Temat: Połączenia zgrzewane i lutowane.
1. Zgrzewanie metali polega na ogrzaniu i nadtopieniu powierzchni styku łączonych części oraz jednoczesnym
docisku tego miejsca. Skuteczność procesu
zależy od:
- ciśnienia, temperatury, czasu trwania
procesu.
2. W zależności od sposobu nagrzewania
części łączonych rozróżniamy zgrzewania:
• ogniskowe (elementy łączone nagrzewa
się w ognisku kuziemnym)
• gazowe (palnikiem acetylenowo-
tlenowym)
• elektryczne (iskrowe i oporowe) obie
części łączone są w obwód
elektrycznego prądu przemiennego,
temp. zgrzewania 1000-1600
o
C, docisk
20-200 MPa , (200-2000 kG/cm
2
)
• termitowe (spalanie mieszaniny tlenków
miedzi i proszku aluminium), bardzo
szybko nagrzewa części.
• tarciowe (wytwarzanie ciepła przez t
powierzchni styku przy odpow
docisku).
arcie
iednim
zgrzewanie na zimno zgniotowe (przez
wywarcie dużego nacisku)
zgrzewanie wybuchowe
zgrzewanie ultradźwiękowe
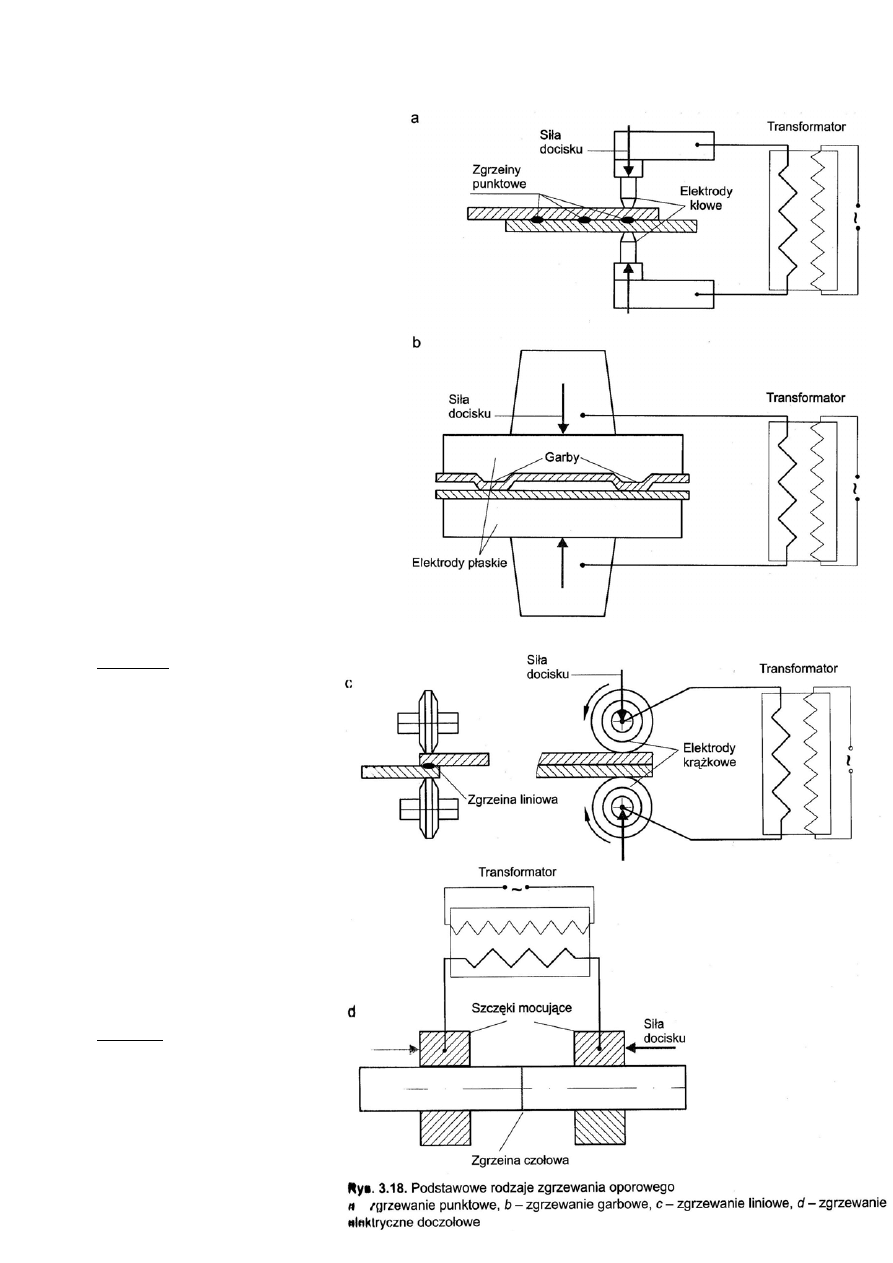
3. Metody zgrzewania.
a) Punktowe- łączenie za pomocą
szeregu punktowych zgrzein
części blach (0,2-15 mm),
ułożonych nakładkowo lub
zakładkowo, zastępuje
nitowanie i nie wymaga
szczelności. Proces polega na
przepływie prądu a następnie
na docisku części, przesuw
następuje ręcznie lub
automatycznie. Automatyczne
zgrzewarki pracują z
prędkością 200 zgrzein/min.,
zgrzewając kilkadziesiąt lub
kilkaset punktów jednocześnie.
Zastosowanie przy zespołach
drzwi i płyty podłogowej
karoserii samochodów.
b)
Garbowe- w jednej części
wytwarza się garby o
półokrągłym kształcie i zaciska
obie części między płaskimi
elektrodami. Stosuje się je przy
masowym wyrobie części
tłoczonych cienkich blach
niskowęglowych,
łączenia
kołków, śrub ze ściankami
płaskimi. Przy blasze g
≤ 5 mm średnica garbu d = 3-5 mm, wysokość h = 1 mm, podziałka t ≥ 2,5 d,
odległ. od krawędzi e
≥ 2d
.
c)
Liniowe- stosowane do połączenia szczelnego w blachach (od 0,25-4 mm). Przesuw blach następuje
przez obracające się miedziane elektrody krążkowe, chłodzone intensywnie wodą. Zgrzewanie
następuje impulsowo z prędkością 0,5-10 m/min. Zgrzewanie stosuje się do: zbiorników, rur ze szwem,
pojemników, produkcji wagonów. Zgrzewanie liniowe następuje metodą: zakładkową, z zakładką
gubioną, zgniotowe z małą zakładką i krawędziową,
d) Czołowe- (doczołowe, stykowe), łączenie elementów w przekroju poprzecznym kiedy zgrzeina
obejmuje całe pole styku części. Łączyć można kształty: okrągłe, prostokątne, rurowe, kształtowe i
cienkie blachy. Max przekrój zgrzewania
≥ 500 cm
2
. Mamy dwa sposoby zgrzewania:
-
Zwarciowe
– docisk części, uzyskanie plastyczności, silny docisk, utworzenie spęczenia materiału i
zgrzeiny. Zastosowanie (małe elementy): ogniwa łańcuchów, prętów okrągłych, grubościennych rur
małej średnicy.
- Iskrowe
– włączenie prądu i powolne zbliżanie do siebie części, powoduje iskrzenie, pojawienie
kraterów, następuje docisk, utworzenie zgrzeiny z ostrym brzeżem, które należy usunąć.
Zastosowanie: przedmioty cienkościenne, odkuwki, części staliwnych, walcowanych, części z
różnych materiałów np. stali szybkotnącej z konstrukcyjną, mosiądzu ze stalą.
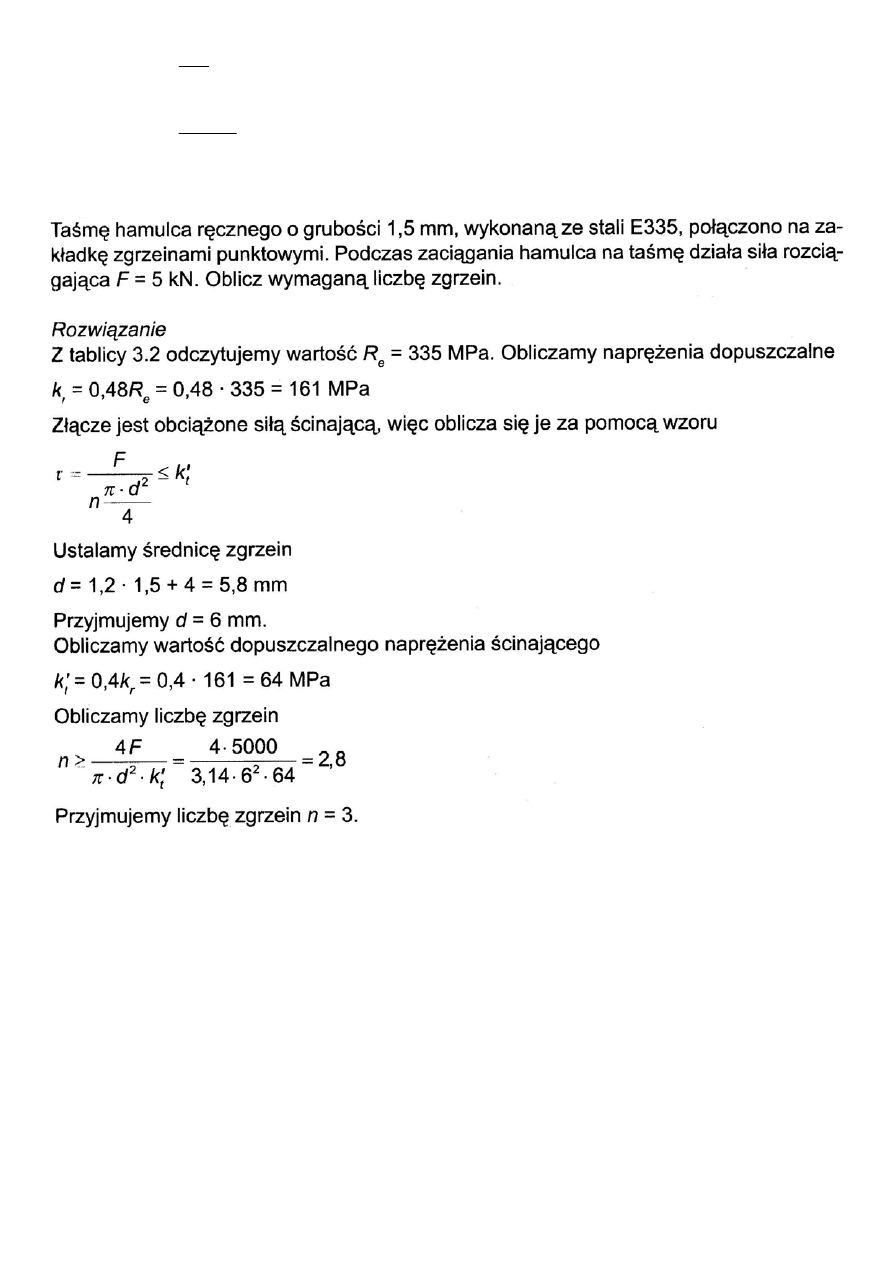
4. Obliczanie połączenia zgrzewanego.
- dla zgrzewania punktowego
τ = F / n*(πd
2
/4)
≤ k’
t
k’
t
= z
o
* k
t
k
t
– naprężenia dopuszczalne na ścinanie
z
o
– współczynnik zgrzeiny
z
o
= 0,35-0,6 - obciążenia statyczne i grubości ścianek do 3 mm
z
o
≈ 0,3 - obciążenia zmienne, rozstaw zgrzein t = 2d
n – liczba zgrzein
d – średnica zgrzeiny d =1,2g
min
(g
min
<= 3 mm) d =1,5g
min
(g
min
> 3 mm)
- dla zgrzewania czołowego
(obliczenia tak jak przy spawaniu)
z = 0,7-0,85 - przy zgrzewaniu oporowym (zwarciowym)
z = 0,8-0,95 - przy iskrowym
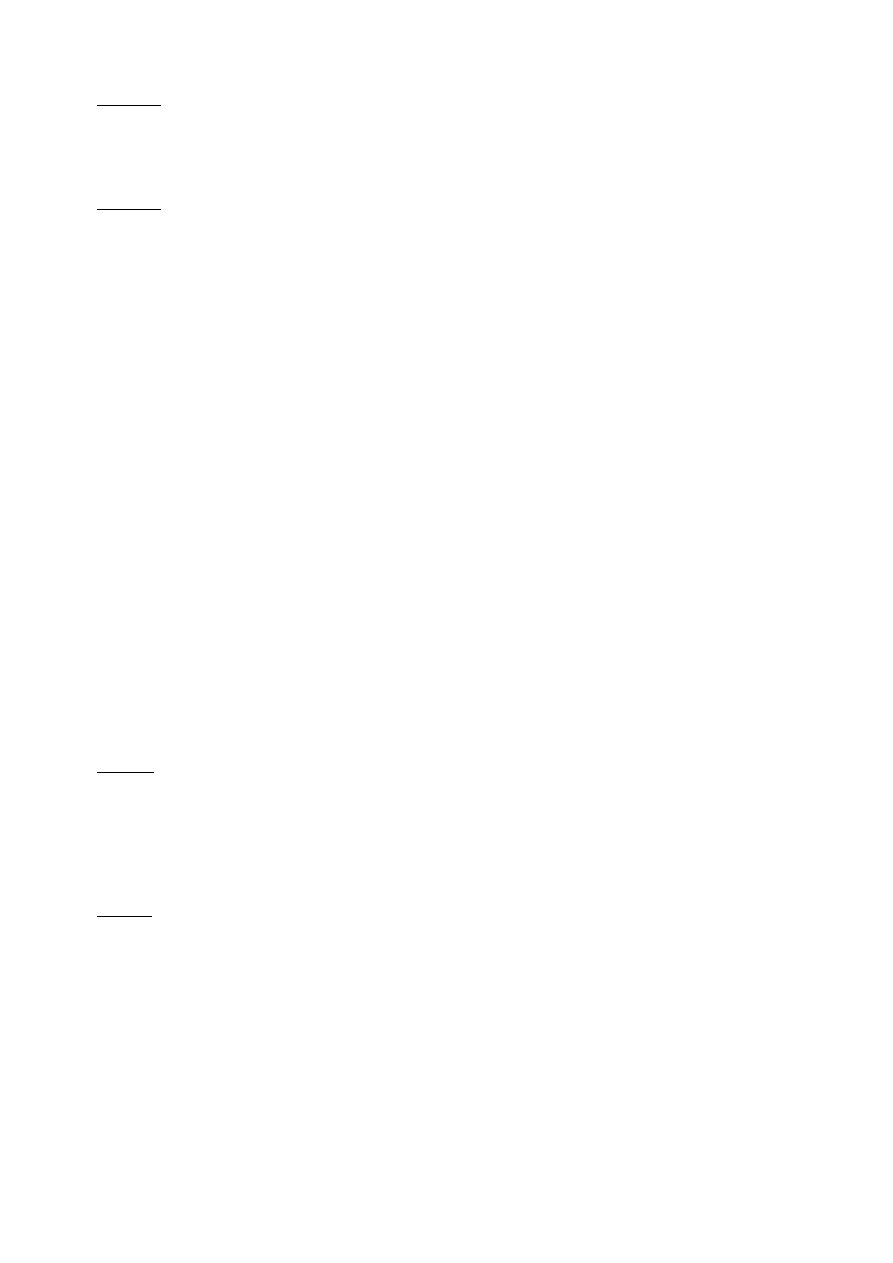
5. Połączenia lutowane.
Lutowanie polega na łączeniu metali, pozostających w stanie stałym, za pomocą roztopionego metalu
dodatkowego (spoiwa) zwanego lutem. Luty są to materiały o niższej temperaturze topnienia od materiału
części łączonych.
6. Rozróżniamy luty:
a) Miękkie (temp. topnienia < 300
o
C) – to stopy cyny, antymonu i ołowiu (cynowe, cynowo-ołowiowe,
ołowiowo-kadmowe) o temp. topnienia 183-300
o
C. Stosuje się również luty niskotopliwe t
t
= 70-150
o
C (do materiałów niskotopliwych lub elementów, które nie powinny się nagrzewać podczas lutowania.
Wytrzymałość lutu na ścinanie R
t
= 20-80 MPa (200-800 kG/cm
2
)
Lutowanie lutami miękkimi wykonuje się z użyciem lutownicy, palnika gazowego, przez zanużenie
części w roztopionym lucie. Możemy również lutować metale i stopy niskotopliwe: cynk, cyna,
ołów.
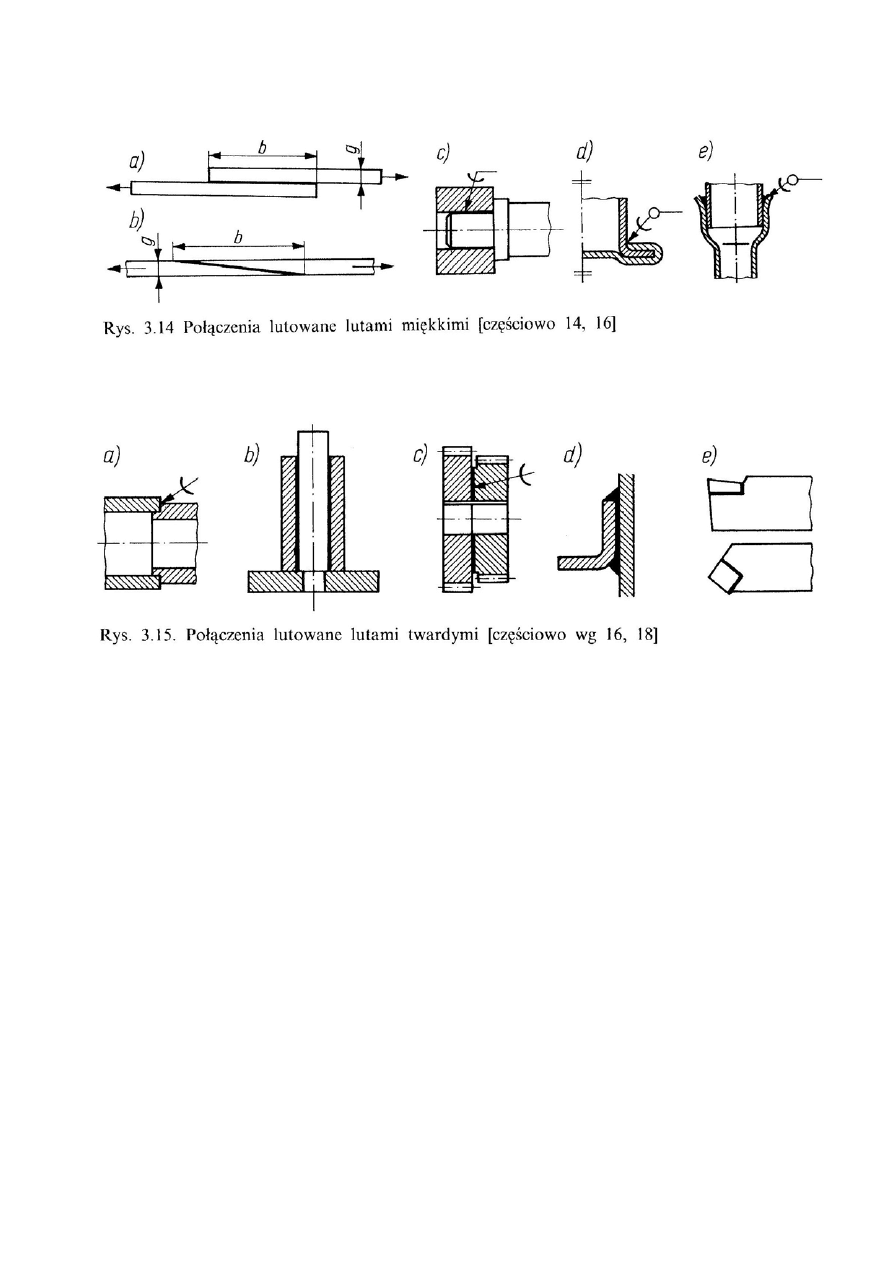
b) Twarde (temp. topnienia > 550
o
C) – to stopy miedzi z cynkiem i innymi składnikami (miedź z
fosforem, niklem, chromem, żelazem). Przy stosowaniu lutów twardych części łączone należy podgrzać
do temp. >500
o
C dla ułatwienia wykonania połączenia. Wytrzymałość lutu twardego (miedziowego) na
ścinanie 100-250 MPa (1000-2500 kG/cm
2
)
Lutowanie lutami twardymi części łączone nagrzewa się: prądem elektrycznym, palnikami
gazowymi (acetylenowo-tlenowe), lamp lutowniczych, kąpieli solnych, w piecach.
- luty twarde łatwo topliwe (t
t
= 550-875
o
C)
- trudno topliwe (t
t
= 875-1100
o
C)
- luty srebrne – są stopami srebra, miedzi i cynku stosowane do połączeń pracujących w
podwyższonych temp., odpornych na korozję i w wyrobach precyzyjnych. Wytrzymałość lutu
srebrnego na ścinanie wynosi 130-400 MPa (1300-4000 kG/cm
2
).
9. Przygotowanie powierzchni.
W celu równomiernego rozprowadzenia lutu należy starannie oczyścić (mechanicznie) i odtłuścić
(chemicznie) powierzchnie. Do tego celu używamy topników: (kalafonia, boraks, kwas solny z cynkiem),
których zadaniem jest oczyszczenie powierzchni z tlenków i ochrony lutowiny przed utlenianiem.
10. Zastosowanie połączeń lutowanych.
b)
Lutowanie miękkie – stosuje się do połączeń obciążonych niewielkimi siłami i otrzymywania połączeń
szczelnych oraz w elektrotechnice (np. cienkościenne zbiorniki, rynny pojemniki, rurociągi). Lutami
miękkimi są stopy cyny, cynku, kadmu, indu i bizmutu, wytrzymałość na ścinanie R
t
= 20 – 80 MPa.
)
c) Lutowanie twarde – umożliwia łączenie blach, kształtowników, części mechanizmów, elementów
narzędzi skrawających, (np. ramy rowerowe, kołnierze rurociągów, części precyzyjne). Lutami
twardymi są stopy miedzi, aluminium, i srebra, wytrzymałość na ścinanie R
t
= 100 – 250 MPa.
9. Lutospawanie jest to odmiana lutowania twardego, podobne do spawania, ale bez nadtapiania materiałów
części łączonych. Jako lutu stosuje się elektrody lub drutu spawalniczego (z brązu lub mosiądzu).
Lutospawanie wykonuje się łukiem elektrycznym lub palnikiem gazowym.
Lutospawanie jest stosowane do łączenia materiałów trudno spawalnych (żeliwo szare, brąz, stale
wysokowęglowe, aluminium, cienkich stali wysokotłocznych, stali wysokowęglowych /sprężystych/,
pokrytych galwanicznie z domieszką Zn-Ni, Zn-Fe, Zn-Mg), jak również w celu uniknięcia zniszczenia
powłoki ochronnej (blachy cynkowe) oraz uniknięcia naprężeń i odkształceń spawalniczych.
Jako lut stosuje się drut spawalniczy z mieszanek krzemu, mosiądzu raz brązu. Lutospawanie jest
stosowane do łączenia materiałów trudno spawalnych tj. oraz w celu unikniecia naprężeń i odkształceń
spawalniczych.
Proces Lutospawania został przygotowany w szczególności dla przemysłu samochodowego, w którym
jednym z głównych parametrów jest ochrona antykorozyjna połączonych elementów. W procesie spawania
MIG/MAG temperatura topnienia wynosi 1690°C, natomiast przy lutospawaniu 1040°C.
Nie bez znaczenia jest fakt, iż spoiny oraz ich okolice które zostały wykonane technologią lutospawania
mają znacznie mniejsze naprężenia oraz odkształcenia. Przy zastosowaniu właściwych parametrów
lutospawania, gazów ochronnych oraz dodatkowych materiałów uzyskuje się dobre złącze przy zachowaniu
silnej powłoki ochronnej ocynku.
10. Obliczanie połączeń lutowanych
- naprężenia dopuszczalne przyjmuje się dla materiału lutu i przyjmuje się współczynniki bezpieczeństwa
x = 3 dla obciążeń statycznych
x = 5 dla obciążeń jednostronnie zmiennych
x = 8 dla obciążeń obustronnie zmiennych
- grubość lutowania powinna wynosić od 0,01 – 0,15 mm (gr. lutowanie twarde < gr. lutowanie miękkie)
- szerokość lutowanego złącza
b = 6g - dla lutów miękkich
b = 3g - dla lutów twardych
- długość złącza dla elementów płaskich obliczamy z warunku:
τ =
l
b
F
*
≤ k’
t
- długość złącza dla połączeń rurowych obliczamy z warunku:
τ =
l
d
F
*
*
π
≤ k’
t
11. Zadanie
Wyszukiwarka
Podobne podstrony:
Badanie mikroskopowe połączeń spawanych, zgrzewanych i lutowanych
polaczenia nierozlaczne spawane
Sprawozdanie ze spawalnictwa o zgrzewaniu i lutowaniu
polaczenia nierozlaczne oznaczanie rys 01
SCIAGA pkm polaczenia nierozlaczne, PKM egzamin kolosy ( łukasik, Salwiński )
2 2 POŁĄCZENIA NIEROZŁĄCZNE
materiały egzamin, 15.Połączenia nierozłączne, Połączenia nierozłączne w połączeniu takim elementy s
polaczenia nierozlaczne oznaczanie rys 02
Polaczenia nierozlaczne id 3640 Nieznany
polaczenia nierozlaczne sklejane wciskowe
polaczenia nierozlaczne nitowe
Zgrzewanie i Lutowanie, Rok akademicki
09 Zgrzewanie i lutowanie, semestr 6, Technologia produkcji i remontu
Wykład 6 Polaczenia nierozlaczne nitowe
więcej podobnych podstron