„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Małgorzata Siemieniec
Wypalanie wyrobów ceramicznych
813[01].Z2.07
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Katarzyna Golec
mgr inż. Agnieszka Taborek
Opracowanie redakcyjne:
mgr inż. Małgorzata Siemieniec
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[01].Z2.07
„Wypalanie wyrobów ceramicznych”, zawartego w modułowym programie nauczania
dla zawodu operator urządzeń przemysłu ceramicznego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Podstawy techniki cieplnej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
14
4.2. Fizykochemiczne podstawy procesu wypalania
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Klasyfikacja pieców ceramicznych
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
24
4.4. Wypalanie wyrobów w piecach o różnej konstrukcji
25
4.4.1. Materiał nauczania
25
4.4.2. Pytania sprawdzające
33
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
35
4.5. Kontrola procesu wypalania
36
4.5.1. Materiał nauczania
36
4.5.2. Pytania sprawdzające
37
4.5.3. Ćwiczenia
37
4.5.4. Sprawdzian postępów
38
4.6. Zasady bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
przy wypalaniu wyrobów ceramicznych
39
4.6.1. Materiał nauczania
39
4.6.2. Pytania sprawdzające
39
4.6.3. Ćwiczenia
40
4.6.4. Sprawdzian postępów
40
5.
Sprawdzian osiągnięć
41
6.
Literatura
45
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o fizykochemicznych
podstawach wypalania wyrobów ceramicznych oraz budowie, zasadach działania
i eksploatacji pieców ceramicznych.
W poradniku zamieszczono:
−
wymagania wstępne, które określają, jakie umiejętności powinieneś posiadać przed
przystąpieniem do realizacji tej jednostki modułowej,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem,
−
materiał nauczania – czyli wiadomości dotyczące zasad wypalania wyrobów
ceramicznych oraz obsługi typowych pieców ceramicznych,
−
zestawy pytań, które pomogą Ci sprawdzić czy opanowałeś podane treści
w poszczególnych punktach materiału nauczania,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych przy wykonywaniu
czynności związanych z obsługą pieców ceramicznych,
−
sprawdzian postępów, który pomoże Ci określić, czy opanowałeś materiał nauczania,
odpowiadając na pytania tak lub nie,
−
sprawdzian osiągnięć,
−
wykaz literatury z której możesz korzystać podczas nauki.
W materiale nauczania omówione zostały zagadnienia dotyczące:
−
charakterystyki paliw technicznych stosowanych w przemyśle ceramicznym,
−
sposobów wymiany ciepła,
−
wykorzystania w produkcji wyrobów ceramicznych pośrednich wymienników ciepła,
−
zasad wypalania wyrobów ceramicznych oraz ich właściwości po wypaleniu,
−
zasad ustawiania wsadu w piecach ceramicznych,
−
klasyfikacji i eksploatacji pieców ceramicznych oraz kontroli procesu wypalania.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela
o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po wykonaniu wszystkich ćwiczeń i po poznaniu przez Ciebie wszystkich części
materiału nauczania, spróbuj zaliczyć sprawdzian poziomu Twoich wiadomości
i umiejętności rozwiązując test „Sprawdzian postępów”, zamieszczony po ćwiczeniach.
W tym celu przeczytaj pytania i odpowiedz na nie Tak lub Nie. Odpowiedzi Nie wskazują na
luki w Twojej wiedzy. Oznacza to także powrót do treści, które nie są dostatecznie
opanowane.
Poznanie przez Ciebie wszystkich wiadomości o wypalaniu wyrobów ceramicznych
będzie stanowiło dla nauczyciela podstawę do przeprowadzenia sprawdzianu poziomu
przyswojonych wiadomości w postaci testu zawierającego różnego rodzaju zadania.
W rozdziale 5 tego poradnika zamieszczono „Sprawdzian osiągnięć” zawierający:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
zestaw zadań testowych,
−
przykładową kartę odpowiedzi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
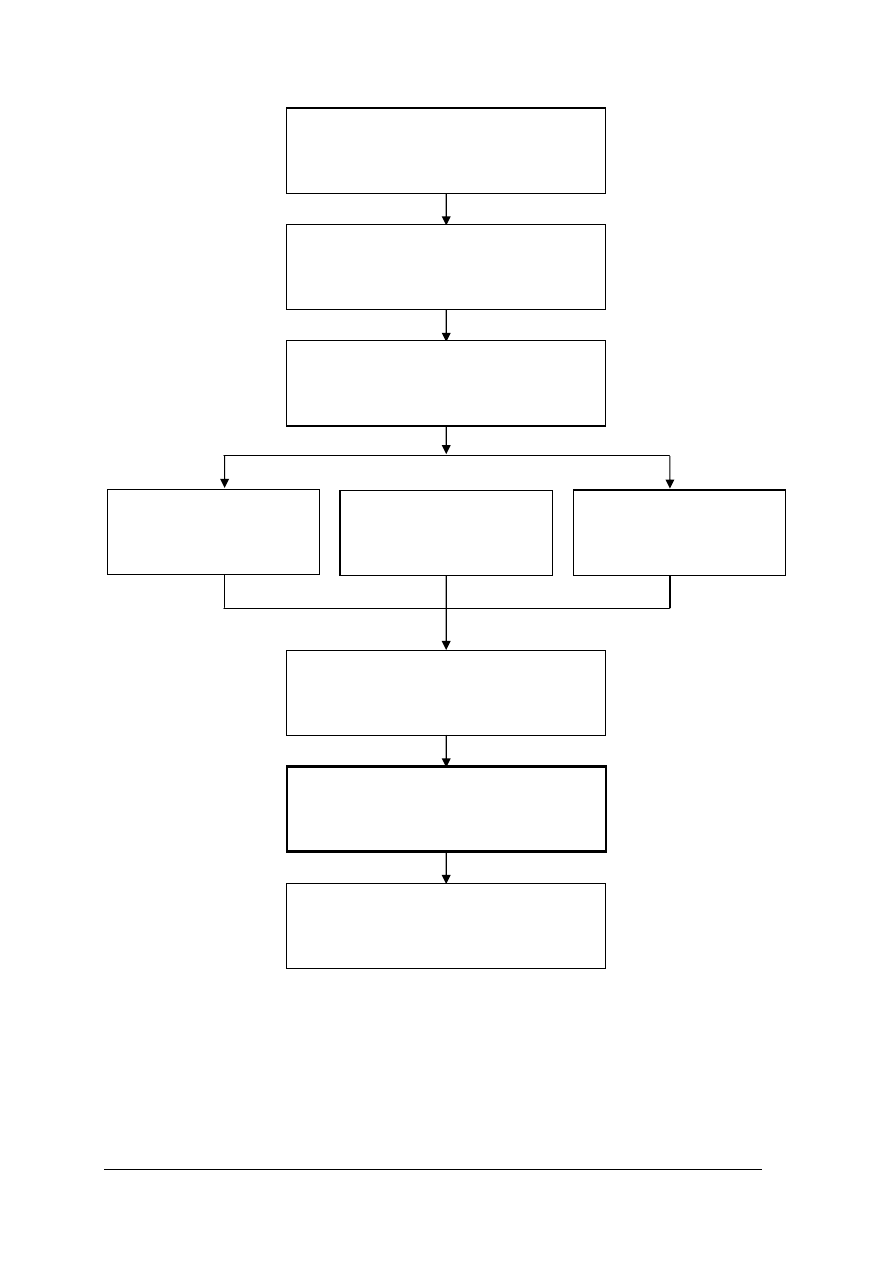
Schemat układu jednostek modułowych
813[01].Z2.03
Formowanie wyrobów
z mas plastycznych
813[01].Z2.05
Formowanie wyrobów
z mas lejnych
813[01].Z2.01
Stosowanie podstawowych pojęć
z zakresu chemii ceramicznej
813[01].Z2.02
Przygotowywanie surowców i mas
ceramicznych
813[01].Z2.04
Formowanie wyrobów
z mas sypkich
813[01].Z2.06
Suszenie
wyrobów ceramicznych
813[01].Z2.07
Wypalanie
wyrobów ceramicznych
813[01].Z2.08
Zdobienie i szkliwienie wyrobów
ceramicznych
813[01].Z2
Technologia produkcji wyrobów
ceramicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować jednostki układu SI,
−
zapisywać reakcje spalania,
−
charakteryzować przemiany fazowe,
−
charakteryzować zjawisko rozszerzalności ciał stałych i cieczy,
−
określać przyczyny i sposoby przepływu ciepła,
−
określać właściwości przewodników i izolatorów ciepła,
−
określać kolejność operacji jednostkowych przemysłu ceramicznego,
−
czytać rysunek techniczny,
−
czytać schematy technologiczne,
−
określać rodzaje materiałów ogniotrwałych,
−
korzystać z różnych źródeł informacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować nośniki energii w piecach do wypalania,
–
określić sposoby regulowania atmosfery w piecu,
–
scharakteryzować zjawiska zachodzące w czerepie ceramicznym,
–
scharakteryzować przebieg i etapy procesu wypalania wyrobów ceramiki,
–
scharakteryzować wypalanie na biskwit i na ostro oraz utrwalanie dekoracji,
–
sklasyfikować piece do wypalania wyrobów ceramicznych,
–
scharakteryzować szybkościowe wypalanie wyrobów ceramicznych,
–
dobrać piece do wypalania wyrobów ceramicznych,
–
określić sposób ustawiania półfabrykatów w piecu,
–
dobrać materiały ogniotrwałe umożliwiające ustawianie wyrobów w piecu,
–
załadować piec półfabrykatami i wyładować wypalone wyroby,
–
scharakteryzować budowę i zasadę działania pieców do wypalania,
–
zastosować metody okresowego i ciągłego wypalania wyrobów ceramicznych,
–
scharakteryzować temperaturową krzywą wypalania,
–
przeprowadzić proces wypalania zgodnie z parametrami krzywej wypalania,
–
określić metody kontroli procesu wypalania,
–
określić sposoby regulowania parametrów wypalania,
–
ocenić jakość wyrobu po wypaleniu,
–
zastosować przepisy bezpieczeństwa i higieny pracy podczas wypalania wyrobów
ceramicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Podstawy techniki cieplnej
4.1.1. Materiał nauczania
Charakterystyka paliw technicznych
Paliwami nazywamy substancje, z których można wydzielić pewną ilość ciepła za
pomocą łączenia ich składników z tlenem, czyli spalania paliwa. Głównymi składnikami
palnymi paliwa są węgiel i wodór, a poza nimi mogą znajdować się w paliwach takie
składniki jak siarka, azot, woda, oraz związki mineralne.
Paliwa stosowane w technice nazywamy technicznymi. Dzielimy je na stałe, ciekłe
i gazowe oraz na naturalne i sztuczne. Do paliw naturalnych stosowanych w przemyśle
ceramicznym należą węgiel kamienny i brunatny oraz gaz ziemny, a do paliw sztucznych
koks, produkty ropy naftowej i smoły pogazowej, gaz węglowy, gaz czadnicowy i gaz
wielkopiecowy. Najczęściej do opalania pieców ceramicznych wykorzystuje się paliwa ciekłe
i gazowe, co zapewnia uzyskiwanie dużych sprawności oraz ułatwia regulację procesu
spalania i automatyzację urządzeń. Ponadto paliwa stałe zawierają zwykle znaczną ilość
popiołu, który zanieczyszcza wypalane wyroby, a temperatury uzyskiwane podczas ich
spalania są zbyt niskie do wypalania większości materiałów ceramicznych. Ze względu na to,
że płomień emituje zwykle znacznie intensywniej energię promienistą niż gazy spalinowe
o tej samej temperaturze, preferowane jest spalanie węgli długopłomiennych.
Wielkością charakteryzującą efekt cieplny paliwa jest jego wartość opałowa. Jest to ilość
ciepła wyrażona w kJ, którą otrzymuje się przy zupełnym spaleniu 1 kg paliwa stałego
lub ciekłego, albo 1 m
3
paliwa gazowego w warunkach, gdy spaliny unoszą nieskroploną parę
wodną. Wartość opałowa paliwa zależy od jego składu chemicznego. Jest ona tym wyższa im
więcej jest w paliwie węgla i wodoru, a im mniej balastu, czyli składników niebiorących
bezpośredniego udziału w spalaniu. Wartości opałowe wybranych paliw przedstawiono
w tabeli 1.
Tabela 1. Wartości opałowe wybranych paliw
Paliwo
Wartość opałowa
Gaz miejski
20900 kJ/m
3
Gaz ziemny
37700 kJ/m
3
Mazut
44380 kJ/kg
Koks
30480 kJ/kg
Węgiel brunatny
20400 kJ/kg
Proces spalania paliw
Spalanie jest procesem chemicznym polegającym na szybkim łączeniu się pierwiastków
z tlenem i wydzielaniu dużych ilości ciepła. Substratami przemysłowego procesu spalania są
paliwo i powietrze, a produktami gazy spalinowe, sadza, koksik lotny, żużel i popiół. Czasami
zamiast powietrza stosowany jest tlen z butli.
Spalanie może być całkowite lub niecałkowite oraz zupełne i niezupełne. Spalanie
całkowite i zupełne jest wtedy, gdy cały węgiel zawarty w paliwie spali się, na CO
2
, cały
wodór zawarty w paliwie spali się, na H
2
O, a cała siarka zawarta w paliwie spali się na SO
2
lub SO
3
. Spalanie niecałkowite jest wtedy, gdy ciała stałe będącymi produktami procesu
spalania zawierają w sobie jeszcze niespalone pierwiastki substancji palnej: sadza, koksik
lotny, kawałeczki niespalonego węgla zatopione w bryłach żużla oraz przesyp (kawałeczki
węgla, które pomiędzy rusztowinami przesypały się do popielnika). Spalanie niezupełne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
występuje wówczas, gdy gazy spalinowe zawierają składniki, które mogłyby ulec spalaniu
na przykład CO, H
2,
CH
4
.
Teoretyczne, niezbędne zapotrzebowanie tlenu (powietrza) do całkowitego i zupełnego
spalania paliwa oblicza się na podstawie równań reakcji spalania poszczególnych składników
paliwa. W instalacjach przemysłowych podaje się do spalania więcej powietrza niż to wynika
z obliczeń. Stosunek całkowitej ilości powietrza podawanego do spalania do ilości obliczonej
teoretycznie nazywamy współczynnikiem nadmiaru powietrza λ. W celu zwiększenia
długości płomienia stosuje się podział powietrza podawanego do spalania paliwa na
powietrze pierwotne i wtórne. Powietrze pierwotne kierowane jest pod ruszt w przypadku
spalania paliw stałych oraz do palników gdy spalamy paliwo gazowe lub ciekłe. Powietrza
tego jest za mało do całkowitego i zupełnego spalania. Powietrze wtórne niezbędne do
zakończenie procesu spalania doprowadzane jest dopiero do dalszej części płomienia, czyli do
komór spalania. Stosunek ilościowy powietrza pierwotnego do wtórnego jest uzależniony od
rodzaju zastosowanej instalacji. Innym sposobem wydłużania płomienia jest umiarkowane
nawilżanie paliwa lub powietrza pierwotnego. Część pierwiastka węgla zawartego w paliwie
nie reaguje z tlenem, tylko ulega reakcji wodą według reakcji C + H
2
O → CO + H
2.
Produkty
tej reakcji spalają się w dalszej części płomienia.
W eksploatacji pieców ceramicznych ważne jest uzyskanie takiego składu chemicznego
i temperatury spalin (atmosfery w piecu), aby w wypalanych materiałach zaszły
fizykochemiczne przemiany konieczne do nadania odpowiednich właściwości wypalanym
wyrobom. Gdy współczynnik nadmiaru powietrza λ <1, to płomień nazywamy redukcyjnym.
Zastosujemy go wtedy, gdy nie chcemy dopuścić do utleniania się wypalanych materiałów
oraz wtedy, gdy chcemy zmniejszyć ilość zawartego tlenu w związkach chemicznych
wchodzących w skład wyrobów. Atmosferę redukcyjną wykorzystujemy przy wypalaniu
wyrobów grafitowych i w końcowej fazie wypalania wyrobów krzemionkowych. Przy
wypalaniu porcelany płomień redukcyjny stosujemy w celu zredukowania zawartego w masie
Fe
2
O
3
do FeO i uzyskania dzięki temu porcelany białej (gdyby zawierała Fe
2
O
3
miałaby kolor
żółty).Gdy współczynnik nadmiaru powietrza λ >1 to płomień nazywamy utleniającym.
Wówczas gazy spalinowe zawierają dużo wolnego tlenu, który może reagować w wysokiej
temperaturze z wypalanymi materiałami. Atmosferę utleniającą wykorzystujemy przy
wypalaniu wyrobów ogniotrwałych zasadowych oraz przy wstępnym wypalaniu
półfabrykatów przed szkliwieniem, czyli na biskwit.
W wielu przypadkach konieczne jest wypalanie w środowisku gazów obojętnych: argonu
lub helu.
Urządzenia do spalania paliw
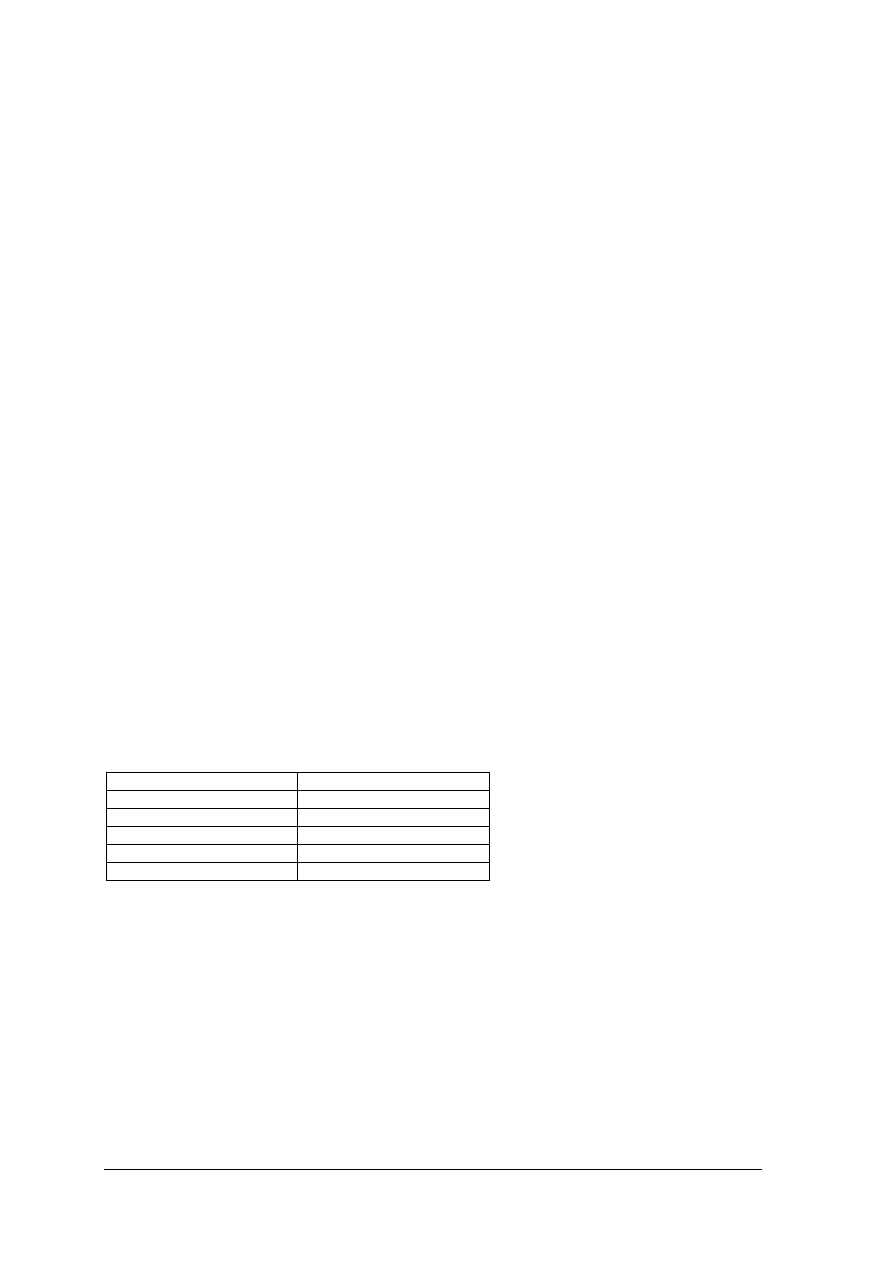
Paliwa stałe w kawałkach spala się w paleniskach z rusztami zasilanymi ręcznie
lub mechanicznie. Głównymi elementami palenisk obsługiwanych ręcznie są nieruchome
ruszty płaskie, pochyłe lub schodkowe, na których następuje spalanie równomiernej warstwy
paliwa. Duże kłopoty sprawia palaczom zawarty w paliwie niskotopliwy popiół, który
wywołuje tworzenie się żużla zalepiającego szczeliny między rusztowinami oraz zatapia
w sobie kawałki niespalonego węgla. W rusztach mechanicznych do przesuwania warstw
paliwa oraz odbierania popiołu i żużla wykorzystywana jest taśma rusztowa lub inne
podajniki na przykład ślimakowe. Przykłady rusztów nieruchomych i mechanicznych
przedstawiono na rysunku 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
a)
b)
Rys. 1. Paleniska z rusztami nieruchomymi i mechanicznymi: a) ruszt nieruchomy schodkowy, b) ruszt
podsuwowy z podajnikiem ślimakowym [7, s. 110]
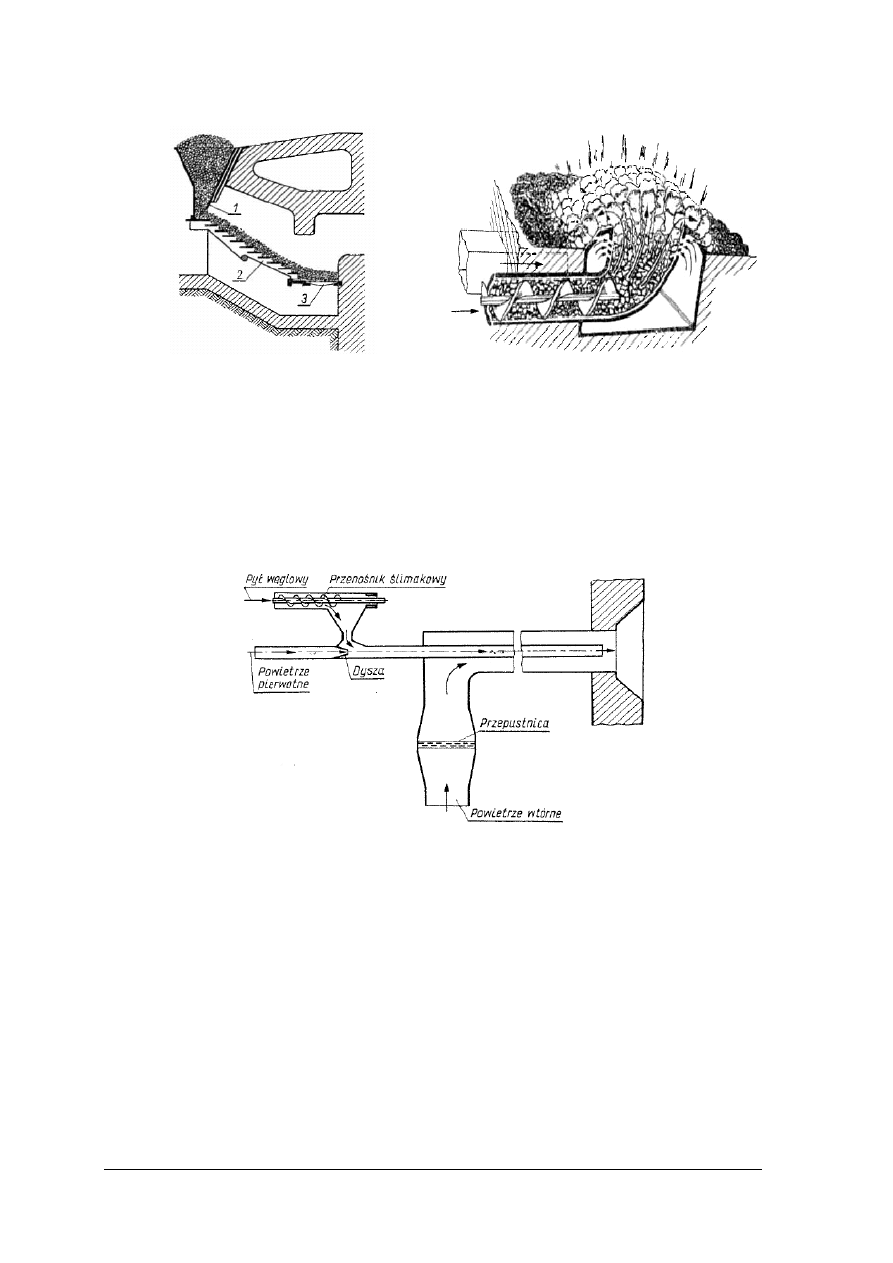
W piecach obrotowych stosowanych do wypalania klinkierów i palonek stosowane są
paleniska pyłowe, które w porównaniu z rusztowymi mają wiele zalet. Umożliwiają one
spalanie pyłu węglowego przy małym współczynniku nadmiaru powietrza, co pozwala
na uzyskanie wysokiej temperatury spalin. Pozwalają również na spalanie gorszych gatunków
węgla, szybkie rozpalanie i gaszenie oraz szybką i łatwą regulację płomienia. Palnik pyłowy
stosowany w piecach obrotowych przedstawiono na rysunku 2.
Rys. 2. Palnik pyłowy stosowany w piecach obrotowych [7, s. 113]
Paliwa ciekłe spalają się dopiero po odparowaniu. Palniki do ich spalania muszą być tak
skonstruowane, aby umożliwić rozpylenie paliwa i szybkie jego odparowanie.
W zależności od sposobu rozpylania palniki do spalania paliw ciekłych dzielimy na:
–
niskoprężne, w których czynnikiem rozpylającym jest powietrze o ciśnieniu
manometrycznym nie przekraczającym 15 kPa,
–
wysokoprężne, w których czynnikiem rozpylającym jest sprężone powietrze o ciśnieniu
manometrycznym od 0,2 do1,0 MPa lub para wodna o ciśnieniu manometrycznym od
0,3 do 1,2 MPa,
–
z rozpylaniem mechanicznym, w których paliwo musi przepłynąć przez otwór o małej
średnicy (dyszę). W wyniku różnicy ciśnień przed i za dyszą paliwo uzyskuje prędkość
około 50 m/s, następuje jego rozpryskiwanie się,
–
kombinowane z równoczesnym rozpylaniem mechanicznym i sprężonym powietrzem,
–
z równoczesnym rozpylaniem parą wodną i sprężonym powietrzem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
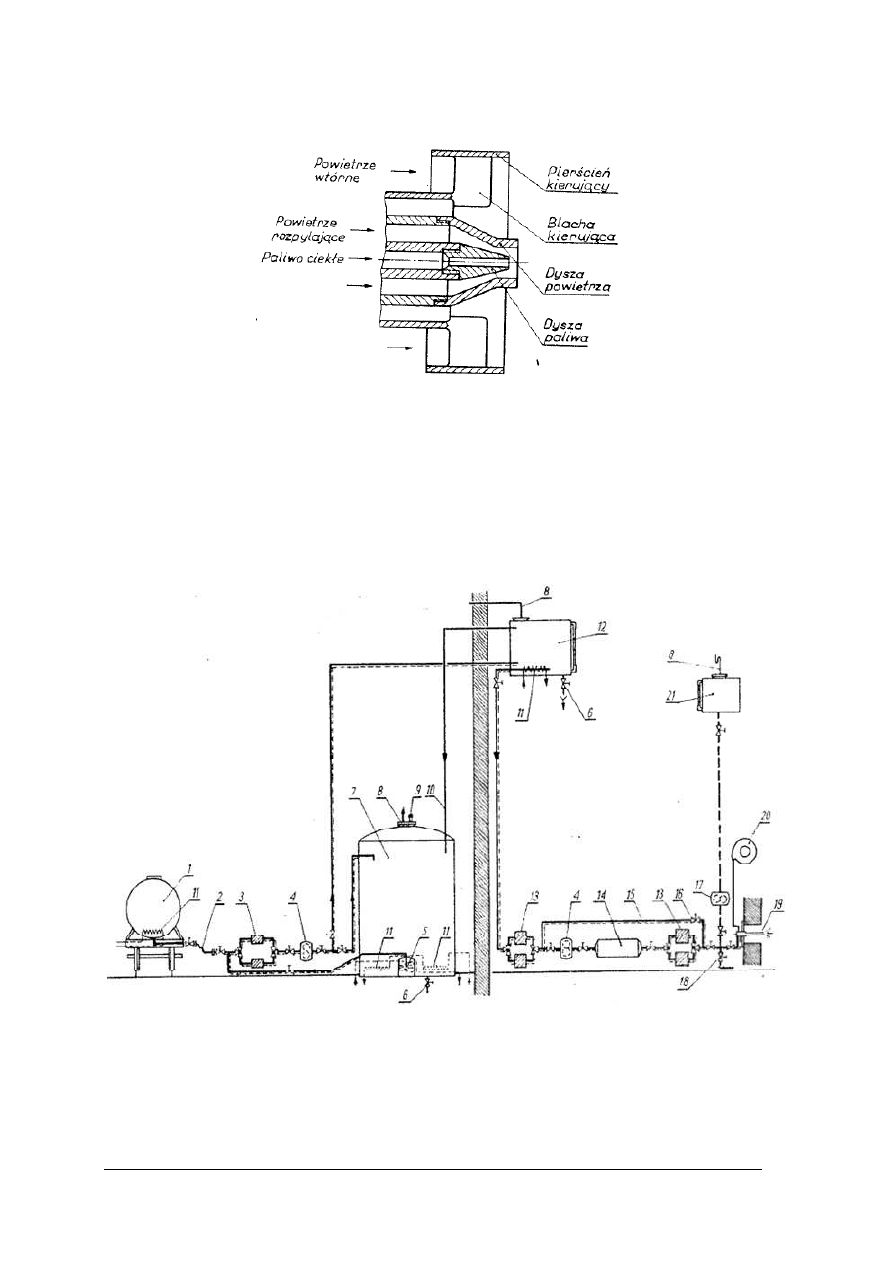
Końcówkę palnika wysokoprężnego przedstawiono na rysunku 3.
Rys. 3. Doprowadzenie powietrza pierwotnego i wtórnego w końcówce palnika wysokoprężnego [7, s. 117]
Zbiorniki do przechowywania ciężkich paliw ciekłych (mazutu) posiadają wężownice
parowe. Wstępne podgrzanie powoduje zmniejszenie lepkości paliwa i ułatwia ich przepływ
przez dyszę. Aby uniknąć ochładzania się podgrzanego paliwa, przewody paliwowe i parowe
prowadzi się w jednej izolacji. Przykładowy schemat magazynowania i przesyłania
do palników paliwa ciekłego zamieszczono na rysunku 4. Lekkie paliwa ciekłe można
rozpylać bez wstępnego podgrzewania.
Rys. 4. Schemat instalacji magazynowania paliwa ciekłego i przesyłania go do palników: 1 – wagon cysterna,
2 – przewód giętki, 3 – filtr zgrubny, 4 – pompa paliwa, 5 – podgrzewacz parowy, 6 – odprowadzenie
szlamu, 7 – zbiornik główny, 8 – odpowietrzenie, 9 – miejsce poboru próbek, 10 – przewód przelewowy,
11 –wężownica parowa, 12 – zbiornik indywidualny, 13 – filtr dokładny, 14 – podgrzewacz,
15 – przewód powrotny dla nadmiaru paliwa, 16 – zawór nadmiarowy, 17 – pompa paliwa
rozruchowego, 18 – zawór do opróżniania przewodów, 19 – palnik, 20 – wentylator lub sprężarka,
21 – zbiornik paliwa rozruchowego [7, s. 115]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
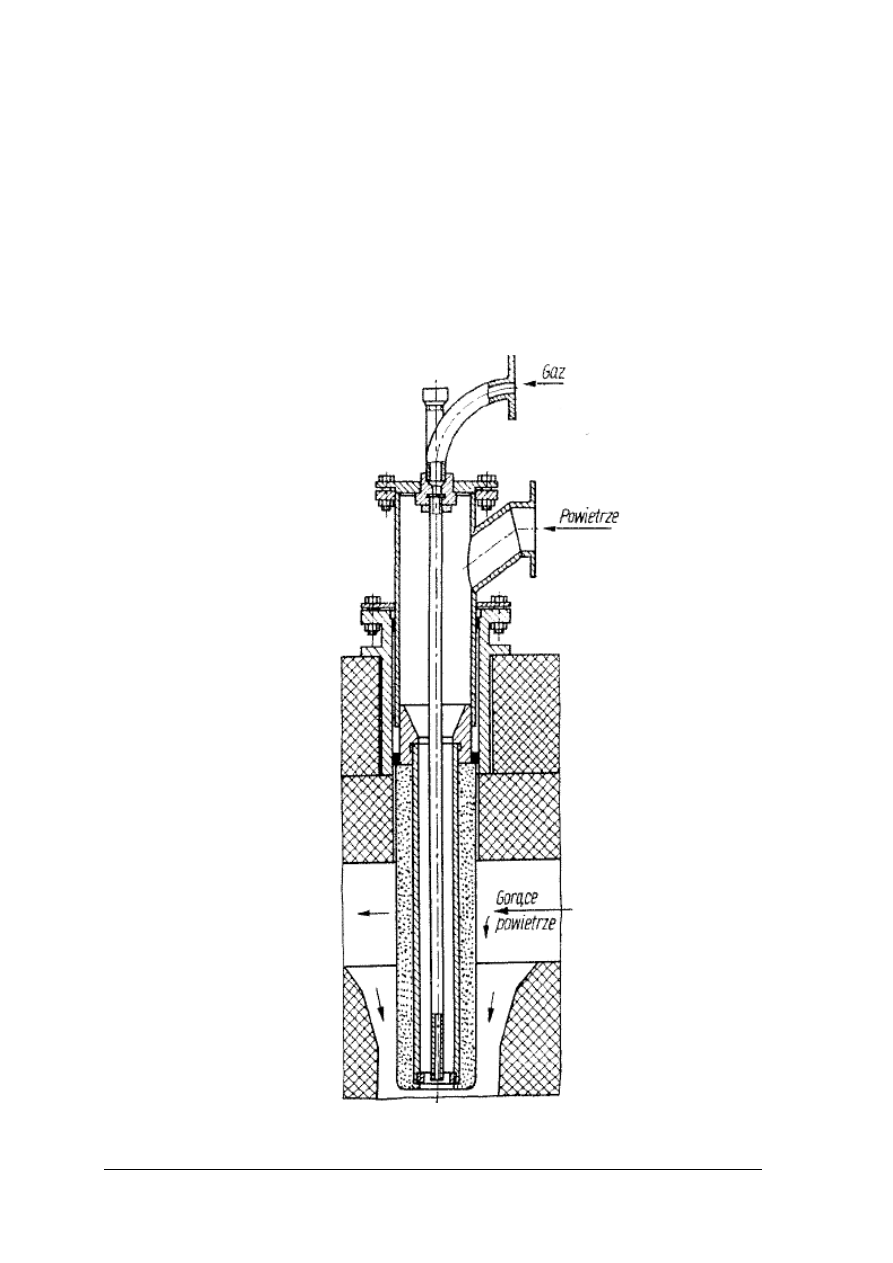
Najwyższe walory eksploatacyjne posiadają paliwa gazowe i z tego powodu
konstruktorzy stale pracują nad ulepszeniem palników do ich spalania. Zasadnicza różnica
między podstawowymi typami palników polega na sposobie mieszania paliwa z powietrzem.
Palniki dyfuzyjne doprowadzają do komory spalania osobno strumienie paliwa i powietrza,
a więc ich mieszanie następuje już po opuszczeniu palnika. Palniki te dają długi świecący
płomień, który emituje wielokrotnie więcej energii promienistej niż płomień nieświecący.
Palniki mieszankowe wprowadzają do komory spalania gotową mieszankę paliwa
i powietrza. Prędkość wypływu tej mieszanki z palnika musi być większa od prędkości
posuwania się płomienia, aby płomień nie cofnął się w głąb palnika. Palniki tego typu dają
krótki, nieświecący płomień. Budowę palnika gazowego stosowanego w piecach tunelowych
przedstawiono na rysunku 5.
Rys. 5. Palnik do spalania gazu w piecach tunelowych [7, s. 120]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Sposoby przenoszenia ciepła
Przepływ ciepła między ciałami o różnej temperaturze może odbywać się trzema
sposobami przez przewodzenie, unoszenie (konwekcję) i promieniowanie.
Wymiana ciepła między płynem (gazem lub cieczą) a przegrodą stałą nazywa się
wnikaniem. Jeżeli przenoszenie ciepła następuje między dwoma płynami o różnej
temperaturze, oddzielonymi przegrodą (przeponą) mamy do czynienia z przenikaniem ciepła.
Jeżeli wymiana ciepła między płomieniem i spalinami, a wypalanym wsadem odbywa się
bezpośrednio bez udziału przegrody to piece nazywamy bezpośrednimi. Piece, w których spaliny są
oddzielone od wypalanych półfabrykatów przeponą nazywamy pośrednimi, przeponowymi lub
muflowymi. Przepony wykonane są z materiałów ogniotrwałych o wysokim współczynniku ciepła.
W piecach elektrycznych ciepło przekazywane jest głównie przez promieniowanie. Ilość
ciepła przejmowanego przez wyroby zależy od ich powierzchni wystawionej bezpośrednio na
działanie promieniujących elementów.
Podczas studzenia pieca, gorący wsad oddaje ciepło powietrzu studzącemu bezpośrednio
lub przeponowo.
Regeneratory i rekuperatory ciepła
Urządzenia, w których czynnik o wyższej temperaturze przekazuje ciepło czynnikowi
o temperaturze niższej nazywamy wymiennikami ciepła. W przemyśle ceramicznym mają
zastosowanie regeneratory i rekuperatory należące do wymienników pośrednich, w których
czynniki nie mieszają się ze sobą. Urządzenia te wykorzystywane są do odzyskiwania ciepła
spalin odprowadzanych z pieca. Gorące spaliny oddają ciepło czynnikowi suszącemu
kierowanemu do suszarń jako lub powietrzu podawanemu do spalania paliwa.
Regeneratory działają w sposób okresowy i dla zapewnienia ciągłości pracy konieczne są, co
najmniej dwa. Głównymi elementami tych wymienników są kratownice z prostek ogniotrwałych
dobrze przewodzących ciepło. W pierwszym etapie pracy przez wymiennik przepływają gorące
spaliny, ogrzewając kratę. W drugim etapie krata jest chłodzona powietrzem odbierającym jej
ciepło. Kraty obu regeneratorów są na przemian ogrzewane i chłodzone.
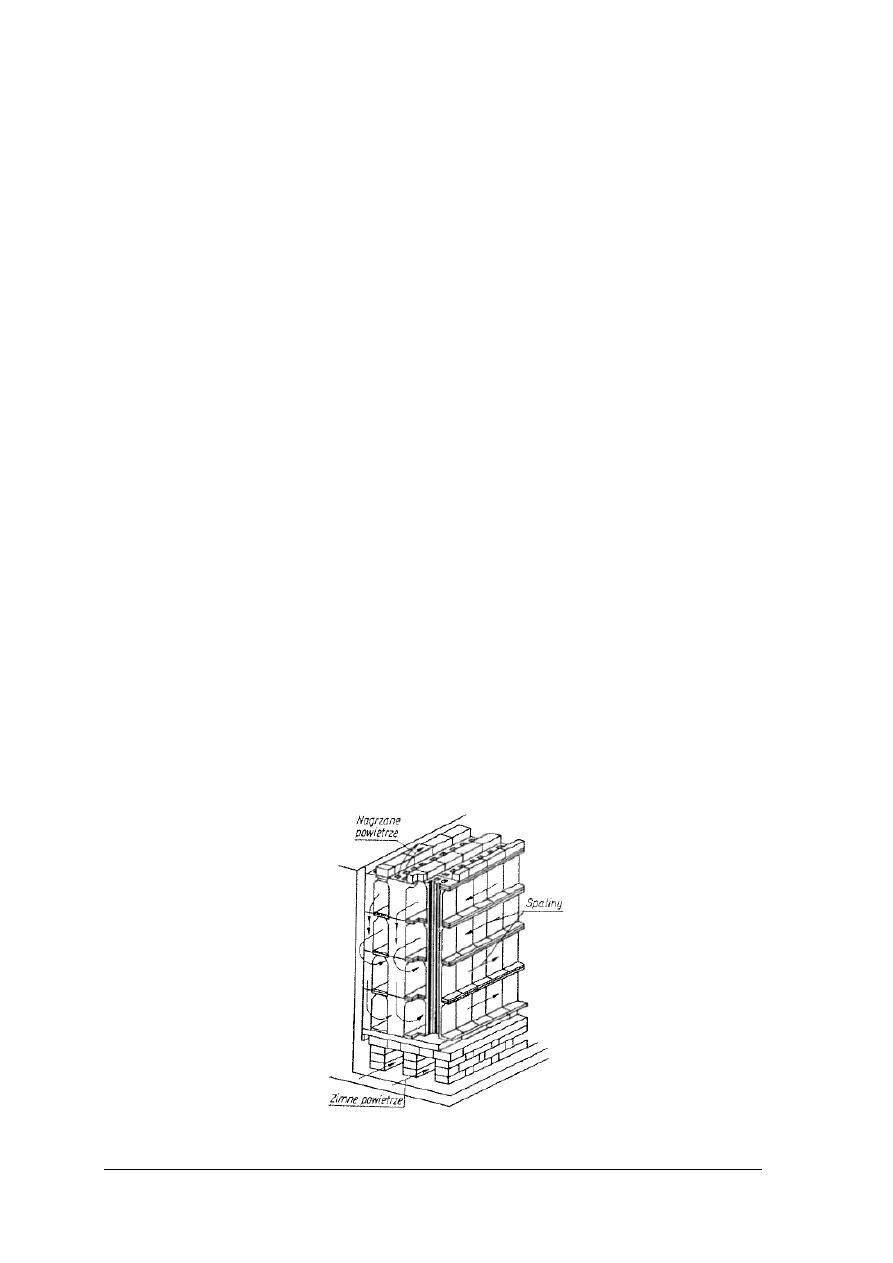
Rekuperatory zwane wymiennikami przeponowymi działają w sposób ciągły i mogą być
współprądowe, przeciwprądowe, krzyżowe i mieszane. Zbudowane są z rur, którymi płynie
czynnik ogrzewany, zewnątrz czynnik ogrzewający lub odwrotnie. Rury wykonuje się
z materiałów ceramicznych, głównie szamotowych lub żaroodpornego żeliwa i stali.
Budowę rekuperatora ceramicznego przedstawiono na rysunku 6.
Rys. 6. Rekuperator ceramiczny [7, s. 177]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak dzielimy paliwa?
2.
Co to jest i od czego zależy wartość opałowa paliwa?
3.
Co to jest współczynnik nadmiaru powietrza?
4.
Jak dzielimy powietrze podawane do spalania paliwa?
5.
Kiedy płomień nazywamy redukcyjnym?
6.
Jakie piece nazywamy bezpośrednimi?
4.1.3. Ćwiczenia
Ćwiczenie 1
Uzupełnij tabelę wpisując, które z podanych paliw stałych powinno mieć największą,
a które najmniejszą wartość opałową.
Udział składników paliwa w %
Paliwo
węgiel
wodór
azot +
siarka
tlen
woda
popiół
Spodziewana
wartość
opałowa
Węgiel brunatny
56,52
4,04
1,62
18,52
15,00
4,25
Węgiel
kamienny typ I
86,01
0,91
1,82
1,82
2,00
6,86
Węgiel
kamienny typ II
74,00
5,42
2,26
8,57
5,00
4,75
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować skład każdego z paliw,
2)
ustalić składniki decydujące o wartości opałowej paliwa,
3)
porównać zawartości tych składników w poszczególnych paliwach,
4)
zapisać odpowiedź w ostatniej kolumnie tabeli,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z treścią ćwiczenia.
Ćwiczenie 2
W instalacji zamontowanej w piecu bezpośrednim, spalano paliwo przy współczynniku
nadmiaru powietrza λ = 1,2. Ustal, jaki powinien być skład spalin oraz rodzaj atmosfery
panującej w piecu.
Rozwiązanie ćwiczenia przedstaw w tabeli, wpisując „tak” pod składnikiem, jeżeli
znajduje się w spalinach lub „nie”, jeśli nie powinien w nich występować.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Składniki
CO
O
2
CH
4
H
2
SO
2
SO
3
CO
2
H
2
O
Występowanie
w spalinach
Atmosfera
w piecu
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać uważnie treść ćwiczenia i zawartość tabeli,
2)
ustalić składniki jakie powinny znajdować się w spalinach,
3)
ustalić rodzaj atmosfery panującej w piecu,
4)
zapisać odpowiedzi w tabeli,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z treścią ćwiczenia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić, dlaczego paliwa stałe są rzadko stosowane w naszym
przemyśle?
2)
porównać efekt energetyczny różnych paliw?
3)
scharakteryzować rodzaje spalania paliw?
4)
określić różnicę między płomieniem redukcyjnym i utleniającym?
5)
określić sposób magazynowania i przesyłania paliw ciekłych?
6)
scharakteryzować urządzenia do spalania paliw?
7)
porównać piece bezpośrednie i pośrednie?
8)
scharakteryzować regeneratory i rekuperatory ciepła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.
Fizykochemiczne
podstawy procesu wypalania
4.2.1. Materiał nauczania
Charakterystyka procesu wypalania
Wypalanie jest najbardziej energochłonną operacją jednostkową w przemyśle
ceramicznym. Proces ten jest ustawiony w ciągu technologicznym po suszeniu
półfabrykatów. Występuje jednokrotnie, w przypadku produkcji wyrobów nieszkliwionych
i dwukrotnie przy produkcji wyrobów szkliwionych. Pierwsze wypalanie „na biskwit” ma na
celu zwiększenie wytrzymałości mechanicznej wyrobów i spowodowanie, że nie będą
rozmiękały po naniesieniu szkliwa. Prowadzi się go wolno, a końcowe temperatury zależą od
rodzaju wypalanego tworzywa. Po wypaleniu biskwitowym wyroby są porowate, a duża ich
nasiąkliwość pozwala na wchłanianie szkliwa. Poszkliwione wyroby wypala się „na ostro”.
Temperatury i warunki wypalania niektórych wyrobów zamieszczono w tabeli 2.
Dekorowane naszkliwnie naczynia ceramiczne i wyroby ceramiki artystycznej wypala
się, co najmniej trzykrotnie, w celu utrwalenia zdobienia.
Tabela 2. Temperatury i warunki wypalania różnych wyrobów ceramicznych
Rodzaj wyrobów
ceramicznych
Temperatury i warunki wypalania
Fajansowe
Wypalanie biskwitowe – od 1200 do 1250°C
Wypalanie „na ostro” – od 1100 do 1150°C
Atmosfera utleniająca
Półporcelanowe
Wypalanie biskwitowe – od 700 do 800°C
Wypalanie "na ostro" – od 1250 do 1280°C
Atmosfera utleniająca lub obojętna°
Porcelanowe
Wypalanie biskwitowe – od 800 do 900°C
Wypalanie „na ostro” – od 1410 do 1460°C
Atmosfera zależna od okresu wypalania:
do 1080°C – utleniająca
od 1080 do 1280°C – redukcyjna
od 1280 do 1410°C – obojętna
Ceglarskie
Jednokrotne wypalanie w temperaturze od 800 do 1000°C (klinkierowe 1260°C)
Atmosfera utleniająca
Ogniotrwałe
Jednokrotne wypalanie w wysokich temperaturach (na przykład wyroby
magnezjowe 1800°C)
Atmosfera uzależniona od rodzaju wyrobów, najczęściej utleniająca
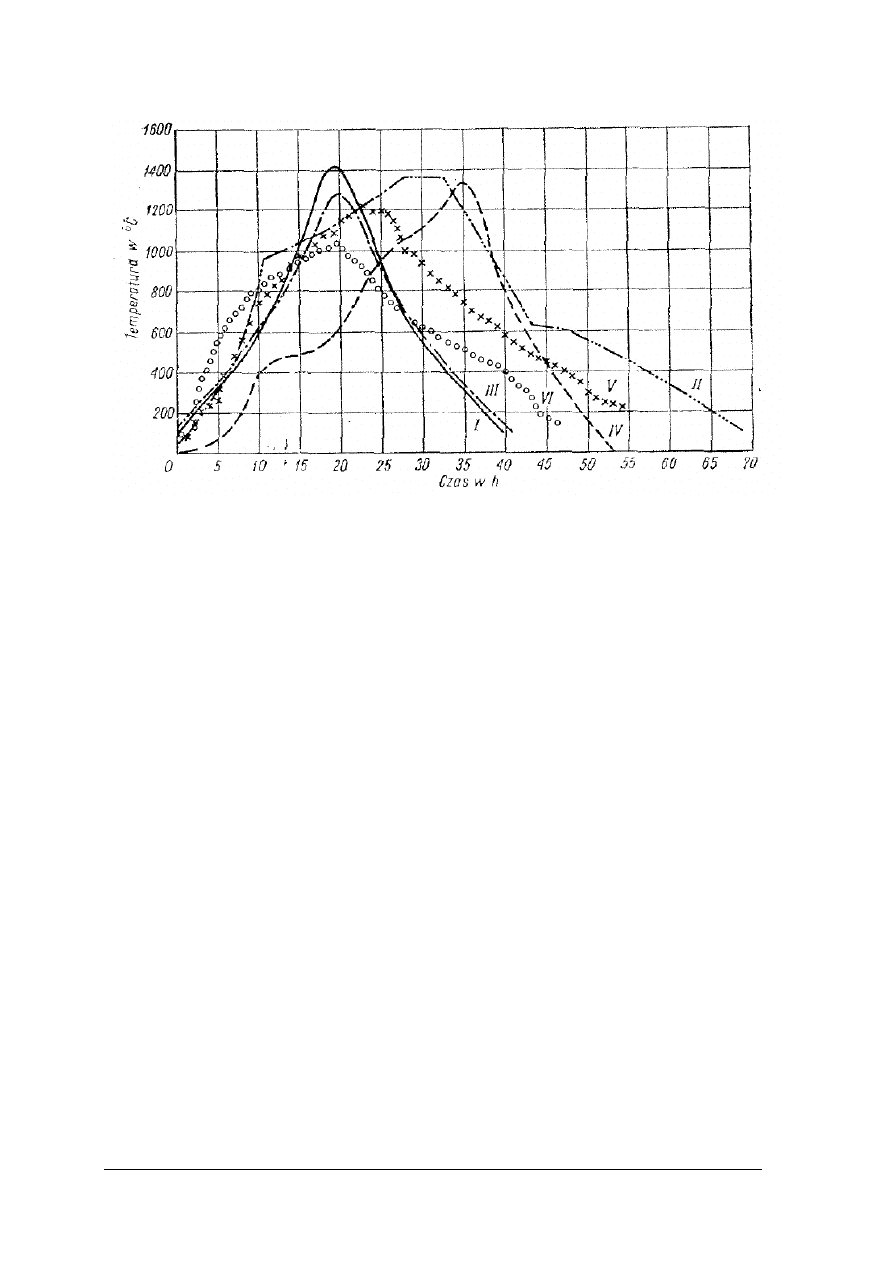
Proces wypalania prowadzi się w piecach ceramicznych według krzywych wypalania,
opracowanych dla danego rodzaju wyrobów. Krzywe te przedstawiają zmiany temperatury
w czasie i powinny określać: szybkość wzrostu temperatury w początkowej fazie wypalania,
maksymalną temperaturę wypalania i czas przetrzymywania wyrobów w tej temperaturze,
szybkość spadku temperatury i jej zmian w czasie studzenia. Właściwą temperaturę
wypalania ustala się na podstawie skurczliwości liniowej lub zmian gęstości pozornej
wypalanego tworzywa. Czas przetrzymywania w temperaturze wypalania jest uzależniony od
wielkości wypalanego asortymentu. Wyroby drobne, cienkościenne przetrzymuje się krótko,
a wyroby duże i grubościenne od kilku do kilkunastu godzin. Przykładowe krzywe wypalania
przedstawiono na rysunku 7. W trakcie wypalania rejestratory taśmowe lub tarczowe rysują
rzeczywistą krzywą wypalania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 7. Krzywe wypalania wyrobów ceramicznych: I – naczyń porcelanowych w piecu tunelowym, II – naczyń
porcelanowych w piecu okresowym, III – naczyń półporcelanowych w piecu tunelowym, IV – porcelany
elektrotechnicznej w piecu tunelowym, V – naczyń fajansowych w piecu okresowym (biskwit),
VI – naczyń fajansowych w piecu okresowym (wypalanie ostre ze szkliwem) [2, s. 272]
Zjawiska zachodzące w czasie wypalania i studzenia wyrobów
W trakcie wypalania w czerepie zachodzi wiele przemian fizycznych, chemicznych
i krystalograficznych, niezależnych od typu zastosowanego pieca. Prowadzą one do uzyskania
tworzywa o żądanych właściwościach technicznych.
Biorąc pod uwagę zjawiska występujące w wypalanym czerepie, proces wypalania można
podzielić na następujące etapy:
I etap: dosuszanie, odparowuje reszta wody zarobowej i równowagowej. Do temperatury
200°C przyrost temperatury powinien być niewielki (do 10°C /h). Półfabrykaty o małej
masie, cienkościenne o wilgotności poniżej 1% można wypalać szybko.
II etap: dehydratyzacja, ogrzewanie wsadu od 200 do 600°C, minerały ilaste tracą wodę
chemicznie związaną oraz nieodwracalnie plastyczność. Następuje rozkład i utlenianie
siarczków oraz części organicznych. Przyrost temperatury może być większy (do 50°C /h).
III etap: rozkład, ogrzewanie wsadu od 600 do 900°C, rozkładowi na wolne tlenki ulega
powstały w poprzednim etapie metakaolinit Al
2
O
3
· 2SiO
2
. Następuje dalszy rozkład
związków organicznych, kwarc ß przechodzi w odmianę α, a przemianie tej towarzyszy
wzrost objętości.
IV etap: witryfikacja, ogrzewanie wsadu od temperatury 900°C do końca wypalania,
występują zmiany krystalograficzne w składzie mineralogicznym masy. Powstały
z metakaolinitu Al
2
O
3
przechodzi w γ Al
2
O
3
, a α-kwarc w polimorficzną odmianę α-trydymit.
Rozkładowi ulegają węglany wapnia i magnezu z wydzieleniem, CO
2
, zaczyna pojawiać się
faza ciekła (szklista) składająca się z niskotopliwych krzemianów. Występuje znaczna
skurczliwość masy, stale wzrasta ilość fazy ciekłej mającej wpływ na porowatość wyrobów,
ich wytrzymałość mechaniczną oraz nasiąkliwość. W temperaturze od 1350 do 1500°C rośnie
ilość i wielkość kryształów mullitu, charakteryzującego się dużą odpornością na działanie
czynników chemicznych, dużą przewodnością cieplną, małą rozszerzalnością termiczną, dużą
odpornością na wstrząsy termiczne, dużą wytrzymałością mechaniczną oraz dużą odpornością

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
elektryczną. Pojawia się wolne SiO
2
w polimorficznej odmianie α- krystobalitu.
Przy wyrobach szkliwionych pod koniec wypalania zaczynają topić się szkliwa rozpływające
się równomiernie na powierzchni wyrobów.
W pierwszym okresie studzenia, do temperatury około 800°C, gdy faza ciekła jest jeszcze
miękka, studzenie może przebiegać szybko. Od temperatury 800°C wyroby należy studzić
bardzo powoli, a wyroby zawierające krzemionkę szczególnie wolno w temperaturach około
570°C oraz od 300 do 200°C.
Znajomość zjawisk zachodzących w czerepie, pozwala na świadome kierowanie
procesem wypalania oraz dobieranie najbardziej technicznie i ekonomicznie uzasadnionych
warunków jego prowadzenia.
Właściwości i typowe wady wyrobów wypalanych
Celem procesu wypalania jest nadanie wyrobom odpowiednich właściwości użytkowych.
Skutkiem przemian fizykochemicznych zachodzących w trakcie obróbki cieplnej jest zwykle
wzrost wytrzymałości mechanicznej, zagęszczenie i skurczliwość wyrobów oraz usunięcie
porów z przestrzeni pomiędzy ziarnami. Dzięki stopieniu się warstwy szkliwa wyroby
uzyskują estetyczny wygląd, stają się nienasiąkliwe, co podnosi ich walory higieniczne.
Ważną cechą wyrobów wypalanych jest również odporność chemiczna zależna głównie od
składu chemicznego i mineralogicznego masy, z której wyroby są wykonane. Właściwość ta
jest szczególnie ważna w wysokich temperaturach i pozwala na zastosowanie ceramiki
w środowiskach korozyjnych, których nie wytrzymują metale. Coraz częściej wykorzystuje
się doskonałe właściwości elektroizolacyjne tworzyw ceramicznych (elektroporcelana,
steatyt). Tworzywa te różnią się od wyrobów ceramiki masowej i materiałów ogniotrwałych
znacznie podwyższonymi wymaganiami dotyczącymi ich właściwości elektrycznych
i magnetycznych, takich jak przenikalność elektryczna, współczynnik temperaturowy
przenikalności elektrycznej, wytrzymałość dielektryczna lub napięcie przebicia.
Ze względu na zastosowanie większość wyrobów ceramiki budowlanej, musi
charakteryzować się dużą odpornością na działanie mrozu oraz na zmiany temperatury
wywołane warunkami klimatycznymi.
Większość zakładów ceramicznych posiada własne laboratoria, w których sprawdza się,
czy wyroby gotowe odpowiadają warunkom dotyczącym ich właściwości użytkowych.
Określa się cechy zewnętrzne wyrobów gotowych oraz przeprowadza badania laboratoryjne
przewidziane w normach (PN-EN). Jeżeli laboratorium nie może wykonać wszystkich badań,
zleca je wyspecjalizowanym jednostkom badawczym.
W celu wyeliminowania braków oraz utrzymywania wysokiej jakości wyrobów poddaje
się je kontroli i sortowaniu po każdej operacji technologicznej. Wady są różnorodne
i większość z nich nadal jest oceniana przez pracowników wzrokowo, na podstawie tabel
sortowniczych. Normy określają dopuszczalną liczbę wad na jednym wyrobie, a wystąpienie
chociażby jednej wady niedopuszczalnej powoduje dyskwalifikację wyrobu i skierowanie go
na złom. Do sortowania płytek ceramicznych używa się automatów, które rozdzielają je
według grubości i przedziałów wymiarowych oraz odrzucają płytki o krzywiznach większych
niż przewiduje norma.
W zakładach ceramiki stołowej obecność pęknięć po wypaleniu biskwitowym stwierdza
się na podstawie dźwięku, wydawanego po lekkim uderzeniu wyrobu metalowym
przedmiotem. Wyroby pęknięte wydają dźwięk głuchy, przytłumiony. W trakcie uderzenia
badany przedmiot należy trzymać za jeden z końców, aby nie obejmować go zbyt szczelnie,
gdyż powoduje to głuszenie dźwięku. W taki sposób ocenia się również wyroby po wypaleniu
końcowym ustawione na płycie szklanej lub marmurowej. Powinny one wydawać dźwięk
czysty, określany jako metaliczny. Bardzo drobne pęknięcia po pierwszym wypaleniu można
sprawdzić przez malowanie wyrobów barwnikiem organicznym. Po wypaleniu „na ostro”

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
wyroby nie powinny mieć łysin, czyli miejsc niepokrytych szkliwem oraz ciemnych wytopów
na czerepie lub szkliwie zwanych muszkami. Określa się również liczbę i wielkość: szczerb
i pęknięć wyrobu, nakłuć, czyli maleńkich kraterków w szkliwie, pianki, czyli drobniutkich
pęcherzyków szkliwa oraz bąbli. Sortowacz bada krzywizny i odchylenia wymiarowe oraz
czy wyrób nie posiada szwów, wgłębień i wypukłości. Część wyrobów najlepszych
gatunkowo kierowana jest do dekorowania, a pozostałe do sprzedaży. Ze względów
ekonomicznych wyrobów trzeciego gatunku nie dekoruje się. Gotowe wyroby zdobione, czyli
po kolejnym wypaleniu sortuje się i kompletuje w serwisy.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest wypalanie „na biskwit” i „na ostro”?
2.
Jakie właściwości użytkowe posiadają wypalane wyroby ceramiczne?
3.
Na podstawie, czego przeprowadza się badania gotowych wyrobów?
4.
Jakie wady mogą posiadać wyroby po wypaleniu?
5.
Co można sprawdzić uderzając metalowym przedmiotem w wypalony wyrób?
6.
Jaki cel ma sortowanie wyrobów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Oceń jakość wyrobów wypalonych „na biskwit” i „na ostro” na podstawie wydawanego
przez nie dźwięku. Sprawdź również, czy wyroby po wypaleniu biskwitowym posiadają
bardzo drobne pęknięcia włoskowate.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję do wykonania ćwiczenia,
2)
podzielić wyroby na biskwitowe i gotowe,
3)
sprawdzić dźwięk wydawany przez wyroby uderzane młotkiem lub prętem stalowym,
4)
sprawdzić dodatkowo wyroby biskwitowe barwnikiem organicznym,
5)
oddzielić wyroby z pęknięciami od wyrobów bez tej wady,
6)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z instrukcją do wykonania ćwiczenia,
–
wyroby wypalone „na biskwit” i „na ostro”,
–
lekkie młotki i pręty stalowe,
–
pędzelki,
–
barwnik organiczny (anilinowy).
Ćwiczenie 2
Przeprowadź nie uzbrojonym okiem oględziny zewnętrzne wyrobów ceramiki stołowej,
określając następujące wady powierzchni: chropowatość, kraterki, muszki, nakłucia, szwy,
pęknięcia, pęcherze, szczerby, zadymienia i przylepy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję do wykonania ćwiczenia i normy,
2)
przeprowadzić oględziny wyrobów i zapisać ich wynik,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z instrukcją do wykonania ćwiczenia,
–
normy PN-EN,
–
wyroby ceramiki stołowej.
Ćwiczenie 3
Sprawdź prawidłowość wymiarów pięciu cegieł zwykłych bez otworów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować rysunek cegły i normy,
2)
przeprowadzić pomiary,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
przymiary z podziałką milimetrową,
–
normy PN-EN,
–
sprawdzane wyroby ceramiki budowlanej.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić cel wypalania wyrobów ceramicznych?
2)
scharakteryzować wypalanie biskwitowe?
3)
scharakteryzować wypalanie „na ostro”?
4)
określić, jakie wyroby należy wypalać co najmniej trzykrotnie?
5)
scharakteryzować krzywą wypalania?
6)
scharakteryzować etapy wypalania?
7)
określić właściwości wyrobów wypalanych?
8)
ocenić jakość wyrobów po wypaleniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3.
Klasyfikacja pieców ceramicznych
4.3.1. Materiał nauczania
Kryteria podziału pieców ceramicznych
Podstawowym kryterium podziału pieców ceramicznych jest ciągłość pracy. Do grupy
pieców pracujących okresowo zaliczamy piece komorowe ze stałym i wysuwnym trzonem
oraz kołpakowe zwane dzwonowymi. Piece o pracy ciągłej dzielimy na dwie grupy. Pierwszą
stanowią piece o stojącym wsadzie i ruchomej strefie ogniowej (kręgowe i wielokomorowe),
a drugą piece z ruchomym wsadem i stałą strefą ogniową (tunelowe).
Różnorodność rodzajów ceramiki oraz duża rozpiętość wymiarów wyrobów
spowodowała konieczność projektowania pieców o zróżnicowanej konstrukcji i wielkości,
w obrębie poszczególnych typów.
Zarówno piece o działaniu okresowym, jak i ciągłym mogą być opalane paliwami
lub ogrzewane energią elektryczną z wykorzystaniem metalowych lub niemetalowych
elementów grzejnych. Metalowe to kanthal, chromonikielina, molibden, wolfram, platyna,
iryd i rod. Niemetalowe elementy grzejne wykonane są z węglika krzemu, dwukrzemku
molibdenu, chromianu litu, tlenku cyrkonu, węgla i grafitu.
Ze względu na kierunek ruchu powietrza i spalin piece dzielą się na urządzenia
z przepływem poziomym i pionowym. Wśród tych ostatnich rozróżnia się piece o płomieniu
wstępującym, zstępującym i zwrotnym.
Drobnoziarniste tlenkowe i nietlenkowe wyroby ceramiki specjalnej są wytwarzane
metodą spiekania pod ciśnieniem jednoosiowym i izostatycznym. Proces ten prowadzony jest
w kosztownych urządzeniach i stosowany tylko do produkcji wyrobów małogabarytowych.
Elementy konstrukcyjne pieców
Podstawowymi elementami konstrukcyjnymi pieców ceramicznych są: fundamenty,
ściany, sklepienie, trzon, paleniska, palniki, elementy grzejne, kanały kominowe, kominy,
zasuwy, ssawy, wentylatory oraz osprzęt (przewody rurowe, urządzenia kontrolno-
-pomiarowe). Elementy te różnią się od siebie w zależności od rozwiązania konstrukcyjnego
pieca, a w niektórych typach nie występują.
Fundament jest elementem, na którym opiera się konstrukcja pieca. Każdy piec musi
mieć własny fundament niezwiązany z fundamentem hali, a jego wielkość zależy od ciężaru
pieca i ewentualnych jego ruchów. Aby zmniejszyć obciążenia jednostkowe na grunt
wykonuje się fundamenty rozszerzające się ku dołowi pod pewnym kątem. Fundamenty
można budować z cegły czerwonej, klinkieru, betonu zwykłego i ogniotrwałego, gruzobetonu,
żelbetu, kamienia łamanego. Dla uniknięcia strat ciepła przewodzonego przez fundamenty,
oddziela się go od górnych części pieca warstwą izolacji termicznej.
Ściany pieca posiadają najczęściej budowę trójwarstwową. Warstwa zewnętrzna
wykonana jest z cegły czerwonej lub pancerza z blachy falistej, środkowa z ogniotrwałych
wyrobów izolacyjnych, a wewnętrzna z wyrobów ogniotrwałych dostosowanych
do temperatury pracy pieca i rodzaju wypalanych materiałów. Grubość ścian zależy od
maksymalnej temperatury wypalania oraz obciążeń statycznych (mury wyższe muszą mieć
większą grubość). Przy wykonywaniu ścian przewiązuje się mury i prostki w murach oraz
pozostawia szczeliny dylatacyjne.
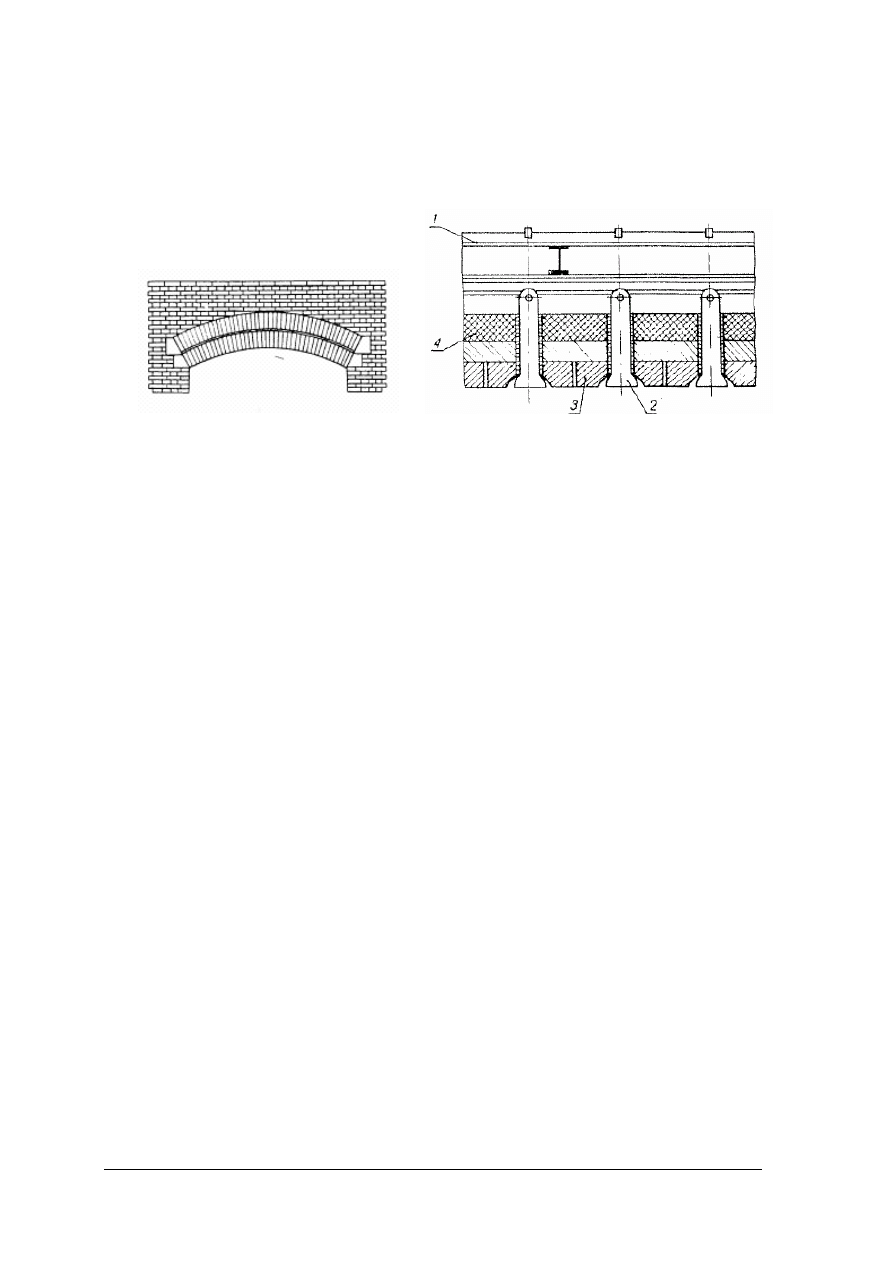
Sklepienia pieców mogą być łukowe zwykłe i z łukiem odciążającym, płaskie oraz
podwieszone. Oprócz wymienionych podstawowych typów wykonywane są również
specjalne rozwiązania tych elementów. W czasie pracy sklepienia łukowe działają siłą
rozporową na ściany boczne i dlatego piece zbroi się kształtownikami stalowymi. Sklepienia
podwieszone stosuje się głównie w piecach tunelowych o dużych szerokościach. Składa się
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
ono z konstrukcji stalowej 1, do której są podwieszone kształtki 2. Przestrzeń między
kształtkami wypełniona jest ogniotrwałymi płytami 3, na których ułożone są kształtki
izolacyjne 4. Przykłady sklepień pieca przedstawiono na rysunku 8.
a)
b)
Rys. 8. Sklepienia pieców ceramicznych: a) z łukiem odciążającym, b) podwieszone [3, s. 143 i 144]
Trzon to część denna pieca, na której ustawiane są wypalane wyroby. Może być na stałe
zabudowany w piecu lub ruchomy. Większość trzonów jest wykonana z prostek, płyt
lub bloków ogniotrwałych, a zabudowane na wózkach również z betonów ogniotrwałych.
Ponieważ wloty i wyloty kanałów ogniowych lub dymowych umieszczone w trzonie, ulegają
szybko korozji wykonuje się je z łatwych do wymiany kształtek ogniotrwałych.
W piecach tunelowych transport wsadu może odbywać się na wózkach, płytach, trzonach
ślizgowych, rolkach, koszach, trzonach pokrocznych lub na poduszce powietrznej.
Przepychanie wózków przez piec odbywa się za pomocą popychacza mechanicznego
lub hydraulicznego. W małych piecach wsad transportowany jest na płytach, przepychanych
popychaczem hydraulicznym zamontowanym przed piecem. W strefie do 700°C przesuwają
się one na trzonie rolkowym, a w wyższych temperaturach na podsypce piaskowej. Trzony
rolkowe w piecach do wypalania płytek wykonane są ze stali żaroodpornej (do 500°C)
oraz kordierytu lub korundu. Wypalane nieszkliwione płytki ustawia się w stosy na
żebrowych płytach ceramicznych przesuwanych na rolkach. Płytki szkliwione umieszcza się
w kasetach, a wsad o większych gabarytach jednowarstwowo bezpośrednio na płytach trzonu.
W piecach do szybkościowego wypalania płytek szkliwionych stosuje się trzony kroczące,
składające się z ruchomych i stałych belek ceramicznych. Ruchome belki okresowo podnoszą
się i przesuwają w kierunku ruchu wsadu o określony odcinek, a następnie opuszczają się
i powracają do położenia wyjściowego. Wsad porusza się z nimi podczas ruchu do przodu,
a pozostaje na nieruchomych belkach w trakcie ruchu powrotnego.
Ustawianie wsadu w piecach ceramicznych
W trakcie wypalania spaliny lub oporowe elementy grzejne promieniują na wsad
i wymurówkę pieca. Promieniowanie cieplne spalin i nagrzanej wymurówki dociera tylko do
tych powierzchni wsadu, które są odkryte dla promieniowania. Do wnętrza półfabrykatu i do
pozostałych powierzchni ciepło dopływa w wyniku przewodzenia. Przy ustawianiu stosów
półfabrykatów bezpośrednio poprzez promieniowanie ogrzewane są tylko ich zewnętrzne
powierzchnie, „widziane” przez źródła promieniowania. Nagrzane wyroby warstw
zewnętrznych, stają się źródłami promieniowania dla sąsiednich warstw wewnętrznych.
Promieniowanie spalin przepływających między stosami odgrywa niewielką rolę
w przenoszeniu ciepła, natomiast ważne jest wnikanie ciepła od spalin do wsadu.
W każdym piecu podczas wypalania i studzenia występuje równocześnie wymiana ciepła
przez promieniowanie i konwekcję. Znajomość właściwości obu dróg dostawy ciepła
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
decyduje o wyborze koncepcji ogrzewania pieca i sposobie ustawiania wsadu. W piecach do
wypalania cienkościennych półfabrykatów ustawionych jednowarstwowo korzystna jest
przewaga radiacyjnej dostawy ciepła. Gdy wypalane są półfabrykaty masywne lub ustawione
wielowarstwowo lepsze wyniki daje konwekcyjna wymiana ciepła.
Załadowując wsad do pieca należy przestrzegać następujących ogólnych zasad:
–
przestrzeń robocza pieca oraz ciepło do niej doprowadzone powinny być wykorzystane
najefektywniej,
–
półfabrykaty nieszkliwione można ustawiać w stabilne stosy, tak aby dolne warstwy nie
uległy zniszczeniu pod naciskiem warstw górnych,
–
wyroby porcelany stołowej wypalane na biskwit w piecach komorowych, ustawia się
w osłonach w kształcie walców z jednym dnem zwanych kokrami,
–
wyroby poszkliwione należy wypalać pojedynczo, w ogniotrwałych osłonach lub na
płytach rozdzielonych podpórkami tworzącymi rusztowanie,
–
duże i ciężkie kształtki oraz wyroby cienkościenne mogą być ustawiane na podkładkach
wykonanych z tego samego materiału, zwanych bomzami, zabezpieczających podstawę
wyrobu przed deformacją,
–
filiżanki o fasonie mało podatnym na deformację można wypalać parami, po połączeniu
ich klejem przygotowanym z tlenku glinu, kaolinu i dekstryny,
–
dla zachowania kształtu wyrobów można stosować podpórki ogniotrwałe lub wypalać je
w zasypce z odpowiednio dobranych drobnoziarnistych tlenków,
–
wyroby znacznie kurczące się podczas wypalania mogą być ustawiane pod samą
powierzchnię sklepienia.
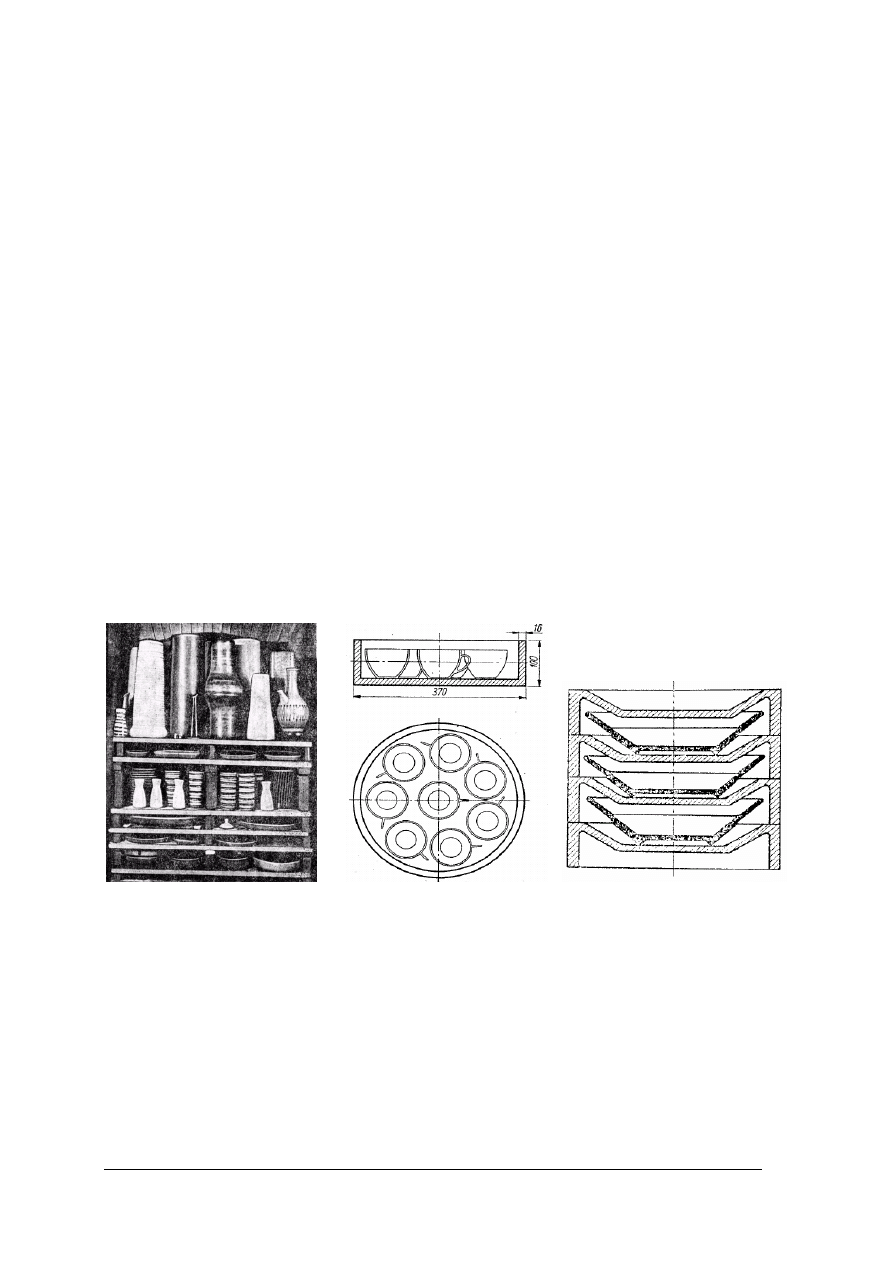
Przykłady ustawienia wsadu w piecach przedstawiono na rysunkach 9 i 10.
a)
b)
c)
Rys. 9. Sposoby ustawiania wyrobów w piecach ceramicznych: a) galanterii ceramicznej b) kubków podczas
wypalania „na biskwit” i „na ostro”(do wypalania biskwitowego ładuje się jeden kubek więcej)
c) talerzy w osłonach [1, s. 234 i 237 i 2, s. 365]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 10. Racjonalne ustawienie stosów wyrobów na trzonie pieca tunelowego [5, s. 321]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są podstawowe elementy konstrukcyjne pieców ceramicznych?
2.
Jakie są odmiany poszczególnych elementów pieców ceramicznych?
3.
Co zaliczamy do osprzętu pieców ceramicznych?
4.
Jak dzielimy piece ceramiczne?
5.
Jakie elementy ogniotrwałe ułatwiają ustawianie i wypalenie wsadu?
6.
W jaki sposób należy ustawiać półfabrykaty w piecach ceramicznych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Na schemacie przedstawiającym przekrój poprzeczny pieca ceramicznego, oznacz jego
podstawowe elementy konstrukcyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować schemat pieca,
2)
odszukać na rysunku podstawowe elementy pieca i podpisać je,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z nieopisanymi schematami pieców ceramicznych.
Ćwiczenie 2
Załaduj wsad do pieca komorowego, wykorzystując dostępne elementy ogniotrwałe
ułatwiające ustawianie półfabrykatów. Po przeprowadzeniu cyklu wypalania zgodnie
z założoną krzywą wypalania, wyładuj wypalone wyroby.
Wszystkie czynności wykonuj zgodnie z instrukcją stanowiskową oraz zasadami
bezpieczeństwa i higieny pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
sprawdzić czy komora pieca jest wyczyszczona,
2)
sprawdzić, jakie półfabrykaty należy załadować do pieca,
3)
sprawdzić, jakimi elementami pomocniczymi dysponujesz,
4)
opracować najkorzystniejszy sposób ustawienia wsadu,
5)
ustawić wsad w piecu,
6)
włączyć piec i wypalić wyroby zgodnie z założoną krzywą wypalania,
7)
wyłączyć piec po zakończonym cyklu wypalania,
8)
wyładować wypalone wyroby.
Wyposażenie stanowiska pracy:
–
instrukcja stanowiskowa,
–
półfabrykaty przygotowane do wypalenia,
–
elementy pomocnicze do ustawiania wsadu w piecu,
–
piec ceramiczny komorowy.
Ćwiczenie 3
Dobierz piec ceramiczny do wypalania wyrobów oraz typu zakładu ceramicznego
podanych w tabeli.
Rodzaj wyrobów
Typ zakładu ceramicznego
Rodzaj dobranego pieca
ceramika artystyczna
mały zakład rzemieślniczy
ceramika stołowa (wypalanie
„na biskwit” i „na ostro”)
zakład ceramiczny o dużej
zdolności produkcyjnej
ceramika stołowa (utrwalanie
dekoracji naszkliwnej)
zakład ceramiczny o dużej
zdolności produkcyjnej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować zawartość tabeli,
2)
ustalić rodzaj pieca zapewniający racjonalne wypalenie wyrobów,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
katalogi pieców ceramicznych,
–
literatura wskazana przez nauczyciela.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić kryteria podziału pieców ceramicznych?
2)
sklasyfikować piece ceramiczne?
3)
wymienić elementy konstrukcyjne pieców ceramicznych?
4)
scharakteryzować podstawowe elementy konstrukcyjne?
5)
wyjaśnić radiacyjny i konwekcyjny sposób wymiany ciepła w piecu?
6)
podać zasady ustawiania wsadu w piecu ceramicznym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.4.
Wypalanie wyrobów w piecach o różnej konstrukcji
4.4.1. Materiał nauczania
Wypalanie w piecach o pracy okresowej
Cykl pracy pieców o działaniu okresowym składa się z następujących etapów:
–
załadowanie wsadu do komory pieca,
–
zamurowanie bramki lub zamknięcie pieca,
–
wypalanie i studzenie zgodnie z krzywą wypalania,
–
wybicie bramki lub otworzenie pieca,
–
wyładowanie wypalonego wsadu,
–
wyczyszczenie komory i przygotowanie do następnego cyklu.
Przebieg poszczególnych etapów zależy od tego, w którym typie pieca okresowego
prowadzone jest wypalanie.
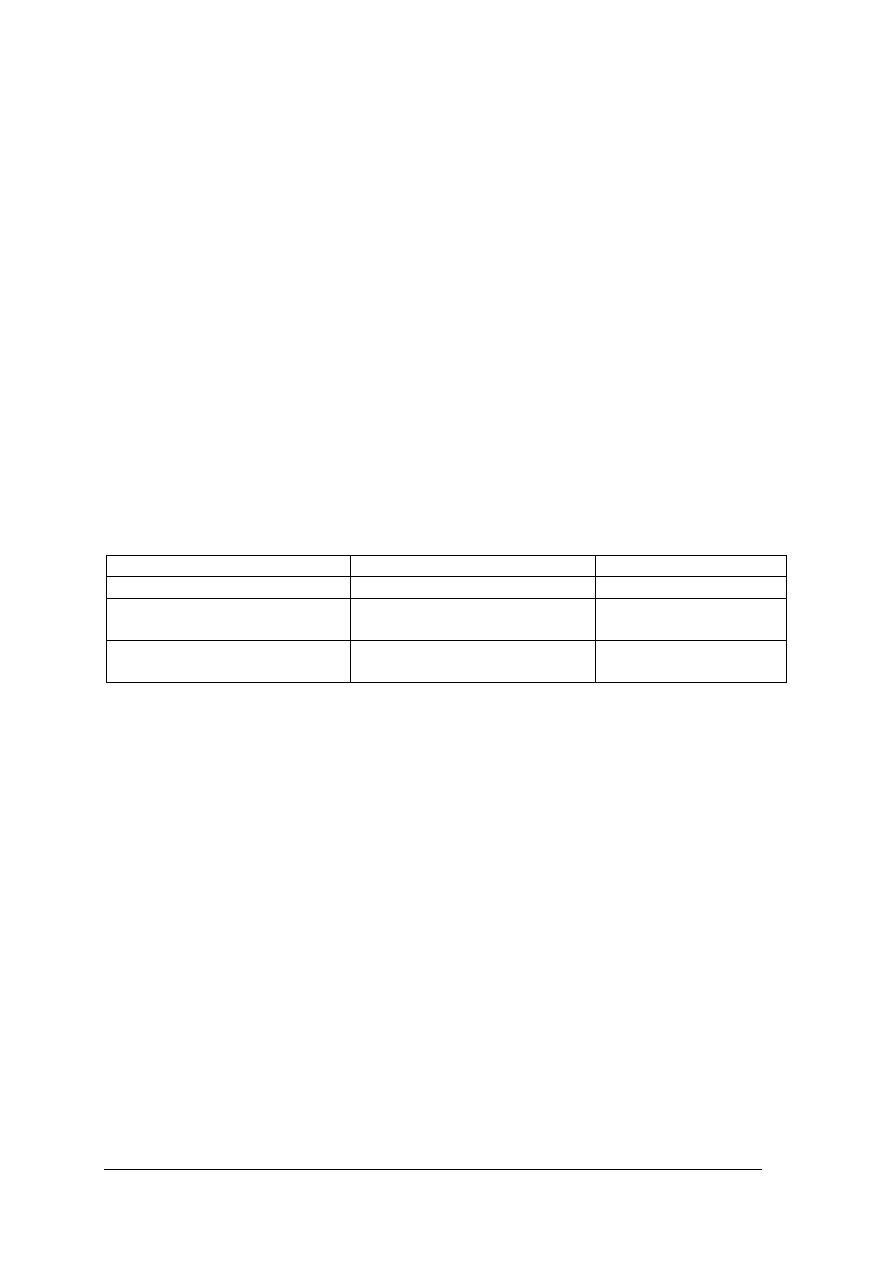
Przykładem pieca ze stałym trzonem jest prostokątny piec komorowy, o płomieniu
zwrotnym przedstawiony na rysunku 11.
Rys. 11. Piec komorowy ze stałym trzonem o płomieniu zwrotnym (opis elementów w tekście) [3, s. 180]
Palniki 1 wbudowane są w boczne ściany pieca, tuż nad trzonem. Dzięki odpowiednio
ukształtowanym komorom spalania oraz ścianom przewałowym 3, spaliny kierowane są pod
sklepienie. Część spalin dopływa otworami 4 bezpośrednio do komory, co powoduje
zmniejszenie różnicy temperatur na jej wysokości. Spod sklepienia spaliny są ściągane w dół
i otworami 2 w trzonie pieca odprowadzane do kanału spalinowego 5, skąd wentylatorem
odciągowym kierowane są do komina. Mogą być także przed odprowadzeniem do otoczenia
wykorzystane w rekuperatorze do podgrzania powietrza spalania, które dostaje się do
kolektorów 6, a stąd pionowymi rurami 7 poprzez zawory regulacyjne do poszczególnych
palników. Po zakończeniu wypalania i wyłączeniu palników, w czasie studzenia komory
zimne powietrze jest zasysane wziernikami 14 oraz przez klapę usytuowaną za piecem na
kanale dymowym. Powietrze dopływa do komory otworami w trzonie, studzi wsad i gorące
jest odciągane otworami 9 w sklepieniu pieca. Otwory te zakończone są króćcami
prowadzącymi do kolektora zbiorczego 10, a stąd rurociągiem 11 i wentylatorem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
12 do suszarń. W przypadku zblokowania kilku pieców umieszczonych na hali, przez
odpowiednie ustawianie zasuw gorące powietrze może być kierowane do zimnej komory
innego pieca w celu jej podgrzania. Zasuwy 13 umożliwiają domieszanie zimnego powietrza
z otoczenia, w przypadku, gdy ma ono za wysoką temperaturę dla suszarni.
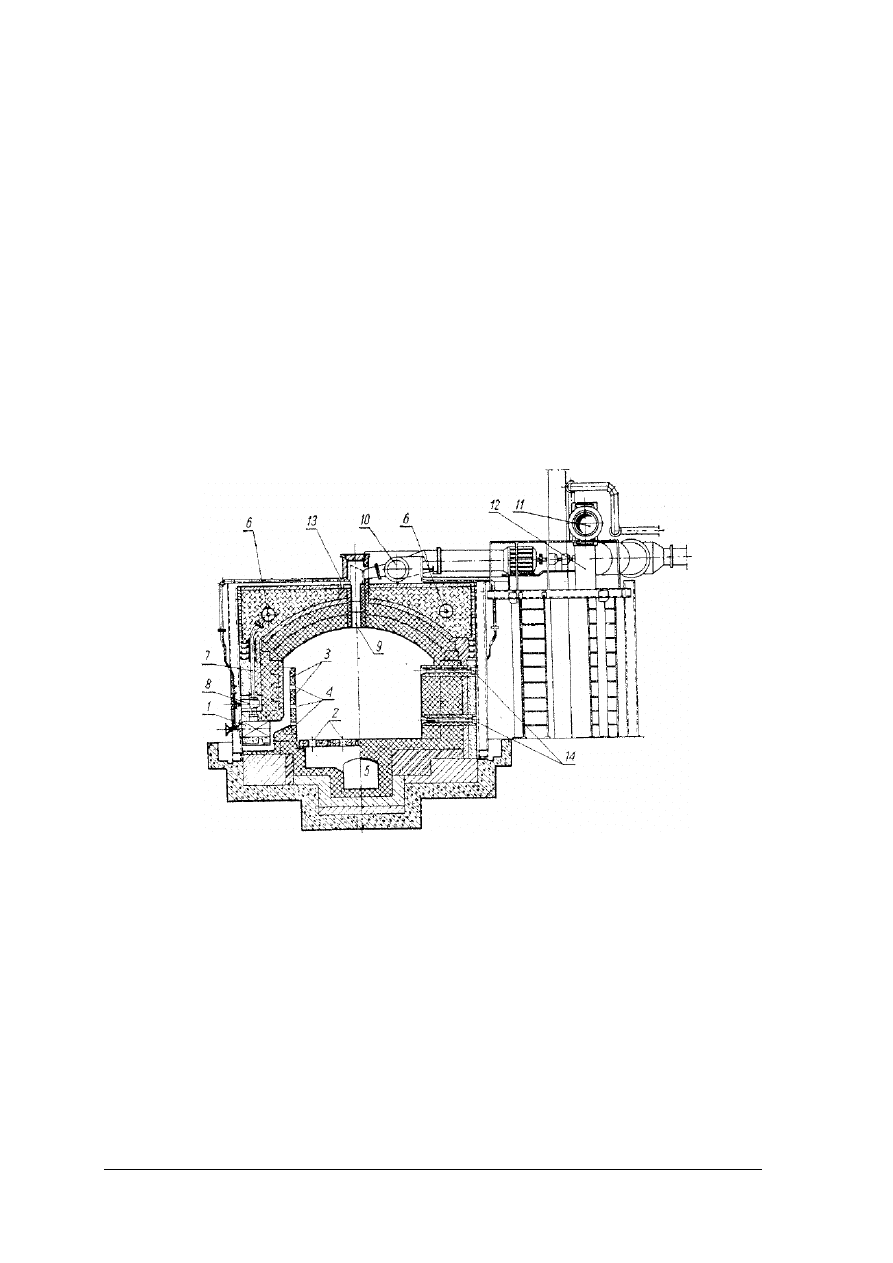
Znacznie wygodniejsze w eksploatacji są piece komorowe z wysuwnym trzonem,
wykorzystywane do wypalania wyrobów o dużych rozmiarach i wymagających specjalnej
obróbki cieplnej oraz w produkcji krótkich serii. Schemat pieca tego typu przedstawiono na
rysunku 12. Dzięki zastosowaniu wysuwnego trzonu możliwe jest przyspieszenie
załadowywania i wyładowywania wsadu, które odbywa się poza komorą. Ponadto nie jest
konieczne studzenie komory do temperatury umożliwiającej obsłudze wejście do pieca
i rozładowanie go. Trzon zabudowany jest na jednym, dwóch lub czterech wózkach, których
boczne ściany posiadają zamknięcia labiryntowe oraz fartuchy stalowe zanurzone w rynnie
z piaskiem. Uszczelnienia te mają zapobiegać przepływowi spalin pod wózki do układu
jezdnego. Górną część trzonu stanowi ruszt z płyt ogniotrwałych, pod który doprowadza się
część spalin (z dolnego rzędu palników). Pozwala to na ogrzanie trzonów wózków i dolnych
partii wsadu. Przepływ spalin i powietrza studzącego jest podobny jak w omówionym
poprzednio piecu prostokątnym o płomieniu zwrotnym.
Rys. 12. Piec komorowy z wysuwnym trzonem: 1 – wózki, 2 – ściana czołowa, 3 – palniki, 4 – ruszt, 5 – ściana
przewałowa, 6 – otwory nad dolnymi palnikami, 7 – zasuwa w otworach, 8 – otwory w ścianie
przewałowej, 9 – otwory odciągowe, 10 – pionowe kanały spalinowe, 11 – poziome kanały spalinowe
[3, s.183]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
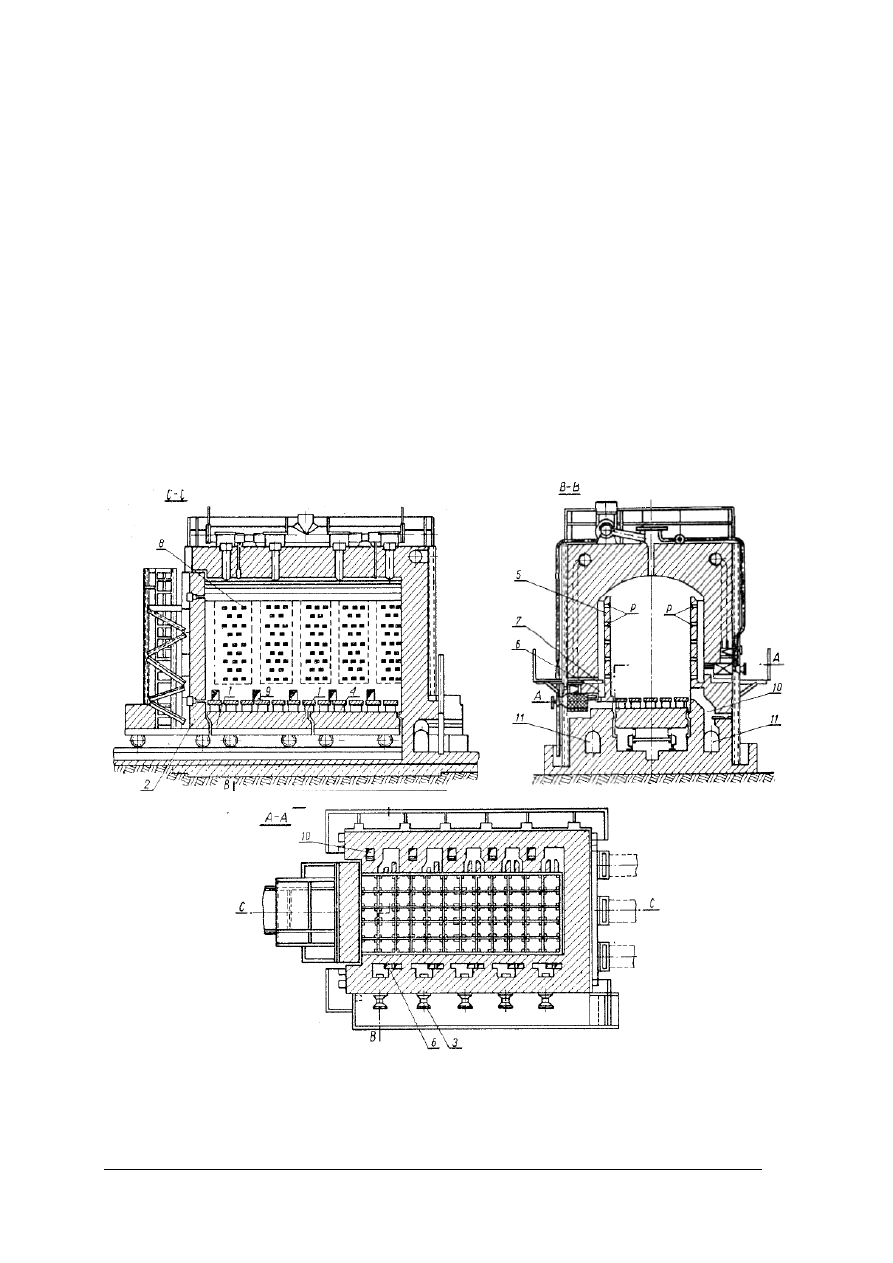
W zakładach ceramiki specjalnej, materiałów ogniotrwałych oraz ściernych
eksploatowane są piece kołpakowe zwane dzwonowymi. Rozróżnia się dwa rozwiązania
konstrukcyjne tych pieców. W pierwszym stały trzon z ustawionym wsadem, przykrywa się
na czas wypalania ścianami i sklepieniem tworzącymi jedną całość. Po wypaleniu kołpak jest
podnoszony, aby umożliwić zdejmowanie wyrobów i ustawienie nowych półfabrykatów.
Unoszenie i opuszczanie kołpaka jest realizowane za pomocą dźwignic mechanicznych,
podnośników hydraulicznych lub pneumatycznych. W drugim rozwiązaniu ściany i sklepienie
są stałe, a ruchomy trzon zabudowany na wózku jest wprowadzany do kołpaka od dołu,
podnośnikiem pneumatycznym lub hydraulicznym. Pozwala to na wykorzystanie ciepła
zakumulowanego w obmurzu przez przeniesienie dzwonu z trzonu z wypalonymi wyrobami
na trzon z półfabrykatami ustawionymi na drugim trzonie. Schematy pieców kołpakowych
przedstawiono na rysunku 13.
Rys. 13. Piece kołpakowe: a) z unoszonym kołpakiem b) z unoszonym trzonem: 1 – kołpak, 2 – trzon, 3 – podnośnik
hydrauliczny lub pneumatyczny [3, s. 187]
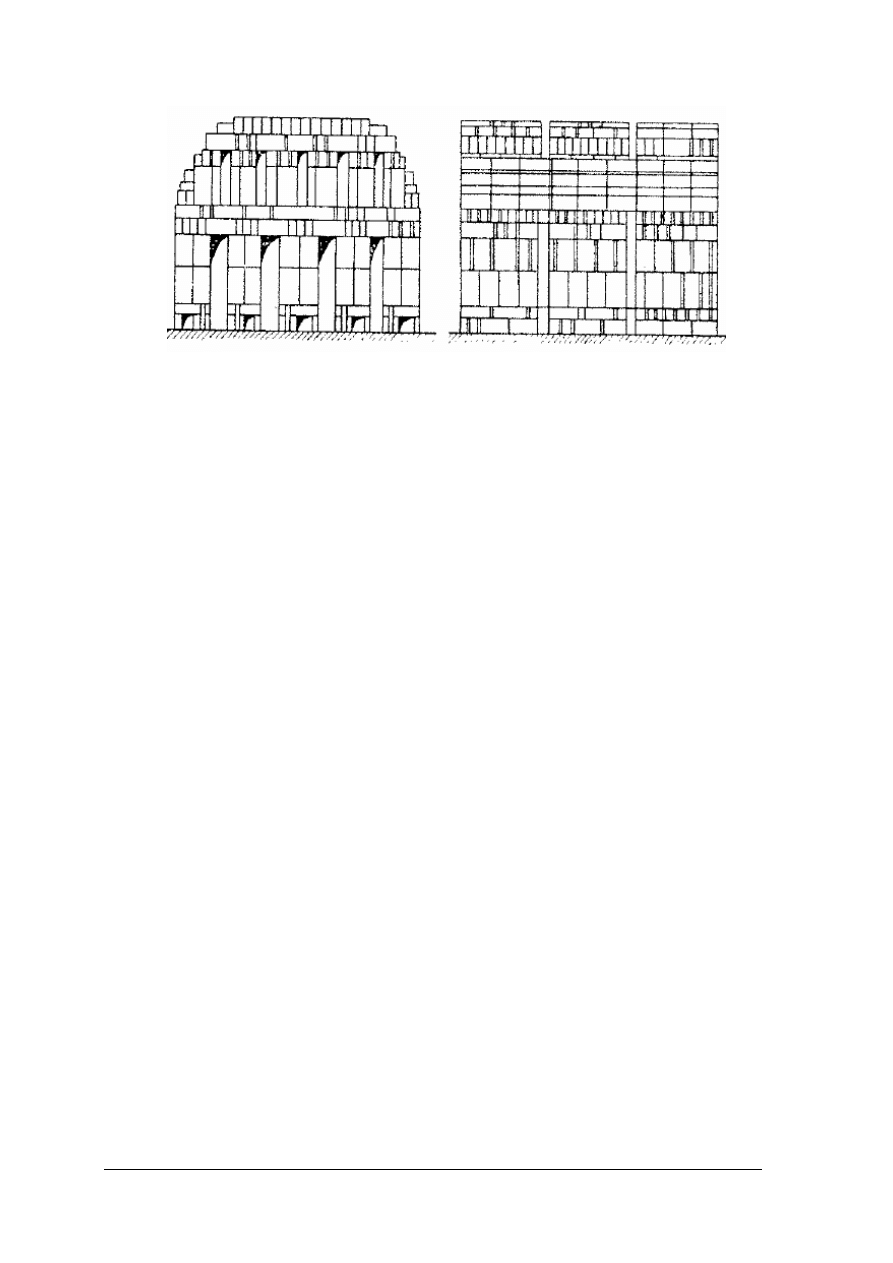
Wypalanie w piecach o pracy ciągłej
Piece wielokomorowe i kręgowe należą do grupy pieców o działaniu ciągłym, w których
strefa ogniowa jest w ruchu, a wsad pozostaje w miejscu i przechodzi wszystkie stadia
wypalania. Piec wielokomorowy zbudowany jest z komór ujętych w jednym obmurzu,
z których każdą można rozpatrywać jako osobny piec okresowy. W podobny sposób pracuje
piec kręgowy, którego przestrzeń roboczą stanowi ciągły kanał podzielony na komory
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
umowne. Pieców tych nie buduje się w nowych zakładach, a piece wielokomorowe
są stosowane bardzo rzadko. Dlatego w tym rozdziale zostaną omówione tylko piece
tunelowe, stosowane powszechnie w zakładach branży ceramicznej.
Istota pracy pieców tunelowych polega na tym, że wsad ustawiony na ruchomych
trzonach wypełniających całą długość tunelu przesuwa się, ulegając kolejno podgrzewaniu,
wypalaniu i studzeniu. Niektóre piece przed strefą podgrzewania posiadają przedsionek,
w którym półfabrykaty są dosuszane i wstępnie podgrzewane, co zapobiega kondensacji pary
wodnej z silnie ochładzających się spalin przy zetknięciu z zimnym wsadem. Przedsionek jest
oddzielony od strefy podgrzewania i od otoczenia żaluzjami, a wsad ogrzewa się spalinami
pośrednio przez przeponę metalową. Zamiast żaluzji można stosować kurtynę powietrzną
oddzielającą wnętrze pieca od otoczenia.
Najczęściej wsad pieca tunelowego jest ustawiany na wózkach, poruszających się po
szynach w sposób ciągły lub okresowy. Warstwa materiałów ogniotrwałych jest ułożona na
ramie stalowej, zaopatrzonej w układ jezdny. Wózki te posiadają boczne uszczelnienia
labiryntowe i rynnowe jak wysuwny trzon pieców komorowych. Dodatkowo przestrzeń
roboczą pieca uszczelnienia się stosując zamknięcia labiryntowe i nożowe pomiędzy
wózkami. Do transportu wózków poza piecem wykorzystuje się przeciągarki, a ich
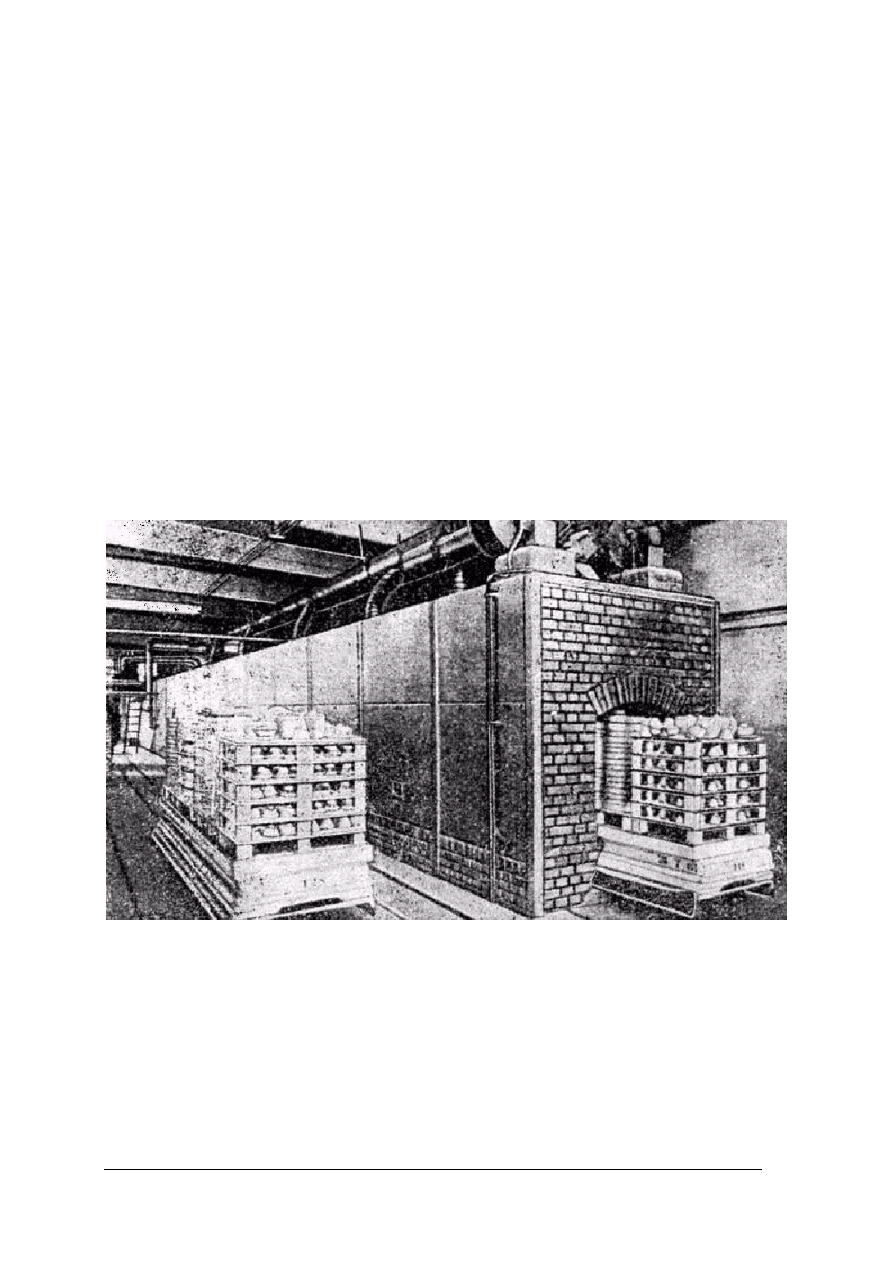
przetaczanie z toru na tor odbywa się za pomocą przesuwnicy. Widok wózków z ustawionym
wsadem przedstawia rysunek 14.
Rys. 14. Widok fragmentu strefy studzenia pieca i sposobu ustawiania wsadu na wózkach [2, s. 283]
Najprostszym typem pieca tunelowego jest taki, w którym spaliny i powietrze studzące
mają bezpośredni kontakt z wsadem. Buduje się również piece, w których spaliny
bezpośrednio nagrzewają wsad, a studzenie odbywa się przeponowo. W piecach pośrednich
zarówno nagrzewanie, jak i studzenie odbywa się przez przeponę.
Podczas pracy pieca bezpośredniego, aby wprowadzić wózek do pieca podnosi się
żaluzję zewnętrzną, przy zamkniętej żaluzji wewnętrznej. Po wprowadzeniu wózka do
przedsionka układ żaluzji zmienia się na przeciwny. Następnie popychacz mechaniczny lub
hydrauliczny przepycha cały zestaw wózków, w sposób ciągły bądź z częstotliwością
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ustaloną w procesie technologicznym. W strefie podgrzewania półfabrykaty stykają się
z przeciwprądowo przepływającymi spalinami, nagrzewając się do coraz wyższej
temperatury. Oziębione spaliny kanałami wyciągowymi są odprowadzane bezpośrednio do
komina lub wymiennika ciepła. Część spalin kierowana jest do przedsionka. Właściwe
wypalanie zachodzi w środkowej części pieca nazywanej strefą ogniową. Ze względu na
wysoką temperaturę, ściany tego odcinka tunelu mają dodatkową warstwę izolacyjną.
W dalszej części tunelu następuje studzenie wypalonego wsadu powietrzem z otoczenia,
wtłaczanym do pieca wentylatorami. Powietrze to odbiera ciepło wsadowi i ogrzane trafia
tunelem do strefy wypalania, gdzie bierze udział w spalaniu paliwa jako powietrze wtórne.
Aby nie obniżyć temperatury w strefie ogniowej, nadmiar powietrza studzącego jest
odciągany do suszarń.
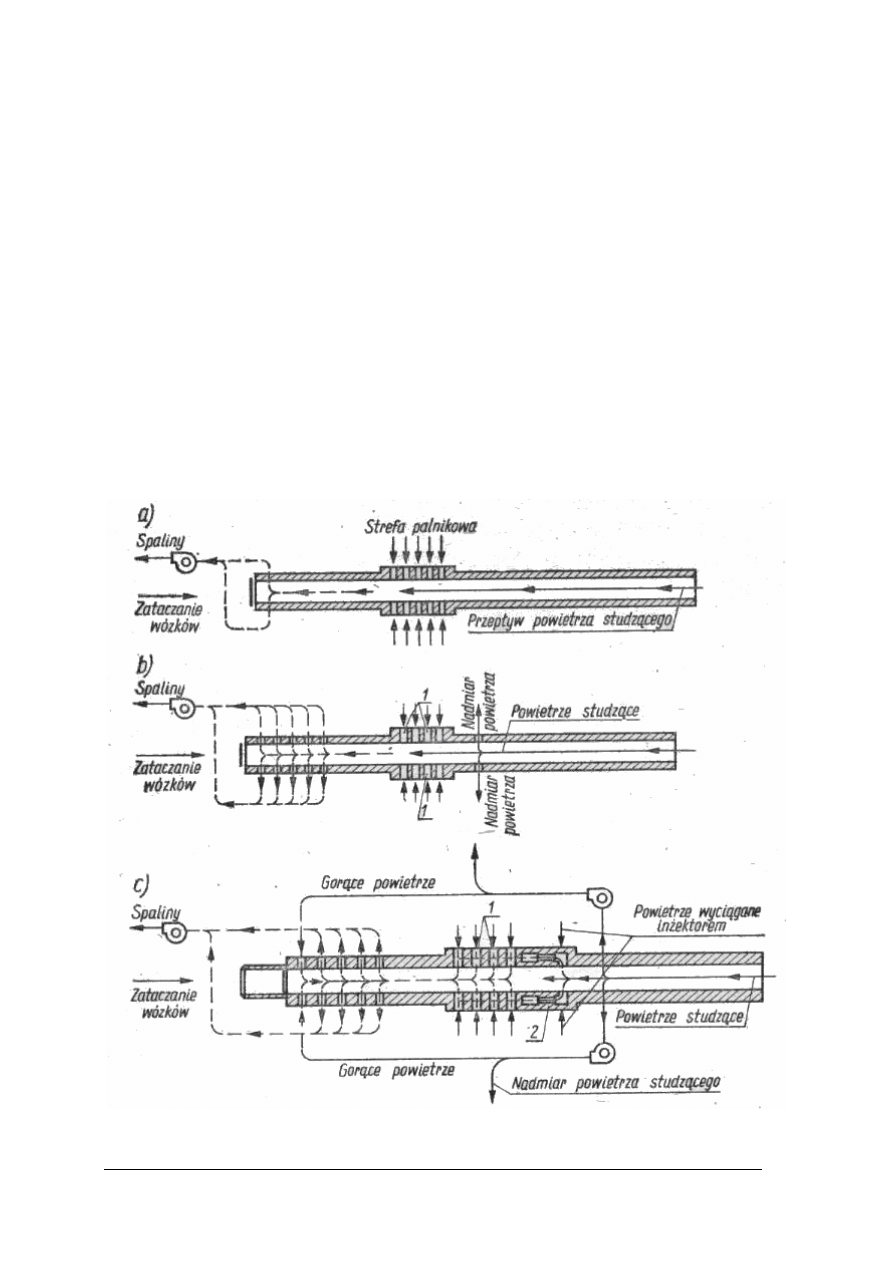
Wadą pieców bezpośrednich są różnice temperatur między górną i dolną częścią wsadu.
W strefie studzenia zimne powietrze płynie dołem tunelu, co powoduje gwałtowne stygnięcie
wsadu w części przytrzonowej i może być przyczyną jego popękania. Górne partie wsadu
stygną zbyt wolno. Aby zmniejszyć różnicę temperatury na wysokości tunelu w strefie
podgrzewania, stosuje się wtłaczanie części powietrza odciągniętego ze strefy studzenia,
wymuszoną cyrkulację spalin w przekroju poprzecznym tunelu lub recyrkulację spalin.
Schematy różnych rozwiązań pieców bezpośrednich przedstawiono na rysunku 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 15. Odmiany konstrukcyjne pieców tunelowych bezpośrednich: a), b) bez możliwości regulowania
temperatury w przekroju poprzecznym tunelu, c) z przetłaczaniem powietrza ze strefy studzenia do
strefy podgrzewania, d) z nadmuchem powietrza w strefie studzenia, e) z recyrkulacją spalin [3, s. 230]
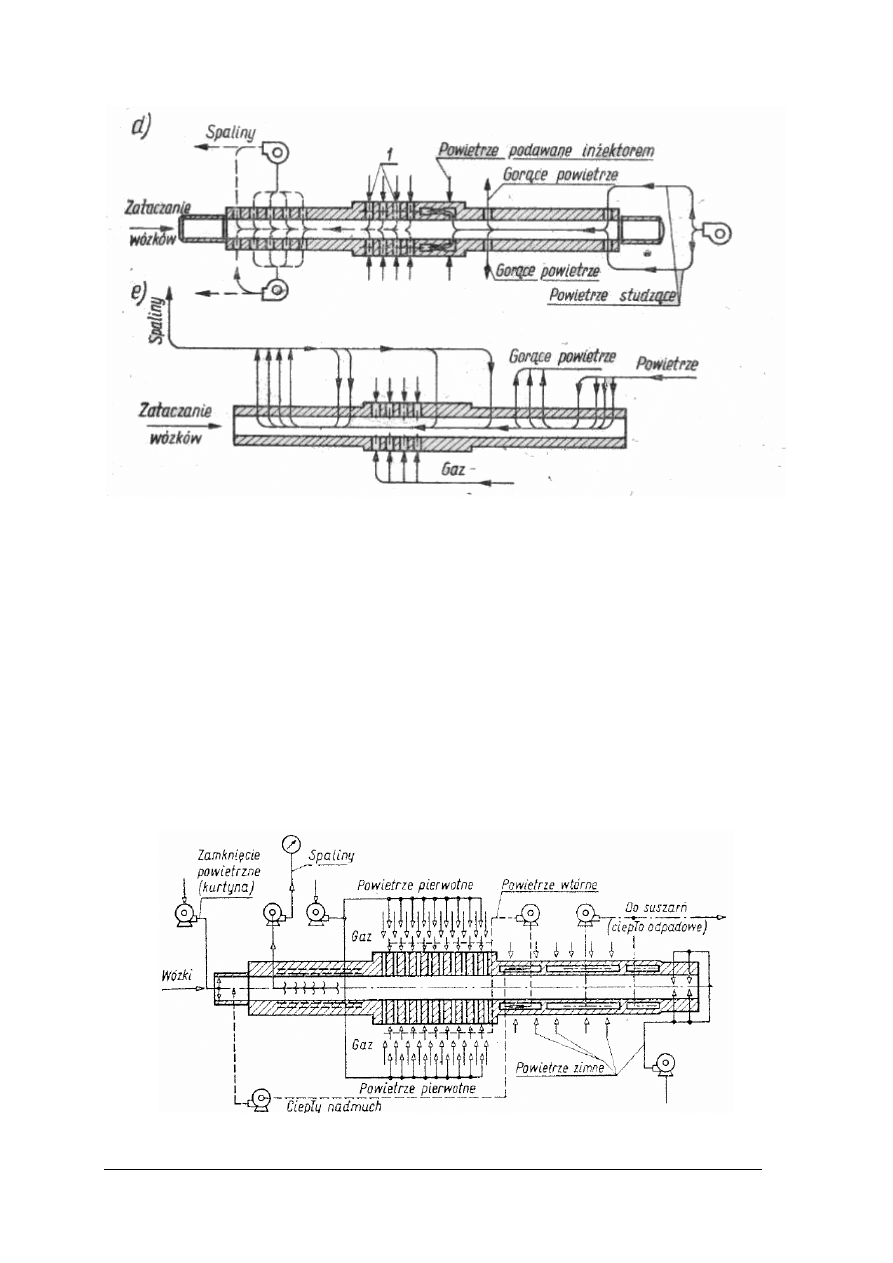
W piecach tunelowych z bezpośrednim podgrzewaniem i przeponowym studzeniem wsadu,
powietrze studzące doprowadzane jest z otoczenia do rekuperatorów w ścianach i sklepieniu.
Najczęściej w strefie studzenia zamontowane są trzy sekcje rekuperatorów, jedna metalowa
i dwie ceramiczne. Rekuperator najdalej oddalony od strefy wypalania, wykonany jest z blachy
falistej żaroodpornej lub ożebrowanych przewodów o różnym przekroju (prostokątnym,
okrągłym). Sekcja najbliższa strefy ogniowej i środkowa są wykonane z kształtek ogniotrwałych
ceramicznych. Zimne powietrze studzące dopływa do każdego z rekuperatorów przez wloty
usytuowane w dolnej części zewnętrznego obmurza. Powietrze ogrzane w sekcji metalowej
i środkowej jest odciągane do suszarń, a ogrzane w sekcji leżącej przy strefie wypalania
wykorzystywane jest do nadmuchu ciepłego w przedsionku oraz jako powietrze wtórne. Schemat
pieca z przeponowym podgrzewaniem przedstawiono na rysunku 16.
Rys. 16. Schemat przepływu gazów w piecu tunelowym o przeponowym studzeniu wsadu [3, s. 239]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
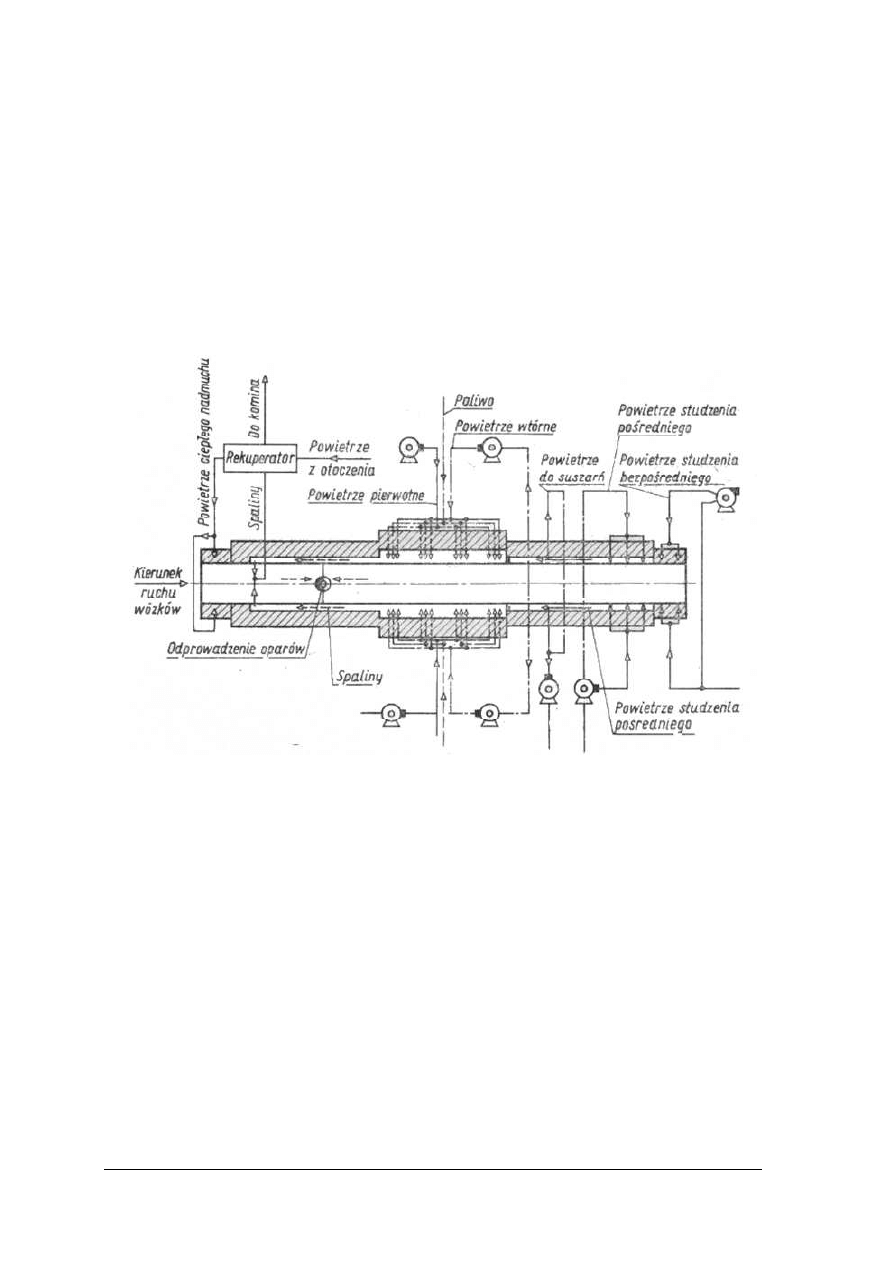
W piecach tunelowych pośrednich (muflowych) podgrzewanie, wypalanie i studzenie
odbywa się głównie przez promieniowanie ciepła od ścianek przepony do wsadu lub
odwrotnie. Zaletą tych pieców jest oddzielenie wsadu od spalin, co pozwala na wypalanie
wyrobów w czystej atmosferze. Spalanie i przepływ spalin odbywa się w przestrzeni
oddzielonej od tunelu przeponą. Na początku strefy podgrzewania ochłodzone spaliny są
odciągane i kierowane do rekuperatora, a następnie do komina. Zimne powietrze studzące jest
wdmuchiwane przy końcu strefy studzenia w przestrzeń między obmurzem a przeponą, studzi
ją i ogrzane zużywane jest do spalania paliwa oraz kierowane do suszarń. Czasami stosuje się
dodatkowy nadmuch powietrza bezpośrednio do tunelu, ułatwiający odprowadzenie lotnych
produktów obróbki termicznej wyrobów. Schemat pieca tunelowego przeponowego
przedstawiono na rysunku 17.
Rys. 17. Piec tunelowy przeponowy (muflowy) [3, s. 244]
Najczystszą atmosferą wypalania oraz łatwością regulacji temperatury i dużą
dokładnością utrzymania żądanej temperatury charakteryzują się piece tunelowe elektryczne.
Mimo, że zużycie ciepła na kilogram wyrobów jest w tych piecach niższe od opalanych
paliwami, wysoki koszt energii elektrycznej może wpłynąć na nieopłacalność ich
eksploatacji. Oporowe elementy grzejne najczęściej otaczają strefę wypalania, zapewniając
wyrównanie temperatury w przekroju poprzecznym tunelu o powierzchni od 0,01 do 0,85 m
2
.
Zasilanie pieca odbywa się najczęściej za pośrednictwem transformatora, co umożliwia
regulowanie pobieranej mocy w zależności od temperatury wypalania. Jeżeli podczas
wypalania konieczne jest stosowanie atmosfery redukcyjnej, przewodami rurowymi wtłacza
się do strefy wypalania gazy zawierające, CO lub wsuwa kostki węglowe. W piecach
elektrycznych stosuje się studzenie przeponowe.
Budowane są również piece elektryczne wielokanałowe (wielopasażowe) złożone
z położonych obok siebie tuneli. Ruch wsadu w sąsiadujących kanałach odbywa się
w przeciwnych kierunkach i stygnące wyroby w jednym kanale oddają ciepło wyrobom
podgrzewanym w kanale obok. Przekazywanie ciepła odbywa się przez cienkie ścianki
działowe lub bezpośrednio.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Szybkościowe wypalania wyrobów
Zastosowanie szybkościowego wypalania wyrobów ceramicznych w znacznym stopniu
zmniejsza koszty ich produkcji. Obecnie metoda ta wykorzystywana jest głównie do
wypalania ceramiki glinokrzemianowej, takiej jak płytki ścienne, naczynia stołowe i wyroby
sanitarne oraz w produkcji niektórych rodzajów najnowszej tlenkowej ceramiki
drobnoziarnistej. Głównym problemem związanym z przyspieszeniem procesu wypalania jest
nierównomierna
skurczliwość
wyrobów,
prowadząca
do
powstawania
pęknięć.
Aby przeprowadzić wypalanie szybkościowe należy zwiększyć tempo zmian temperatury
w trakcie ogrzewania i studzenia wyrobów, w porównaniu z szybkościami realizowanymi
w tradycyjnych piecach. Szybkość zmian temperatury jest jednak ograniczona szybkością
niezbędnych przemian fizykochemicznych w wypalanych półfabrykatach. Tak, więc zarówno
wypalanie płytek ściennych w ciągu kilkudziesięciu minut, jak i wypalanie kształtek
krzemionkowych w ciągu kilkudziesięciu godzin może być uważane za szybkościowe.
Podstawowymi cechami charakterystycznymi pieców do wypalania szybkościowego są
małe przekroje poprzeczne tuneli oraz duże prędkości przesuwania się wsadu przez kanał
roboczy. Transport wyrobów może być realizowany na wózkach, poduszce powietrznej,
płytach, rolkach i taśmach. Najczęściej piece te opalane są paliwami gazowymi
lub ogrzewane energią elektryczną.
Wypalanie dekoracji naszkliwnej
Aby utrwalić naszkliwną dekorację wyrobów, konieczne jest ich wypalenie
w temperaturze około 800°C przy zastosowaniu atmosfery utleniającej. Temperatura
wypalania zależy od rodzaju użytej farby. Jest wiele rozwiązań konstrukcyjnych pieców do
wypalania dekoracji naszkliwnej, a ich wspólną cechą jest przeponowe ogrzewanie wsadu.
Najlepsze są piece ogrzewane elektrycznie, a czas przebywania wyrobów w piecu wynosi od
4 do 8 godzin. Jeżeli zakład dysponuje co najmniej dwoma piecami do utrwalania dekoracji,
wyroby bogato zdobione różnymi farbami wypala się wielokrotnie we właściwej dla tych farb
temperaturze. Podczas wypalania wyroby nie mogą się stykać ze sobą, co zapewniają różnego
typu podstawki i trójkąty ceramiczne. Wsad ustawia się najczęściej w koszach ze stali
żaroodpornej, przepychanych po rolkach lub szynach popychaczem hydraulicznym. Piece
wyposażone są w urządzenia odciągu oparów powstających w trakcie wypalania.
Najczęstsze wady wyrobów zdobionych naszkliwnie, wynikające z niewłaściwego
prowadzenia procesu wypalania przedstawiono w tabeli 3.
Tabela 3. Wady wyrobów zdobionych naszkliwnie i ich przyczyny
Wada wyrobu
Przyczyna powstania wady
Spienienie powierzchni farb
Za szybki wzrost temperatury w piecu
Matowość farb
Zbyt niska temperatura wypalania; zła wentylacja pieca; nowe,
niewysolone ściany pieca; przenikanie szkodliwych gazów w wyniku
uszkodzenia mufli
Zanieczyszczenia powierzchni
farbą
Niestaranny transport do pieca; złe ustawienie w koszach
Ścieralność złota użytego do
zdobienia
Niedopalenie wsadu
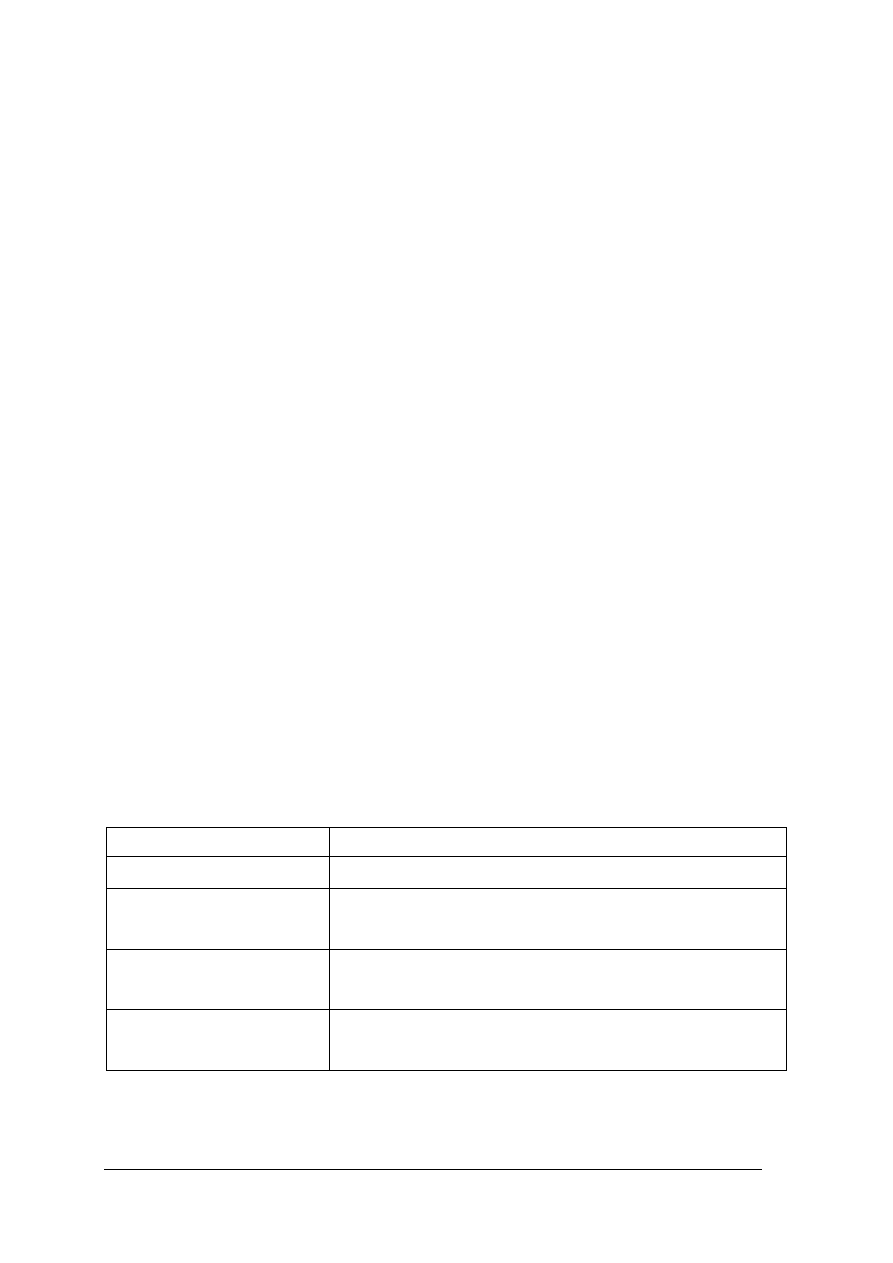
Typowe podpórki i ochraniacze stosowane do wypalania szkliwionych oraz zdobionych
wyrobów przedstawiono na rysunku 18.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 18. Podpórki i ochraniacze stosowane do wypalania wyrobów szkliwionych i zdobionych [1, s. 236]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czym różni się wypalanie szybkościowe od wypalania standardowego?
2.
Co można odczytać z temperaturowej krzywej wypalania?
3.
W czym ustawia się wyroby dekorowane w piecach?
4.
Czy wyroby dekorowane mogą stykać się ze sobą podczas wypalania?
5.
Jakie elementy ceramiczne ułatwiają ustawianie wyrobów dekorowanych w piecu?
6.
Jakie są wady wyrobów dekorowanych wynikające z niewłaściwego wypalania?
7.
Jakie są główne nieprawidłowości wypalania utrwalającego dekorację?
4.4.3. Ćwiczenia
Ćwiczenie 1
Porównaj krzywą wypalania szybkościowego z krzywą wypalania standardowego
realizowaną w piecu tradycyjnym. Z obu krzywych odczytaj początkową temperaturę wsadu,
maksymalną temperaturę wypalania i czas potrzebny do jej osiągnięcia, szybkość wzrostu
temperatury, czas utrzymania wsadu w temperaturze wypalania, czas i szybkość studzenia
wsadu oraz temperaturę, do której studzono wyroby.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
przeanalizować instrukcję do wykonania ćwiczenia,
2)
przeanalizować wykresy obu krzywych wypalania,
3)
odczytać lub obliczyć parametry podane w treści ćwiczenia,
4)
zapisać otrzymane wyniki w sposób umożliwiający ich porównanie,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze z instrukcją do wykonania ćwiczenia oraz krzywymi wypalania,
–
kalkulator,
–
podstawowe przybory rysunkowe.
Ćwiczenie 2
Ustaw w koszu wykonanym ze stali żaroodpornej, wyroby dekorowane przeznaczone
do wypalania końcowego.
Wszystkie czynności wykonuj zgodnie z instrukcją stanowiskową oraz zasadami
bezpieczeństwa i higieny pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować asortyment wyrobów przeznaczonych do wypalania,
2)
wybrać rodzaj podstawek i ochraniaczy,
3)
przygotować kosz,
4)
ustawić wyroby w koszu zgodnie z obowiązującymi zasadami,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
instrukcja stanowiskowa,
–
wyroby ceramiczne dekorowane naszkliwnie,
–
podstawki i ochraniacze ceramiczne,
–
kosze ze stali żaroodpornej.
Ćwiczenie 3
Określ wady wyrobów zdobionych naszkliwnie oraz przyczyny ich powstania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeprowadzić wzrokową ocenę jakości wyrobów,
2)
oddzielić wyroby bez wad od wyrobów wadliwych,
3)
określić wady wyrobów i przyczyny ich powstania,
4)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wyroby ceramiczne dekorowane naszkliwnie z wadami i bez wad,
–
wzory dekoracji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić etapy wypalania w piecach o pracy okresowej?
2)
scharakteryzować odmiany konstrukcyjne pieców okresowych?
3)
scharakteryzować odmiany konstrukcyjne pieców tunelowych?
4)
scharakteryzować szybkościowe wypalanie wyrobów?
5)
scharakteryzować utrwalanie dekoracji naszkliwnej?
6)
ocenić wady wyrobów zdobionych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5.
Kontrola procesu wypalania
4.5.1. Materiał nauczania
Większość procesów produkcyjnych nie może być prowadzona bez nadzoru i możliwości
oddziaływania na ich przebieg. Procesy te powinny przebiegać w ściśle określonych
warunkach, mimo, że w trakcie ich trwania działa na nie wiele czynników zakłócających.
Piece ceramiczne wyposaża się w aparaturę pomiarową, sygnalizacyjną i regulacyjną
umieszczoną w specjalnej szafie pomiarowej, znajdującej się w niewielkiej odległości od
urządzenia. Zadaniem tej aparatury jest zmniejszenie liczby pracowników obsługujących piec
i ułatwienie im pracy oraz wyeliminowanie błędów w pracy pieca, a w konsekwencji
zmniejszenie liczby braków. Sygnalizacja zabezpiecza przed powstawaniem stanów
awaryjnych i ułatwia obsługę pieca. Najczęściej sygnalizowane są niebezpieczne spadki
ciśnień gazu i powietrza spalania, przekroczenie założonych temperatur, spadki napięcia
zasilającego urządzenie oraz zaniki podciśnienia i przekroczenia ciśnień w przewodach
układów współpracującymi z piecami. Rodzaj stosowanej aparatury kontrolnej,
sygnalizacyjnej oraz zakres sterowania automatycznego jest dostosowany do rodzaju pieca.
Niewłaściwie dobrana i źle pracująca aparatura pomiarowa, podraża koszt pieca i utrudnia
jego obsługę.
Do podstawowych parametrów mierzonych i rejestrowanych w trakcie procesu wypalania
należą: temperatura, natężenie przepływu gazów, ciśnienie gazów i skład spalin. W piecach
o pracy okresowej kontroluje się prawidłowość zmian poszczególnych parametrów w czasie
cyklu wypalania. Urządzenia pracujące w sposób ciągły charakteryzują się natomiast stałymi
wartościami parametrów w punktach pomiarowych lub strefach niezależnie od upływu czasu.
Na podstawie wyników pomiarów wyciąga się wnioski o zgodności przebiegu procesu
z wcześniej założonymi warunkami.
Jednym z najważniejszych parametrów, jakie należy kontrolować podczas wypalania jest
temperatura. Jej zmiany są funkcją czasu w piecach komorowych ze stałym i wysuwnym
trzonem oraz kołpakowych, lub też są stałymi wielkościami w określonych punktach pieców
tunelowych. Regulacja temperatury odbywa się przez zmianę ilości paliwa doprowadzanego
do spalania lub regulowanie pobieranej mocy w piecach elektrycznych. W piecach
pracujących okresowo stosowane są programowe regulatory temperatury i ciśnienia
w przestrzeni roboczej.
Zakłócenia temperatury w piecu mogą wynikać z okresowych zmian wartości
opałowej paliwa, zmiennego obciążenia wsadem i wahań ciśnienia. Przyczyną zaburzenia
może być również zmienna ilość lub temperatura doprowadzonego powietrza spalania.
Oprócz temperatury w przestrzeni roboczej mierzy się temperaturę spalin odciąganych z
pieca, która świadczy o prawidłowym wykorzystaniu energii dostarczonej z paliwem. W
piecach tunelowych sprawdza się czy ciśnienie i ciąg mają stałe wartości w ustalonych
strefach i czy są one zgodne z krzywą ciągu wykreślaną wspólnie z temperaturową krzywą
wypalania. Wykonywanie analizy spalin pozwala na kontrolowanie przebiegu spalania oraz
określenie atmosfery panującej w piecu. Przewaga tlenu w badanych spalinach świadczy o
utleniającej atmosferze oraz o spalaniu paliwa z nadmiarem tlenu. Duża zawartość tlenku
węgla wskazuje na atmosferę redukcyjną, czyli spalanie paliwa z niedoborem tlenu.
Zestawienie przyrządów do pomiaru parametrów procesu wypalania zamieszczono
w tabeli 4.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Tabela 4. Przyrządy do pomiaru parametrów wypalania
Parametr
Przyrządy pomiarowe
Termopary (do pomiaru ciągłego)
Pirometry optyczne (do pomiaru bezstykowego)
Temperatura
Wskaźniki pirometryczne (do kontroli maksymalnej temperatury wypalania)
Ciągomierze przemysłowe i Krella
Manometry membranowe
Ciśnienie i ciąg
Manometry z rurką Bourdona
Przepływomierze zwężkowe
Rurki spiętrzające
Przepływomierze wiatraczkowe
Przepływomierze dozujące
Wagi pierścieniowe
Natężenie przepływu gazów
Termoanemometry
Aparat Orsata
Skład gazów spalinowych
Automatyczne analizatory spalin
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Gdzie zgromadzona jest aparatura pomiarowa, w którą wyposażone są piece?
2.
Jakie parametry są mierzone w czasie pracy pieca ceramicznego?
3.
Jakie przyrządy służą do pomiaru poszczególnych parametrów wypalania?
4.
Do jakich pomiarów temperatury wykorzystywany jest pirometr optyczny?
4.5.3.
Ćwiczenia
Ćwiczenie 1
Odczytaj z przyrządów pomiarowych zamontowanych w piecu ceramicznym wartości
parametrów wypalania.
Wszystkie czynności wykonuj zgodnie z instrukcją stanowiskową oraz zasadami
bezpieczeństwa i higieny pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zlokalizować przyrządy pomiarowe,
2)
określić parametry mierzone przez poszczególne mierniki,
3)
odczytać wartości parametrów wypalania,
4)
zapisać w tabeli wartości parametrów oraz datę i godzinę pomiaru,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
instrukcja stanowiskowa,
–
piec ceramiczny wyposażony w aparaturę pomiarową,
–
arkusze z tabelą do zapisu wyników pomiarów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Ćwiczenie 2
Zmierz za pomocą pirometru optycznego temperaturę w przestrzeni roboczej pieca
ceramicznego.
Wszystkie czynności wykonuj zgodnie z instrukcją stanowiskową oraz zasadami
bezpieczeństwa i higieny pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
ustalić miejsce wykonania pomiaru,
2)
przygotować pirometr optyczny do pracy,
3)
przeprowadzić pomiar zgodnie z instrukcją obsługi pirometru,
4)
zapisać wynik oraz datę i godzinę pomiaru,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
instrukcja stanowiskowa,
–
pirometr optyczny dowolnego typu,
–
instrukcja obsługi wybranego pirometru,
–
pracujący piec ceramiczny,
–
arkusze z tabelą do zapisu wyników pomiarów.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić zadania aparatury pomiarowej zamontowanej w piecu?
2)
określić zadania aparatury sygnalizacyjnej zamontowanej w piecu?
3)
określić zadania aparatury regulacyjnej zamontowanej w piecu?
4)
określić parametry procesu wypalania i cel ich pomiaru?
5)
określić różnice kontroli okresowego i ciągłego wypalania?
6)
dobrać przyrządy pomiarowe do kontroli parametrów wypalania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.6. Zasady bezpieczeństwa i higieny pracy oraz ochrony
przeciwpożarowej przy wypalaniu wyrobów ceramicznych
4.6.1. Materiał nauczania
Stopień zagrożenia wypadkowego i zachorowalności na choroby zawodowe, w znacznej
mierze jest uzależniony od złożoności procesu technologicznego oraz zmechanizowania
i zautomatyzowania poszczególnych operacji jednostkowych. Część zakładów ceramicznych
stosuje jeszcze niezbyt nowoczesne urządzenia i maszyny, co ma wpływ na częstotliwość
i rodzaj wypadków przy pracy. Ponieważ w piecowni trudno wyodrębnić pojedyncze
stanowiska pracy, stworzenie tam właściwego mikroklimatu jest bardzo utrudnione.
Zagrożeniem dla pracowników piecowni są choroby wywołane nagłymi zmianami
temperatury oraz choroby oczu, na przykład zaćma szara. Choroba ta powstaje w wyniku
długoletniej pracy w warunkach narażenia na działanie promieniowania podczerwonego, przy
kontroli wzrokowej temperatury wnętrza pieca bez stosowania ochron oczu z odpowiednimi
filtrami. Wskutek pracy w podwyższonych temperaturach przy załadowywaniu
i wyładowywaniu wsadu z pieców komorowych, czyszczeniu gorących kanałów
podtrzonowych pracownicy narażeni są na choroby serca. Przez należyte ochładzanie
stanowisk pracy, zabezpieczenie przed przeciągami, studzenie wypalonych wyrobów do
niższej temperatury można w znacznym stopniu wyeliminować większość zagrożeń. Ważne
jest również umożliwienie pracownikom stałego dostępu do lekko ochłodzonych napojów,
które uzupełniałyby straty wodno-mineralne powstające podczas pracy. Znacznie rzadziej niż
u pracowników innych wydziałów, występuje wśród osób obsługujących piece ceramiczne
pylica płuc.
Wypadki przy obsłudze pieców ceramicznych mogą powstać w wyniku:
–
oparzenia od gorących ścian pieców i wyładowywanych wyrobów,
–
urazów mechanicznych wskutek upadku dużych i ciężkich wyrobów,
–
niewłaściwej obsługi środków do transportu wsadu,
–
porażenia prądem elektrycznym,
–
wybuchu gazów lub pyłu węglowego przy zapalaniu palników,
–
zatrucia się atmosferą zawierającą zwiększoną ilość gazów szkodliwych takich jak CO.
Do oznakowania przewodów doprowadzających paliwo do palników stosuje się kolor
żółty zarezerwowany do malowania miejsc oraz części maszyn i urządzeń zagrażających
pracownikowi. Przewody powietrzne malowane są na kolor niebieski. Barwa czerwona służy
do oznakowania wyłączników awaryjnych oraz sprzętu przeciwpożarowego rozlokowanego
na hali. Barwa zielona wskazuje drogi ewakuacyjne i miejsca gdzie można skorzystać
ze środków pierwszej pomocy.
Każdy pracownik podlega badaniom lekarskim i szkoleniom w zakresie bhp,
przewidzianym w dziale dziesiątym Kodeksu pracy.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są zagrożenia dla zdrowia i życia pracownika wykonującego czynności związane
z wypalaniem wyrobów ceramicznych?
2.
Co to jest choroba zawodowa?
3.
Gdzie szukać informacji dotyczących chorób zawodowych?
4.
Co jest przyczyną wypadków przy obsłudze pieców?
5.
Jaką strukturę ma kodeks pracy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.6.3. Ćwiczenia
Ćwiczenie 1
Wyszukaj w rejestrze chorób zawodowych tych, którymi są zagrożeni pracownicy
zakładów ceramicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować wyciąg z rejestru chorób zawodowych,
2)
wyszukać choroby zawodowe ceramików,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wyciąg z aktualnego rejestru chorób zawodowych.
Ćwiczenie 2
Określ na podstawie Kodeksu pracy prawa i obowiązki pracownika, w zakresie
bezpieczeństwa i higieny pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyszukać w Kodeksie pracy działu dotyczącego bezpieczeństwa i higieny pracy,
2)
przeanalizować wybrany dział i wyszukać potrzebne informacje,
3)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
Kodeks pracy.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić, od czego zależy stopień zagrożenia wypadkowego?
2)
podać choroby zagrażające pracownikom piecowni?
3)
określić przyczyny wypadków pracowników piecowni?
4)
określić barwy przewodów instalacji spalania paliwa?
5)
podać, co zawiera dział dziesiąty kodeksu pracy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6.
Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 17÷20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
9.
Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Jeżeli węgiel spala się zgodnie z reakcją C + O
2
→ CO
2
, to spalanie nazywamy
a)
niezupełnym.
b)
częściowym.
c)
całkowitym.
d)
pełnym.
2.
Jeżeli współczynnik nadmiaru powietrza spalania jest mniejszy od 1, to atmosfera
w piecu bezpośrednim jest
a)
utleniająca.
b)
redukcyjna.
c)
obojętna.
d)
ochronna.
3.
Pierwsze wypalanie w procesie produkcyjnym wyrobów szkliwionych nazywa się
a)
ostrym.
b)
przedszkliwnym.
c)
biskwitowym.
d)
utrwalającym.
4.
Minerały ilaste w trakcie wypalania tracą bezpowrotnie plastyczność, w wyniku
a)
dehydratyzacji.
b)
dehydrolizie.
c)
dekatyzacji.
d)
detoksykacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5.
Powstawanie fazy szklistej, czyli witryfikacja następuje w wypalanym czerepie
w zakresie temperatur
a)
poniżej 200°C.
b)
od 200 do 600°C.
c)
od 600 do 900°C.
d)
powyżej 900°C.
6.
Uszczelnienie przestrzeni roboczej pieca tunelowego, które znajduje się między
wózkiem, a ścianą to uszczelnienia
a)
żaluzjowe.
b)
rynnowe.
c)
nożowe.
d)
krzyżowe.
7.
Podkładki wykonane z tego samego materiału, co wypalane wyroby, zabezpieczające ich
podstawę przed deformacją nazywają się
a)
bomzami.
b)
osłonami.
c)
kokrami.
d)
przewałami.
8.
Do osprzętu pieca nie zaliczamy
a)
sklepienia.
b)
aparatury sygnalizacyjnej.
c)
aparatury kontrolno-pomiarowej.
d)
przewodów rurowych doprowadzających gaz do spalania.
9.
Na komory umowne podzielony jest piec
a)
tunelowy.
b)
kręgowy.
c)
kołpakowy.
d)
wielokomorowy.
10.
Paliwa stałe w kawałkach spala się w
a)
palnikach wysokociśnieniowych.
b)
palnikach dyszowych.
c)
paleniskach schodkowych.
d)
palnikach dyfuzyjnych.
11.
Wielopasażowe mogą być piece
a)
wielokomorowe.
b)
komorowe.
c)
kołpakowe.
d)
tunelowe.
12.
Wyroby, które można sortować automatycznie według grubości i przedziałów
wymiarowych to
a)
dzbanki.
b)
salaterki.
c)
płytki ścienne.
d)
talerze płytkie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
13.
Kierunki przepływu spalin i przesuwania się wsadu w piecu tunelowym są
a)
krzyżowe.
b)
mieszane.
c)
współprądowe.
d)
przeciwprądowe.
14.
Obecność łysin na powierzchni wyrobu określa się bezpośrednio po
a)
uformowaniu półfabrykatu.
b)
wypaleniu na ostro.
c)
wypaleniu na biskwit.
d)
utrwaleniu dekoracji.
15.
Do ciągłego, stykowego pomiaru temperatury w piecach ceramicznych stosuje się
a)
termopary.
b)
stożki Segera.
c)
sztabki kulowe.
d)
pirometry optyczne.
16.
Stałymi temperaturami w poszczególnych punktach pomiarowych charakteryzują się
piece
a)
komorowe ze stałym trzonem.
b)
komorowe z wysuwnym trzonem.
c)
kołpakowe.
d)
tunelowe.
17.
Ścieralność obwódek talerzy wykonanych złotem, po wypalaniu utrwalającym jest
wynikiem
a)
zbyt wysokiej temperatury wypalania.
b)
zbyt niskiej temperatury wypalania.
c)
za szybkiego wzrostu temperatury.
d)
złej wentylacji pieca.
18.
Najwyższa temperatura w przestrzeni roboczej pieca komorowego o płomieniu zwrotnym
panuje
a)
przy sklepieniu.
b)
przy trzonie.
c)
w połowie wysokości komory.
d)
w całej komorze temperatura jest taka sama.
19.
Według krzywej wypalania wzrost temperatury od 20 do 1220°C należy osiągnąć
w ciągu 6 godzin. Szybkość wzrostu temperatury musi wynosić
a)
60°C/h.
b)
120°C/h.
c)
200°C/h.
d)
300°C/h.
20.
Największy efekt energetyczny uzyskamy spalając 150 kg paliwa, o wartości opałowej
równej
a)
24500 kJ/kg.
b)
30480 kJ/kg.
c)
45600 kJ/kg.
d)
14000 kJ/kg.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wypalanie wyrobów ceramicznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
6. LITERATURA
1.
Dobrzański S., śołędziowski W.: Materiałoznawstwo szklarskie i ceramiczne. WSiP,
Warszawa 1981
2.
Flis B., Wyszyńska A.: Zarys technologii ceramiki. WSiP, Warszawa 1984
3.
Kordek M., Raczyński M.: Suszarnie i piece ceramiczne. WSiP, Warszawa 1980
4.
Kostro J.: Elementy, urządzenia i układy automatyki. WSiP, Warszawa 1998
5.
Ostrowski T.: Suszarnie i piece w przemyśle materiałów ogniotrwałych. Wydawnictwo
„Śląsk”, Katowice 1967
6.
Raabe J., Bobryk E.: Ceramika funkcjonalna. Metody otrzymywania i własności. Oficyna
Wydawnicza Politechniki Warszawskiej, Warszawa 1997
7.
Wilk S.: Technika cieplna. WSiP, Warszawa 1975
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu ceramicznego 813[01] z2 07 n
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
operator urzadzen przemyslu ceramicznego 813[01] z2 07 n
operator urzadzen przemyslu ceramicznego 813[01] z2 06 n
operator urzadzen przemyslu ceramicznego 813[01] z2 08 u
operator urzadzen przemyslu ceramicznego 813[01] z2 08 n
operator urzadzen przemyslu ceramicznego 813[01] z2 02 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 u
operator urzadzen przemyslu ceramicznego 813[01] z2 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 04 n
operator urzadzen przemyslu ceramicznego 813[01] z2 03 u
operator urzadzen przemyslu ceramicznego 813[01] z2 06 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 n
operator urzadzen przemyslu ceramicznego 813[01] z2 04 u
operator urzadzen przemyslu ceramicznego 813[01] z2 05 n
operator urzadzen przemyslu ceramicznego 813[01] z2 05 u
operator urzadzen przemyslu ceramicznego 813[01] z2 02 n
operator urzadzen przemyslu ceramicznego 813[01] z2 01 n
więcej podobnych podstron