„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Dorota Niedzielska-Barczyk
Zdobienie i szkliwienie wyrobów ceramicznych
813[01].Z2.08
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Agnieszka Taborek
mgr inż. Teresa Traczyk
Opracowanie redakcyjne:
mgr inż. Dorota Niedzielska-Barczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[01].Z2.08
„Zdobienie i szkliwienie wyrobów ceramicznych”, zawartego w modułowym programie
nauczania dla zawodu operator urządzeń przemysłu ceramicznego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
6
4.1. Szkliwa
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
15
4.2. Zdobienie wyrobów ceramicznych
16
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
23
4.2.3. Ćwiczenia
23
4.2.4. Sprawdzian postępów
25
4.3. Wykańczanie wyrobów. Wady wyrobów szkliwionych i zdobionych.
26
4.3.1. Materiał nauczania
26
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
30
4.4. Gotowe wyroby ceramiczne
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
40
5.
Sprawdzian osiągnięć
41
6.
Literatura
46

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik ten pomoże Ci w przyswajaniu wiedzy z zakresu: zdobienia i szkliwienia
wyrobów ceramicznych.
Poradnik zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś posiadać przed
przystąpieniem do nauki w zakresie niniejszej jednostki modułowej,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem,
−
materiał nauczania – czyli podstawy teoretyczne, które będą pomocne podczas realizacji
ć
wiczeń,
−
pytania sprawdzające, które pomogą Ci sprawdzić, czy opanowałeś materiał
zamieszczony w poradniku i zapoznałeś się z literaturą podaną na końcu poradnika,
−
ć
wiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć – przykładowy zestaw zadań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę i umiejętności
z zakresu tej jednostki,
−
wykaz literatury, z jakiej możesz korzystać podczas nauki.
Z rozdziałem „Pytania sprawdzające” możesz zapoznać się:
−
przed przystąpieniem do rozdziału „Materiał nauczania” – poznając przy tej okazji
wymagania wynikające z potrzeb zawodu,
−
po zapoznaniu się z rozdziałem „Materiał nauczania”, aby sprawdzić stan swojej wiedzy,
która będzie Ci potrzebna do wykonania ćwiczeń.
−
Wykonując ćwiczenia zaproponowane w poradniku lub przygotowane przez nauczyciela,
będziesz poznawał rodzaje szkliw, metody szkliwienia wyrobów ceramicznych oraz
różne techniki zdobienia podszkliwnego i naszkliwnego, uczył się charakteryzować
podstawowe składniki farb ceramicznych, czy dobierać sprzęt do nanoszenia szkliwa
i dekoracji lub wykańczania wyrobów ceramicznych oraz prowadzić będziesz badania
kontrole wyrobów gotowych.
Po wykonaniu ćwiczeń sprawdź poziom swoich postępów rozwiązując test „Sprawdzian
postępów”, który umieszczono po ćwiczeniach. Odpowiedzi „NIE” wskazują na luki
w Twojej wiedzy, informują Cię również, jakich aspektów dotyczących prezentowanej tu
tematyki jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są
dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel posłuży się zestawem zadań
testowych, zawierającym różnego rodzaju zadania.
W poradnika jest zamieszczony przykładowy sprawdzian osiągnięć, który zawiera:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
zadania testowe,
−
przykładową kartę odpowiedzi, w której wpiszesz odpowiedzi.
Będzie to stanowić dla Ciebie trening przed sprawdzianem zaplanowanym przez
nauczyciela.
Poniżej został przedstawiony diagram powiązań pomiędzy pokrewnymi jednostkami wraz
z ich opisami. Dzięki temu będziesz mógł dowiedzieć się czy posiadasz już wystarczającą
wiedzę, by rozpocząć pracę z tym poradnikiem. Jeśli stwierdzisz, że Twoje wiadomości
z wcześniej prowadzonych zajęć są niedostateczne, to zachęcamy Cię do przypomnienia sobie
przerobionego już materiału i powrócenie do niniejszego poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
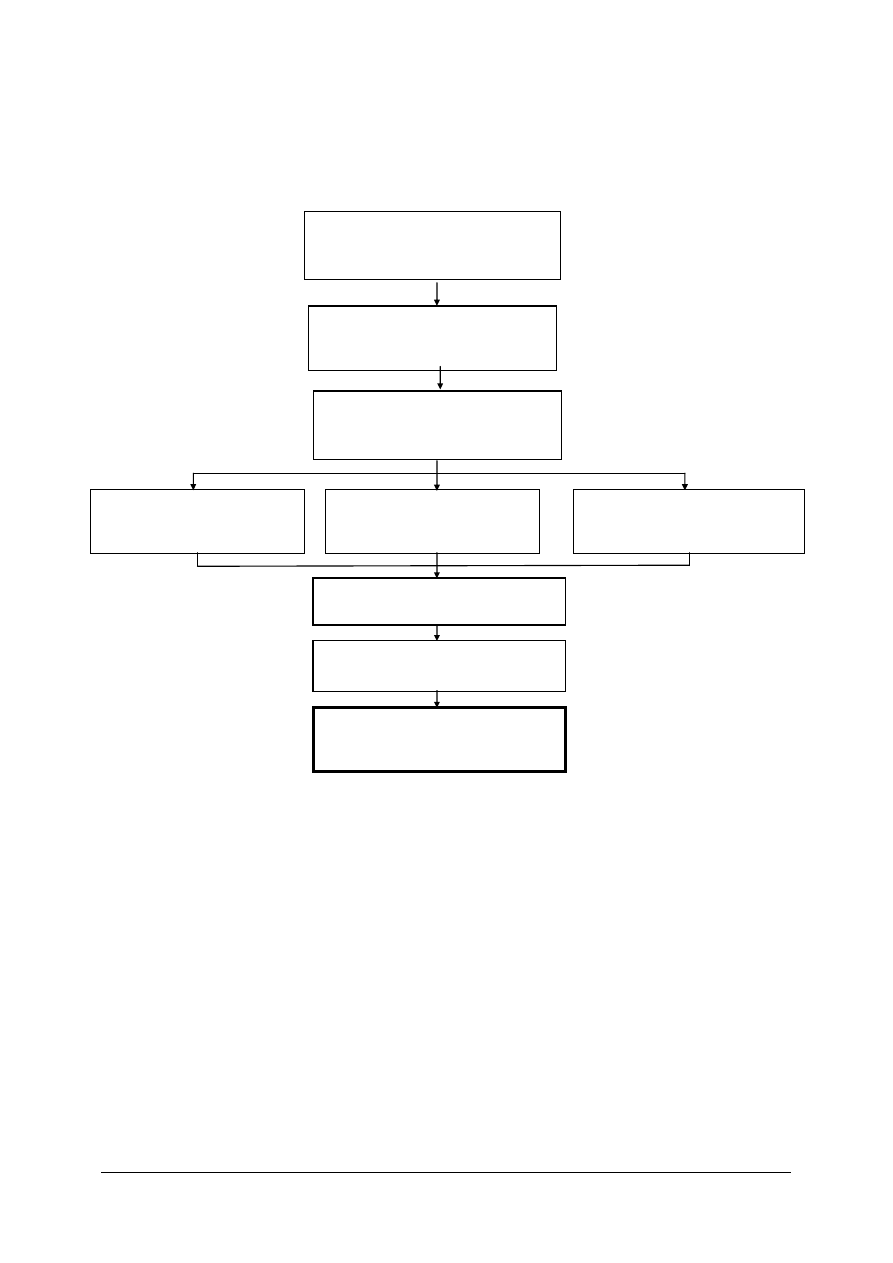
Schemat układu jednostek modułowych
813[01].Z2.01
Stosowanie podstawowych
pojęć z zakresu chemii ceramicznej
813[01].Z2.03
Formowanie wyrobów
z mas plastycznych
813[01].Z2.02
Przygotowywanie surowców
i mas ceramicznych
813[01].Z2.04
Formowanie wyrobów
z mas sypkich
813[01].Z2.08
Zdobienie i szkliwienie wyrobów
ceramicznych
813[01].Z2.06
Suszenie wyrobów ceramicznych
813[01].Z2.07
Wypalanie wyrobów ceramicznych
813[01].Z2.05
Formowanie wyrobów z mas
lejnych
813[01].Z2
Technologia produkcji wyrobów
ceramicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
analizować przebieg produkcji wybranych wyrobów ceramicznych,
−
rozpoznawać metodę formowania wyrobów ceramicznych,
−
dokonywać wypalania wyrobów ceramicznych,
−
dokonywać doboru pieca ceramicznego do wypału dekoracji naszkliwnej,
−
zapisywać wybrane związki przy użyciu symboliki chemicznej,
−
korzystać z różnych źródeł informacji, w tym także z internetu,
−
czytać ze zrozumieniem,
−
rozwiązywać test wielokrotnego wyboru,
−
pracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować budowę pieców do topienia fryt,
−
sklasyfikować szkliwa,
−
określić skład szkliwa,
−
scharakteryzować metody przygotowania szkliw surowych i stapianych,
−
określić właściwości szkliw podczas ogrzewania,
−
scharakteryzować metody nanoszenia szkliwa na półfabrykaty,
−
sklasyfikować urządzenia do nanoszenia szkliwa na wyroby,
−
scharakteryzować urządzenia do nanoszenia szkliwa na wyroby,
−
obsłużyć urządzenia do nanoszenia szkliwa na wyroby,
−
pokryć szkliwem wyroby ceramiczne różnymi metodami,
−
scharakteryzować sposoby zdobienia wyrobów,
−
dobrać związki chemiczne i materiały do zdobienia wyrobów,
−
rozpoznać kwasy i sole stosowane do chemicznego zdobienia,
−
wytworzyć szkliwo ceramiczne,
−
scharakteryzować techniki nanoszenia dekoracji podszkliwnej,
−
scharakteryzować techniki nanoszenia dekoracji naszkliwnej,
−
ozdobić określony wyrób,
−
zgromadzić narzędzia, dobrać urządzenia i sprzęt do wykończania wyrobów
ceramicznych,
−
ocenić jakość wyrobu po szkliwieniu i zdobieniu,
−
wykonać podstawowe badania jakości gotowych wyrobów,
−
zmagazynować gotowe wyroby,
−
określić zasady przygotowania wyrobów do spedycji,
−
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
podczas zdobienia i szkliwienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Szkliwa
4.1.1. Materiał nauczania
Wyroby ceramiczne, wykonane z nie szkliwionego czerepu, mają szorstką, brudzącą się
i trudną do oczyszczenia powierzchnię. W celu podniesienia walorów użytkowych wyroby
ceramiczne pokrywa się warstwą szkliwa.
Szkliwo ceramiczne [2] jest to warstwa masy szklanej pokrywająca powierzchnię wyrobu
ceramicznego i ściśle z nią połączona w procesie wypalania.
Szkliwa ceramiczne są to szkła krzemianowe. Najważniejsze cechy szkieł są następujące:
–
szkła są izotropowe, to znaczy własności ich są jednakowe we wszystkich kierunkach.
Przejawem optycznej izotropowości jest fakt, że szkło jest przeźroczyste.
–
przy ogrzewaniu szkła nie topią się tak jak kryształy, lecz wolno miękną, przechodząc
stopniowo ze stanu stałego w stan ciągliwy o wysokiej lepkości, a następnie dopiero
w ciecz – zmiany te zachodzą w sposób ciągły.
–
szkła stapiają się i zestalają w sposób odwracalny, to znaczy stop można zestalić, a po
podgrzaniu i stopieniu uzyska się stop identyczny z wyjściowym. Operację tę można
powtarzać wielokrotnie.
Do podstawowych i zarazem najważniejszych właściwości szkliwa zaliczamy
współczynnik rozszerzalności cieplnej, który powinien być dobrany odpowiednio do masy
ceramicznej. Dobrze dobrane szkliwo może zwiększyć wytrzymałość mechaniczną czerepu
nawet o 50%.
Podczas studzenia wypalonego wyrobu ze szkliwem, w warunkach gdy czerep i szkliwo
mają różną rozszerzalność cieplną, wytwarzają się w nich naprężenia, które mogą
doprowadzić do zniszczenia. Z reguły czerep jest bardziej wytrzymały mechanicznie, dlatego
zniszczeniu ulega najczęściej szkliwo. Jeżeli szkliwo ma większą rozszerzalność niż
tworzywo – co oznacza, że podczas studzenia kurczy się bardziej od tworzywa – występują
w szkliwie naprężenia rozciągające. I odwrotnie – w warunkach mniejszej rozszerzalności
cieplnej szkliwa, a więc mniejszego kurczenia się podczas studzenia w porównaniu
z czerepem – powstają w szkliwie naprężenia ściskające. Gdy naprężenia w szkliwie
przekraczają wartość wytrzymałości, następuje uszkodzenie szkliwa: w pierwszym przypadku
pękanie, a w drugim – odpryskiwanie. Doboru współczynników rozszerzalności można
dokonywać nie tylko przez zmiany składu szkliwa, lecz także przez zmianę składu masy,
stopnia zmielenia i temperatury wypalania.
W zależności od stopnia spieczenia czerepu wyrobu przeznaczonego do szkliwienia,
a tym samym od nasiąkliwości wyrobu, wymaga się różnej gęstości szkliwa. Na przykład do
szkliwienia wyrobów fajansowych odpowiednio wypalonych (12÷13% nasiąkliwości) gęstość
szkliwa mierzona areometrem powinna wynosić 1,39÷1,41 g/cm
3
; a do szkliwienia wyrobów
słabo wypalonych 1,32
g/cm
3
; do mocno wypalonych 1,43 g/cm
3
. Do porcelany
elektrotechnicznej, którą szkliwi się w stanie surowym, stosuje się szkliwo gęstości
1,40÷1,42 g/cm
3
, do porcelany stołowej 1,35÷1,40 g/cm
3
. Wilgotność szkliwa dobiera się
także odpowiednio do sposobu szkliwienia.
Podział szkliw [2]
1.
Zależnie od temperatury topliwości:
−
niskotopliwe o temperaturze topliwości do 1080
o
C,
−
ś
redniotopliwe o temperaturze topliwości 1080÷1250
o
C,
−
trudnotopliwe o temperaturze topliwości 1250÷ 1450
o
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
2.
Ze względu na sposób przygotowania:
−
surowe,
−
przetapiane (frytowane),
−
solne (osadzone w fazie gazowej),
−
ziemne.
3.
Ze względu na skład surowcowy:
−
skaleniowe,
−
ołowiowe,
−
ołowiowo–borowe,
−
borowe,
−
ziemne,
−
solne,
−
specjalne.
4.
Ze względu na wygląd zewnętrzny:
−
lśniące (błyszczące) – matowe,
−
bezbarwne – kolorowe (zabarwione),
−
przezroczyste – kryjące,
−
gładkie – zbiegające się – spękane (craquele).
5.
Zależnie od zastosowania:
−
porcelanowe,
−
półporcelanowe,
−
fajansowe,
−
kamionkowe,
−
garncarskie i inne.
Opis szkliwa porcelanowego: trudnotopliwe, surowe, skaleniowe, lśniące, przezroczyste,
bezbarwne, gładkie. Przykładowy zestaw szkliwa: 35% skaleń sodowy, 20% kaolin, 10%
dolomit, 8% marmur, 27% kwarc.
Opis szkliwa półporcelanowego: średniotopliwe, surowe, skaleniowe, lśniące
lub matowe, przezroczyste lub kryjące, bezbarwne lub kolorowe, gładkie lub zbiegające się.
Przykładowy zestaw szkliwa: 60% skaleń, 13,5% szpad wapienny, 12,5% piasek kwarcowy,
2,5% dolomit, 4,5% kaolin, 3% biel cynkowa, 4% węglan baru.
Opis szkliwa fajansowego: niskotopliwe, frytowane, ołowiowe lub ołowiowo–borowe,
lśniące, przezroczyste, gładkie i na ogół bezbarwne. Przykładowy zestaw stopu: 25% piasek
kwarcowy, 28% minia, 18% borokalcyt, 5,5% kalcyt, 4% soda, 1% biel cynkowa, 2% saletra,
0,5% dolomit, 16% skaleń.
Sposoby wyrażania składu szkliwa [2]:
−
według wzoru (formuły) Segera w jednostkach molowych,
−
według składu chemicznego w %,
−
według składu surowcowego w jednostkach wagowych lub w %.
W celach porównawczych najdogodniej jest przedstawić szkliwo za pomocą wzoru
Segera. Wzór Segera składa się z trzech pionowych kolumn (grup). W pierwszej kolumnie
(I grupie) zapisuje się tlenki zasadowe (Na
2
O, K
2
O, CaO, MgO, ZnO, BaO). W drugiej
kolumnie (II grupie) tlenki amfoteryczne (Al
2
O
3
), a w trzeciej kolumnie (III grupie) tlenki
kwaśne (SiO
2
, B
2
O
3
). Ilości molowe (cząsteczkowe) tlenków w pierwszej kolumnie wynoszą
1,00 mola, a w pozostałych odpowiadają proporcjonalnie kolumnie pierwszej.
Skład chemiczny szkliwa jest na ogół wyrażeniem analizy chemicznej szkliwa
lub pochodzi z przeliczenia z innej postaci. Skład surowcowy szkliwa dla szkliw surowych
jest recepturą roboczą (tzw. zestaw „na młyn”).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Jeżeli szkliwo ma być przetapiane (frytowane), wtedy receptura robocza wymaga
skomplikowanych obliczeń, które pozwolą na ustalenie składu stopu (fryty) i tzw. składu „na
młyn”, czyli ilości stopu i składników surowych, które wchodzą w skład szkliwa.
Podane sposoby wyrażania szkliw można przeliczać wzajemnie w celu uzyskania
najdogodniejszej postaci w danej sytuacji. W praktyce wygodnie jest posłużyć się składem
surowcowym. Obliczeń takich dokonują inżynierowie- technolodzy.
Poszczególne tlenki występujące w szkliwach można wprowadzić z różnymi surowcami:
−
Na
2
O – ze skaleniem sodowym, sodą, saletrą sodową, boraksem,
−
K
2
O – ze skaleniem potasowym, węglanem potasu, saletrą potasową,
−
CaO – z marmurem, kredą, kalcytem, dolomitem,
−
MgO – z magnezytem, dolomitem,
−
PbO – z glejtą, minią,
−
ZnO – z bielą cynkową,
−
BaO – z węglanem baru,
−
Al
2
O
3
– ze skaleniem sodowym i potasowym, kaolinitem,
−
SiO
2
– ze skaleniami, kaolinitem, kwarcem, piaskiem kwarcowym,
−
B
2
O
3
– z boraksem, kwasem borowym
Przygotowanie szkliwa surowego
Szkliwa surowe nie wymagają przetapiania (frytowania), ponieważ wprowadzone do ich
składu surowce nie są rozpuszczalne w wodzie ani trujące. Ich przygotowanie polega na
dokładnym odważeniu surowców zgodnie z recepturą roboczą i zmieleniu na mokro w młynie
kulowym do pozostałości 0,05÷0,1% na sicie z prześwitem 0,06 mm. Czas mielenia wynosi
około 60 godzin. Stopień zmielenia ma duży wpływ na właściwości i zachowanie się szkliwa.
Szkliwo drobno zmielone łatwiej się topi i ma po stopieniu większą płynność. Nadmiernie
rozdrobnione, czyli przemielone, wykazuje tendencje do pękania na wyrobie w trakcie
suszenia i do zbiegania się podczas wypalania. Otrzymaną zawiesinę o wilgotności 40÷45%
przepuszcza się przez elektromagnesy i sito o prześwicie 0,1 mm, a następnie transportuje
do oddziału szkliwierni.
Do podstawowych surowców na szkliwa surowe zalicza się: złom własny, skalenie,
magnezyty, kwarc, dolomity, piasek kwarcowy, kaoliny pławione, gliny surowe. Surowce
powinny mieć wysoki stopień czystości.
Przygotowanie szkliw przetapianych
Surowce to: rozpuszczalne w wodzie węglany sodu i potasu oraz azotan (V) sodu
i potasu, a także składniki trujące, takie jak: surowce ołowiowe (glejta, minia ołowiana).
Przetapianie składników rozpuszczalnych w wodzie i trujących z odpowiednią ilością kwarcu
i tlenku glinu pozwala na związanie surowców trujących i rozpuszczalnych w stop
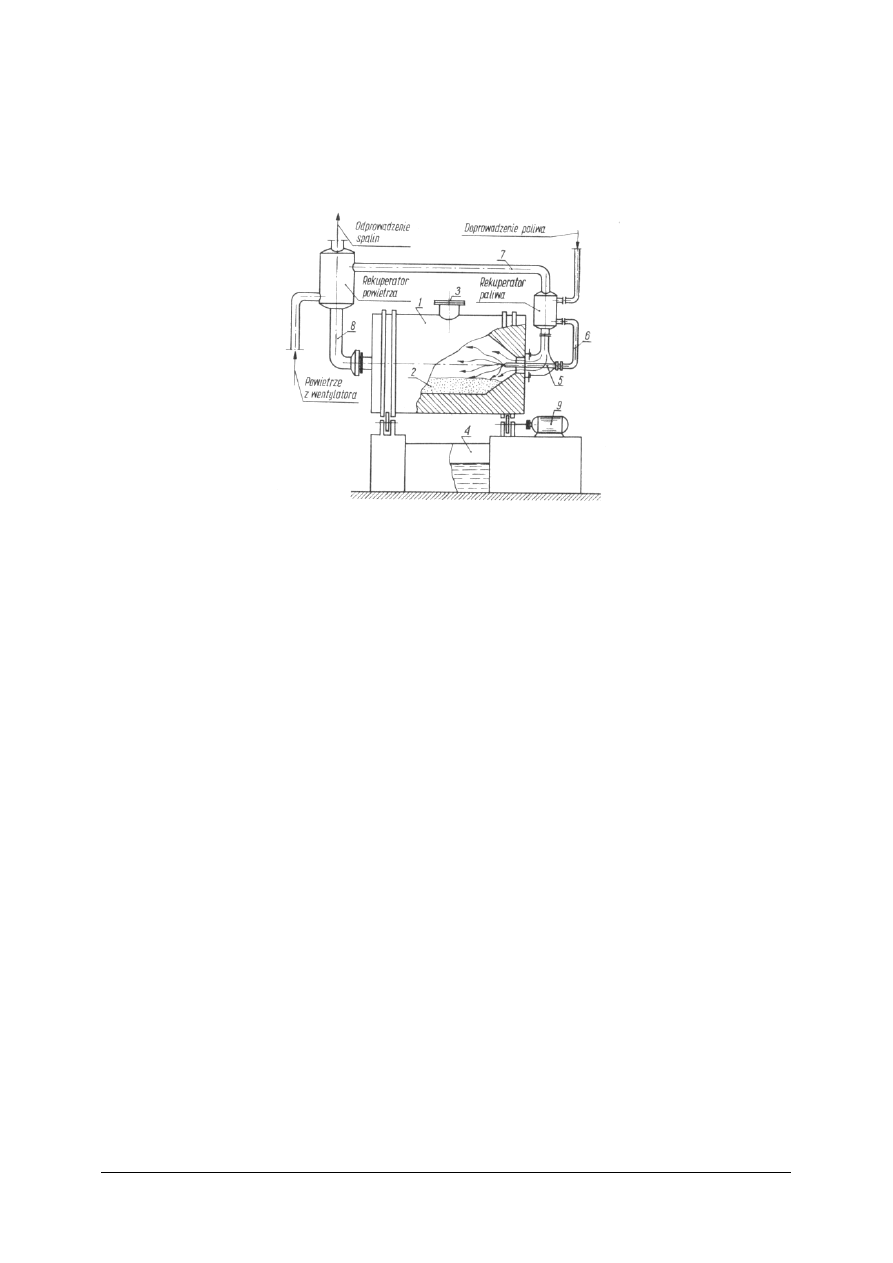
nierozpuszczalny w wodzie i mniej szkodliwy. Przetapianie prowadzi się w piecach do
topienia szkliw: wannowych (starszy typ) lub w piecach obrotowych. Piec obrotowy składa
się z bębna wyłożonego wewnątrz kształtkami ogniotrwałymi. Jest zawieszony poziomo
i porusza się wolno ruchem obrotowym, pod wpływem, którego znajdująca się wewnątrz
bębna mieszanina surowców przesypuje się nieustannie. Dzięki temu uzyskuje się
równomierne ogrzewanie i stapianie zestawu. Jako paliwa używa się oleju opałowego;
wtryskuje się go do środka bębna, gdzie następuje spalanie. Piec jest ekonomiczny, tani,
wygodny w obsłudze, jest krótki czas rytowania (3÷8 godzin). Stop z pieca powinien mieć
wygląd przejrzystego szkła; podczas próby na ciągnącej się nitce nie powinny występować
węzełki. Uzyskany stop (frytę) wlewa się do wody, dzięki czemu ulega on granulacji
ułatwiającej późniejsze mielenie. Po otrzymaniu fryty odważa się jej ilość zgodnie z recepturą
roboczą, dodaje się pewną ilość kwarcu i kaolinu pławionego – całość zestawu miele się na
mokro w młynie kulowym. Stosunek materiału mielonego do wody i do kul jest równy 1:1:1.
Czas mielenia i pozostałość na sicie są podobne, jak w szkliwach surowych. Po zmieleniu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
przepuszcza się szkliwo przez sito o prześwicie 0,1mm, a następnie przez elektromagnes
i przekazuje do szkliwierni. W szkliwierni szkliwo przechowuje się w zbiorniku
z mieszadłem śmigłowym, a zbiornik powinien być zaopatrzony w pokrywę chroniącą przed
zanieczyszczeniami.
Rys. 1. Piec obrotowy do topienia szkliwa: 1
–
piec, 2
–
wsad, 3
–
otwór, 4
–
zbiornik z wodą, 5
–
palnik,
6
–
dopływ paliwa, 7
–
dopływ powietrza, 8
–
wylot spalin, 9
–
silnik [3, s. 158]
Przygotowanie wyrobów do szkliwienia
Półfabrykaty przeznaczone do szkliwienia powinny mieć czystą powierzchnię, gdyż
zanieczyszczenia takie, jak pył, tłuszcz, naloty, powodują wady szkliwienia: łysiny i nakłucia.
Odpylanie prowadzi się przy użyciu szczotek, stosując odciąg unoszącego się kurzu.
W maszynach stosuje się wirujące szczotki i urządzenia ssące dla kurzu. Wyroby szkliwione
na surowo zmywa się wilgotną gąbką i dokładnie suszy. Fragmenty powierzchni wyrobów,
które nie mają być pokryte szkliwem (na przykład: wyroby sanitarne i izolatory) powleka się
parafiną z naftą (1:1) ogrzaną do 80
o
C.
Metody szkliwienia półfabrykatów
Do podstawowych metod stosowanych w procesie szkliwienia należą [2]:
–
zanurzanie ręczne lub automatyczne,
–
natryskiwanie ręczne lub automatyczne,
–
polewanie ręczne lub automatyczne,
–
nanoszenie szkliwa pędzelkiem.
Zależnie od rodzaju wyrobów, kształtu, rozmiarów, właściwości powierzchni wyrobów
oraz technologii produkcji dobiera się odpowiednią metodę szkliwienia.
Zanurzanie polega na umieszczeniu w zawiesinie szkliwa całego szkliwionego
przedmiotu. Zanurzanie ręczne wymaga wprawy i pewnej zręczności. Metodę ręczną stosuje
się często do szkliwienia wyrobów ceramiki stołowej porcelanowej i półporcelanowej. W ten
sposób prowadzone szkliwienie związane jest z niezdrowym zjawiskiem ciągłego moczenia
rąk (choroby reumatyczne). Zanurzanie maszynowe stosuje się najczęściej do wyrobów
dużych i ciężkich, jak izolatory wysokiego napięcia, rury kanalizacyjne. Wyroby ustawia się
na odpowiednich urządzeniach i razem z nimi zanurza w zawiesinie szkliwa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
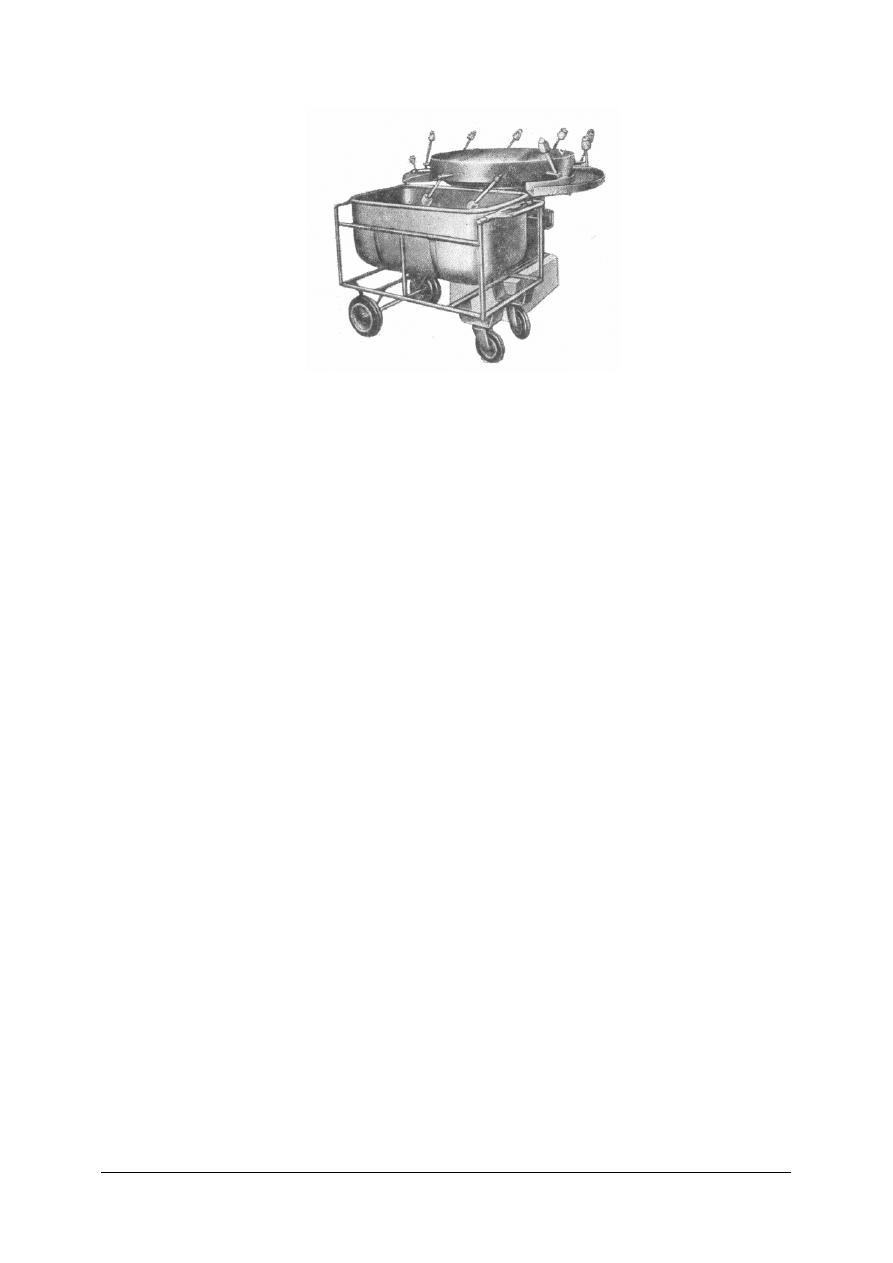
Rys. 2. Agregat do szkliwienia przez zanurzanie [5, s. 213]
Urządzenie wyposażone jest w uchwyty, które wraz z przedmiotem są zanurzane
w szkliwie. Uchwyty osadzono w stole obrotowym. Zakładanie i zdejmowanie przedmiotów
odbywa się ręcznie.
Polewanie ręczne stosuje się w małych warsztatach rzemieślniczych lub ceramiki
artystycznej – do szkliwienia, na przykład kafli, zewnętrznych stron naczyń, misek. Obracając
szkliwiony przedmiot polewa się go szkliwem zaczerpniętym z niewielkiego naczynia.
Ten sposób jest przyczyną chorób reumatycznych.
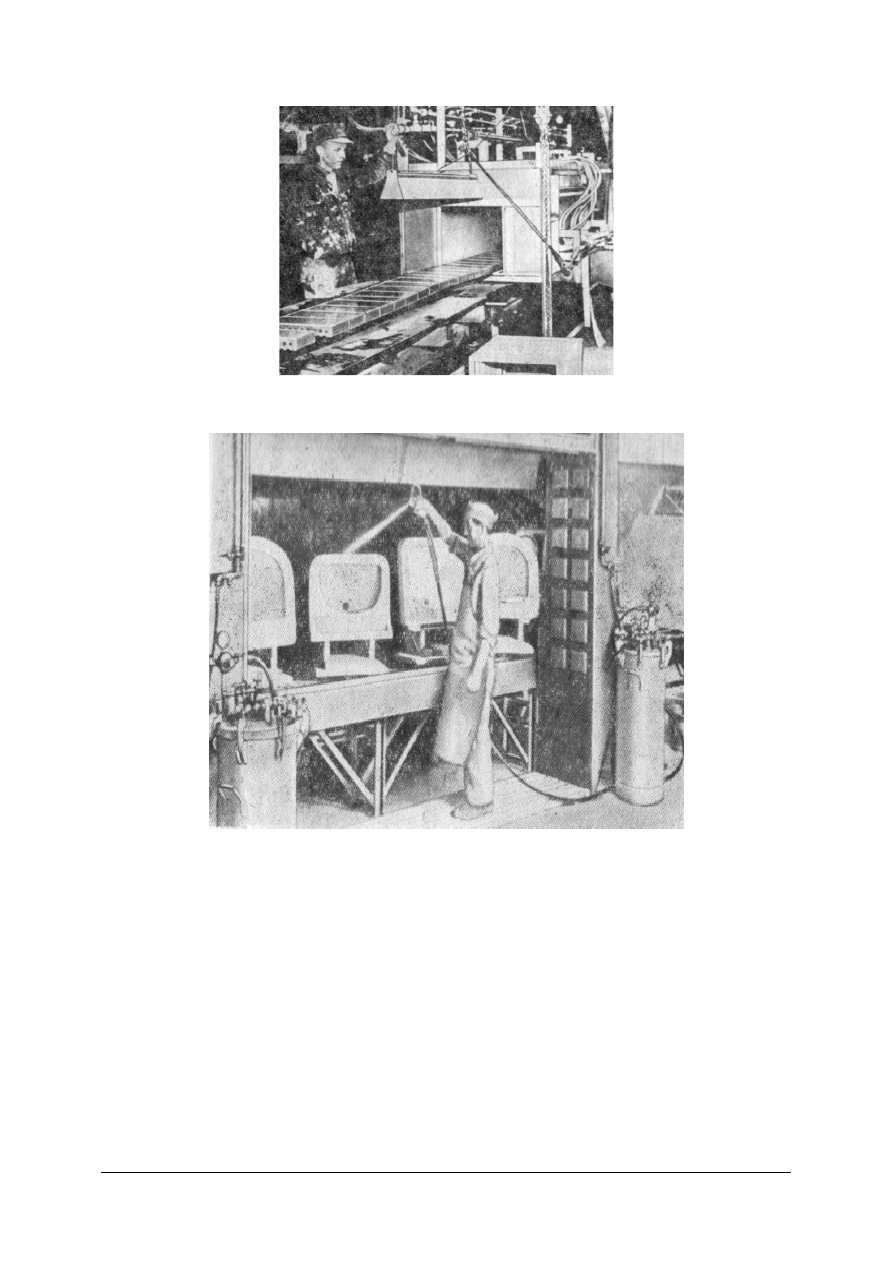
Do szkliwienia automatycznego służą w pełni zautomatyzowane taśmy do szkliwienia,
po których przesuwają się płytki z wyznaczoną szybkością pod zwartym strumieniem szkliwa
o ściśle określonych parametrach (gęstość, stopień przemiału). Cienki strumień szkliwa, który
wypływa ze szczeliny zbiornika umieszczonego nad taśmociągiem, pokrywa równomierną
warstwą szkliwa i pozwala na szkliwienie w ciągu godziny wielu tysięcy sztuk płytek.
Grubość warstwy szkliwa można regulować zmieniając szybkość przesuwania się taśmy,
która waha się w granicach 0,6÷1,0 m/s. Przez polewanie można nanosić także szkliwo na
inne wyroby, na przykład stołowe naczynia wgłębne.
Czynnością powtarzającą się podczas szkliwienia jest transport szkliwionego przedmiotu
w maszynie. Mogą być zatem maszyny z transportem przedmiotu na taśmie lub paskach
i wówczas są to maszyny przenośnikowe. Mogą to być pierścienie obrotowe przenoszące
szkliwione przedmioty na obrotowych podporach i te nazywane są maszynami karuzelowymi.
Natryskiwanie polega na rozpylaniu zawiesiny szkliwa. Rozpyloną sprężonym
powietrzem zawiesinę skierowuje się na wyrób, w wyniku czego szkliwo osadza się na nim.
Do szkliwienia tą metodą służą pistolety natryskowe, do których doprowadza się przewodami
szkliwo i powietrze pod ciśnieniem 0,2÷0,4 MPa.
Natryskiwanie jest najbardziej uniwersalną metodą szkliwienia, daje bowiem możliwość
równomiernego nałożenia szkliwa na wyroby o różnych kształtach i rozmiarach.
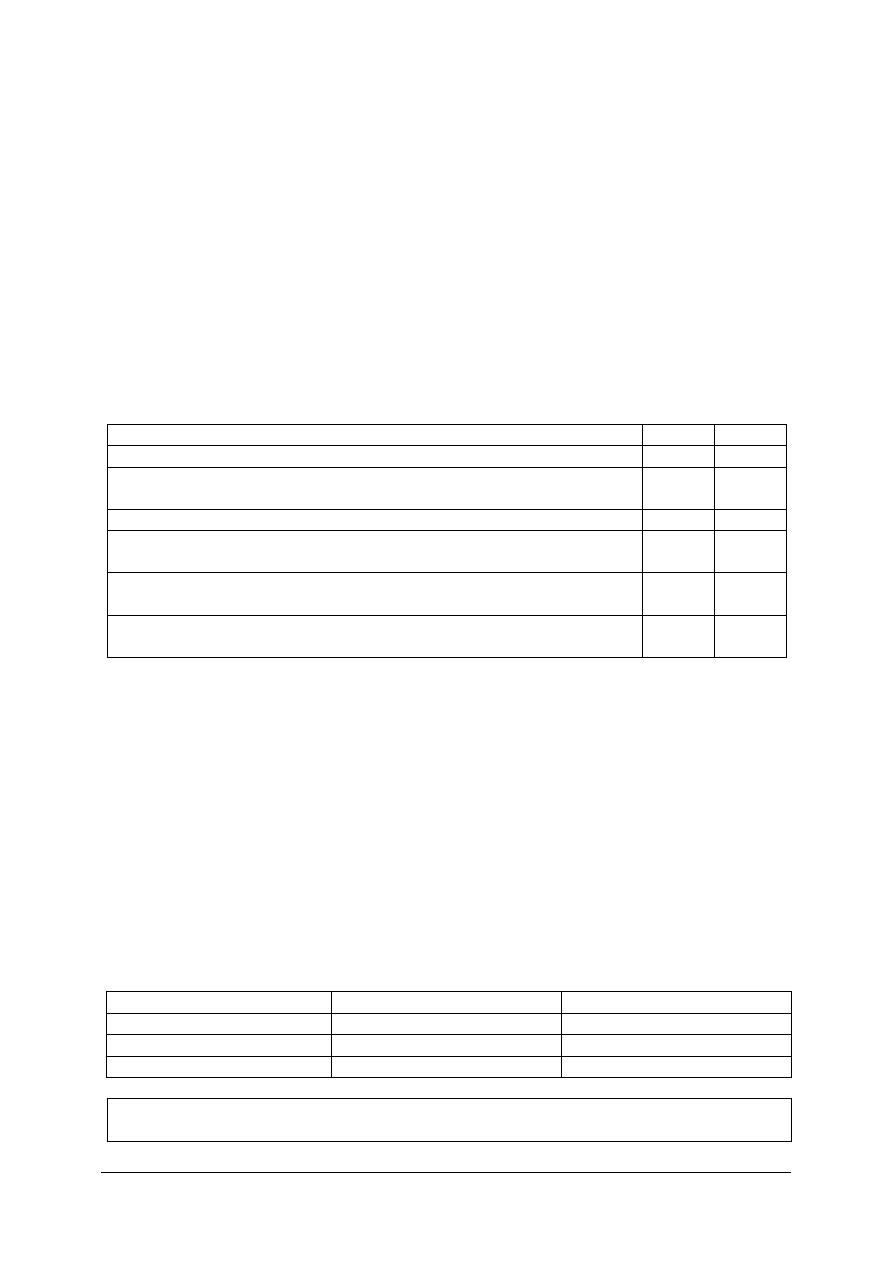
Szkliwienie ręczne wykonuje się w kabinie natryskowej zaopatrzonej w urządzenia
zapewniające dobrą wentylację, jak i odzysk nadmiaru rozpylonego szkliwa. Pracownik
wykonujący tą operację powinien nosić maskę ochronną. Stopień rozpylenia szkliwa można
regulować zmieniając średnicę dyszy i wielkość ciśnienia.
W urządzeniach natryskowych automatycznych pistolety są umocowane najczęściej po
kilka na stałe i rozmieszczone w taki sposób, aby zapewniały pokrycie całej powierzchni
wyrobu równomierną warstwą szkliwa. Półfabrykaty przeznaczone do szkliwienia
automatycznego mogą być umieszczone na przenośnikach karuzelowych lub taśmowych,
wtedy w trakcie szkliwienia przechodzą przez komorę natryskową, która jest całkowicie
osłonięta i zaopatrzona w urządzenia wentylacyjne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 3. Agregat do szkliwienia płytek przez natryskiwanie [5, s. 214]
Rys. 4. Komora natryskowa [5, s. 216]
Metody kombinowane stosuje się wtedy, gdy jeden wyrób szkliwi się dwoma różnymi
szkliwami wewnątrz i na zewnątrz. Dotyczy to bardzo dużych lub bardzo wysmukłych
wazonów – wnętrze takich wyrobów szkliwi się przez wlanie szkliwa do środka, a zewnętrzną
powierzchnię można poszkliwić metodą natryskiwania. W celu uzyskania dekoracji
dwubarwnych stosuje się również metody kombinowane.
Klasyfikacja urządzeń do nanoszenia szkliwa na wyroby
Różnorodność rozwiązań konstrukcyjnych utrudnia dokonanie klasyfikacji maszyn
do szkliwienia. Jednak wszystkie maszyny muszą zapewnić wykonanie zasadniczej
czynności, czyli naniesienie na określone powierzchnie wyrobu warstwy szkliwa
o wymaganej grubości. Podział maszyn odnosi się do metod szkliwienia. Wyróżniamy:
–
maszyny do szkliwienia przez polewanie,
–
maszyny do szkliwienia przez zanurzanie,
–
maszyny do szkliwienia przez natryskiwanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest szkliwo ceramiczne?
2.
Jaki znasz podział szkliw ze względu na temperaturę topliwości?
3.
Jakie wyróżnisz szkliwa ze względu na wygląd zewnętrzny?
4.
Jakie znasz piece do topienia szkliwa?
5.
Jakie znasz metody nanoszenia szkliwa na półfabrykaty i omów, na czym one polegają?
6.
Na czym polega zasada działania agregatu do szkliwienia przez zanurzanie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ, które zdania są prawdziwe, a które fałszywe.
Zdanie:
Prawda
Fałsz
Szkliwo ceramiczne zaliczamy do szkieł krzemianowych.
Szkliwo ceramiczne o temperaturze topliwości 1400
o
C nazywamy
szkliwem niskotopliwym.
Przeciwieństwem szkliw błyszczących są szkliwa matowe.
Topienie fryty w piecu obrotowym jest szybkie, tanie i wygodne
w obsłudze.
Szkliwienie talerzy metodą przez zanurzenie prowadzi się z użyciem
pistoletu natryskowego.
W komorę natryskową wyposażone są agregaty do szkliwienia
izolatorów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące szkliw,
2)
przeanalizować zdania decydując czy jest prawdziwe czy fałszywe,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
notatnik,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Uzupełnij puste rubryki w tabelce pojęciami wymienionymi poniżej charakteryzujące
metody szkliwienia.
Zanurzanie
Natryskiwanie
Polewanie
talerzyk
izolatory
kafle
półmisek; płytki ścienne; maski ochronne i komory wyciągowe; choroba reumatyczna;
umywalki; choroba reumatyczna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące szkliw,
2)
przeanalizować treść tabelki i wpisać w brakujące miejsca sformułowania znajdujące się
pod tabelką,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
notatnik,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 3
Przygotuj szkliwo surowe w młynie kulowym laboratoryjnym o składzie surowcowym:
kaolin pławiony 1200 g, kwarc 2500 g, skaleń 800 g, dolomit 750 g, złom ostry 750 g.
Uwaga: pamiętaj o środkach ochrony indywidualnej i napełnieniu młyna w stosunku 1:1:1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące szkliw,
2)
sprawdzić stan techniczny wagi i młyna kulowego,
3)
zapoznać się z instrukcją obsługi w/w urządzeń,
4)
odważyć surowce na szkliwo,
5)
odważyć i zadozować do młyna właściwą ilość mielników,
6)
odmierzyć i zadozować do młyna właściwą ilość wody,
7)
zadozować do młyna odważone surowce na szkliwo,
8)
zamknąć szczelnie młyn i go uruchomić,
9)
zmielić składniki na szkliwo (~120 minut),
10)
skontrolować stopień rozmielenia do pozostałości 0,05÷0,1% na sicie z prześwitem
0,06mm,
11)
przelać gotowe szkliwo z młyna do zbiornika na szkliwo i przekazać do szkliwierni,
12)
omówić wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
notatnik,
–
młyn kulowy, waga,
–
instrukcja obsługi wagi,
–
instrukcja obsługi młyna kulowego,
–
surowce, jak wyżej,
–
sito kontrolne 0,06 mm,
–
zbiornik na szkliwo,
–
literatura wskazana przez nauczyciela.
Ćwiczenie 4
Określ skład szkliwa surowego porcelanowego – dobierając właściwe tlenki,
wprowadzane do zestawu z różnymi surowcami.
W tym celu ze zbiorów: „tlenek” i „surowiec” – dobierz właściwe składniki i uzupełnij tabelkę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
tlenek
surowiec wprowadzający tlenek
Tlenek: Na
2
O, K
2
O, CaO, MgO, ZnO, BaO, SiO
2
, B
2
O
3
, Al
2
O
3
, PbO
Surowiec: skaleń sodowy, soda, saletra sodowa, boraks, skaleń potasowy, węglan
potasu, saletra potasowa, marmur, kreda, kalcyt, dolomit, magnezyt, glejta, minia, biel
cynkowa, węglan baru, kaolinit, kwarc, piasek kwarcowy, kwas borowy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące szkliw,
2)
zdefiniować pojęcie „szkliwo porcelanowe”,
3)
przeanalizować zestaw tlenków i surowców,
4)
przedyskutować swój pomysł z innymi,
5)
uzupełnić tabelkę,
6)
zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
–
notatnik,
–
literatura wskazana przez nauczyciela.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić cel szkliwienia wyrobów ceramicznych?
2)
dokonać klasyfikacji szkliw biorąc pod uwagę 3 różne kryteria podziału?
3)
wymienić sposoby wyrażania składu szkliw?
4)
omówić przygotowanie szkliwa surowego i przetapianego?
5)
wymienić surowce niebezpieczne dla zdrowia człowieka stosowane do
przygotowania szkliwa przetapianego?
6)
wymienić metody nanoszenia szkliwa na półfabrykaty i uzasadnić dobór
metody do rodzaju wyrobu?
7)
wymienić maszyny stosowane w procesie szkliwienia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.
Zdobienie wyrobów ceramicznych
4.2.1. Materiał nauczania
Sposoby zdobienia
Zdobienie wyrobów ceramicznych jest zabiegiem technologicznym, przeprowadzonym
w celu podwyższenia walorów estetycznych wyrobów. Przez zdobienie można różnicować te
same fasony wyrobów, co pozwala zwiększyć możliwość zaspokojenia wymagań odbiorców
– użytkowników.
Na wybór sposobu zdobienia ma wpływ wiele czynników, np. właściwości tworzywa
ceramicznego, temperatura wypalania, rodzaj szkliwa, przeznaczenie wyrobu i wiele innych.
Zdobienie wyrobów ceramicznych można podzielić na grupy, stanowiące zbliżone
technologicznie sposoby dekorowania, czyli:
–
barwienie mas ceramicznych,
–
zdobienie plastyczne,
–
zdobienie podszkliwne,
–
zdobienie naszkliwne,
–
zdobienie szkliwami dekoracyjnymi,
–
zdobienie angorami.
Istotne znaczenie dla procesu zdobienia mają farby podszkliwne i naszkliwne, gdyż
zdobienie z ich udziałem ma najszersze zastosowanie.
Farby podszkliwne
Farby podszkliwne otrzymuje się przez zmielenie barwnika z odpowiednimi dodatkami.
Barwniki mogą stanowić barwne tlenki metali lub związki tlenków metali barwnych
i niebarwnych związane często z nośnikiem podwyższającym intensywność barwy, na
przykład tlenkiem cyny (IV).
Tabela 1. Składy niektórych farb podszkliwnych [2, s. 307 ]
Zestaw barwnika
w częściach wagowych
Temperatura
prażenia w
o
C
Zestaw farby podszkliwnej na
młyn w częściach wagowych
Barwa farby
100 CoO, 100 Al
2
O
3
,
50 SnO
2
1200
25 barwnik
5 glina plastyczna biała
3 kaolin
ciemnoniebieska
440 Fe
2
O
3
, 440 Cr
2
O
3
, 100
MnO
2
, 20 CoO
1200
2200 barwnik
440 stop szkliwa
400 glina plastyczna
czarna
400 Cr
2
O
3
, 400 kaolin, 200 SiO
2
1160
1 barwnik
1 szkliwo
zielona
800 Sb
2
O
3
, 1170 Pb
3
O
4
, 300
KNO
3
, 230 SnO
2
1160
2000 barwnik
200 stop szkliwa
400 kaolin
jasnożółta
Barwnik I SnO
2
pinkowy, 80
CaCO
3
, 20 SiO
2
,
10 K
2
Cr
2
O
7
1200
Barwnik II, 150 barwnik I,
pinkowy, 50 szkliwo, 16 boraks
1200
140 barwnik II
20 CaCO
3
20 szkliwo
20 kaolin
czerwona
buraczkowa
Synteza barwników wymaga najczęściej prażenia w wysokiej temperaturze (powyżej
1400
o
C). W celu obniżenia tej temperatury w recepturach barwników znajdują się substancje
zwane mineralizatorami. Ułatwiają one powstawanie barwnika w niższej temperaturze.
Wymagana jest wysoka czystość składników. Farby podszkliwne stosuje się w technikach
zdobienia podszkliwnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Jako farby podszkliwne mogą być również stosowane roztwory soli metali barwiących,
np. roztwór azotanu kobaltu daje barwę żółtą, roztwór azotanu miedzi barwę niebieską,
a azotanu chromu fioletową.
Farby naszkliwne
Farby naszkliwne stanowią mieszaninę barwników z topnikami w takiej proporcji, aby
podczas utrwalania mogła powstać błyszcząca warstwa szkliwa związana ze szkliwem
wyrobu. Topnikami wchodzącymi w skład farb naszkliwnych są przeważnie niskotopliwe
przetapiane szkliwa ołowiowe lub ołowiowo–borowe. Skład topników ma wpływ na barwę
farby. Barwniki do farb naszkliwnych wytwarza się przez odpowiednie spiekanie tlenów
metali: złota, miedzi, kobaltu, chromu, żelaza, niklu, antymonu, cyny.
Tabela 2. Składy niektórych farb naszkliwnych [2, s. 315 ]
Skład farby naszkliwnej
Skład molowy barwnika
Barwnik %
Topnik %
Barwa farby naszkliwnej
po wypaleniu
0,25 CoO, 0,35 ZnO, 0,1 B
2
O
3
, 0,4
PbO, 0,5 SiO
2
100
–
niebieska
CoO * Al
2
O
3
15÷30
85÷70
błękitna
0,5 CoO * 0,5 ZnO * Al
2
O
3
15÷30
85÷70
turkusowa
Cr
2
O
3
20
80
zielona
0,5 CoO * 0,5 ZnO * Cr
2
O
3
20
80
niebieskozielona
0,25 Fe
2
O
3
* ZnO
15÷20
85÷80
jasnobrązowa
Fe
2
O
3 *
Cr
2
O
3
20
80
brązowa
Co
2
O
3
* Mn
2
O
3
* Cr
2
O
3
23
77
czarna
Fe
2
O
3
17÷20
83÷80
czerwona
PbCrO
4
22
78
koralowoczerwona
Fe
2
O
3
* Al
2
O
3
18
82
ż
ółtoczerwona
Rys. 5. Przyrządy do ucierania i przechowywania farb: a) płyta szklana matowa i ucierak, b) paleta
porcelanowa do przechowywania farb [2, s. 316 ]
Farby naszkliwne stosuje się w technikach zdobienia naszkliwnego. Dekoracja
naszkliwna wymaga odpowiedniego przygotowania zaczynu farby. Najczęściej farbę rozrabia
się z terpentyną balsamiczną ucierając na matowej szklanej płycie za pomocą szklanych
ucieraków. W końcowej fazie ucierania dodaje się kilka kropli oleju (goździkowego,
anyżkowego, lawendowego ) i balsamu. Utartą farbę zlewa się na paletę porcelanową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Barwienie mas ceramicznych
Barwienie mas odbywa się w dziale przygotowania mas. Barwnik wprowadza się w ilości
od 1 do 10%, do młyna lub bełtacza. Barwnik musi być równomiernie rozprowadzony
w masie. Do barwienia mas mogą służyć: gliny wypalające się na odpowiedni kolor
(czerwony, żółty), rudy żelaza, chromu, manganu, barwne tlenki metali, barwniki ceramiczne.
Zdobienie plastyczne
Zdobienie plastyczne polega najczęściej na dekorowaniu reliefami. Reliefy są to wypukłe
lub wklęsłe wzory wykonane w czerepie wyrobu z tej samej masy ceramicznej. Najczęściej
wykonuje się reliefy wypukłe wykonane w formach gipsowych lub matrycach. Powstają one
na wyrobach podczas formowania. Mogą być łączone z innymi sposobami dekoracji.
Zdobienie reliefowe może być wykorzystane do komponowania dodatkowych efektów pod
szkliwami kolorowymi.
Zdobienie podszkliwne
Zdobienie podszkliwne może być prowadzone różnymi technikami. Przez technikę
dekoracji [2] należy rozumieć sposób zdobienia związany z typowymi narzędziami lub
urządzeniami, zaczynem farb i charakterem materiałów pomocniczych. Do technik zdobienia
podszkliwnego zalicza się technikę:
–
pędzla malarskiego,
–
szablonu,
–
natrysku,
–
stemplowania i inne.
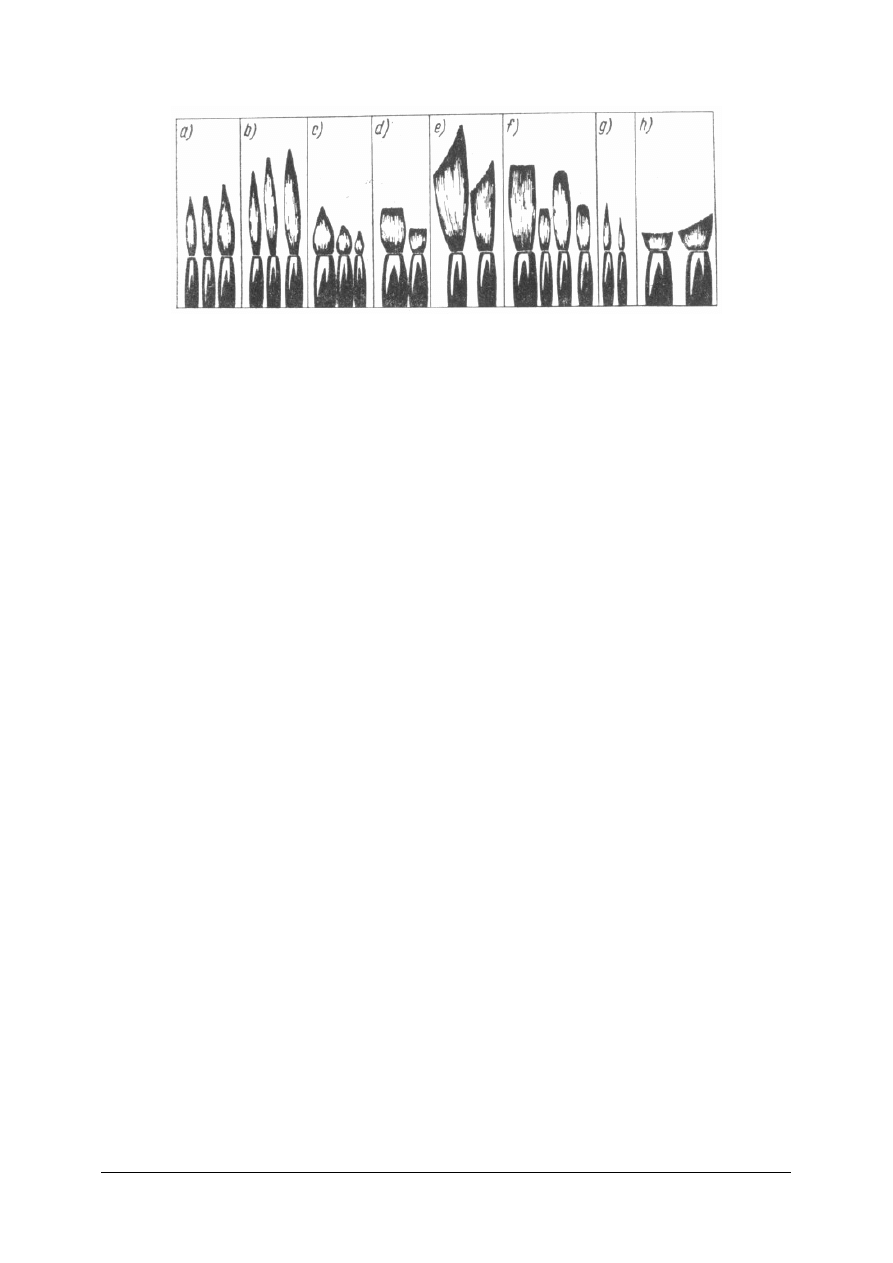
W technice pędzla malarskiego dekoracje nanosi się przy użyciu pędzli, piórek,
grafosów. Pędzle wykonuje się z bardzo miękkiego włosia, np. włosia kuny lub bobra.
Technikę malarskich elementów pędzlowych dzieli się na następujące rodzaje dekoracji:
–
obwódki,
–
linie,
–
paski,
–
sztafaż,
–
malowanie powierzchni.
Malowanie obwódek tak zwane obwódkowanie, znajduje najszersze zastosowanie
w ceramice. Obwódka może być samodzielnym elementem dekoracyjnym lub może być
połączona z inną techniką.
Podstawowym przyborem służącym do obwódkowania jest krążek malarski. Jest to
okrągła, metalowa tarcza przymocowana do gilzy osadzonej na osi połączonej trwale
z nieruchomą podstawą. Szerokość obwódek wynosi umownie 1÷2 mm, linii do 1 mm,
a pasków ponad 2 mm. Paski szerokie wymagają wykonania konturów,
a następnie wypełnienia powierzchni między nimi.
Sztafaż jest to podkreślenie farbą wypukłości reliefu. Linie sztafażowe podkreślają także
wysmukłość kształtu wyrobu. Nanosi się je spiczastym pędzelkiem sztafażowym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 6. Pędzle do malowania podszkliwnego i naszkliwnego: a) o długim włosiu, ostro zakończone, b) dłuższe
dekoracyjne, c) do małych płaszczyzn, d) do dużych płaszczyzn, e) do linii i obwódek, f) do pasków,
g) do napisów, h) do wygładzania powierzchni [3, s. 229]
Zdobienie za pomocą szablonów pozwala na nanoszenie na wyrobów elementów
kwiatowych dwu–, a nawet trójbarwnych. Szablony (wzorniki) wycina się z cienkiej blaszki,
staniolu lub impregnowanego papieru. Do każdego koloru potrzebny jest oddzielny szablon.
Wzór maluje się przeciągając po powierzchni szablonu pędzlem napełnionym zaczynem
farby.
Natrysk farby służy do pokrywania całych powierzchni wyrobu w sposób równomierny
lub cieniowany. Rozpylanie farby prowadzi się w komorze natryskowej, zaopatrzonej
w wentylację. Zabezpiecza to pracowników przed wdychaniem substancji szkodliwych.
Natrysk można prowadzić także przy użyciu szablonów.
W
technice
stemplowania
(pieczątkowania)
następuje
przenoszenie
cienko
rozprowadzonej na palecie szklanej farby na wyrób za pomocą stempla (pieczątki)
gumowego. Farbę do tego celu przygotowuje się z gliceryną. Technika stemplowania
podszkliwnego stosowana jest najczęściej do nanoszenia znaku firmowego. Jest to dekoracja
trwała, ponieważ powłoka szkliwa chroni przed zniszczeniem.
Wadą zdobienia podszkliwnego jest mała gama barw. Większość barwników nietrwała
jest w temperaturze wypalanego szkliwa (1200÷1410
o
C). Dlatego zdobienie podszkliwne
znalazło zastosowanie głównie na wyrobach fajansowych, których szkliwo należy do
niskotopliwych.
Zdobienie naszkliwne
Do stosowanych technik dekoracji naszkliwnych [2] zalicza się techniki:
–
pędzla malarskiego,
–
natrysku pełnego i przez szablony,
–
stalodruku, czyli litografii wklęsłej,
–
stemplowania ( pieczątkowania ),
–
kalkomanii ceramicznej,
–
lustrów,
–
zdobienia metalami szlachetnymi.
Dekorowanie pędzlami wymaga tego samego oprzyrządowania, jak przy zdobieniu
podszkliwnym. Malowanie na powierzchni szkliwa jest łatwiejsze (łatwo przesuwa się
pędzel), a błędne rysunki można wytrzeć watą zwilżoną w terpentynie.
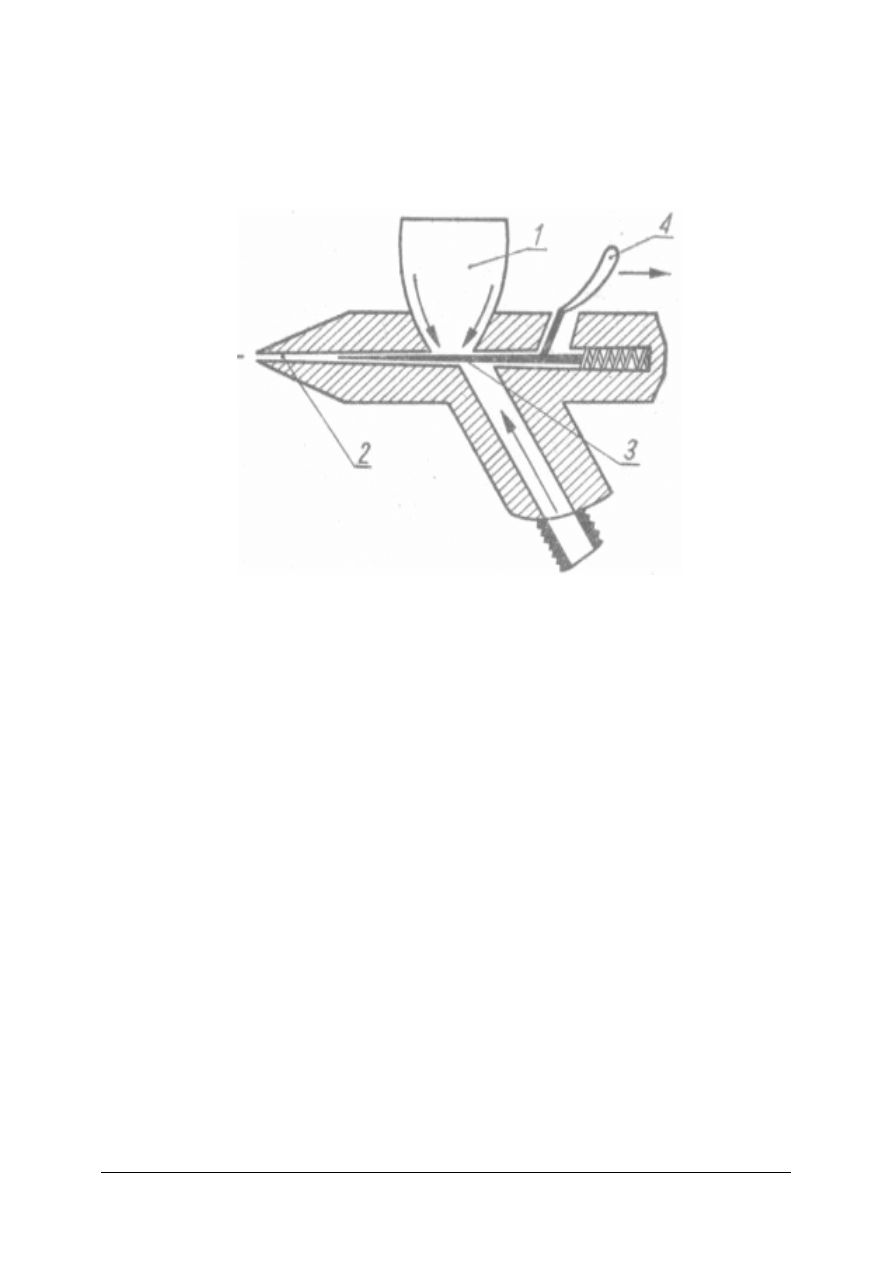
Technika natryskiwania farbą naszkliwną nie różni się od nanoszenia farby podszkliwnej.
Farbę umieszcza się w zbiorniku 1 w pistolecie przedstawionym na rysunku 7. Następnie
kieruje się wylot 2 pistoletu na wyrób ustawiony w komorze odciągowej i otwiera się zawór 3
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
przez odciągnięcie spustu 4. Sprężone powietrze wyrzuca na zewnątrz farbę w postaci bardzo
drobnych kropelek. Kropelki farby osadzają się na powierzchni wyrobu. Podczas
natryskiwania farbami naszkliwnymi należy pamiętać o wysokiej szkodliwości związków
ołowiu znajdujących się w topnikach farb naszkliwnych.
Rys. 7. Schemat pistoletu do natryskiwania (opis w tekście) [2, s. 317]
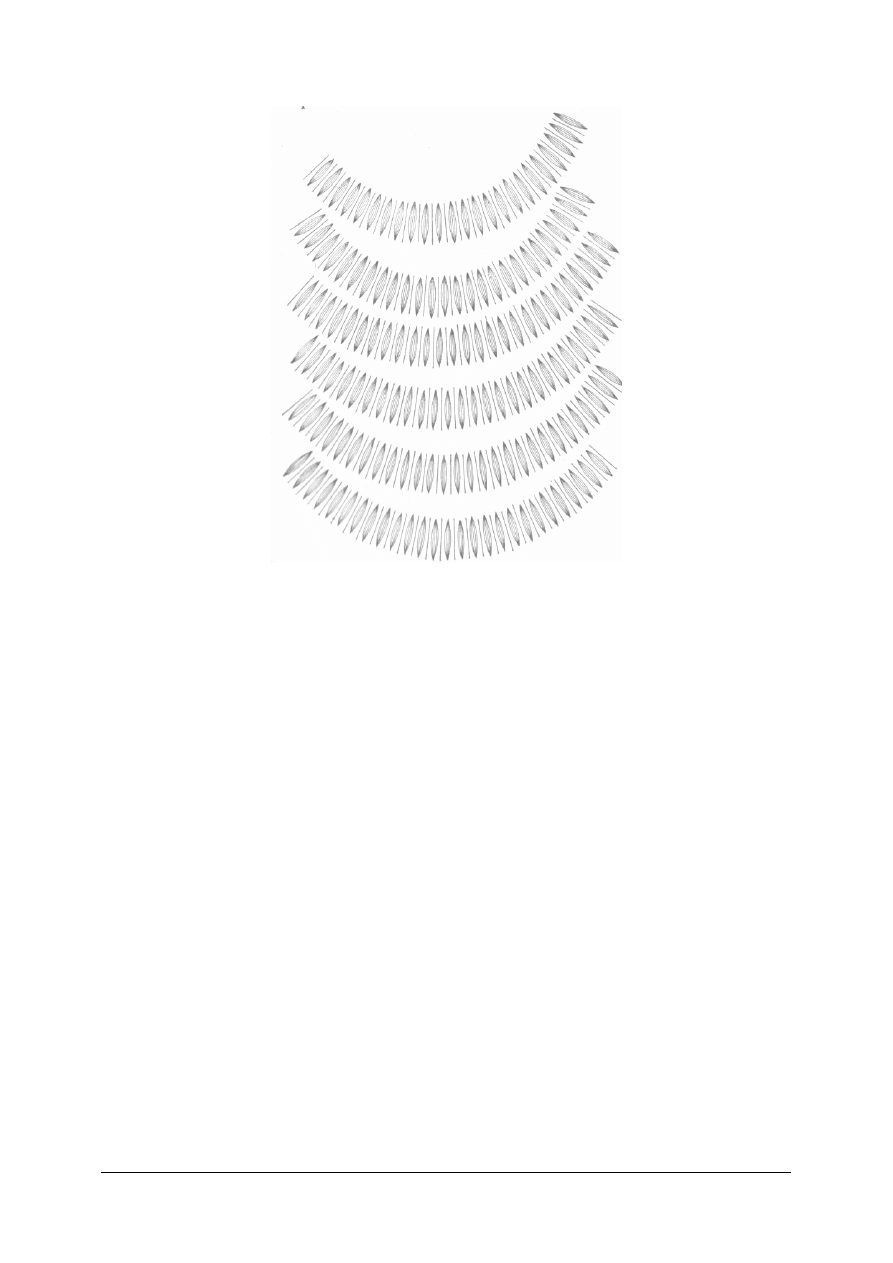
Technika stalodruku (rys. 8) jest metodą, która pozwala na zdobienie wyrobów
ornamentami wykonywanymi subtelnym, cienkoliniowym rysunkiem. Wykonanie stalodruku
wymaga uprzedniego wytrawienia rysunku na płycie stalowej lub miedzianej. Płyta może być
użytkowana kilka lat. Rysunek poniżej przedstawia ornamenty do zdobienia skrzydła talerza.
Technika stemplowania (pieczątkowania) jest prosta i często stosowana. Kształt elementu
dekoracyjnego wykonany jest w odpowiednio wyciętym stemplu gumowym. Mogą to być
geometryczne wzory, wzory koronkowe, marmurkowe itp.
Technika kalkomanii stosowana jest bardzo powszechnie w zdobieniu wyrobów
porcelanowych i półporcelanowych. Pozwala na nanoszenie na wyroby wielobarwnych
kompozycji lub prostych ornamentów. Kalkomanię wykonują samodzielne, wyodrębnione
zakłady. Rozróżnia się dwie techniki drukowania kalki: litograficzną i sitodrukową.
Wygodniejsza jest technika sitodrukowa, umożliwiająca bardzo szybkie i dokładne
odtworzenie zaprojektowanego wzoru. Sposób nanoszenia wzorów z kalki jest następujący:
z arkusza kalki wycina się pojedyncze wzory i umieszcza w wodzie na jakiś czas. Następnie
wzór nakłada się na wyrób, lekko dociska i zdejmuje ostrożnie papier. Po wyschnięciu
miejsca zdobione zmywa się ciepłą wodą z dodatkiem amoniaku lub sody.
Kalkę zdobniczą produkują wyspacjalizowane drukarnie, w których zamawia się określone
wzory dekoracji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 8. Wzór dekoracji stalodrukowej [2, s. 318]
Farby lustrowe tworzą podczas wypalania bardzo cienkie błonki metaliczne, które dają
efekt iryzacji na szkliwie. Farby lustrowe są to żywiczne mydła metali, rozpuszczone
w olejkach lub terpentynie. W zależności od rodzaju stosowanego metalu, lustry mogą być
bezbarwne lub zabarwione. Nanosi się je na wyrób przez malowanie ręczne pędzlem lub
przez natryskiwanie, a następnie wypala w atmosferze utleniającej w temperaturze około
700–800
o
C. Lustry stosuje się na wyroby porcelanowe, półporcelanowe i fajansowe.
Zdobienie metalami szlachetnymi jest bardzo kosztownym rodzajem zdobienia
naszkliwnego. Wykonuje się je ręcznie, naszkliwnie jako obwódki, paski, sztafaże i różnego
rodzaju ozdoby, przy czym stosuje się złoto, platynę i srebro.
Zdobienie szkliwami dekoracyjnymi
Zdobienie jest związane z głównym ciągiem technologicznym. Wyroby pokrywa się
szkliwem dekoracyjnym w miejsce zwykłego szkliwa. Szkliwo dekoracyjne przygotowuje się
tak samo jak szkliwa zwykłe, stosując tylko odpowiednią recepturę. Do szkliw dekoracyjnych
należą szkliwa: kolorowe przezroczyste i kryjące, metalowe, krystaliczne, spękane (craquele),
barankowe (zbiegające się).
Zdobienie angobami
W dziejach ceramiki angoby pojawiły się znacznie wcześniej niż szkliwo. Angoba [4]
jest oczyszczoną płynną gliną, białą ( wtedy bywa nazywana pobiałką ) lub zabarwioną. Jest
stosowana do retuszu rozmaitych defektów czerepu, a także do tworzenia dekoracji
malarskich i rysunkowych. Angoby to zazwyczaj gliny naturalne, czasami barwione tlenkami
metali. Gliniane wyroby pokrywane metodą polewania mogą być monochromatyczne lub
wielobarwne. Często wnętrze naczynia polewa się jedną barwą angoby, zaś jego zewnętrzne
ś
cianki inną. Zawsze zaczyna się od wnętrza wyrobu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
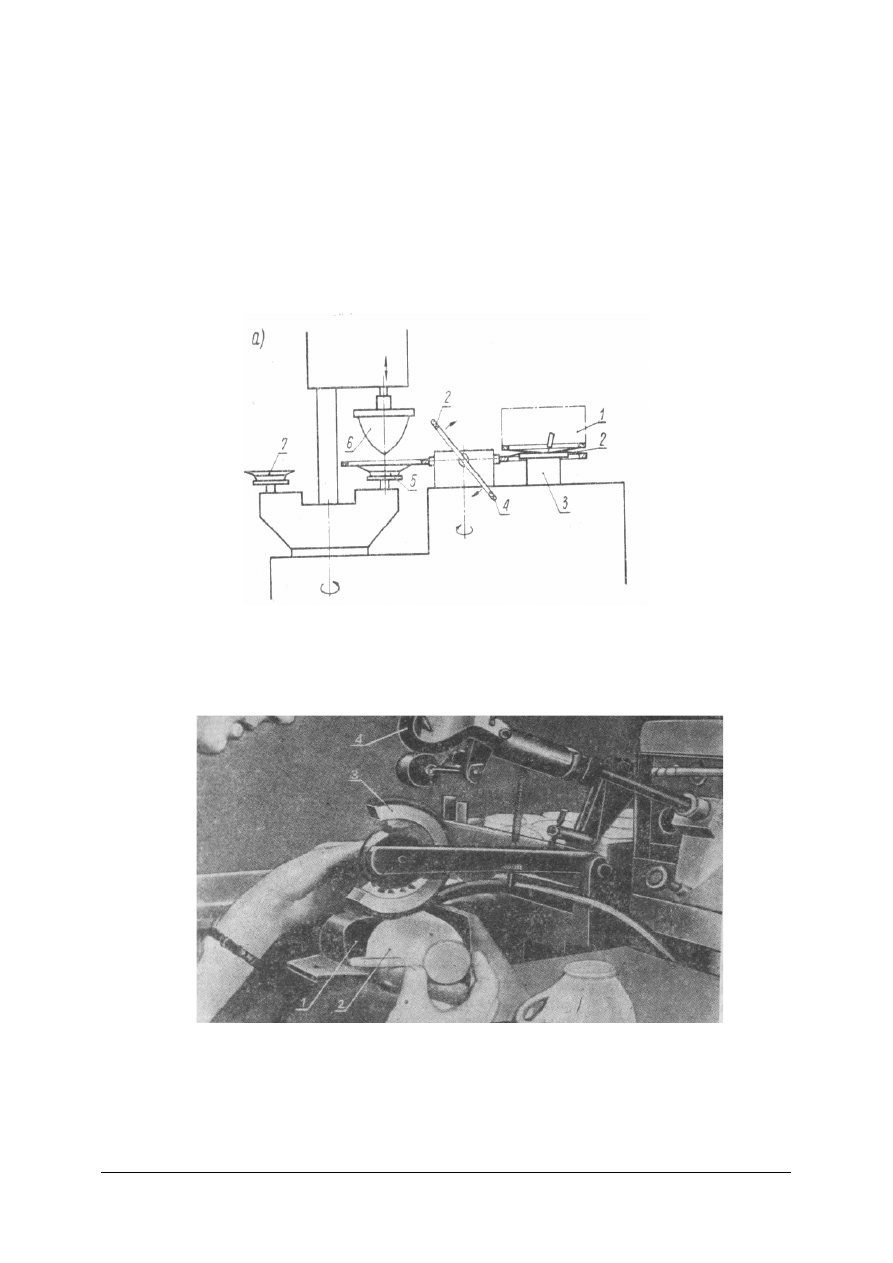
Maszyny i urządzenia do zdobienia
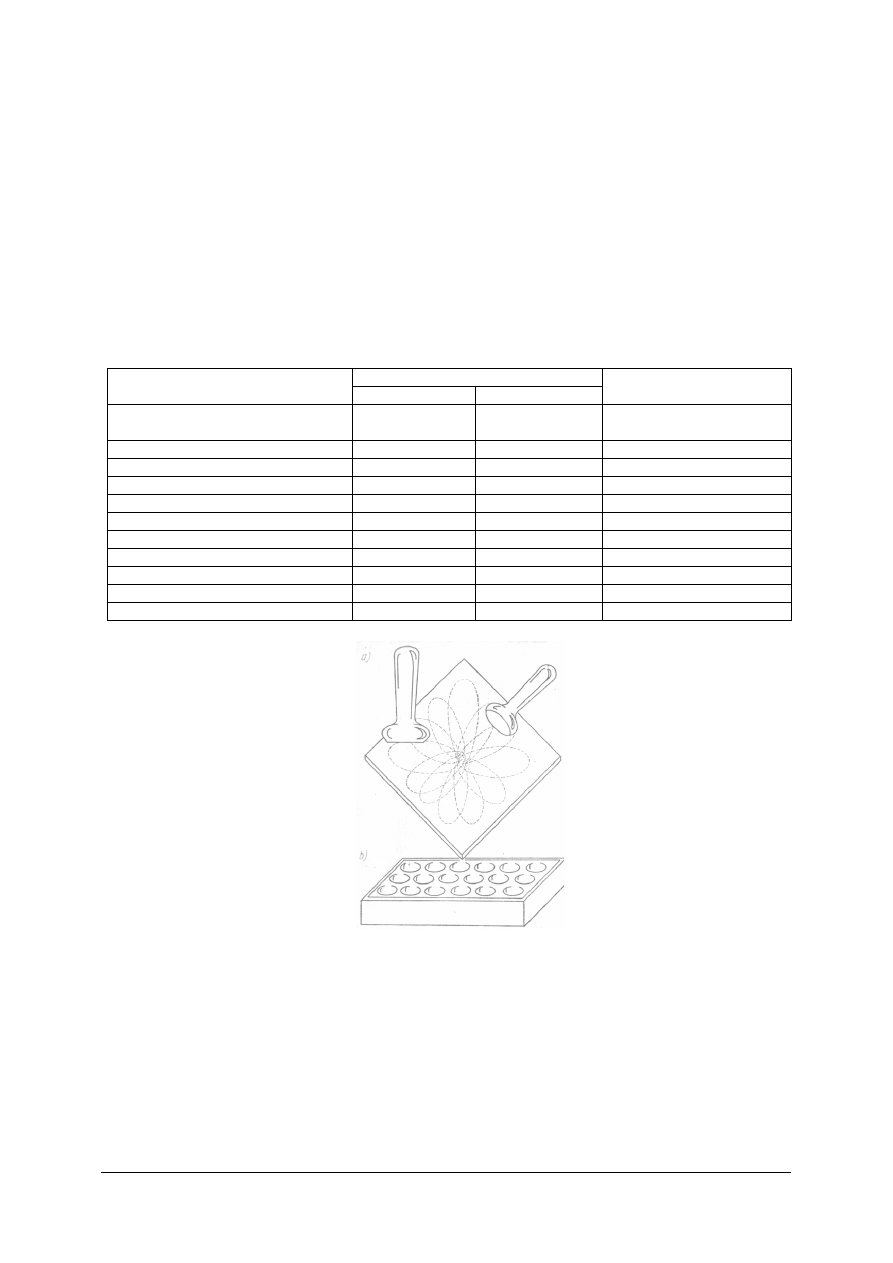
Maszyny do zdobienia techniką sitodruku [5] dzieli się na rolujące, membranowe,
próżniowe. Za pomocą urządzeń rolujących – można zdobić duże i małe filiżanki, kubki, małe
dzbanki. Zgodnie z rysunkiem 9: agregat 1 nanosi wzór z farbą na przyrząd 2. W tym czasie
po przeciwnej stronie stołu obrotowego następuje przeniesienie wzoru za pomocą przyrządu 3
na zdobiony przedmiot 4. Odbywa się to w wyniku toczenia przedmiotu po powierzchni
przyrządu 3. Po wykonaniu nadruku stół obraca się o 180
o
i następuje kolejna operacja
nanoszenia wzoru farbą na przyrząd 3 i przenoszenie nadruku przyrządem 2. Nakładanie
i zdejmowanie zdobionych przedmiotów odbywa się ręcznie.
Rys. 9. Urządzenie do zdobienia techniką sitodruku za pomocą membran: a) zasada działania (opis w tekście)
[5, s. 229].
W technice stemplowania w pierwszej kolejności wprowadzono mechanizację.
Rys. 10. Półautomat do zdobienia filiżanek metodą stemplowania: 1 – tarcza przytrzymująca, 2 – wyrób
zdobiony, 3 – stempel, 4 – zbiorniczek z farbą [2, s. 320]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak podzielisz sposoby zdobienia wyrobów ceramicznych?
2.
Jaki jest skład farb podszkliwnych?
3.
Jakie znasz techniki zdobienia podszkliwnego i naszkliwnego?
4.
Jak dzielimy techniki pędzla malarskiego?
5.
Kiedy wykorzystasz szablon?
6.
Jak nazywa się przyrząd do obwódkowania?
7.
Jak działa i jakie elementy zawiera pistolet natryskowy?
4.2.3. Ćwiczenia
Ćwiczenie 1
Połącz hasło z opisem.
Hasło
Opis
1. Relief
A.
Samodzielny element dekoracyjny lub służy do wykończenia dekoracji
naniesionych inną techniką.
2. Sztafaż
B.
Należy do powszechnie stosowanej najtańszej metody dekoracji
masowej.
3. Kalkomania C.
Wypukły lub wklęsły wzór wykonany w czerepie wyrobu z tej samej
masy.
4. Obwódka
D.
Podkreślenie farbą wypukłości reliefu i/lub wysmukłości kształtu
wyrobu.
Hasło
1
2
3
4
Opis
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące zdobienia,
2)
zastanowić się nad opisem poszczególnych haseł,
3)
obejrzeć wyroby gotowe
4)
połączyć hasło z opisem, uzupełniając miejsce w tabelce,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy
−
notatnik,
−
gotowe wyroby porcelanowe,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Scharakteryzuj sposób zdobienia, uzupełniając puste rubryki w tabelce, pojęciami
wymienionymi poniżej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Barwienie mas
Zdobienie
plastyczne
Zdobienie
podszkliwne
Zdobienie
naszkliwne
Zdobienie
szkliwami
dekoracyjnymi
1–10%
barwnika
krystaliczne,
spękane
podczas
formowania
kalkomania; znak firmowy; po wypaleniu ze szkliwem; w czasie przygotowania masy; przed
wypalaniem; przed szkliwieniem; relief wypukły
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące zdobienia,
2)
przeanalizować treść tabelki i wpisać w brakujące miejsca sformułowania znajdujące się
poniżej tabelki,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
notatnik,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 3
Dobierz i sporządź jeden z podanych w tabeli 3 roztworów soli barwiących i dokonaj
malowania na niebiesko wazonu biskwitowego fajansowego przy użyciu pędzla malarskiego.
Tabela 3. Roztwory soli metali barwiących [1, s.160]
Nazwa roztworu
Skład procentowy roztworu
Roztwór kobaltu
75,0 azotan kobaltu, 25,0 woda
Roztwór chromu
75,0 azotan chromu, 25,0 woda
Roztwór miedziowy
75,0 azotan miedzi, 25,0 woda
Roztwór magnezu
86,0 azotan magnezu, 14,0 woda
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące zdobienia,
2)
przeanalizować treść tabelki i wybrać roztwór, który sporządzisz, aby uzyskać barwę
niebieską,
3)
sporządzić roztwór w ilości 100 g,
4)
przygotować zestaw pędzli,
5)
wybrać wazon do zdobienia,
6)
pomalować w dowolny sposób wazon,
7)
omówić wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik,
−
waga,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
sole matali barwiących,
−
sprzęt laboratoryjny,
−
zestaw pędzli malarskich,
−
wyroby biskwitowe fajansowe,
−
literatura wskazana przez nauczyciela.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
porównać składy farb podszkliwnych i naszkliwnych?
2)
wymienić i krótko scharakteryzować sposoby zdobienia wyrobów?
3)
omówić techniki zdobienia podszkliwnego?
4)
omówić techniki zdobienia naszkliwnego?
5)
omówić zastosowanie krążka malarskiego?
6)
wymienić maszyny do nanoszenia dekoracji?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.
Wykańczanie wyrobów. Wady wyrobów szkliwionych
i zdobionych
4.3.1. Materiał nauczania
Wykańczanie wyrobów po szkliwieniu
Proces wykańczania poszczególnych wyrobów przeprowadza się przede wszystkim
w celu przygotowania wyrobów do wypalania. Z płytek ściennych należy zdjąć szkliwo
z obrzeży. Czynność tę wykonują odpowiednio zamocowane cykliny na taśmie szkliwierczej.
Z płaskich wyrobów stołowych usuwa się szkliwo ze stopki, na której będą ustawione wyroby
podczas wypalania. Wyroby wypalane parami muszą mieć otarte szkliwo ze stopki dolnego
naczynia i na obydwu brzegach, aby szkliwo nie skleiło ich ze sobą podczas wypalania.
Wyroby wypalane na bomzach (specjalnych podkładkach) należy oczyścić tylko na obrzeżach
podpierających wyrób w piecu.
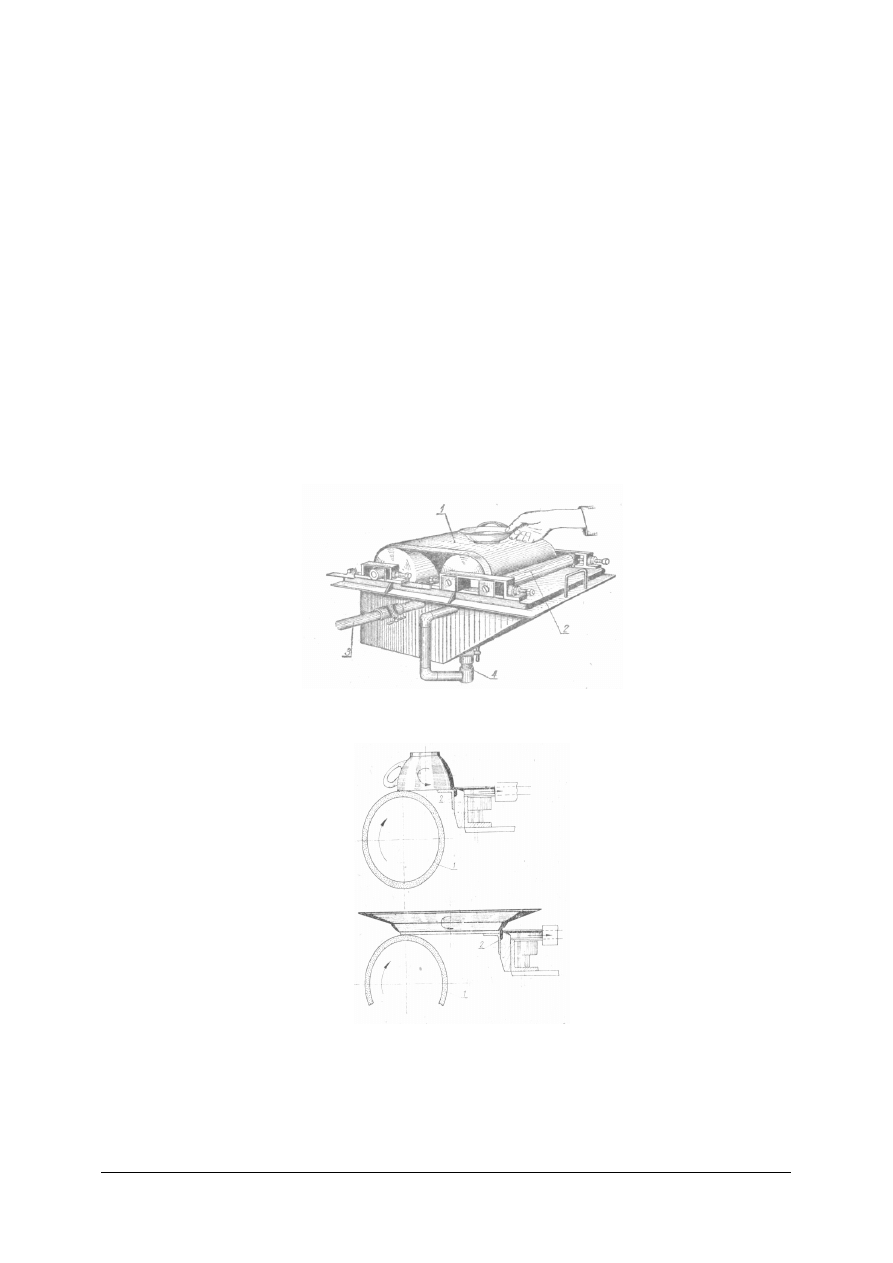
Usuwanie szkliwa wykonuje się zwykle na maszynach, w których elementem roboczym
jest wilgotna taśma gąbczasta rozpięta na dwóch poziomych rolkach. Rozróżnia się dwa typy
tych urządzeń, jedne – z taśmą gąbczastą do ręcznej obsługi, drugie – działające maszynowo.
Rys. 11. Urządzenie do ręcznego czyszczenia półfabrykatów ze szkliwa: 1 – taśma z gąbki, 2 – walec
dociskowy, 3 – woda do płukania taśmy, 4 – rurka przelewowa [2, s. 262]
Rys. 12. Urządzenie do mechanicznego samoczynnego czyszczenia półfabrykatów ze szkliwa: bęben z gąbką,
2–stół obrotowy [5, s. 217]
Do czynności wykończeniowych należy także korekta szkliwa, polegająca na roztarciu
zgrubień i zacieków szkliwa wysoko topliwego bądź na doszkliwieniu powierzchni za
pomocą pędzelka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wykańczanie wyrobów po wypaleniu
Po wypaleniu wyroby są sortowane, a niektóre z nich – szlifowane. Obie te czynności
zalicza się do prac wykończeniowych. Sortowanie jest czynnością, która ma na celu
oddzielenie wyrobów z wadami. Wady są różnorodne i większość z nich jest nadal oceniana
wzrokowo. Ręczne sortowanie przeprowadza się w urządzeniach, których głównym
elementem roboczym jest przenośnik. Stanowiska sortowaczy umieszczone są po obu
stronach przenośnika. Do sortowania płytek ceramicznych używa się także automatów, które
oddzielają płytki wg grubości i przedziałów wymiarowych.
Urządzenia do szlifowania przeznaczone są do usuwania niewielkich zniekształceń
w miejscach zlepień oraz zanieczyszczeń mechanicznych, głównie zaprószeń zatopionych
w szkliwie. W talerzach, spodkach, czajnikach oraz w tych wyrobach, które wypala się
w pozycji stojącej, szlifuje się nóżkę. Filiżanki wypalane parami wymagają szlifowania
brzegów. Do szlifowania używa się szlifierek elektrycznych z tarczami karborundowymi.
Konstrukcja szlifierek bywa różna. O zastosowaniu takiego czy innego typu szlifierki
decyduje kształt i wielkość wyrobu. Do szlifowania wyrobów płaskich stosuje się zwykłe
szlifierki jedno– lub dwutarczowe. Wyroby głębokie szlifuje się z użyciem szlifierki
z wałkiem giętkim, umożliwiającym dostęp do wnętrza wyrobu. Nóżki talerzy, salaterek
i półmisków szlifuje się na szlifierkach poziomych z tarczą żeliwną, którą posypuje się
proszkiem karborundowym lub piaskiem kwarcowym. Brzegi filiżanek i innych wyrobów
szlifuje się na toczkach, w których głowicy znajdują się gniazda do zakładania filiżanek;
do ścierania używa się drobnoziarnistych pilników karborundowych. Od izolatorów odcina
się piłami diamentowymi naddatki technologiczne czyli bomzy. Małe izolatory szlifuje się na
obrotowych tarczach poziomych, duże – na szlifierkach wyposażonych w suport.
Czyszczeniu przez szlifowanie poddaje się wyroby o czerepie spieczonym, a więc
porcelanowe lub półporcelanowe. Miejsce szlifowania poleruje się dodatkowo.
Do polerowania używa się kawałków drewna, zwilżonych odpadkowym szkliwem
lub zawiesiną mielonego piasku z gliną. Do polerowania wyrobów specjalnych, od których
wymaga się gładkości powierzchni, stosuje się osełki lub mikroproszki ścierne.
Wady ceramicznych wyrobów szkliwionych i procesu szkliwienia
Wady występujące na poszkliwionych i wypalonych wyrobach ceramicznych mogą być
różne. W celu zapobiegania wadom należy poznać ich przyczyny.
Wady wyrobów zdobionych
Przyczynami wad, występujących na wyrobach zdobionych, są przeważnie
niedopatrzenia, brak umiejętności lub po prostu niedbalstwo pracowników.
Do wad występujących w zdobieniu podszkliwnym zalicza się:
−
niewyraźne reliefy: przyczyny – wytarte formy gipsowe, zacieranie gąbką,
−
pryszczenie farby: przyczyny – niewłaściwy proces wypalania, nieodpowiednie szkliwo,
−
zabarwienie szkliwa wokół dekoracji: przyczyny – źle dobrane szkliwo, zbyt topliwa
farba.
Do wad występujących w zdobieniu naszkliwnym zalicza się;
−
spienienie powierzchni farb: przyczyny – za szybki wzrost temperatury, źle roztarta
farba,
−
suchość farb ( matowość ): przyczyny – zbyt niska temperatura wypalania, zła wentylacja
pieca,
−
zanieczyszczenia farbą: przyczyny – niestaranna praca malarzy, niestaranne ustawienie
wyrobów w koszach,
−
ś
cieralność złota: przyczyny – niedopalenie, zbyt rozcieńczone złoto.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Tabela 3. Podstawowe wady szkliwienia i ich przyczyny
Wada
Przyczyna wady (przykłady)
przyklejanie się wyrobu
do podstawy
ogniotrwałej
ź
le otarta nóżka
nie poszkliwione
powierzchnie
niedokładna praca szkliwierza,
zanieczyszczenia parafiną
zbieganie się szkliwa
zły skład ( za dużo kaolinu ),
za gruba warstwa szkliwa
zgrubienia szkliwa
nierównomierna nasiąkliwość biskwitu
nakłucia
zanieczyszczenia masy lub szkliwa
zmiana barwy szkliwa
ź
le prowadzony proces wypalania
zmatowienia szkliwa
zła receptura,
zbyt cienka warstwa szkliwa
muszka
zanieczyszczenia surowca
Zagadnienia bezpieczeństwa i higieny pracy związane z produkcją szkliwa
Surowce krzemionkowe, a zwłaszcza pył krzemionkowy jest bardzo szkodliwy dla
organizmu ludzkiego i powoduje w dużych stężeniach chorobę dróg oddechowych zwaną
krzemicą. W pomieszczeniach, w których używa się surowców krzemionkowych, należy
zapewnić odpowiednią wentylację. Chroniczne wchłanianie surowców borowych powoduje
wyniszczenie organizmu ludzkiego. Związki ołowiu stosowane w szkliwach jako topniki są
trujące i powodują powstawanie choroby zwanej ołowicą. We wczesnym okresie choroby
występują nudności, bóle brzucha, osłabienie mięśni. Cera staje się szaroblada i występują
zmiany charakterystyczne we krwi. Zapobieganie zatruciom polega na przestrzeganiu
przepisów technicznych o dopuszczalnym stężeniu ołowiu na stanowisku pracy, stosowaniu
rękawic ochronnych. Produkcja szkliw powinna odbywać się w pomieszczeniach, w których
zapewniona jest odpowiednia wentylacja. Pracownicy muszą się badać okresowo.
Zagadnienia bezpieczeństwa i higieny pracy związane z procesem zdobienia
Wiele substancji będących składnikami farb ceramicznych i barwników wpływa
negatywnie na organizm ludzki, dlatego należy przechowywać je w pojemnikach
zamkniętych. Związki manganu mogą powodować uszkodzenia mózgu i rdzenia kręgowego.
Związki chromu powodują ostre zapalenie oskrzeli i przeżeranie przegrody nosowej,
owrzodzenie skóry. Związki kobaltu powodują schorzenia żołądka. Terpentyna, przy
długotrwałym działaniu powoduje uszkodzenie nerek i zapalenia oraz stany uczuleniowe
skóry. Wszystkie pomieszczenia, w których odbywa się zdobienie i przechowuje się materiały
powinny być z odpowiednią wentylacją.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Z których miejsc na wyrobach usuwa się szkliwo?
2.
Jakie znasz urządzenia zaliczane do urządzeń wykańczających?
3.
Co sprawia, że występują wady szkliw i procesu szkliwienia?
4.
Jakie wady powstają podczas zdobienia podszkliwnego?
5.
Jakie wady powstają podczas zdobienia naszkliwnego?
6.
W jaki sposób powinno być wyposażone pomieszczenie, w którym zdobi się wyroby
ceramiczne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.3. Ćwiczenia
Ćwiczenie 1
Uzupełnij poniższy tekst.
Proces wykańczania poszczególnych wyrobów przeprowadza się przede wszystkim w celu
przygotowania wyrobów do procesu ...................... .
Z płytek ściennych należy zdjąć szkliwo z ..................... . Wyroby stołowe wypalane
pojedynczo muszą mieć usunięte szkliwo ze ......................... . Wyroby wypalane parami
(filiżanki) należy oczyścić ze szkliwa na ............. dolnej filiżanki i na obydwu .....................
Wyroby wypalane na specjalnych podkładkach należy oczyścić tylko na .......................... ,
podpierających wyrób w piecu.
Roztarcie zgrubień i zacieków szkliwa nazywamy ............................... szkliwa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dotyczące wykończania wyrobów ceramicznych,
2)
zapoznać się z dostępnymi gotowymi wyrobami porcelanowymi lub półporcelanowymi,
3)
przeanalizować treść tekstu i wpisać w brakujące miejsca pasujące słowa,
4)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
notatnik,
−
gotowe wyroby porcelanowe i/lub półporcelanowe,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Przyporządkuj wadę do zdobienia podszkliwnego lub naszkliwnego i określ przyczynę
powstania danej wady. Korzystaj z podpowiedzi: zbyt rozcieńczone złoto, wytarte formy
gipsowe, zbyt gruba warstwa farby, zbyt niska temperatura wypalania, niestaranna praca
malarzy.
Uzupełnij zgodnie z poleceniem tabelę.
Wada
Przyczyna powstałej wady
Sposób zdobienia
Niewyraźne reliefy
Suchość farb (matowość)
Pryszczenie farby
Ś
cieralność złota
Zanieczyszczenia farbą
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika dla ucznia,
2)
zapoznać się z dostępnymi wyrobami z przykładami wad,
3)
przeanalizować treść tabeli oraz podpowiedzi,
4)
skonsultować się z innymi uczniami,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
5)
wpisać w brakujące miejsca sformułowania z podpowiedzi,
6)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy
−
notatnik,
−
wyroby z wadami,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 3
Dokonaj samodzielnego szkliwienia metodą przez zanurzenie oraz wykończ po
szkliwieniu półfabrykat stołowy porcelanowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zaplanować kolejne czynności podczas szkliwienia,
2)
zapoznać się z asortymentem wyrobów do szkliwienia,
3)
przygotować zbiornik ze szkliwem surowym,
4)
przygotować środki ochrony indywidualnej,
5)
przygotować urządzenie do usuwania szkliwa ze stopek naczyń,
6)
przystąpić do szkliwienia przez zanurzanie,
7)
wykończyć wyroby poprzez otarcie szkliwa ze stopek na urządzeniu do usuwania
szkliwa,
8)
odstawić wyrób do wysuszenia,
9)
omówić wykonane ćwiczenie.
Wyposażenie stanowiska pracy
−
notatnik,
−
wyroby do szkliwienia,
−
zbiornik ze szkliwem,
−
urządzenie do usuwania szkliwa ze stopek naczyń,
−
ś
rodki ochrony indywidualnej,
−
literatura wskazana przez nauczyciela.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, jak wykańcza się wyroby po szkliwieniu?
2)
wymienić urządzenia do szlifowania wyrobów ceramicznych?
3)
podać przykłady wad zdobienia podszkliwnego i naszkliwnego oraz
określić przyczyny ich powstawania?
4)
wymienić trzy możliwe wady procesu szkliwienia?
5)
scharakteryzować szkodliwość trzech materiałów stosowanych do
zdobienia?
6)
określić zasady zabezpieczenia pracownika przed działaniem szkodliwych
substancji w dziale zdobienia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4.
Gotowe wyroby ceramiczne
4.4.1. Materiał nauczania
Podstawowe badania jakości wyrobów gotowych
Właściwości użytkowe wyrobów, ich podział na gatunki zależnie od założonych cech,
liczba i rodzaj dopuszczalnych wad, przeznaczenie i sposób użycia oraz metody badań
i warunki odbioru ujęte są w odpowiednich normach.
Normy są aktami prawnymi obowiązującymi w kraju, który je wydał. W Polsce
spotykamy się z kilkoma rodzajami norm. Normy w naszym kraju wydaje Polski Komitet
Normalizacyjny. Polskie Normy można podzielić na trzy grupy:
–
normy własne, krajowe oznaczone symbolem literowym PN,
–
wierne tłumaczenia norm europejskich EN – oznaczenie w kraju PN-EN,
–
wierne tłumaczenia norm międzynarodowych, oznaczone jako PN-ISO.
Normy na ceramiczne wyroby składają się przeważnie z trzech zasadniczych części.
Część pierwszą stanowi wstęp, w którym określa się, co jest przedmiotem normy, dalej
podaje się sposób podziału na klasy, typy lub gatunki, niekiedy również orientacyjne
zastosowanie poszczególnych grup wyrobów, a ponadto sposób oznaczania oraz normy
związane. Część druga obejmuje wymagania techniczne stawiane wyrobom danego rodzaju.
W części trzeciej normy podaje się rodzaje prób, jakim podlegają wyroby, sposoby
przeprowadzania badań oraz zasady kwalifikacji. Często jadnak metody badań są
wyodrębnione w osobne normy, obejmujące całe grupy wyrobów. Normy dość często
podlegają nowelizacji, dlatego należy zawsze opracowywać wyniki badań korzystając
z aktualnych norm przedmiotowych.
Badania wymagane przez normy
Każda norma dla wyrobów gotowych rozróżnia dwa rodzaje badań:[6]
–
sprawdzenie cech zewnętrznych oraz
–
badania laboratoryjne.
Sprawdzenie cech zewnętrznych umożliwia szybkie i proste, bez użycia sprzętu
laboratoryjnego, zorientowanie się w jakości wyrobów i ich przydatności i jest wykonywane
na terenie wytwórni danych wyrobów.
Badania laboratoryjne określają zasadnicze cechy fizyczne materiału, jak nasiąkliwość,
wytrzymałość na ściskanie, odporność na działanie mrozu i inne. Dobór badań jest
uzależniony od rodzaju wyrobu ceramicznego. Badania laboratoryjne wykonuje się
w laboratoriach do tego celu upoważnionych.
Badania jakości wyrobów ceramiki budowlanej
Badanie cech zewnętrznych polega na sprawdzeniu:
–
wymiarów,
–
wielkości skrzywień,
–
odchylenia powierzchni bocznych i płaszczyzn cięcia od kąta prostego,
–
rozmiarów i liczby szczerb i pęknięć,
–
dźwięku,
–
odporności na uderzenie,
–
przełamu,
–
procentowej liczby cegieł połówkowych,
–
wichrowatości krawędzi i skrzywień powierzchni,
–
pęknięć, odbić i zgnieceń,
–
jednolitości barwy,
–
wielkości spłaszczenia,
–
stanu powierzchni i innych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Badania laboratoryjne obejmują następujące oznaczenia:
–
nasiąkliwości,
–
wytrzymałości na ściskanie,
–
wytrzymałości na zginanie,
–
przesiąkliwości,
–
masy,
–
gęstości pozornej,
–
odporności na działanie mrozu,
–
odporności na zmiany temperatury,
–
obecności szkodliwej zawartości marglu,
–
obecności szkodliwej zawartości soli rozpuszczalnych.
Charakterystyka wybranych badań:
Sprawdzanie wymiarów
Sprawdzenie wymiarów wyrobów, dla których tolerancje wyrażają się całkowitymi
liczbami milimetrów, wykonuje się z dokładnością do 1mm, przymiarem z podziałkom
milimetrową. Każdy pomiar należy sprawdzić trzy razy, dla ustalenia średniego wyniku,
który następnie ocenia się, czy mieści się on w dopuszczalnych granicach tolerancji.
Tolerancję podaje się w postaci +- , to znaczy można uzyskać wynik o pewną wartość
poniżej i o tę samą wartość powyżej nominalnej.
Sprawdzanie wielkości skrzywień
Sprawdzenie wielkości skrzywień powierzchni i krawędzi cegły polega na ułożeniu jej na
płaskiej powierzchni i zmierzeniu z dokładnością do 1 mm odchylenia powierzchni
lub krawędzi cegły od płaszczyzny. Dokładniejszego określenia stopnia skrzywień
powierzchni i krawędzi dokonuje się metalowym kątownikiem. Szczeliny powstałe na skutek
skrzywień płaszczyzn cegły z ramionami kątownika mierzy się przymiarem. Prawidłowość
powierzchni badanej dachówki należy sprawdzić, porównując z rysunkami podanymi
w normie.
Sprawdzanie wielkości oraz liczby szczerb i pęknięć
Sprawdzenie to polega na oględzinach zewnętrznych pewnej liczby badanych wyrobów
i ocenie ich zgodnie z wymaganiami odpowiedniej normy. Liczbę stwierdzonych uszkodzeń
mierzy się przymiarem z dokładnością do 1 mm. Przy pęknięciach określa się długość, zaś
przy szczerbach przede wszystkim głębokość oraz długość i szerokość. Po ustaleniu liczby
i wielkości uszkodzeń uzyskane dane porównuje się z wymaganiami norm. Przy badaniu
pustaków stropowych sprawdza się wielkość i liczbę uszkodzeń stopki pustaka.
Sprawdzanie dźwięku
Wyroby ceramiczne przy lekkim uderzeniu młotkiem stalowym wydają dźwięk czysty,
określany czasem jako metaliczny. Jeśli mają pęknięcia, wadliwą strukturę lub są nie
dopalone, dźwięk może być przytłumiony lub głuchy. W trakcie uderzenia badany wyrób
należy trzymać za jeden z końców, aby nie obejmować go zbyt szczelnie, gdyż powoduje to
głuszenie dźwięku. Do badania pobiera się wyroby w stanie powietrzno-suchym.
Sprawdzanie odporności na uderzenie.
Sprawdzenie odporności cegieł na uderzenie przeprowadza się w ten sposób, że badane
cegły upuszcza się z wysokości 1,5 m na inne cegły. Cegły mogą się przy tym wyszczerbić
lub pęknąć na pół, lecz nie powinny rozpaść się na kawałki.
Sprawdzanie przełamu
Przełam bada się po rozbiciu albo po jego zgnieceniu przy oznaczaniu wytrzymałości na
ś
ciskanie lub zginanie. Określa się strukturę przełamu, która może być jednolita,
drobnoziarnista lub nierówna, wykazująca grudki nie przerobionej gliny, ziarna żwiru,
margla, pirytu, otwory i szczeliny.Obecność uwarstwień świadczy o warstwowości masy,
zmniejszającej odporność wyrobu na działanie czynników atmosferycznych. Domieszki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
marglu nie dopuszcza się w wyrobach na elewacje, jak np. cegła licówka. Z barwy przełomu
orientować się można o jakości wypalania wyrobów. Barwa jasna wskazuje na słabe
wypalenie, intensywnie czerwona na dobre wypalenie, oczywiście jest to związane
z zawartością związków żelaza w glinie użytej do produkcji. Ciemna lub czarna barwa
przełomu świadczy o redukcyjnym charakterze atmosfery podczas wypalania.
Sprawdzanie jednolitości barwy
Sprawdzenie prowadzi się w stanie powietrzno-suchym, dla dachówki, cegły licówki,
kominówki. Barwa powinna być zachowana w całej partii materiału. Sprawdzanie polega na
oględzinach. Poszczególne sztuki wchodzące w skład jednej partii mogą różnić się jedynie
odcieniem. Wyroby nie spełniające tego wymagania zalicza się do drugiego gatunku.
Oznaczanie nasiąkliwości
Nasiąkliwość określa się na próbkach wysuszonych do stałej masy (w temperaturze
110
o
C). Wysuszone próbki zanurza się w wodzie początkowo do ½ wysokości, po upływie
2 godzin – do ¾ wysokości, a po następnych 2 godzinach próbki całkowicie zalewa się wodą.
Pozostają one w wodzie do momentu uzyskania stałej masy. Oznaczanie nasiąkliwości
wodnej płyt i płytek ceramicznych należy prowadzić według PN-EN ISO 10545-3:1999.
Oznaczanie przesiąkliwości dachówek (PN-EN 539-1:1999)
Próbki przeznaczone do badań układa się poziomo, a na ich ornej powierzchni stopem
parafiny z woskiem przymocowuje się prostopadle rurkę szklaną. Do rurki nalewa się wody
do wysokości 16 cm i jeżeli poziom wody obniża się w odstępach 1-godzinnych uzupełnić
ilość wody do poziomu pierwotnego. Po upływie 3 godzin przeprowadza się obserwację
spodniej powierzchni dachówki, na której nie powinny wystąpić krople wody ani rosy. Plama
pochodząca od zawilgocenia jest dopuszczalna.
Oznaczanie rys na szkliwie
Materiały ceramiczne szkliwione, jak płytki i kafle, na skutek różnej wartości
współczynnika rozszerzalności liniowej szkliwa i podkładu (masy ceramicznej) mogą
wykazywać drobne włoskowate rysy. Gdy szkliwo jest czyste, rysy są najczęściej
niewidoczne. Aby stwierdzić ich istnienie, powierzchnię szkliwa pokrywa się atramentem
lub ciemną cieczą barwiącą. Następnie płyn ściera się czystą szmatką i jeśli na powierzchni
widoczne będą ciemne rysy w szkliwie, to znaczy, żer jest ono popękane. Rysy te często
nazywa się cekiem, a opisane badanie – badaniem na cek.
Oznaczanie wytrzymałości na ściskanie
Określania wytrzymałości na ściskanie elementów murowych dotyczą PN-EN 772-
1:2001 oraz PN-EN 772-1:2001/Ap1:2002. Do badań cegły typu B i P przecina się na pół.
Badanie wytrzymałości przeprowadza się w prasie hydraulicznej. Ze stosunku siły niszczącej
do powierzchni próbki oblicza się wytrzymałość na ściskanie cegły w MPa . Cegły typu D i S
oraz cegły dziurawki i kratówki oznacza się na próbkach całych.
Badanie masy
Badanie masy przeprowadza się dla pustaków stropowych i dachówek. Pustak waży się
z dokładnością do 0,1 kg, a dachówkę z dokładnością do 5 g, wyroby muszą być suszone
przez 6 godzin w temperaturze 105÷110
o
C.
Badania jakości gotowych wyrobów wapienno-piaskowych
Sposób przeprowadzania badań jest podobny jak przy badaniach wyrobów ceramiki
budowlanej.
Badanie cech zewnętrznych polega na sprawdzeniu:
–
dopuszczalnych uszkodzeń naroży i krawędzi,
–
barwy,
–
przełomu,
–
liczby cegieł połówkowych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Badania laboratoryjne obejmują:
–
sprawdzenie gęstości pozornej,
–
badanie wytrzymałości na ściskanie,
–
badanie nasiąkliwości,
–
badanie odporności na działanie mrozu.
Sprawdzenie gęstości pozornej
Wykonuje się przez ustalenie objętości wyrobu przez pomiar z dokładnością do 1mm
i zważenia z dokładnością do 5 g wysuszonego uprzednio do stałej masy w temperaturze
105÷110
o
C. Wynik badania uznaje się za dodatni, jeżeli średnia arytmetyczna spełnia
wymagania normy i nie więcej niż dwie próbki mają gęstość większą, lecz poniżej 10% od
wymagań normy.
Badania jakości gotowych wyrobów kaflarskich
Według PN-74/B-12044 rozróżnia się dwa podstawowe rodzaje kafli: prostokątne
i kwadratowe. Każda z tych nazw obejmuje szereg kształtek, składających się na tak zwany
komplet piecowy.
Sprawdzenie cech zewnętrznych obejmuje:
–
oględziny zewnętrzne,
–
sprawdzenie wymiarów i skrzywień,
–
sprawdzenie dźwięku.
Badania laboratoryjne obejmują:
–
badanie porowatości względnej,
–
badanie odporności termicznej,
–
badanie wytrzymałości na zginanie.
Badania jakości gotowych wyrobów ogniotrwałych
Gotowe próbki materiałów ogniotrwałych poddaje się następującym badaniom:
Pomiary właściwości fizycznych:
–
skurczliwość wypalania i skurczliwość całkowita,
–
wytrzymałość na ściskanie,
–
porowatość względna,
–
gęstość,
–
gęstość pozorna,
–
gazoprzepuszczalność.
Pomiary właściwości termicznych:
–
ogniotrwałość zwykła,
–
ogniotrwałość pod obciążeniem,
–
skurczliwość lub rozszerzalność wtórna liniowa,
–
odporność na nagłe zmiany temperatury,
–
odporność na działanie żużli,
–
współczynnik przewodnictwa cieplnego.
Badania jakości gotowych wyrobów ceramiki szlachetnej
Określanie gatunku i grup jakości wyrobów porcelanowych, półporcelanowych
i fajansowych odbywa się zgodnie z normami określającymi wymagania i rodzaj badań
technicznych dla poszczególnych typów wyrobów. Określenie gatunków i cech fizycznych
wyrobów stołowych podano w normach:
–
PN-75/A-12450. Porcelanowe naczynia stołowe,
–
PN-80/A-12480. Porcelitowe naczynia stołowe,
–
PN-80/A-12490. Fajansowe naczynia stołowe.
Określenie gatunków i cech fizycznych wyrobów sanitarnych i płytek ściennych podano
odpowiednio: PN-78/B-12631, PN-78/B-12031.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Oprócz wymienionych norm istnieją jeszcze normy wymiarów ceramiki szlachetnej,
określające tylko kształt i wymiary poszczególnych wyrobów oraz normy określające sposoby
badania niektórych cech fizycznych, jakim poddaje się wyroby gotowe.
Tabela 4. Zestawienie badań wyrobów gotowych porcelanowych, półporcelanowych i fajansowych [566. s. 6]
Naczynia stołowe
Grupa
Nr
Rodzaj badania
porcelana
porcelit
fajans
Wyr.sanitarne
porcelanowe
Płytki
ścienne
1
2
3
4
5
6
7
8
1
Oględziny zewnętrzne
+
+
+
+
+
2
Oznaczanie jednolitości
barwy powierzchni
użytkowej
3
Sprawdzenie wymiarów
(w tym krzywizn i
owalności)
+
+
+
+
+
4
Sprawdzenie pojemności
+
+
+
5
Sprawdzenie masy
+
+
+
Grupa
1
badania
nie
niszczące
6
Sprawdzenie dźwięku
+
+
+
1
Oznaczenie odporności
termicznej
+
+
2
Oznaczanie odporności
termicznej szkliwa
+
+
+
3
Oznaczanie ścieralności
szkliwa
+
+
+
4
Oznaczenie nasiąkliwości
+
+
+
+
+
5
Oznaczenie odporności na
uderzenie
6
Oznaczenie
wytrzymałości na
zginanie
+
7
Oznaczanie odporności na
zginanie
8
Badanie przełamu
9
Oznaczenie stopnia
białości
+
10
Oznaczenie
rozpuszczalności
związków ołowiu
+
11
Oznaczenie
rozpuszczalności
związków kadmu
+
12
Oznaczenie
kwasoodporności
+
Grupa 2
Badania
niszczące
13
Oznaczenie
ługoodporności
+
Grupa pierwsza obejmuje badania nie niszczące, które mogą mieć charakter zarówno
badań kontrolnych, jak i masowych. Służą one do określania jakości wyrobu. Na podstawie
wyników tych badań przeprowadza się sortowanie wyrobów na poszczególne gatunki: I, II,III
Badania objęte grupą drugą mają na celu określenie jakości tworzywa, z którego wykonano
wyroby – są to badania niszczące wyroby. Przeprowadza się je na wybranych, pojedynczych
sztukach, a wyniki tych badań określają jakość całej partii wyrobów, z której wybrano próbki.
Oględziny zewnętrzne
Oględziny zewnętrze przeprowadza się okiem nie uzbrojonym o normalnej sile wzroku,
z odległości 0,5 m. Określa się następujące wady:
–
wady kształtu: deformacje, nierówności podstaw,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
–
wady powierzchni: chropowatość, falistość, kraterki, łysiny,
–
muszka, nakłucia, skorupkowatość, pęknięcia w miejscu klejenia, pęcherze, szwy,
szczerby, szlify, wytopy, zadrapania, zadymienia, przylepy,
–
wady dekoracji: odchylenia od przyjętego wzoru, uszkodzenia, zabrudzenia.
W normach dla każdego typu wyrobów podaje się dopuszczalne rozmiary i liczbę wad
dla poszczególnych gatunków z podziałem na różne powierzchnie wyrobu.
Sprawdzenie wymiarów objętości, masy
Pojemność wyrobów stołowych sprawdza się cylindrem miarowym, przy czym dla
naczyń o pojemności używa się cylindra miarowego. Sprawdzenie masy wyrobu
przeprowadza się na wadze z dokładnością 5 g. Dopuszczalne odchylenia objętości i masy
ujęto w normie.
Zasady składowania i przygotowanie wyrobów ceramicznych do spedycji
Zagadnienia składowania (magazynowania), pakowania i przygotowania do wysyłki
(spedycji) są bardzo ważne, gdyż dobrze wyprodukowane wyroby można łatwo uszkodzić
lub zniszczyć podczas tych operacji.
Magazyn jest to konstrukcja inżynierska, przeznaczona do magazynowania zapasów,
uwzględniającymi w maksymalnym stopniu (przy ich projektowaniu) podatność magazynową
zapasów. Budowle magazynowe cechuje duża różnorodność, a wynika ona z następujących
przesłanek: rodzaju towarów i ich podatności na magazynowanie, czasu magazynowania
zapasów, rotacji zapasów w magazynie, stopnia ich przygotowania do zmechanizowanych
manipulacji, mechanizacji i automatyzacji procesów magazynowych.
Magazyny można podzielić ze względu na rozwiązania techniczno-budowlane i stopień
zabezpieczenia podatności magazynowej zapasów:
–
magazyny otwarte – place składowe,
–
magazyny półotwarte – wiaty, szopy,
–
magazyny zamknięte: naziemne (parterowe tub wielokondygnacyjne, niskiego
i wysokiego składowania, rampowe lub bezrampowe),
–
podziemne (piwnice, kopce, bunkry),
–
magazyny specjalne, np. materiałów łatwo palnych i wybuchowych przechowalnie
owoców, chłodnie itp.
Magazyny otwarte – stanowią najtańszy rodzaj magazynu. Służą do magazynowania
produktów odpornych na działanie czynników atmosferycznych. Są to zazwyczaj ogrodzone
place, odpowiednio przygotowane do magazynowania określonych towarów. W magazynach
otwartych składowane są
,
materiały pochodzenia mineralnego, wyroby stalowe i żeliwne,
drewno, ceramiczne materiały budowlane i inne.
Magazyny półotwarte – posiadają dach, jedną
,
dwie tub trzy ściany. Mogą one stanowić
konstrukcję stałą lub tez mogą być ustawiane czasowo z przenośnych elementów składanych.
Magazyny te zabezpieczają przechowywane materiały przed bezpośrednim oddziaływaniem
warunków atmosferycznych. W takich magazynach składowane są towary odporne na zmiany
temperatury lecz wrażliwe na bezpośrednie oddziaływanie warunków atmosferycznych,
wyroby ceramiczne, cement w workach itp.
Magazyny zamknięte – posiadają pełną budowę ścian, podłogę, drzwi i niekiedy okna.
Stanowią one najliczniejszą grupę magazynów. Do najprostszych zaliczane są magazyny nie
posiadające żadnego wyposażenia. W magazynach tych składowane są
,
następujące
materiały: nawozy sztuczne, gwoździe, druty i inne.
Zasady składowania ceramiki budowlanej [7]
Zasady składowania wyrobów ceramicznych zostały opisane w PN-B-12030:1996 oraz
PN-B-12030:1996/Az1:2002. W normach tych dzieli się wyroby w zależności od rodzaju
i wymiarów na siedem grup.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Miejsce przeznaczone do przechowywania wyrobów powinno być wyrównane,
oczyszczone z gruzu, wolne od wód powierzchniowych i śniegu. Wszystkie wyroby powinny
być ustawione w słupy, stosy, pryzmy lub pakiety, w sposób umożliwiający łatwe
przeliczenie albo pobranie próbek do badań.
Wyroby I i II grupy należy ustawiać w stosy lub pakiety do wysokości max 2,20 m.
Przykład ustawiania w stosy cegły pełnej lub cegły kratówki pokazano na rysunku 9.
Rys. 13. Przykłady układania w stosy: a) cegły pełnej lub cegły dziurawki, b) cegły kratówki K-2 [7, s. 81]
Pustaki Akermana należy ustawić w stosy o wysokości do 2 m, na przemian jeden pustak
podstawą do dołu, a drugi podstawą do góry. Pustaki stropowe DZ-3 lub inne o podobnych
gabarytach należy ustawić w słupy do wysokości max 2,1 m.
Rys. 14. Przykład układania na placu pustaków
Akermana [7, s. 81].
Rys. 15. Przykład układania na placu pustaków Dz-3
[7, s. 81].
Wyroby ceramiki budowlanej przygotowując do spedycji umieszcza się na europaletach,
oklamrowane lub zafoliowane.
Spedycja to działalność związana z organizowaniem przewozu wyprodukowanych,
zmagazynowanych wyrobów, np.ceramicznych. Najczęściej spedycja bywa elementem
działalności zakładu wytwórczego i jej cechą charakterystyczną jest brak ceny sprzedaży,
a koszty z nią związane są wkalkulowane w ciężar kosztów produkcji finalnej – jest to
spedycja właściwa.
Za spedycję właściwą uważa się wykonywanie następujących czynności:
–
przyjmowanie zleceń spedycyjnych i udzielanie porad związanych z procesami
spedycyjnymi,
–
wybór środka transportu,
–
zawieranie umów o przewóz,
–
ubezpieczanie przesyłki,
–
sporządzanie dokumentacji transportowej,
–
odbiór przesyłki od nadawcy,
–
przygotowanie przesyłki do przewozu,
–
nadanie przesyłki na środek transportu wraz z dokumentacją transportową,
–
odbiór przesyłki ze środka transportowego oraz właściwej dokumentacji,
–
przekazanie przesyłki odbiorcy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Zasady składowania i przygotowania do spedycji innych wyrobów ceramicznych
Wyroby sanitarne ustawia się w stosy lub rzędy przedzielone drewnianymi łatami.
Rozmiary stosów w magazynie wyrobów określa się zależnie od kształtu i ciężaru wyrobu.
Wyroby do spedycji przygotowuje się luzem i zabezpiecza na środkach transportu. Płytki
pakuje się w paczki (tzw. pakiety). Pakiety tworzy się przez połączenie (ściąganie) taśmą
stalową, drutem, tworzywem sztucznym odpowiedniej liczby płytek. Na krawędzi pakietu
pod taśmę należy podkładać kawałki tektury falistej.
Szczególnej ostrożności w magazynowaniu i przygotowaniu do spedycji wymagają
wyroby porcelanowe, półporcelanowe czy fajansowe. Są to wyroby głównie cienkościenne
i wymagają pojedynczego zabezpieczania, poprzez zawijanie w miękki papier, przekładania
tekturą falistą poszczególnych sztuk wyrobów. Należy je precyzyjnie pakować w mocne
kartony papierowe lub małe zestawy wyrobów w podstawach kartonowych – foliować.
Generalnie chodzi o to aby zachować należytą ostrożność.
Ważnym elementem spedycji jest bardzo dokładne i czytelne opisanie wysyłanych
materiałów. Wiodące zakłady ceramiczne przygotowując opis wyrobów, umieszczają na
ulotce, dołączanej do każdej palety, pakietu itp. następujące informacje: znak zgodności
z normą europejską, znak firmowy zakładu-wytwórcy wyrobów ceramicznych, dokładny
adres fabryki, numer normy, nazwę wyrobu, właściwości fizyczne, cechy wytrzymałościowe,
widok wyrobu z wymiarowaniem, cecha kolorystyczna oraz data produkcji, brygada, ilość
sztuk.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czym zajmuje się Polski Komitet Normalizacyjny?
2.
Jakie znasz przykłady wyrobów ceramicznych?
3.
Czego dotyczą badania cech zewnętrznych wyrobów gotowych?
4.
Czego dotyczą badania laboratoryjne wyrobów gotowych?
5.
Co to jest magazyn otwarty?
6.
Jakie ogólne zasady należy przestrzegać podczas magazynowania wyrobów
ceramicznych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj samodzielnego badania jakości cech zewnętrznych cegły pełnej uwzględniając:
sprawdzenie wymiarów, wielkości skrzywień i sprawdzenie dźwięku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zaplanować kolejne czynności podczas sprawdzania wybranych cech zewnętrznych,
2)
przygotować niezbędny sprzęt do badań,
3)
zmierzyć wymiary wyrobów,
4)
porównać pomiar z danymi umieszczonymi w normie,
5)
zmierzyć wielkości skrzywień,
6)
porównać wyniki z danymi w normie,
7)
sprawdzić dźwięk wyrobów poprzez uderzanie ich młotkiem stalowym,
8)
wyciągnąć wnioski z pomiaru dźwięku,
9)
zaprezentować wykonanie ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wyposażenie stanowiska pracy
−
notatnik,
−
wyroby do badań (na przykład cegła pełna: min. 8 sztuk),
−
przymiar z podziałką milimetrową,
−
metalowy kątownik,
−
młotek stalowy,
−
normy tematyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 2
Dokonaj samodzielnego badania jakości wyrobów gotowych porcelanowych,
uwzględniając: sprawdzenie pojemności, masy i dźwięku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zaplanować kolejne czynności podczas sprawdzania wybranych cech zewnętrznych,
2)
przygotować niezbędny sprzęt do badań,
4)
zmierzyć pojemność wyrobów cylindrem miarowym,
5)
zważyć na wadze wyroby,
6)
porównać uzyskane wyniki z danymi umieszczonymi w odpowiedniej normie
przedmiotowej,
7)
sprawdzić dźwięk prętem stalowym,
8)
ocenić dźwięk słuchem,
9)
wyciągnąć wnioski do przeprowadzonych badań,
10)
zaprezentować przeprowadzone ćwiczenie.
Wyposażenie stanowiska pracy
−
notatnik,
−
wyroby porcelanowe do badań,
−
cylinder miarowy o pojemności 500 cm
3
,
−
waga o dokładności 5 g,
−
pręt stalowy,
−
normy tematyczne,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 3
Dobierz typ magazynu do rodzaju gotowego wyrobu – uzupełnij tabelę określeniami:
magazyn otwarty, magazyn półotwarty, magazyn zamknięty.
Gotowy wyrób
Typ magazynu
Cegła zwykła
Porcelana stołowa
Pustaki Akermana
Cegła ogniotrwała magnezytowa
Fajans stołowy
Płytki ścienne
Wyroby sanitarne
Cegła dziurawka
Izolatory

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać określone treści z Poradnika,
2)
dobrać typ magazynu do rodzaju gotowego wyboru,
3)
przedyskutować swoje propozycje w grupie,
4)
zaprezentować wykonanie ćwiczenia,
5)
uzupełnić tabelę.
Wyposażenie stanowiska pracy
−
Poradnik dla ucznia,
−
notatnik,
−
ilustracje magazynów.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać podziału Norm Polskich?
2)
podać dwie grupy badań przeprowadzanych w oparciu o normę dla
wyrobów budowlanych?
3)
omówić dowolne badania zewnętrzne dla wyrobu ceramicznego?
4)
omówić dowolne badania laboratoryjne dla wyrobu ceramicznego?
5)
omówić zasady składowania ceramiki budowlanej?
6)
określić zasady przygotowania do spedycji wyrobów ceramicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 24 zadania wielokrotnego wyboru o różnym stopniu trudności. Tylko jedna
z wymienionych odpowiedzi jest prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6.
Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas. Trudności mogą
przysporzyć Ci zadania: 18÷24, gdyż są one na poziomie trudniejszym niż pozostałe.
9.
Na rozwiązanie testu masz 30 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
ZESTAW ZADAŃ TESTOWYCH
1.
Szkliwo porcelanowe charakteryzuje się dużą zawartością
a)
wapienia.
b)
dolomitu.
c)
skalenia.
d)
marmuru.
2.
Metodą frytowania nie przygotowuje się szkliwa
a)
borowo–ołowiowego.
b)
skaleniowego.
c)
ołowiowego.
d)
borowego.
3.
Szkliwo porcelanowe jest
a)
surowe, gładkie.
b)
ziemne, gładkie.
c)
frytowane, gładkie.
d)
solne, gładkie.
4.
Do opisu wyglądu zewnętrznego szkliwa nie zaliczamy stwierdzenia, że jest
a)
przeźroczyste.
b)
matowe.
c)
kryjące.
d)
surowe.
5.
Topienie fryty prowadzi się w piecu
a)
obrotowym.
b)
tunelowym
c)
szybowym.
d)
kręgowym.
6.
Wypalanie wyrobów porcelanowych na „ostro” poprzedza proces
a)
suszenia.
b)
formowania.
c)
szkliwienia.
d)
zdobienia kalką.
7.
Ołowica może być przyczyną choroby zawodowej pracownika działu
a)
przygotowania szkliw.
b)
suszarń.
c)
piecowni.
d)
formowni.
8.
Płytki ścienne szkliwi się najczęściej metodą
a)
zanurzania.
b)
natrysku.
c)
polewania.
d)
malowania pędzlem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
9.
Do wad procesu szkliwienia nie zaliczymy
a)
zbiegania się szkliwa.
b)
zgrubień szkliwa.
c)
przyklejania się wyrobu do półki piecowej.
d)
pryszczenia farby.
10.
Dekorowanie reliefami dotyczy zdobienia
a)
farbami podszkliwnymi.
b)
metalami szlachetnymi.
c)
plastycznego.
d)
farbami naszkliwnymi.
11.
Pistolet natryskowy stosowany jest do nakładania szkliwa metodą
a)
zanurzania.
b)
polewania.
c)
malowania.
d)
natryskiwania.
12.
Stosowanie ochrony dróg oddechowych konieczne jest przy zdobieniu metodą
a)
stemplowania.
b)
kalkomanii.
c)
stalodruku.
d)
natrysku.
13.
Zdobienie reliefami wykonuje się
a)
po wypaleniu na biskwit.
b)
podczas formowania.
c)
podczas suszenia.
d)
po wypaleniu na ostro.
14.
Po szkliwieniu talerza należy usunąć szkliwo z jego
a)
skrzydła.
b)
nóżki.
c)
całej powierzchni wewnętrznej.
d)
całej powierzchni zewnętrznej.
15.
Do wad zdobienia podszkliwnego i naszkliwnego nie zaliczymy
a)
niewyraźnego reliefu.
b)
zgrubienia szkliwa.
c)
suchości farb.
d)
spienienia powierzchni farb.
16.
Do badań cech zewnętrznych wyrobów gotowych nie zaliczamy sprawdzenia
a)
wymiarów.
b)
nasiąkliwości.
c)
dźwięku.
d)
przełamu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
17.
Pomiar ogniotrwałości zwykłej przeprowadza się dla wyrobów
a)
ogniotrwałych.
b)
porcelanowych.
c)
budowlanych.
d)
fajansowych.
18.
Zdobienie podszkliwne jest to
a)
nanoszenie dekoracji na czerep surowy lub biskwitowy i utrwalenie jej przez
pokrycie szkliwem oraz wypalenie razem z nim.
b)
barwienie masy w dziale przygotowania mas.
c)
nakładanie farby na gotowy poszkliwiony i wypalony wyrób oraz utrwalenie jej
przez wypalenie w piecach muflowych w temperaturze 600÷900
o
C.
d)
cienka mieniąca się błonka perłowa na powierzchni wyrobów szlachetnych.
19.
Urządzenia o działaniu ciągłym do szkliwienia natryskowego, w zależności od sposobu
doprowadzania i odprowadzania szkliwionego przedmiotu z komory natryskowej dzieli
się na urządzenia
a)
obrotowe i pionowe.
b)
poziome i pionowe.
c)
stojące i obrotowe.
d)
przenośnikowe i karuzelowe.
20.
Elementem roboczym maszyny do usuwania szkliwa surowego jest
a)
wrzeciono.
b)
ostra szczotka.
c)
komora próżniowa.
d)
wilgotna taśma gąbczasta.
21.
Do technik malarskich elementów pędzlowych nie zaliczamy
a)
obwódek.
b)
linii.
c)
pasków.
d)
stempli.
22.
Zieloną barwę farbom naszkliwnym nadaje tlenek
a)
chromowy.
b)
manganowy.
c)
tytanowy.
d)
uranowy.
23.
Magazynowanie
wyrobów ceramicznych odpornych na działanie czynników
atmosferycznych odbywa się w magazynach
a)
specjalnych.
b)
podziemnych.
c)
zamkniętych.
d)
otwartych.
24.
Pośród wyrobów ceramicznych najbardziej wrażliwe na transport są wyroby
a)
budowlane.
b)
porcelanowe.
c)
ogniotrwałe
d)
kamionkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko: ..........................................................................................................................
Zdobienie i szkliwienie wyrobów ceramicznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6. LITERATURA
1.
Dobrzyński Sł.: Materiałoznawstwo szklarskie i ceramiczne. WSiP, Warszawa 1978
2.
Fis B., Wyszyńska B.: Zarys technologii ceramiki. WSiP, Warszawa 1986
3.
Kordek M., Kleinrok D.: Technologia ceramiki część III.WSiP, Warszawa 1992
4.
Ros D., Frigola.: Ozdoby z ceramiki. Świat Książki, Warszawa 2003
5.
Rospond M.: Maszyny i urządzenia przemysłu ceramicznego. WSiP, Warszawa 1984
6.
Rusicki A., Raabe J.: Pracownia technologiczna ceramiki. WSiP, Warszawa 1992
7.
Szymański E.: Materiały budowlane. WSiP, Warszawa 2003
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu ceramicznego 813[01] z2 08 n
operator urzadzen przemyslu ceramicznego 813[01] z2 08 n
operator urzadzen przemyslu ceramicznego 813[01] z2 08 u
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
operator urzadzen przemyslu ceramicznego 813[01] z2 06 n
operator urzadzen przemyslu ceramicznego 813[01] z2 02 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 u
operator urzadzen przemyslu ceramicznego 813[01] z2 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 04 n
operator urzadzen przemyslu ceramicznego 813[01] z2 07 n
operator urzadzen przemyslu ceramicznego 813[01] z2 03 u
operator urzadzen przemyslu ceramicznego 813[01] z2 06 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 n
operator urzadzen przemyslu ceramicznego 813[01] z2 04 u
operator urzadzen przemyslu ceramicznego 813[01] z2 05 n
operator urzadzen przemyslu ceramicznego 813[01] z2 05 u
operator urzadzen przemyslu ceramicznego 813[01] z2 02 n
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 n
więcej podobnych podstron