
PRIMARY CARBIDES IN SPINCAST HSS FOR
HOT ROLLS AND THEIR EFFECT ON THE OXIDATION
BEHAVIOUR
A. Molinari, M. Pellizzari
Department of Materials Engineering, University of Trento
via Mesiano 77
38050 Trento
Italy
A. Biggi, G. Corbo and A. Tremea
INNSE Cilindri
via Franchi 30
Brescia
Italy
Abstract
The oxidation behaviour of spincast HSS used in hot rolling has been studied
by TGA and by means of the characterization of the oxidised specimens.
Whilst the ferrous matrix oxidizes homogeneously, carbides have a different
oxidation behaviour and therefore a significant influence on the compactness
and homogenity of the oxide scale. M
7
C
3
particles do not oxidize, MC
particles display a severe oxidation, M
2
C particles behave similarly to M
7
C
3
ones, even if they slightly oxidize. As a consequence, the compactness of the
oxide scale is quite poor. Both morphology and thickness of scale depend on
the local constitution of the base material. As a general trend, the increase
in carbide volume fraction increases oxidation rate. However steels with
prevailing presence of M
7
C
3
do not follow this trend, oxidation rate being
much lower than that predictable on the basis of the total carbide content.
Keywords:
HSS, hot rolls, oxidation behaviour
437

438
6TH INTERNATIONAL TOOLING CONFERENCE
INTRODUCTION
The oxidation behaviour of spincast HSS used in hot rolling [1] has a
significant influence on the performances of hot rolls. In fact, oxidation
plays a decisive role on roll wear since the surface oxide may protect the roll
from abrasive wear and may insulate its surface from heat transfer [2, 3, 4],
reducing thermal fatigue. However, oxidation may be a damaging process
by itself when oxidation rate is too high and/or the oxide layer grows less
adherent and compact on the metallic surface of the roll [5, 6]. Moreover,
oxidation influences the friction coefficient between roll and strip. The effect
is believed to be positive [7] even if some authors attribute a negative effect
to oxidation [5]. This has a great importance in the development of HSS for
the first finishing stands, where high chromium iron has, in general, better
frictional properties than HSS. For this reason, the research oriented at the
development of HSS for this specific application, given their superior me-
chanical and tribological properties at high temperature, is focused mainly
on the problem of friction and, in turn, on the optimisation of the oxidation
behaviour. The oxidation behaviour of spincast HSS is strongly influenced
by their particular microstructure, which comprises a tempered martensite
matrix with a relevant amount of primary carbides. These constituents have
a quite different oxidation resistance from the matrix, so that the oxide layer
tends to grow on the roll surface less homogeneous [8]. The oxidation ki-
netics depends on both the carbide volume fraction and on the chromium
content of the matrix. In principle carbides tend to increase oxidation rate
whilst, as expected, the chromium content of the matrix reduces the oxida-
tion rate [9]. Depending on the chemical composition of the steel, several
carbides are present in the microstructure, with different morphology, struc-
ture and composition. They have a different oxidation behaviour, as shown
by Steiner et al. [7]. This should reflect not only in a different effect on
the oxidation kinetics of the material, but even in a different morphology
of the oxidised surfaces and compactness of the oxide scale and has also
an important influence on the friction coefficient. The present investigation
aims at investigating the effect of different carbides on oxidation behaviour
of spincast HSS. Some experimental grades with different composition have
been produced and their oxidation behaviour was studied. Not only the ox-
idation kinetics was investigated, but the effect of the different carbides on
the oxide scale was also considered in order to get helpful indications for the
Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
439
development of materials tailored to the first finishing stands requirements.
The carbon content of the materials was kept rather high, in order to have a
carbide volume fraction similar to that of high chromium iron.
PRIMARY CARBIDES IN HIGH SPEED STEELS [
?
,
?
]
Primary carbides precipitate during the solidification of the material, i.e.
directly from the liquid phase. They may be proeutectic, i.e. precipitate
isolated from the liquid before the eutectic solidification, or eutectic if they
precipitate during the eutectic solidification. In the final microstructure
proeutectic carbides are located inside the proeutectic dendrites or cellules
and frequently act as nucleation sites for proeutectic austenite or delta ferrite.
Eutectic carbides are either dispersed in the eutectic cells (dissociate eutectic)
or localised in the interdendritic or intercellular space, where they form an
almost continuous network. Given the typical chemical composition of
spincast HSS, proeutectic carbides are vanadium and/or niobium MC or
M
4
C
3
, which are rather pure, the content of other alloying elements being
very low. In particular niobium carbide is purer than vanadium carbide, since
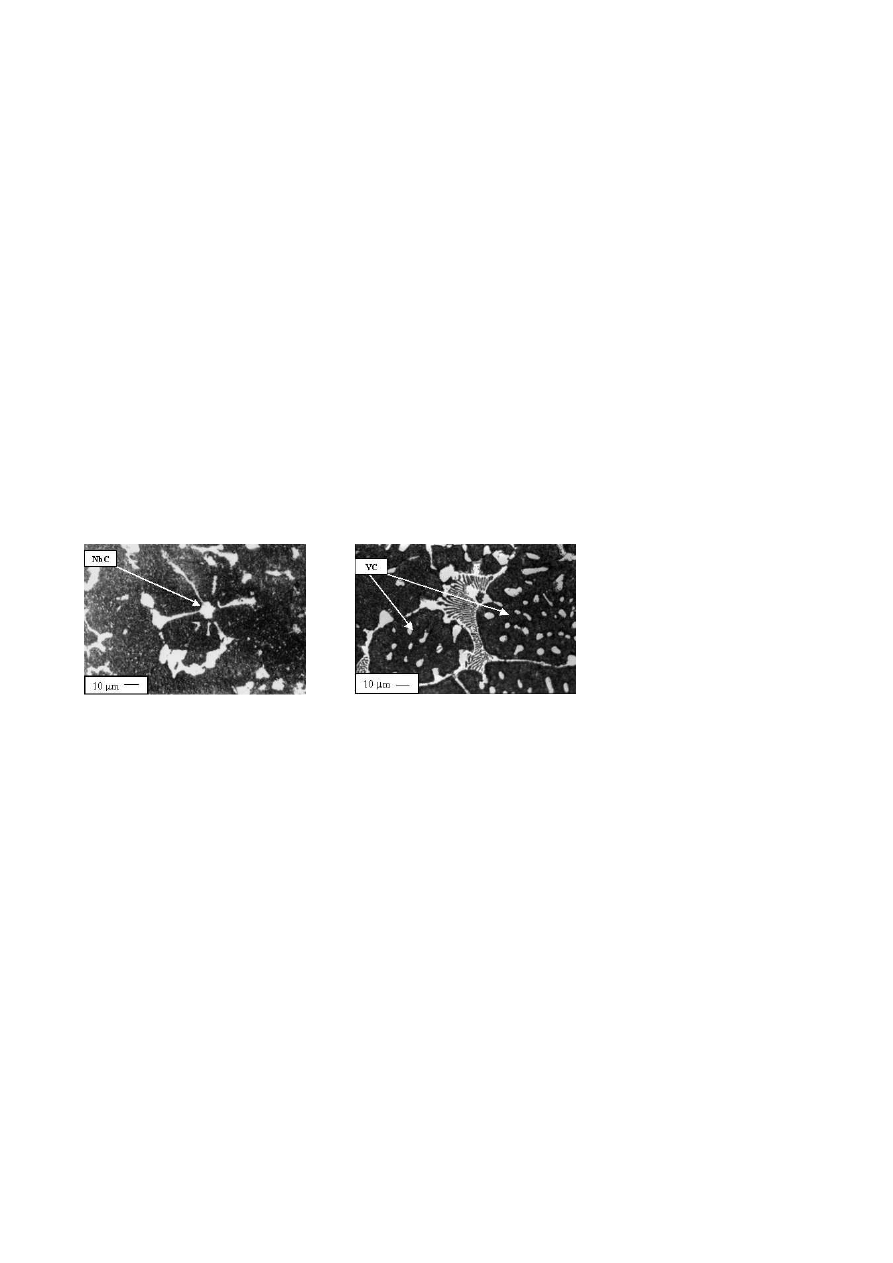
it precipitates at higher temperature. They usually have the shape shown in
Fig. 1 (NbC); the maximum size is about 10 µm, but niobium carbides have
frequently submicroscopic dimension. Microhardness is very high, reaching
Figure 1.
Morphology of NbC car-
bides.
Figure 2.
Morphology of VC carbides.
2500 HV or more. Proeutectic precipitation of these carbides is favoured
by a high content of vanadium and/or niobium coupled to a high carbon
concentration. Eutectic carbides may be of different type depending on the
440
6TH INTERNATIONAL TOOLING CONFERENCE
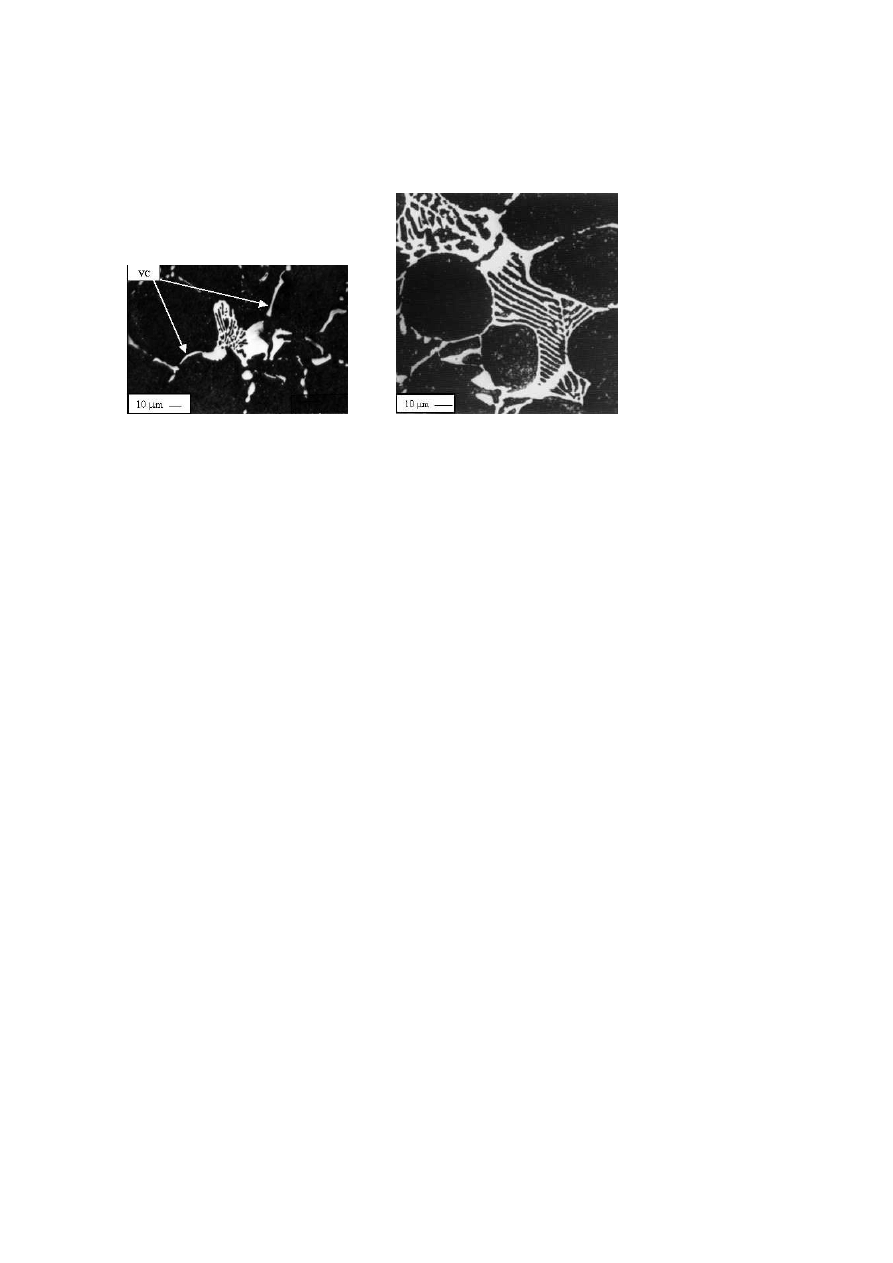
composition of the material. Figure 2 shows dissociate eutectic MC rounded
particles dispersed in the eutectic cells.
Figure 3.
Morphology of eutectic MC
carbides.
Figure 4.
Morphology of M
6
C car-
bides.
Figure 3 shows interdendritic eutectic MC particles; they are compact and
usually bonded to other eutectic carbides (M
7
C
3
). Contrarly to proeutec-
tic MC, eutectic carbide may contain significant amounts of molybdenum,
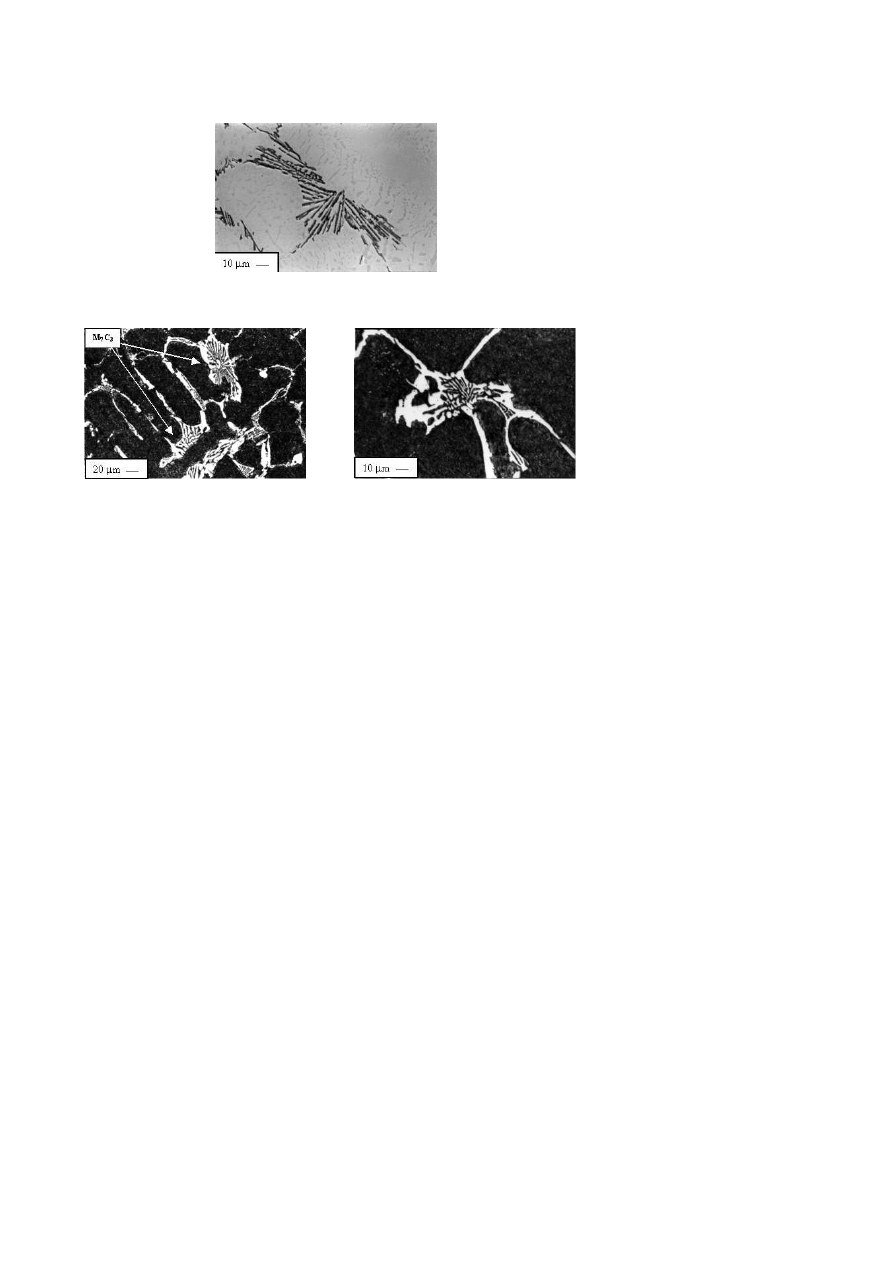
tungsten and chromium. Figure 4 shows the eutectic M
6
C carbide: it con-
tains iron, tungsten, molybdenum, vanadium and chromium, the last in small
percentages. It has a very fine and regular lamellar morphology, lamellae
being parallel (herring-bone shape) and connected by a continuous and thin
external shell. Their size may exceed 100 microns and hardness ranges be-
tween 1100 HV and 1500 HV. Figure 5 shows a M
2
C carbide with its typical
morphology characterised by parallel lamellae. It contains more chromium
and molybdenum and less iron than M
6
C. Hardness is about 2000 HV. Fi-
nally Figs. 6, 7 show two examples of the irregular morphology of the M
7
C
3
carbides. Their chemical composition is characterised by a great content of
chromium, with some vanadium and molybdenum and only a slight content
of tungsten. Hardness ranges between 1500 and 1700 HV. The effect of
the alloying elements on the eutectic carbide type cannot be generalised; in
principle the following points may be recalled:
Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
441
Figure 5.
Morphology of M
2
C carbides.
Figure 6.
Morphology of M
7
C
3
car-
bides.
Figure 7.
Morphology of M
7
C
3
car-
bides.
1. vanadium first favours the precipitation of MC and, second, the formation
of M
2
C instead of the other carbides;
2. molybdenum tends to stabilize the M
2
C carbide whilst tungsten tends to
favour the precipitation of the M
6
C carbide;
3. chromium favours the precipitation of M
7
C
3
.
EXPERIMENTAL PROCEDURE
Table 1 reports the chemical composition range of the studied materials.
The actual composition cannot be detailed because of industrial confiden-
tiality. The materials were produced by spincasting in an industrial plant and
heat treated under the typical conditions of the industrial production. The
microstructural characterisation was carried out by the optical microscopy
442
6TH INTERNATIONAL TOOLING CONFERENCE
Table 1.
Chemical composition ranges of the studied materials (wt%)
alloying element
C
Cr
V + Nb
Mo + W
wt%
2.4 – 2.8
6.5 – 9.5
4 – 7
3 – 9
Table 2.
Carbides volume fraction in the studied materials
MATERIAL
% CARBIDES
% M
7
C
3
% M
2
C
% MC
HC1
17.2
8.8
traces
8.4*
HC2
18.2
8.3
1
8.9*
HC3
24.3
12.1
2.4
9.8
HC4
25.2
17.5
1.3
6.4
HC5
20
8
1.5
10.5*
* mostly dissociate
and the volume fraction of carbides was measured by means of Image Anal-
ysis. Twenty measurements on 100X images were carried out each material.
Moreover, the different types of carbides were distinguished by means of
specific etchants, so that the content of each carbide was determined. The
results of this analysis are reported in Table 2.
Oxidation tests were carried out first in furnace and then in DTA. The
furnace experiments were carried out in two different atmospheres: dry
air and saturated steam, in order to evaluate the effect of humidity on the
oxide morphology. DTA tests were carried out at 500
◦
C and 700
◦
C on
samples with size 20×12×12 mm, metallographically polished down to 600
grit surface finishing, washed in acetone and kept sealed in an inert (Ar)
atmosphere before the test. The oxidised specimens were characterised
with the optical microscope and the scanning electron microscope, (SEM)
equipped with energy dispersion X-ray spectroscopy (EDXS) in order to
investigate the morphology and constitution of the oxide scale, both on the
surface and on the cross section of the specimens. The constitution of the
outer scale was analyses by X-ray diffractometry (XRD).
Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
443
RESULTS AND DISCUSSION
EFFECT OF CARBIDES ON THE OXIDATION
MORPHOLOGY
First, preliminary tests were carried out in two different atmospheres in
order to evaluate the influence of humidity on the oxidation morphology. In
fact, the usual TG analyses are carried out in a dry air flux, whilst during
rolling the materials are exposed to an oxidising atmosphere which contains
humidity generated by the cooling fluids. Figs. 8, 9 show an example of the
surface morphology of spincast HSS after oxidation at 500
◦
C in dry air and
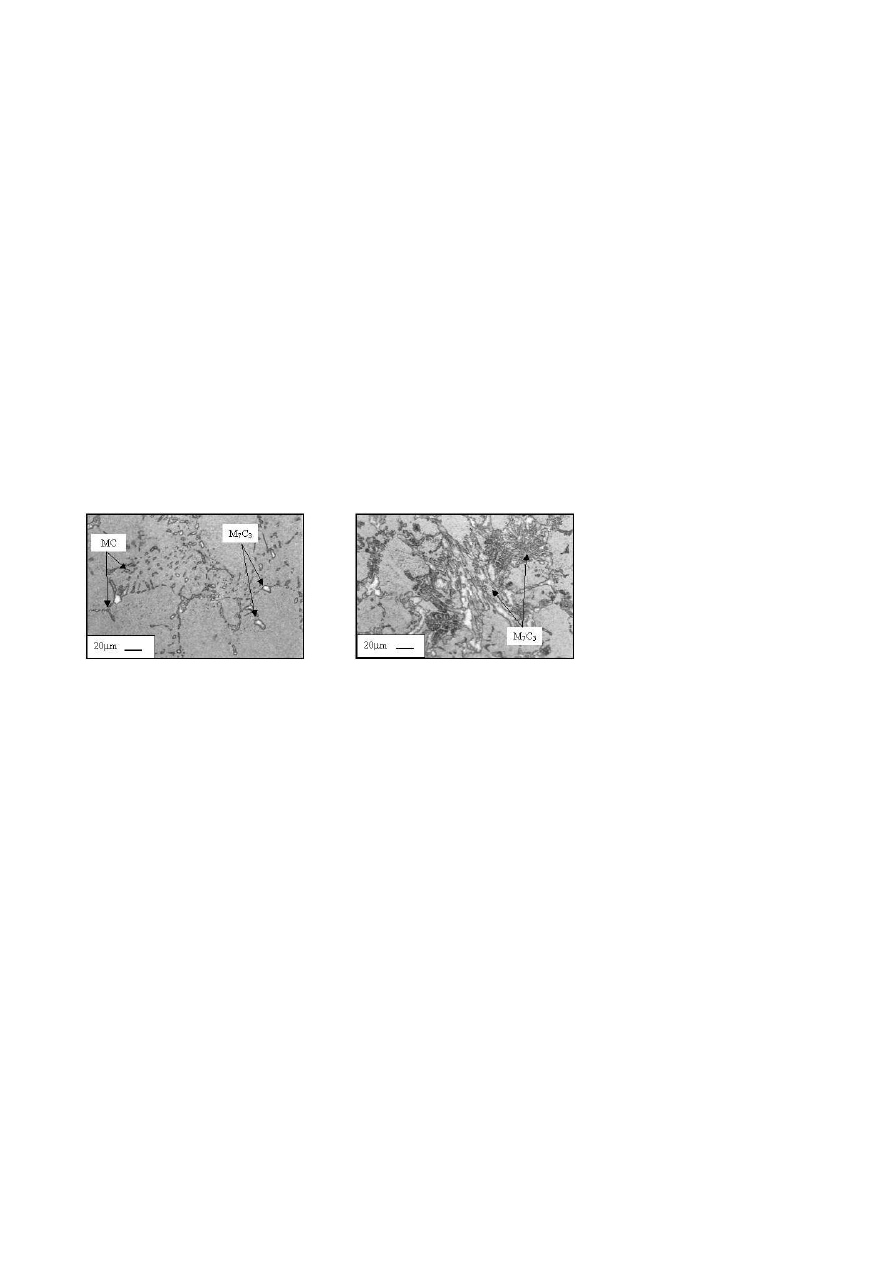
in saturated steam, respectively. After oxidation in dry air (Fig. 8) the matrix
is oxidized whilst M
7
C
3
carbides are only slightly oxidized at the interface
with the matrix. The same situation was found after oxidation in saturated
steam (Fig. 9). Moreover MC particles are covered by the oxide layer in
both cases. In these analyses, the different carbides have been recognised by
EDXS analysis. The comparison between Figs. 8, 9 indicates that the pres-
ence of humidity in the atmosphere does not significantly influence the oxi-
dation morphology of HSS and the behaviour of the different microstructural
constituents. On the basis of these results, the study was continued by TGA.
Figure 8.
Surface morphology after ox-
idation in dry air.
Figure 9.
Surface morphology after ox-
idation in steam saturated air.
The following figures show the oxidized surfaces with higher details than
the previous ones. In Fig. 10 the three carbides show different behaviours.
The M
7
C
3
particles are again oxidized at the interface with the matrix only,
the M
2
C particles are slightly and homogeneously oxidized and finally the
MC particles are heavily oxidized, similarly to the matrix. Figure 11 is a

444
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 10.
Morphology of the oxidised surface.
SEM micrograph which shows a detail of three oxidized VC particles and
indicates that the oxide scale on such a carbide is thicker and coarser than
on the matrix. Figure 12 shows the morphology on two other MC particles:
a NbC in the upper part and a VC in the lower part of the micrograph. It
indicates that oxide scale on the niobium carbide is less compact than on the
vanadium carbide.
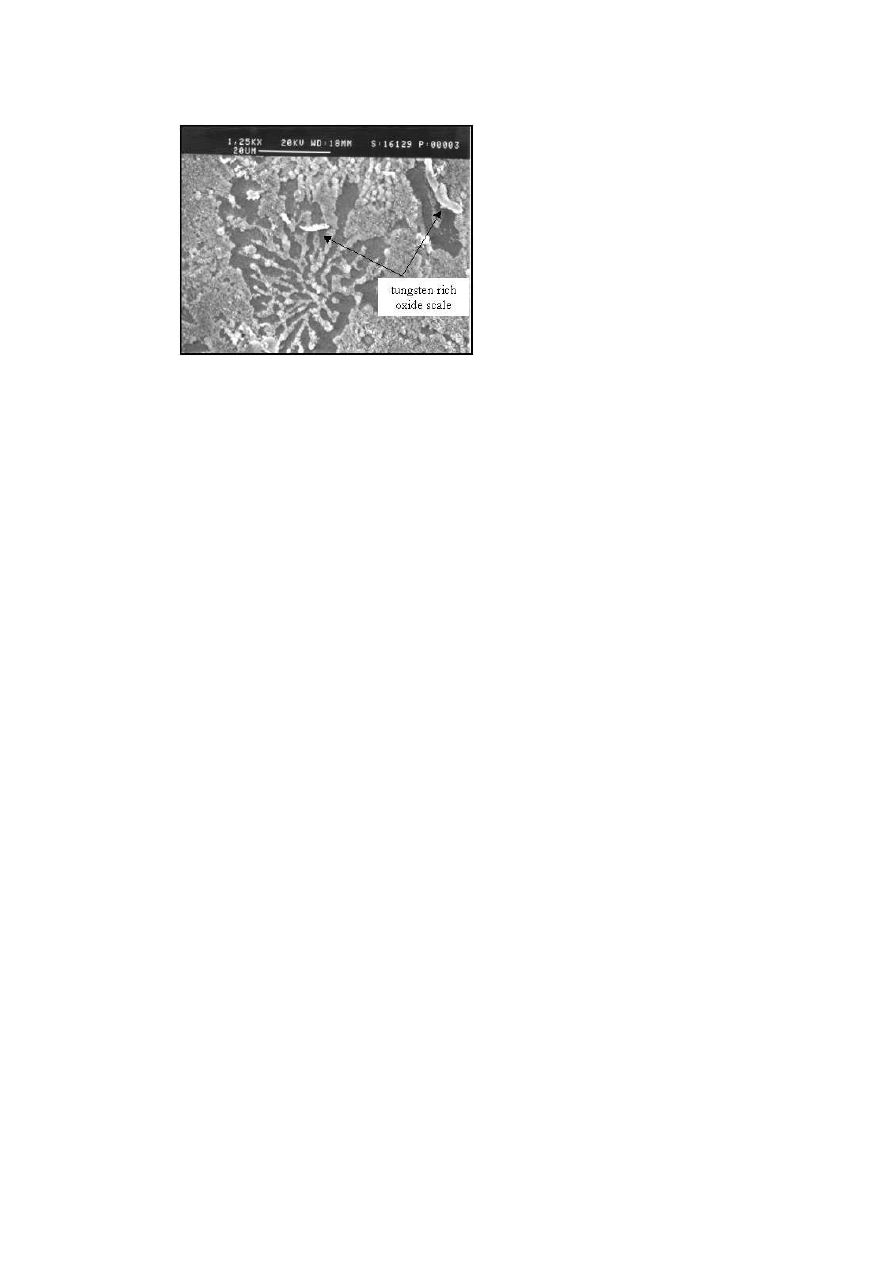
Finally, Fig. 13 shows the oxidation morphology of a
Figure 11.
Morphology of oxidised
VC.
Figure 12.
morphology of oxidised
NbC (upper part) and VC (lower part).
eutectic M
7
C
3
carbide. Two details have to be pointed out. First, oxidation
Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
445
Figure 13.
Oxidation morphology of M
7
C
3
carbide.
does not involve M
7
C
3
carbide particles, as already mentioned. Second,
some bright particles not directly bonded to the oxide scale are visible; they
are a tungsten rich oxide, as shown by EDXS (Fig. 14). It is well known
that tungsten reduces the adhesion of the scale [12], and this effect may lead
to the detachment of small oxide particles during oxidation. As a result of
these observations it is possible to conclude that, whilst the ferrous matrix
oxidizes homogeneously, carbides have a different oxidation behaviour and
have a significant influence on the compactness and homogenity of the oxide
scale.
EFFECT OF CARBIDES ON THE OXIDE SCALE
CONSTITUTION
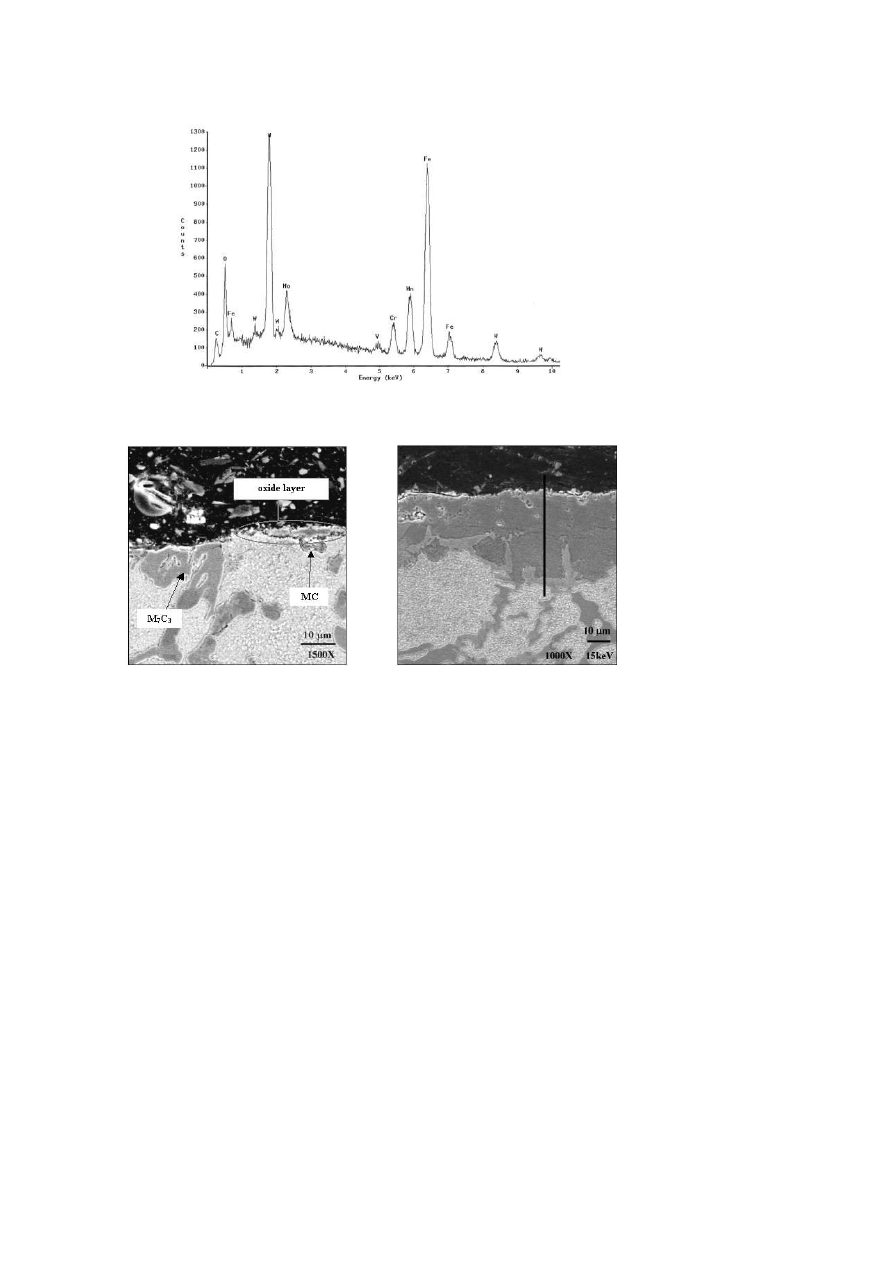
Figure 15 is a micrograph of the cross section of a specimen oxidized at
500
◦
C two hours. The oxide scale is constituted by magnetite and hematite
[8]. Oxide scale is quite thin and irregular. It covers the metallic matrix and
one MC particle, whilst in correspondence of a M
7
C
3
carbide no oxide scale
has been formed. This confirms the different role of carbides in substaining
oxidation.
Figure 16 is a micrography of the same material oxidized at 700
◦
C two
hours. Two layers may be distinguished. The outer layer, about 15 microns
thick, which covers homogeneously the surface is constituted by hematite
446
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 14.
EDXS spectrum on the oxide scale of Fig. 13.
Figure 15.
Cross section of a specimen
oxidised 2h at 500
◦
C
Figure 16.
Cross section of a specimen
oxidised 2h at 700
◦
C
[8]. The inner layer, produced by the internal oxidation, is constituted by the
M
3
O
4
spinel and has a less regular thickness. Several carbide particles are
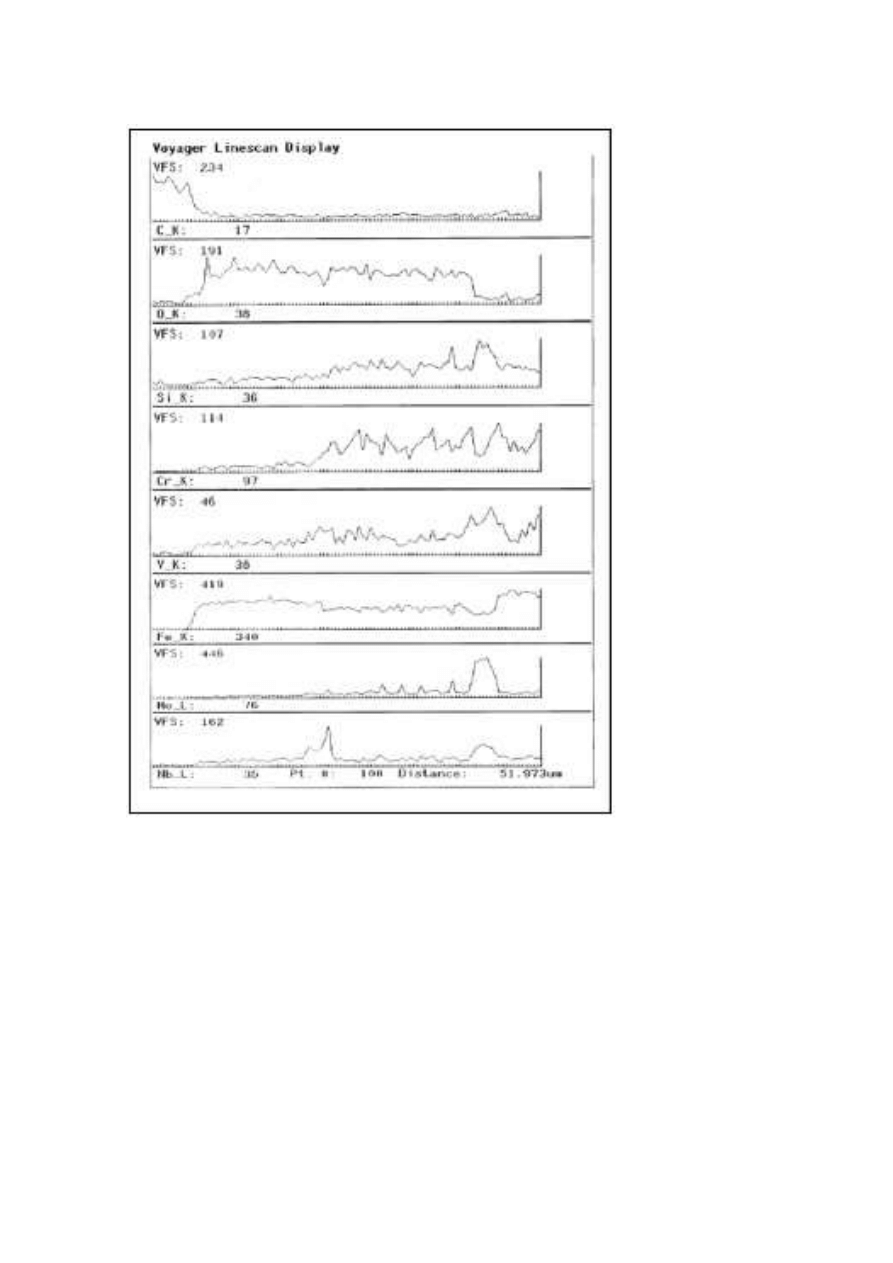
dispersed in the spinel. The existance of the two layers is confirmed by the

Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
447
EDXS linescan shown in Fig. 17, which was carried out on the line indicated
in Fig. 16. The left-to-right direction in Fig. 17 corresponds to the up-to-
down direction in Fig. 16. The oxygen profile allows the whole oxide layer to
be recognised. The chromium profile shows that this element is practically
absent in the outer layer (hematite), whilst it participates to the constitution
of the inner spinel, together with silicon. Iron content in the inner spinel
is lower than in outer hematite. The niobium profile indicates the presence
of an oxidized NbC carbide at the interface between the external hematite
and the internal spinel. The carbide particle visible at the oxide-substrate
interface in Fig. 16 may be attributed to a eutectic M
2
C particle, which has
dissolved some niobium and vanadium as EDXS profile show. M
2
C particles
seem to constitute an obstacle to the propagation of internal oxidation. As a
conclusion of this section it is possible to definitively conclude that:
1. M
7
C
3
particles do not practically oxidize
2. MC particles oxidizes
3. M
2
C particles behave similarly to M
7
C
3
ones, even though they present
some slight oxidation.
These conclusions confirm what was described by Steiner et al. [7].
EFFECT OF CARBIDES ON THE OXIDATION
KINETICS
In previous investigations [8, 9] oxidation tests were carried out on materi-
als with a lower carbide content than the present. In those materials the high
chromium content induces a transition from a parabolic kinetics to a lower
oxidation rate step, due to the development of a homogeneous and compact
internal spinel which slows down the outward diffusion of iron needed to
substain external oxidation. In the present materials this transition was not
observed, the parabolic kinetics lasting till the end of the test. This can
be attributed to the presence of a high carbide content, a significant part of
them being MC particles which do not restrain oxidation. The high carbide
volume fraction, in addition, depletes the matrix in chromium so that the
combination of a high carbide content and a low chromium content of the
matrix does not allow the transition to the low oxidation kinetics to occur.
Table 3 reports the oxidation rate of the materials investigated.
448
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 17.
EDXS linescan on the position marked in Fig. 16.

Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
449
Table 3.
Oxidation rate constants of the investigated materials
MATERIAL
K (mg
2
cm
−4
min
−1
)
500
◦
C
K (mg
2
cm
−4
min
−1
)
700
◦
C
HC1
6.23×10
−4
0.110
HC2
6.47 ×10
−4
0.080
HC3
36.5 ×10
−4
0.150
HC4
22.6 ×10
−4
0.080
HC5
18.9 ×10
−4
0.120
The oxidation rates are strongly influenced by temperature. Despite the
high carbide content of the present materials, their oxidation kinetics at
700
◦
C are of the same order of those of the materials studied in [9], whose
carbide content ranged between 11% and 15%. This could be due to the fact
that most of carbides of the present materials do not oxidize. This strongly
reduces the surface area over which the oxide may grow and, in turn, the
average mass gain. Therefore, the main effect of the high carbide content of
the materials investigated here is to hinder the transition to the low oxidation
rate step. The differences between the oxidation rate constants among the
five materials are much more remarkable at 500
◦
C than at 700
◦
C . In a
previous investigation [8], it was concluded that the oxidation rates depend
on different factors at the two temperatures. At 500
◦
C , oxidation rate mainly
depends on the carbide volume fraction. On the contrary, at 700
◦
C , it
depends on both the carbide content and on the chromium content of the
matrix. The results of the present investigation confirm these conclusions,
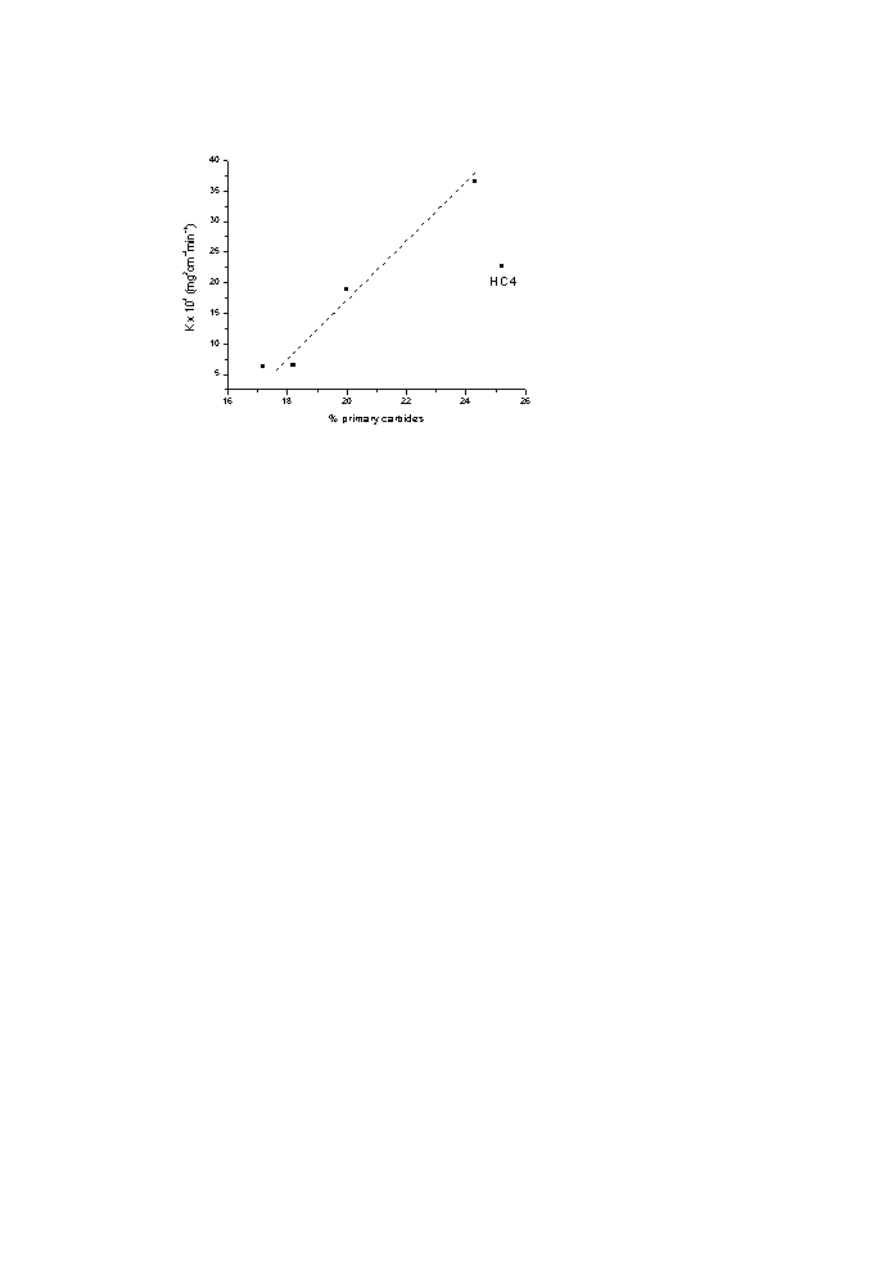
and give more detailed information about the role of the different carbides. If
the oxidation rate constants at 500
◦
C are plotted as a function of the carbide
volume fraction as in Fig. 18, the effect of carbides is clearly confirmed. The
higher the carbide content, the faster the oxidation kinetics. However, Fig. 18
shows that material HC4 has a lower oxidation rate than expected on the basis
of its carbide content. This material has a different proportion of M
7
C
3
/M
2
C
to MC from the others, and in particular the M
7
C
3
type prevails. This allows
to conclude that carbides enhance the oxidation rate, but the effect depends
on the carbide type. In particular, those containing chromium have a lower
effect than MC carbides which are chromium-free. The effect of carbides
450
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 18.
oxidation rate at 500
◦
Cversus primary carbides volumetric fraction.
may be recognised also on the oxidation kinetics at 700
◦
C , (HC4 has the
lowest oxidation rate despite the highest carbide volume fraction), but at
this temperature the fast oxidation kinetics tend to smooth the differences.
This is mainly due to the very similar chromium content of the matrix.
In one of the previous investigations [9], the composition of the matrix
was represented by the semiquantitative parameter Cr/Fe, i.e. by the ratio
between the EDXS peak intensity of the two elements. In that study, the
parameter ranged between 0.05 and 0.23 (roughly 5 wt % and 23 wt % of
chromium in the matrix), i.e. in a quite wide range, and the materials with
the highest values displayed oxidation rate constants one order of magnitude
lower than the others and the transition to the low oxidation rate step. In the
present investigation, the semiquantitative parameter changes in a narrower
range (0.06 to 0.1), and therefore the matrix of the five materials behaves very
similarly. Nevertheless, the predominant presence of the M
7
C
3
carbides in
HC4 seems to have a positive effect.

Primary Carbides in Spincast HSS for Hot Rolls and Their Effect on the Oxidation...
451
CONCLUSIONS
In this paper, the effect of primary carbides on the oxidation behaviour
of five experimental high carbon spincast high speed steels was studied.
The materials contain 17% to 25% of primary carbides, depending on their
chemical composition. Three types of carbides were detected: MC, M
2
C
and M
7
C
3
, whose relative amount again depends on the composition of
the steel. The oxidation behaviour was studied by means of TGA and the
characterization of the oxidized specimens was carried out with the optical
microscope and the scanning electron microscope. Attention was paid not
only to the oxidation kinetics, but also to the morphology of the oxide scale,
as influenced by carbides. The results show that, whilst the ferrous ma-
trix oxidizes homogeneously, carbides have a different oxidation behaviour
and a significant influence on the compactness and homogenity of the oxide
scale. In particular M
7
C
3
particles do not practically oxidize, MC parti-
cles display a severe oxidation which produces a less compact scale, M
2
C
particles have an intermediate behaviour, which tends to that of the M
7
C
3
particles. As a consequence, the compactness of the oxide scale is quite
poor and both morphology and thickness depend on the local constitution
of the base material. Oxidation rate follows the parabolic kinetics both at
500
◦
C and 700
◦
C . As a general trend, the increase in the carbide volume
fraction increases oxidation rate. However, steels with prevailing presence
of M
7
C
3
do not follow this trend, since their oxidation rate is much lower
than that predictable on the basis of their total carbide content. The results
of the present investigation were used to design the chemical composition
of a new HSS with improved frictional properties for application in the first
finishing stands.
REFERENCES
[1] T. TANAKA, H. TAKIGAWA, M. HASHIMOTO, in Proceedings 39TH MWSP Con-
ference, vol. XXXV, 1998, ed. The Iron and Steel Society, Warrendale PA, p.435
[2] P A. MUNTHER, R. WEBBER, J. G. LENARD, in Proceedings 37TH MWSP Con-
ference, vol. XXXIII, 1996, ed. The Iron and Steel Society, Warrendale PA, p.39
[3] M. VILLANUEVA, L. A. LEDUC, G. OLVERA, in Proceedings 34TH MWSP Con-
ference, vol. XXX, 1993, ed. The Iron and Steel Society, Warrendale PA, p.161
[4] J. C. WERQUIN, J. BOCQUET, in Proceedings 34TH MWSP Conference, vol. XXX,
1993, ed. The Iron and Steel Society, Warrendale PA, p.135

452
6TH INTERNATIONAL TOOLING CONFERENCE
[5] T. P. ADAMS, D. B. COLLINS, in Proceedings 40TH MWSP Conference, vol. XXXV,
1998, ed. The Iron and Steel Society, Warrendale PA, p.427
[6] M. HASHIMOTO, T. ODA, K. HOKIMOTO, T. KAWAKAMI, R. KURAHASHI,
Nippon Steel Technical Report N. 66, July 1995, p. 82
[7] D. STEINER, D. LIQUET, J. LACROIX, H. UIJTDEBROEKS, J. HERMAN, in
Proceedings 40TH MWSP Conference, vol. XXXV, 2000, ed. The Iron and Steel
Society, Warrendale PA, p.486
[8] A. MOLINARI, G. STRAFFELINI, A. TOMASI, A. BIGGI, G. CORBO, Materials
Science and Engineering A 280(2000)255
[9] A. MOLINARI, G. STRAFFELINI, A. TOMASI, A. BIGGI, G. CORBO, Materials
Science and Technology, 17(2001)425
[10] K. C. HWANG, S. LEE, H. C. LEE, Materials Science and Engineering A
254(1998)282
[11] H. F. FISCHMEISTER, R. RIEDL, S. KARAGÖZ, Metallurgical Transactions A
20(1989)2133
[12] H. TAIMATSU, Journal of Electrochemical Society 146(19)(1999)3686
Wyszukiwarka
Podobne podstrony:
Hamao And Hasbrouck Securities Trading In The Absence Of Dealers Trades, And Quotes On The Tokyo St
ties, leaders and time in teams strong interference about network structure effect on teamt vialibil
33 1 3 096 Liz Phair s Exile in Guyville Gina Arnold (retail) (pdf)
37 509 524 Microstructure and Wear Resistance of HSS for Rolling Mill Rolls
Changes in passive ankle stiffness and its effects on gait function in
Conducted EMI in PWM Inverter for Household Electric Appliance
64 919 934 New Trends in Thin Coatings for Sheet Metal Forming Tools
Perfect Phrases in Spanish for Household Maintenance and Child Care
Catcher in the Rye, The Book Analysis and Summary
How Taxes and Spending on Education Influence Economic Growth in Poland
Intertrochanteric osteotomy in young adults for sequelae of Legg Calvé Perthes’ disease—a long term
Innovative Solutions In Power Electronics For Variable Speed Wind Turbines
AOL Mail account setup in Windows Mail for Vista
Does Sexual Harassment Still Exist in the Military for Women
Impacting sudden cardiac arrest in the home A safety and effectiveness home AED
A Bosworth Globalization in the Information Age Western, Chinese and Arabic Writing Systems
Perfect Phrases in Spanish for the Hotel and Restaurant Industries
więcej podobnych podstron