„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Bartczak
Wykonywanie połączeń rur stalowych w instalacjach
gazowych
713[07].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Piotr Czerwiński
mgr inż. Marzena Więcek
Opracowanie redakcyjne:
inż. Zygfryd Gajewski
Konsultacja:
mgr inż. Jarosław Sitek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 713[07].Z1.02.
„Wykonywanie połączeń rur stalowych w instalacjach gazowych” zawartej w modułowym
programie nauczania dla zawodu monter instalacji gazowych 713[07].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska na stanowisku do wykonywania połączeń rur stalowych
w instalacjach gazowych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 17
4.1.3. Ćwiczenia 17
4.1.4. Sprawdzian postępów 18
4.2. Materiały i armatura stosowana do wykonywania połączeń rur stalowych
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające 25
4.2.3. Ćwiczenia 26
4.2.4. Sprawdzian postępów 27
4.3. Narzędzia i sprzęt do wykonywania połączeń rozłącznych i nierozłącznych
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające 35
4.3.3. Ćwiczenia 35
4.3.4. Sprawdzian postępów 37
4.4. Połączenia rur stalowych
38
4.4.1. Materiał nauczania
38
4.4.2. Pytania sprawdzające 51
4.4.3. Ćwiczenia 52
4.4.4. Sprawdzian postępów 54
5. Sprawdzian osiągnięć
55
6. Literatura
60

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, ten będzie Ci pomocny w przyswajaniu wiedzy o technologii wykonywania
instalacji gazowej z rur stalowych, sposobach przygotowania i łączenia rur stalowych, sposobach
kontroli tych połączeń, a także w kształtowaniu umiejętności związanych z poprawnym
wykonaniem instalacji z rur stalowych.
Poradnik zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność. Po
przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: „Wykonywanie połączeń rur stalowych w instalacjach gazowych”,
której treści teraz poznasz, jest jedną z jednostek koniecznych do zapoznania się z montażem
instalacji gazowych..
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
Życzę owocnego korzystania z tego „Poradnika”
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
713[07].Z1
Technologia montażu instalacji gazowych
713[07].Z1.01
Wykonywanie prac przygotowawczo-zakończeniowych
podczas montażu instalacji gazowych
713(07).Z1.02
Wykonanie połączeń rur stalowych
w instalacjach gazowych
713[07].Z1.03
Wykonywanie połączeń rur miedzianych
w instalacjach gazowych
713[07].Z1.04
Wykonywanie połączeń rurociągów gazowych
z tworzyw sztucznych
713[07].Z1.05
Wykonywanie przyłączy do budynku
713[07].Z1.06
Instalowanie armatury i aparatury pomiarowej
713[07].Z1.07
Instalowanie szafek gazowych
i ich wyposażenia
713[07].Z1.08
Wykonywanie instalacji na gaz ziemny
713[07].Z1.09
Wykonywanie instalacji na gaz płynny
713[07].Z1.10
Wykonywanie konserwacji i napraw instalacji gazowych
Schemat układu jednostek modułowych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie połączeń rur
stalowych w instalacjach gazowych” powinieneś umieć:
− organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
− współpracować w zespole,
− dobierać i obsługiwać narzędzia do wykonywania połączeń gwintowanych i spawanych rur
stalowych,
− stosować bezpieczne zasady obsługi narzędzi i elektronarzędzi stosowanych przy
wykonywaniu połączeń rur stalowych,
− dobierać odpowiednie materiały, armaturę i łączniki do połączeń gwintowanych
i spawanych rur stalowych,
− wykonywać prace przygotowawczo-zakończeniowe podczas montażu instalacji gazowych,
− uczestniczyć w dyskusji i wymieniać doświadczenia wcześniej nabyte,
− korzystać z różnych źródeł informacji.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− zastosować przepisy bhp, ochrony ppoż, i ochrony środowiska, obowiązujące podczas
wykonania połączeni rur stalowych,
− przygotować, na podstawie wykazu materiały stosowane do wykonania połączeń rur
stalowych,
− ocenić stan techniczny rur i łączników stalowych,
− wykonać cięcie rur stalowych na określony wymiar,
− wykonać gięcie rur stalowych o różnych średnicach,
− wykonać gwintowanie rur stalowych o różnych średnicach,
− dobrać szczeliwo do wykonania połączeń gwintowanych,
− wykonać połączenia rozłączne w instalacjach z rur stalowych,
− przygotować stanowisko do spawania gazowego,
− przygotować sprzęt do spawania gazowego,
− przygotować rury do spawania pod różnymi katami,
− wykonać łączenie rur w pozycji poziomej, pionowej i pod różnymi kątami, metodą spawania
gazowego,
− wykonać łączenie rur spoinami czołowymi i pachwinowymi, metodą spawania gazowego,
− wykonać połączenie przewodów instalacji z rur stalowych z przewodami wykonanymi
z innych materiałów,
− przygotować wykonane instalacje do odbioru,
− wykonać prace zgodnie z warunkami technicznymi.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Przepisy
bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska na stanowisku do
wykonywania połączeń rur stalowych
4.1.1. Materiał nauczania
Przestrzeganie zasad higieny i bezpieczeństwa pracy (bhp) wynika z ustawodawstwa,
które gwarantuje każdemu obywatelowi prawo do ochrony zdrowia. W zakresie bhp
ustawodawstwo nakłada na pracodawców i pracowników szereg obowiązków, głównie
z dziedziny technicznej i organizacyjnej wykonywanych czynności, szczególnie tych, które
dotyczą prac monterskich przy instalacjach i urządzeniach gazowych.
Zasady bhp dotyczą między innymi środków pracy (narzędzia, maszyny, materiały
pomocnicze), przedmiotów pracy (instalacje, przybory i paleniska) oraz dobrej organizacji
miejsca pracy człowieka. Właściwe warunki w miejscu pracy, ochrona zdrowia, higiena
osobista zapobiegają wszelkim szkodliwym wpływom, jak zatrucia, poparzenia, skażenia
atmosferą itp.
Problematyka bhp jest bardzo złożona i obejmuje zarówno zagadnienia techniki,
technologii, postępu technicznego, higieny, fizjologii pracy, ekonomii, jak również
statystykę wypadków przy pracy i chorób zawodowych, oraz wiele innych problemów.
W związku z tym zostało wydanych szereg aktów prawnych, które regulują
te zagadnienia.
Znajomość przepisów, zarządzeń, instrukcji z zakresu bhp jest obowiązkiem każdego
pracownika, wymaganym z racji jego stanowiska, pełnionych obowiązków, wykształcenia.
Wszelkie lekceważenie przepisów, instrukcji może w konsekwencji przyczynić się do
bardzo przykrego wypadku, ze względu na wybuchowe i toksyczne własności paliw
gazowych.
Prace wykonywane podczas połączeń rur stalowych ze względu na to, że główną operacją
jest tu spawanie gazowe, zaliczane są do prac wyjątkowo odpowiedzialnych i ważnych jako, że
spawanie jest pracą szkodliwą dla zdrowia.
BHP przy pracach spawalniczych
Spawacze zostali zakwalifikowani do I grupy zatrudnienia, jako wykonujący pracę
szkodliwą dla zdrowia. Zgodnie z Rozporządzeniem Rady Ministrów z dnia 28 maja 1996
(Dz.U. Nr 60 poz. 279) korzystają z pewnych przywilejów socjalnych, m.in. powinni
otrzymywać posiłki i napoje.
Mogą przechodzić na emeryturę po 60. roku życia, po przepracowaniu w zawodzie
spawacza 15 lat. Obowiązuje ich książka spawacza i wpis do książki o przebiegu pracy
spawalniczej. Jest to warunkowane ciągłością pracy na stanowisku spawacza przez pełną
dniówkę roboczą, co musi być potwierdzone przez zakład pracy.
Spawacz przed podjęciem pracy na stanowisku spawacza musi być poddany badaniom
lekarskim. Każdy spawacz powinien przechodzić okresowe badania lekarskie zgodnie
z Rozporządzeniem Ministra Zdrowia i Opieki Społecznej z dnia 30 maja 1996 roku (Dz.U.
Nr 69 poz. 332). Na podstawie wymienionego rozporządzenia lekarz ustala okres badań
lekarskich pracownika zależnie od tego, jakie zagrożenie chorobowe występuje na jego
stanowisku pracy. Spawacz wykonujący zawód narażony jest na działanie wielu
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
niesprzyjających okoliczności zachodzących w procesie spawania, np. występuje szkodliwe
działanie pyłów, gazów i par metalicznych, promieniowanie łuku elektrycznego, prąd elektryczny
i wiele innych czynników. Samo siedzenie przy spawaniu (prawie zawsze bez ruchu fizycznego)
wpływa niekorzystnie na układ krążenia oraz drogi oddechowe, co z czasem prowadzi do
powstawania chorób serca, a także żołądka lub dwunastnicy.
Rozporządzenie Ministra Gospodarki z dnia 27 kwietnia 2000 r. (Dz.U. Nr 40 poz. 470)
w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych określa wymagania,
jakie powinny być przestrzegane przy spawaniu, napawaniu, lutowaniu, zgrzewaniu i cięciu
termicznym metali i tworzyw termoplastycznych.
Ważniejsze ogólne wymogi są następujące:
• Spawanie może wykonywać osoba, która została przeszkolona w tym zawodzie i zdała
egzamin z przedmiotów zawodowych (praktyki i teorii) oraz ze znajomości przepisów
bezpieczeństwa i higieny pracy, a także przepisów przeciwpożarowych.
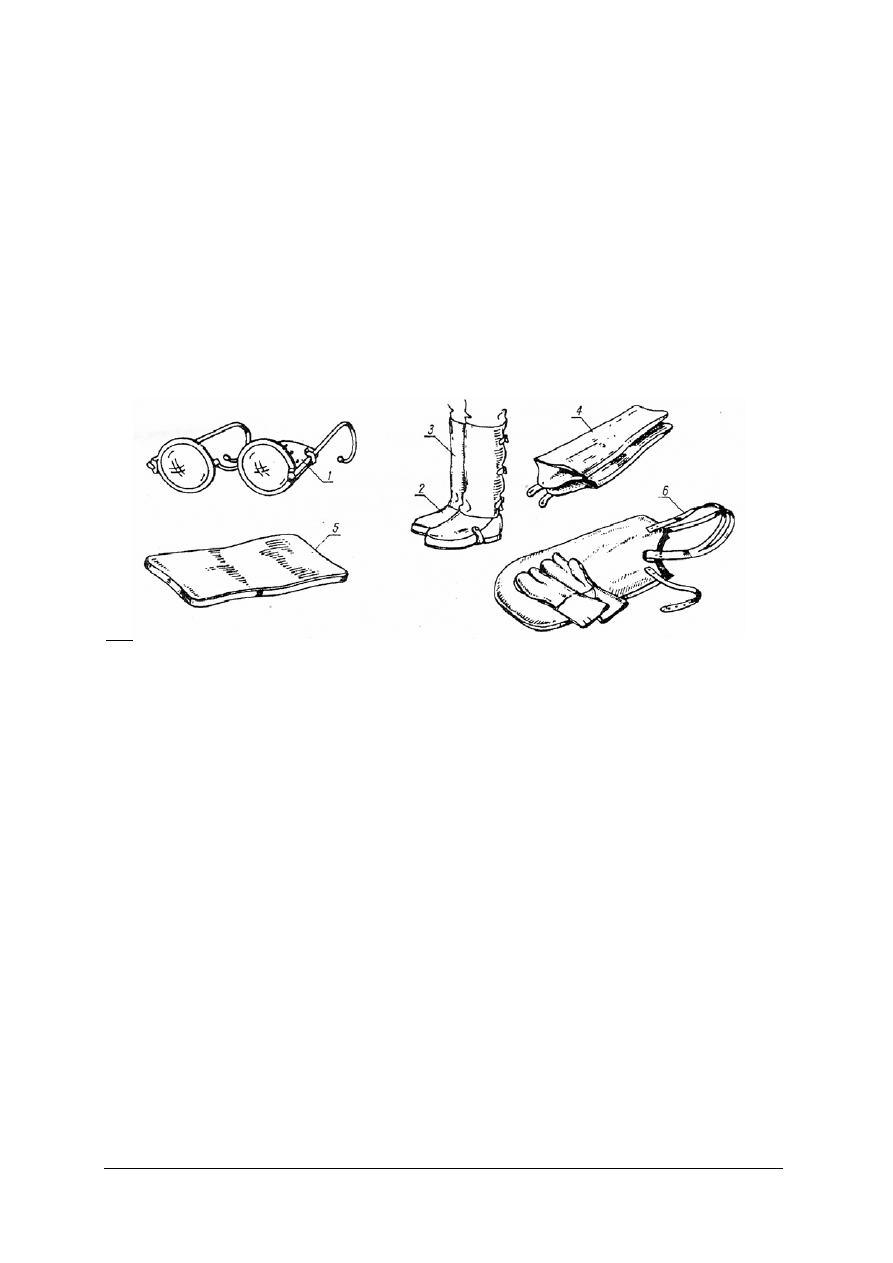
• Spawacz powinien być zaopatrzony w odpowiedni sprzęt ochrony jak:
1 – okulary do spawania, 2 – ochraniacze na buty, 3 – ochraniacze na łydki, 4 – ochraniacze na rękawy, 5 – mata
izolacyjna, 6 – fartuch i rekawice
Rys. 1. Sprzet ochronny do spawania i ciecia gazowego. [4, s. 421]
ubranie robocze, okulary do spawania, ochraniacze na buty i łydki, ochraniacze na rekawy,
fartuch i rękawice. Przy spawaniu na kolanach spawacz powinien mieć nakolanniki
skórzane wyłożone grubą wkładką filcową.
• Z pomieszczeń zagrożonych pożarem należy usunąć materiały palne lub zabezpieczyć je
materiałami niepalnymi (koce lub maty przeciwpozarowe, blachy), ewentualnie, gdy jest to
możliwe, zlać wodą.
• Nie wolno wykonywać prac spawalniczych w odległości mniejszej niż w promieniu 5m od
materiałów łatwopalnych niebezpiecznych przy zetknięciu z ogniem.
• Spawanie powinno być wykonywane w osobnym pomieszczeniu (spawalni), w którym
powinny być spełnione następujące warunki:
- powierzchnia jednego stanowiska roboczego powinna wynosić najmniej 4 m
2
,
- powierzchnia podłogi nie zajętej przez urządzenia i sprzęt powinna wynosić co najmniej
2 m
2
,
- wysokość spawalni - minimum 3,75 m,
- objętość pomieszczenia - co najmniej 15 m
3
na każde stanowisko,
- skuteczna wentylacja ogólna i stanowiskowa.
• Odstępstwa od powyższej zasady dopuszczalne są jedynie w przypadkach, gdy jest to
konieczne ze względu na produkcję oraz w warunkach montażowych.
• Spawanie na otwartej przestrzeni jest możliwe pod warunkiem, że stanowisko robocze
spawacza będzie zabezpieczone przed opadami atmosferycznymi za pomocą odpowiednich
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
daszków lub matami nieprzemakalnymi; w razie burzy i wyładowań atmosferycznych
(piorunów) spawanie, musi być przerwane,
• Ściany i sufity spawalni oraz ściany kabin spawalniczych powinny być pomalowane farbami
matowymi.
• Stanowiska spawalnicze usytuowane w różnych miejscach, w hali produkcyjnej lub poza
spawalnią, muszą być osłonięte parawanami stałymi lub przenośnymi w celu zabezpieczenia
osób pracujących w pobliżu przed szkodliwym działaniem promieni powstałych od
płomienia spawalniczego.
Topniejące metale w czasie spawania wydzielają poza widzialnymi promieniami
świetlnymi promienie niewidzialne: nadfioletowe i podczerwone. Działają one szkodliwie na
oczy i dlatego spawacz obowiązany jest chronić oczy przed ich działaniem.
Do spawania łukowego i gazowego stosuje się szkła barwne wg normy PN-8 UZ-53202
„Sprzęt ochrony osobistej oczu. Filtry spawalnicze". Szkła barwne do spawania łukowego
należy dobierać zależnie od wartości natężenia prądu spawania mierzonego w amperach.
Dotyczy to także spawania gazowego,.
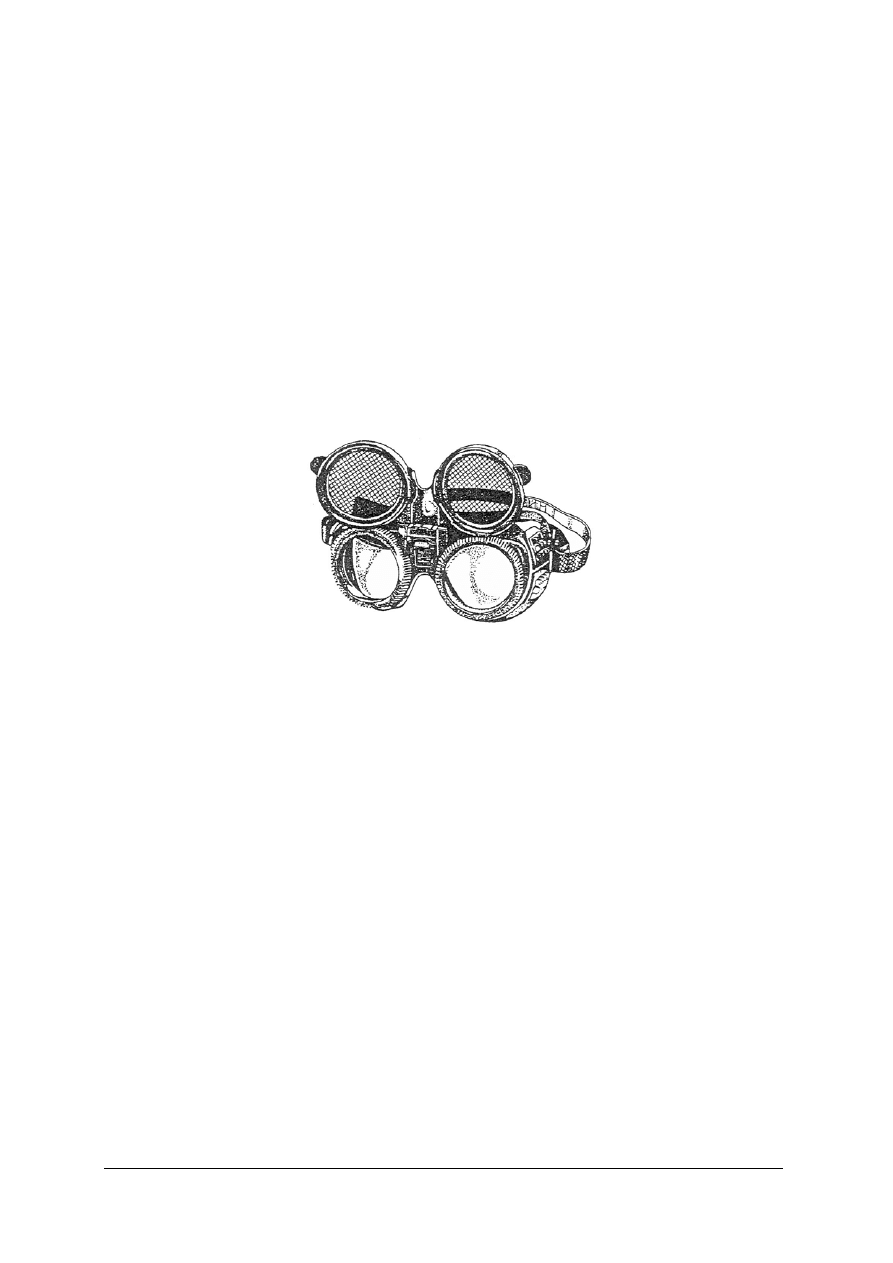
Rys. 2. Okulary odchylne do spawania i ciecia gazowego. [4, s. 425]
Szkła barwne do spawania gazowego o wymiarach Ø 50 x 1,5÷4 mm są okrągłe i powinny
mieć zabarwienie zielone. Personel pomocniczy zatrudniony przy spawaniu powinien również
mieć okulary i tarcze ochronne wyposażone w szkła wymagane przy pracach spawalniczych
w zasięgu promieniowania rozproszonego.
[4, s. 425]
Działania gazów spawalniczych na organizm ludzki
W pomieszczeniach, w których wykonywane są roboty spawalnicze, powietrze
zanieczyszczone jest różnymi gazami i pyłami. Przy spawaniu, zależnie od jego rodzaju,
działają gazy takie jak: tlen, azot, ozon, wodór, dwutlenek węgla i tlenek węgla. Oprócz
gazów dostają się do powietrza dymy, w których znajdują się tlenki żelaza, manganu,
krzemu, azotu, miedzi i inne. Przy większym stężeniu tych zanieczyszczeń w powietrzu
u osób pracujących w takich warunkach mogą powstawać zawroty i bóle głowy, a nawet
drgawki i stan zapaści.
Spawacze pracujący w warunkach obecności gazów spawalniczych narażeni są,
w przypadku braku wentylacji, na poważne zagrożenie pod względem zdrowotnym.
W niektórych przypadkach może dochodzić nawet do zatrucia i utraty przytomności. Z wyżej
podanych przyczyn niezbędna jest wentylacja stanowiskowa w pomieszczeniach, w których
wykonywane są roboty spawalnicze. W przypadku zatrucia gazami należy poszkodowanego
przenieść na świeże powietrze i zastosować sztuczne oddychanie. Można także zastosować
podawanie tlenu. Należy natychmiast wezwać lekarza lub przewieźć chorego do szpitala.
[4, s. 427]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Butle tenowe i acetylenowe
Butle tlenowe i acetylenowe powinny być składowane w oddzielnych magazynach.
Zabronione jest przeładowywanie gazów z jednej butli do drugiej. Butle należy
transportować ostrożnie, unikać uderzeń, wstrząsów, rzucania i toczenia po ziemi. Nie wolno
zmieniać napisów wybitych na głowicy butli. Butle należy chronić przed działaniem promieni
słonecznych i nie stawiać ich blisko ognisk, pieców, grzejników i zapalonych palników.
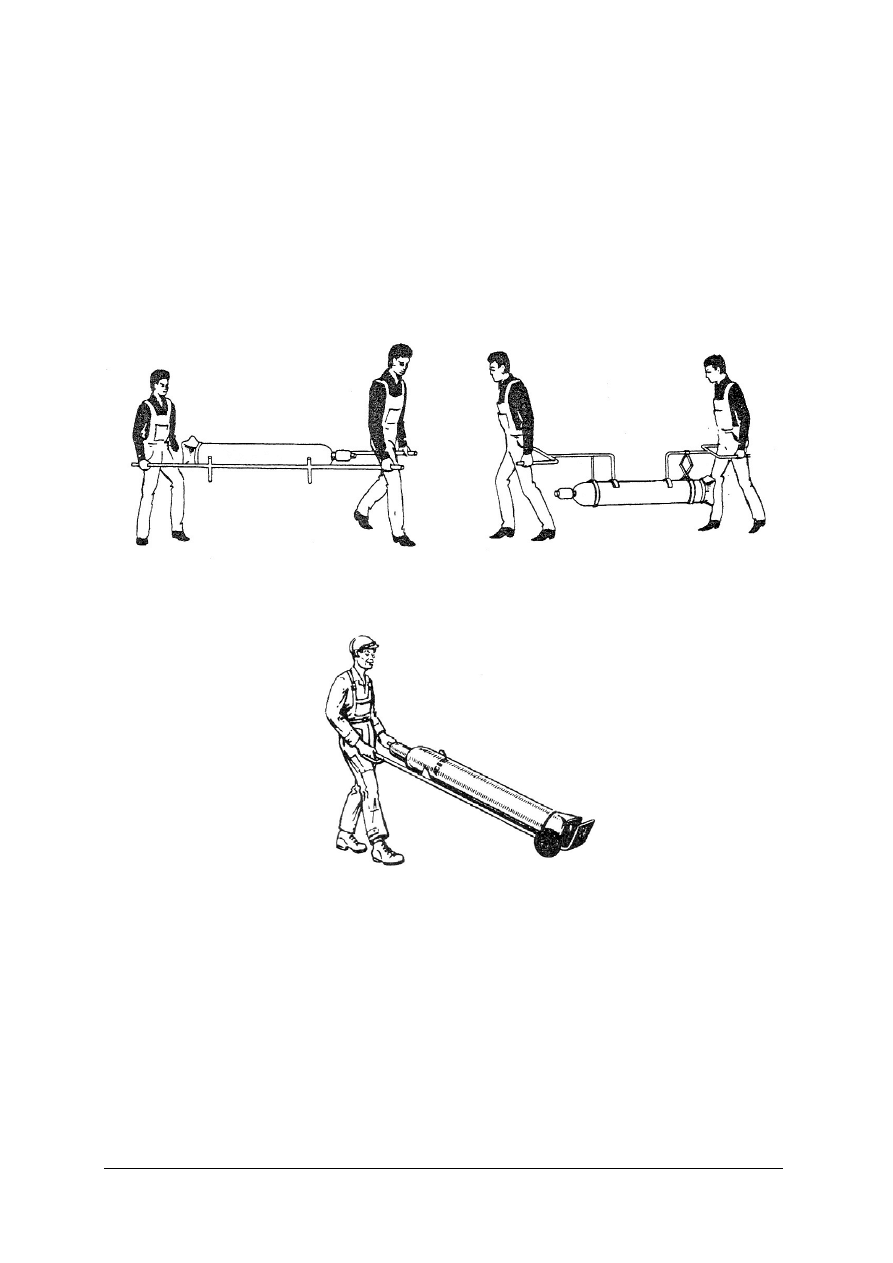
Butle należy używać w pozycji stojącej i zabezpieczać je łańcuchami. Mogą być ułożone
również w pozycji pochyłej pod kątem około 45°. Można także używać specjalnych wózków
przewoźnych. Butle powinny być przenoszone przez dwie osoby w specjalnych uchwytach,
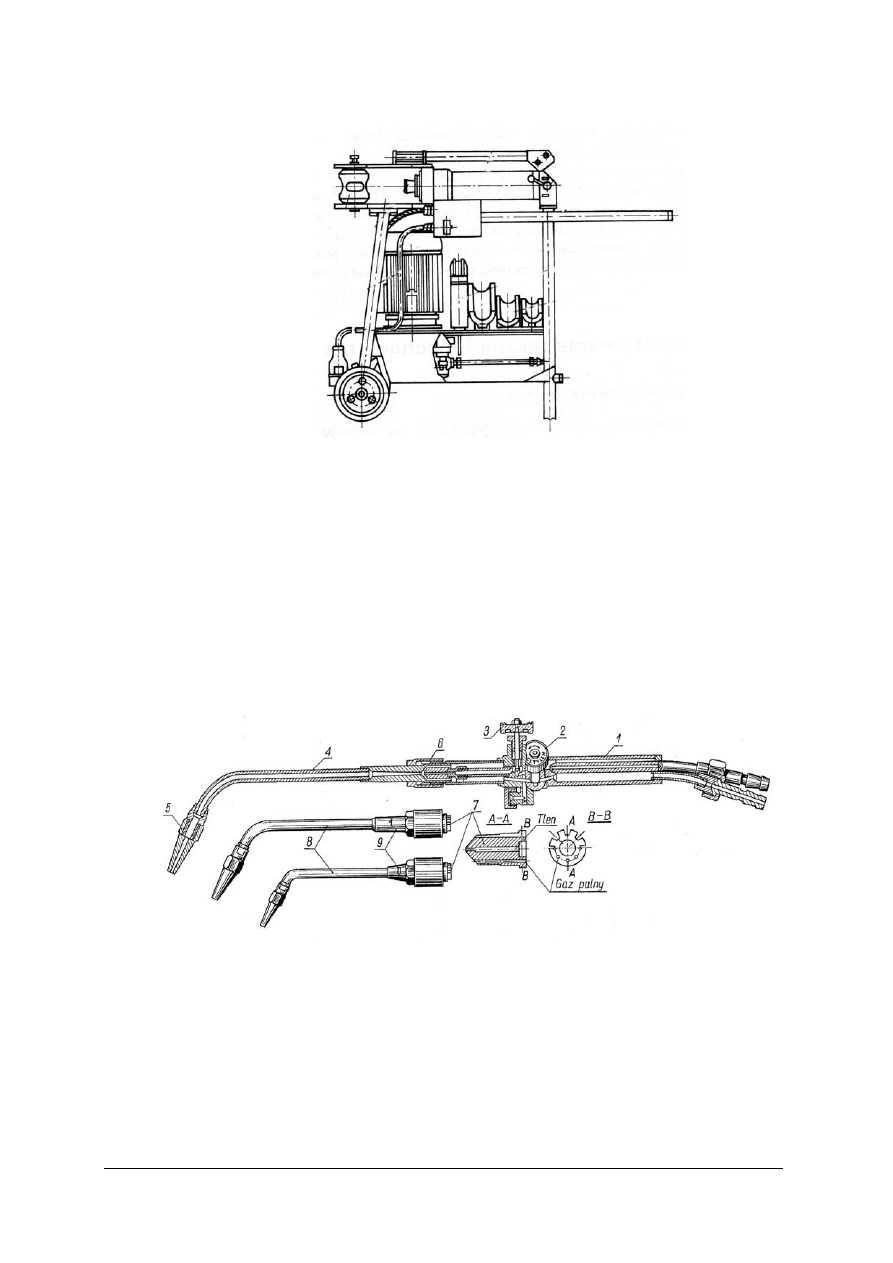
na noszach (rys. 3) lub przewożone na specjalnym wózku (rys. 4).
Rys.3. Przepisowe przenoszenie butli z gazami technicznymi [4, s. 427]
Rys. 4. Wózek do transportu butli przez jedna osobę [4, s. 428]
Butle tlenowe i inne części stykające się z tlenem należy bezwzględnie chronić przed
zanieczyszczeniem olejem lub innymi smarami, ponieważ grozi to wybuchem, a do stanowisk
spawalniczych nie wolno zbliżać się z ogniem lub papierosem.
[4, s. 428]
Palniki
Palniki należy chronić przed zanieczyszczeniem smarem lub olejem. Zapalając palnik, należy
najpierw otwierać zawór tlenowy, a następnie zawór acetylenowy. Gasząc palnik, czynności te
wykonuje się w odwrotnej kolejności. Dysz płomieniowych palnika nie wolno przeczyszczać
grubymi igłami stalowymi. Należy do tego celu używać specjalnych wierteł lub igieł
miedzianych albo mosiężnych.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
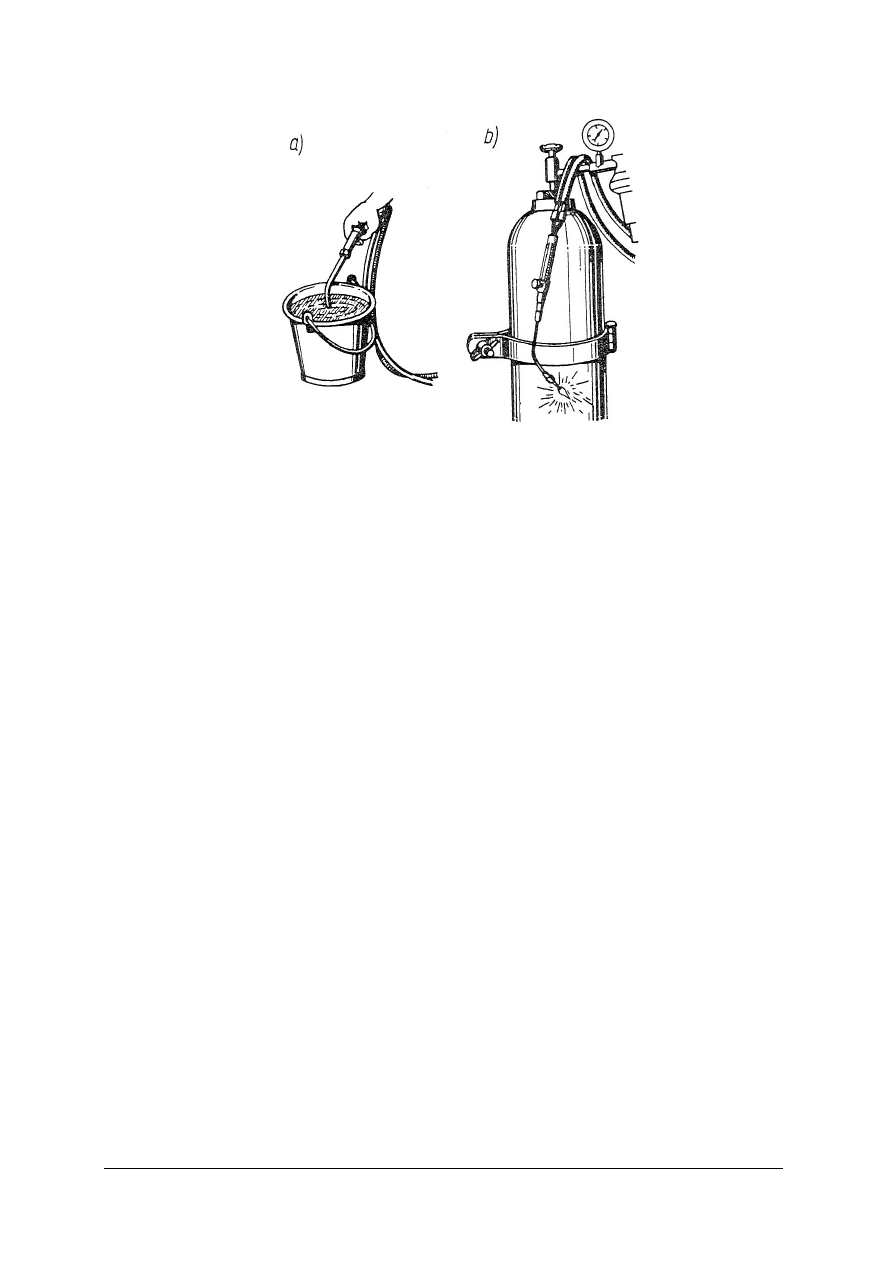
a) chłodzenie palnika w wodzie, b) niedopuszczalne zawieszanie zapalonego palnika.
Rys. 5. Przepisy bhp przy obsłudze palnika: [4, s. 429]
Gorący palnik należy ochłodzić w wodzie (przy otwartym zaworze tlenowym – rys.5 -
aby woda nie dostała się do środka palnika). W razie cofnięcia się płomienia należy
natychmiast zamknąć zawór acetylenowy i tlenowy na palniku oraz ochłodzić palnik.
Po otwarciu zaworów na rączce palnika należy zaraz zapalać płomień, aby mieszanka
tlenu i acetylenu nie uległa eksplozji. Palnika z zapalonym płomieniem nie wolno zawieszać
na butli (rys.5)
Stanowisko pracy do spawania gazowego
Stanowisko pracy spawacza gazowego należy wyposażyć w:
– stół spawalniczy z uniwersalnym uchwytem do mocowaniu elementów z blach i rur
w różnych pozycjach,
– wieszak (zaczep) do odkładania palnika,
– naczynie z wodą,
– stołek z regulowaną wysokością siedziska, punkty zasilania gazami spawalniczymi: tlenem
i acetylenem, np. butle napełnione gazami z zamontowanym osprzętem,
– palnik z przewodami (wężami) spawalniczymi,
– bezpieczniki przyreduktorowe lub przypalnikowe,
– przybory (wałeczki) do czyszczenia palnika,
– urządzenia wentylacji stanowiskowej lub wyciągi stanowiskowe podłączone do instalacji
wyciągowej ogólnej,
– narzędzia ślusarskie: młotki, cęgi lub szczypce, szczotki druciane stalowe,
– szafkę narzędziową.
Organizując stanowisko pracy spawacz gazowy sprawdza:
– stan techniczny wszystkich składników stanowiących wyposażenie stanowiska
spawalniczego,
– zgodność wyposażenia z przeznaczeniem stanowiska do spawania lub cięcia gazowego,
– ustawienie parawanów (zasłon), jeśli jest to wymagane,
– zewnętrzny stan techniczny butli z gazami spawalniczymi: tlenem i acetylenem,
– sprawność osprzętu spawalniczego: reduktorów tlenowych i acetylenowych, bezpieczników,
przewodów: tlenowego i acetylenowego oraz palnika,
– poziom wody w naczyniu do studzenia palnika,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
– oświetlenie stanowiska pracy,
– funkcjonowanie wentylacji stanowiskowej wyciągowej i nawiewnej ogólnej.
Przed rozpoczęciem prac spawalniczych należy spełnić podstawowe warunki
bezpieczeństwa na stanowisku pracy spawacza:
– zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ochrony środowiska,
– sprawdzić kompletność wymaganego wyposażenia technicznego stanowiska pracy,
– sprawdzić sprawność techniczną całego wyposażania technicznego na stanowisku pracy,
– sprawdzić zabezpieczenie stanowiska spawalniczego pod wzgldem przeciwpożarowym.
Palnik powinien być chroniony przed uderzeniami i zanieczyszczeniem.
Wydajną i bezpieczną pracę zapewnia palnik w dobrym stanie technicznym. Szczególnie
ważne jest utrzymywanie w stanie nieuszkodzonym i czystym otworów przelotowych gazu
palnego i tlenu oraz mieszanki tych gazów, a przede wszystkim otworów w dziobach
wylotowych, dyszach i smoczkach. Trzeba zwracać uwagę na szczelność wszystkich
przewodów, połączeń, zaworów itp, Przystępując do organizacji stanowiska pracy, czyste węże
spawalnicze o odpowiedniej średnicy zakłada się na przyłączki i mocuje opaskami zaciskowymi.
Węże powinny mieć długość co najmniej 5m. Szczelność połączeń sprawdza się specjalnym
testerem lub przez smarowanie ich roztworem wodnym mydła, ewentualnie przez zanurzenie
w wodzie. Nieszczelności usuwa się przez oczyszczenie i silniejsze dokręcenie lub wymianę
uszczelek. Kontroli „ssania" acetylenu na przyłączce palnika dokonuje się przez odkręcenie
opaski zaciskowej na przewodzie gazu palnego - acetylenu, zdjęcie tego przewodu z przyłączki,
doprowadzenie tlenu do palnika, otworzenie zaworów palnika i sprawdzenie, czy w otworze
króćca wlotowego gazu palnego jest ssanie przy największym i najmniejszym ciśnieniu tlenu.
Palnik, który nie wykazuje ssania, nie może być używany do pracy.
W czasie sprawdzania „ssania" gazu palnego zawór butlowy acetylenowy powinien być
zamknięty.
Najczęstszą przyczyną braku ssania są zanieczyszczenia otworów przelotowych gazów
oraz nieszczelności przewodu tlenowego wewnątrz palnika.
Wymagania bhp wobec spawacza gazowego na stanowisku pracy
Do wykonywania powierzonej pracy spawacz powinien przystąpić właściwie ubrany.
Nie wolno mu podejmować pracy, jeśli ma jakiekolwiek wątpliwości co do jej bezpiecznego
wykonania. W takim wypadku powinien zgłosić się do bezpośredniego przełożonego po
wskazówki. Przed rozpoczęciem pracy spawacz powinien:
– wysłuchać instruktażu zwierzchnika w zakresie bhp,
– zapoznać się z dokumentacją techniczną wykonawczą: instrukcją technologiczną
spawania oraz okresowo z innymi instrukcjami znajdującymi się na stanowisku pracy,
– przemyśleć bezpieczny przebieg wykonywania powierzonej pracy,
– sprawdzić wyposażenie stanowiska w niezbędne pomoce warsztatowe, narzędzia pracy
i ochrony indywidualnej,
– przygotować stanowisko pracy do realizacji zadania (podtrzymki, uchwyty, oświetlenie
stanowiskowe),
– sprawdzić stan techniczny urządzeń i osprzętu spawalniczego,
– jeśli istnieje konieczność korzystania z narzędzi elektrycznych, zapoznać się
z instrukcjami bezpiecznego ich stosowania,
– sprawdzić system ustawiania elementów do szczepiania i spawania,
– sprawdzić czy stanowisko pracy jest pozbawione materiatów palnych,
– skoncentrować swoją uwagę tylko na zasadniczych wykonywanych czynnościach.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Przez racjonalną organizację stanowiska pracy spawacza rozumiemy bezpieczne i łatwe
wykonywanie pracy dzięki zastosowaniu odpowiedniego wyposażenia i zastosowaniu
właściwych środków ochronnych przed czynnikami:
– niebezpiecznymi, w szczególności urazowymi,
– szkodliwymi i uciążliwymi, jak: zapylenie, hałas, mikroklimat, oświetlenie, duże i zbędne
obciążenie fizyczne pracownika.
Małe elementy spawa się na stole spawalniczym, wykonanym z materiału niepalnego.
Duże przedmioty lub ciężkie przedmioty (o masie ponad 25 kg) powinny być przemieszczane
za pomocą urządzeń transportu pionowego i poziomego.
Szczególną wagę należy przywiązywać do organizacji stanowisk pracy poza spawalnią.
Stanowisko spawania na otwartej przestrzeni wymaga zabezpieczenia przed opadami
atmosferycznymi.
Zgodnie z zasadami bhp miejsce pracy należy utrzymywać w czystości i porządku,
a powierzone urządzenia, osprzęt spawalniczy, narzędzia i przyrządy sprawdzać przed
przystąpieniem do pracy oraz utrzymywać w czystości i zdolności do pracy, Ewentualne
niedomagania należy zgłaszać przełożonym (instruktorom).
Obowiązkem pracownika jest zapoznanie się z instrukcjami obsługi wszystkich urządzeń
technicznych znajdujących się na stanowisku pracy. Spawacz powinien ustawiać i mocować
spawane elementy w taki sposób, aby nie spadły lub nie przesuwały się w czasie spawania. Przed
rozpoczęciem spawania należy włączyć wentylację stanowiskową, aby usuwać gazy
spawalniczee bezpośrednio ze stanowiska spawacza. Obowiązkiem spawacza jest stosowanie
bezpiecznych metod pracy, zapewnienie dobrej organizacji, wykonywanie tylko tych zadań,
które zlecił przełożony. W razie zaistnienia sytuacji nietypowych należy bezzwłocznie zwrócić się
do swojego bezpośredniego zwierzchnika po wytyczne do dalszego postępowania. W myśl
przepisów bhp nie wolno wykonywać prac, których nie zlecił przełożony. Prace spawalnicze
wykonywane w ramach robót budowlanych, rozbiórkowych, remontowych i montażowych
prowadzone bez wstrzymania ruchu zakładu pracy lub jego części, powinny być organizowane
w sposób nie narażający spawaczy na niebezpieczeństwa i uciążliwości oraz prowadzone
z zastosowaniem szczególnych środków ostrożności. Pracodawca i osoba kierująca spawaczami
powinni protokolarnie ustalić szczegółowe warunki bhp i podział obowiazków w tym zakresie.
Spawacze powinni być poinformowani o środkach ostrożności i wykonywać prace na podstawie
pisemnego zezwolenia pracodawcy.
Zabronione jest użytkowanie niesprawnych urządzeń i narzędzi, samowolne naprawianie
uszkodzonych urządzeń elektrycznych, lamp, wyłączników, bezpieczników itp., samowolne
naprawianie uszkodzonych urządzeń spawalniczych oraz narzędzi, palenie papierosów poza
wyznaczonymi w tym celu miejscami.
Spawacz może przystąpić do wykonywania prac spawalniczych w warunkach zagrożenia
pożarowego czy wybuchowego wyłącznie na podstawie imiennego pisemnego zezwolenia
wydanego przez pracodawcę.
Na stanowisku pracy spawacza, poza instrukcjami technologicznymi spawania i/lub inną
dokumentacją technologiczną powinny znajdować się instrukcje w zakresie:
– wykonywania prac zagrażających zdrowiu spawacza lub powodujących zagrożenia
wypadkowe,
– obstugi urządzeń technicznych i sprzętu technicznego, stanowiących wyposażenie
stanowiska pracy,
– postepowania z materiałami szkodliwymi i niebezpiecznymi dla zdrowia,
– udzielania pierwszej pomocy przedlekarskiej,
– zasad postępowania w sytuacjach nieprzewidzianych i awaryjnych, stwarzających poważne
zagrożenia dla zdrowia i życia pracowników.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
W instrukcjach powinny być określone czynności spawacza przed rozpoczęciem pracy,
zasady bezpiecznej pracy oraz czynności po zakończeniu pracy.
Oparzenia cieplne
Przy pracach spawalniczych dochodzi czasem do oparzenia od łuku elektrycznego lub przez
dotknięcie gorących elementów spawanych. Przy udzielaniu pomocy osobom poszkodowanym nie
należy dotykać miejsc oparzonych. Odzież i obuwie można zdejmować jedynie wówczas, gdy
zachodzi potrzeba. Przylegające do ciała części odzieży należy obciąć wokół miejsc oparzenia.
Nie wolno przebijać pęcherzy. Oparzone miejsce należy pokryć suchym opatrunkiem z gazy
jałowej. Opatrunek można zwilżyć 90% alkoholem etylowym. Następnie trzeba skierować lub
przewieźć oparzonego do lekarza. W wyjątkowych okolicznościach można na miejsca
oparzone nałożyć kompres z zimnej wody w celu uniknięcia powstawania pęcherzy
i zmniejszenia bólu.
[4, s. 435]
Zaprószenie oka
Zaprószenie oka lub oparzenia odpryskami iskier stanowią poważne zagrożenie dla tak
ważnego organu, jakim są oczy. W przypadku zaprószenia nie należy dotykać, pocierać
i drapać powierzchni oka lub powiek, żeby nie skaleczyć tkanki oka lub powiek. Jeżeli obce
ciało jest wbite w oko, nie należy tego ciała usuwać, lecz trzeba zakryć oko jałową gazą oraz
opaską bez ucisku i skierować poszkodowanego do okulisty.
[4, s. 435]
Wentylacja stanowisk spawalniczych
Przy wszystkich rodzajach spawania wydziela się większa lub mniejsza ilość gazów, pyłów
i par metalicznych szkodliwych dla zdrowia spawaczy i otoczenia. Szkodliwość tych substancji
zależy od ich stężenia w powietrzu. Przy spawaniu powstaje duże zanieczyszczenie powietrza
różnymi gazami, a przede wszystkim tlenkiem węgla (CO), pochodzącym z rozpadu dwutlenku
węgla (CO
2
→ CO + ½0
2
,), co może narażać spawaczy na poważne schorzenia dróg oddechowych.
Wentylacja może mieć różne rozwiązania techniczne, zależnie od zakresu wykonywanej
produkcji. Zazwyczaj stosuje sie wentylację ogólną, umieszczoną w górnych partiach hal
warsztatowych, która odprowadza zanieczyszczenia gazowe powietrza na zewnątrz budynku.
Takie rozwiązanie nie wystarcza, aby spawaczowi zapewnić prawidłowe warunki pracy pod
względem bhp. Spawacz powinien mieć na stanowisku spawalniczym wentylację zapewniającą
stałe odprowadzenie zanieczyszczeń gazowych powietrza od miejsca spawania. Mogą to być
stoły specjalne z dolnym wyciągiem powietrza lub mogą być nad stołami spawalniczymi
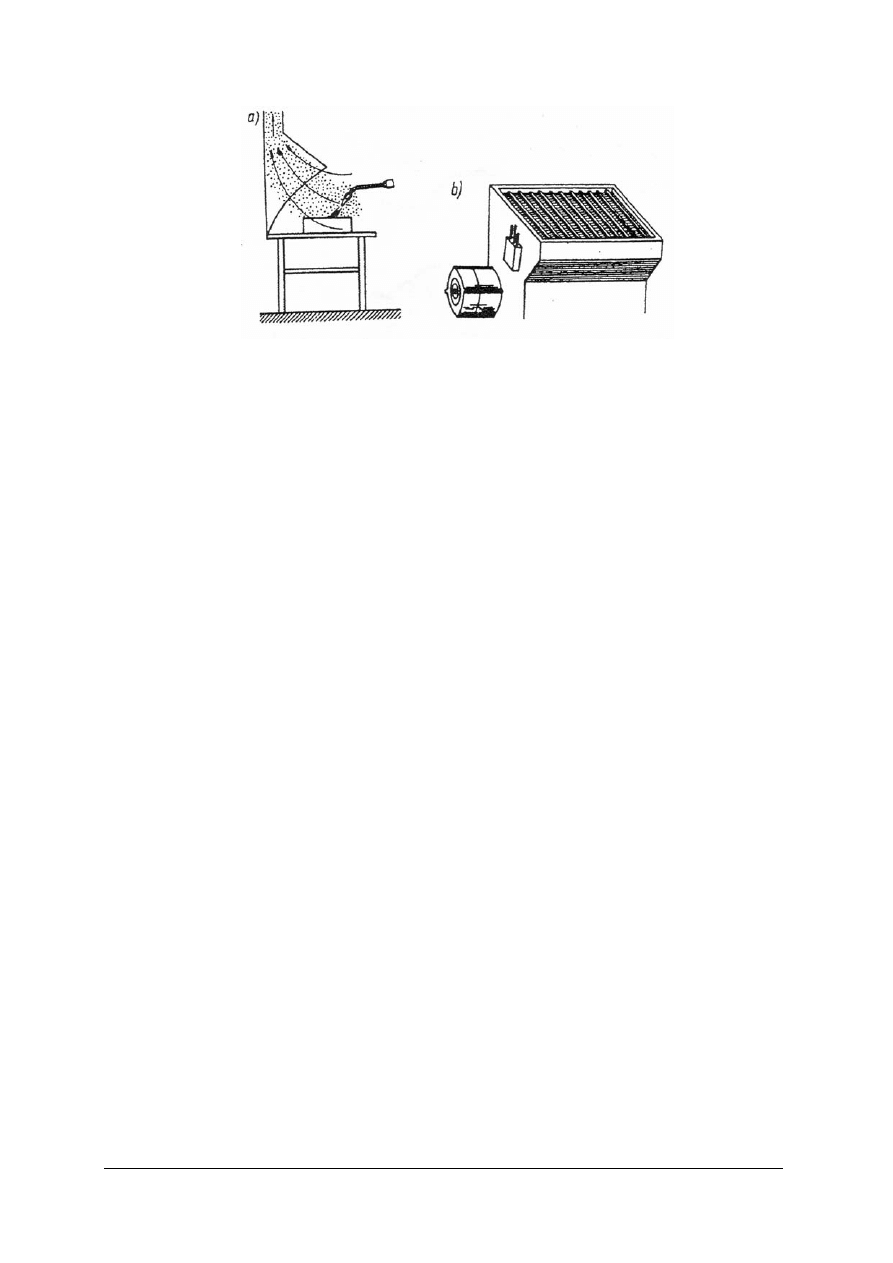
górne albo boczne odciągi (rys. 6), przez które odprowadzane są spaliny ze strefy spawania.
Niektóre zanieczyszczenia gazowe (np. CO) są cięższe od powietrza i utrzymują się długo na
wysokości twarzy spawacza, co naraża go na różne schorzenia.
[4, s. 439]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
a) górny, b) dolny wyciąg wentylatora
Rys. 6, Stoły spawalnicze. [4, s. 439]
Tablice ostrzegawcze
Tablice ostrzegawcze i hasła bhp mają bardzo duże znaczenie dla zwiększenia
bezpieczeństwa pracy w zakładach przemysłowych i na budowach. Dlatego zależnie od
rodzaju wykonywanej pracy lub produkcji powinny być sporządzone i umieszczone
w miejscach najbardziej widocznych tablice ostrzegawcze i hasła, charakteryzujące
okoliczności zaistnienia wypadku i skutki z tego wynikające.
Ochrona przeciwpożarowa
Przy wykonywaniu robót spawalniczych bardzo często dochodzi do zaprószenia ognia
przez spawaczy i powstania pożaru wskutek nieznajomości przepisów lub ich
lekceważenia.
Najczęściej wypadki powstają przy robotach remontowych oraz przy wykonywaniu napraw
instalacji rurowych. Podczas tych prac często dochodzi do zaprószenia ognia i powstania pożaru.
Należy zatem przy spawaniu pamiętać, aby w spawalniach lub innych pomieszczeniach nie było
żadnych materiałów łatwopalnych (śmieci, pakuł, szmat, smarów, papieru itp).
Jeżeli spawanie ma być wykonywane w pomieszczeniach z materiałami palnymi, to materiały
te należy usunąć, ewentualnie zabezpieczyć kocami przeciwpożarowymi lub blachami albo zlać
obficie wodą. Po zakończeniu pracy należy sprawdzić miejsce spawania, czy w jakieś szczeliny
przypadkowo nie dostały się iskry, co po pewnym czasie może spowodować pożar.
Pierwsza kontrola miejsca pracy powinna być zaraz po wykonaniu spawania, a następne
kontrole za 1 godzinę, za 2 godziny, za 4 godziny i za 8 godzin.
W przypadku powstania małego pożaru osoby znajdujące się w pobliżu powinny natychmiast
przystąpić do jego gaszenia.
Przy pracach spawalniczych wykonywanych w budynkach lub na zewnątrz budynków
muszą być zachowane podstawowe zasady przestrzegania przepisów przeciwpożarowych. Jeżeli
spawanie prowadzone jest w budynkach, to przed przystąpieniem do spawania należy dokładnie
sprawdzić, czy w obrębie wykonywanych prac lub w sąsiednich pomieszczeniach nie znajdują
się materiały mogące ulec zapaleniu wskutek nagrzania lub zaprószenia ognia.
[4, s. 449]
Przykład zabezpieczenia materiałów palnych przed pożarem w czasie spawania pokazano
na rysunku 7. Materiały palne znajdujące się w pobliżu prac spawalniczych zabezpiecza się płytą
z materiału niepalnego (2), a miejsce spawania osłania się blachą (1). W każdej sytuacji
podczas spawania należy się upewnić, czy spadające iskry nie stanowią zagrożenia
pożarowego w miejscu wykonywanej prac.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
1- blacha, 2- płyta z materiału niepalnego
Rys. 7. Zabezpieczenie materiałów palnych przed pożarem. [4, s. 450]
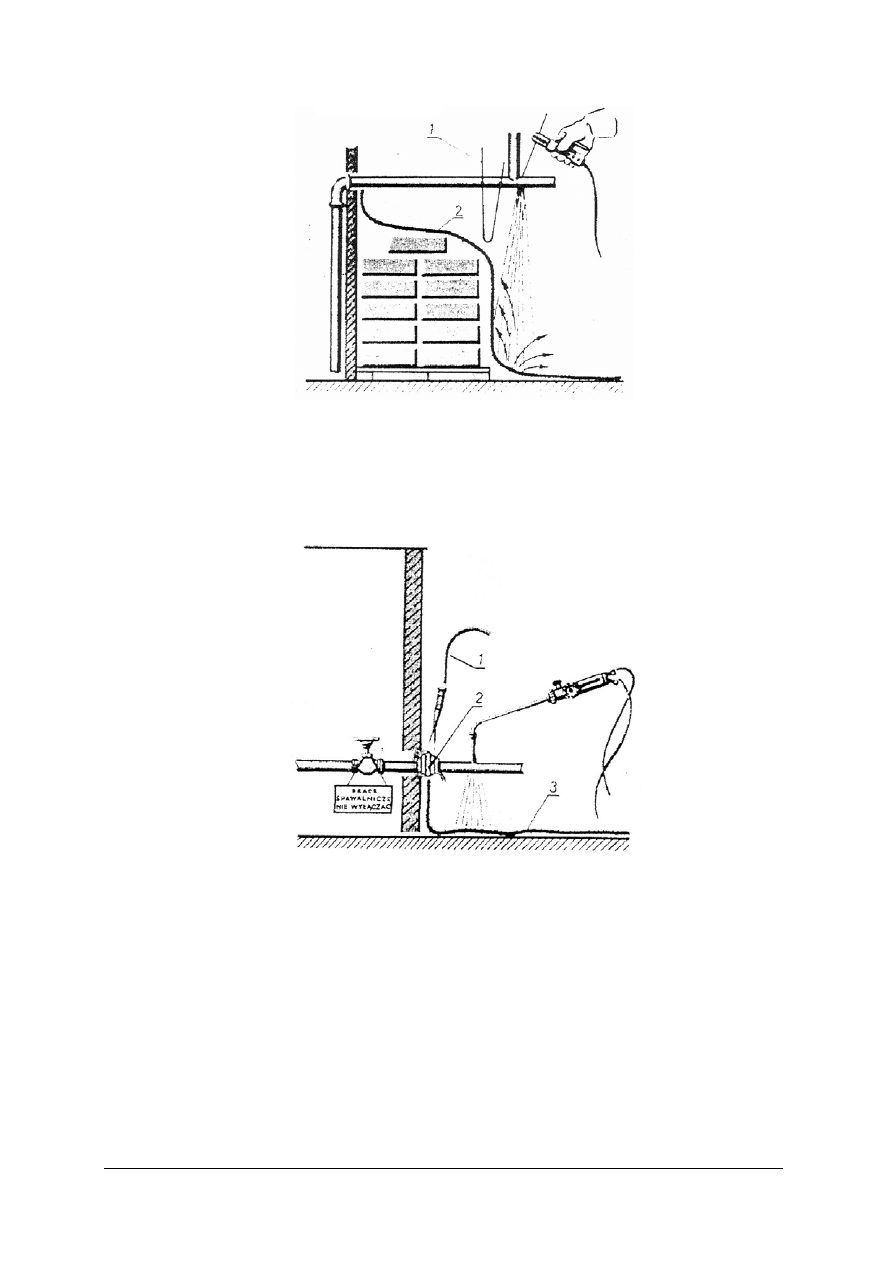
Na rysunku 8 pokazano przykład spawania rurociągu przechodzącego przez ścianę budynku.
Otwór w ścianie należy zabezpieczyć przed przenikaniem iskier do drugiego pomieszczenia. Rurę
przed przejściem należy owinąć izolacją niepalną (2), w bezpiecznej odległości od miejsca
spawania i zwilżyć wodą (l), podłoże zabezpieczyć płytą niepalną (3).
1- polewanie wodą, 2 – izolacja niepalna, 3 - płyta z materiału niepalnego
Rys. 8. Zabezpieczenie otworu izolacją niepalną rurociągu przechodzącego przez ścianę. [4, s. 450]
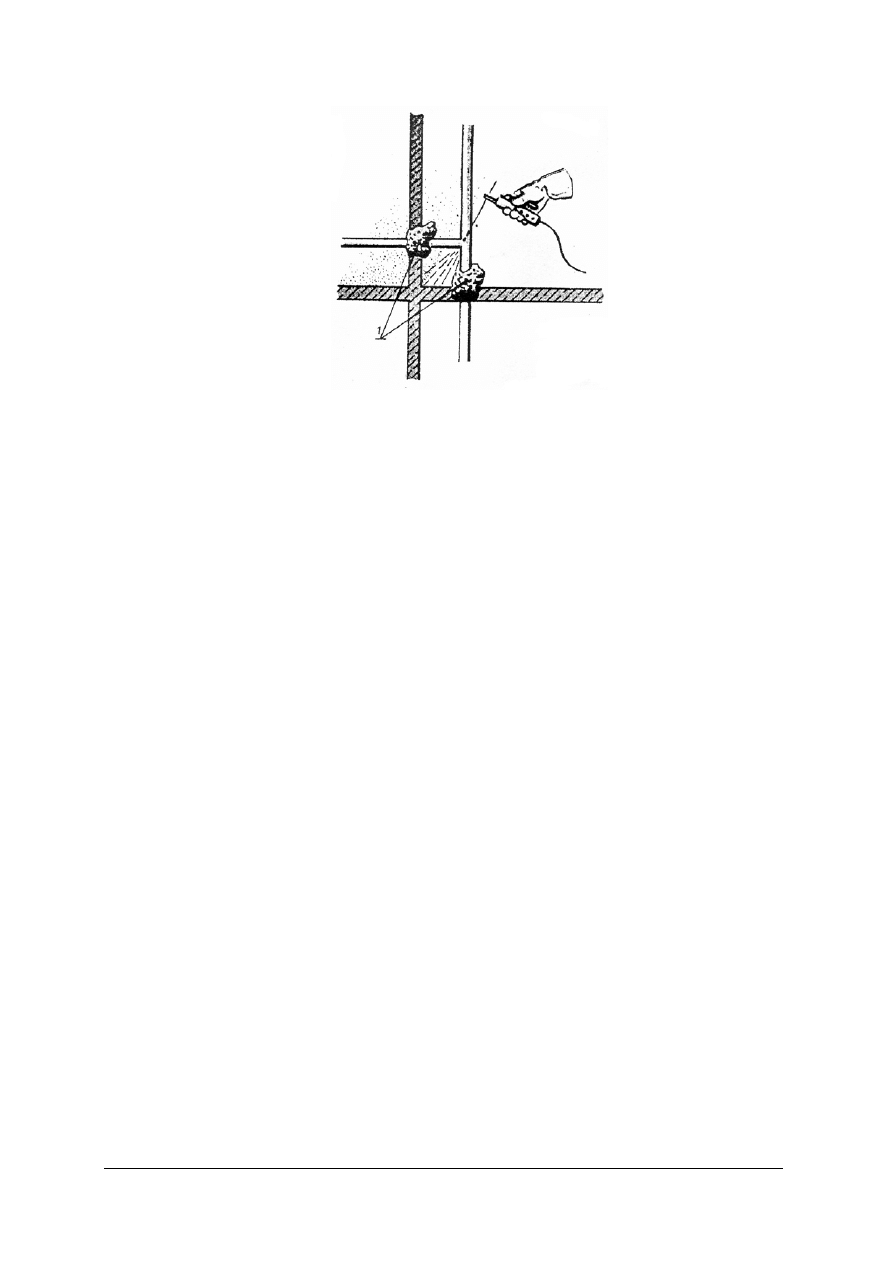
Na rysunku 9 pokazano
sposób zabezpieczenia szczelin przechodzących do sąsiednich
pomieszczeń za pomocą waty izolacyjnej - niepalnej. Podłoże ma być zabezpieczone przed
opadaniem iskier.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
1 – izolacja.
Rys. 9. Uszczelnienie otworów masą izolacyjną między pomieszczeniami przy spawaniu rurociągu. [4, s. 451]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na jakie niebezpieczeństwa narażeni są pracownicy przy wykonywaniu połączeń rur
stalowych?
2. W jaki sprzęt ochronny powinien być wyposażony spawacz gazowy?
3. Jakie warunki powinny być spełnione w spawalni?
4. Jak należy chronić oczy przed działaniem promieni nadfioletowych i podczerwonych?
5. W jaki sposób należy transportować butle tlenowe i acetylenowe?
6. W jaki sposób bezpiecznie używać palnika acetylenowo-tlenowego?
7. Jak powinno być wyposażone stanowisko spawacza gazowego?
8. Jakie obowiązki ma spawacz przed i w trakcie spawania?
9. Jak reagować podczas oparzeń cieplnych?
10. W jaką wentylacje powinny być wyposażone stanowiska spawalnicze?
11. W jakie środki gaśnicze powinno być wyposażone stanowisko spawacza gazowego?
12. Jak powinny być zabezpieczone miejsca spawania instalacji przechodzącej przez ścianę
budynku?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zaplanuj niezbędne wyposażenie stanowiska pracy spawacza gazowego
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania w zakresie wyposażenia stanowiska pracy spawacza
gazowego (pkt.4.1.1.),
3) przeanalizować materiał ze szczególnym uwzględnieniem bezpieczeństwa
przeciwpożarowego i sprzętu ochronnego,
4) wykonać ćwiczenie,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
5) zaprezentować wykonanie ćwiczenia ,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– literatura z rozdziału 6.
Ćwiczenie 2
Zaplanuj jakie czynności jakie powinieneś wykonać przed i po wykonaniu spawania aby
spełnić wymagania ochrony przeciwpożarowej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z materiałem w zakresie ochrony ppoż na stanowisku spawacza (pkt. 4.1.1),
3) przeanalizować materiał pod kątem zagrożenia pożarowego przy pracach spawalniczych,
4) zaplanować kolejność czynności przed i po wykonaniu spawania,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) dobrać sprzęt ochrony osobistej przy pracach spawalniczych?
2) przygotować pod względem bhp stanowisko monterskie przed
rozpoczęciem prac spawalniczych?
3) skutecznie zabezpieczyć sprzęt spawalniczy przed dostępem
osób
postronnych?
4) bezpiecznie obsługiwać butle na gaz propan-butan?
5) bezpiecznie obsługiwać butle na tlen i acetylen?
6) wykazać różnice pomiędzy wężami do spawania i lutowania?
7) posługiwać się sprzętem i narzędziami do spawania gazowego
zgodnie z zasadami i wymaganiami bhp?
8) określić wymagania dla osób zatrudnionych przy transporcie
ręcznym rur i armatury?
9) zabezpieczyć materiał palny przed pożarem podczas spawania gazowego?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Materiały i armatura stosowana do wykonywania połączeń rur
stalowych
4.2.1. Materiał nauczania
W odniesieniu do wszystkich materiałów i technologii znajdujących zastosowanie w budowie
instalacji gazowych należy przestrzegać szeregu ogólnych wymagań, do których zalicza się
między innymi:
− bezpieczeństwo odbiorców gazu,
− niezawodność funkcjonowania,
− odporność na wpływ oddziaływania czynników zewnętrznych (obciążenia, uszkodzenie
mechaniczne, temperatura, korozja),
− analizę kosztów budowy.
Podstawowym elementem składowym każdej instalacji gazowej są przewody gazowe
doprowadzające gaz do urządzeń gazowych. Do przewodów gazowych obok rur zalicza się
również kształtki, zawory, kurki, elementy połączeniowe przewodów z urządzeniami
gazowymi oraz prefabrykowane odcinki rurowe. Ważnym czynnikiem wpływającym na
bezpieczeństwo użytkowania przewodów gazowych, a więc głównie na ich szczelność, są
technologie łączenia liniowych odcinków przewodów gazowych.
Wszystkie elementy wyposażenia przewodów gazowych oraz zastosowane technologie
winny być dopuszczone do stosowania odpowiednimi wymaganiami technicznymi oraz
certyfikatami wydanymi zgodnie z zarządzeniem Dyrektora Polskiego Centrum Badań
i Certyfikacji z dnia 20 maja 1994 r. w sprawie ustalenia wykazu wyrobów podlegających
obowiązkowi zgłaszania do certyfikacji na znak bezpieczeństwa i oznaczania tym znakiem
(M.P. Nr 39 poz. 335 z 1994 r).
Wymagania w odniesieniu do elementów składowych instalacji mają na celu, przede
wszystkim zminimalizowanie przyczyn powstawania nieszczelności. Dla liniowych przewodów
instalacji gazowych można to osiągnąć przez stosowanie odpowiedniej technologii i materiałów.
Głównym elementem składowym każdej instalacji gazowej jest układ przewodów
doprowadzających gaz do urządzeń gazowych. Wysokie wymagania stawiane instalacji gazowej
w sensie bezpieczeństwa odbiorców i niezawodności funkcjonowania, w założeniu eliminują
materiały o niskiej odporności na wpływ temperatury oraz małej wytrzymałości mechanicznej.
Podstawowym materiałem, z którego najczęściej były wykonywane instalacje
rozprowadzające gaz w budynku były rury stalowe w zakresie średnic od 10 mm (3/8") do
100 mm (4"), produkowane wg polskich norm.
Obecnie prawie wyłącznie stosowane są rury stalowe bez szwu, walcowane na gorąco,
przewodowe ogólnego zastosowania oraz rury stalowe bez szwu walcowane na zimno
produkowane wg polskich i europejskich norm
.
EN 1775 - Dostawa gazu. Przewody gazowe dla budynków- Maksymalne ciśnienie
robocze ≤ 5bar. Zalecenia funkcjonalne
W procesie oceny zgodności wykorzystuje się natomiast normy wyrobów. Do najważniejszych
z nich, odnoszących się do elementów sieci gazowych można zaliczyć:
EN 10208-1 - Rury stalowe przewodowe dla mediów palnych. Rury o klasie wymagań A
EN 10208-2 - Rury stalowe przewodowe dla mediów palnych. Rury o klasie wymagań B
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Tab. 1. Podstawowe wymiary rur stalowych bez szwu walcowanych na gorąco ogólnego zastosowania [2, s. 317]
Średnica
nominalna otworu rury DN
zewnętrzna D
L
Grubość ścianki g
Masa 1 m rury
(mm) (cale) (mm) (mm) (kg/m)
20 ¾ 26,9
2,35
1,08
25 1 33,7 2,9 1,72
32 1¼ 42,4 2,9 2,20
40 1½ 48,3 2,9 2,82
50 2 60,3 2,9 4,11
65 2½ 76,1 3,2 5,75
80 3 88,9 3,6 7,58
100 4 114,3
4,0 10,9
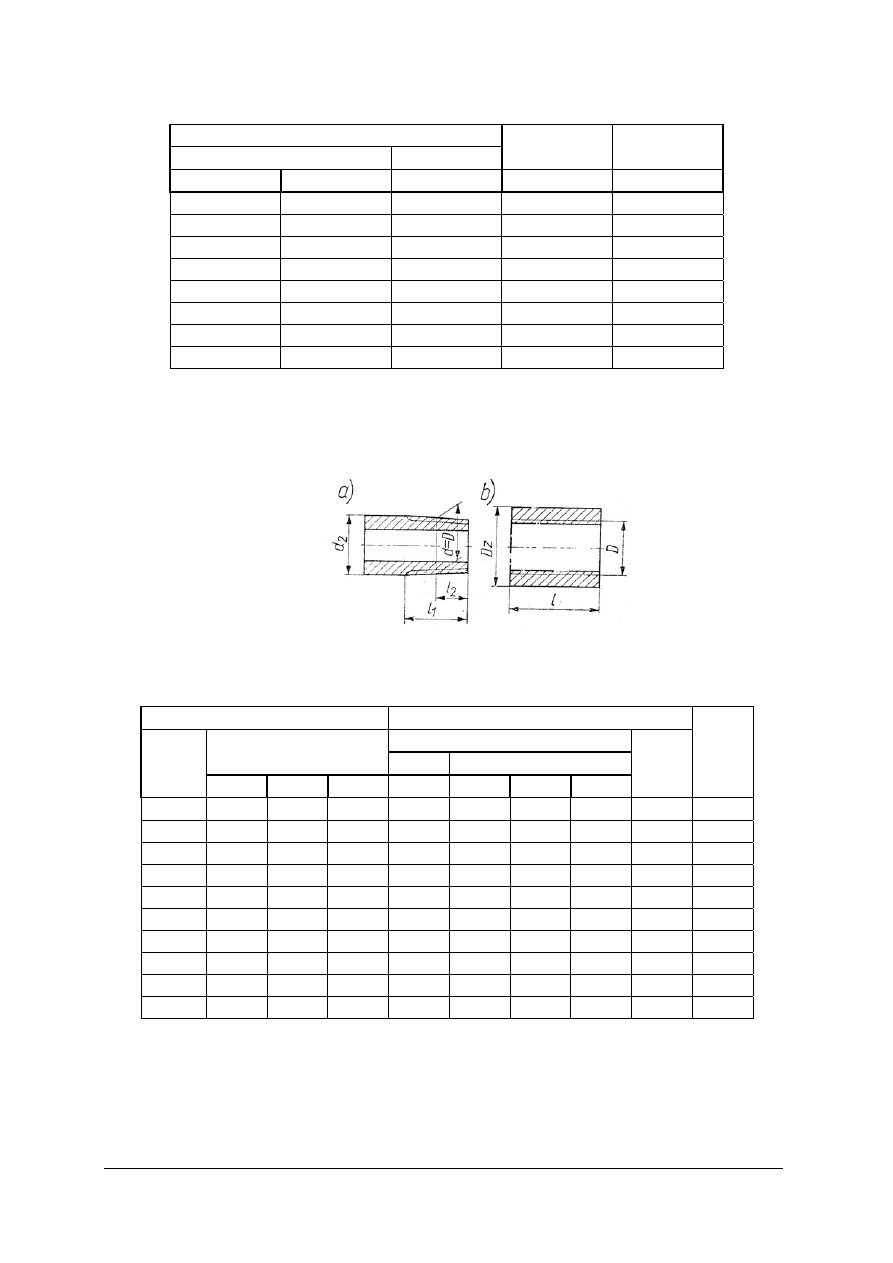
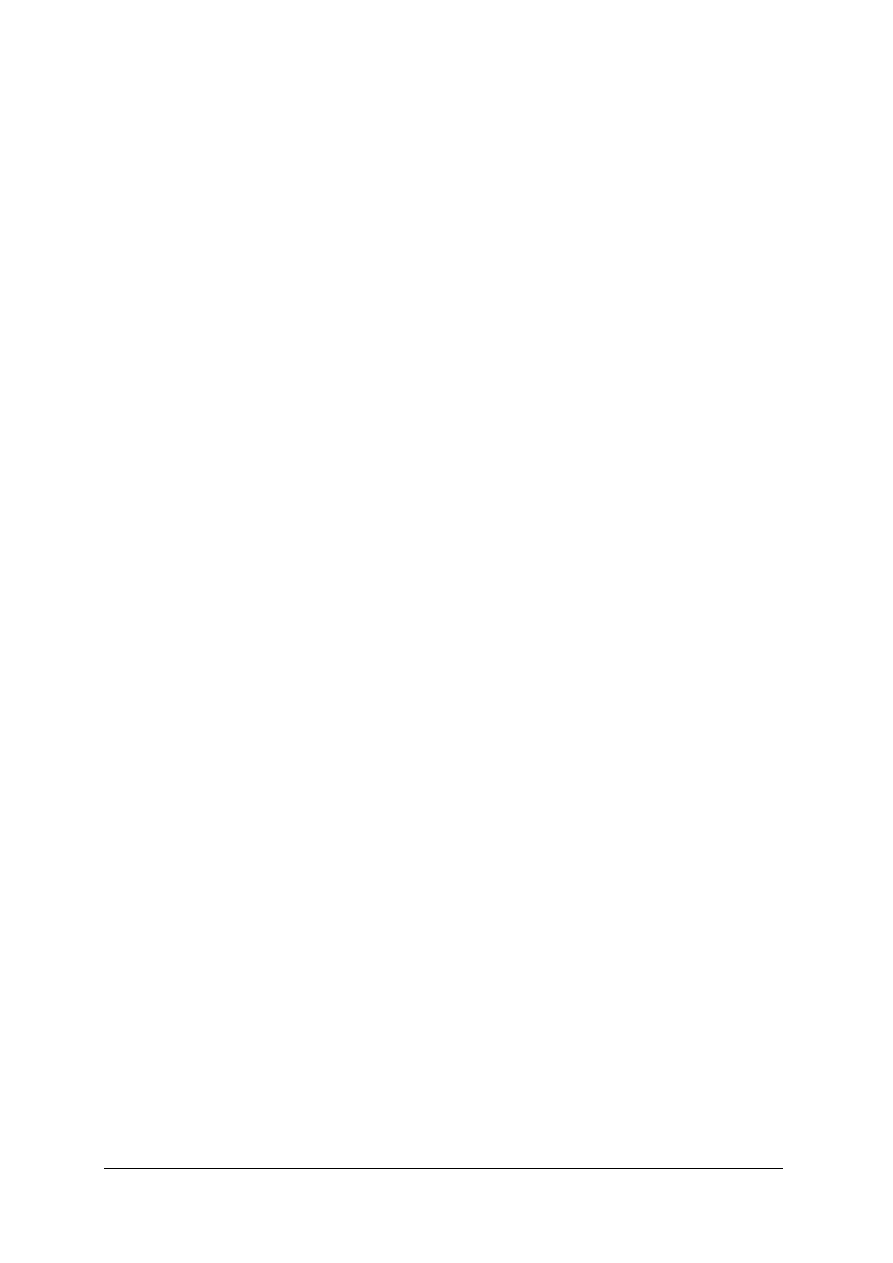
Ze względu na przeznaczenie rury mogą mieć zakończenie gładkie lub gwintowane
z gwintem rurowym stożkowym na który zostaje nakręcona złączka z cylindrycznym gwintem
rurowym.
a) rura z gwintem stożkowym, b) złączka z gwintem cylindrycznym
Rys. 10 . Rodzaje gwintów. [1, s. 19]
Tab. 2. Podstawowe wielkości gwintu rur i złączek stalowych wg PN [2, s. 317]
Średnica (mm)
Długość (mm)
nagwintowania
gwintu i złączki w płaszczyźnie
podstawowej d = D
l
1
l
2
zewnętrzna
rury D
Z
nom. max. min. max. nom.
max.
min.
złączki L
Masa
złączki
(kg)
17,2 15,506 16,662 14,950 11,4
6,4
7,7
5,1
26
0,040
21,3 19,793 20,955 18,631 15,0
8,2
10,0
6,4
34
0,070
26,9 25,279 26,441 24,117 16,3
9,5
11,3
7,7
36
0,116
33,7 31,770 33,249 30,291 19,1 10,4 12,7
8,1
43
0,190
42,4 40,431
41,910
38,952 21,4 12,7 15,0 10,4 48 0,260
48,3 46,324
47,803
44,845 21,4 12,7 15,0 10,4 48 0,360
60,3 58,135
59,614
56,656 25,7 15,9 18,2 13,6 56 0,570
76,1 73,705
75,184
72,226 30,2 17,9 21,0 14,0 65 1,01
88,9 86,405
87,884
84,926 33,3 20,6 24,1 17,1 71 1,30
114,3
111,551
113,030
110,072
39,3 25,4 28,9 21,9 85 2,04
Rury stalowe w każdym zakresie średnic pozostaną podstawowym materiałem
w wykonawstwie instalacji gazowych w budynkach, ze względu na dużą wytrzymałość
mechaniczną stali, stosunkowo niskie koszty i odporność na wpływ zmian temperatury. Wadą
rur stalowych jest ograniczona odporność na wpływ wilgoci oraz związków chemicznych
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
powodujących przyspieszoną korozję materiału, szczególnie w przypadku, gdy przewód nie jest
zabezpieczony antykorozyjnie. Korozja rur stalowych często jest przyczyną uchodzenia gazu
i wybuchów mieszaniny gazu z powietrzem w pomieszczeniach budynków mieszkalnych.
[9, s. 182]
Nieszczelności wynikające z dodatkowych naprężeń występują szczególnie często na
odcinkach giętych.
Chcąc uniknąć szeregu problemów eksploatacyjnych, do wykonywania instalacji gazowych
zaleca się stosować rury stalowe bez szwu walcowane na gorąco, przewodowe ogólnego
zastosowania,
szczególnie w pomieszczeniach mieszkalnych i miejscach, gdzie występuje
zagrożenie dla użytkowników. Zastosowanie tego typu rur podyktowane jest faktem coraz
powszechniejszego łączenia rur w wykonawstwie instalacji gazowych przez spawanie, a nie
poprzez używanie gwintowych kształtek instalacyjnych.
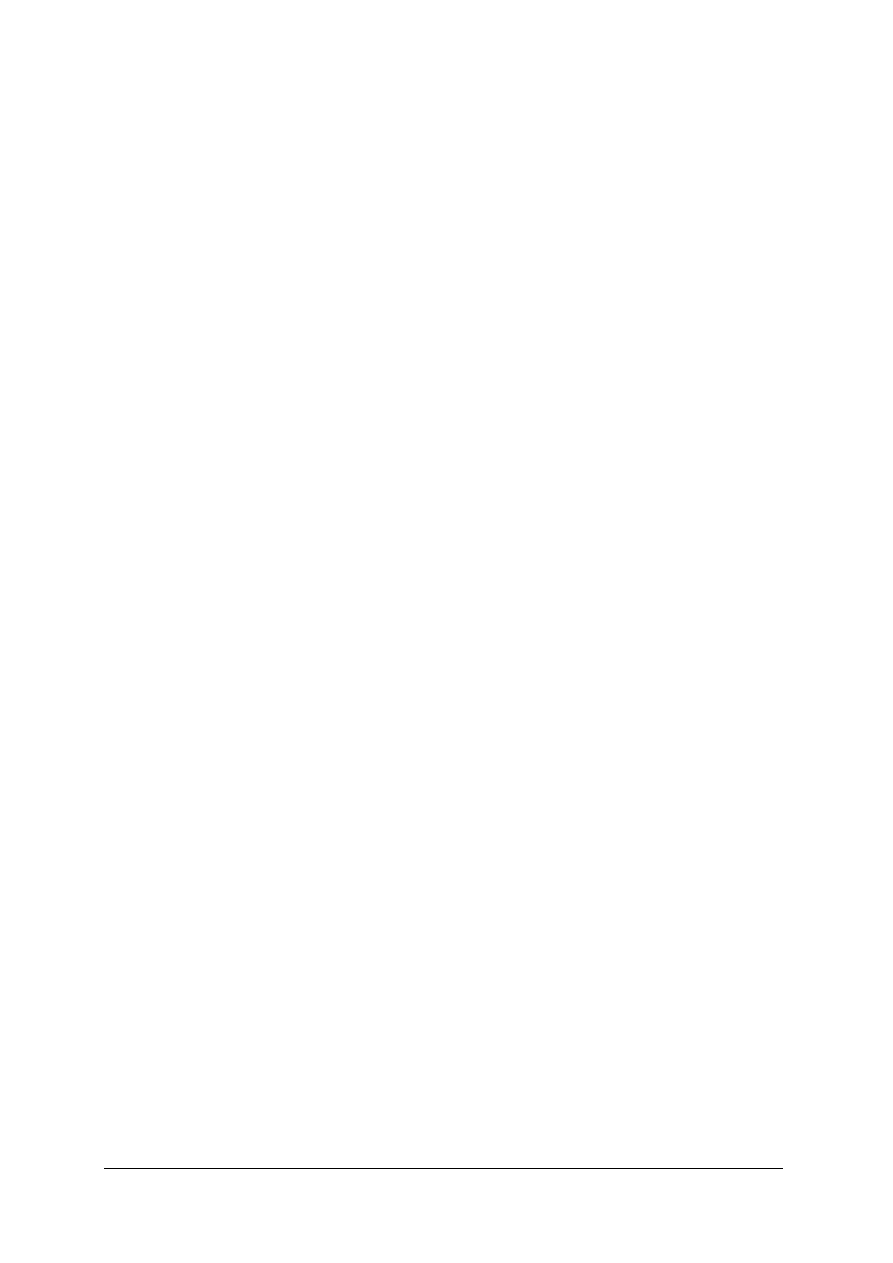
Obok typowych elementów instalacyjnych służących do łączenia odcinków rur, zmiany
średnic lub kierunku prowadzenia przewodu w instalacjach gazowych. stosuje się szereg
elementów prefabrykowanych o powtarzalnym wykonaniu, spełniających różnego rodzaju
funkcje technologiczne. Do takich elementów zalicza się tzw. długi gwint składający się
ze złączki instalacyjnej, nakrętki oraz przewodu nagwintowanego na odpowiedniej długości.
Długi gwint montowany jest na przyłączu do budynku za kurkiem głównym; może być
montowany również przed każdym aparatem gazowym. Rozwiązanie to spełnia istotną funkcję,
a mianowicie pozwala na łatwe rozmontowanie odcinków instalacji, lecz niedokładne jego
wykonanie i zamontowanie bywa przyczyną uchodzenia gazu.
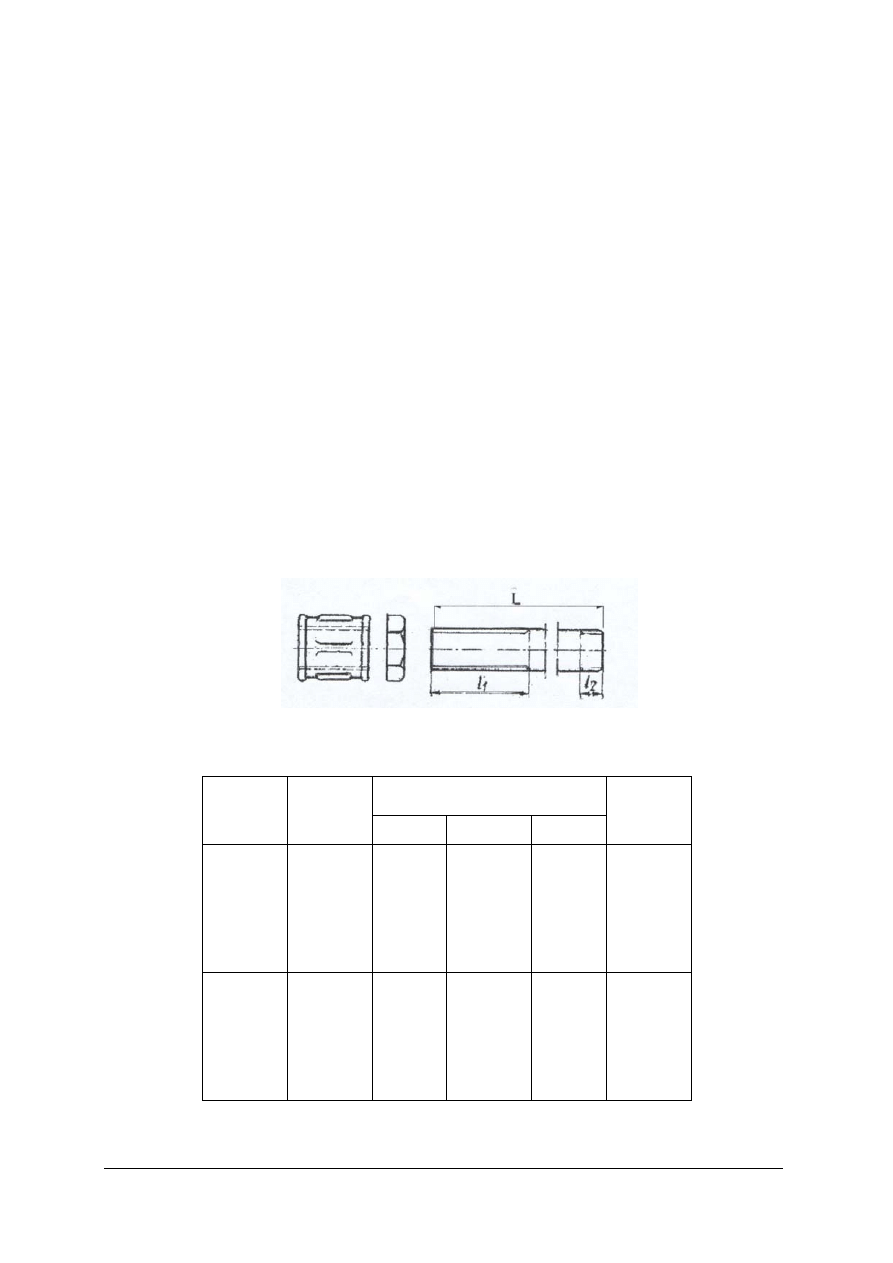
Komplet złączki z długim gwintem składa się z prostki rury nagwintowanej, złączki
nakrętnej i przeciwnakrętnej (rys. 11).
Rys. 11. Szkic złączki na długi gwint [1, s. 19]
Tab. 3. Wymiary długich gwintów rurowych [1, s. 20]
Wymiary mm
Rodzaj
długiego
gwintu
mm
Średnica
rury
L
l
1
l
2
Ciężar 1m
rury
kg
15
110
50
14
0,13
20 110 55 16 0,17
N o r m a l n y
25 130 60 18 0,31
,
32 130 65 20 0,40
40
150
70
22
0,59
50
150
75
24
0,75
I5 50
14
0,37
20 55
16
0,48
Wydłużony 25
300
60
18
0,72
32 65
20
0,93
40 70
22
1,15
50 75
24
1,46
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Aktualnie, w myśl obowiązujących przepisów nie dopuszcza się stosowania połączeń
gwintowanych na odcinkach instalacji gazowych w budynkach wielorodzinnych i użyteczności
publicznej od kurka głównego do gazomierzy i odgałęzień na kondygnacjach, poza
przypadkami, gdy ich uniknięcie nie jest możliwe. Wymóg ten nie dotyczy budynków
jednorodzinnych, zagrodowych, w których jest ten rodzaj połączeń dopuszczalny
w pomieszczeniach niemieszkalnych.
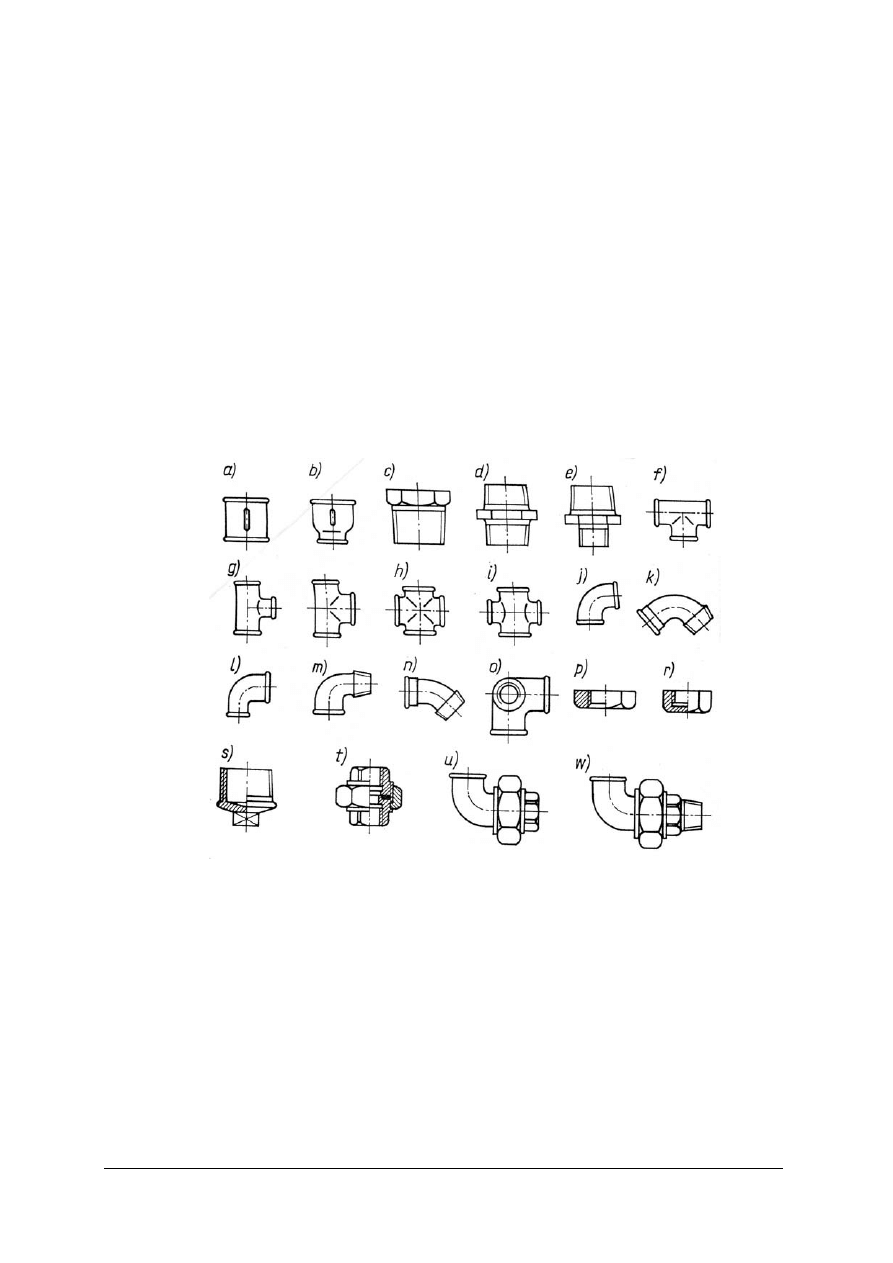
Złączki i kształtki instalacyjne
Złączki i kształtki służą do łączenia elementów instalacji, jak rury, armatury,
odgałęzienia, redukcje średnic. Dzięki nim można łączyć ze sobą rury o różnych średnicach lub
rozgałęziać je w różnym kierunku ustawienia. Kształtki dzielą się na zwężki, kolana, łuki,
rozgałęzienia (trójniki i czwórniki). Złączki i kształtki mają wewnątrz gwint rurowy
cylindryczny, wykonany zgodnie z normą, a końce łączonych rur powinny mieć gwint rurowy
stożkowy. Z racji ograniczenia stosowania połączeń gwintowanych w wykonawstwie
wewnętrznym instalacji gazowych, złączki gwintowane używane są głównie do łączenia
przyborów gazowych, gazomierzy z rurami i do instalowania aparatury pomiarowej.
Złączki: a) nakrętne rownoprzelótowe, b) nakrętne źwężkowe, c) nakrętno-wkrętne, d) wkrętne równoprzelotowe,
e) wkrętne zwężkowe; trójniki: f) nakrętne równoprzelotowe, g) nakrętne jednozwężkowe; czwórniki: h) nakrętne
równoprzelotowe, i) nakrętne dwuzwężkowe; kolanka: j) nakrętne równoprzelotowe, k) nakrętno-wkrętne
równoprzelotowe, l) nakrętne zwężkowe; łuki: m) nakrętno-wkrętne (90°) równoprzelotowe, n) nakrętno-wkrętne
(45°) równoprzelotowe, o) narożniki nakrętne równoprzelotowe, p) przeciwnakrętki, r) zaślepki sześciokątne,
s) korki z obrzeżem; dwuzłączki: t) proste nakrętne płaskie, u) kolankowe nakrętne płaskie lub stożkowe,
w) nakrętno-wkrętne płaskie lub stożkowe
Rys. 12. Łączniki gwintowane do rur stalowych. [3, s. 176]
Stosowanie klasycznych kształtek instalacyjnych w budowie instalacji gazowych jest
rozwiązaniem czasochłonnym i miejscem awarii podczas eksploatacji. Rodzaj i asortyment
stosowanych kształtek jest ograniczny, co wymaga niejednokrotnie montowania
skomplikowanych układów dla wykonania pewnych odcinków instalacji. Połączenia takie
najczęściej występują przy montażu aparatów gazowych i gazomierzy, co skutkuje
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
powstawaniem naprężeń pomiędzy instalacją, a łączonymi elementami. Rozwiązaniem tego
problemu są tzw. połączenia elastyczne.
Połączenia te charakteryzują się dużą odpornością na uszkodzenia mechaniczne oraz wpływ
podwyższonej temperatury. (rys.13 )
Rys. 13. Elastyczny przewód przyłączeniowy [9, s. 341]
Elastyczne przewody przyłączeniowe przeznaczone są do wielokrotnego przyłączania
i rozłączania urządzeń gazowych z instalacją gazową. Urządzenie to samoczynnie odcina
wypływ gazu z instalacji przy odłączeniu urządzenia gazowego.
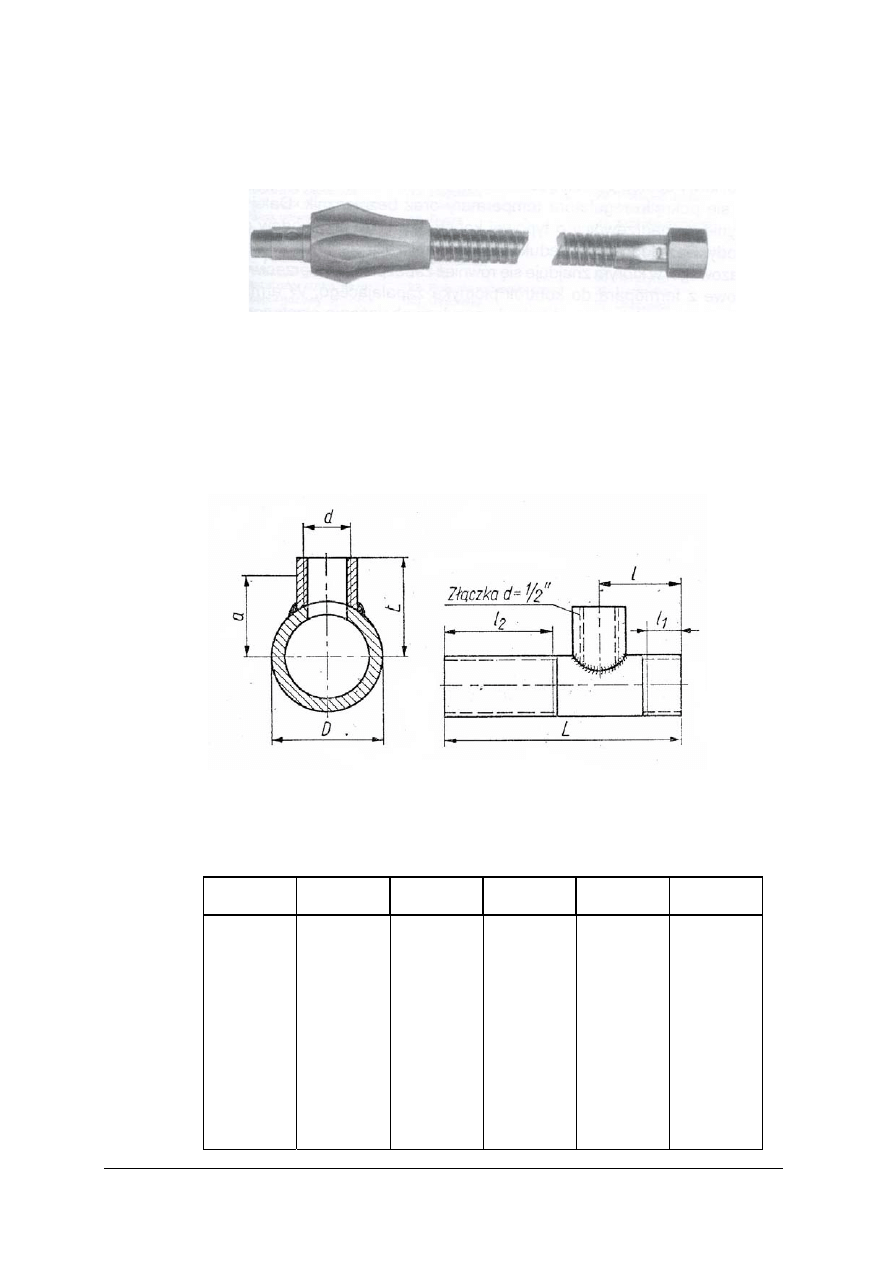
Niektóre kształtki instalacyjne wykonuje się jako elementy prefabrykowane, spawane
z odcinków rur. Rozwiązanie takie jest łatwiejsze w montażu i bezpieczniejsze w eksploatacji.
Przykładem takiej kształtki instalacyjnej jest trójnik stalowy otrzymywany przez zespawanie
odcinka rury ze złączką gwintowaną.
a) trójnik stalowy uzyskany przez zespawanie odcinka rury ze złączka gwintowaną
b)długi gwint z przyspawana złączka stalową
Rys. 14. Trójnik stalowy z przyspawanym odcinkiem nagwintowanej rury. [1, s. 20]
Tab. 4. Wymiary trójników stalowych otrzymanych przez zespawanie odcinka rury ze złączką gwintowaną,
[1, s. 21]
D x d
mm
L
mm
a
mm
DXd
L
mm
A
mm
20X15 46
34 40X32 63 46
25X15 50 38 40X40 62 43
25X20 54 40 50X15 63 51
25X25 52
37 59X20 67
53
32X15 54
42 50X25 65
50
32X20 58 44 50X32 69 52
32X25 55
40 50X40 69
50
32X32 57
40 65X25 73 58
40 X 15
57
45
65X32
77
60
40X20 61
47 65X40 79
60
40X25 58
43 65X65 84
60
a) b)
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Istotnym elementem każdej instalacji gazowej jest armatura odcinająca montowana na
wszystkich newralgicznych odcinkach instalacji gazowej, a więc przed każdym aparatem gazowym
i gazomierzem oraz w miejscach oddzielających poszczegóine odcinki instalacji gazowej, itp.
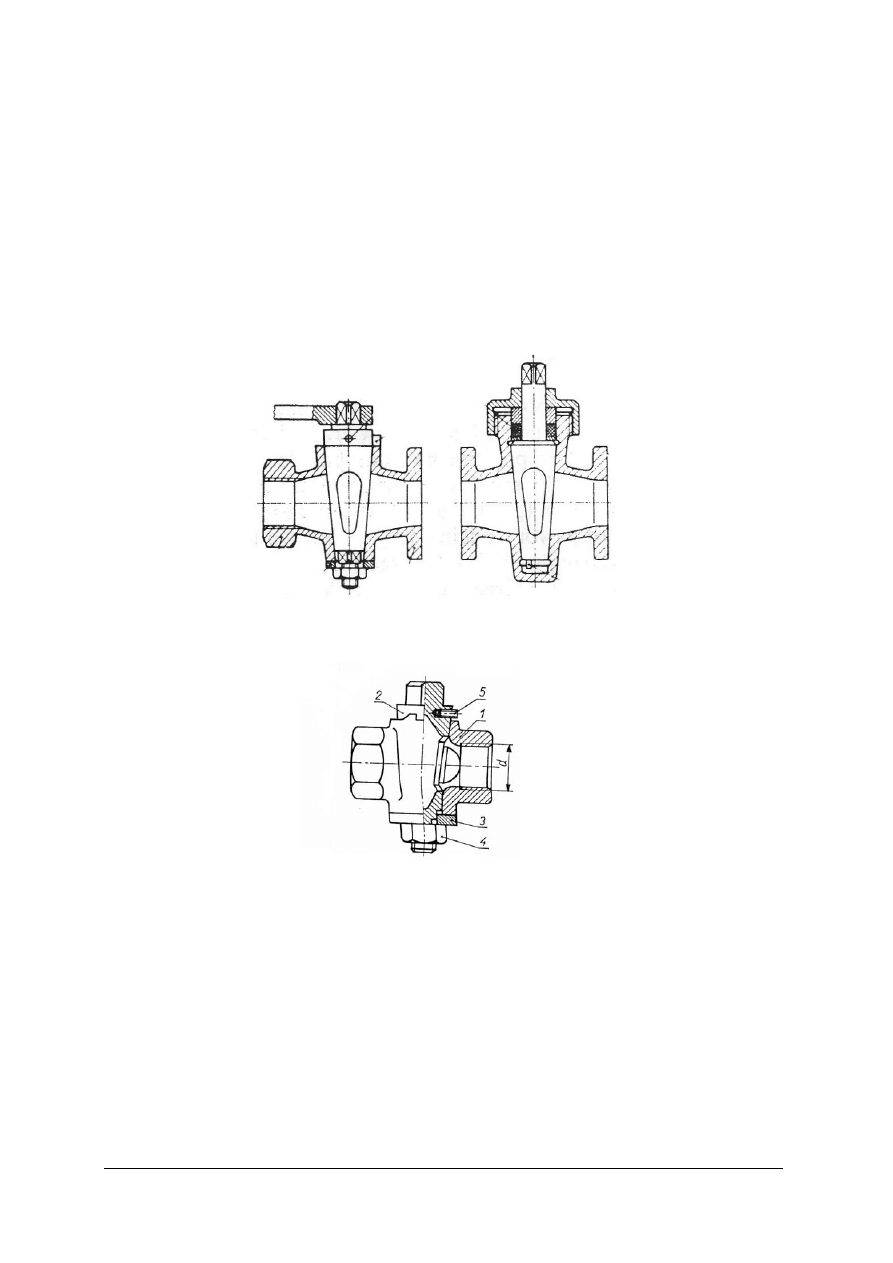
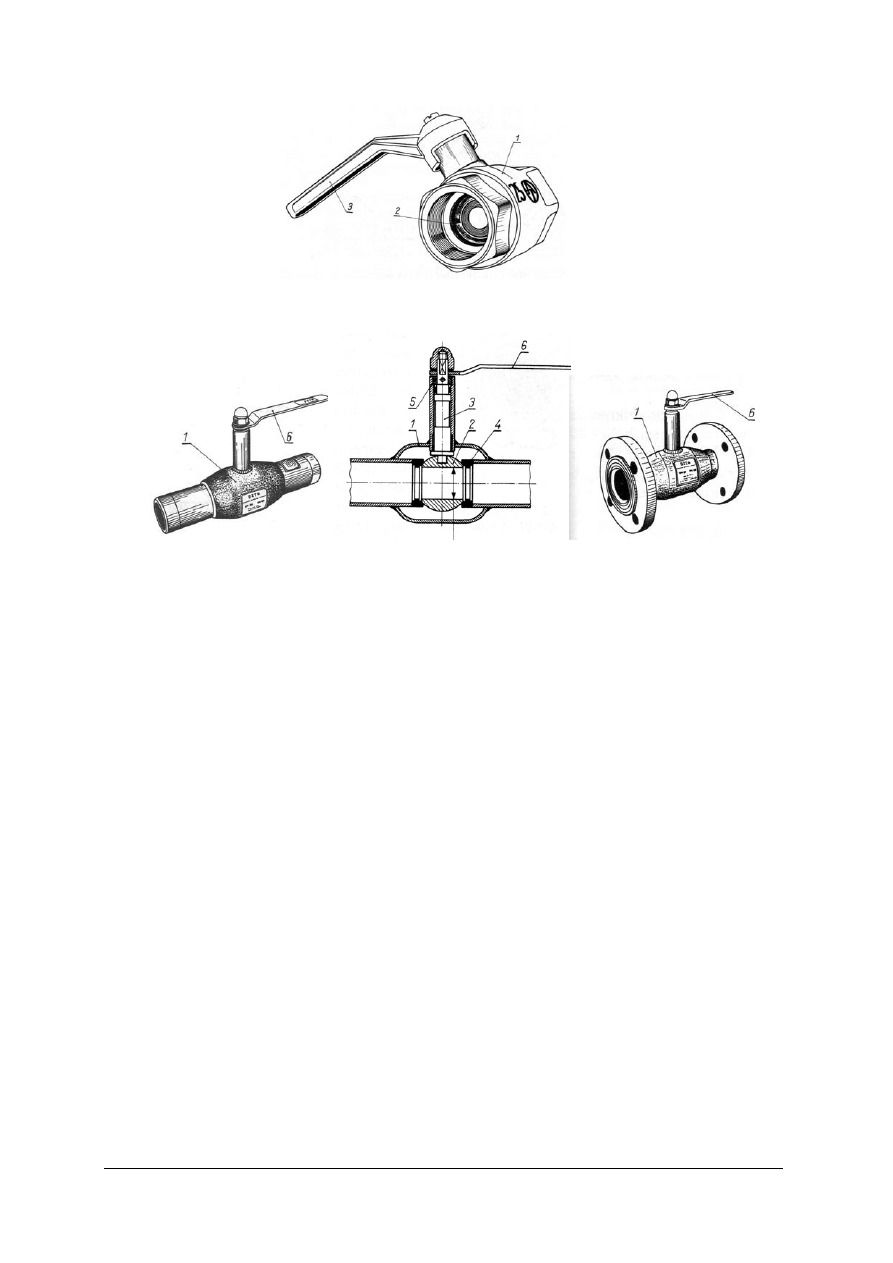
Podstawowym elementem odcinającym do niedawna powszechnie stosowanym
w instalacjach gazowych były stożkowe, bezdławikowe kurki gazowe. Elementami składowymi
tych kurków są: kadłub, stożek i nakrętka stożkowa. Kadłub ma dwa gwintowane przyłącza.
W gnieździe kadłuba umieszczony jest stożek zamykający, zabezpieczony przed wypadnięciem
podkładką i nakrętką. W górnej części stożka znajduje się czworokątny uchwyt do klucza
z zaznaczonym kierunkiem przepływu. Obrót stożka o 90° powoduje zamknięcie przepływu gazu.
Do podstawowych wad tego typu kurków można zaliczyć zmniejszenie powierzchni przekroju
w stosunku do przekroju poprzecznego rury, oraz występowanie w szeregu przypadków
nieszczelności.
a) zwykły, b) dławikowy
Rys. 15. Kurki gazowe stożkowe [3, s. 92]
1- korpus, 2- stożek, 3- podkładka, 4- nakrętka 5 –wkręt
Rys. 16. Kurek gazowy przelotowy z końcówką gwintowaną [3, s. 92]
W miejscach instalowania urządzeń gazowych przenośnych o małym przepływie gazu, np.
kolby lutownicze lub małe palniki, w miejscu podłączenia instaluje się kurki gazowe z końcówką
do węża dla podłączenia jednego lub dwóch palników.
Za dopuszczone do obrotu i stosowania w budowie instalacji gazowych uznaje się wyroby
posiadające certyfikat na znak bezpieczeństwa, wydany zgodnie z kryteriami technicznymi
określonymi na podstawie Polskich Norm, aprobat technicznych oraz właściwych przepisów
i dokumentów technicznych.
Do najczęściej spotykanych elementów składowych instalacji gazowych objętych
obowiązkową certyfikacją należy zaliczyć wszelkiego rodzaju urządzenia odcinające dopływ
gazu, instalowane na odgałęzieniach instalacji gazowych, przed każdym gazomierzem
i urządzeniem pobierającym gaz. Sa to kurki instalacyjne.
[9, s. 191]
a)
b)
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
1- korpus, 2- zamknięcie kulowe, 3- uchwyt
Rys. 17. Kurek kulowy gazowy pełnoprzelotowy nakretno-nakretny [3, s. 92]
a) b) c)
a) do łączenia z przewodami na połączenia spawane, b) przekrój, c) do łączenia z przewodami na połączenia
kołnierzowe 1- korpus, 2- kula, 3- wrzeciono, 4- uszczelki kuli, 5- uszczelka wrzeciona, 6- uchwyt
Rys. 18. Kurki gazowe [3, s. 93]
Każdy kurek powinien być skonstruowany z wykorzystaniem kulowego elementu
odcinającego oraz posiadać przyłącza gwintowane, kołnierzowe lub połączenia z wężem
gazowym. Kurki muszą zachować szczelność zewnętrzną i wewnętrzną w czasie 60s w zakresie
3 klas temperatur roboczych określonych przez producenta oraz wytrzymywać określoną liczbę
zamknięć/otwarć zgodnie z posiadanym certyfikatem na znak bezpieczeństwa Polskich Norm.
4.2.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rury stalowe stosujemy do instalacji gazowych?
2. Jak wykonane są rury stalowe ze względu na przeznaczenie?
3. Na czym polega połączenie montażowe na długi gwint?
4. Do czego służą kształtki w połączeniach rurowych?
5. W jaki sposób wykonuje się kształtki instalacyjne prefabrykowane?
6. W jaki sposób unika się napięć powstałych przy łączeniu za pomocą kształtek?
7. Jakie kurki odcinające są obecnie stosowane w instalacjach gazowych?
8. Jakie wymagania muszą spełniać używane obecnie kurki gazowe?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj zestawienie materiałowe dla fragmentu instalacji stalowej przygotowanej przez
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami z zakresu rodzajów materiałów, kształtek, łączników
i złączek stosowanych w instalacjach gazowych z rur stalowych (materiał nauczania
pkt.4.2.1),
3) dokonać analizy materiału w zakresie stosowanych materiałów i łączników,
4) wykonać ćwiczenie,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stół,
– krzesło,
– zeszyt,
– ołówek,
– gumka,
– schemat fragmentu instalacji gazowej,
– literatura z rozdziału 6.
Ćwiczenie 2
Z zestawu stalowych rur gazowych dobierz te, które są potrzebne do wykonania instalacji
gazowej w dokumentacji technicznej otrzymanej od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami w zakresie rodzajów rur stalowych stosowanych
w instalacjach gazowych w materiale nauczania pkt. 4.2.1,
3) dokonać analizy materiału w zakresie rodzajów, średnic, długości rur gazowych
występujących w projekcie instalacji,
4) wykonać ćwiczenie sporządzając zestawienie rur gazowych,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stół,
– krzesło,
– blok techniczny lub zeszyt,
– ołówek,
– gumka,
– dokumentacja projektowa instalacji gazowej,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wymienić gatunki rur stosowanych w instalacjach gazowych z rur stalowych?
2) określić warunki jakie stawiane są materiałom i elementom wyposażenia
instalacji gazowej?
3) określić jak wykonane są rury w zależności od ich przeznaczenia w instalacji?
4) wymienić jakie są wady i zalety rur stalowych czarnych?
5) wymienić typowe i nietypowe elementy instalacyjne służące do łączenia
odcinków rur stalowych?
6) wymienić z jakich części składa się złączka na długi
gwint?
7) określić do czego głównie używa się złączki gwintowane w wykonawstwie
wewnętrznych instalacji gazowych?
8) wymienić dwuzłączki jakie stosuje się w połączeniach rozłącznych rur
stalowych?
9) określić jaka armatura odcinająca najczęściej stosowana jest w instalacjach
gazowych wewnętrznych?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Narzędzia i sprzęt do wykonywania połączeń rozłącznych
i nierozłącznych
4.3.1. Materiał nauczania
Operacje technologiczne związane z wykonywaniem połączeń rozłącznych i nierozłącznych
instalacji z rur stalowych wymagają różnorodnego sprzętu i narzędzi. Są to :
- narzędzia pomiarowe,
- elektronarzędzia,
- narzędzia do łączenia rozłącznego i nierozłącznego rur stalowych,
- narzędzia ślusarskie.
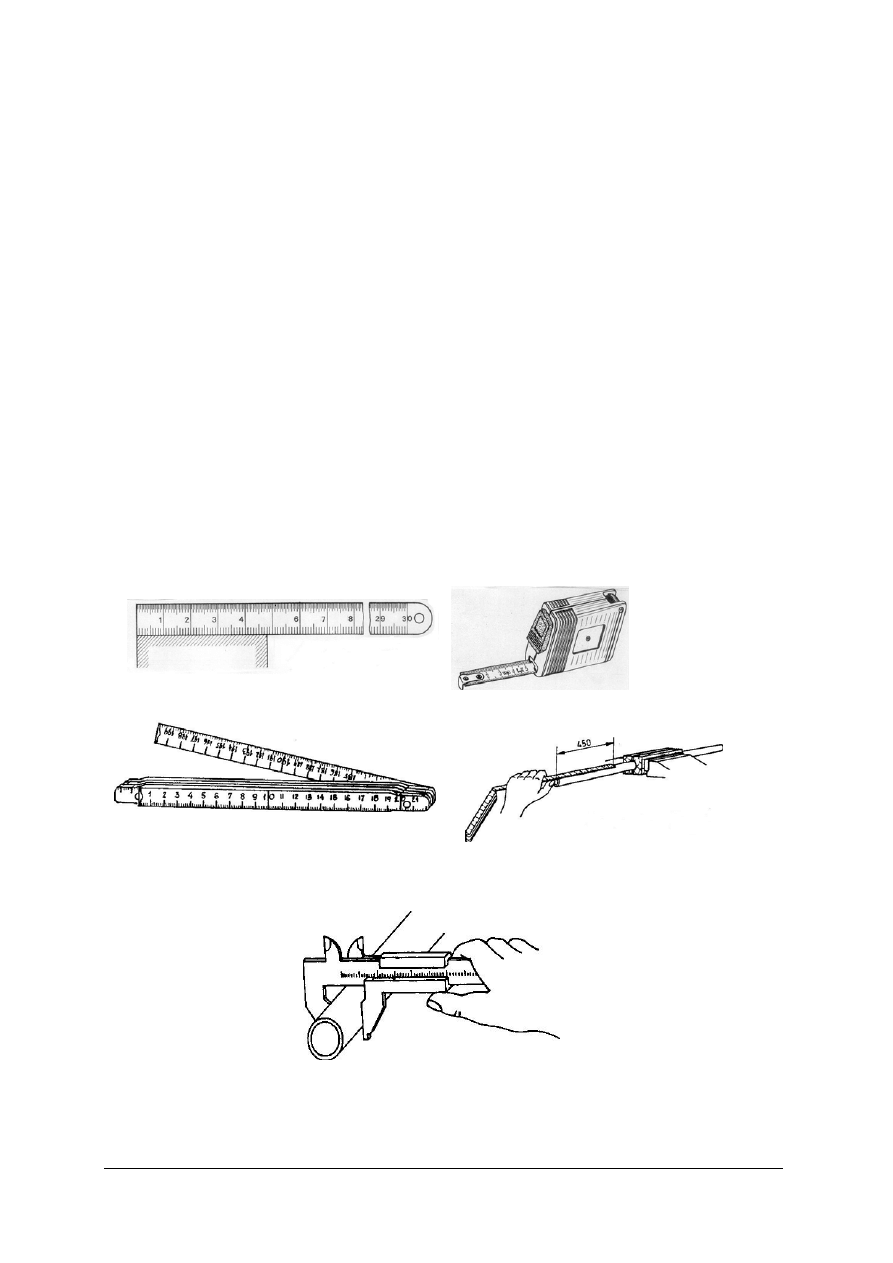
Do narzędzi pomiarowych zaliczamy:
- przymiar kreskowy,
- przymiar taśmowy,
- suwmiarka,
- metrówka.
Przy pomocy tych narzędzi mierzymy długości i średnice rur, wymiary złączek, przekroje
armatury odcinającej czy wymiary połączenia kołnierzowego.
Rys. 19. Przymiar kreskowy [3, s. 31] Rys. 20. Przymiar taśmowy [3, s. 31]
Rys. 21. (Metrówka) Przymiar składany [opracowanie własne]
Rys. 22. Suwmiarka uniwersalna [3, s. 32]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
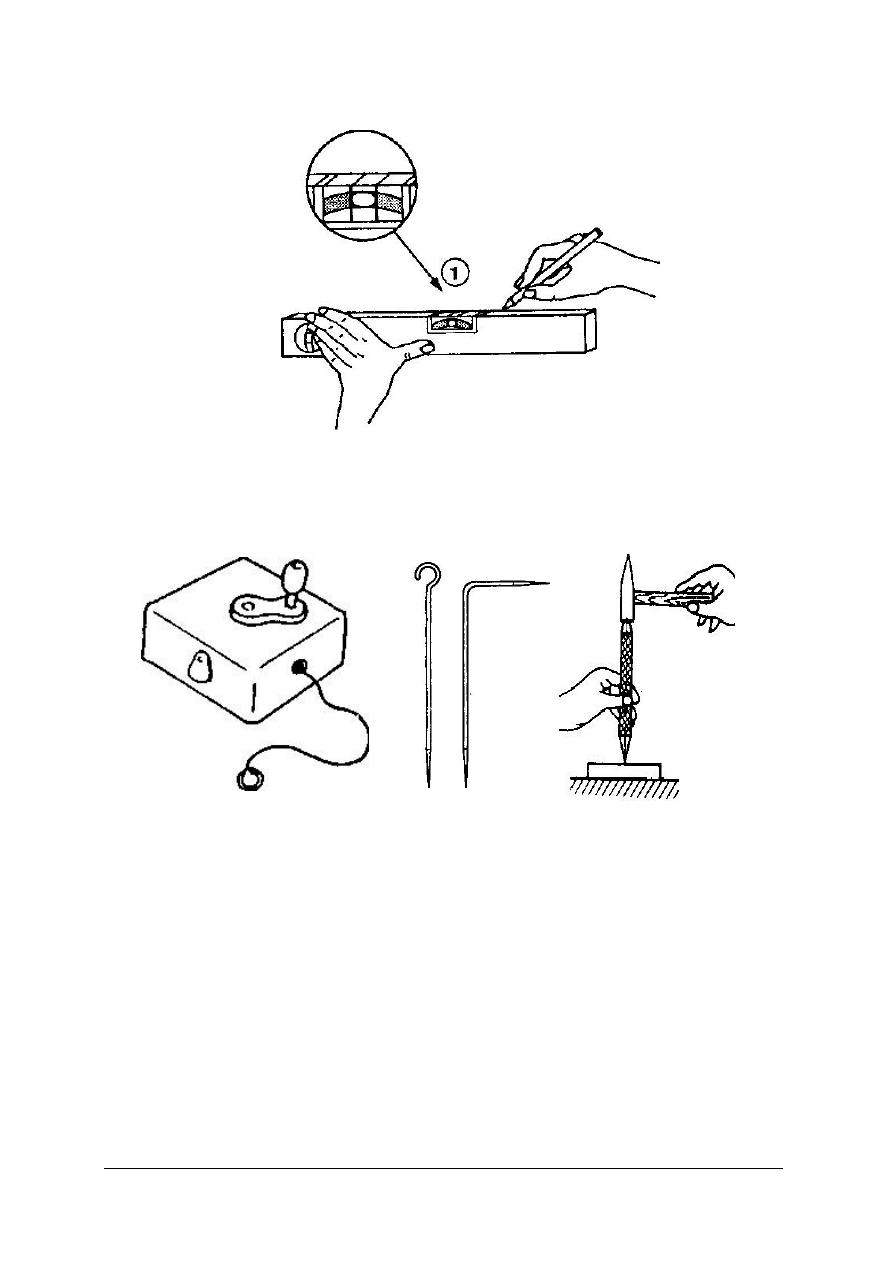
Rys. 23. Poziomnica alkoholowa [opracowanie własne]
Rys. 24. Sznur traserski Rys. 25. Rysik [3, s. 34] Rys. 26. Punktak [3, s. 34]
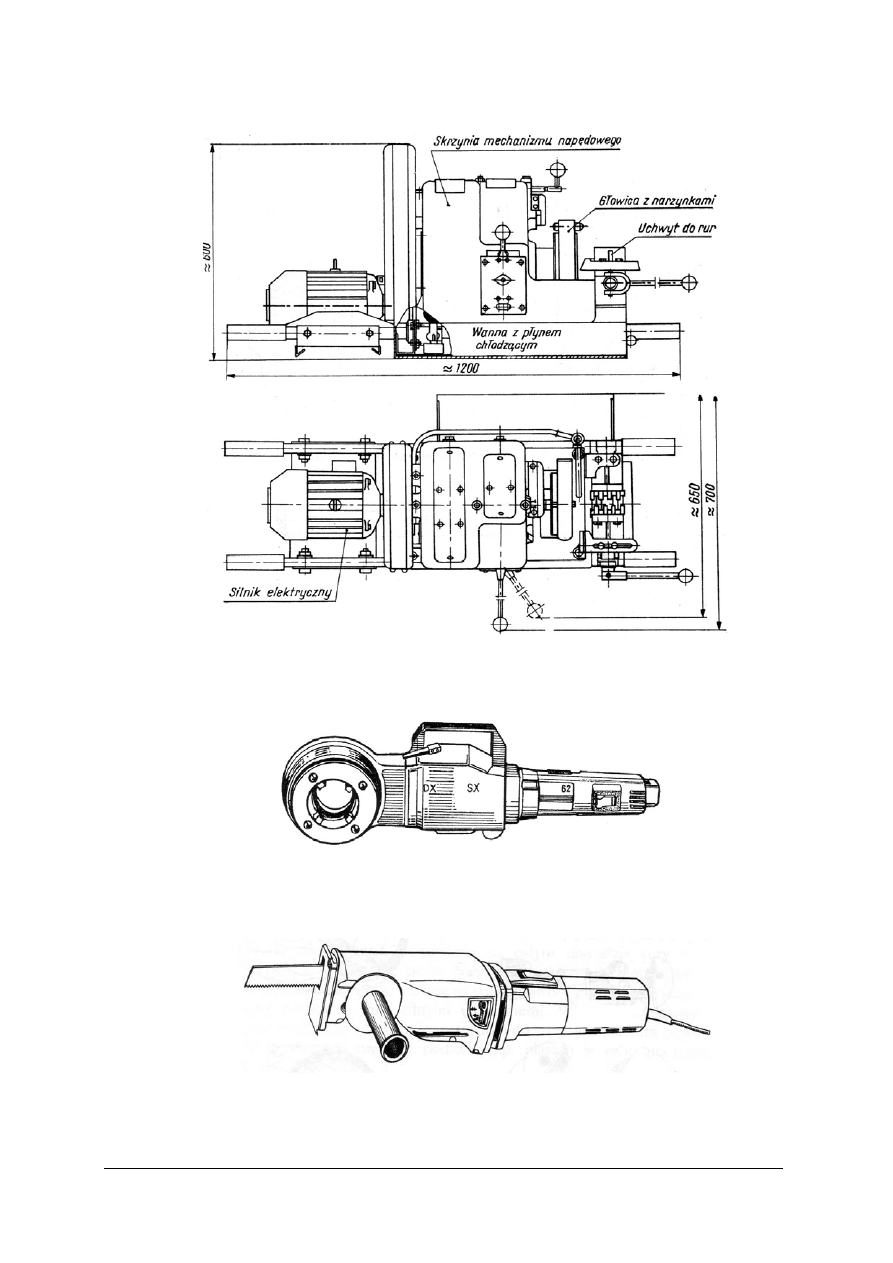
Elektronarzędzia
Podstawowymi elektronarzędziami służącymi do obróbki rur instalacji gazowych są :
− gwinciarki mechaniczne o napędzie elektrycznym,
− elektryczne piły brzeszczotowe,
− giętarki elektryczne,
− elektryczne piły tarczowe.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 27. Gwinciarka mechaniczna [3, s. 51]
Rys. 28. Gwintownica o napędzie elektryczny [3, s. 48]
Rys. 29. Piła brzeszczotowa do cięcia rur [3, s. 48]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 30. Giętarka hydrauliczna o napędzie Elektrycznym [3, s. 43]
Narzędzia do łączenia rur stalowych
Do narzędzi do łączenia rur zaliczamy:
− giętarkę ręczną,
− palnik tlenowo-acetylenowy,
− butlę tlenową z reduktorem,
− butlę acetylenową z reduktorem,
− komplet kluczy płaskich,
− zapalacz do gazu,
− pilnik trójkątny,
− szczotki druciane.
1 – rękojeść, 2 – zawór acetylenowy, 3 – zawór tlenowy, 4 – przewód mieszankowy, 5 – dziób, 6 – nakrętka łącząca
nasadkę i rękojeść, 7 – smoczek, 8 – nasadki wymienne, 9 – komora mieszankowa.
Rys. 31. Palnik do spawania [3, s. 328]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
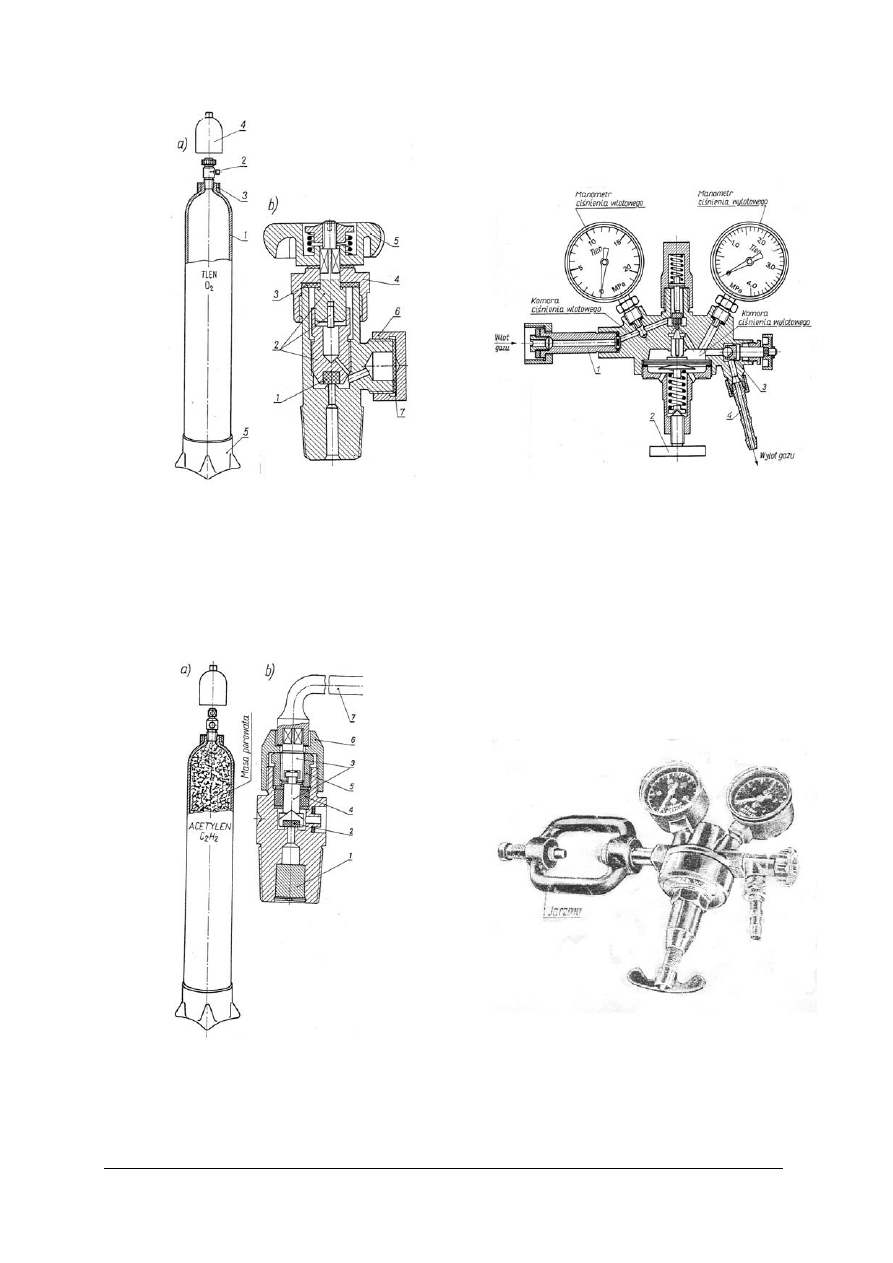
a) budowa 1 – cylinder butli, 2 – zawór,
3 – nagwintowany pierścień 4 – kołpak,
5 – stopa przekrój zaworu
b) 1 – korek, 2 – wrzeciono trójdzielne,
3 – uszczelka, 4 – nakrętka dławicowa,
5 – kółko pokrętne, 6 – nakrętka króćca,
7 – uszczelka króćca
Rys. 32. Butla tlenowa. [3, s. 324]
1 – łącznik wlotowy, 2 – śruba nastawcza,
3 – zawór odcinający, 4 – łącznik wylotowy do
węża
Rys. 33. Przekrój reduktora jednostopniowego do
tlenu [3, s. 325]
a) butla, b) przekrój zaworu acetylenowego
1– wkładka filcowa, 2– korek, 3– wrzeciono
dwudzielne, 4– pierścienie uszczelek
skórzanych lub gumowych, 5– dławica,
6– nakrętka, 7– klucz nasadowy zdejmowany
Rys. 34. Butla acetylenowa [3, s. 327]
Rys. 35. Reduktor butlowy z jarzmem do acetylenu
[3, s. 327]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Narzędzia ślusarskie
Zaliczamy do nich:
− piłkę ręczną z brzeszczotem,
− gwintownicę ręczną uniwersalną i zapadkową,
− wzornik gwintów,
− narzynkę z oprawkami,
− imadło typu Pionier,
− wiertła o równych średnicach,
− komplet kluczy monterskich,
− młotek,
− kombinerki,
− okulary ochronne,
− sprzęt ochronny osobisty.
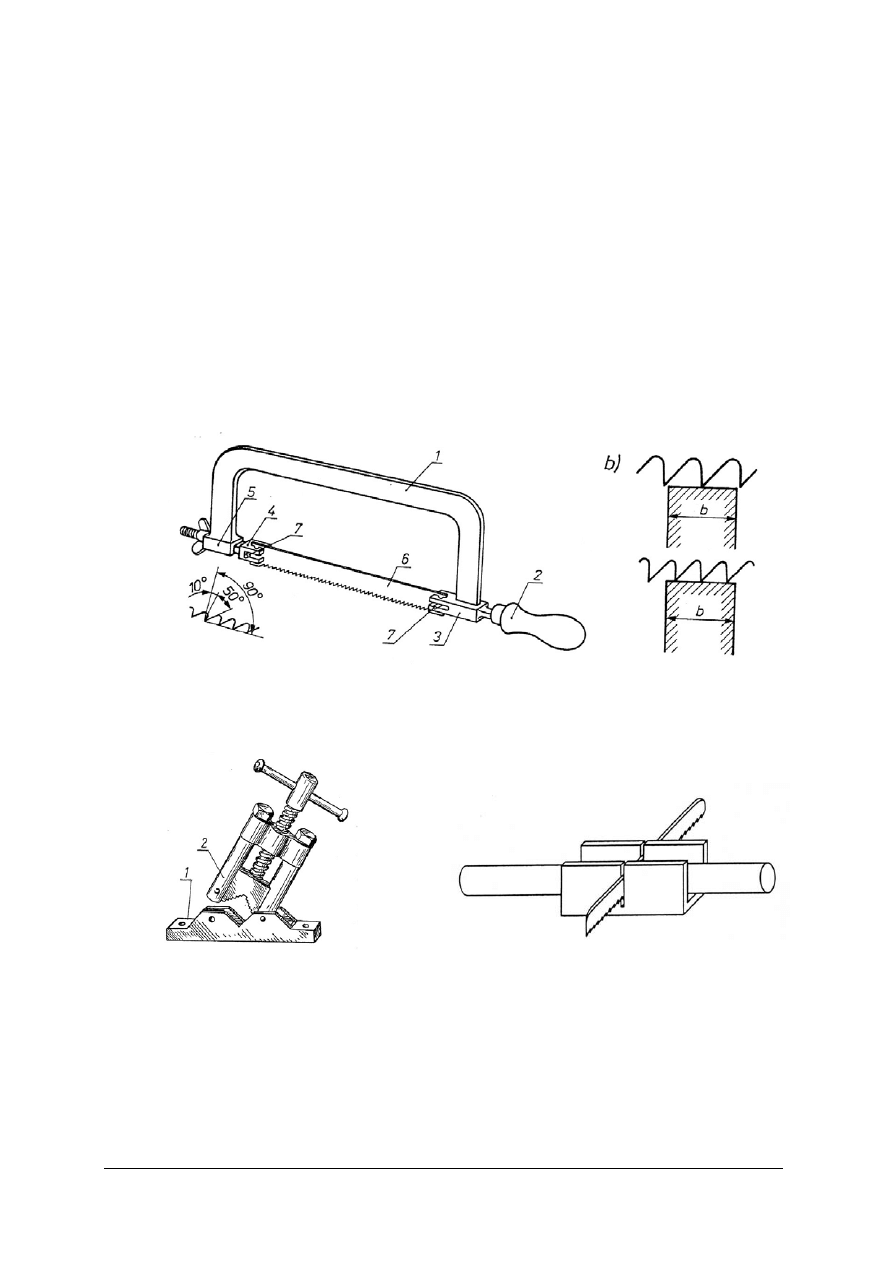
1 – oprawka, 2 – rękojeść, 3 - uchwyt stały, 4 – uchwyt przesuwny, 5 – prowadnica, 6 – brzeszczot, 7 – kołki.
Rys. 36. Piłka ręczna do metalu [3, s. 36]
1 – szczęka nieruchoma
2 – szczęka ruchoma
Rys. 37. Imadło do rur typu Pionier [3, s. 47] Rys. 38. Prowadnica korytkowa [opracowanie własne]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 39. Wiertła kręte z uchwytem: a) walcowym, b) stożkowym [3, s. 54]
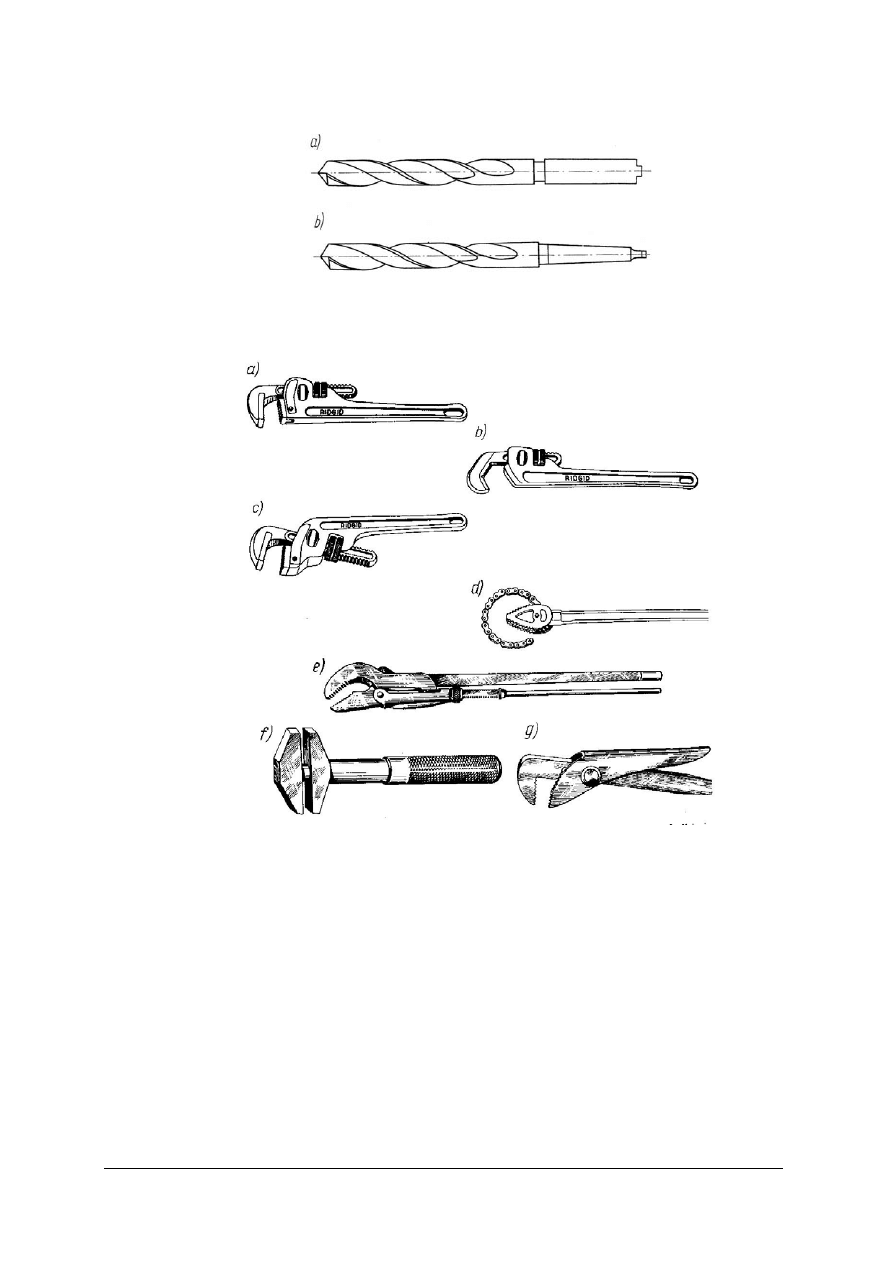
Klucze monterskie: a) prosty z żeliwną lub aluminiową rękojeścią, b) nastawny z gładkimi szczękami –
sześciokątny, c) skośny z żeliwną rękojeścią, d) łańcuchowy, e) nastawny – szwedzki, f) uniwersalny – francuski,
g) szczypce nastawne zwane żabką.
Rys. 40. Klucze monterskie [3, s. 60]
Klucze szwedzkie do skręcania rur (rys. 40e) są lekkie i wygodne w użyciu. Przesuwany
uchwyt szczęk mocno i pewnie obejmuje rurę, a wysmukły kształt umożliwia stosowanie
w miejscach trudno dostępnych. Wymiary klucza dobiera się odpowiednio do średnic
skręcanych rur.
Klucze uniwersalne zwane francuskimi (rys. 40f) stosuje się do skręcania lub
wykręcania śrub i nakręcania nakrętek, których przynajmniej dwie powierzchnie są płaskie
i równoległe do siebie. Rozstawienie szczęk na odpowiedni wymiar uzyskujemy przez
pokręcanie rękojeści dookoła osi.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Szczypce nastawne zwane żabkami (rys. 40g) są najczęściej używanym narzędziem
w robotach instalacyjnych. Służą przede wszystkim do skręcania rur i łączników małych
średnic.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi przyrządami pomiarowymi wykonasz pomiar średnicy rury?
2. Jakimi przyrządami pomiarowymi zmierzysz długość rury?
3. Do czego służy suwmiarka?
4. Do jakich operacji potrzebna jest wiertarka elektryczna?
5. Jakie urządzenia służą do cięcia rur?
6. Jakie urządzenie użyjesz do trwałego połączenia rur stalowych?
7. Jakimi narzędziami wykonuje się cięcie ręczne rur?
8. Jakie klucze monterskie są najczęściej używane do prac monterskich?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz narzędzia pomiarowe, przy pomocy których możesz pomierzyć rury
i łączniki gwintowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym rodzajów stosowanych narzędzi
pomiarowych (pkt. 4.3.1),
3) zapoznać się z obsługą suwmiarki,
4) zapoznać się z obsługą mikrometru,
5) zapoznać się z tabelą gwintów metrycznych i rurowych,
6) wykonać ćwiczenie i wymienić urządzenia pomiarowe,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– suwmiarka, mikrometr, metrówka,
– tabela gwintów metrycznych i rurowych,
– literatura z rozdziału 6.
Ćwiczenie 2
Dobierz narzędzia do wykonywania nierozłącznych połączeń rur stalowych i obowiązujące
przy tych pracach środki ochrony osobistej.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym rodzajów narzędzi stosowanych przy
połączeniach nierozłącznych rur stalowych (pkt. 4.3.1),
3) zapoznać się z obsługą palnika acetylenowo-tlenowego,
4) wymienić narzędzia do wykonywania połączeń nierozłącznych rur stalowych,
5) wymienić środki ochrony osobistej obowiązujący przy pracach spawalniczych,
6) zaprezentować wykonane zadanie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– piła do cięcia,
– palnik acetylenowo-tlenowy,
– butla tlenowa,
– butla acetylenowa,
– instrukcja obsługi palników z warunkami technicznymi eksploatacji,
– środki ochrony osobistej spawacza,
– literatura z rozdziału 6.
Ćwiczenie 3
Dobierz narzędzia służące do przygotowania połączeń rozłącznych rur stalowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z materiałem nauczania dotyczącym narzędzi stosowanych przy łączeniu
rozłącznym rur stalowych (pkt. 4.3.1),
3) zapoznać się z technologią prac montażowych rur stalowych,
4) zapoznać się z technologią wykonywania gwintów,
5) zapoznać się z warunkami technicznymi niezbędnymi do prawidłowego połączenia rur
i kształtek stalowych,
6) dobrać narzędzia do przygotowania połączeń rur stalowych,
7) zaprezentować wykonane zadanie,
8) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– krzesło,
– zeszyt,
– ołówek,
– gwintownica,
– piła do cięcia rur,
– literatura z rozdziału 6.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) dobrać narzędzia do mocowania instalacji do przegród budowlanych?
2) dobrać przyrządy do pomiaru rur?
3) dobrać urządzenie do gięcia rur stalowych?
4) dobrać narzędzia do wykonania gwintowania rur stalowych?
5) dobrać urządzenie do cięcia rur stalowych?
6) dobrać palniki do spawania rur stalowych?
7) dobrać klucze monterskie do łączenia rur stalowych
z łącznikami gwintowanymi?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4. Połączenia rur stalowych
4.4.1. Materiał nauczania
Rury stalowe można łączyć poprzez połączenia rozłączne i nierozłączne. Do połączeń
rozłącznych zaliczamy połączenia gwintowe i kołnierzowe, a do nierozłącznych - połączenia
spawane.
Połączenia rozłączne gwintowane
Połączenia gwintowane są to najszerzej stosowane połączenia rozłączne. Mogą być
połączeniem bezpośrednim, kiedy dwa łączone elementy są ze sobą skręcone, wówczas jeden ma
gwint zewnętrzny, który odgrywa rolę śruby, a drugi gwint wewnętrzny i odgrywa rolę nakrętki .
Rys. 41. Przykład połączeń bezpośrednich [opracowanie własne]
Rys. 42. Przykład połączenia pośredniego [opracowanie własne]
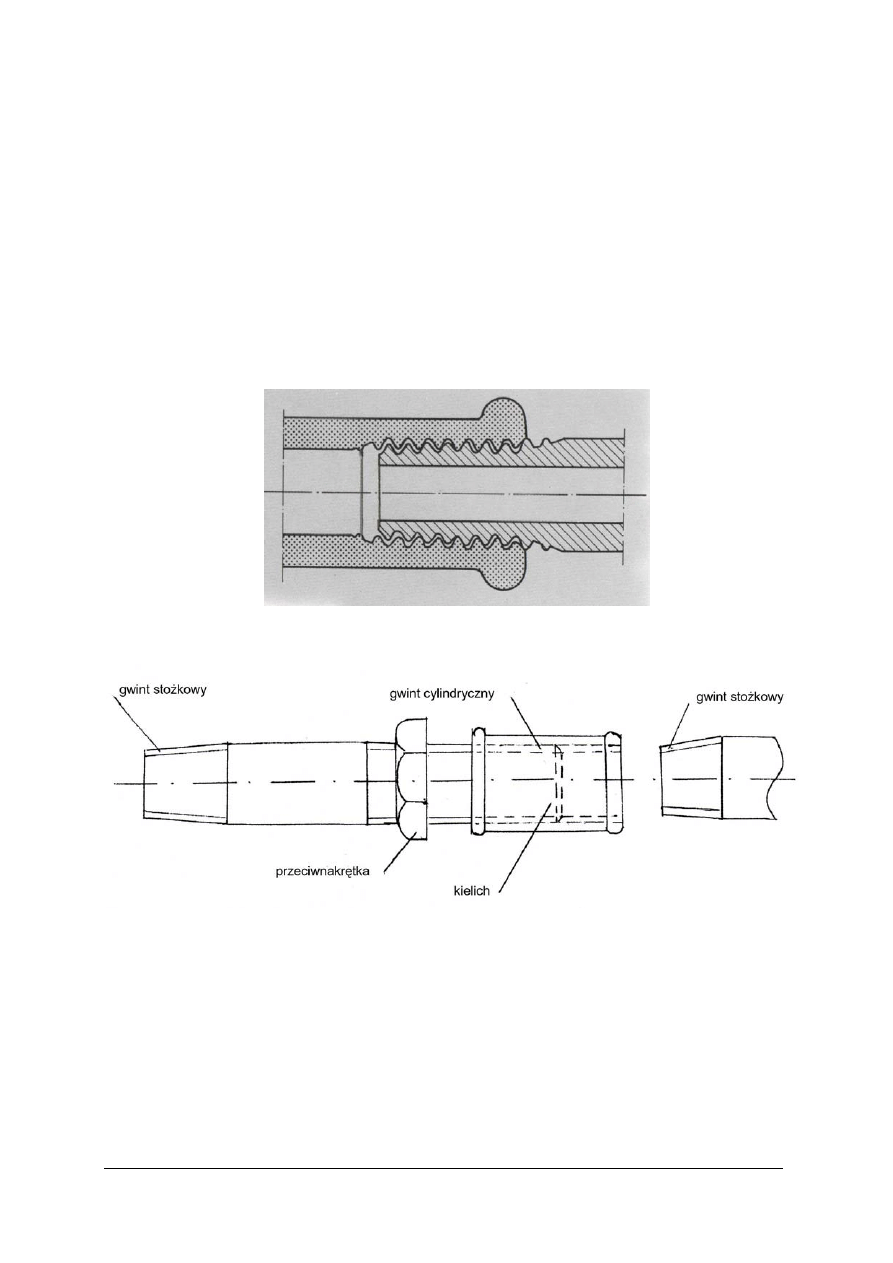
Łączenie rur i złączek na gwint
W instalacjach gazowych gwintowanie polega na nacięciu gwintu na zewnętrznej
powierzchni rury. Do wykonywania gwintów zewnętrznych na rurach służą gwintownice
uniwersalne albo zapadkowe.
Gwintownice uniwersalne służą do wykonania gwintu rurowego pełnego na rurach średnic
15-50 mm. Gwintownice te zaopatrzone są w trzy komplety narzynek do średnic 15-20 mm,
25-32 mm i 40-50 mm.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 43. Gwintownica uniwersalna [3, s. 46]
Do nacinania gwintu na rurach w miejscach trudnodostępnych stosujemy gwintownice
zapadkowe. Dzięki mechanizmowi zapadkowemu możliwe jest nacinanie gwintów na rurach bez
wykonywania pełnych obrotów całym korpusem gwintownicy.
Rys. 44. Gwintownica zapadkowa [3, s. 46]
Dla usprawnienia pracy montera można stosować dodatkowo napęd elektryczny i tymi
samymi głowicami wymiennymi nacinać gwinty na rurach w sposób mechaniczny (rys.28).
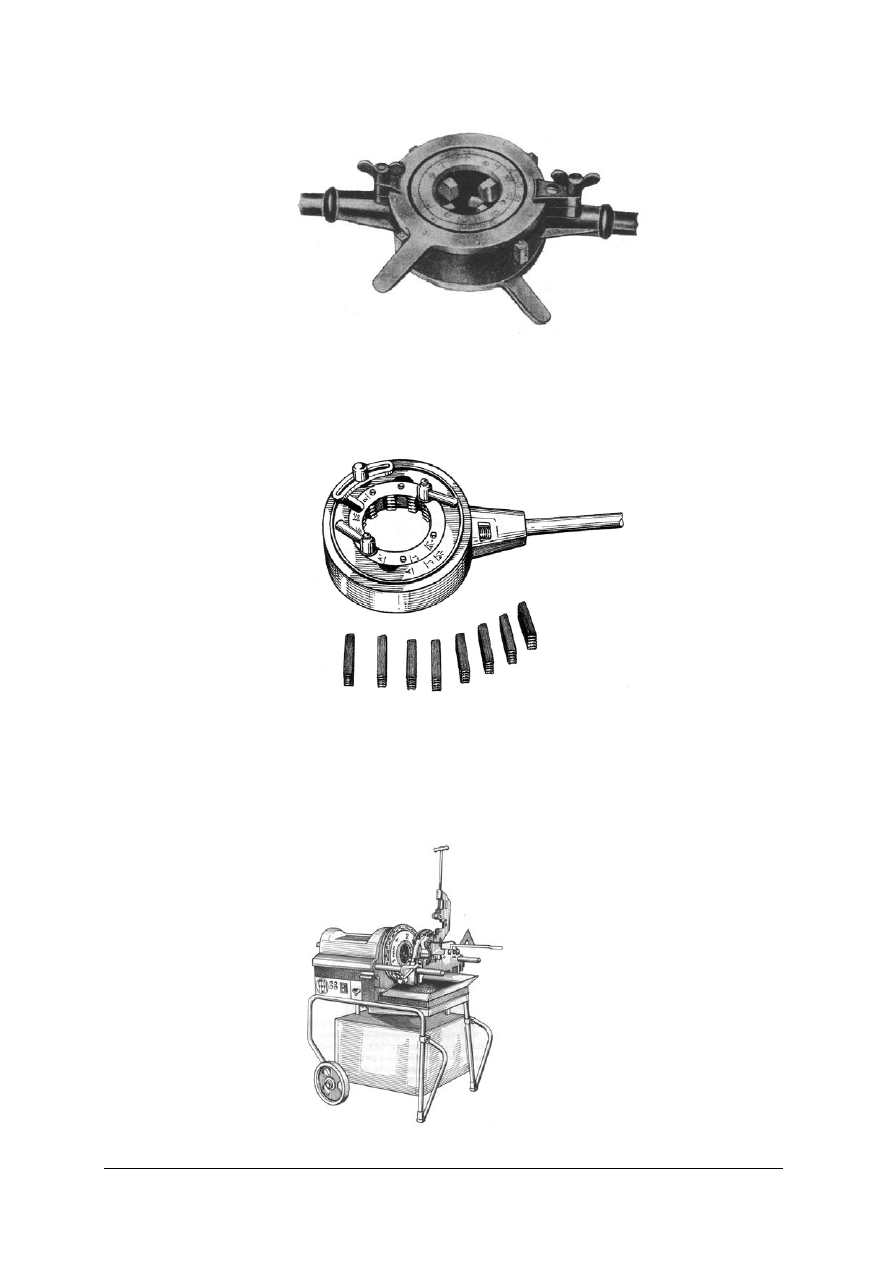
Z powodu, że gwintowanie jest jedną z najbardziej pracochłonnych czynności
w przygotowaniu rur do montażu, coraz częściej na budowie stosuje się gwinciarki do
mechanicznego nacinania gwintów (rys. 45).
Rys. 45. Gwinciarka mechaniczna [3, s. 50]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
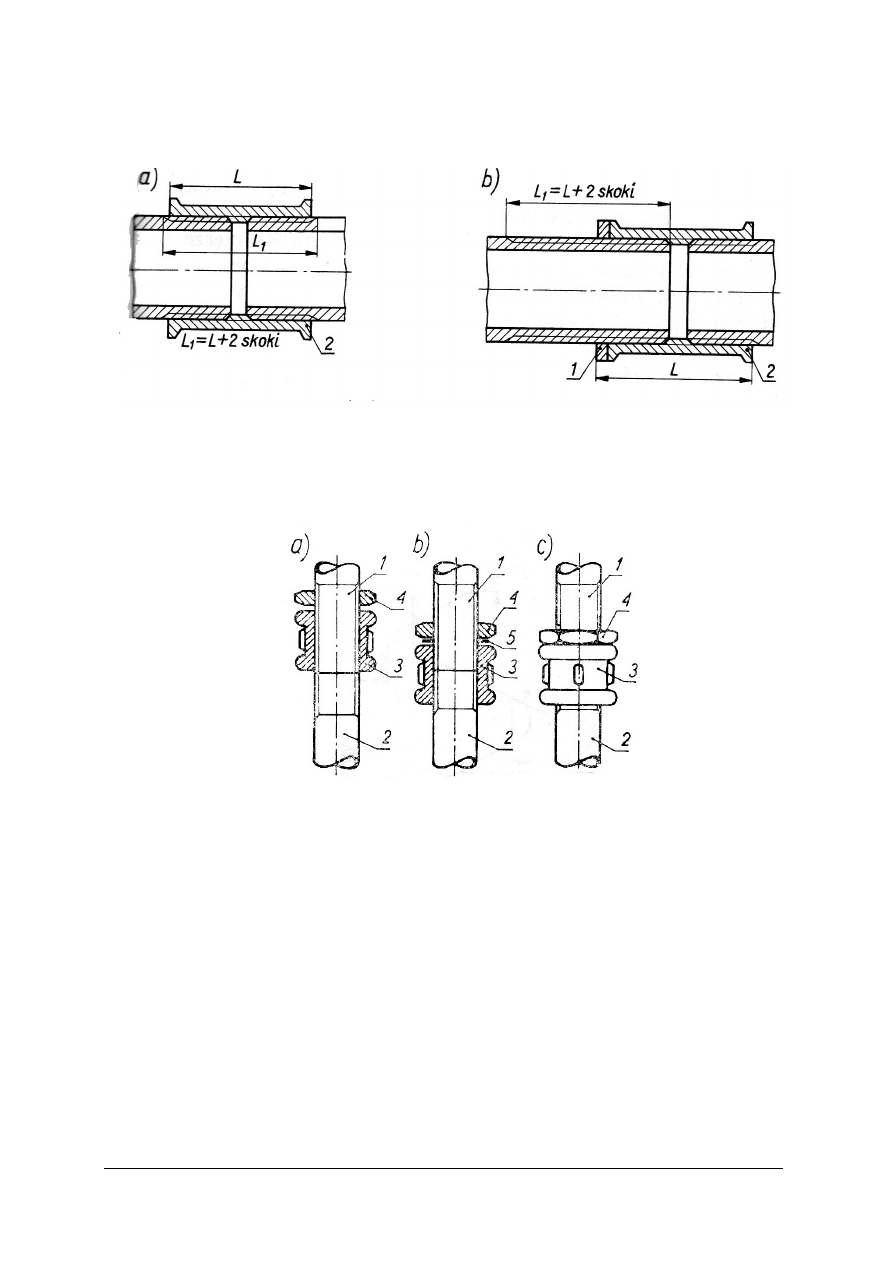
W praktyce monterskiej podczas łączenia instalacji gazowej na gwint stosuje się dwa
podstawowe rodzaje połączeń gwintowych – normalne (na gwint krótki) i na gwint długi.
1 – przeciwnakrętka
2 – złączka
Rys. 46. Połączenie rur a) na gwint krótki z określeniem długości gwintowania L
1
, b) na gwint długi z określeniem
długości gwintowania L
1
[3, s. 61]
1- koniec pierwszej rury z gwintem, 2- koniec drugiej rury z gwintem owijanym pasmem konopi, 3- złączka,
4- przeciwnakrętka, 5- pasmo konopi.
a- położenie złączki z przeciwnakrętką na pierwszej rurze przed połączeniem z drugą, b- położenie złączki
z przeciwnakrętką po połączeniu obu rur, c- położenie złączki po połączeniu obu rur (widok z zewnątrz)
Rys. 47. Technologia wykonywania połączeń rur za pomocą długiego gwintu. [opracowanie własne]
Połączenie na gwint krótki stosujemy wówczas, gdy można obracać jedną z łączonych
rur. Natomiast połączenie na gwint długi stosuje się wtedy, gdy tej możliwości nie ma, np.
podczas łączenia pionów z poziomami w instalacji oraz wszędzie tam, gdzie trzeba rozłączać
przewody w czasie eksploatacji. Technologię wykonywania połączeń rur za pomocą długiego
gwintu pokazano na rys. 47.
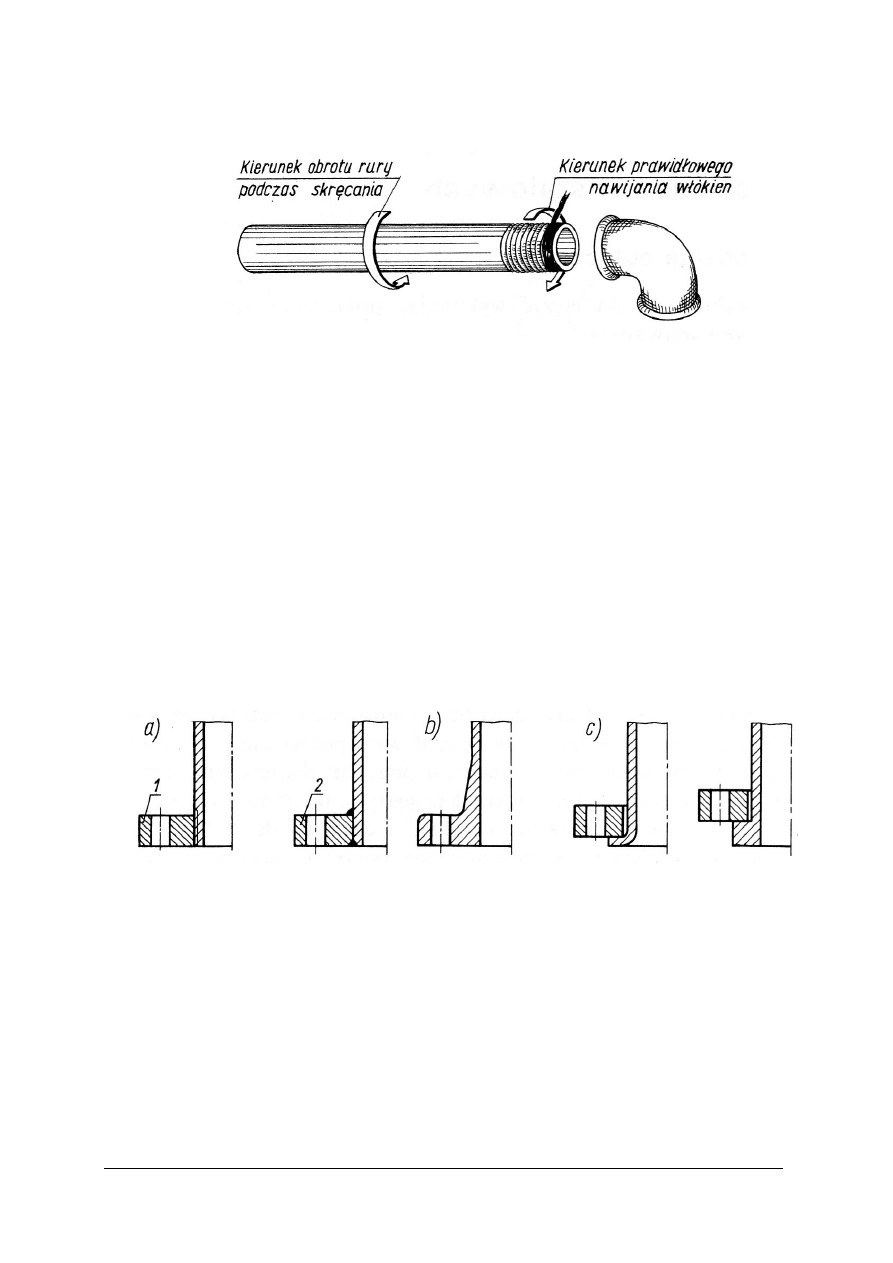
Jakość połączenia określa jego szcze1ność. Jako szczeliwa w połączeniach gwintowych
używa się najczęściej włókien konopnych (czesanych) i past uszczelniających (mieszaniny
pokostu z kredą). O prawidłowym uszczelnieniu decyduje sposób nawinięcia włókien na
gwint. Obecnie zamiast włókien konopnych do uszczelniania połączeń gwintowych stosuje
się taśmy teflonowe i tworzywa anaerobowe.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 48. Prawidłowe nawijanie włókien konopnych [3, s. 62]
Na przewody instalacji gazu używa się rur stalowych czarnych. Można je łączyć
podobnie jak rury stalowe ocynkowane, tzn. na gwint krótki i długi. Połączenia gwintowe
uszczelnia się włóknem konopnym i pastą uszczelniającą lub odpowiednimi taśmami
teflonowymi oraz tworzywem anaerobowym.
Łączenie rur na kołnierze
W połączeniach kołnierzowych występują najczęściej kołnierze stałe, a tylko niekiedy
luźne. Kołnierze stałe mogą być typu lekkiego nakręcane lub przyspawane do rury
(rys. 49a) i typu ciężkiego, do których zalicza się kołnierze z szyjką (rys. 49b). Kołnierze
luźne stosuje się do łączenia rur większych średnic, co znacznie ułatwia ich montaż
(nie zachodzi konieczność okręcania rur przy ustawianiu dwóch sąsiednich kołnierzy).
Nasunięte luźno kołnierze opierają się o obrzeża rur (rys. 49c). Wymiary kołnierzy są
znormalizowane, a liczba otworów w kołnierzu i wielkość śrub zależą od wielkości
kołnierza oraz ciśnienia przewodzonego czynnika.
a) typu lekkiego, b) typu ciężkiego z szyjką, c) luźne opierające się na obrzeżach rur 1- kołnierz
nakręcany na rurę, 2- kołnierz przyspawany
Rys. 49. Kołnierze do łączenia rur stalowych [3, s. 63]
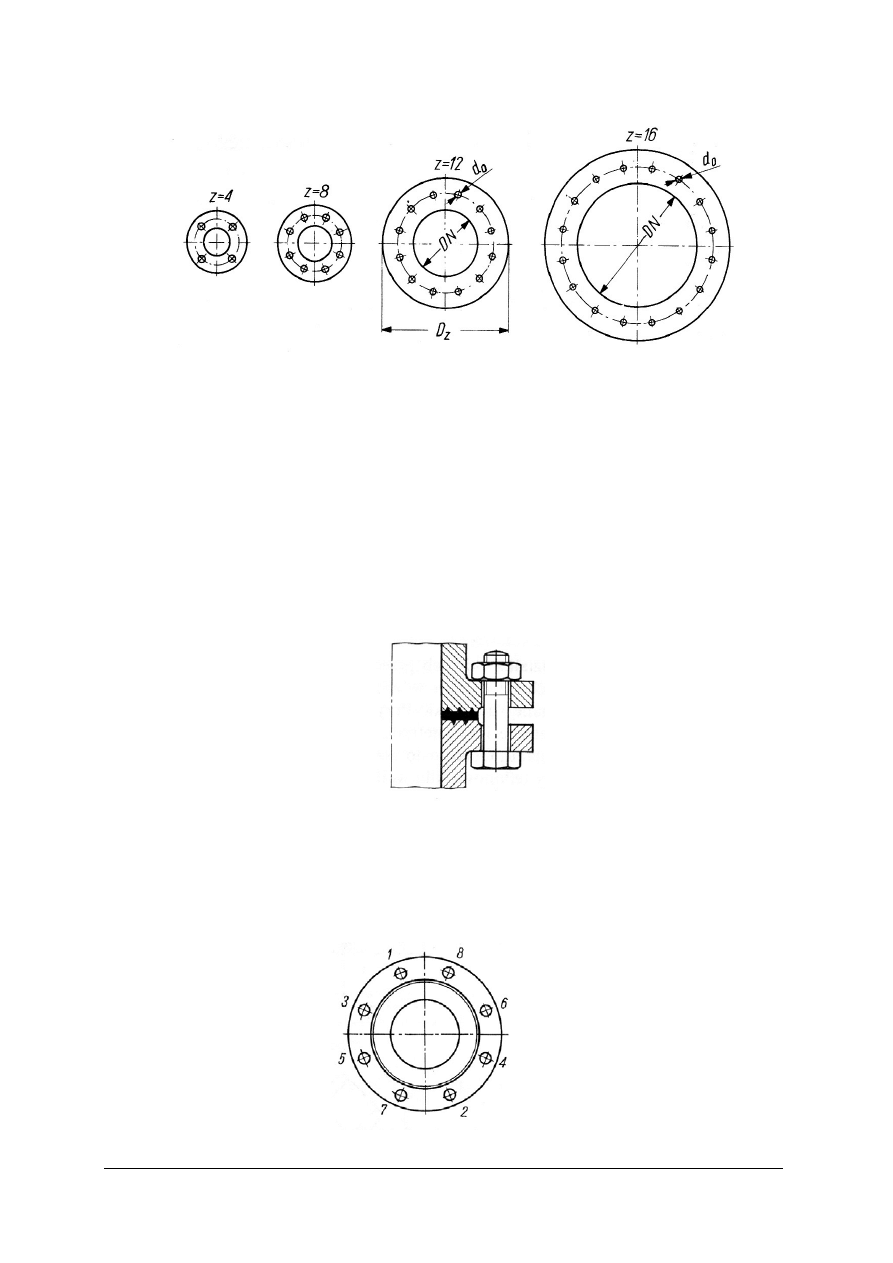
Podczas łączenia rur o dużych średnicach liczba śrub powinna być wielokrotnością
liczby 4, a śruby muszą być rozmieszczone symetrycznie względem obu osi głównych
kołnierza (rys. 50).Tylko w łączeniu rur niewielkich średnic (do 32 mm) jest dozwolone
stosowanie dwóch lub trzech śrub.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
z –liczba otworów w kołnierzu, Dz. – średnica zewnętrzna kołnierza, DN – średnica nominalna rury, d
0
– średnica
otworu na śruby w kołnierzu
Rys. 50. Rozmieszczenie w kołnierzu otworów na śruby [3, s. 63]
Powierzchnie zetknięcia kołnierzy przy niskim ciśnieniu mogą być płaskie, natomiast
przy ciśnieniu większym w powierzchniach kołnierzowych należy wytoczyć rowki
współśrodkowe. Po założeniu uszczelki i dociągnięciu śrub materiał uszczelniający jest
wgniatany w te zagłębienia, co zabezpiecza przed wypchnięciem uszczelki w czasie pracy
przewodu (rys. 51).
W połączeniach kołnierzowych należy stosować uszczelki odpowiednie dla połączeń
gazowych na gaz płynny. Wypełniają one nierówności stykających się czołowych powierzchni
kołnierzy uszczelnianych połączeń, muszą zatem być elastyczne. Obecnie do połączeń
kołnierzowych dla gazu płynnego używa się uszczelek teflonowych.
Rys. 51. Połączenie rur z kołnierzami stałymi i płaska uszczelka na powierzchniach z wytoczonymi otworami
[3, s. 63]
Szczelność połączenia kołnierzowego zależy nie tylko od rodzaju uszczelki, lecz także
od sposobu skręcenia go śrubami. Po założeniu uszczelki kołnierze należy ściągać śrubami
równomiernie i w określonym porządku - parami po przekątnej, nigdy zaś jedną obok
drugiej.
Rys. 52. kolejność przykręcania śrub w kołnierzach [3, s. 65]

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Łączenie rur stalowych za pomocą spawania gazowego
W budynkach mieszkalnych, użyteczności publicznej lub zakładach przemysłowych,
podczas montażu instalacji gazowych z rur stalowych czarnych do ich łączenia stosuje się
powszechnie połączenie spawane.
Odcinki instalacji rozprowadzających w piwnicach oraz piony gazowe najczęściej
łączy się przez spawanie, natomiast w mieszkaniach, w pomieszczeniach niemieszkalnych
(kuchnie, przedpokoje, korytarze, łazienki itp. stosowane są połączenia skręcane.
Dopuszcza się prowadzenie przewodów instalacji gazowych również przez pomieszczenia
mieszkalne, jednakże pod warunkiem zastosowania rur miedzianych łączonych przez
lutowanie lub rur stalowych bez szwu, łączonych przez spawanie.
W spawaniu gazowym źródłem ciepła jest najczęściej płomień acetylenowo-tlenowy
o temperaturze ok. 3100°C, w którym gaz palny - acetylen spala się w obecności tlenu.
W warunkach budowy lub małych zakładów przemysłowych tlen jako gaz magazynuje się
w butlach stalowych (rys. 32a), wykonanych jako zbiorniki ciągnione bez szwu. Górna zwężona
część butli tworzy szyjkę z nagwintowanym stożkowym otworem, w który jest wkręcony zawór
(rys. 32b) umożliwiający pobieranie tlenu z butli. Króciec na zaworze umożliwia gwintowe
połączenie reduktora z zaworem. Wszystkie części zaworów do tlenu ze względów
bezpieczeństwa czyści się trójchlorkiem etylenu w celu usunięcia śladów olejów i smarów. W kraju
produkuje się butle tlenowe o pojemności wodnej 0,5÷50 dm
3
. Najczęściej stosuje się butle
o pojemności 40 dm
3
. Są one malowane na niebiesko farbą olejną z czarnym napisem „Tlen 0
2
".
Masa pustej butli wynosi 62÷72 kg.
Czerpiąc z butli gaz, który znajduje się w niej pod wysokim ciśnieniem (15 lub 20 MPa),
stosuje się reduktory obniżające ciśnienie panujące w butli do ciśnienia roboczego (rys. 33).
Oprócz tego reduktory gwarantują utrzymywanie ciśnienia roboczego na stałym poziomie
niezależnie od spadku ciśnienia gazu w butli.
Acetylen, podobnie jak tlen, jest gazem bezbarwnym i nietrującym, a w skład jego wchodzą
węgiel i wodór. Stosowany w technice ma charakterystyczny zapach czosnku. W ciśnieniu
atmosferycznym i temperaturze 0°C jeden kilogram acetylenu ma objętość 0,85 m
3
. Acetylen
techniczny zanieczyszczony parą wodną lub amoniakiem wytwarza z miedzią acetylenek miedzi,
który jest wybuchowy. Z tego względu części stykających się z acetylenem nie wolno wykonywać
z miedzi ani z jej stopów o zawartości czystej miedzi powyżej 70%. Acetylen tworzy również
mieszaninę wybuchową z powietrzem i tlenem, dlatego stosując acetylen należy ściśle przestrzegać
obowiązujących przepisów bhp.
Acetylen wytwarzany metodą przemysłową dostarcza się w butlach do miejsca zużycia. Butle
acetylenowe (rys. 34a) o pojemności wodnej 5÷40 dm
3
wykonuje się ze stali, podobnie jak butle
tlenowe. Przeciętnie, z napełnionej butli, można pobrać 5 m
3
acetylenu. Butle acetylenowe
w odróżnieniu od tlenowych są malowane na biało i zaopatrzone w czerwony napis „Acetylen
C
2
H
2
". Pobieranie acetylenu z butli umożliwia zawór ze stali (rys. 34b). Otwieranie i zamykanie
zaworu odbywa się specjalnym kluczem nasadowym. Króćce zaworów acetylenowych nie mają
gwintów, toteż zamocowanie reduktorów (rys. 35) do zaworu odbywa się przez dociśnięcie za
pomocą specjalnego jarzma. Różnica w zamocowaniu wyklucza omyłkowe podłączenie reduktora
acetylenowego do butli tlenowej i na odwrót, co jest bardzo istotne z punktu widzenia bhp.
Palniki mogą być wysokiego i niskiego ciśnienia, a z punktu widzenia konstrukcji -
smoczkowe i bezsmoczkowe. Palniki smoczkowe dzieli się na zwykłe i iglicowe. W każdym
palniku można wyodrębnić trzy podstawowe elementy: rękojeść z dwiema końcówkami
doprowadzającymi gazy i dwoma zaworami do regulacji lub odcięcia dopływu gazu,
urządzenie do mieszania gazów i nasadkę wraz z dziobem. Palnik smoczkowy pokazano na
rys. 53. Palniki są urządzeniami precyzyjnymi, stąd ich użytkowanie powinno być umiejętne
i ostrożne.
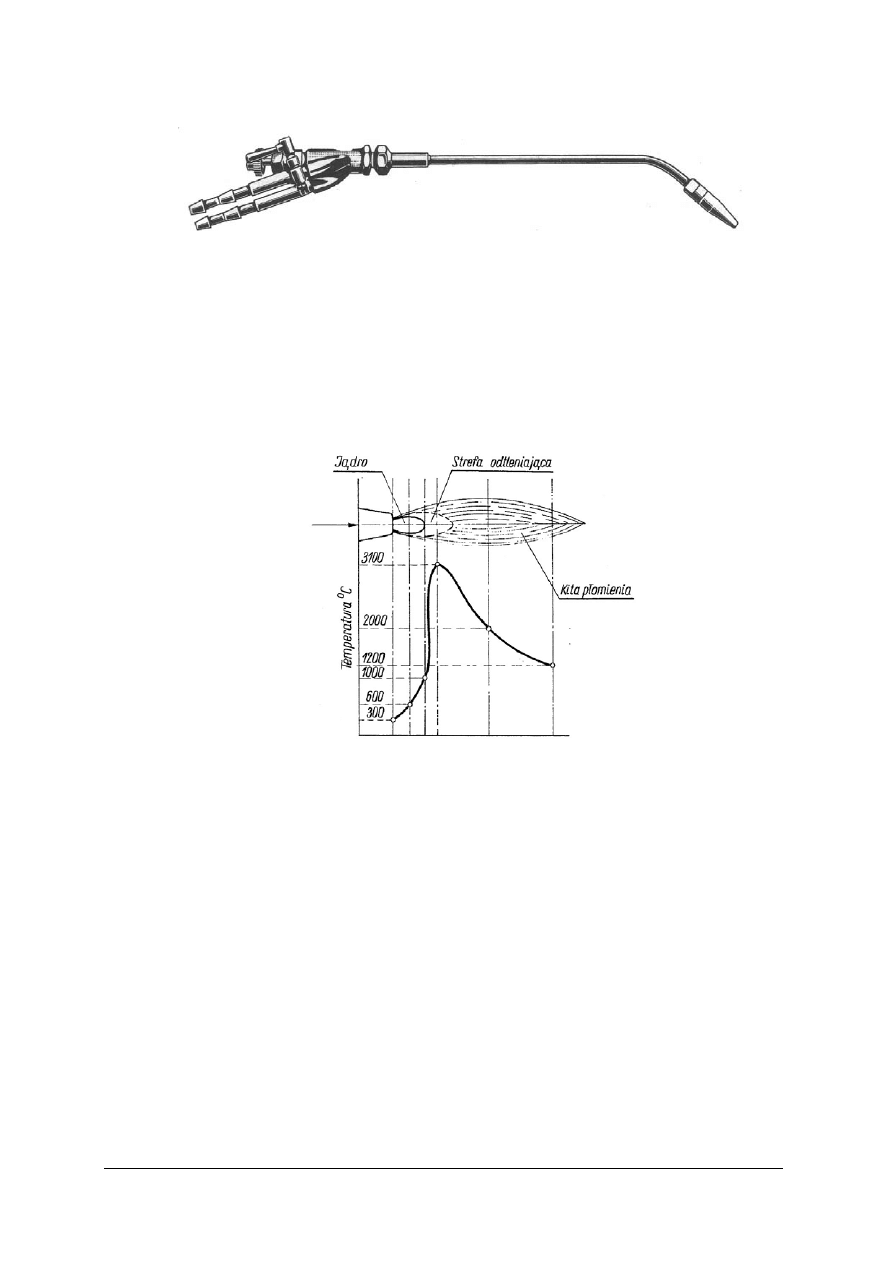
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 53. Palnik iglicowy smoczkowy [3, s. 329]
Największą uwagę należy zwrócić na czystość palnika; nie może on być zanieczyszczony
olejami ani smarem (względy bhp). Do smarowania zaworów można stosować jedynie grafit
mielony.
Przystępując do zapalenia palnika, jako pierwszy otwiera się zawór tlenu, a następnie zawór
acetylenu. W płomieniu acetylenowo-tlenowym wyróżnia się trzy zasadnicze strefy
charakteryzujące się inną temperaturą - jądro, strefę odtleniania i kitę płomienia. Dobrze
wyregulowany płomień charakteryzuje się ostrym zarysem jądra - wtedy najwyższa
temperatura 3100°C panuje wewnątrz strefy odtleniającej tuż za jądrem.
Rys. 54. Rozkład temperatury w płomieniu acetylenowym [3, s.329]
Podczas działania palnika mogą się zdarzyć następujące nieprawidłowości.
– Palnik zaczyna strzelać. Mogą to spowodować dwie przyczyny: niewłaściwe dokręcenie
poszczególnych części palnika lub nadmierne jego nagrzanie. Pierwszą usuwa się po
ochłodzeniu palnika przez powtórne zmontowanie, drugą przez ochłodzenie palnika
w wodzie podczas lekko otwartego zaworu tlenu.
– W czasie pracy może nastąpić cofnięcie się płomienia. Należy wtedy natychmiast
zamknąć obydwa zawory, a przed powtórnym zapaleniem płomienia przedmuchać palnik
przy lekko otwartym zaworze tlenu.
– Podczas spawania może się zatkać dziób palnika. Należy wtedy zamknąć zawory i za
pomocą kalibrowanych wierteł lub igieł z drutu - mosiężnego albo miedzianego oczyścić
wylot. Ewentualne zanieczyszczenie dzioba palnika odpryskami stopionego metalu,
po zgaszeniu płomienia, usuwa się przez pocieranie dzioba o kawałek miękkiego lub
zwęglonego drewna [3, s. 330].
Przygotowanie krawędzi przedmiotów do spawania.
Jest to bardzo ważna czynność poprzedzająca samo spawanie. Przygotowanie to obejmuje
czyszczenie łączonych krawędzi z rdzy, farb, tłuszczów itp. oraz nadanie im wymaganego
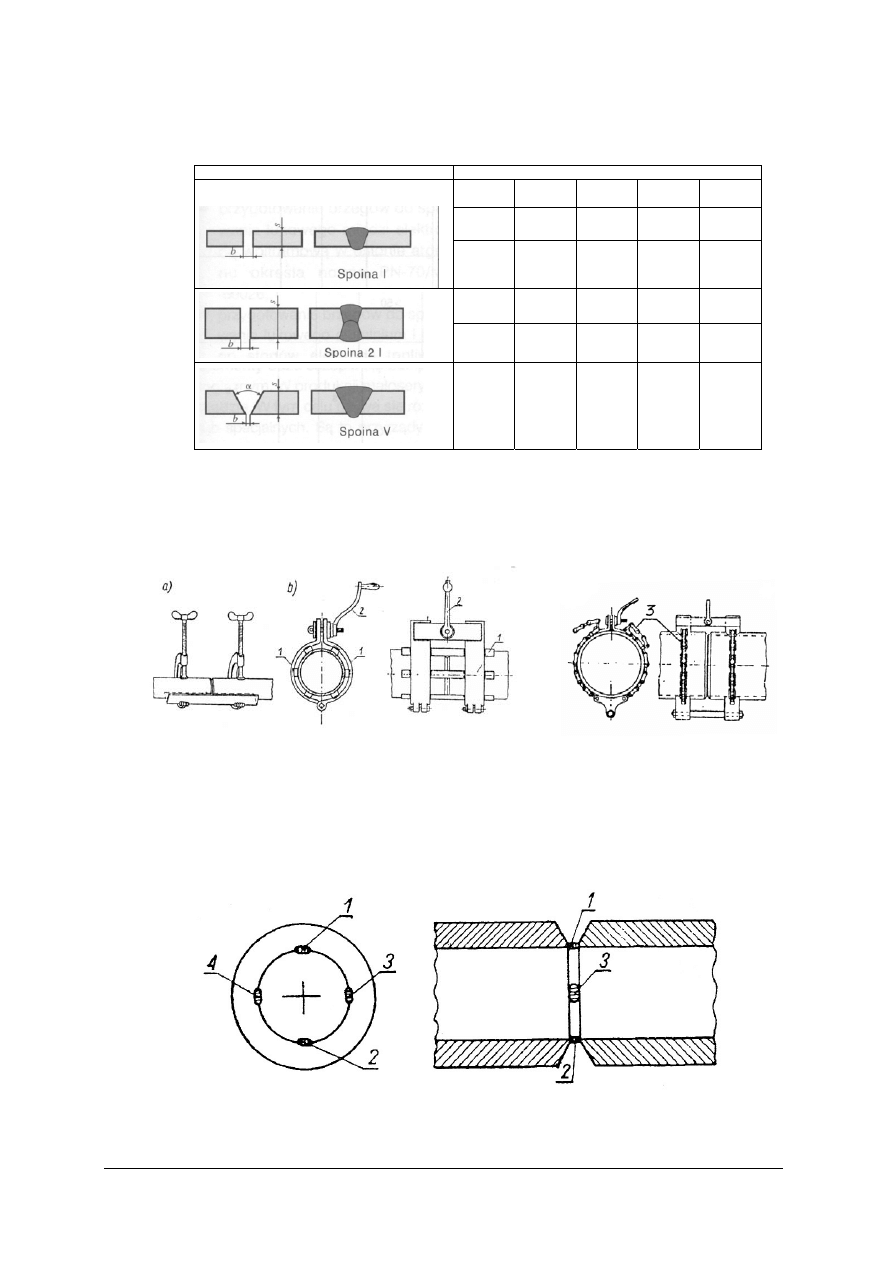
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
kształtu, co zależy od grubości łączonych elementów i przewidzianego rodzaju połączenia
(tab. 5).
Tab. 5. Wymiary rowków do doczołowego spawania gazowego rur. [3, s. 331]
Przekrój złącza Wymiary
s
mm
α
o
b
mm
r
mm
inne
mm
Do 1
0 ÷ 1
> 1 do 3
1 ÷ 2
Do 2
0 ÷ 1
> 2 do 8
1 ÷ 3
3 ÷ 20
50 ÷ 60
0 ÷ 3
W celu uniknięcia lub zminimalizowania powstających przy spawaniu odkształceń
wykorzystuje się różnego rodzaju przyrządy mechaniczne lub hydrauliczne, w których
mocuje się elementy spawane. Spawanie w przyrządach ułatwia pracę spawacza i przyspiesza
jej wykonanie.
a) klamry śrubowe, b) opaski stalowe na zawiasach, c) opaski łańcuchowe.
b) 1- opaska stalowa,2- korba do ściqgania opaski, 3- opaski łańcuchowe.
Rys. 55. Przyrządy do spawania rur w warunkach warsztatowych i montażowych [4, s. 80]
Dla prawidłowego połączenia celowe jest sczepianie rur przed spawaniem. Przy tego
rodzaju operacji należy zachować właściwą kolejność sczepiania rozmieszczając spoiny
szczepne symetrycznie wg kolejności.
Rys. 56. Kolejność sczepiania rur przed spawaniem [4, s. 61]
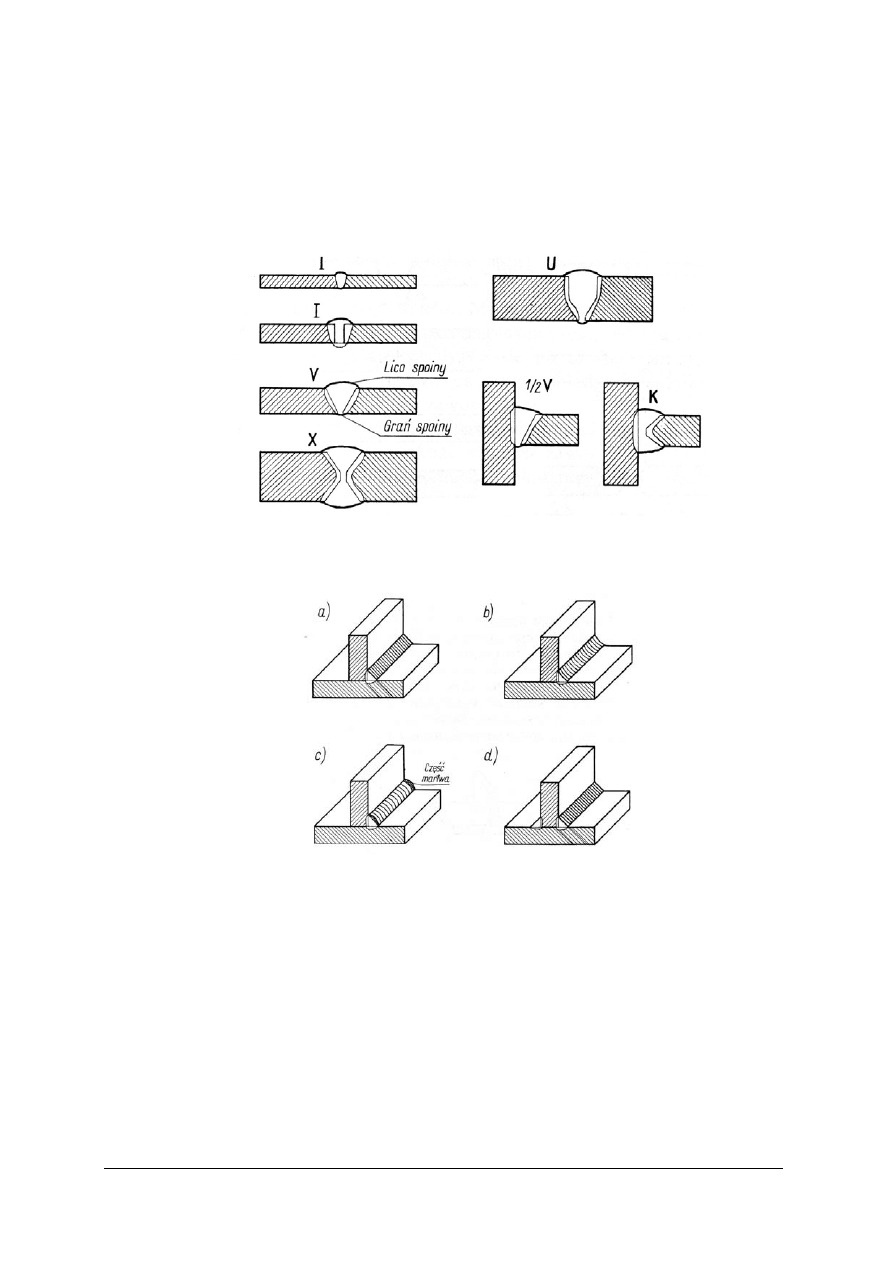
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rodzaj złączy spawanych zależy od wzajemnego położenia łączonych elementów.
Spoiny różnych kształtów (wynik przygotowania krawędzi) mogą być czołowe (rys. 57) lub
pachwinowe (rys. 58)
Rodzaj złączy spawanych zależy od wzajemnego położenia łączonych elementów.
Spoiny różnych kształtów (wynik przygotowania krawędzi) mogą być czołowe lub pachwinowe.
Rys. 57. Rodzaje spoin czołowych [3, s. 332]
a) płaska, b) wklęsła, c) wypukła
Rys. 58. Rodzaje spoin pachwinowych [3, s. 332]
Spoiwa (druty) produkowane o grubości 1÷6,3 mm, używane do spawania gazowego
należy dobierać wg gatunku spawanej stali zgodnie z wytycznymi katalogów wyrobów
i urządzeń spawalniczych.
Technika spawania gazowego.
Stosuje się trzy podstawowe sposoby wykonywania połączeń: w lewo, w prawo i w górę
(rys. 59).
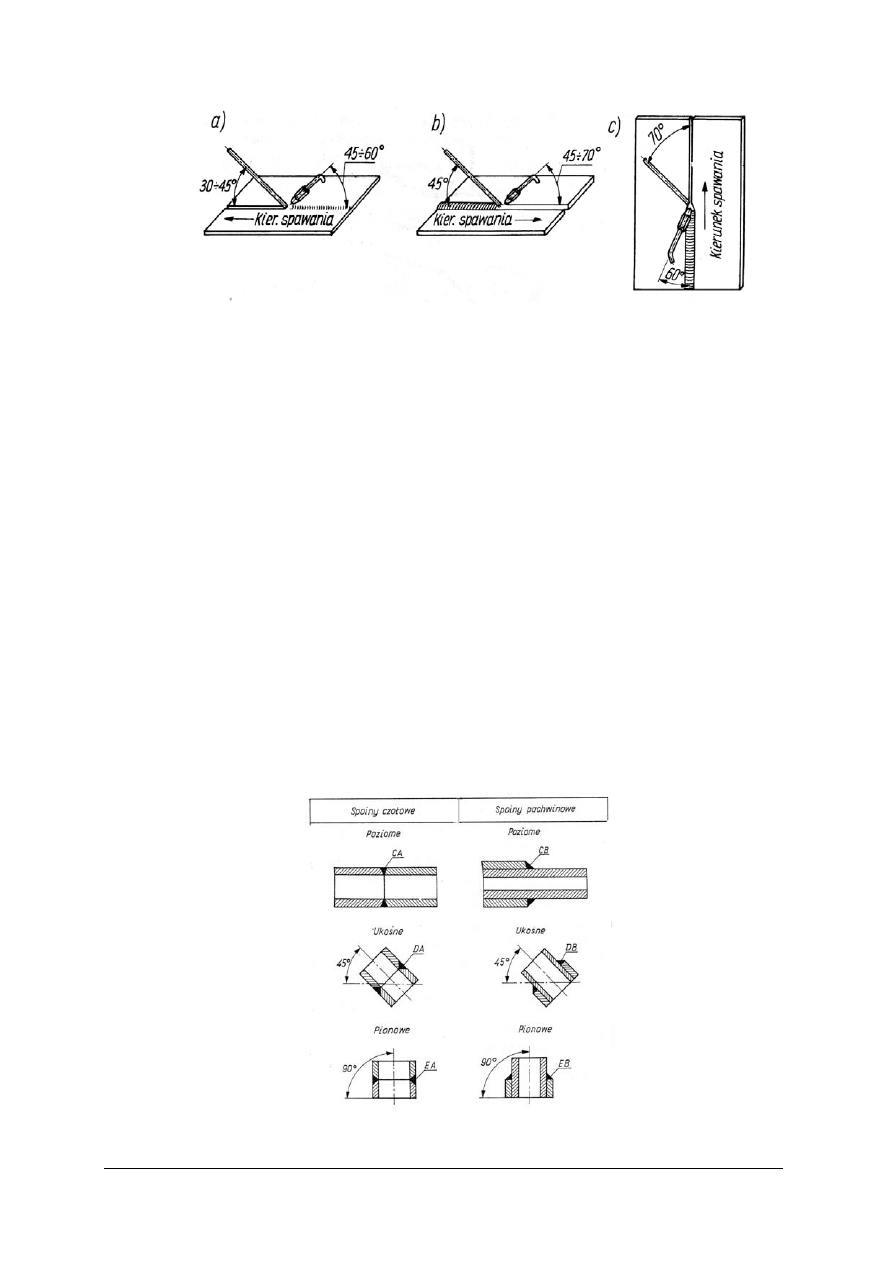
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
a) w lewo, b) w prawo, c) w górę
Rys. 59. Sposoby spawania gazowego [3, s. 333]
Spawając w lewo palnik przesuwa się w lewą stronę przyszłej spoiny i przed palnikiem
prowadzi spoiwo (drut), którym wykonuje się niewielkie ruchy pionowe. W ten sposób spawa
się elementy cienkie grubości do 4mm. Do zalet tego sposobu należy łatwość pracy
i uzyskiwanie spoin o gładkim i regularnym nadlewie; do wad - zbyt duże zużycie gazów i mała
wydajność.
Spawając w prawo palnik przesuwa się w prawą stronę, a spoiwo (drut), którym
wykonuje się ruchy wahadłowe, utrzymuje się między zrobioną już spoiną a palnikiem.
W ten sposób spawa się elementy - grubości powyżej 4mm. Do zalet tego sposobu należy
większa wydajność niż podczas spawania w lewo i lepsze właściwości spoiny, która pod
działaniem płomienia powoli stygnie i krzepnie (mniejsza możliwość powstania naprężeń
spawalniczych).
Spawając w górę palnik przesuwa się od dołu ku górze prowadząc przed nim spoiwo
(drut). W ten sposób spawa się pionowo ustawione krawędzie; charakteryzuje się on dużą
wydajnością i małym zużyciem gazów oraz zapewnia dobre przetopienie całej grubości
spawanych elementów przy małym ich odkształceniu.
Spawanie spoin w różnych pozycjach. Pozycje spawania są określone usytuowaniem
spoiny w przestrzeni i zgodnie z obowiązującą klasyfikacją (PN-75/M-69002) dzielą się
na podstawowe i pośrednie.
Według tej normy podczas łączenia rur rozróżnia się podstawowe pozycje spoin
obwodowych, czołowych i pachwinowych (rys. 60).
Rys. 60. Podstawowe pozycje spoin obwodowych czołowych i pachwinowych podczas łączenia rur [3, s. 66]
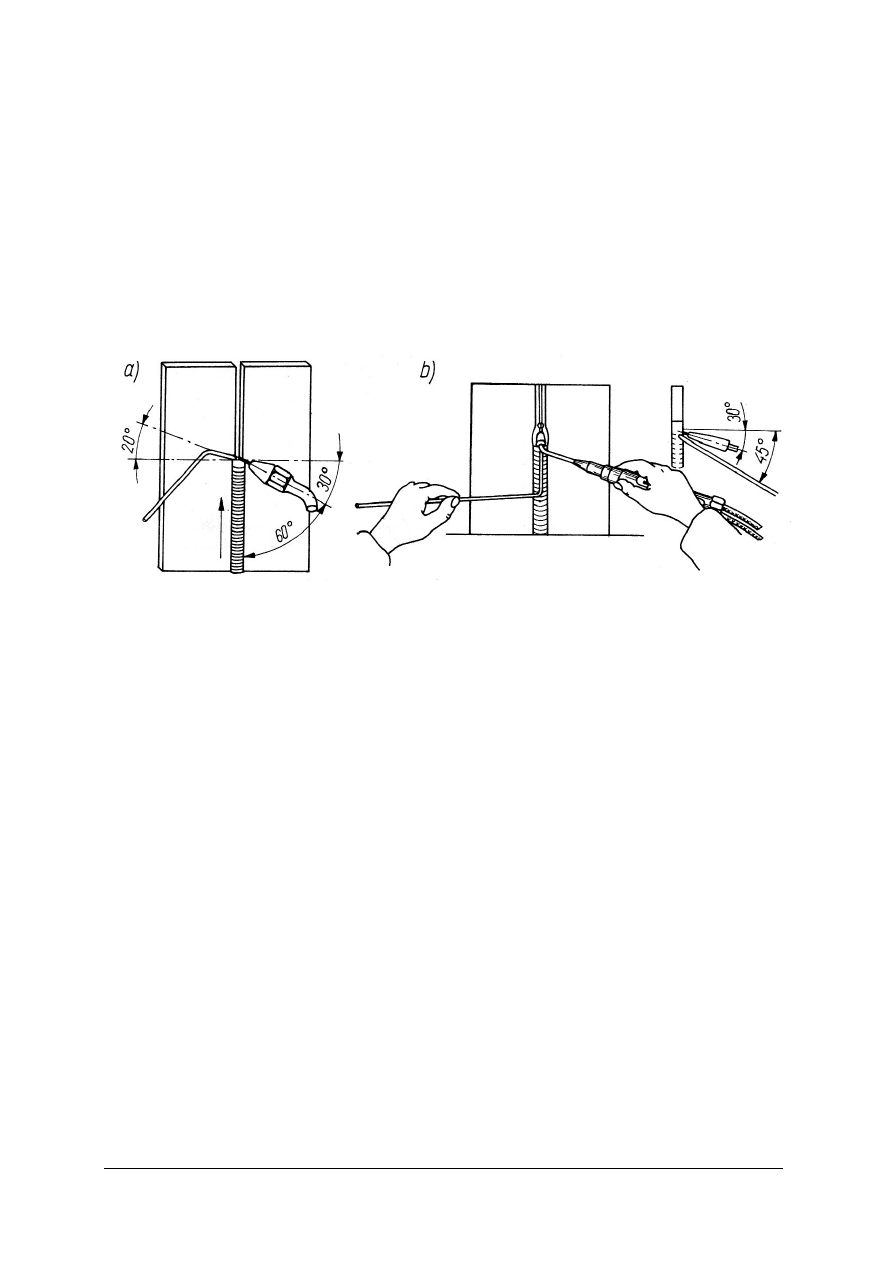
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Spawanie rur w pozycji podolnej
Spawanie takie wymaga poziomego ułożenia elementów spawanych, które jednak w czasie
spawania nie powinny całą powierzchnią przylegać do blatu stołu spawalniczego. W tym celu
spawane części układamy na blacie stołu na specjalnych podkładkach, np. z prętów stalowych.
W pozycji podolnej, najwygodniejszej dla spawacza, można spawać w lewo lub w prawo (lepsze
spoiny otrzymujemy spawając w prawo), bowiem złącza spawane w lewo charakteryzują się
mniejszą plastycznością.
Spawanie rur w pozycji naściennej
Spawanie takie polega na łączeniu dwóch elementów ustawionych pionowo. Ze względu
na niebezpieczeństwo spływania ciekłego metalu w czasie spawania, spawanie w pozycji
naściennej jest jednym z trudniejszych i wymaga od spawaczy dużej praktyki zawodowej.
a) elementów cienkich – drut przed palnikiem, b) grubych – drut za palnikiem
Rys. 61. Spawanie gazowe w pozycji pionowej [3, s. 335]
Połączenia metali różnorodnych
Podstawową zasadą obowiązującą podczas wykonywania instalacji gazowych jest
konieczność stosowania materiałów jednorodnych. Jeśli niemożliwe jest uniknięcia rozwiązania
mieszanego, ważnym problemem łączenia rur stalowych z rurami miedzianymi będzie stanowić
korozja. W wyniku bezpośredniego łączenia miedzi ze stalą, czy też stalą ocynkowaną, tworzą
się ogniwa elektrochemiczne powodujące intensywne rozpuszczanie się materiału bardziej
elektroujemnego np.: żelaza, aluminium. Aby zapobiec temu zjawisku należy oddzielać te
metale od miedzi przekładką izolacyjną. Miedź stymuluje korozję stali, stali ocynkowanej, nawet
wówczas, gdy nie jest z nim w instalacji bezpośrednio połączona. Dopuszczalny jest natomiast
metaliczny styk miedzi i jej stopów ze stalą kwasoodporną.
Łączenie materiałów różnorodnych odbywa się za pomocą przejściowych złączy
gwintowanych ze stopów miedzi (brązy, mosiądze) stosując w praktyce tzw „regułę kierunku” .
Według niej w przewodach metalowych nie wolno instalować w kierunku ruchu medium – rury
ze szlachetniejszego metalu przed rurą z mniej szlachetnego metalu.
Dotyczy to nie tylko rur, lecz także kształtek łączących i przyłączeniowych.
Cięcie rur stalowych
Rury stalowe można ciąć ręcznie lub mechanicznie. Do cięcia ręcznego używa się ręcznej
piłki do metalu (rys. 36).
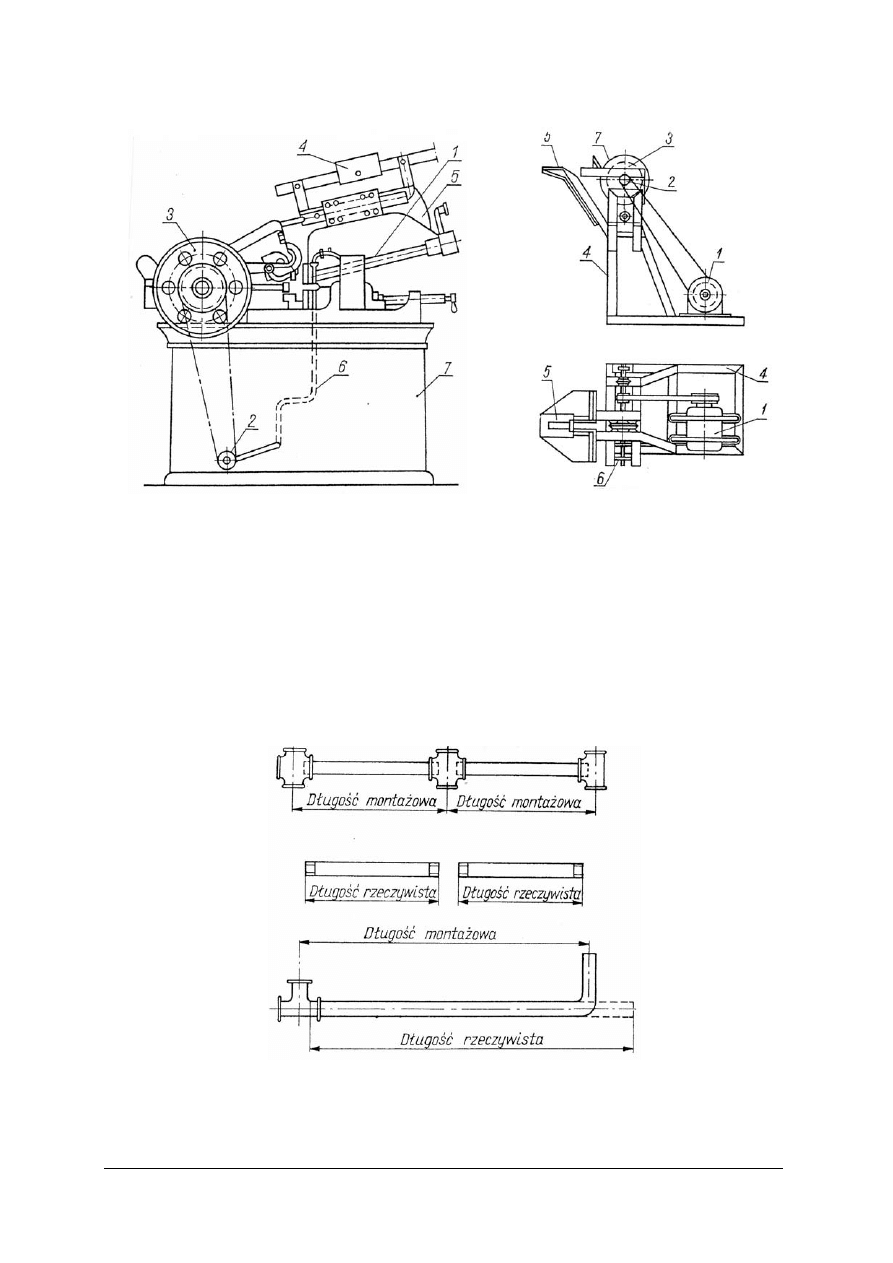
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Do cięcia mechanicznego rur stalowych służą piły brzeszczotowe i tarczowe (rys. 62 i 63).
Przed cięciem rur należy je pomierzyć celem ustalenia długości montażowych i długości
rzeczywistych oraz wyznaczenia miejsc wykonywania cięć. Dzięki tym czynnościom
przygotowane odcinki rur będą tworzyły fragmenty instalacji o żądanej długości montażowej
i wymaganych kształtach.
Rys. 64. Długości przewodów – montażowe i rzeczywiste [3, s. 35]
1- brzeszczot piły, 2- koło napędowe, 3- koło
tarczowe, 4- ciężarek, 5- rama, 6- przewód
płynu chłodzącego, 7- korpus z wbudowanym
silnikiem
Rys. 62. Piła mechaniczna brzeszczotowa
[3, s. 39]
1- silnik, 2- koło napędowe, 3- piła
tarczowa, 4- rama podstawy, 5- oparcie rury,
6- wałek obracającego się rozwiertaka,
7- osłona tarczy
Rys. 63. Piła tarczowa do cięcia rur [3, s. 39]
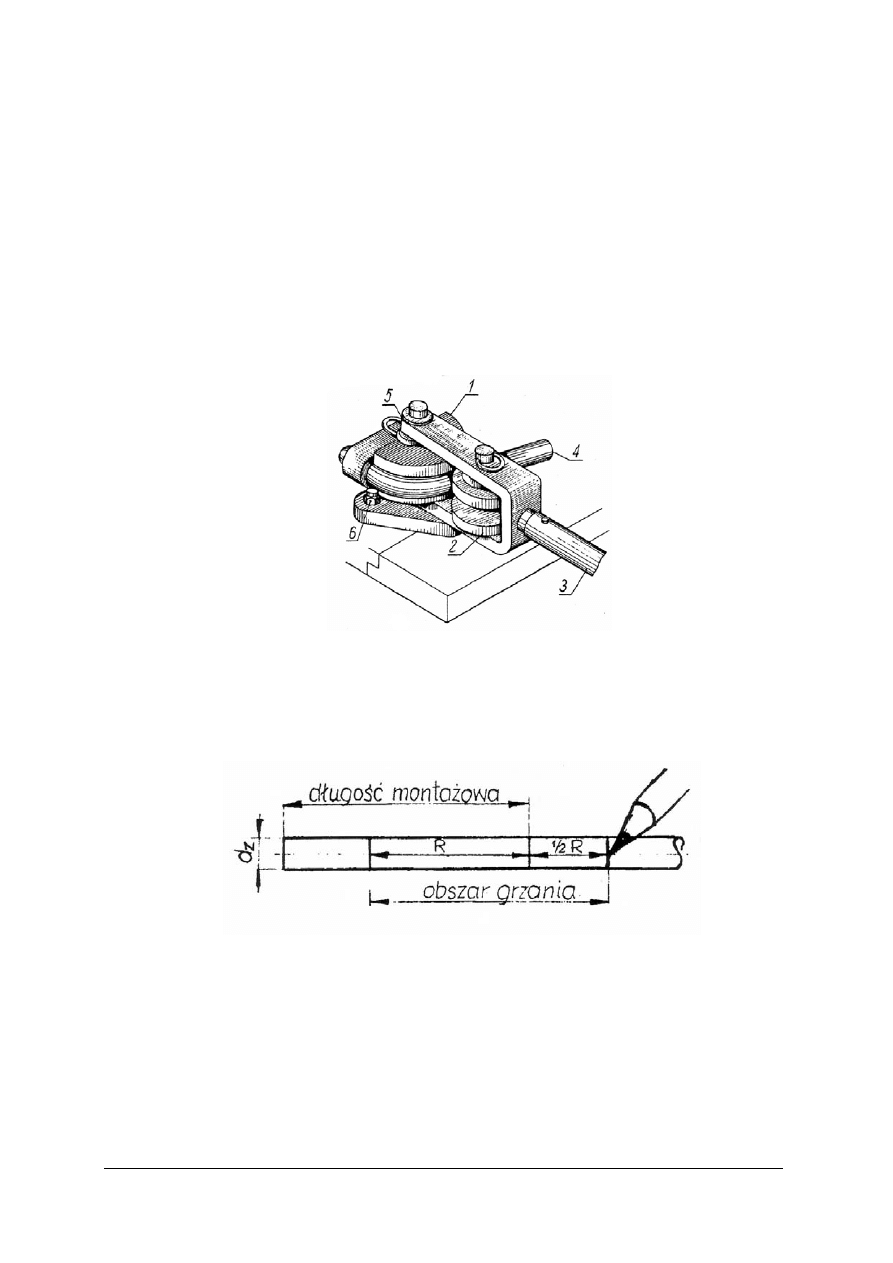
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Gięcia rur stalowych
Gięcia rur stalowych instalacji gazowej stosuje się w celu nadania jej kształtów zgodnie
z projektem technicznym, umożliwiających wykonanie zmian kierunku, obejść itp.
W instalacjach gazowych gnie się jedynie rury stalowe czarne. Promień gięcia tych rur nie
powinien być mniejszy niż 4 ÷ 5 średnic zewnętrznych giętej rury. Gięcie rur może odbywać
się na zimno i na gorąco. Na zimno zgina się rury o średnicach mniejszych niż 75mm.
Czynność ta, dla rur o średnicach nie większych niż 25mm, odbywa się na giętarkach
ręcznych (rys. 65), których zastosowanie w robotach instalacyjnych umożliwia gięcie bez
wypełniania rur piaskiem. Wypełnianie rur suchym piaskiem znacznie przedłuża czas montażu
instalacji gazowej. Podczas gięcia rur stalowych ze szwem położenie rury w giętarce musi być
takie, aby szew znajdował się w strefie obojętnej zginania, tj. w strefie, w której ścianki rury
nie są ani rozciągane, ani ściskane. Rury o średnicach poniżej 25 mm gniemy w giętarkach
ręcznych, o średnicach powyżej 25 mm - w giętarkach mechanicznych.
1- krążek nieruchomy, 2- krążek ruchomy, 3- dźwignia, 4- gięta rura, 5- chomątko dociskające, 6- śruba mocująca.
Rys. 65. Giętarka ręczna do gięcia rur poniżej Ø 25mm [3, s. 40]
Gięcie na gorąco stosuje się do średnic rur większych niż 75mm. Rozróżnia się dwa rodzaje
gięć: gładkie i faliste. Przed przystąpieniem do gięcia wyznaczamy długość montażową i obszar
grzania.
Rys. 66. Wyznaczanie długości montażowej i długości grzania [opracowanie własne]
Przed gładkim gięciem rur (w celu zabezpieczenia przed zniekształceniem przekroju) należy
je dokładnie wypełnić, np. suchym piaskiem, a następnie po zakorkowaniu końców rur, miejsca
gięcia nagrzewać. Po odpowiednim nagrzaniu rury zgina się ją na odpowiedni kąt. Rury tak
przygotowane o średnicy do 50 mm zgina się w imadłach (rys. 67), a powyżej 50 mm
w specjalnych uchwytach. Do kontroli promienia i kąta gięcia służy wzornik wykonany np.
z drutu.
Po gięciu chłodzi się rurę wodą, a następnie usuwa piasek z wnętrza odcinka.
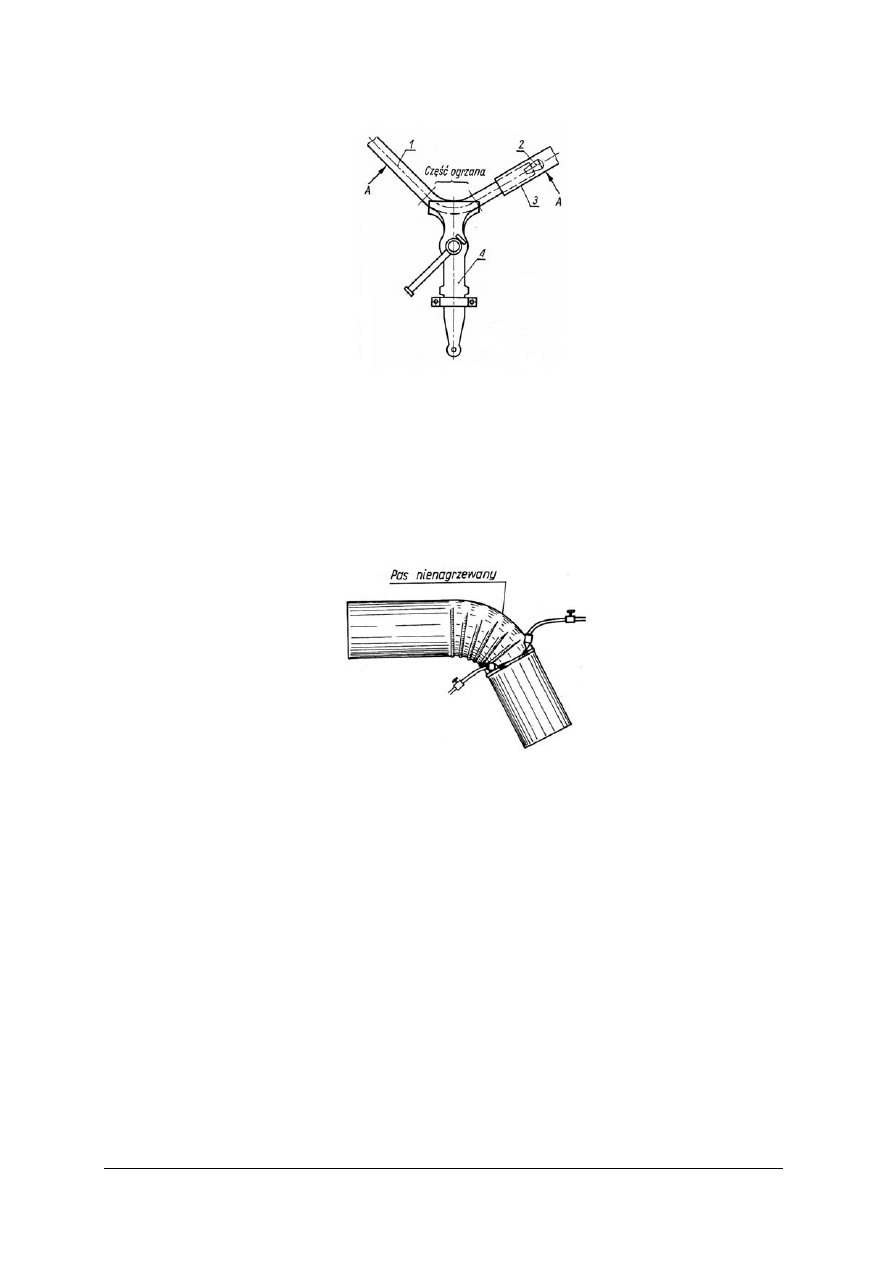
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
1 - gięta rura, 2 - korek zamykający końce rury po napełnieniu jej piaskiem, 3 - dźwignia z rury o większej średnicy,
4 - imadło
Rys. 67. Gięcie rur w imadle [3, s. 41]
Gięcie gładkie jakkolwiek ma wiele zalet (małe opory podczas przepływu cieczy i gazów), to
ze względu na duży nakład pracy jest coraz częściej zastępowane przez gięcie faliste. Gięcie
faliste wykonuje się za pomocą palników acetylenowo-tlenowych (rys. 68). Metodą tą
otrzymujemy łuki faliste i półfaliste częściej stosowane w instalacjach sanitarnych.
Rys. 68. Łuk półfalisty [3, s. 41]
Do mechanicznego gięcia rur stosuje się giętarki hydrauliczne o napędzie ręcznym
i elektrycznym. Giętarki te są wyposażone w komplety krzywek dla rur o różnych średnicach
(rys. 30)
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób można łączyć rury stalowe?
2. Czym charakteryzują się gwintownice uniwersalne?
3. Czym uszczelnia się gwintowane połączenia rur w instalacjach gazowych?
4. Na czym polega łączenie gwintowane rur na długi gwint?
5. Jak należy rozpalić palnik acetylenowo – tlenowy?
6. Jak należy przygotować krawędzie rur do spawania gazowego?
7. Jakie są typowe zaburzenia w pracy palnika gazowego acetylenowo – tlenowego?
8. Jakie są sposoby wykonywania połączeń na rurach gazowych?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
9. Na czym polega spawanie w pozycji podolnej?
10. Jakimi metodami wykonuje się cięcie rur stalowych?
11. Jak się ustala długość montażową rury stalowej?
12. Jak wykonuje się gięcie rur na zimno?
13. Do jakiej średnicy rur gnie się ręcznie na zimno?
14. Jak wykonuje się gięcie rur na gorąco?
4.4.3. Ćwiczenia
Ćwiczenie 1
Nagwintuj dwa odcinki rur stalowych Ø32 i połącz je za pomocą dwuzłączki prostej
nakrętnej płaskiej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać odzież ochronną i środki ochrony osobistej,
3) zaznajomić się z materiałem nauczania w zakresie połączeń gwintowanych (materiał
nauczania pkt.4.4.1 ),
4) zapoznać się z instalacjami użytkowania narzędzi,
5) sprawdzić stan techniczny narzędzi i urządzeń,
6) dobrać rury i dwuzłączkę do połączenia,
7) ocenić jakość rur,
8) przygotować rury do połączenia,
9) wykonanie gwintowania końców rur stalowych,
10) po gwintowaniu sprawdzić poprawność wykonanego gwintu,
11) dokonać połączeń zwracając uwagę na prawidłowe uszczelnienie złącza,
12) zaprezentować efekty swojej pracy,
13) dokonać oceny poprawności wykonania ćwiczenia,
14) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
− stół monterski,
− imadło rurowe typu „Pionier”,
− gwintownice ręczne lub elektryczne,
− 2 odcinki rur Ø32,
− 1 dwuzłączka Ø32,
− taśma teflonowa, pakuły lub tworzywo anaerobowe,
− komplet kluczy monterskich,
− suwmiarka,
− metrówka,
− rękawice ochronne,
− okulary ochronne,
− zeszyt,
− ołówek,
− literatura rozdział 6.
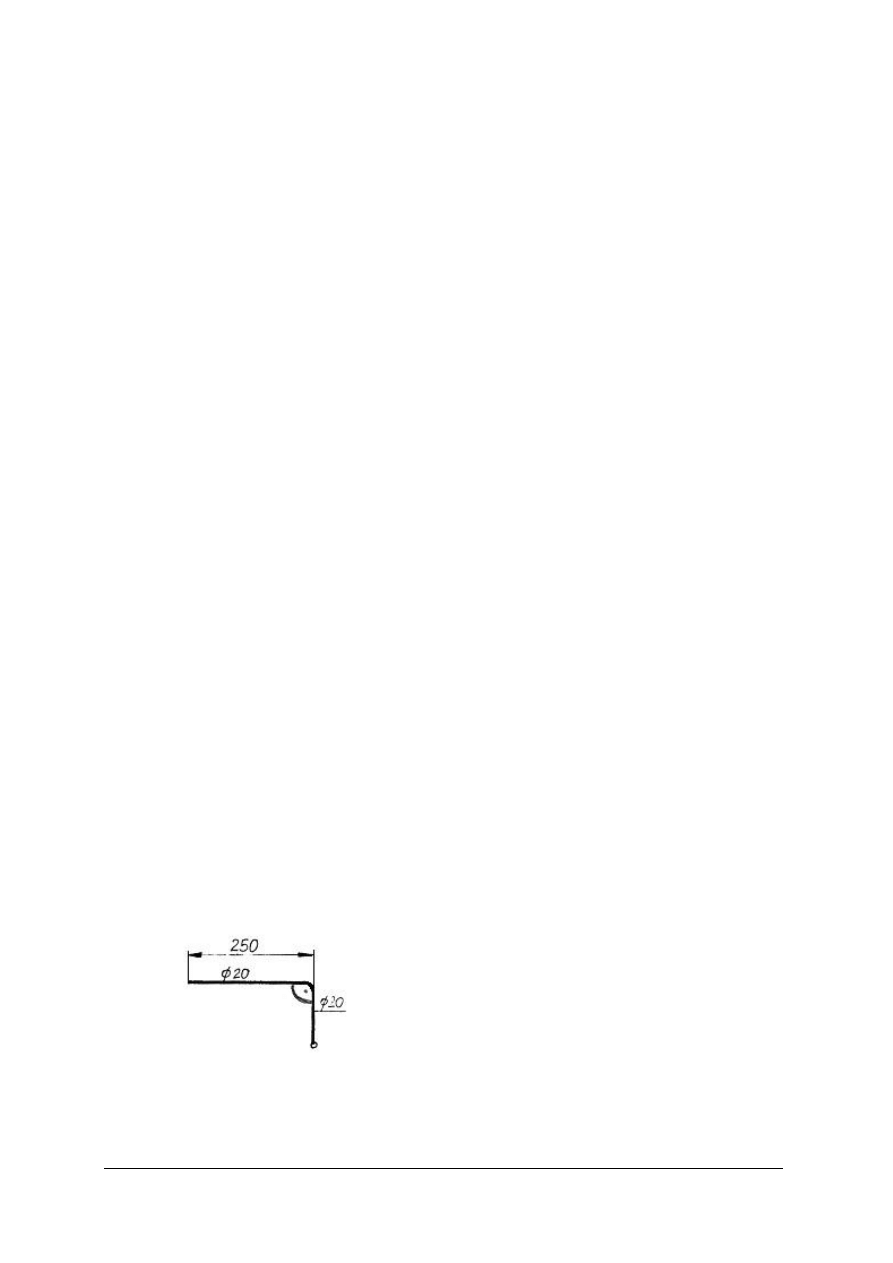
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Ćwiczenie 2
Połącz dwa odcinki rury stalowej Ø25 za pomocą spawania gazowego w pozycji pionowej.
Pracę wykonaj pod nadzorem osoby uprawnionej do wykonywania tych czynności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stanowisko pracy do wykonania ćwiczenia,
2) dobrać ubranie robocze i sprzęt ochrony osobistej,
3) dobrać narzędzia niezbędne do wykonania ćwiczenia,
4) sprawdzić stan techniczny sprzętu i narzędzi,
5) wybrać odcinki rur stalowych i je pomierzyć,
6) zapoznać się z instrukcjami użytkowania narzędzi i sprzętu do wykonania ćwiczenia,
7) przygotować krawędzie rur stalowych do spawania,
8) ułożyć łączne odcinki rur w pozycji pionowej,
9) wyposażyć się w środki ochrony osobistej wymagane przepisami podczas spawania,
10) uruchomić sprzęt do spawania gazowego zgodnie z instrukcją obsługi i zasadami bhp,
11) wykonać spawanie odcinków rur,
12) ocenić jakość łączonych rur,
13) wyłączyć sprzęt spawalniczy, odciąć gazy od palnika i go ostudzić,
14) zaprezentować efekty swojej pracy,
15) dokonać oceny poprawności wykonanego ćwiczenia,
16) uporządkować stanowisko pracy,
17) zagospodarować odpady.
Wyposażenie stanowiska pracy:
− stół monterski,
− uchwyty mocujące rury w pozycji pionowej,
− butla z tlenem i acetylenem wraz z reduktorami,
− palnik acetylenowo – tlenowy do spawania gazowego,
− 2 odcinki rur o 25 mm,
− drut do spawania gazowego,
− kombinerki,
− okulary ochronne do spawania gazowego,
− rękawice ochronne.
− literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj gięcie rury stalowej Ø20 na zimno wg poniższego szkicu :
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stanowisko pracy do wykonania ćwiczenia,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
2) dobrać ubranie robocze i sprzęt ochronny,
3) dobrać giętarkę do gięcia na zimno,
4) dobrać i pomierzyć rurę stalową o 20 mm do gięcia,
5) zapoznać się z instrukcją obsługi giętarki,
6) sprawdzić stan techniczny giętarki,
7) wykonać gięcie rury,
8) zaprezentować efekty swojej pracy,
9) dokonać poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
− stół monterski,
− giętarka do gięcia na zimno,
− imadło rurowe typ „Pionier”,
− rury stalowe o 20 mm,
− suwmiarka,
− metrówka,
− rękawice ochronne,
− zeszyt,
− ołówek,
− gumka ,
− literatura rozdział 6 .
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wykonać gwinty zewnętrzne na rurach stalowych?
2) prawidłowo uszczelnić wykonane połączenia gwintów?
3) łączyć rury stalowe za pomocą kołnierzy?
4) spawać rury w pozycji podolnej?
5) spawać rury w pozycji pionowej?
6) obsługiwać bezpiecznie palnik acetylenowo – tlenowy?
7) usunąć typowe zaburzenia w pracy palnika gazowego?
8) przygotować rury do wykonania poprawnego złącza spawanego?
9) obliczyć długość montażową rur stalowych?
10) giąć rury stalowe na zimno?
11) giąć rury stalowe na gorąco?
12) obliczyć obszar grzania rury przy gięciu na gorąco?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję, zanim zaczniesz rozwiązywać zadania.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Przed wykonaniem każdego zadania lub udzieleniem odpowiedzi na pytania przeczytaj
bardzo uważnie polecenia.
5. Test zawiera 20 pytań o różnym stopniu trudności. Są to pytania: zamknięte, wielokrotnego
wyboru.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, zakreślając kółeczkiem
prawidłową odpowiedź. W przypadku pomyłki należy błędną odpowiedź przekreślić
znakiem X i otoczyć kółkiem prawidłową odpowiedź.
7. Za każde poprawne rozwiązanie zadania otrzymasz jeden punkt.
8. Test składa się z dwóch części o różnym stopniu trudności:
I część – poziom podstawowy
II część – poziom ponadpodstawowy.
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania
10. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
11. Na rozwiązanie testu masz 45 min.
Powodzenia

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
I część
1. Powierzchnia jednego stanowiska roboczego spawacza powinna wynosić co najmniej:
a) 3m
2
,
b) 4m
2
,
c) 8m
2
,
d) 3,5m
2
.
2. Gaśnicą z indeksem A powinno się gasić:
a) pożary cieczy palnych,
b) pożary gazów palnych,
c) pożary ciał stałych,
d) pożary metali lekkich.
3. Praca na wysokościach to praca powyżej:
a) 2,5m,
b) 3m,
c) 1,1m,
d) 1,0m.
4. Do wykonywania instalacji gazowej ze stali zaleca się stosować rury:
a) ze szwem gwintowane,
b) bez szwu walcowane na gorąco ogólnego stosowania,
c) ze szwem przewodowe,
d) ze szwem przewodowe ocynkowane.
5. Zalecanym elementem odcinającym w instalacjach gazowych są:
a) kurki dławikowe stożkowe,
b) kurki bezdławikowe stożkowe,
c) kurki bezdławikowe proste,
d) kurki kulowe.
6. Do uszczelniania połączeń gwintowanych zaleca się stosować:
a) włókna konopne suche,
b) taśmy teflonowe,
c) włókna konopne z farbą miniową,
d) włókna konopne z farbą olejną.
7. Palniki acetylenowo-tlenowe pozwalają osiągnąć temperaturę:
a) 2500
o
C,
b) 3100
o
C,
c) 1000
o
C,
d) 1800
o
C,
8. Zawór na butli acetylenowej musi być wykonany:
a) ze stali,
b) z brązu,
c) mosiądzu,
d) czystej miedzi.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
9. Spawanie rur w pozycji podolnej wymaga:
a) pionowego ułożenia rur spawanych,
b) naściennego ułożenia rur spawanych,
c) ukośnego ułożenia rur spawanych,
d) poziomego ułożenia rur spawanych,
10. Spoina rury o grubości ścianki 1,5mm powinna mieć kształt:
a)
Ι,
b)
Χ,
c) K,
d) V.
11. Rodzaj złącza spawanego zależy od:
a) grubości łączonych elementów,
b) pozycji spawania łączonych elementów,
c) wzajemnego położenia łączonych elementów,
d) sposobu przygotowania krawędzi łączonych elementów.
12. Do spawania gazowego używa się drutów o wymiarach:
a) 1 ÷ 6,3 mm,
b) 2 ÷ 5 mm,
c) 3 ÷ 8 mm,
d) 0,8 ÷ 7 mm.
13. Gięcie rur stalowych na zimno wykonuje się dla średnic mniejszych od:
a) 70 mm,
b) 25 mm,
c) 75 mm,
d) 50 mm.
14. Połączenia bezpośrednie rur gwintowanych stalowych to:
a) połączenie za pomocą złączek na gwint,
b) połączenie dwóch elementów skręconych ze sobą,
c) połączenie na długi gwint,
d) połączenie na krótki gwint.
15. Podczas cofnięcia się płomienia w palniku gazowym należy:
a) przystąpić natychmiast do ostudzenia palnika,
b) zamknąć natychmiast obydwa zawory,
c) zamknąć natychmiast zawór tlenowy,
d) zamknąć natychmiast zawór acetylenowy.
II część
16. Strzelanie palnika spowodowane jest:
a) zbyt mocnym dokręceniem palnika,
b) nadmiernym nagrzaniem,
c) zastosowaniem niewłaściwego uszczelnienia,
d) niewłaściwym ciśnieniem na wylocie.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
17. Zawory do tlenu ze względów bezpieczeństwa konserwuje się:
a) tawotem,
b) trójchlorkiem etylenu,
c) olejem maszynowym,
d) gliceryną.
18. Promień gięcia rur stalowych nie powinien być mniejszy niż:
a) 3 ÷ 4 średnic zewnętrznych,
b) 4 ÷ 5 średnic zewnętrznych,
c) 5 ÷ 6 średnic zewnętrznych,
d) 6 ÷ 7 średnic zewnętrznych.
19. Objętość pomieszczenia spawalni na każde stanowisko powinno wynosić co najmniej:
a) 10 m
3
,
b) 15 m
3
,
c) 5 m
3
,
d) 20 m
3
.
20. Do wad gazowej instalacji ze stali należy między innymi:
a) mała odporność na korozję,
b) mała rozszerzalność liniowa zastosowanych rur,
c) mała odporność na obciążenia mechaniczne,
d) mała odporność na zginanie.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie połączeń rur stalowych w instalacjach gazowych
Zakreśl poprawną odpowiedź.
Numer
pytania
Odpowiedź
Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
Razem

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1. Bąkowski K., Bartuś J. ,Zajda R.: Projektowanie instalacji gazowych. Arkady, Warszawa
1975
2. Bąkowski K.: Gazyfikacja. WNT, Warszawa 1996
3. Cieślowski S. Krygier K.: Instalacje sanitarne cz.1. WSiP, Warszawa 1998
4. Mistur L.: Spawanie łukowe w osłonach gazowych według wytycznych Krajowych
i Europejskich (EWF). KABE, Krosno 2004
5. Otoka W.: Konserwacja i naprawa instalacji i urządzeń gazowych. ZZDZ, Warszawa 1974
6. Popek M., Wapińska B.: Rysunek zawodowy-instalacje sanitarne. WS i P, Warszawa 2003
7. Wewnętrzne instalacje wodociągowe grzewcze i gazowe z rur miedzianych. C.O.B.R.T.I,
Warszawa 1996
8. Zajda R. GEBHARDT Z.: Instalacje gazowe oraz lokalne sieci gazów płynnych. COBO-
PROFIL, Warszawa 1995
9. Zajda R. Tymiński B.: Instalacje i urządzenia gazowe. CSG-PGNIG, Warszawa 1999
Wyszukiwarka
Podobne podstrony:
monter instalacji gazowych 713[07] z1 02 n
monter instalacji gazowych 713[07] z1 02 n
monter instalacji gazowych 713[07] z1 02 u
monter instalacji gazowych 713[07] z2 02 u
monter instalacji gazowych 713[07] z1 09 u
monter instalacji gazowych 713[07] z1 04 u
monter instalacji gazowych 713[07] z1 09 n
monter instalacji gazowych 713[07] z1 03 n
monter instalacji gazowych 713[07] z1 05 u
monter instalacji gazowych 713[07] z1 04 n
monter instalacji gazowych 713[07] z1 06 u
monter instalacji gazowych 713[07] z2 02 n
monter instalacji gazowych 713[07] z1 06 n
monter instalacji gazowych 713[07] z1 10 n
monter instalacji gazowych 713[07] z1 03 u
monter instalacji gazowych 713[07] z1 01 n
monter instalacji gazowych 713[07] z1 01 u
monter instalacji gazowych 713[07] z1 07 n
monter instalacji gazowych 713[07] z1 07 u
więcej podobnych podstron