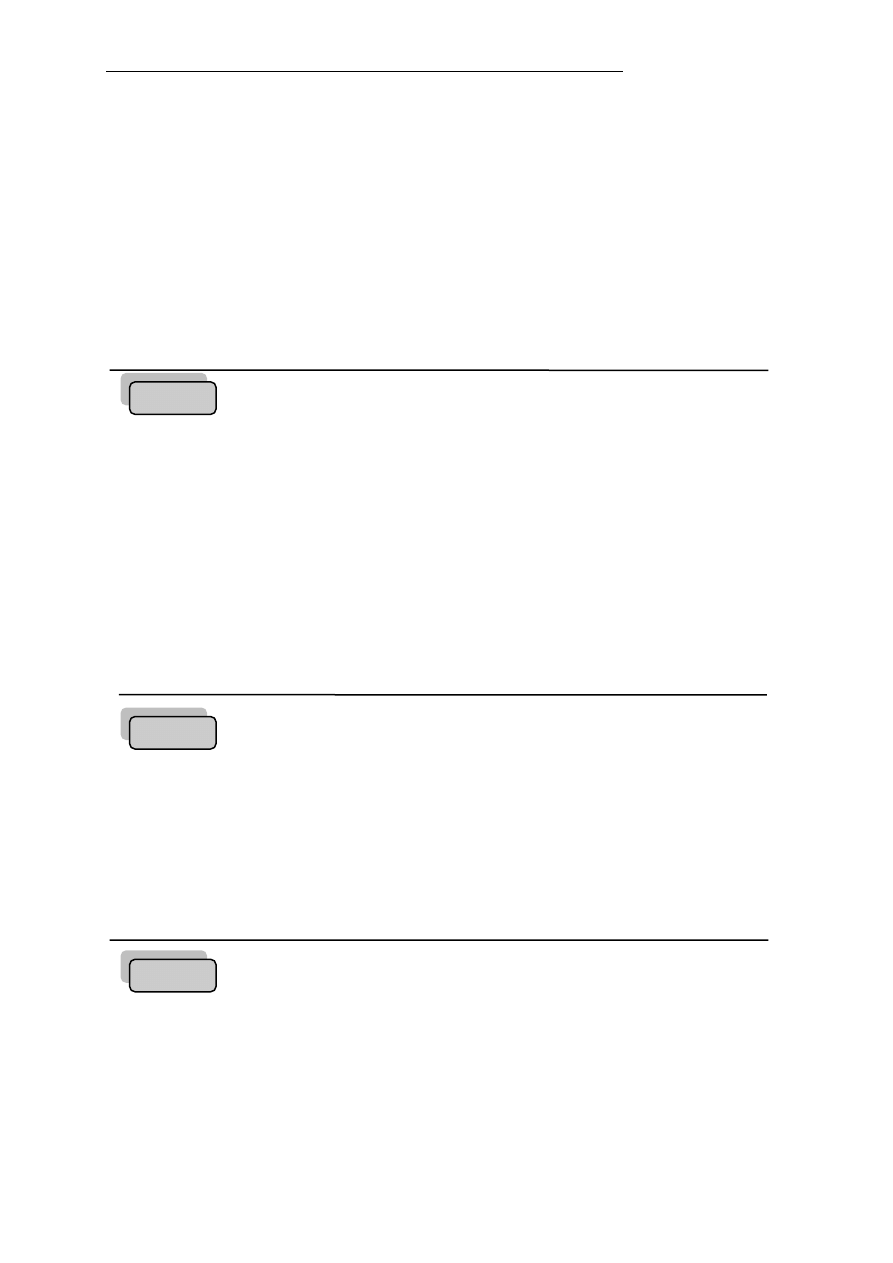
3.2.Procesy obróbczo – montażowe (konwergencyjne) lub syntetyzujące
charakteryzują się tym, że z wielu materiałów (surowców, półproduktów lub
produktów) wytwarza się ograniczony asortyment wyrobów gotowych – rys. 2.
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
3
Rys. 2. Schemat procesu konwergencyjnego
Ze względu na dużą złożoność procesów konwergencyjnych, a w
szczególności ze względu na „dużą wymiarowość” tych procesów (duża liczba
zmiennych decyzyjnych), sterowanie przepływami materiałów oraz informacji w
tych procesach jest bardzo skomplikowane, a do sterowania wykorzystuje się
wiele metod.
Z tego powodu powinno się „klasyfikować” przepływy produkcyjne w
ustalone, znane rozwiązania organizacji przepływów.
Są to:
linie potokowe stałe zsynchronizowane,
linie potokowe stałe niezsynchronizowane,
linie potokowe zmienne,
gniazda przedmiotowe o produkcji powtarzalnej,
gniazda o produkcji niepowtarzalnej.
4. Możliwości zwiększania wydajności struktur zawodnych
Niezawodność obiektu to jego zdolność do spełnienia wymagań (czyli jest to
stan obiektu).
Niezawodność obiektu jest to prawdopodobieństwo spełnienia przez obiekt
stawianych mu wymagań ( a zatem jest to liczba 0 < P < 1 ).
Niezawodność obiektu jest to prawdopodobieństwo, że obiekt będzie sprawny
w okresie (t
1
, t
2
)
Prawdopodobieństwo zdatności P (s)
Do określenia zdatności wykorzystywany jest dodatkowy parametr opisujący
urządzenie - wskaźnik uszkodzeń
:
t
pn
czas postojów nieplanowanych (uszkodzeń)
=
t
p
czas pracy urządzenia
jako wartość średnią wskaźnika przyjmuje się:
t
pn
E
=
t
p
B
E - średnia wartość czasu trwania postoju urządzenia wskutek uszkodzenia
(czas naprawy),
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
4
B - średnia wartość czasu nieprzerwanej pracy urządzenia.
Zwiększanie wydajności następuje najczęściej poprzez:
dobór urządzeń o wyższych zdatnościach (niezawodnościach),
zastosowanie redundancji, czyli nadmiaru dla całego układu
(tzw. zrównoleglanie układu),
zastosowanie redundancji, czyli nadmiaru dla wybranych elementów układu
(tzw. zrównoleglanie składników),
zainstalowanie w układzie dodatkowego elementu pojemnościowego -
zbiornika (składu, bufora).
4.1. METODA ZRÓWNOLEGLANIA SKŁADNIKÓW
Metoda polega na równoległym dołączaniu do poszczególnych urządzeń
elementów nadmiarowych. W ten sposób otrzymujemy „n” gałęzi, w których
dołączonych jest „m
i
” elementów nadmiarowych. Jest to układ o strukturze
szeregowej, w którym poszczególne gałęzie posiadają strukturę
równoległą.
Założenia:
Q
we,
Q
wy
- wydajność (natężenie przepływu) strumienia wejściowego i
wyjściowego,
q
i
- wydajność i - tego urządzenia,
i = 1, 2 .... n - numer urządzenia ut
i
(także "gałęzi")
m
i
- ilość elementów dołączonych do i - tej "gałęzi",
p ( i ) - prawdopodobieństwo niezawodności działania urządzenia ut
i
q
1
q
2
q
i
q
n
Q
we
Q
wy
p(1) p(2) .... p(i) ... p(n)
Niezawodność takiego układu nadmiarowego wynosi:
n m
i
P
rs
(n, m) =
[ 1 -
( 1 - p (i)) ] ;
i=1 i=1
1
2
m
1
2
m
2
i
m
i
n
m
n
m
1
- 1
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
5
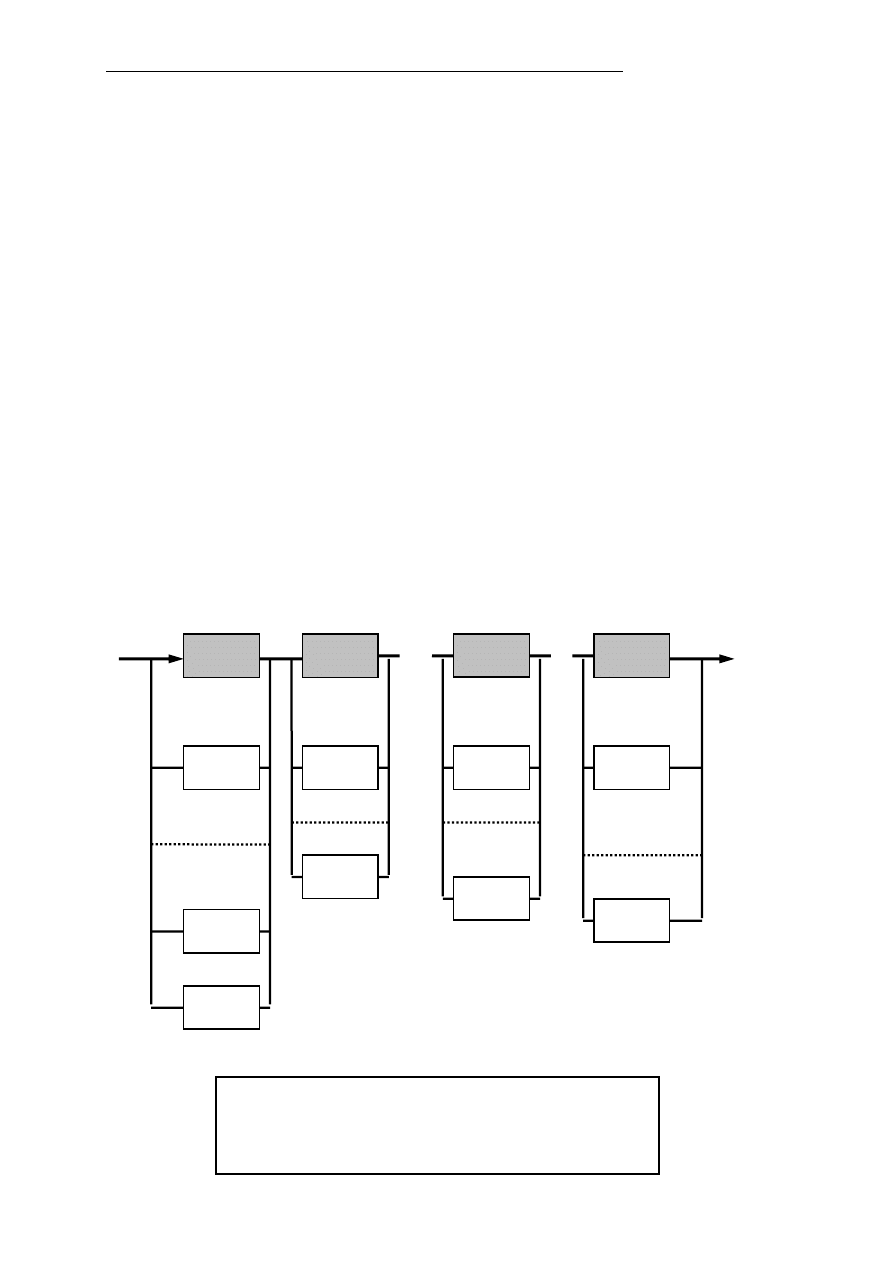
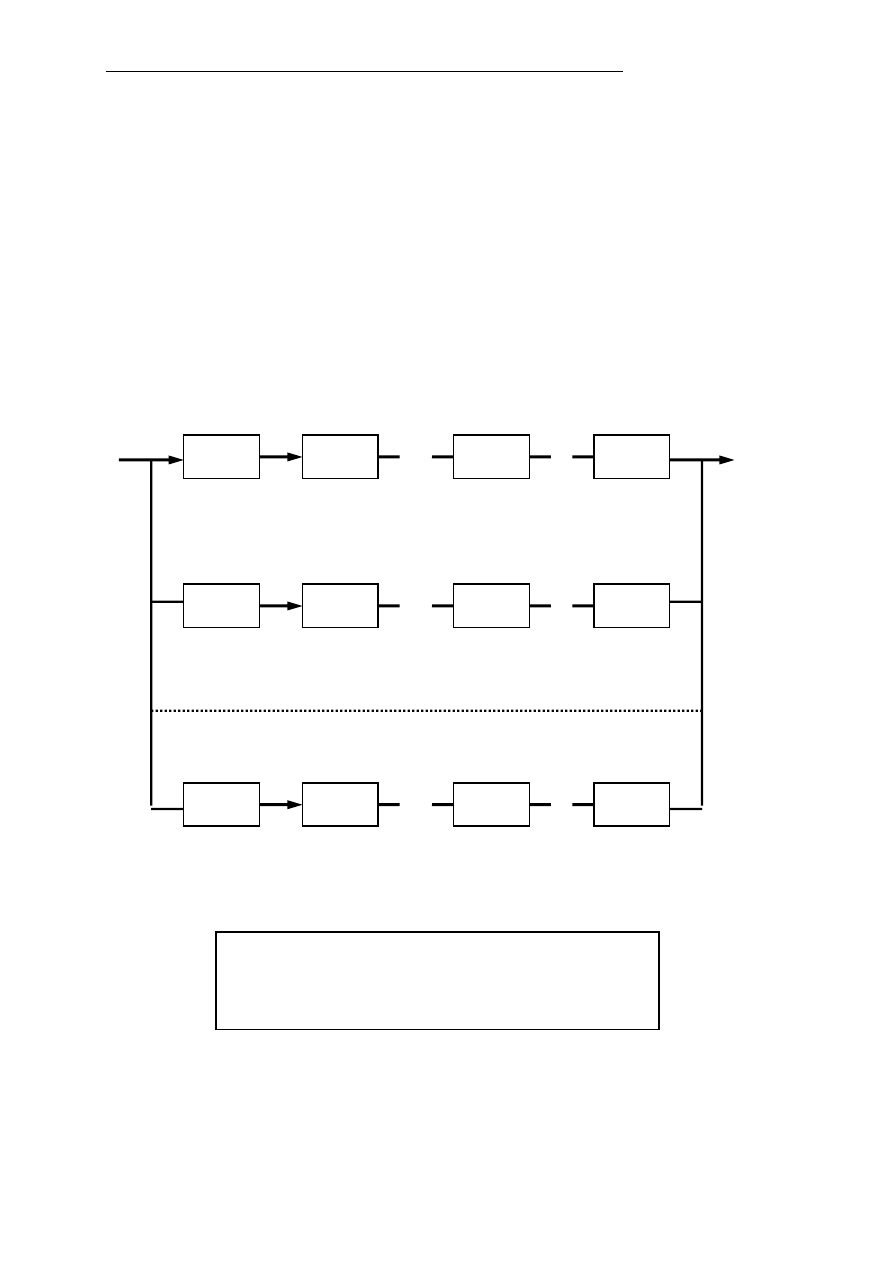
4.2. METODA ZRÓWNOLEGLANIA UKŁADU
Metoda polega na równoległym dołączaniu do istniejącej struktury szeregowej
urządzeń struktur nadmiarowych. W ten sposób otrzymujemy „m” gałęzi. Jest to
układ o strukturze równoległej, w którym poszczególne gałęzie posiadają
strukturę szeregową.
Założenia:
Q
we,
Q
wy
- wydajność (natężenie przepływu) strumienia wejściowego i
wyjściowego,
q
i
- wydajność i - tego urządzenia,
i = 1, 2 .... n - numer urządzenia ut
i
,
j = 1, 2 .... m - ilość dołączonych "gałęzi",
p ( i ) - prawdopodobieństwo niezawodności działania urządzenia ut
i
q
1
q
2
q
i
q
n
Q
we
Q
wy
1
p(1) p(2) .... p(i) ... p(n)
q
1
q
2
q
i
q
n
2
p(1) p(2) .... p(i) ... p(n)
j
q
1
q
2
q
i
q
n
m
p(1) p(2) .... p(i) ... p(n)
Niezawodność takiego układu nadmiarowego wynosi:
m n
P
ru
(n, m) = 1 -
[ 1 -
p (i) ] ;
j=1 i=1
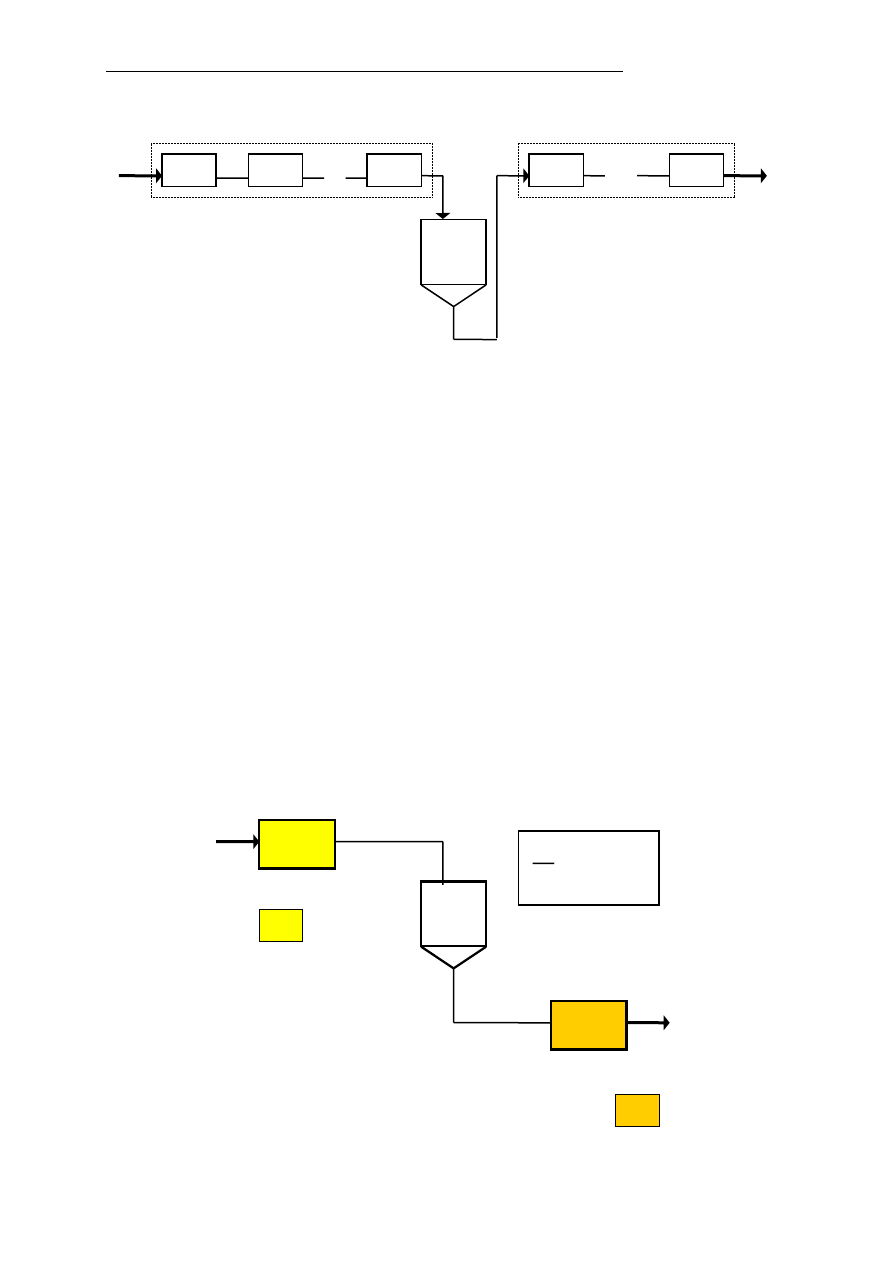
4.3. UKŁAD Z ELEMENTEM POJEMNOŚCIOWYM
Dany jest układ zastosowano w nim element pojemnościowy o zasobie Z.
1
1
1
2
2
2
i
i
i
n
n
n
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
6
Q
DO
Q
OD
Zadania urządzenia pojemnościowego:
podczas uszkodzenia jednego z elementów "części dostarczającej" materiał
do zbiornika, możliwe jest przesyłanie materiału do odbiorcy ze zbiornika,
podczas uszkodzenia jednego z elementów "części odbierającej" materiał ze
zbiornika, możliwe jest gromadzenie materiału w zbiorniku, przy czym
odbiorca nie otrzymuje materiału do chwili zakończenia naprawy uszkodzenia.
ANALIZA STANÓW W UKŁADACH Z ELEMENTEM
POJEMNOŚCIOWYM
Celem analizy jest ustalenie wpływu elementu pojemnościowego
na wydajność układu urządzeń.
Zmiennymi decyzyjnymi w analizie są:
pojemność elementu,
położenie elementu pojemnościowego w strukturze urządzeń.
Schemat układu:
Q
DO
część dostarczająca DO
element pojemnościowy
Q
OD
część odbierająca OD
1
2
k
Z
k+1
n
DO
Z
OD
DO
OD
dZ
= Q
DO
- Q
OD
dt
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
7
1. Analiza możliwych stanów urządzeń
Dla celów analizy wpływu parametrów bufora na sprawność układu
przyjęto, że część dostarczająca i część odbierająca mogą znaleźć się w
następujących stanach:
S – pracuje;
A – uszkodzony;
P – element w postoju wymuszonym.
Z kolei trzecia część – bufor może przyjąć jeden z trzech poniższych stanów:
1 – pusty;
2 – częściowo zapełniony;
3 – pełny.
Uogólnienie powyższych założeń dla potrzeb całego układu pozwala
stwierdzić, że liczba stanów w jakich może znaleźć się układ wynosi:
27
3
3
3
n
Przykładowy opis stanu:
P3A - oznacza, że nie ma przepływu materiału w układzie, gdyż:
a). część odbierająca „OD” znajduje się w stanie awarii „A”;
b). bufor jest pełny;
c). część dostarczająca „DO” znajduje się w postoju wymuszonym „P” .
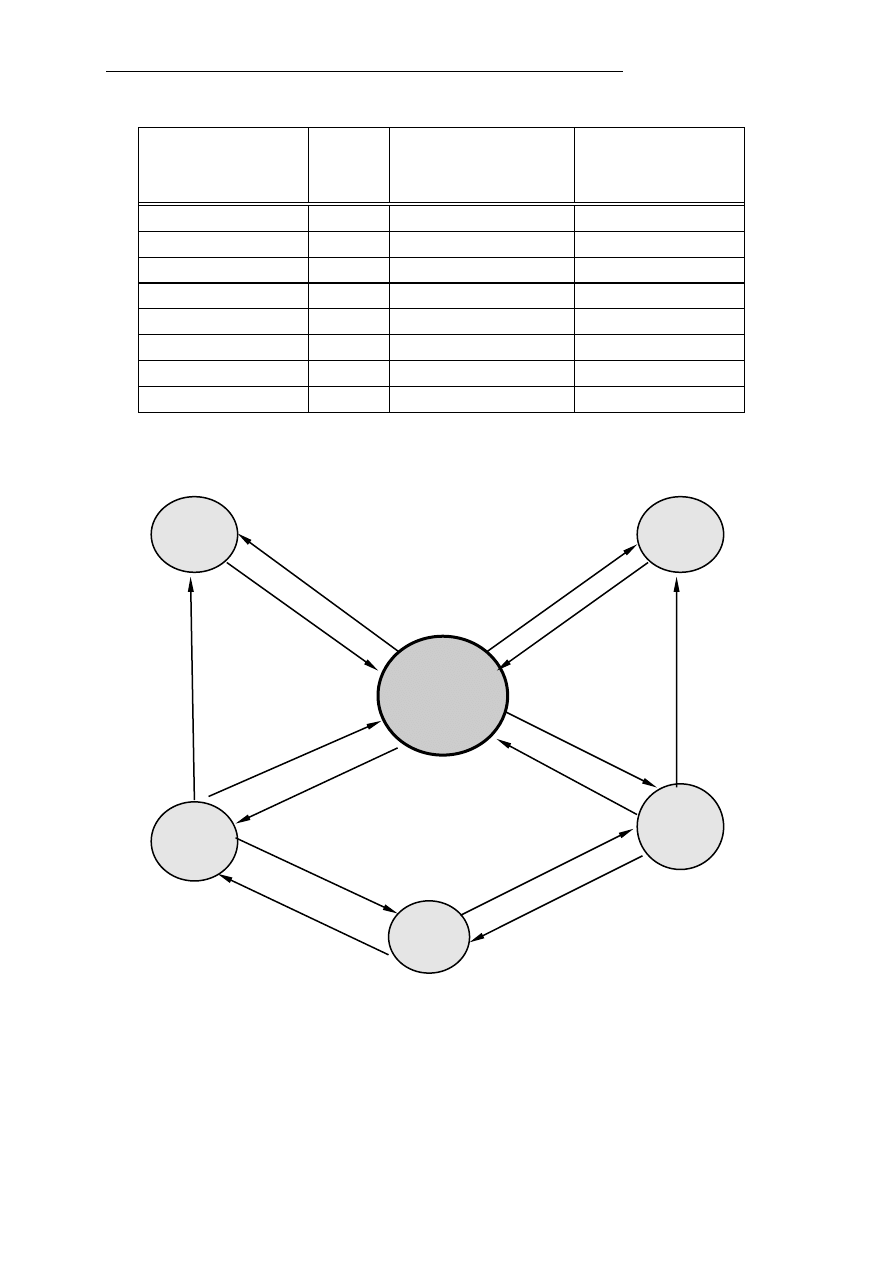
Przyjęcie założeń upraszczających pozwoliło na redukcję liczby możliwych
stanów do ośmiu, które zebrano w tabeli 1 wraz z możliwymi między nimi
przejściami, które dodatkowo ilustruje graf przejść.
S2S
A2S
S2A
A1P
A2A
S2S
S3A
P3A
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
8
Tab.1. Tabela możliwych stanów
Stan poprzedni
Lp.
Stan aktualny
Stan następny
4
1
S1S
4,6
5,6
2
S2S
5,6
8
3
S3S
5,8
1,5
4
A1P
1
2,3,7
5
A2S
2,7,4
1,2,7
6
S2A
7,2,8
5,6
7
A2A
6,5
3,6
8
P3A
3
S – sprawny (pracuje);
A – uszkodzenie (awaria); P – postój wymuszony
1, 2, 3 –stany zasobnika (pusty,
P3A częściowo zap., pełny) A1P
S1S
S2S
S3S
S2A A2S
A2A
Graf stanów i przejść
2. Algorytm obliczeń przepływu materiału w systemach
z elementem pojemnościowym (buforem)
W obliczeniach część dostarczającą i część odbierającą scharakteryzowana jest
czasem trwania naprawy i czasem pracy do uszkodzenia. Analizie poddane jest
osiem podstawowych stanów układu.
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
9
Zarówno czas pracy jak i czas naprawy są zmiennymi losowymi opisanymi
rozkładem eksploatacyjnym – wykładniczym.
Za dane wejściowe przyjęto poniższe parametry:
Wskaźnik uszkodzeń każdego pojedynczego urządzenia:
n
i
I
...
2
,
1
;
;
Pojemność zasobnika:
V = {V
1
, V
2
…..V
i
…V
k
}
Średni czas pracy każdego urządzenia: B(I), B(II);
Średni czas naprawy każdego urządzenia E(I), E(II);
II
I
κ
)
II
(
B
)
II
(
E
;
κ
)
I
(
B
)
I
(
E
Rzeczywiste czasy trwania stanu (praca, naprawa) są wyliczane z
funkcji gęstości rozkładu wykładniczego:
t
λ
e
λ
)
t
(
f
stąd:
;
ln C
t
gdzie:
- wartość średnia B(IS), E(IS)
)
,
(
C
1
0
-
zmienna losowa;
MOMENT KOŃCA STANU „TK”:
TK = min (TU (I), TU (II) )
Generowanie momentów uszkodzeń urządzeń I i II (czas pracy):
TU(I) = - B(I) * ln C
TU(II) = - B(II) * ln C
Czas trwania stanu S1S:
CRS = TK - TX
Produkcja P:
P = P + W * CRS
Generowanie czasu naprawy urządzenia I lub II (urządzenia IS):
CN (IS) = - E(IS) * ln C
Moment końca naprawy:
TN (IS) = TK + CN (IS)
Początek następnego stanu:
TX = TK
Przejście do następnego stanu
MOMENT KOŃCA STANU:
TK = min ( TU (I), TU (II))
Czas pracy systemu CRS:
CRS = TK - TX
Produkcja P:
P = P + CRS * W
Generowanie czasu naprawy urządzenia IS:
CN(IS) = - E(IS) * ln C
STAN S1S
TK = TU (I)
A1P
STAN S2S
TK = TU (II)
S2A
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
10
Moment zakończenia naprawy IS:
TN (IS) = TK + CN (IS)
Początek następnego stanu :
TX = TK
Przejście do następnego stanu
MOMENT ZAKOŃCZENIA STANU:
TK = min ( TU(I), TU(II) )
Czas pracy systemu CRS:
CRS = TK - TX
Produkcja P:
P = P + W * CRS
Generowanie czasu naprawy urządzenia, dla którego TK = TU (IS):
CN (IS) = - E (IS) * ln C
Moment końca naprawy urządzenia IS:
TN (IS) = TK + CN (IS)
Początek następnego stanu:
TX = TK
Przejście do następnego stanu
MOMENT KOŃCA STANU „A1P”:
TK = TN (I)
Generowanie czasu pracy urządzenia I:
CR (I) = - B(I) * ln C
Czas trwania stanu A1P:
CP = TK - TU (I) = CN (I)
Poprawa momentów uszkodzeń:
TU (I) = TK + CR (I)
TU (II) = TU (II) + CP
Początek następnego stanu:
TX = TK
Przejście do następnego stanu
Czas do opróżnienia zasobnika CV:
CV = Q / W
Moment zakończenia stanu:
TK = min ( TN(I), TU(II), TX + CV )
Czas trwania stanu:
CP = TK - TX
STAN A2S
STAN S3S
STAN A1P
TK = TU (I)
A2S
TK = TU (I)
A2S
TK = TN (I)
S1S
TK = TU (II)
S2A
TK = TU (II)
P3A
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
11
Produkcja P P = P + CP * W
Stan zasobnika Q: Q = Q - W * CP
Generowanie czasu:
- pracy, jeżeli TK = TN (I):
CR (I) = - B (I) * ln C
- naprawy, jeżeli TK = TU (II):
CN (II) = - E (II) * ln C
Początek następnego stanu: TX = TK
Przejście do następnego stanu
Czas do zapełnienia zasobnika CV:
CV = ( V - Q ) / W
MOMENT KOŃCA STANU:
TK = min (TU (I), TN (II), TX + CV )
Czas trwania stanu:
CP = TK - TX
Zapełnienie zasobnika Q:
Q = Q + W * CP
Generowanie czasu:
- naprawy, jeżeli TK = TU (I)
CN (I) = - E (I) * ln C
- moment zakończenia naprawy:
TN (I) = TU (I) + CN (I)
- pracy, jeżeli TK = TN (II)
CR (II) = - B (II) * ln C
- moment zakończenia pracy:
TU (II) = TK + CR (II)
Początek nowego stanu :
TX = TK
Przejście do następnego stanu
3. PRZYKŁAD
Dane:
W = 1,
= 0,02
B(I) = B(2) = 30; średni czas pracy do uszkodzenia,
i = 5 - położenie zasobnika,
E(I) = E(II) = (0,02*5)*30 = 3; średni czas naprawy,
V = 2 - pojemność zasobnika,
C - wygenerowana liczba losowa z przedziału (0, 1).
1. Warunki początkowe: TX=0 - czas, P=O - produkcja, Q=0 - zasób.
STAN S2A
TK = TN (I)
TU (I) = TK + CR (I)
S2S
TK = TU (I)
A2A
TK = TU (II)
TN (II) = TK + CN (II)
A2A
TK = TN (II)
S2S
TK = TX + CV
A1P
TK = TX + CV
P3A
OBLICZENIA
S1S
E. Michlowicz: IMW - Struktury systemu i analiza przepływów
12
MOMENT KOŃCA STANU „TK”:
TK = min (TU (I) )
Generowanie momentów uszkodzeń urządzeń I i II:
TU(I) = - B(I) * ln C = - 30 * ln 0.8737 = 4.05
TU(II) = - B(II) * ln C = - 30 * ln 0.7615 = 8.17
Czas trwania stanu S1S:
CRS = TK - TX = 4.05 - 0 = 4.05
Produkcja P:
P = P + W * CRS = 0 + 1 * 4.05 = 4.05
Generowanie czasu naprawy urządzenia I:
CN (I) = - E(I) * ln C = - 3 * ln 0.6701 = 1.2
Początek następnego stanu: A1P (bo zasobnik pusty - 1)
TX = TK = 4.05
2.
MOMENT KOŃCA STANU „A1P”:
TK = TX + CN(I) = 4.05 + 1.2 = 5.25
Generowanie czasu pracy urządzenia I:
CR (I) = - B(I) * ln C= - 30 * ln 0,0856 = 73.7
Czas trwania stanu A1P:
CP = CN (I) = 1.2
Poprawa momentów uszkodzeń:
TU (I) = TK + CR (I) = 5.25 + 73.7 = 78.95
TU (II) = TU (II) + CP = 8.17 + 1.2 = 9.37
Początek następnego stanu: S1S
TX = TK = 5.25
3.
MOMENT KOŃCA STANU:
TK = min ( TU ) = TU (II) = 9.37 --> S2A
Generowanie czasu naprawy urządzenia II:
CN (II) = - E (II) * ln C = - 3 * ln 0.5329 = 1.89
Czas trwania stanu S1S:
CRS = TK - TX = 9.37 - 5.25 = 4.12
Produkcja P:
P = P + W * CRS = 4.05 + 1*4.12 = 8.17
Początek następnego stanu: S2A
TX = TK = 9.37
4.
Czas do zapełnienia zasobnika CV:
CV = ( V - Q ) / W = 2/1 = 2
MOMENT KOŃCA STANU:
TK = min (TU (I), TN (II), TX + CV )
…………………………………………………………………………………..
S1S
S2A
A1P
Wyszukiwarka
Podobne podstrony:
IMW W02 analiza stanow id 21233 Nieznany
IMW W06 Struktury przeplywu id Nieznany
IMW W02 analiza stanow
Analiza przepływu wody przez przekrój mostowy (FM)
analiza przeplywow, BANKOWOŚĆ, Bankowość i Finanse
ANALIZA PRZEPŁYWÓW MIĘDZYGAŁĘZIOWYCH, studia, pomoce naukowe - repetytoria, ekonomia
ANALIZA PRZEPŁYWÓW MIĘDZYGAŁĘZIOWYCH
Analiza przeplywu przez przepus Nieznany (2)
IMW W02 Dobor napedu id 212334 Nieznany
10 Wstrzykowa analiza przepływowa
analiza przeplywow, Analiza i inne
Sprawozdanie Wstrzykowa analiza przepływowa
Analiza przepływu wody przez przekrój mostowy (FM)
więcej podobnych podstron