5/2009
Przemysł Farmaceutyczny
43
5/2009
Przemysł Farmaceutyczny
43
utrzymanie ruchu
Ostatnie lata dla wielu polskich przedsiębiorstw, to ciągła walka o utrzymanie odpo-
wiedniej pozycji konkurencyjnej na rynku. Wysoka pozycja na rynku, kształtowana
jest przede wszystkim odpowiednio wysoką jakością wyrobów, której uzyskanie
wymaga właściwych metod zarządzania przedsiębiorstwem, realizowaną produkcją
oraz środkami potrzebnymi do jej realizacji. Metody te pozwalają na skoordynowa-
nie i zintegrowanie wszystkich funkcji przedsiębiorstwa, tak, aby praca każdej ko-
mórki organizacyjnej i każdego pracownika była nastawiona na wytwarzanie wyro-
bów w pełni zadowalających nabywców.
dr inż.
Katarzyna
Antosz
Katedra
Technologii
Maszyn
i Organizacji
Produkcji
Politechniki
Rzeszowskiej
– jak efektywnie zarządzać?
Park maszyn technologicznych
Jednym z elementów decydujących o wysokiej jakości
wyrobu, jest utrzymywany w przedsiębiorstwach park maszyn
technologicznych, którego zdatność, stan techniczny w dużej
mierze właśnie decyduje o poziome jakości czy konkurencyj-
ności wyrobu.
Proces nadzorowania maszyn i urządzeń w przedsiębior-
stwach, nie zawsze realizowany był w sposób zapewniający mini-
malizację nakładów, przy maksymalizacji uzyskiwanych efektów
w procesach obsługi i serwisowania [1]. Wpływ na to miały m.in.
następujące czynniki: skomplikowane procedury i instrukcje
w zakresie planowania i realizacji działań serwisowych, brak
uzasadnionych ekonomicznie wytycznych do planowania prac
serwisowych, szeroki zakres i brak sprecyzowania obowiązków
dla służb odpowiedzialnych za poszczególne procesy, niskie
nakłady finansowe na działania serwisowe, ze względu na duże
obciążenie maszyn w procesie produkcyjnym, brak możliwości
ich wyłączenia w celu przeprowadzenia działań serwisowych.
Efektywność eksploatacji jest jednym z wyróżników, określa-
jących własności w zbiorze obiektów i systemów. Rozumiana jest
ona zazwyczaj, jako własność obiektu eksploatacji (lub systemu),
warunkująca poziom realizacji celów stawianych obiektowi bądź
systemowi w określonych warunkach eksploatacji i w określonym
przedziale czasu [2].
Na efektywność systemu wpływ będą miały zarówno czyn-
niki przedeksploatacyjne, czyli wymagane działania i nakłady
początkowe związane z wymaganymi cechami systemu oraz
cechami otoczenia systemu, jak również czynniki eksploatacyjne
identyfikowane w procesie eksploatacji (czynniki zewnętrzne np.
systemy współpracujące oraz własności eksploatacyjne systemu
takie jak: niezawodność, trwałość, naprawialność) [3]. Natomiast
w przypadku eksploatacji obiektu (maszyny, urządzenia), możemy
mówić o technicznej efektywności obiektu, definiowaną jako
relację pomiędzy uszkadzalnością obiektu, a jego potencjalną
zdolnością do wykonywania zadania w systemie. W ujęciu
klasycznym dla opisu działania maszyn, wyróżnia się dwa stany
niezawodnościowe, tj.: stan zdatności
i stan niezdatności. Jednak w kilku innych
opracowaniach, autorzy wprowadzają
klasyfikacje wielostanowe, co wynika,
ze złożoności oraz wielozadaniowości
niektórych maszyn.
Stan zdatności maszyny, wymaga
zdefiniowania dwóch zasadniczych pojęć
[4]: zdatność zadaniowa oraz zdatność
funkcjonalna.
Zdatność zadaniowa, jest to zdatność
do realizowania zadania w wybranym
przedziale czasu Δt lub innej wielkości.
Zdatność funkcjonalna natomiast,
jest to zdatność do realizowania zadania
w wybranej chwili czasu t każdego zada-
nia ze zbioru zadań, które są możliwe do
zrealizowania przez maszynę.
Kształtowanie omówionych zdatno-
ści, może odbywać się na każdym etapie
funkcjonowania maszyny w systemie
produkcyjnym lub na każdym etapie
funkcjonującego systemu maszyn tech-
nologicznych (posiadanego parku ma-
szyn technologicznych): organizowanie
systemu, jego użytkowanie oraz likwi-
dacja lub reorganizacja z zastosowaniem
określonej strategii eksploatacji (metod
zarządzania).
Metody zarządzania
parkiem maszyn
technologicznych
Zasadniczo metody zarządzania in-
frastrukturą techniczną, możemy podzie-
lić na klasyczne (stosowane od dawna),
takie jak: podejście według potencjału
eksploatacyjnego, stanu, efektywności
czy niezawodności oraz podejście mie-
szane, a także metody nowoczesne, np.
TPM, RCM czy możliwości wdrożenia
podejścia procesowego do realizacji pro-
cesów w dziale utrzymania ruchu.
Tradycyjne podejście
Głównym wyznacznikiem wykorzy-
stania podejścia pierwszego, jest resurs
eksploatacyjny (zasób ustalony), będący
jednym z ważniejszych wskaźników jako-
ści eksploatacji obiektów mechanicznych
w teorii i praktyce eksploatacyjnej [5]. Dla
właściwej (optymalnej) pracy obiektu,
bardzo istotnym problemem jest tutaj
ustalenie wartości resursów międzyob-
sługowych, czyli okresowej obsługi i jej
zakresów.
Podejście według stanu, polega na
kontrolowaniu stanów technicznych ma-
szyn i opracowywaniu na tej podstawie
informacji diagnostycznych, umożli-
wiających podejmowanie racjonalnych
decyzji w systemie eksploatacji oraz jego
otoczeniu [6]. W praktyce bardzo często
bazuje się na częściowym, sztywnym
planie działań i częściowo na realizowa-
nej ciągle bądź okresowo diagnostyce
(podejście mieszane)
Podejście według efektywności
dotyczy zdarzeń, gdy relatywne starze-
nie maszyn, następuje szybciej niż ich
5_2009_farmacja.indd 43
2009-10-16 09:33:20
44
Przemysł Farmaceutyczny
5/2009
utrzymanie ruchu
fizyczne zużycie. Wówczas maszyny
w stanie zdatności technicznej są wycofy-
wane z parku maszyn technologicznych,
na skutek niezadowalającej efektywności
lub z powodu niespełnienia nowo wpro-
wadzonych wymagań. Bardzo często
w tym zakresie podejmowane są decyzje,
na podstawie wyników okresowej kontroli
poziomu niezawodności (podejście według
niezawodności) maszyn eksploatowanych
aż do momentu zwiększonej intensywności
uszkodzeń. Jest ona stosowana wówczas,
gdy następstwa uszkodzeń nie powodują
zagrożenia, nie naruszają zasad bezpie-
czeństwa pracy i nie zwiększają kosztów
eksploatacji [7]. RCM (Reliability Centered
Maintenance)
RCM jest to proces, pozwalający
określić wymagania serwisowe urzą-
dzeń technicznych z uwzględnieniem
ich specyfiki użytkowania. RCM często
postrzegana jest jako platforma, łącząca
wiele dyscyplin naukowych: niezawod-
ność, informatykę, statystykę oraz eko-
nomikę. Pozwala to na uzyskanie efektu
synergii, wynikającego z korzystania
z wielu różnych metod, w ramach re-
alizacji jednego ściśle określonego celu,
jakim jest optymalizacja ogółu działań
serwisowych. Wykorzystanie formalnej
procedury RCM, pozwala nie tylko na
wybranie odpowiedniej strategii serwiso-
wania poszczególnych części i podzespo-
łów, ale również określenie konkretnych
technik, pozwalających na efektywniejsze
zrealizowanie proponowanej strategii.
Wszystkie te działania opierają się na
czynnikach środowiskowych, eksploata-
cyjnych i ekonomicznych.
TPM (Total Productive
Maintenance)
Rosnący udział kosztów działalności
remontowej, jak również sytuacja kon-
kurencyjna, w jakiej znajduje się dzisiaj
wiele przedsiębiorstw, zmuszają do
intensywnego poszukiwania możliwości
zmniejszenia kosztów i nakładów na
utrzymanie maszyn i urządzeń w spraw-
ności eksploatacyjnej. Duże znaczenie
przypisuje się w tym obszarze systemowi
TPM (Total Productive Maintenance
– Produktywne Utrzymanie Maszyn).
System ten zakłada, że działania zapew-
niające utrzymanie ruchu, odbywają się
w miejscu produkcyjnym, w warsztacie
naprawczym przedsiębiorstwa, ale rów-
nież i w warsztacie obcym. Głównymi
celami TPM jest: zredukowanie kosztów
związanych z postojami nieprzewidzia-
nymi z powodu usterek, zredukowanie
globalnych kosztów inwestycji, zreduko-
wanie jednostkowych kosztów produktu,
dzięki lepszemu wykorzystaniu maszyn,
poprawienie stabilności procesu produk-
cyjnego – proces pod kontrolą jakości
produktu i jego mniejszych kosztów,
wprowadzenie systemu autonomicznej
obsługi maszyn przez operatorów oraz
systemu planowanych przeglądów i
remontów maszyn. Metoda obejmuje
cały okres funkcjonowania maszyny
w procesie produkcyjnymi. Opiera
się na przewidywalności, „uprzedza-
niu” występujących niesprawności lub
awarii związanych z realizacją procesu
produkcyjnego. Ponieważ wdrażanie
tego systemu odbywa się stopniowo
na poszczególnych maszynach parku
technologicznego przedsiębiorstwa, po-
mocnym elementem przy wdrażaniu tego
narzędzia byłoby określenie kolejności
typowania tych maszyn, obejmowanych
tym systemem.
Prawidłowe działanie nowoczesnego
systemu remontowego, nie jest możliwe
bez wdrożenia w przedsiębiorstwie sys-
temu informatycznego, pozwalającego
na zbieranie znacznej liczby danych, ich
przetworzenie, przesłanie do wyznaczo-
nych działów i stanowisk oraz odpowied-
nie wykorzystanie informacji. Na rynku
dostępnych jest wiele programów kom-
puterowych wspomagających ten obszar
działalności przedsiębiorstwa, kosztow-
nych, niejednokrotnie niedostępnych dla
małych i średnich przedsiębiorstw.
Nieodłącznym elementem sprawnie
funkcjonującego systemu nadzoru i od-
nowy parku maszyn technologicznych,
oprócz odpowiednio dobranej strategii
eksploatacyjnej, jest właściwa organizacja służb remontowych
(służb utrzymania ruchu – SUR) odpowiedzialnych za proces
nadzorowania i odnowy systemu maszyn technologicznych.
Podejście procesowe
Podejście procesowe jest wymaganiem dyrektyw-
nym norm ISO serii 9000. Podejście to zakłada, że każ-
da praca prowadzi do osiągnięcia założonych celów,
a rezultaty będą tym bardziej efektywne, jeżeli wszel-
kie działania i zasoby potrzebne do ich realizacji, będą
zarządzane jako proces. Cytując za definicją przyjętą
w normie ISO 9000 proces jest to system działań wyko-
rzystujący zasoby do przekształcenia danych wyjściowych
w dane wejściowe [6]. Dlatego też procesem możemy
nazwać każde działanie, które posiada dane wejściowe
i przekształca je na dane wyjściowe, przyczyniając się tym
samym do realizacji wyrobu (produktu bądź usługi). Proces
sam w sobie jest lub powinien być przekształceniem, zwiększa-
jącym na wyjściu wartość dodaną, dlatego dla każdego procesu
powinny być dokonywane pomiary zarówno na wejściu, jak i
wyjściu każdego procesu.
Głównym celem zastosowania podejścia proceso-
wego w systemie eksploatacji, będzie możliwość iden-
tyfikacji działań realizowanych przez służby utrzymania
ruchu, jako jednostki w głównej mierze odpowiedzialnej
za nadzorowanie maszyn i urządzeń technologicznych
w przedsiębiorstwie oraz hierarchizacja tych działań
w celu identyfikacji działań (procesów) najważniejszych.
Procesy realizowane w jednostkach usługowych, wynikać
będą z funkcji pełnionych w zakładzie przez poszczególną
jednostkę usługową. Zakres obowiązków służb utrzymania
ruchu (rozpatrywanej jednostki), będzie uzależniony od wielko-
ści zakładu, jak również od posiadanego parku maszynowego.
Im większa liczba maszyn i większa ich różnorodność, tym
teoretycznie mniejsza liczba procesów. W małych firmach,
gdzie liczba maszyn jest niewielka, zakres obowiązków jest
teoretycznie szerszy, gdyż służby takie (o ile w ogóle funkcjo-
nują), wykonują większą liczbę prac i oprócz podstawowych,
Prawidłowe działanie nowoczesne-
go systemu remontowego, nie jest
możliwe bez wdrożenia w przedsię-
biorstwie systemu informatycznego,
pozwalającego na zbieranie znacznej
liczby danych, ich przetworzenie,
przesłanie do wyznaczonych dzia-
łów i stanowisk oraz odpowiednie
wykorzystanie informacji. Na rynku
dostępnych jest wiele programów
komputerowych wspomagających
ten obszar działalności przedsiębior-
stwa, kosztownych, niejednokrotnie
niedostępnych dla małych i średnich
przedsiębiorstw.
5_2009_farmacja.indd 44
2009-10-16 09:33:24

5/2009
Przemysł Farmaceutyczny
45
5/2009
Przemysł Farmaceutyczny
45
utrzymanie ruchu
Prawidłowe działanie nowoczesnego systemu
remontowego, nie jest możliwe bez wdrożenia
w przedsiębiorstwie systemu informatycznego, po-
zwalającego na zbieranie znacznej liczby danych,
ich przetworzenie, przesłanie do wyznaczonych
działów i stanowisk oraz odpowiednie wykorzy-
stanie informacji. Na rynku dostępnych jest wiele
programów komputerowych wspomagających ten
obszar działalności przedsiębiorstwa, kosztownych,
niejednokrotnie niedostępnych dla małych i śred-
nich przedsiębiorstw.
wykonują procesy niezwiązane ze specyfiką jednostki
organizacyjnej.
Rezultaty
Zaprezentowane nowoczesne metody zarządzania in-
frastrukturą wdrożone zostały w kilku przedsiębiorstwach
w województwie podkarpackim. Zastosowane rozwiązania
pozwoliły na eliminację większości zidentyfikowanych pro-
blemów, w zakresie funkcjonowania parku maszyn i urządzeń
technologicznych w przedsiębiorstwie, a mianowicie:
• identyfikacja obszarów funkcjonowania SUR oraz ich
analiza, pozwoliły na uporządkowanie i wyodrębnienie
działań najważniejszych oraz wymagających doskona-
lenia,
• pozwoliły ustandaryzować procesy, procedury w za-
kresie działań służb utrzymania ruchu,
• zastosowane udoskonalenia w poszczególnych proce-
sach oraz przeprowadzona analiza kosztów, wykazała
możliwość uzyskania oszczędności, co pozwoli na
znalezienie dodatkowych nakładów finansowych czy na
podnoszenie efektywności parku maszyn technologicz-
nych, zastosowanie powyższych
metod pozwoliło osiągnąć znaczne
efekty ekonomiczne. Jako przy-
kładowe mierniki oceny wyników
wdrożenia przyjęto:
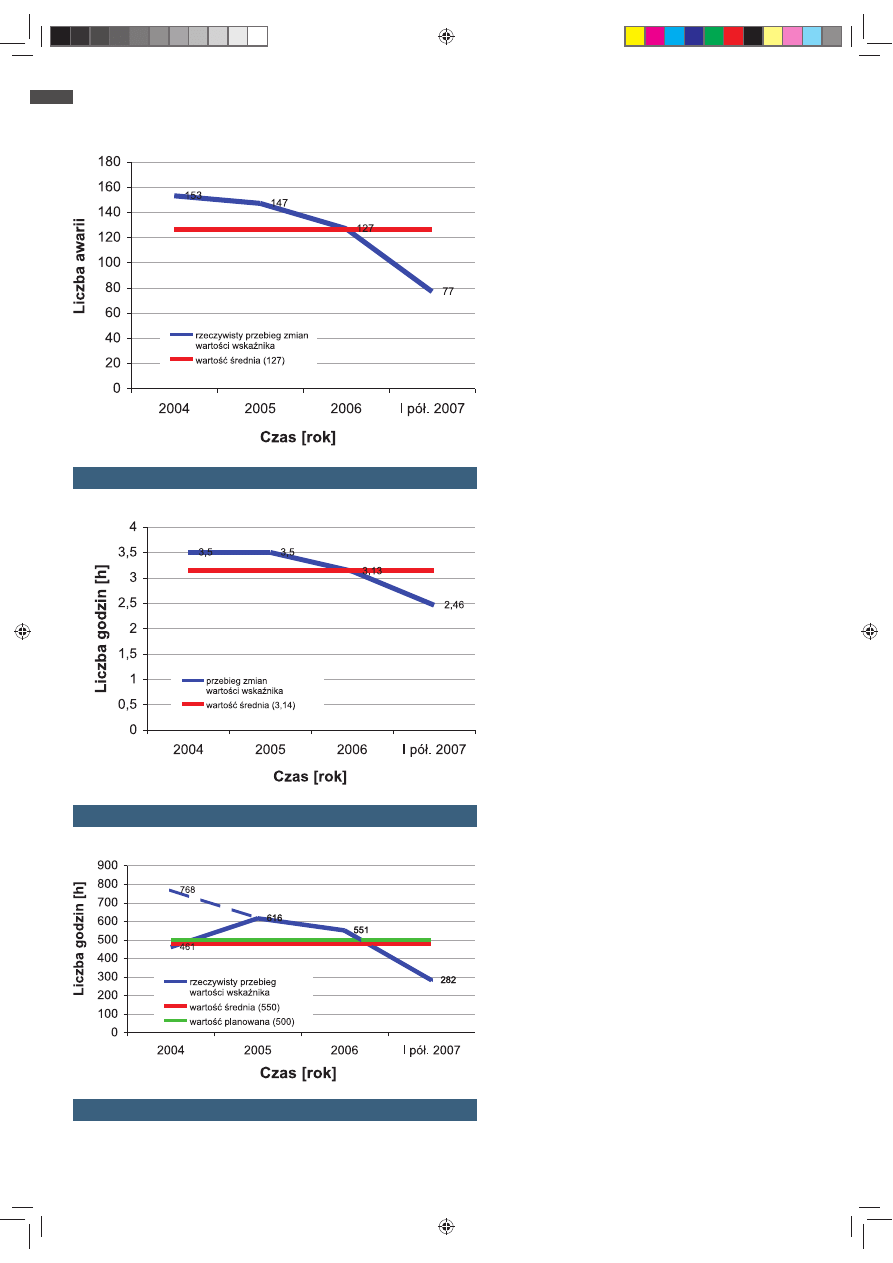
1. Nieplanowane przestoje
Nieplanowanym przestojem
nazwano wszelkie, nagłe wy-
łączenia maszyny z procesu
produkcyjnego. Najczęstszą
przyczyną takiego wyłączenia
jest awaria mechaniczna, elek-
tryczna bądź elektroniczna,
co stwarza zagrożenie bezpie-
czeństwa na stanowisku pracy
oraz niezachowanie właściwych
parametrów pracy.
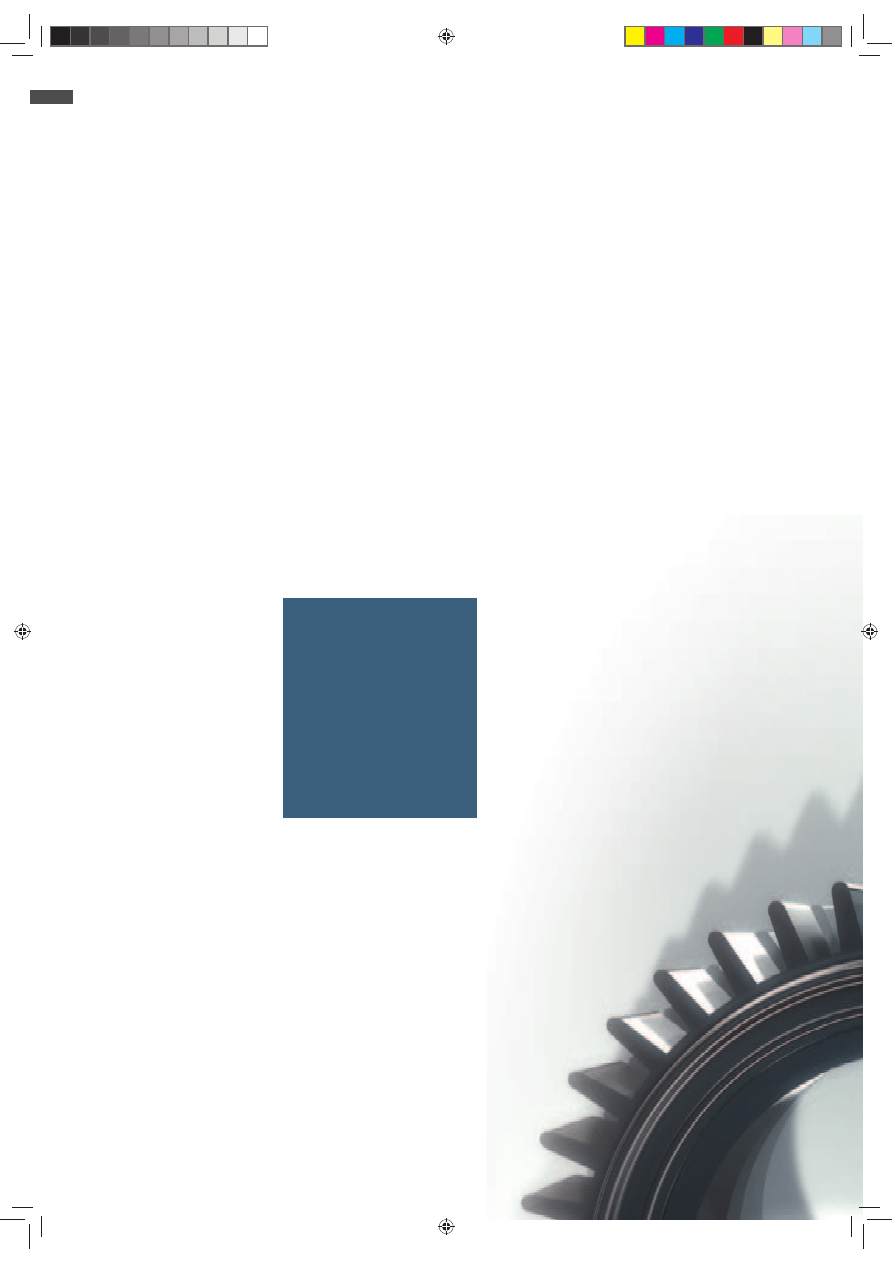
2. Średni czas naprawy
Średni czas trwania rzeczywistej
naprawy od momentu zgłosze-
nia do momentu jej zakończenia
– ponownego uruchomienia
(włączenia) maszyny w proces
produkcyjny.
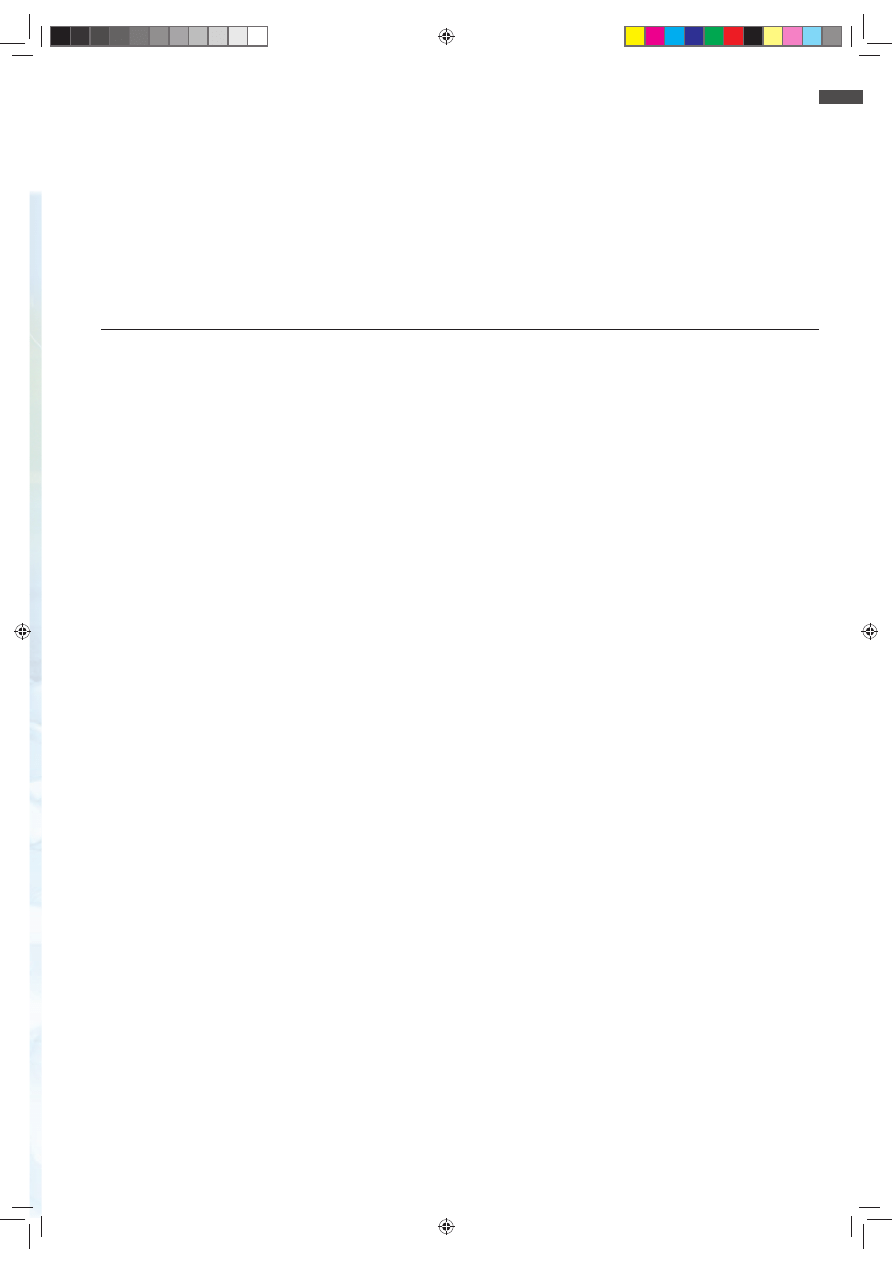
3. Liczba awarii
Pod pojęciem awarii, rozumiano
każde zgłoszone w książce awa-
rii zdarzenie, które wymagało
interwencji (naprawy maszyny
lub urządzenia) pracownika
służb utrzymania ruchu.
Na rys. 1, 2 i 3 przedstawiono
wyniki zgromadzone w okresie trzech
lat (2004-2007)
W rozpatrywanym okresie, liczba
awarii systematycznie malała, co zauważyć
można z przebiegu krzywej zaznaczonej
na wykresie kolorem niebieskim (przed-
stawione wartości na wykresie są średnimi
za poszczególne rozpatrywane lata). Licz-
ba awarii w całym okresie prowadzonych
5_2009_farmacja.indd 45
2009-10-16 09:33:27
46
Przemysł Farmaceutyczny
5/2009
utrzymanie ruchu
obserwacji zmieniła się z 153, na 77, co daje zmianę wielkości
wskaźnika o prawie 50%. Największą zmianę zanotowano
w 2007 roku, w którym wartość wskaźnika w stosunku do
roku poprzedniego (2006) zmieniła się aż o 40%. Początko-
wo przewidywano, że wdrożone do procesów usprawnienia
zmienią wartość wskaźnika o 20%.
Przebieg krzywej (linia niebieska), potwierdza nam
tendencję spadkową wskaźnika w okresie prowadzonych
działań, związanych z doskonaleniem procesów (usuwanie
awarii maszyn i urządzeń technologicznych), mimo że w roku
2004 i 2005 wartość ta nie uległa zmianie. Największy spadek
wartości wskaźnika, aż o 22% zanotowano w roku 2007 w
stosunku do roku 2006. W całym monitorowanym okresie
wartość średnia wskaźnika zmieniła się o 30%.
Na wykresie linią niebieską zaznaczono zmianę wartości
wskaźnika, przy czym wartości te, są wielkością średnią za
określony okres pomiaru, czyli w 2005 wartość średnia za
cały rok wynosiła 616. Jak można zauważyć z powyższego
wykresu, wartość wskaźnika w tym okresie miała tendencję
spadkową. Wyjątek stanowi zmiana wskaźnika w roku 2005
w stosunku do roku 2004. W trakcie całego 2004 wykorzysty-
wana baza danych do zbierania i analizy wyników, była przez
cały ten okres uzupełniana, dlatego wykres za rok 2004 nie
w pełni odzwierciedla nam osiągane rezultaty. W marcu 2004
w bazie wprowadzone było zaledwie 60% analizowanych
maszyn, dlatego na wykresie przerywaną linią zaznaczono
hipotetyczny przebieg krzywej, w przypadku uwzględnienia
100% rozpatrywanych maszyn i urządzeń technologicznych.
Na wykresie podano również wartość planowaną 500h (po-
dana wartość jest wielkością uwzględnioną w roku 2007)
oraz wartość średnią wskaźnika za cały okres pomiaru, która
kształtuje się na poziomie 551h. Należy zauważyć, że począw-
szy od roku 2005 wartość wskaźnika maleje.
Podsumowując analizę wszystkich monitorowanych
mierników oceny systemu maszyn, a mianowicie: liczby go-
dzin nieplanowanych przestojów, liczby awarii oraz systemu
obsługi w zakresie usuwania awarii poprzez analizę średniego
czasu naprawy, należy stwierdzić, że wskaźniki te maleją. Naj-
większą zmianę wartości wskaźnika zanotowano w przypadku
liczby godzin nieplanowanych przestojów o prawie 55% oraz
w przypadku liczby awarii o 50%. Zadowalające efekty uzy-
skano również w przypadku trzeciego miernika (średni czas
naprawy), którego wartość zmieniła się o 30%.
Literatura
[1] Łunarski K. Antosz K., Niektóre problemy polepszania efektywności
eksploatacyjnej systemu maszyn technologicznych (SMT) Instytut
Technologii Eksploatacji , Kongres Eksploatacji Urządzeń Technicznych.,
Radom, 2005.
[2] Kaźmerczak. J., Eksploatacja systemów technicznych, Wydawnictwo
Politechniki Śląskiej, Gliwice, 2000.
[3] Ważyńska-Fiok K., Jaźwiński J., Niezawodność systemów technicznych,
PWN, Warszawa 1990.
[4] Będkowski L., Elementy diagnostyki technicznej, WAT, Warszawa,
1992.
[5] Downarowicz O., Systemy eksploatacji. Zarządzanie zasobami techniki.
ITE, Radom, 2000.
[6] Słotwiński B., Podstawy badań i oceny niezawodności obiektów
technicznych, WU WSI. Koszalin, 1992.
[7] Kaźmierczak J., Eksploatacja systemów technicznych, Wyd. Politechniki
Śląskiej, Gliwice 2000.
Rys. 1. Liczba awarii w latach 2004-2007
Rys. 2. Średni czas naprawy w latach 2004-2007
Rys. 3. Nieplanowane przestoje w latach 2004-2007
5_2009_farmacja.indd 46
2009-10-16 09:33:28
Wyszukiwarka
Podobne podstrony:
jak efektywnie zarządzać czasem
PARK MASZYNOWY, PW Transport, Gadżety i pomoce PW CD2, płytki, Technologia wytwarzania
Zastosowanie nowoczesnych technologii dla zwiększenia efektywności zarządzania magazynem, ABC Magazy
Praktyczne porady finansowe Jak efektywnie zadbać o swoje finanse osobiste Zarządzanie pieniędzmi! [
Efektywny System Pracy czyli jak skutecznie zarzadzac soba w czasie efsysp
Efektywny System Pracy czyli jak skutecznie zarzadzac soba w czasie
Efektywne zarządzanie projektami
sciag na maszyny, technologia żywności, maszyny
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
Efektywne zarzadzanie czasem 1
Zioło Nowoczesne technologie przetwarzania informacji w zarządzaniu logistyką w przedsiębiorstwie(2)
projektowanie maszyn technologicznych
EFEKTYWNE ZARZĄDZANIE CZASEM materiały szkoleniowe II edycja
więcej podobnych podstron