Kanban
w języku japońskim znaczy tyle, co karta. dokument lub widoczny znak,
zapis. W przeszłości Japończycy mianem KANBAN określali szyld sklepowy. Kolorowy,
artystycznie wykonany zawierał informacje o sprzedawanych w sklepie produktach, bądź
świadczonych usługach. Współczesne karty (znaki) KANBAN, w sposób prosty i dokładny
mówią o tym co, i w jakiej ilości, ma być terminowo dostarczone odbiorcy. Tworzą
wizualny system sterowania przepływem wyrobów lub usług , dyscyplinujący luźną
kontrolę ich przepływu przez ścisłe połączenie wykonawcy (dostawcy) z odbiorcą w celu
uzyskania satysfakcji nabywcy i zdobycia konkurencyjnej przewagi. Decydujące
znaczenie ma tutaj czas, a rozwiązanie tych problemów leży we właściwej metodzie jego
regulacji.
Karty KANBAN stanowią tym samym regulator kolejek przedmiotów (usług)
oczekujących na obsługę w określonym systemie, ograniczając czas oczekiwania każdego
(każdej) z nich. Tworzyć go mogą między innymi:
¾ klasyczne karty KANBAN: krążące kontenery wraz z doczepionymi kartami;
¾ etykietowane pojemniki: krążące kontenery i karty: trwałe karty utożsamiane z
przymocowanymi na stałe etykietami;
¾ nie oznakowane pojemniki lub obszary KANBAN: wyraźnie określona droga
przepływu, bez konieczności stosowania kart;
¾ kolorowe piłki, żetony, itp.: zużycie (zmniejszenie się zapasu) przekraczające
określony limit jest sygnalizowane za pomocą kolorowych "wskazówek":
¾ elektroniczne lub ustne sygnały: zawiadomienie o zużyciu przekraczającym
określony limit następuje przez system elektronicznej lub ustnej komunikacji;
¾ automatyczny regulator „kolejek" i czasu oczekiwania na obsługę: zawiado-
mienie o zużyciu (zmniejszeniu się zapasu) przekraczającym określony limit
następuje automatycznie.
¾ sygnały świetlne lub dźwiękowe: ograniczenie czasu oczekiwania w miejsce
ograniczenia ilości.
Klasyczne karty KANBAN
W systemie tym karty KANBAN krążą, każdy kontener z częściami musi mieć
doczepioną kartę KANBAN, zawierającą następujące informacje: nazwę przedmiotu,
numer magazynowy, ilość, określenie użytkownika, określenie dostawcy, numer karty
KANBAN.
Etykietowane pojemniki
W tym przypadku karty KANBAN są w sposób trwały przymocowane do cyrkulujących
kontenerów czy wózków. Metoda ta wykorzystywana jest w sterowaniu przepływem
części składowych w fabryce silników i przekładni Harley-Davidson w Milwaukee.
KANBAN dla określonej przekładni, wędrujący od komórki produkcyjnej (centrum
maszynowe) do wydziału montażu przekładni, może być utożsamiony np. z czterema
pojemnikami zawierającymi części (KANBAN) w liczbie 20 sztuk, z których każdy
wyposażony jest w na stałe przymocowaną stalową plakietkę zawierającą konieczne
informacje. Brak pojemników oznacza brak produkcji tych części w komórce.
Nie oznakowane kontenery lub obszary ( KANBAN Squares)
Wiele firm używa nie oznakowanych krążących kontenerów lub KANBAN Squares,
czyli przestrzeni, obszarów na podłodze lub stołach montażowych. Identyfikacyjna
tabliczka nie jest konieczna w przypadku, gdy:
1. Każdy kontener zawiera tylko jednorodne (homogeniczne) przedmioty;2
2. Różne (heterogeniczne) przedmioty przepływają przez proces z tą samą kolejnością;
3. Wolne przestrzenie sygnalizują potrzebę produkcji.
Nie oznakowane przestrzenie KANBAN są powszechnie stosowane w fabrykach
montażu podzespołów elektronicznych. Zazwyczaj obszar KANBAN znajduje się na
każdym stole linii montażowej (KANBAN). Podczas wykonywania swojej pracy każdy
montażysta zawsze zwraca uwagę na obszar KANBAN na następnym stole. Pusta
przestrzeń oznacza, że powinien wykonać dodatkową pracę.
Dla dużych przedmiotów, przestrzeń KANBAN znajduje się na podłodze, skąd do
następnej operacji transportowane są za pomocą specjalistycznych urządzeń.
Kolorowe piłki, żetony, liczydła
Gdy w linii montażowej w Fabryce Silników koncernu KAWASAKI zapas danej części
osiąga wartość graniczną, montażysta przesyła kolorową piłeczkę do stanowiska
wykonawczego, informując tym samym o konieczności produkcji tej właśnie części.
W wytwórni sprzętu komputerowego w :Minneapolis stosuje się czerwone i niebieskie
żetony oraz liczydła, w których jeden rząd koralików odpowiada jednemu produktowi.
Czerwony żeton oznacza: „Nie rób tej części; wciąż ją mamy", niebieski: .,Zrób ją,
jesteśmy blisko wartości granicznej".
Automatyczny regulator kolejek i czasu oczekiwania na obsługę
Niekiedy w przypadku połączonych, zautomatyzowanych procesów instaluje się
lampki kontrolne w podajniku maszyny-odbiorcy (Y) mające za zadanie zdalne
sterowanie przepływem produktów z maszyny-dostawcy (X).
Jeżeli część przesunie się do określonej pozycji, lampka zapali się i sygnał ten
wstrzyma pracę maszyny X. Gdy maszyna Y „pociągnie" ostatnią część do następnej
operacji, lampka gaśnie, tym samym maszyna X jest odblokowana. Jest to sygnał do
rozpoczęcia przez nią produkcji innej części.
Sygnały świetlne i dźwiękowe
Każdy bank sieci Seafirst Bank posiada zainstalowany zegar lub sygnał dźwiękowy,
który wskazuje wartość limitu czasu oczekiwania na obsługę przez kasjerów (wartość ta
wynosi 5 minut). Gdy czas ten zostaje przekroczony, bank wypłaca każdemu, kto czekał
dłużej, 5$, o czym wyraźnie informują ogromne tablice. Gdy klientów jest bardzo dużo
banki, Seafirst zatrudniają dodatkowych kasjerów pracujących w niepełnym wymiarze.
System K
ANBAN
Od kilkunastu lat termin KANBAN stał się synonimem nowoczesnej japońskiej
organizacji produkcji. W istocie KANBAN jest jedną z metod zarządzania produkcją,
dokładniej - metodą kontroli produkcji i jednocześnie składową jej operatywnego
planowania (zwłaszcza rozdziału zadań produkcyjnych) w systemie „Just in Time" ,
zaliczaną do grupy systemów planowania i sterowania produkcją określanych mianem
„ciągnąć".
KANBAN jest najczęściej kojarzony z tak zwanym Systemem Produkcyjnym
TOYOTA. Metoda ta, bowiem. po raz pierwszy została wdrożona w Toyota Motor
Company w Japonii, w latach 190-1960 i zdefiniowana jako: „system organizacji
dostaw części, półfabrykatów, materiałów do produkcji (stanowisk produkcyjnych) w
momencie wystąpienia faktycznego zapotrzebowania na te elementy" .
Głównym zadaniem organizacji produkcji według KANBAN jest minimalizacja
kosztów przez eliminowanie wszelkich strat, a więc realizacja hasła: zero braków, zero
opóźnień, zero zapasów, zero kolejek - gdziekolwiek i po cokolwiek, zero bezczynności,
zero zbędnych operacji technologicznych i kontrolnych, zero zbędnych przemieszczeń.
Hasło to często jest określane jako „siedem x zero".
W ramach systemu produkcyjnego Toyota system KANBAN spełnia dwojaką
funkcję, stanowiąc system informacyjny z jednej strony, a z drugiej tworząc auto-
nomiczny system planowania i rozdziału zadań. KANBAN oznacza tu nazwę dokumentu
(karta wyrobu, materiału) zawierającego podstawowe informacje produkcyjne.
W systemie tym do sterowania ilością i czasem przepływu materiałów używane są
dwa rodzaje kart zwane „KANBAN", są to: KANBAN-produkcji (zlecenia produkcyjnego)
i KANBAN-przepływu, (pobrania).
KANBAN-produkcji stanowi zlecenie na wykonanie określonej liczby przedmiotów;
karta ta upoważnia do obróbki, czyli wytworzenia jednego standardowego zasobnika
określonych części na stanowisku roboczym, z którego te części mają być przekazane
na inne stanowisko na podstawie karty przepływu.
KANBAN- przepływu jest dokumentem na podstawie którego odbywa się
pobieranie produktów z poprzedniego odcinka produkcyjnego. Stanowi on upoważnienie
do dokonania przemieszczenia jednego standardowego zasobnika części ze stanowiska
gdzie je wyprodukowano do innego stanowiska gdzie będzie miało miejsce ich zużycie.
Jak łatwo zauważyć kontenerowi przechowującemu i transportującemu stałe ilości
produktów w trakcie jego obiegu zawsze towarzyszy jedna z wymienionych wyżej kart.
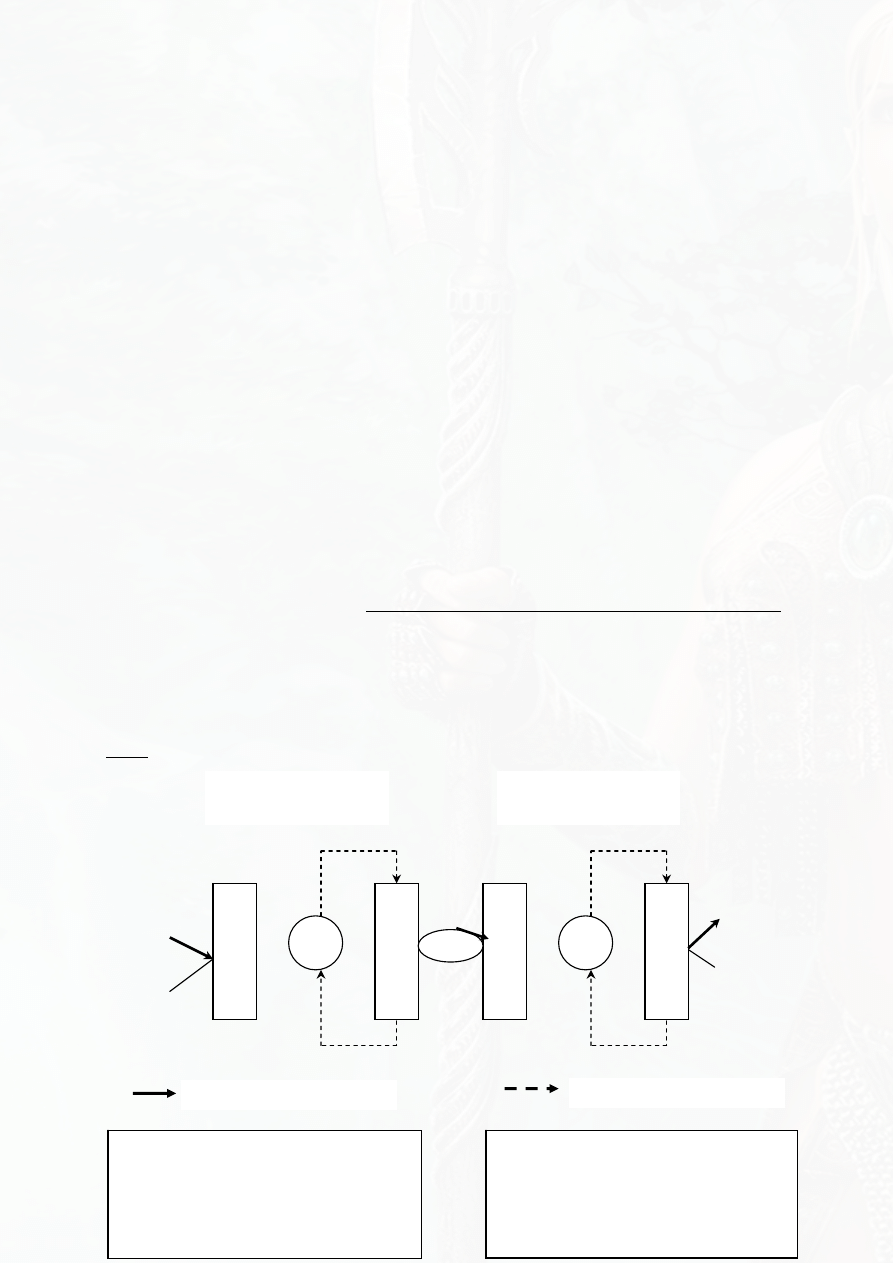
Lepiej można to zaprezentować posługując się zamieszczonym na rysunku schematem:
Rys.:
Droga karty przepływu
Droga karty produkcji
Każdy pojemnik z częściami został
wybrany z magazynu wejściowego ,karta
przepływu jest usuwana z pojemnika i
przenoszona do magazynu wyjściowego
poprzedniego stanowiska pracy, jako
upoważnienie do wytworzenia kolejnego
Kiedy kontener z częściami jest pobierany
z magazynu wyjściowego ,karta produkcji
jest usuwana jako upoważnienie do
wykonania standardowego pojemnika z
częściami w celu uzupełnienia zapasu
WE
WY
WE
WY
Stanowisko pracy I
magazyn
Stanowisko pracy II
magazyn
Opis do schematu:
1. W chwili pobierania po raz pierwszy elementu ( lub elementów) z palety lub
kontenera ,który dostarczono do danego stanowiska roboczego operator usuwa z
niego KANBAN– przepływu i wkłada go do pojemnika na karty wpływające.
2. Z kolei do pojemnika , wypełnionego jednym lub wieloma elementami ,
opuszczającego dane stanowisko robocze dołączany jest KANBAN - produkcji.
3. Transfer kontenerów między stanowiskami odbywa się za pośrednictwem
pracowników pomocniczych (bądź też samych operatorów stanowisk) .Do ich zadań
zalicza się także zapewnienie cyrkulacji KANBANÓW. Opróżniają oni pojemniki na
karty przepływu a następnie udają się „w górę ” procesu produkcyjnego ( zgodnie z
tym co wskazuje KANBAN –przepływu) a następnie dostarczają pojemnik z
elementami na stanowisko ,które go zamawiało.
KANBANY- produkcji są systematycznie pobierane ze stanowisk roboczych, sortowane
według rodzajów elementów i kierowane na stanowiska robocze ,zgodnie z planowanym
rozdziałem zadań produkcyjnych. W przypadku gdy liczba KANBANÓW –produkcji danego
,jednego rodzaju jest zgodna z planowaną wielkością produkcji ,wyprowadza się je z
obiegu i podejmuje produkcję innego rodzaju.
Efektywne funkcjonowanie opisanego wyżej systemu jest możliwe gdy przestrzegane są
następujące zasady:
1. W danym czasie do pojemnika może być dołączona tylko jedna karta KANBAN.
2. Stanowisko pracy ,następne w kolejności (ODBIORCA) musi inicjować ruch
(przepływ) części ,elementów ze stanowiska poprzedzającego (DOSTAWCA).
3. Nie można produkować lub przesyłać innych ilości produktów ,niż jest to
wykazane w kartach KANBAN.
4. Nie można wytwarzać części bez karty KANBAN –produkcji.
5. Karty KANBAN muszą być traktowane zgodnie z zasadą FIFO (first in, first
out) : „pierwsze przyszło ,pierwsze wyszło”.
6. Finalne części muszą być umieszczane w punkcie przeznaczenia
wykazanym w karcie KANBAN.
Dzięki temu ,że karta KANBAN reprezentuje standardową liczbę części wytwarzanych
lub używanych w procesie produkcyjnym łatwo jest poprzez kontrolę ich ilości
(pojemników) w przedsiębiorstwie oszacować wielkość (zapas) produkcji w toku.
Przykład:
Funkcjonowanie systemu KANBAN możemy prześledzić na przykładzie 8
kontenerów wykorzystywanych do transferu elementów pomiędzy dwoma stanowiskami
pracy A (DOSTAWCA) i B (ODBIORCA). Przedmioty pracy są przemieszczane z A do B w
pojemnikach mieszczących dokładnie 20 części. W tym wypadku maksymalny zapas
może sięgnąć 160 elementów (taką wartość daje nam iloczyn 8 pojemników* 20 części w
każdym).Liczba kontenerów wynosi 8 gdyż zakładamy ,że stanowisko A wytwarza także
części dla innych niż B odbiorców. Czas przemieszczania części ze stanowiska A do
stanowiska B nie zawsze daje się dokładnie przewidzieć. Rozkład 8 kontenerów może
przybrać postać tak jak na rysunku:
Rysunek→ patrz folia.
1. Kontenery wypełnione częściami znajdują się w strefie produkcji na stanowisku A
2. Pojemnik wypełnia częściami maszyna umieszczona na stanowisku A
3. Gdy kontener zostanie zapełniony jest przemieszczany ze stanowiska A do B
4. Pełne kontenery ( przetransportowane z A) stoją w strefie wejściowej stanowiska B
5. Pojemnik jest używany na stanowisku B
Opróżniony na stanowisku B kontener zostaje zabrany do stanowiska A i tam
pozostawiony .Karta produkcji części jest z niego usunięta i zastąpiona kartą przepływu.
Tą pierwszą umieszcza się w pojemniku na KANBANY- produkcji stanowiska A, co
jednocześnie stanowi zlecenie na produkcję następnego pojemnika z częściami.
Pełny kontener wraz z towarzyszącą mu kartą przepływu zostaje dostarczony do strefy
wejściowej stanowiska B .Po jego zużyciu zostanie skierowany wraz z kartą do
stanowiska A i cykl znowu się powtórzy.
Ogromną zaletą tego systemu jest stosunkowo łatwa kontrola przebiegu procesu
produkcyjnego w oparciu o jaki on funkcjonuje. Wszystkie części są starannie
umieszczane według rozmiarów i w przypadku gdy nagromadzą się puste kontenery jest
to sygnał ,że stanowisko produkcyjne opóźnia się. Z drugiej strony gdy dochodzi do
zapełnienia wszystkich pojemników produkcja jest zatrzymywana. Jej wielkość jest
wówczas równoznaczna z 1 kontenerem części.
Liczbę pojemników koniecznych do poprawnej obsługi stanowisk produkcyjnych
możemy określić funkcją wielkości zapotrzebowania ,rozmiarów pojemników i czasu
cyrkulacji jednego kontenera.
Możemy ująć to formułą:
Odwołując się do naszego przykładu:
Jeśli zapotrzebowanie kolejnego stanowiska pracy wynosi 4 części na minutę, w
standardowym pojemniku mieści się 25 części a czas obiegu pojemnika od stanowiska A
do B (i z powrotem po uwzględnieniu wszystkich czasów podstawowych i oczekiwania)
wynosi 100 minut to zgodnie z formułą ilość potrzebnych pojemników wyniesie :
Maksymalną wielkość zapasów łatwo obliczyć przekształcając wzór do postaci:
n*C=D*T i wyniesie ona : 16*25 =400 części.
C
DT
n
=
gdzie:
n - ogólna liczba kontenerów
D - właściwe dla danego stanowiska
zapotrzebowanie na części przypadające na
jednostkę czasu
C - pojemność kontenera w ilościach sztuk
( najczęściej stanowi to mniej niż 10 % dziennego
zapotrzebowania)
T – czas pełnego obiegu kontenera-inaczej czas od
momentu złożenia zamówienia do jego realizacji
( zawiera on w sobie czas napełniania ,oczekiwania,
transportu, użytkowania i zwrotu do ponownego
napełnienia)
16
25
100
*
4
=
=
n
Podstawowym zadaniem w systemie KANBAN jest redukcja zapasów w ramach
ciągłego udoskonalania przebiegu procesów produkcyjnych. Zapasy mogą zostać
obniżone albo poprzez redukcję liczby kontenerów lub też zmniejszenie ich pojemności.
Zmniejszenie poziomu zapasów musi być poprzedzone redukcją czasu pełnego obiegu
przez kontener co sprowadza się do skrócenia czasu przezbrojenia maszyny, jej czasu
pracy, czasu przestojów i transportu pojemnika. Jednocześnie praktyka dowodzi ,że
bezwzględny czas przepływu KANBANÓW ( oraz materiałów) jest krótszy gdy transport
odbywa się w mniejszych partiach. W tej sytuacji mniejszy jest udział tego czasu w
całkowitym czasie produkcji. Ponadto jeśli zadania miesięczne są stałe i występują tylko
nieznaczne wahania w obciążeniu dziennym konieczne jest zmniejszenie częstości
przepływu KANBANÓW.W momencie gdy liczba KANBANÓW wzrasta należy zwiększyć
produkcję dzienną poprzez pracę w nadgodzinach w przeciwnym przypadku (liczba
KANBANÓW maleje – co sprzyja powstawaniu zapasów produkcji w toku) zatrzymuje się
linię produkcyjną i usuwa przyczyny zakłóceń.
Podsumowanie:
System KANBAN jest rozwiązaniem organizatorskim. Karty stanowią łatwy i
elastyczny system harmonogramowania i sterowania produkcją .Ilość części i
materiałów do produkcji zależy od liczby wypuszczonych kart podobnie jak liczba
klientów w sklepie samoobsługowym jest sterowana poprzez liczbę dostępnych
koszyków. System ten sprzyja ścisłej koordynacji pomiędzy stanowiskami roboczymi i
modułami produkcyjnymi .Każde stanowisko ,chcąc wykonać swoje zadanie stara się
„ciągnąć” kontenery z poprzedzających stanowisk pracy za pomocą uzyskanej karty
przemieszczenia .Z kolei poprzedzające stanowisko nie może „pchać” zasobnika z
wyrobem dalej aż do momentu gdy nie zostanie dostarczona z następnego stanowiska
karta przepływu. Jednocześnie żadne stanowisko nie może podjąć obróbki dopóki nie
otrzyma pozwolenia w postaci karty produkcji. Karty poruszające się wraz z
kontenerami zawierającymi części wyszczególniają co ma być z nimi kolejno robione.
Ułatwia to znacznie obieg przedmiotu pracy wewnątrz zakładu szczególnie w
warunkach produkcji powtarzalnej, wielkoseryjnej a także wówczas gdy zamówienia pod
względem ilości i gamy asortymentów zmieniają się w umiarkowanym zakresie.
Wyszukiwarka
Podobne podstrony:
KANBAN, logistyczne
3 SYSTEMY LOGISTYCZNE
Magazyny i centra logistyczne
Logistyczny łańcuch dostaw
A A Praktyczne zastosowane myślenia logistycznego
Logistyka dystrybucji 3
4 Koszty Logistyki w sieci dystrybucji
Logistyka Zaopatrywania Metody ksztaltowania zapasow
1 Infrastruktura, technika i technologia procesów logistyczid 8534 ppt
Brymora Kaczyński Logistyka wytwórni mas bitumicznych ppt
więcej podobnych podstron