
2
Ekologia i zarządzanie środowiskiem
Projekt
Temat: Produkcja rur stalowych bez szwu.
MiBM, sem. II, gr.3
Skład sekcji:
1. Przemysław Matuszczyk
2. Mateusz Wawrzyniak
3. Mateusz Muszyński

3
Spis treści

4
I. Proces technologiczny wytwarzania rur stalowych bez szwu
1) Wstęp
Rury stalowe, wykorzystywane są zarówno do przesyłania mediów (woda, paliwa,
gazy) jak i jako materiały konstrukcyjne (kształtowniki). Powszechnie kojarzą się z okrągłym
przekrojem, jednakże stosowane są również rury o przekrojach prostokątnych lub
kwadratowych.
Różnica między rurami bez szwu a ze szwem polega na używanym materiale do
produkcji oraz samej technologii, w przypadku rur ze szwem, musi to być taśma lub arkusze
blachy z których formuje się rurę szczelinową, a następnie łączy za pomocą wysokiej
temperatury nadtapiając krawędzie szczeliny, potem nastąpić może proces walcowania
redukcyjnego w celu osiągnięcia odpowiednich grubości ścianek oraz nadaniu dodatkowych
własności.
Podział rur bez szwu ze względu na zastosowanie:
rury wiertnicze
rury kotłowe
rury przewodowe
rury konstrukcyjne
rury ze stali i stopów odpornych na korozję
2) Metody produkcji rur stalowych bez szwu:
a) Wytwarzanie grubościennych tulei rurowych
Tuleje grubościenne produkuje się w walcarkach skośnych. Walcarki używane w tym
procesie:
- dwuwalcowe z dwoma walcami roboczymi i dwoma prowadnicami podtrzymującymi
walcowaną tuleję wzdłuż osi walcowania,
- trójwalcowe z trzema walcami roboczymi pracującymi bez dodatkowych prowadnic
materiału.

5
Proces walcowania skośnego polega na odmiennym kierunku przemieszczania się metalu
względem walców. Osie każdego walca roboczego są usytuowane przestrzennie – przeciwnie
w odniesieniu do kierunku walcowania.
b) Wytwarzanie grubościennych tulei w prasach
Wytwarzanie tulei z denkiem polega na przebijaniu współbieżnym wsadu, umieszczonego
w matrycy, przebijakiem, na który wywiera nacisk prasa hydrauliczna: pionowa lub pozioma.
Przebijak, wchodząc centrycznie w metal, tworzy w jego osi okrągły otwór, rozpychając
metal na boki, w wyniku czego po przebiciu metal wypełnia całkowicie matrycę, a dopiero
pod koniec kształtowania denka proces może zachodzić w zakresie wyciskania
przeciwbieżnego, tj. przy płynięciu metalu w kierunku przeciwnym do ruchu przebijaka.
c) Walcowanie tulei rurowych w skośnych walcarkach wydłużających
Grubościenne tuleje z denkiem – otrzymane w prasie przebijającej, poddawane są operacji
walcowania w wydłużającej walcarce skośnej. Zadaniem walcarek skośnych jest wydłużenie
tulei grubościennych otrzymanych w pierwszym etapie przerobu, tj. podczas przebijania
półwyrobów w prasie i prasowalcarce lub ich lub ich dziurowania w walcarkach skośnych.
Poprzez wydłużenie tulei przy przerobie plastycznym zmniejsza się nierównomierną grubość
ścianki. Dwuwalcowe walcarki skośne mają walce robocze (nachylone do osi walcowania
pod kątem β = 4÷6º , obracające się w tym samym kierunku) oraz dwie prowadnice.
d) Walcowanie pielgrzymowe
Do walcowania pielgrzymowego stosuje się tuleje grubościenne, uzyskane w prasie
przebijającej – w starszych układach, które są następnie wydłużane w walcarce skośnej typu
alongator lub w skośnej walcarce dziurującej – w nowszych układach.

6
Walcarka pielgrzymowa przedstawia sobą zespół urządzeń złożony z:
walcarki dwuwalcowej, z klatką roboczą z walcami, posiadającymi okresowo zmienny
wykrój, obracającymi się w kierunku odwrotnym do kierunku przemieszczenia się
walcowanej tulei,
aparatu podającego, współpracującego z walcarką dwuwalcową, wykorzystywanego
do podawania i obrotu walcowanej tulei, który wykonuje ruch posuwisto-zwrotny
wraz z grubościenną tuleją.
e) Walcowanie przepychowe
W łożu walcarki przepychowej zbudowane są klatki (obejmy) walcownicze z walcami,
rozmieszczane według programu walcowania. Trzpień przepychowy wprowadzany jest z
ograniczoną prędkością do tulei, znajdującej się na samotoku odbiorczym. Następnie cały
układ wraz z tuleją jest przyspieszany do maksymalnej prędkości i podczas procesu
przepychania tuleja z denkiem przechodzi przez kolejne zmniejszające się wykroje klatek
przepychowych, aż do momentu, gdy zostanie wydłużona do rury wstępnej. Podczas gdy
trzpień wraz z nawalcowaną rurą wstępną podawany jest do walcarki rozwalcowującej,
popychacz powraca do pozycji wyjściowej.
Obecnie do realizowania procesu przepychania stosowane są głównie złożenia
trójwalcowe, o regulowanym promieniowo położeniu walców, przy czym złożenia
czterowalcowe znajdują zastosowanie w niektórych walcowniach jedynie jako zestawy klatek
wykańczających rury wstępne (ostatnie 3-4 klatek).
f) Walcowanie automatyczne
Wydłużanie grubościennej tulei rurowej w walcarce duo automatycznej realizuje się w
walcach z jednym wykrojem lub w walcach o wielu wykrojach (starsze rozwiązanie) na
krótkiej główce, która jest usytuowana w wykroju i zamocowana na długim trzpieniu,
utrzymywanym w łożysku oporowym. Wykrój walców i główka tworzą więc prześwit
pierścieniowy. Popychacz podaje tuleję w prześwit między obracające się walce robocze, w
których walcowanie na krótkiej główce. Podczas walcowania grubość ścianki tulei zmniejsza
się, a walcowana rura przemieszcza się na trzpieniu.

7
Po zakończeniu walcowania, główka odpada od trzpienia i ześlizguje się do obrotowego
pojemnika, a górny walec podnosi się. Jednocześnie z walcami roboczymi podnosi się i dolna
rolka podania powrotnego. Rolki chwytają rurę i przemieszczają ją między walcami na
przednią stronę klatki roboczej, gdzie jest obracana o 90º. Obrót rury po każdym przepuście
zachodzi za pomocą rolek, obracających się w przeciwnym kierunku, których osie są
prostopadłe do osi rury.
Taki automatyczny sposób powrotu rury dla każdego przepustu określa nazwę walcarki.
Kolejny przepust realizuje się na nowej główce o większej średnicy. Proces powtarza się do
otrzymania rury o określonych wymiarach.
g) Wyciskanie rur
Wyciskanie rur na gorąco w poziomych prasach hydraulicznych zachodzi wyłącznie pod
działaniem mechanicznie przekazanej siły nacisku stempla, na czoło tulei grubościennej,
umieszczonej w pojemniku. Po tym, jak nastąpi styk z tuleją, włącza się wysokie ciśnienie,
następuje podanie tulei do pojemnika i zaczyna się proces wyciskania przez pierścieniowy
prześwit między matrycą i trzpieniem. Po zakończeniu wyciskania w pojemniku pozostaje
resztka prasownicza, którą oddziela się od rury.
h) Walcowanie ciągłe
Dwuwalcowe klatki walcarek ciągłych – zabudowane na wspólnej płycie, ustawione są
pod kątami: 45º - do płaszczyzny poziomej, i 90º - jedna w stosunku do drugiej, z wyjątkiem
walcarek ciągłych projektowanych przez firmę Innocenti (Włochy), które są klatkami z
walcami naprzemiennie poziomymi i pionowymi.
Wyróżniane są dwa typy walcarek ciągłych:
1. Walcarki ciągłe z trzpieniem swobodnym
Jako narzędzie wewnętrzne stosuje się trzpień cylindryczny, wykonany ze stali narzędziowej
do pracy na gorąco, który – w zależności od wydłużenia, jest nieco krótszy od rury wsadowej.

8
2. Walcarki ciągłe z trzpieniem sterowanym
Zasada odkształcenia, a tym samym konstrukcja urządzenia, są pochodnymi tradycyjnej
walcarki ciągłej, jednakże sam proces polega na walcowaniu – w wykrojach bardziej
zamkniętych, na trzpieniu, przemieszczającym się z kontrolowaną prędkością.
Proces wykańczający: walcowanie redukcyjne rur z naciągiem
Proces walcowania wykańczającego rur na gorąco, w wyniku którego uzyskuje się
zmniejszenie ich średnicy i – w większości przypadków, zmniejszenie grubości ścianki,
nazywany jest redukowaniem rur.
W walcarkach tego typu – dzięki odpowiedniemu doborowi prędkości obrotowej walców
kolejnych klatek, oddziałuje się na walcowaną rurę ustalonymi obliczeniowo siłami naciągu
wzdłużnego, powodującego pożądane zmiany grubości jej ścianki
[1], [2]
9
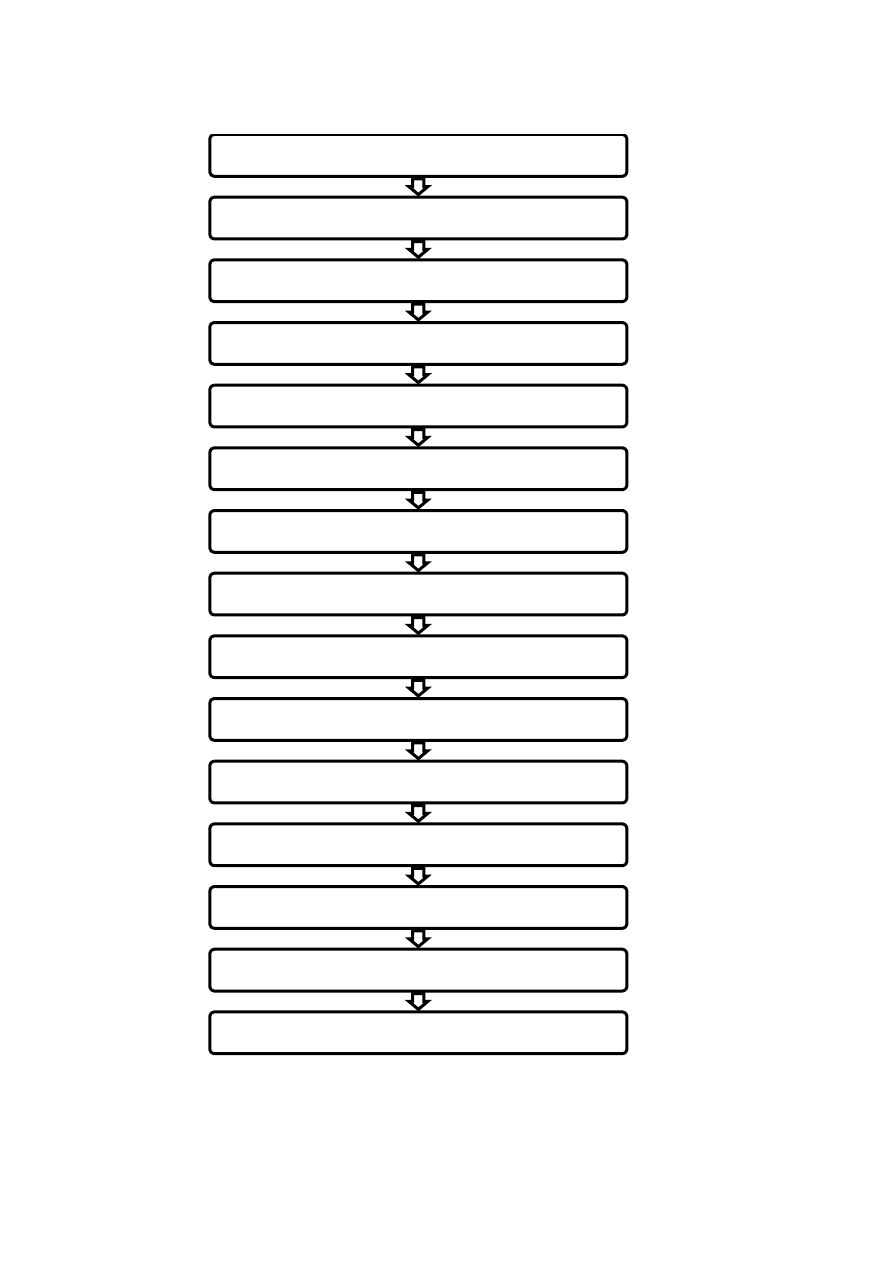
3) Schemat blokowy.
Rys.1 Schemat blokowy procesu technologicznego walcowania ciągłego rur [3]
Składowisko kęsisk
Podgrzewanie kęsisk
Cięcie kęsisk na gorąco
Wygrzewanie
Walcowanie w walcarce skośnej dziurującej
Wprowadzenie trzpienia
Walcowanie w walcarce redukcyjnej
Walcowanie w walcarce ciągłej
Wysunięcie trzpienia
Wyrównanie końców rur
Dogrzewanie indukcyjne rur
Walcowanie w walcarce redukcyjnej z naciągiem
Cięcie na wymagane wymiary
Chłodzenie
Wykańczanie

10
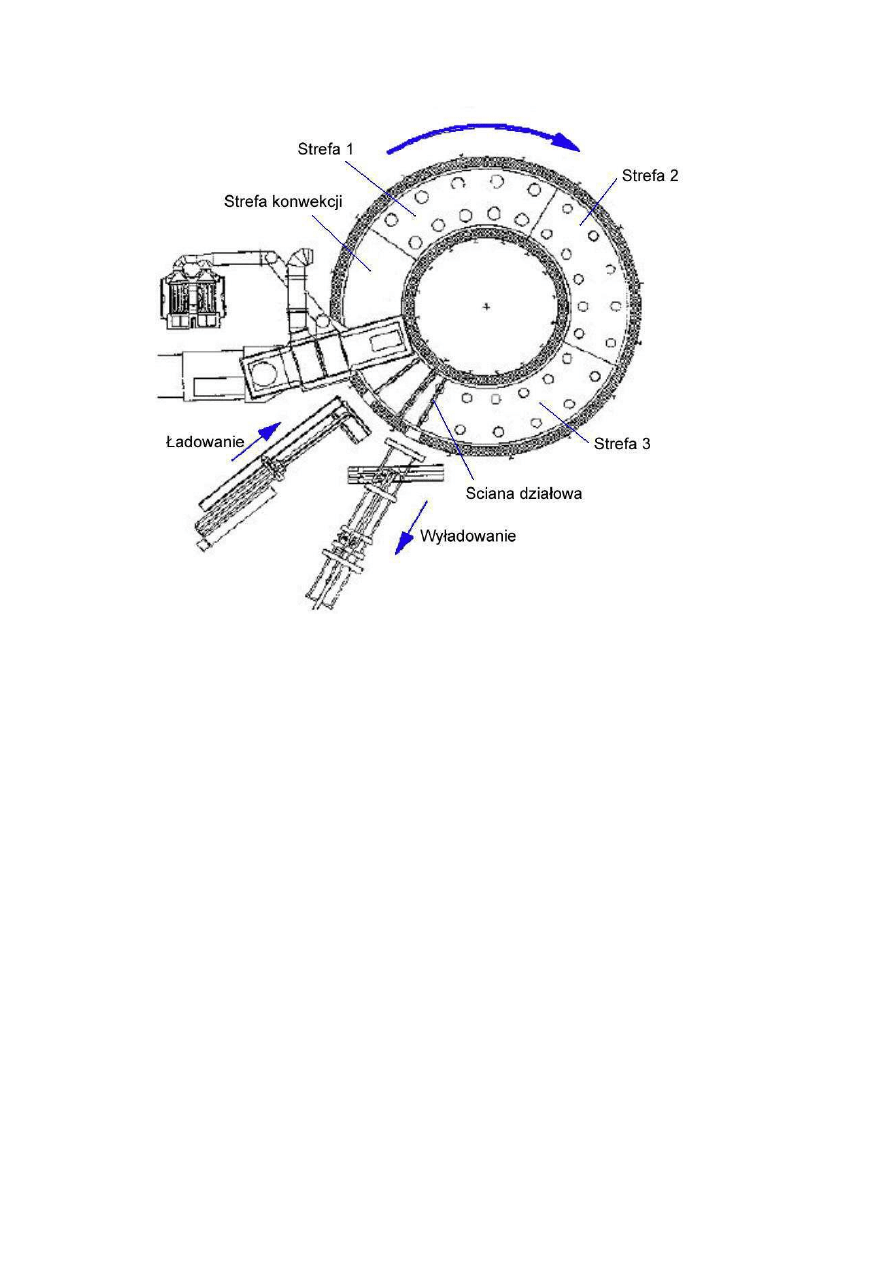
4) Opis operacji.
W większości walcowni ciągłych wsadem są półwyroby w postaci wlewków okrągłych
lub kwadratowych. Na składowisku ze wsadem, znajdują się również stanowiska do kontroli
jakości metalurgicznej, czyszczenia i badań defektoskopowych. Do nagrzewania wsadu do
temp. 1250:1280 °C stosuje się piece grzewcze z trzonem obrotowym lub pokrocznym. W
przypadku dzielenia półwyrobu na określone długości drogą cięcia wsadu na gorąco należy
dogrzewać wsad do temp. przebijania. Przed tą operacją zgorzelina jest zbijana wodą po
wysokim ciśnieniem. Następnym etapem jest dziurowanie w prasowalcarce. W tym
przypadku niezbędne jest zastosowanie walcarki skośnej wydłużającej z prowadnicami
Dieschera, w której przy wydłużaniu współczynnik wydłużenia tulei osiąga do 3,5. Tuleja po
usunięciu zgorzeliny z jej powierzchni zewnętrznej i wewnętrznej przechodzi na stanowisko
podania trzpienia do otworu tulei, a następnie zachodzi proces walcowania na trzpieniu
swobodnym lub sterowanym w walcarce ciągłej. Następnie rura wraz z trzpieniem podawana
jest do walcarki wyciągająco-kalibrującej, która może składać się z grupy do trzech klatek
trójwalcowych lub czterech klatek dwu-walcowych, a w przypadku dużych walcowni -10-
klatkowe. Następnym urządzeniem jest piec dogrzewczy z trzonem pokrocznym lub
indukcyjnym do nagrzewania rur do 1000 stopni, przed walcowaniem kalibrującym. Rury po
dogrzaniu i zbiciu zgorzeliny wodą pod wys. ciśnieniem przechodzą w walcowniach średnich
i dużych do walcarki kalibrującej, najczęściej 10-klatkowej. Następnie rury podawane są na
chłodnię. Po ochłodzeniu rury są cięte piłami tarczowymi na długości wymiarowe,
prostowane i podawane do badań nieniszczących, a następnie przekazywane na wykańczalnię.
[1]
5) Opis urządzeń.
W walcowniach ciągłych produkowane są rury o małych średnicach, które charakteryzują
się bardzo dobrą jakością wewnętrznej powierzchni i małymi odchyłkami grubości ścianek.
W walcowniach ciągłych sprzed 1960 r. produkowane są rury o średnicach od 46 do 83 mm,
ze ściankami od 3 do 4,5mm, natomiast w nowoczesnych walcowniach wyposażonych w
walcarki redukcyjne z naciągiem – rury o średnicach od 21 do 133m, ze ściankami od 2,5 do
8mm. Głównym urządzeniem tych walcowni jest walcarka ciągła mająca 7-10 klatek z
walcami duo, w których walcuje się rury na trzpieniu o długości 8-22m.

11
Walcownia ciągła sprzed 1960 r. była wyposażona w następujące urządzenia:
nożyce do cięcia prętów o przekroju okrągłym,
piec przepychowy do nagrzewania prętów do temperatury 1250 stopni C,
urządzenia pneumatyczne do an kiełkowania jednej czołowej płaszczyzny pręta,
walcarka skośna z dwoma walcami roboczymi,
wypychacz, który za pomocą rolek wprowadza trzpień do tulei,
walcarka ciągła, siedmioklapkowa, napędzana wspólnym silnikiem asynchronicznym
o mocy 1500kW,
wyciągarka trzpieni o konstrukcji zbliżonej do łańcuchowej ciągarki rur. Trzpień z
rurą wprowadzany jest jednym końcem do pierścienia oporowego, a następnie jest on
wyciągany z rury za pomocą uchwytu końcówki trzpienia włączanego do łańcucha
obracającego się stale w jednym kierunku,
wanna do chłodzenia trzpieni,
piec pokroczny do nagrzewania rur do temperatury 950-1000 stopni Celsjusza,
walcarka redukcyjna z minimalnym naciągiem do rur o średnicach zewnętrznych od
46 do 83 mm,
chłodnia gotowych rur.
Wydajność walcowni ciągłej sprzed 1960 r. wynosi 6-12t/h.
Wyposażenie nowoczesnej walcowni ciągłej:
dwa stoły, na które za pomocą suwnicy dostarczane są pręty o średnicy 140mm i
długościach fabrykacyjnych.,
dwa piece segmentowe ok. 100m długości, w których nagrzewane są pręty do
temperatury 1250 stopni Celsjusza,
dwie piły do cięcia gorących prętów na żądane długości,
walcarka skośna z dwoma walcami o średnicach 900-950mm oraz z górną prowadnicą
rolkową i dolną płaską jest ona napędzana silnikiem prądy stałego o mocy 3700kW,
wypychacz trzpieni i tulei, proces ten rozpoczyna się od wprowadzenia trzpienia do
tulei, gdy zostanie od przesunięty poza przednią krawędź na odległość 4-4.5m, wtedy
następuje równoczesne wprowadzenie tulei wraz z trzpieniem do pierwszej walcarki
ciągłej,
dwie łańcuchowe wyciągarki trzpieni,

12
wanna chłodnicza trzpieni,
dwie piły do obcinania końców rur,
dwa piece tunelowe dogrzewające rury do temperatury 1000 stopni Celsjusza,
walcarka ciągła,
walcarka redukcyjna dziewiętnastoklatkowa z naciągiem do rur o średnicach od 108
do 30mm,
walcarka redukcyjna jedenastoklatkowa z minimalnym naciągiem do rur o średniach
od 108 do 57 mm,
dwie piły do cięcia rur po walcowaniu redukcyjnym,
chłodnia rur.
Wydajność taj walcowni ciągłej wynosi 60-80 t/h
[1]
Rys 2. Walcarka ciągła [3]
13
Rys. 3 Schemat obrotowego pieca grzewczego [4]
6) Narzędzia robocze walcarek ciągłych.
1. Walce robocze walcarek ciągłych:
W walcach roboczych walcarkach ciągłych wytaczane są wykroje o określonym kształcie,
które poddawane są dużym obciążeniom w wysokich temperaturach, przy znacznej
nierównomierności odkształcenia na obwodzie i dużych prędkościach walcowania. W takich
warunkach znalazły zastosowanie walce stalowe kute i z żeliwa sferoidalnego stopowego,
przy czym stosowane są walce żeliwne.
2. Trzpienie walcownicze walcarek ciągłych:
Żywotność trzpieni walcowniczych posiada zasadnicze znaczenie dla ekonomiki
produkcji rur walcowni ciągłej. Warunkiem pozwalającym na ograniczenie zużycia trzpienia
podczas pracy walcarki ciągłej rur jest zastosowanie materiałów, których żarowytrzymałość w
temperaturach roboczych trzpienia pozwala na duże przeciążenie w warstwach zewnętrznych

14
trzpienia, wywołane siłami nacisku oraz siłami osiowymi ściskającymi i rozciągającymi. W
związku z tym, że wyniki ekonomiczne tego procesu zależą głównie od dużej żywotności
narzędzi roboczych, ograniczenie ich obciążenia odnośnie wszystkich sił nacisku oraz
obciążeń cieplnych stanowi najistotniejszy problem procesu walcowania rur w walcarce
ciągłej. Suma obciążeń cieplnych trzpienia składa się z ciepła, doprowadzonego do materiału
przez przewodnictwo cieplne i ciepła tarcia powstałego pomiędzy materiałem a trzpieniem.
W czasie eksploatacji trzpienie walcownicze wielokrotnie nagrzewając i ochładzają się,
przy czym w metalu powstają naprężenia wewnętrzne prowadzące do zmęczenia cieplnego i
powstania pęknięć. Stale żarowytrzymałe stosowane na trzpienie przy 800 stopni Celsjusza
powinny mieć wytrzymałość ok. 1000 MPa. Zużycie trzpieni kontroluje się w środkowej
części i w przypadku gdy dochodzi ono do 0,2-0,4 mm trzpień jest wymieniany. Żywotność
trzpieni zależy głównie od wymiarów walcowanych rur. Aby osiągnąć wysoką twardość
trzpieni ze stali X38CrMoV51 należy wykonać specjalne zabiegi, które wykonywane są w
połączeniu ze smarowaniem i doborem smaru oraz przygotowaniem trzpieni i tulei. Przed
regeneracją trzpienie poddaje się wyżarzaniu zmiękczającemu w temperaturze 800-850 stopni
Celsjusza, po której uzyskuje się odpowiednią wytrzymałość . Podczas łuszczenia mogą
powstawać rysy, dlatego trzpienie szlifuje się, aby uzyskać prawidłową chropowatość
powierzchni. Następnie trzpienie hartuje się i odpuszcza, nagrzewając je pierścieniowo w
cewce indukcyjnej do temp. 980-1020 stopni Celsjusza. Poprzez schłodzenie strumieniem
powietrza uzyskuje się wytrzymałość rzędu 1900-2000MPa. Ostatnią operacją jest
prostowanie trzpieni, Trzpienie sterowane mogą być regenerowane od 3 do 4 razy , a ich
średnia żywotność to od 800 do 1000 przepustów.
W wybranym przez nas procesie wykorzystuje się walcarki ciągłe z trzpieniem sterowanym:
Konstrukcja urządzenia i zasada odkształcenia, są pochodnymi tradycyjnej walcarki ciągłej,
jednakże sam proces polega na walcowaniu – w wykrojach bardziej zamkniętych, na
trzpieniu, przemieszczającym się z kontrolowaną prędkością.
Sterowanie ruchem trzpienia podczas walcowania rur w walcarce ciągłej pozwoliło
zmniejszyć długość trzpienia i rozszerzyć asortyment rur do średnicy 340mm. Rura
walcowana jest w kilku klatkach (od 7-8) na trzpieniu, poruszającym się ze stałą
kontrolowaną prędkością.
15
W latach 1978-84 rozwój tej produkcji rur nastąpił gwałtownie, dzięki polepszeniu jakości
półwyrobów z ciągłego odlewania (kwadratowych i okrągłych), co zapewniło istotne
polepszenie wskaźników technicznych pracy tych walcowni.
Przy walcowaniu rur o średnicy do 193,7mm stosowane są dwa warianty walcowania:
Z trzpieniem zwolnionym tzw. półswobodnym (półzautomatyzowanym),
Z trzpieniem trzymanym tzw. sterowanym (hamowanym).
[1]
II. Problemy środowiskowe
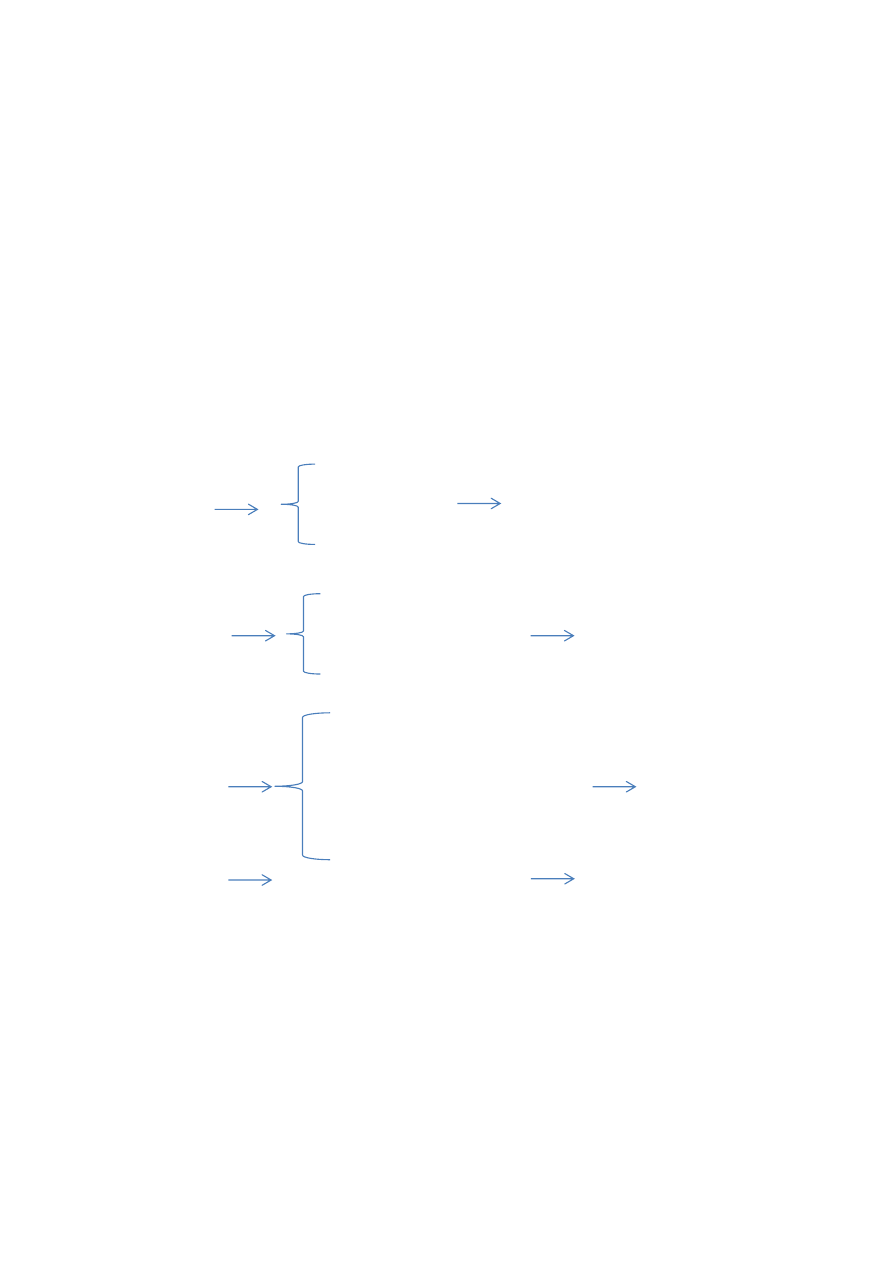
1) Bilans schematu procesu walcowania
Podgrzewanie wsadu,
Gaz ziemny
Wygrzewanie,
Zanieczyszczenie
powietrza,
Dogrzewanie indukcyjne
hałas
Cięcie kęsisk na gorąco,
Prąd elektryczny
Wyrównanie końców rur,
Odpady, hałas
Cięcie na wymagane wymiary
Walcowanie w walcarce skośnej dziurującej,
Walcowanie w walcarce redukcyjnej ,
hałas,
Prąd elektryczny
Walcowanie w walcarce ciągłej,
zużycie narzędzi
Walcowanie w walcarce
redukcyjnej z naciągiem
Woda
Chłodzenie
zużycie wody
2) Zagrożenia środowiskowe
- zanieczyszczenie powietrza
Do opalania pieców do nagrzewania wsadu i do obróbki cieplnej wykorzystywany jest gaz

16
ziemny, którego spalanie powoduje emisję siarki, dwutlenku węgla, związków azotu.
- odpady
Zdecydowana większość wytworzonych odpadów to zgorzelina walcownicza i złom stalowy,
które są zawracane częściowo do procesu spiekania rud i do procesu stalowniczego. Ilość
powstających odpadów technologicznych wynosi ok. 260 kg/Mg produktu.
-hałas
Większość urządzeń stanowiących źródło hałasu zlokalizowanych jest wewnątrz hal
walcowni, a operacje na nich wykonywane są operacjami ciągłymi. Oddziaływanie na
zewnątrz hali jest zminimalizowane do tego stopnia, że poziom hałasu nie przekracza
wartości dopuszczalnej dla terenów chronionych. Istotnymi źródłami hałasu są wentylatory
wyciągowe spalin z pieców grzewczych/obróbki cieplnej zlokalizowane na otwartej
przestrzeni.
-zanieczyszczenie wód powierzchniowych
Bezpośrednio do wód powierzchniowych odprowadzany jest nadmiar oczyszczonych
ścieków.
[4]
III. Wymagania prawne
NORMY:
Numer: PN-H-
74246:1996
Tytuł:
Rury stalowe bez szwu walcowane na gorąco określonego zastosowania.
Zakres normy:
Podano podział rur w zależności od dokładności wykonania średnic i grubości ścianki oraz w
zależności od wymaganych badań. Ustalono wymagania dotyczące powierzchni, wymiarów
wraz z odchyłkami, gatunków stali, własności mechanicznych i technologicznych, szczelności
i makrostruktury. Podano opis badań, ocenę wyników i ocenę partii rur.

17
Numer: PN-EN
10297-1:2005
Tytuł:
Rury stalowe okrągłe bez szwu dla zastosowań mechanicznych i ogólnotechnicznych --
Warunki techniczne dostawy -- Część 1: Rury ze stali niestopowej i stopowej.
Zakres normy:
Podano warunki techniczne dostawy rur okrągłych bez szwu wykonanych ze stali niestopowej
i stopowej dla zastosowań mechanicznych i ogólno-technicznych. Podano niezbędne
informacje dotyczące zamawiania oraz wymagania dodatkowe z których może skorzystać
zamawiający. Określono wymagania, badania, pobieranie próbek oraz metody badań.
Numer: PN-EN
10297-2:2007
Tytuł:
Rury stalowe okrągłe bez szwu dla zastosowań mechanicznych i ogólnotechnicznych --
Warunki techniczne dostawy -- Część 2: Stale odporne na korozję.
Zakres normy:
Określono warunki techniczne dostawy rur bez szwu o przekroju okrągłym, wytwarzanych ze
stali odpornych na korozję do zastosowań mechanicznych i ogólnotechnicznych. Podano
klasyfikację i oznaczenie rur, wymagania, metody badań oraz cechowanie.
Numer: PN-ISO
5252:1996
Tytuł:
Rury stalowe -- Systemy tolerancji.
Zakres normy:
Przedstawiono najważniejsze tolerancje wymiarowe, które są stosowane przez ISO/TC5/SC1
przy opracowywaniu norm międzynarodowych dotyczących rur stalowych. Norma została
opracowana jako podstawowy dokument dla wszystkich, którzy zajmują się normalizacją rur
stalowych i dlatego nie może ona być stosowana jako norma do określania wyrobu.
Numer: PN-EN
10220:2005
Tytuł:
Rury stalowe bez szwu i ze szwem -- Wymiary i masy na jednostkę długości.

18
Zakres normy:
Podano klasyfikacje dla średnic zewnętrznych w trzech szeregach. Dla szeregu 1 zalecane
grubości ścianek określono dla rur standardowych i stosownej armatury. Dane o masach
jednostkowych są oparte o wyliczenia według podanego wzoru. Wymiary i masy na jednostkę
długości podano w tablicach.
Numer: PN-EN
ISO
11689:2000
Tytuł:
Akustyka -- Procedura porównywania danych o emisji hałasu maszyn i urządzeń.
Zakres normy:
Podano metody i wymagania dotyczące porównywania danych o emisji hałasu, które mogą
być stosowane przy określaniu skuteczności ograniczenia hałasu. Przedstawione metody
pozwalają na ocenę emisji hałasu pojedynczych maszyn lub jednego typu maszyn z grupy
maszyn.
Numer: PN-EN
1746:2002
Tytuł:
Maszyny -- Bezpieczeństwo -- Zasady przygotowania rozdziałów o hałasie w normach
bezpieczeństwa.
Zakres normy:
Podano zasady dotyczące rozwiązywania zagadnienia hałasu w normach typu C, w których
hałas uznany jest jako poważne zagrożenie.

19
IV. Metody minimalizacji zagrożeń środowiskowych.
1) Ograniczanie zanieczyszczeń powietrza
Powinno się stosować różnego rodzaju filtry, które ograniczają emisję do środowiska
szkodliwych związków chemicznych. Należy również regularnie kontrolować pracę
filtrów i konserwować je,
Zastosowanie wysokowartościowego gazu ziemnego, który zawiera mało szkodliwych
substancji,
Podczas załadunku wsadu do pieca należy przestrzegać zasady minimalnie otwartych
drzwi, co pozwala na zmniejszenie strat ciepła. Wykorzystuje się również ciepło
materiałów uzyskane podczas wcześniejszych procesów. Dzięki temu ogranicza się
zużycie energii, przez co mniej spala się gazu ziemnego.
2) Zmniejszenie ilości odpadów
Planowanie produkcji, a także maksymalne wykorzystanie surowców,
Używanie materiałów ogniotrwałych o wysokiej jakości,
Konserwowanie wymurówki pieców w celu przedłużenia ich żywotności,
Odzysk maksymalnej ilości wytworzonych odpadów,
Modernizowanie lub budowanie nowych instalacji,
Prowadzenie selektywnej zbiorki odpadów w miejscach do tego przystosowanych,
Przekazywanie odpadów do odzysku firmom posiadającym zezwolenie na
prowadzenie działalności w zakresie gospodarowania odpadami.
3) Ograniczenie hałasu
Wykonywanie obudów dźwiękochłonnych urządzeń emitujących hałas o dużej mocy.
pracujących wewnątrz i na zewnątrz hal walcowni,
20
Utrzymanie okien i bram w halach produkcyjnych w dobrym stanie poprzez
uzupełnianie wybitych szyb, zużytych uszczelnień i materiałów dźwiękochłonnych w
bramach,
Właściwa eksploatacja urządzeń, regularne przeglądy techniczne, bieżące usuwanie
usterek,
Wyposażenie w tłumiki akustyczne otworów wentylacyjnych w przegrodach
zewnętrznych hali walcowni.
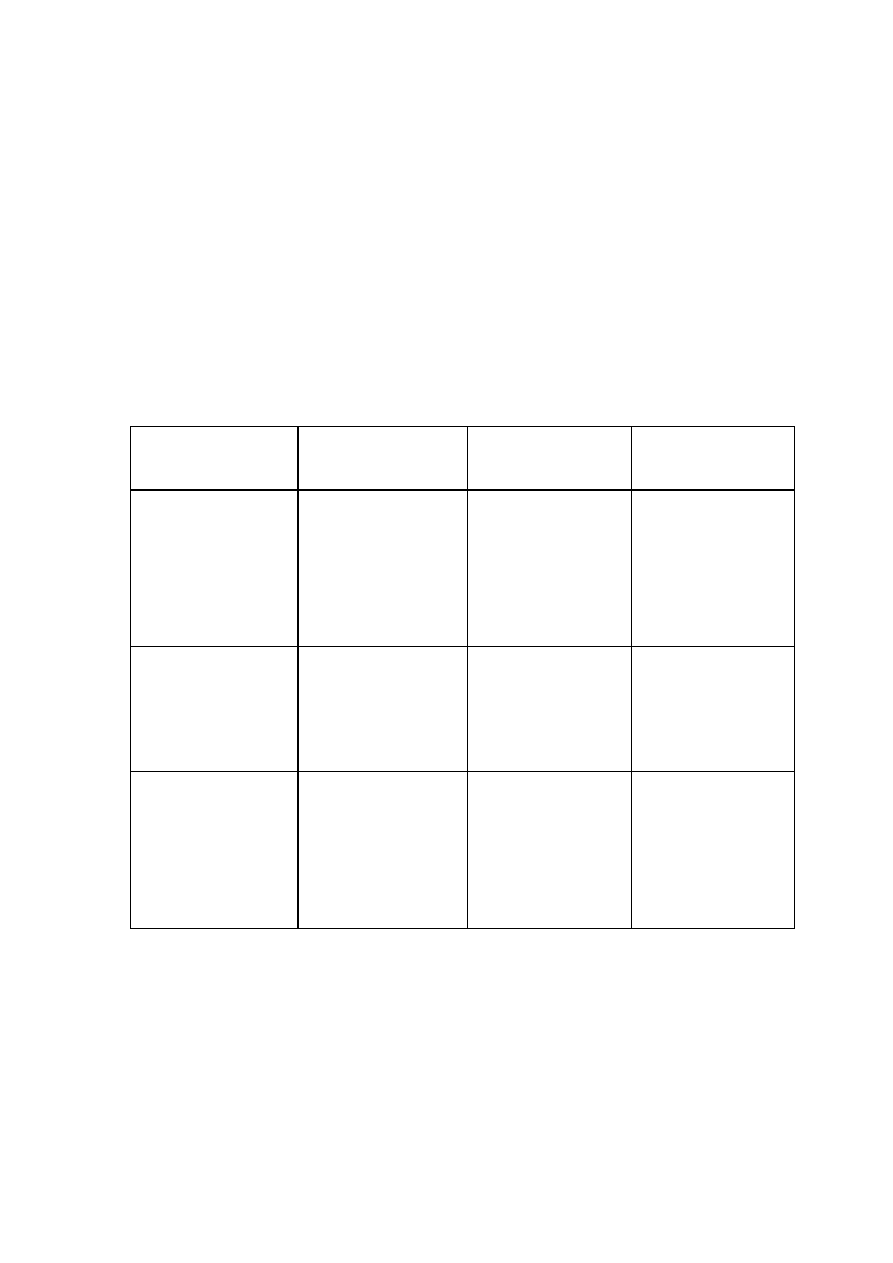
V. Wybrane rozwiązania proekologiczne.
Przed
modernizacją
Co zostało
zmienione
Efekty zmian
Klasyfikacja
Brak
filtrów
ochronnych,
co
powodowało
duże
zanieczyszczenie
środowiska
Zamontowanie
elektrofiltry
Zmniejszenie emisji
szkodliwych
substancji
1
Stary piec, który
posiada
materiały
ogniotrwałe
o
niskiej jakości
Zakup
nowoczesnego pieca
z materiałów bardzo
dobrej jakości
Zwiększenie
żywotności pieca i
zmniejszenie
strat
energii
2
Duży hałas
Zamontowanie
obudów
dźwiękochłonnych
do najgłośniejszych
urządzeń
Znaczne
zmniejszenie hałasu
w hali produkcyjnej
3
Rys.4 Tabela rozwiązań proekologicznych

21
VI. Wnioski
Najważniejszą, proekologiczną, wybraną przez nas modernizacją jest wprowadzenie
filtrów na kominach, które w znacznym stopniu redukują emisję wielu szkodliwych substancji
np. dwutlenku węgla, związków siarki, azotu. Wybrane rozwiązanie nie przynosi korzyści
ekonomicznych, jednakże nie jest zbyt kosztowne, ze względu na to, że firma może się
ubiegać o różnego rodzaju dofinansowania z Unii Europejskiej. Zakładanie filtrów wpływa
bardzo korzystnie na środowisko, a więc i na zdrowie każdego z nas.

22
VII. Bibliografia
[1] Kazanecki J. : Wytwarzanie rur bez szwu . AGH Uczelniane Wydawnictwa Naukowo-
[2] Hoderny B., Korek Z.: Rury stalowe - wytwarzanie i stosowanie
[3] Internetowa prezentacja inwestycyjna walcowni ciągłej rur w Siemianowicach Śląskich:
http://www.tfsilesia.pl/wp-content/uploads/2012/12/Prezentacja-inwestycyjna-WRJ-v.-3.pdf
[4] Niesler M., Szulc W.: Walcowanie na gorąco http://ippc.mos.gov.pl/ippc/custom/wal.pdf
Wyszukiwarka
Podobne podstrony:
Produkcja rur stalowych bez szwu
Montaż instalacji z rur stalowych
moc cieplna rur stalowych poziomych
10 Montaż instalacji z rur stalowych
Montaż instalacji z rur stalowych
zamiana rur stalowych na miedziane przekroje
średnice rur stalowych
Hala Stalowa Bez Transportu Wi
zamiana rur stalowych na miedziane przekroje
10 Montaż instalacji z rur stalowych
siarczan miedzi, produkcja bez kwasu siarkowego
ściaga ekonomia gotowa bez 3 pyt, WIP zarządzanie i inżynieria produkcji, sesja 1, ekonomia
szlifierki bez kłowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
bez żywności 13 Europejski system wczesnego ostrzegania o niebezpiecznych produktach żywnościowych (
04 Katastrofa konstrukcji stalowej w wyniku pozaru w zakladach produkcyjnych w Lubaniu
Bez GMO Pierwsze produkty na polskim rynku
więcej podobnych podstron