
Ćwiczenie 2
Projekt operacji montażu
Opracował mgr inż. Grzegorz LIS
Do użytku wewnętrznego w ITM-PW Warszawa 2007r.

Wiadomości wstępne
Proces łączenia poszczególnych części maszyny w jeden mechanizm lub
maszynę nazywamy montażem. Części można łączyć w sposób ruchomy oraz stały.
W pierwszym przypadku poszczególne powierzchnie części łączonych zmieniają
położenie wzajemne, w drugim - powierzchnie te mają położenie ustalone.
Połączenia nieruchome gwarantują stałość wzajemnego położenia części.
Połączenia ruchome umożliwiają wzajemne przemieszczanie się elementów
sprzężonych.
Jedne i drugie można podzielić na :
♦
Połączenia rozbieralne nazywamy takie połączenia które w okresie użytkowania
maszyny , nie powinny być rozbierane , i których demontaż (w razie konieczności)
jest zwykle związany z uszkodzeniem połączonych elementów , lub też wymaga
dużych sił. Typowe połączenia nierozbieralne są wykonywane przy pomocy
spawania , lutowania, klejenia, wtłaczania.
♦
Połączenia nierozbieralne nazywamy połączenia , które mogą być rozbierane bez
szczególnych wysiłków i bez uszkodzenia łączonych i łączących części.
Połączenia rozbierane są wykonywane przy pomocy śrub, klinów, kołków,
zamków itp. Do tych połączeń zalicza się też wszystkie ruchome połączenia
tuleja- wałek wykonane według pasowań ruchomych i mieszanych, a ponadto
połączenie powierzchni kulowych stożkowych śrubowych.
Każda maszyna składa się z oddzielnych zespołów, podzespołów i pojedynczych
części. Częścią maszyny jest element wykonany z tego lub innego materiału,
przedstawiający jedną całość. Kilka części połączonych, niezależnie od rodzaju
połączenia i metody wykonania nazywamy zespołem lub podzespołem. Zespoły
maszyn mogą być różnego stopnia skomplikowania. Mogą składać się z dwóch,
trzech czterech części (są to zespoły proste) lub też z kilkunastu lub kilkudziesięciu
części (zespoły skomplikowane). Połączenia części wchodzące bezpośrednio do
maszyny, nazywamy zespołem, zaś wchodzące do zespoły podzespołem. Rozróżnia
się elementy maszyny:
♦
konstrukcyjne zespoły funkcjonalne blok silnika cylinder tłok.

♦
montażowe są to zespoły lub podzespoły , odzielne części maszyn, które mogą
być zebrane oddzielnie i niezależnie od innych elementów maszyny (np. korpusy
maszyn, silniki, podwozia samochodowe)
Montaż. def. Jest to szereg powiązanych ze sobą czynności potrzebnych do
połączenia dwóch lub więcej jednostek montażowych, według z góry określonych
warunków technicznych jakim powinno odpowiadać dane połączenie.
Definicja ta ściśle określa czynności jakie są niezbędne do uzyskania połączenia dwu
lub więcej jednostek montażowych a są nimi:
♦
Przenoszenie do przestrzeni roboczej
♦
Orientowanie wzajemne jednej jednostki lub pojedynczych jednostek względem
drugiej
♦
Ustalanie jednostki przyłączanej powierzchnią ustalającą , do powierzchni
ustawczej jednostki podstawowej (bazowej)
♦
Utrwalanie połączenia bezpośrednie lub pośrednie za pomocą jednostek łącznych
lub środków łączących (kleje) - czynność ta nie zawsze występuje.
♦
Kontrola połączenia - nie występuje zawsze.
♦
Przeniesienie jednostki zmontowanej poza przestrzeń roboczą.
Procesem technologicznym montażu nazywamy tą część procesu produkcyjnego,
która bezpośrednio jest związana z łączeniem oddzielnych jednostek montażowych
w daną jednostkę wyższego rzędu lub całą maszynę według z góry określonych
warunków technicznych.
Operacja montażu. def - Metodycznie zamknięta część procesu technologicznego
montażu, wykonywana bez przerwy, na jednym stanowisku roboczym, przez jednego
( lub grupę pracowników), na określonych jednostkach montażowych, w skład której
wchodzą logicznie powiązane czynności, mające na celu uzyskanie jednostki
wyższego rzędu o określonych właściwościach funkcjonalnych. Zmiana
któregokolwiek z czynników wchodzących w skład operacji oznacza rozpoczęcie
nowej operacji, zmiana stanowiska roboczego lub warunków dotyczących
połączenia.

Zabieg montażowy. def.- jest to zamknięta część operacji montażowej, wykonywana
w jednym ściśle określonym miejscu połączenia , jednym narzędziem lub zespołem
narzędzi czy przyrządem, nad dwiema lub więcej jednostkami montażowymi, bez
zmiany położenia tych jednostek, przy czym miejsce połączenia jest wyznaczone
zespołem powierzchni ustalających montowanych jednostek. Jest to najmniejsza
jednostka procesu technologicznego mająca wszystkie jego cechy.
Etapy projektowania procesu technologicznego montażu
Analiza danych konstrukcyjnych
Proces technologiczny montażu jest ostatnim etapem procesu produkcyjnego,
spełnia więc dodatkową rolę czynnika kontroli ostatecznej, w wyniku której
wychwytuje się niedokładności konstrukcyjne i technologiczne poprzednich faz
produkcji. Z tych względów dokumentacja konstrukcyjna powinna być dokładnie
sprawdzana przez technologa projektującego proces technologiczny montażu. O
niezawodności i długotrwałości pracy urządzenia decydują przede wszystkim
wartości luzów (wcisku) w połączeniach. Dlatego przy analizie dokumentacji w
pierwszej kolejności należy zająć się tymi zagadnieniami. Zwraca się też uwagę na to
by w konkretnych połączeniach były dobrane optymalne wartości pasowań lub
wymiarów wynikowych. Zawężenie tych wartości może być przyczyną znacznego
wzrostu kosztów.
Konstrukcja schematu scalonego montażu
W przypadku produkcji jednostkowej szczególne znaczenie ma właściwa
kompletacja montowanych części w określonym czasie. Tj zapewnienie aby w
momencie rozpoczynania montażu na stanowisku pracy znajdowały się wszystkie
niezbędne części. Technolog ustala jakie części i kiedy powinny spotkać się w
kolejnych operacjach. W skład operacji montażu wchodzą również czynności i
zabiegi dopasowywania, często wykonywania dodatkowych prac ślusarskich
(wiercenie otworów, przetłaczanie) , oraz zabiegi wynikające z przyjętego do
konstrukcji wyrobu montażu kompensacyjnego.
W produkcji seryjnej właściwa kompletacja części na stanowisku odgrywa mniej
istotną rolę, ponieważ staramy się zapewnić pewien nadmiar montowanych części i
zespołów w stosunku do aktualnych potrzeb.

Dokumentem wyjściowym do opracowania procesów technologicznych montażu jest
schemat montażu wyrobu. Początkowo dokument ten tworzony był jako spis treści
poszczególnych operacji z uwzględnieniem specyfikacji montowanych części.
Stanowił on bazę do opracowywania kart instrukcyjnych i w produkcji jednostkowej
mógł zastępować kartę technologiczną. Był wygodnym dokumentem z którego
korzystali organizatorzy produkcji opracowując karty pracy dla montażystów. Kolejno
przekształcił się w schemat scalony montażu, w którym zaznaczona jest nie tylko
kolejność montażu ale i podział wyrobu na jednostki montażowe – zespoły,
podzespoły i pojedyncze części. Tworząc schemat scalony montażu musimy określić
funkcje części (części bazowe: wyrobu, zespołu, ...), jej miejsce w hierarchii (wyrób,
zespół, podzespół, ...), oraz organizację montażu – tworząc podział na odrębne
procesy technologiczne (montażu zespołu, podzespołu, ...) zgodnie z zasadą
jedności miejsca i czasu realizacji procesu. Schemat scalony montażu powinien
zawierać:
♦
pełną charakterystykę jednostek montażowych zarówno formalną (nazwa, numer
rysunku, liczba sztuk) i merytoryczną (określenie jednostek bazowych i
uzupełniających z uwzględnieniem części złącznych).
♦
Podział procesu na stopnie i fazy
♦
Kolejność wprowadzania poszczególnych jednostek do montażu.
♦
Stwierdzenie kompletności montażu.
Cechy te posiada schemat montażu scalony zaproponowany w [1]. Układanie
schematu scalonego montażu rozpoczyna się od zamiany każdej części
rozpatrywanego wyrobu prostokątem. W lewej części prostokąta podaje się symbol
elementu, obok numer części, poniżej nazwę części, obok ilość sztuk wchodzących
w skład jednostki wyższej. Symbol części odpowiada symbolowi części z rysunku
wykonawczego konstrukcyjnego. W pierwszej fazie opracowania należy wyodrębnić
spośród części wchodzących w skład wyrobu jednostkę podstawową - bazową od
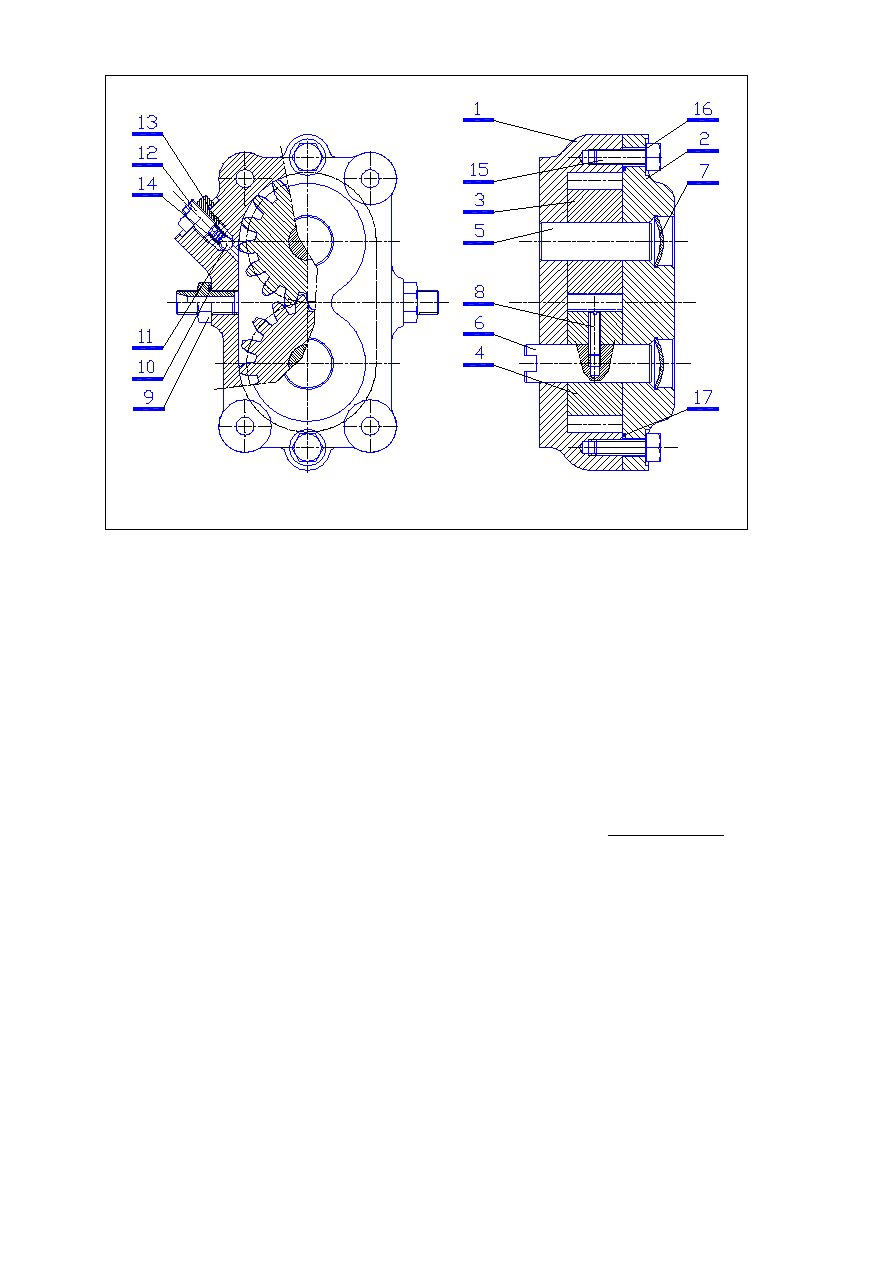
Rys. 1 Pompa zębata
której rozpocznie się montaż. Schemat zaś układa się w następujący sposób:
♦
Rysujemy prostokąt symbolizujący część bazową.
♦
Prowadzimy poziomą linię symbolizującą postęp montażu (oś czasu).
♦
Na drugim końcu osi (postępu montażu) rysujemy prostokąt symbolizujący
gotowy wyrób.
♦
Ponad linią postępu umieszcza się prostokąty oznaczające części złączne.
♦
Poniżej linii prostokąty oznaczające części (odrębne elementy), zespoły,
podzespoły.
♦
Każda z poziomych linii równoległych do osi głównej, a rozpoczynająca się od
prostokąta części bazowej (dla zespołu, podzespołu), symbolizuje oś postępu
montażu zespołu, podzespołu itd.
♦
Każda oś postępu zamknięta prostokątem z nazwą zespołu, podzespołu
przedstawia wyodrębniony fragment procesu technologicznego wykonywany
oddzielnie. Ten podział procesu powinien być uwzględniony poprzez utworzenie
odrębnej karty technologicznej odpowiednio zespołu, podzespołu.
Schemat jest wielopoziomowy. Poziom główny stanowi postęp montażu wyrobu.
Niżej narysowana kolejna linia, stanowi poziom postępu montażu zespołu. Jeszcze
niżej poziom postępu podzespołu.
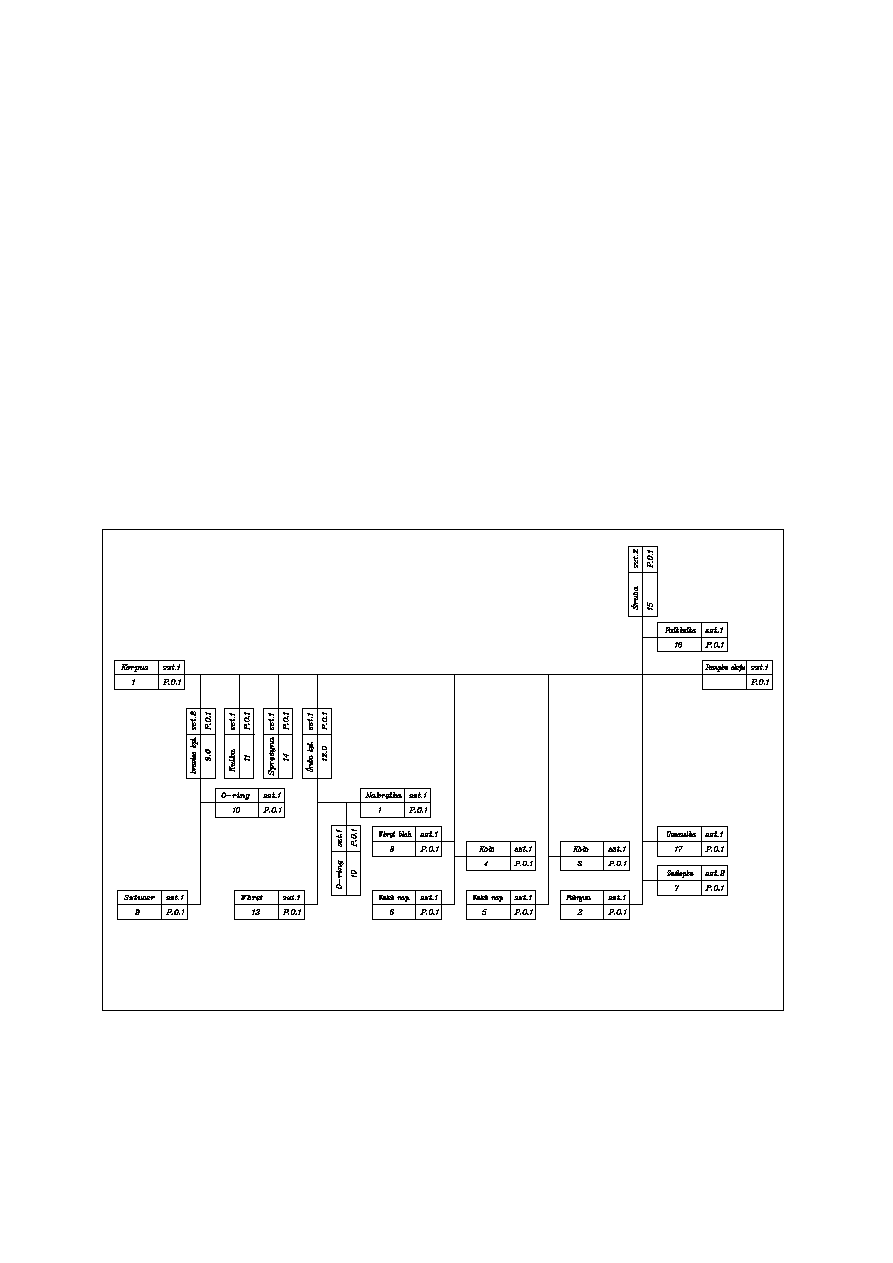
Przykład schematu scalonego montażu opracowanego dla pompy zębatej z rys.1
został przedstawiony na rys.2. W trakcie jego wykonywania technolog podjął decyzję
o tym, że niektóre zespoły tego wyrobu będą częściowo montowane na stanowisku
montażowym całego wyrobu, a po tym bezpośrednio w nim montowane. Dotyczy to
obu kół zębatych pompy wraz ze sworzniami. Montaż tych zespołów nie wymaga
specjalistycznego wyposażenia, jest krótkotrwały, przechowywanie wstępnie
zmontowanych wyrobów w magazynie wymagałoby specjalnego oprzyrządowania, a
ponowne ich użycie wiązało by się np. z koniecznością ponownego mycia lub
rozkonserwowania. Inne występujące w pompie zespoły - oba krućce będą
montowane w oddzielnych procesach i dostarczane z magazynu bezpośrednio na
Rys. 2 Schemat scalony montażu pompy zębatej
stanowisko montażu ostatecznego. Ich przechowywanie w magazynie i transport na
stanowisko może odbywać się w prostych pojemnikach. Jeżeli montaż tych zespołów
zakończy się operacją konserwowania np. w oleju bezkwasowym, a pojemniki będą

pyłoszczelne to zapobiegniemy konieczności ich ponownego mycia lub
rozkonserwowania przed montażem.
Opracowanie kart technologicznych i instrukcyjnych montażu
Właściwie wykonany schemat scalony jest już pewnego rodzaju zapisem
kolejności wykonywania montażu. Dzięki temu tworzenie kart technologicznych
wyrobu jest tylko powtórzeniem treści zawartych na schemacie. Ale specyfika
tworzenia schematu nie uwzględnia czynności pomocniczych, a często niezbędnych
do prawidłowego funkcjonowania wyrobu lub do jego odpowiedniego wykonania,
przechowywania, transportu. Informacje te musi zawierać dodatkowo karta
technologiczna. Określa ona przebieg montażu właściwego i wszystkie operacje
pomocnicze takie jak: przeprowadzenie próby funkcjonalnej, kontroli technicznej,
czynności regulacji, konserwacji, pakowania. Treści operacji powinny zostać ujęte w
oddzielnie opracowanych kartach instrukcyjnych montażu i powinny być
uwzględnione przy tworzeniu „spisu treści” procesu – karty technologicznej montażu.
Podczas tworzenia kart technologicznych pamiętać należy o tym, że procesowi
technologicznemu montażu wyrobu przedstawionemu na schemacie nie musi
odpowiadać jedna karta technologiczna. A decyzja o rozbiciu procesu musi
uwzględniać organizację montażu np. rodzaje stanowisk montażowych z
przypisanymi im odpowiednim wyposażeniem technologicznym, lub sposób
magazynowania zmontowanych uprzednio zespołów, podzespołów. Ten ostatni
czynnik ma umożliwić rozróżnienie wg nazwy i numeru części bazowych od
zmontowanych już zespołów, tak aby na stanowiska montażowe dostarczane były
odpowiednie części lub zamontowane zespoły lub podzespoły. Trudne jest
sprecyzowanie czynników, które mogą powodować konieczność podziału procesu
technologicznego. Zależy to w dużej mierze od struktury organizacyjnej wydziału
montażowego, ilości i wyposażenia specjalnych stanowisk montażowych np. pras
montażowych, gniazd spawalniczych, lokalizacji stanowisk montażowych w pobliżu
stanowisk ze specjalnym wyposażeniem, organizacji gniazd lub linii montażu.
Dlatego podział ten powinien być poprzedzony dodatkowo analizą skutków np.
kosztów magazynowania, wzrostu ilości produkcji w toku.
Karty instrukcyjne zwane są też instrukcjami montażu, są bezpośrednim
dokumentem technologicznym opisującym szczegółowo proces montażu. Zawierają
wszystkie niezbędne informacje na temat fragmentu procesu technologicznego, dla
wszystkich służb technicznego i organizacyjnego przygotowania produkcji.
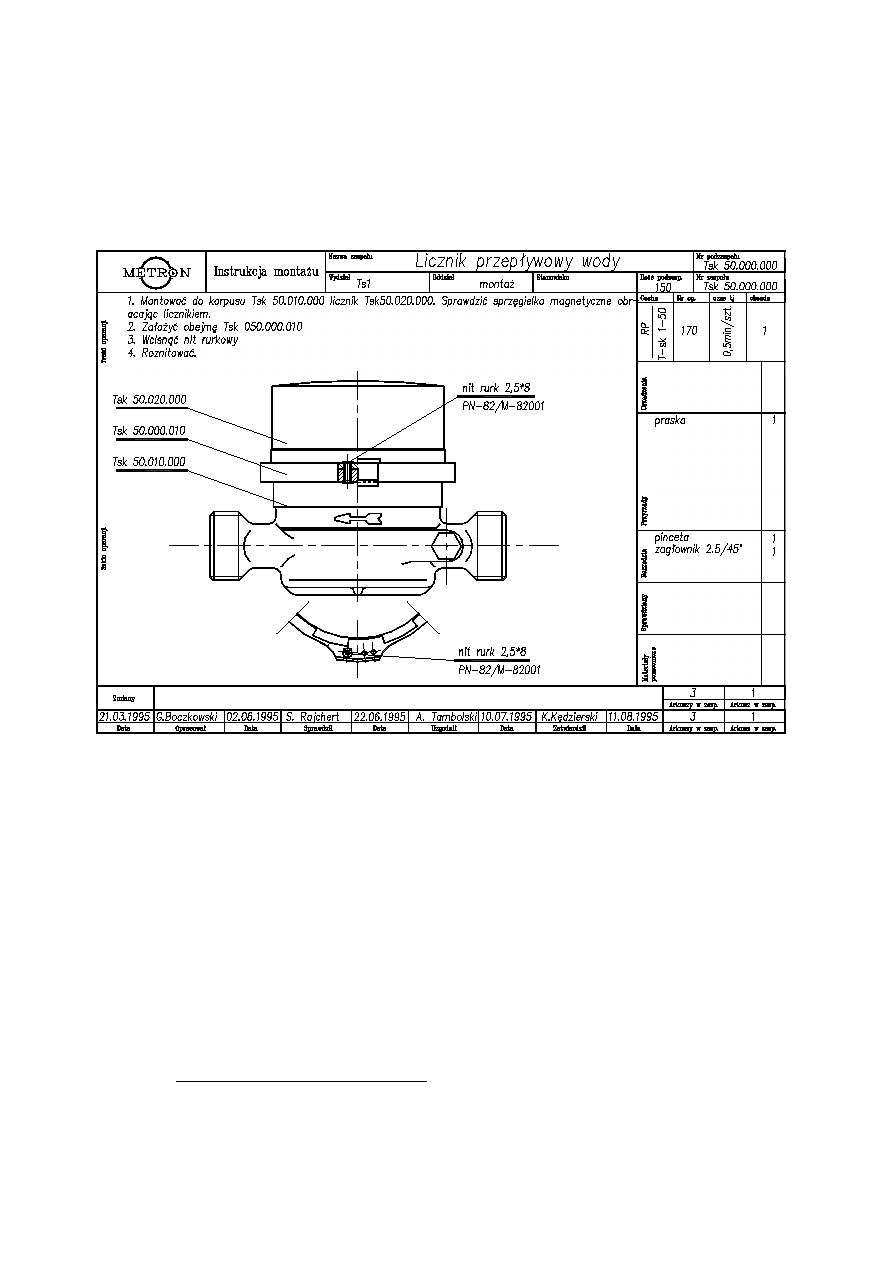
Rys. 3 Karta instrukcyjna montażu ostatecznego licznika przepływowego
Opracowywane są w działach technologicznych często przez kilka osób. Prawidłowo
wypełniona karta instrukcyjna składa się z rysunku montowanego zespołu,
podzespołu lub wyrobu w otoczeniu wielu pól tekstowych. Rysunek ten wykonywany
jest w tylu rzutach ile jest niezbędnych dla zobrazowania przedmiotu montażu, na
odpowiednim poziomie szczegółowości w postaci już zmontowanej i zawiera
niezbędne informacje. Sposób wykonania powinien opierać się na następujących
wytycznych:
♦
Części montowane powinny być narysowane grubszą linią, w pozycji w
jakiej pracujący będzie widział je na stanowisku.
♦
Numery montowanych części
powinny być zgodne ze specyfikacją z
rysunku złożeniowego.
♦
Powinien być przedstawiony symbolicznie sposób ustalenia i zamocowania
jednostki bazowej.
♦
Powinny być zaznaczone wymiary istotne dla wykonania op. montażu.
Ponad rysunkiem znajduje się pole tekstowe, w którym znajduje się szczegółowy
opis czynności wykonywanych w ramach operacji. Nagłówek zawiera informacje o
wyrobie, jednostce wyższej, a pola boczne o środkach technicznego zabezpieczenia.
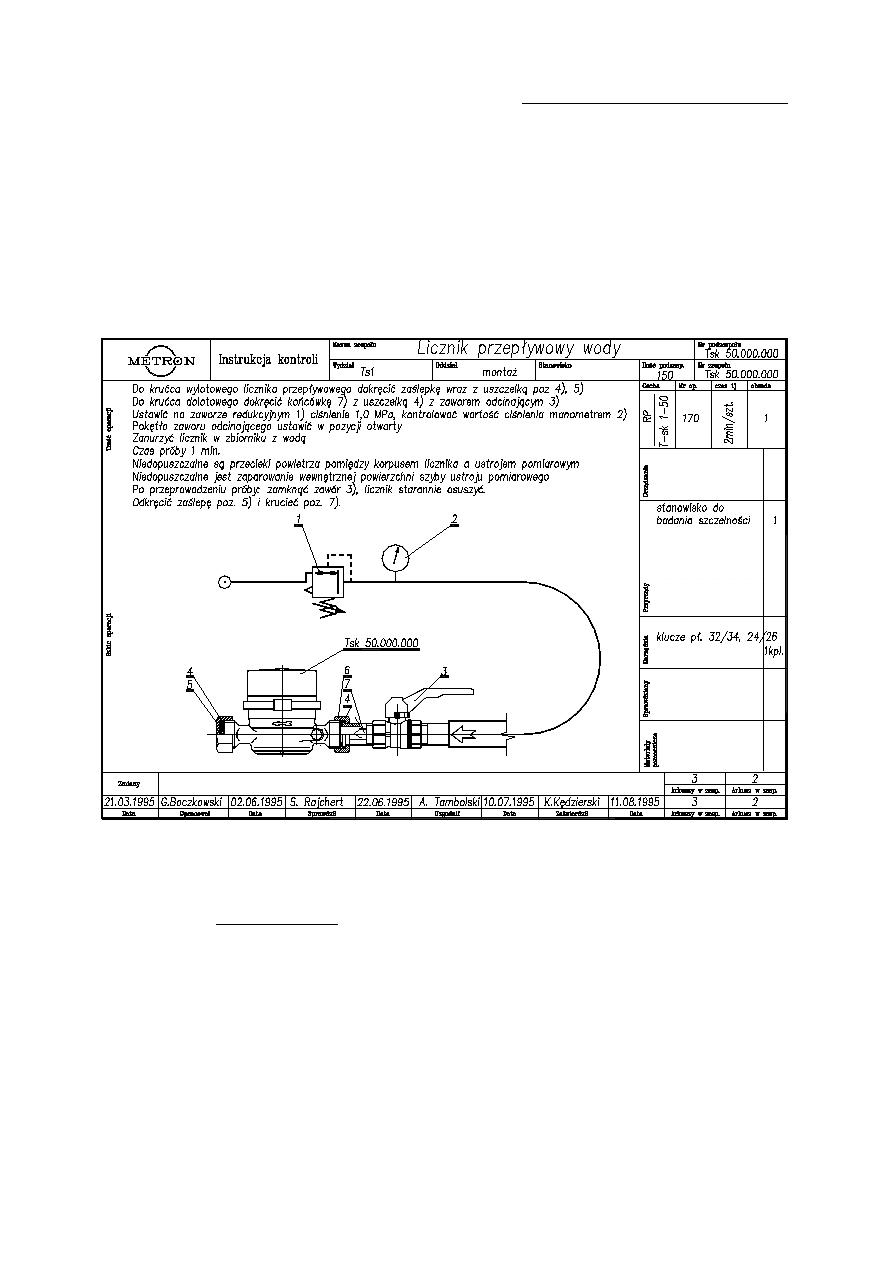
Rys. 4 Karta instrukcyjna kontroli funkcjonalnej
W górnej części pola bocznego znajdują się informacje związane z organizacją
montażu np. numer operacji, czasy wykonania jednostkowe, miejsce wykonywania
operacji – stanowisko, wydział itp. Najniżej położone pole to miejsce do
umieszczenia informacji o zespole przygotowującym dokument technologiczny oraz
rejestrującym każdą kolejną zmianę w procesie. Przykład wypełnionej karty
instrukcyjnej przedstawiony został na rys. 3. Podobnie wykonuje się karty kontroli
technicznej. Na rysunku 4 przedstawiona została karta dla przeprowadzanej próby
funkcjonalnej licznika przepływowego.

Wykonanie ćwiczenia
Ćwiczenie jest pracą zespołową - pierwsza część ćwiczenia (Ćw. 2_1) grupa
studentów otrzymuje rysunek konstrukcyjny wyrobu i wykonują schemat scalony
montażu, karty technologiczne montażu dla produkcji seryjnej. Wielkość produkcji
ustala prowadzący zajęcia. Druga część ćwiczenia (Ćw.2_2) wykonywana jest przez
studenta indywidualnie. W ramach sprawozdania wykonuje student kartę instrukcyjną
montażu dla wskazanej przez prowadzącego operacji, bez obliczeń czasów
jednostkowego i wykonania, z podaniem wielkości partii produkcyjnej, doborem
urządzeń i narzędzi.
Założenia do opracowania procesu technologicznego montażu reduktora
Wyrobami montowanymi w trakcie zajęć są reduktory. Podział procesu
technologicznego na operacje jest dokonany przy założeniu wielkości produkcji ok.
2000 szt. reduktorów rocznie, co odpowiada wielkości produkcji seryjnej. Montaż
końcowy wykonywany jest na Wydziale Montażu wyposażonej w linię technologiczną
zbudowaną w oparciu o transportery międzystanowiskowe, rolkowe bez napędu.
Montowane wyroby przemieszczane są pomiędzy stanowiskami ręczenie. Pierwsze i
ostatnie stanowisko wyposażone jest ponadto w żurawiki ścienne o udźwigu ok.
500KG, przy pomocy których monter zdejmuje z palety (Europalety) wyroby do
montażu.
Poprzednia obróbka prowadzona była na wydziale obróbki skrawaniem. Gdzie
wykonywana była obróbka powierzchni cylindrycznych pod łożyska wałów i
przylegających czół. Na czas wykonywania tych powierzchni dolna część korpusu i
pokrywa są ze sobą zespolone – skręcone są śrubami i kołkowane dwoma kołkami
stożkowymi. Po obróbce skręcone ze sobą jeszcze elementy są myte w
wysokociśnieniowej myjce wodnej, a następnie suszone ciepłym powietrzem. Po
zakończeniu czynności zakładane są na palety transportowe i na wózkach
widłowych, które stanowią transport międzywydziałowy dostarczane do hali
Montowni.
Początek procesu montażu rozpoczyna się od zdemontowania skręconych w czasie
obróbki skrawaniem połówek obudowy reduktora. Monter ma za zadanie nie tylko
przygotować do montażu elementy, ale w pierwszej kolejności zdemontować
pokrywę z korpusu reduktora i następnie osuszyć i skompletować części złączne

(śruby, podkładki, nakrętki, kołki stożkowe itp.) Na końcu linii transportowej monter
zdejmuje gotowe wyroby na wózek transportowy i odwozi do stanowiska kontroli
funkcjonalnej (hamowni).
Literatura:
1. Puff T., Sołtys W.: Podstawy technologii montażu maszyn i urządzeń ,WNT, Warszawa 1980.
2. Kowalski T. i in.: Technologia i automatyzacja montażu maszyn, WPW , Warszawa 2000.
3. Praca zbiorowa pod red. M. Marciniaka: Elementy automatyzacji we współczesnych procesach
wytwórczych, WPW, Warszawa 2007.
Wyszukiwarka
Podobne podstrony:
instr wykonawcza cw2
Instr Cw2 2016CS odblokowany
Farmakologia cw2 s
INSTR KLASYF DLUZNE
instr 2011 pdf, Roztw Spektrofoto
cw2
instr 12
cw2 3
cw2 7
instr'1ang
APT LAB instr 5
INSTR KADLUB1
cw2 tip 2012 13
Instr R 208 Sudety(1)
2012 cw2 katy Mid 27683
więcej podobnych podstron