
PODSTAWY ROBOTYKI
JW 9
Metodyka wprowadzania robotów do przemysłu

SPIS TREŚCI
1. Wprowadzenie _________________________________________________________
_ 3
2.
Aspekty organizacyjno - techniczne przedsięwzięcia robotyzacyjnego
4
2. 1. Techniczno-organizacyjna metodyka przedsięwzięcia robotyzacyjnego
4
2. 2. Podatność procesu produkcyjnego na robotyzację _____________________________
7
2. 2. 1. Podatność
gospodarcza_________
_________________________________________________7
2. 2. 2. Wymagania organizacyjno-techniczne produkcji
8
2. 2. 3. Robotyzacja na różnych etapach rozwoju techniki produkcyjnej
9
2. 2. 3. 1. Produkcja jednostkowa i małoseryjna
9
2. 2. 3. 2. Produkcja seryjna
11
2. 2. 3. 3. Komputerowe systemy wytwarzania
17
2. 2. 4. Podatność organizacyjno-techniczna
18
2. 3. Techniczno-organizacyjne przygotowanie robotyzacji
21
2. 3. 1. System roboczy
23
2. 3. 2. System transportowy i urządzenia zasobnikowe
24
2. 3. 3. Wybór maszyny manipulacyjnej
25
2. 3. 4. Plan organizacyjny robotyzowanego procesu _____________________________
27
2. 3. 5. Bezpieczeństwo pracy z maszynami manipulacyjnymi 30
3. Aspekty ekonomiczne przedsięwzięcia robotyzacyjnego
32
3. 1. Katalog składników oceny efektywności ekonomicznej
33
3. 2. Składniki kosztów produkcji 33
3. 2. 1. Produkcja konwencjonalna33
3. 2. 2. Produkcja zrobotyzowana 34
3. 3. Składniki efektu ekonomicznego produkcji zrobotyzowanej
36
3. 4. Kryteria oceny efektywności ekonomicznej
36
3. 5. Wskaźniki oceny efektywności ekonomicznej
________________________________ 37
3. 5. 1. Oszczędność pracy żywej
______________________________________________ 37
3. 5. 2. Oszczędność kosztu wytwarzania
38
3. 5. 3. Efektywność nakładów inwestycyjnych
38


1. Wprowadzenie
Dzisiejsze czasy nastawione są na wysoki rozwój i wydajność oraz dodatni wynik
ekonomiczny. Tym samym kładzie się duży nacisk na usprawnienie procesów
produkcyjnych. Naprzeciw tym potrzebom wychodzi automatyka i robotyka. Jednakże
samo zagadnienie i celowość wprowadzania zaproponowanych rozwiązań jest dość
skomplikowana pod względem analizy techniczno-ekonomicznej.
Początki rozwoju techniki robotyzacyjnej często spotykały się z przypadkami
nieudanych wdrożeń maszyn manipulacyjnych. Był to efekt braku doświadczania
zarówno ze strony producentów, jak i przede wszystkim użytkowników. Nie wystarczy
bowiem rozwiązać pomyślnie problemów techniczno–organizacyjnych wprowadzenia
maszyny manipulacyjnej do procesu produkcyjnego, ale również przedstawić dowody
dodatnich efektów ekonomicznych. Z kolei pozytywny rezultat analizy ekonomicznej nie
jest równoznaczny z techniczno-organizacyjną możliwością robotyzacji, nie mówiąc już o
warunkach akceptacji nowej techniki przez załogi przedsiębiorstw. Stan taki wynika z
kilku przyczyn. Pierwszą i najbardziej istotną jest pojmowanie samego słowa “robot”
przez społeczeństwo. Mimo sporej już liczby wdrożeń w przemyśle nadal często,
zwłaszcza w przypadkach pierwszych wdrożeń, mylnie zakłada się, że maszyna
manipulacyjna po dostawieniu do istniejącego stanowiska przejmie całość zadań
wykonywanych przez człowieka. W praktyce bowiem niezbędne są działania
przygotowawcze robotyzacji. Obejmują one właściwie wszystkie systemy procesu
wytwarzania, szczególnie system roboczy, transportowy oraz kontroli i nadzoru przebiegu
procesu. Działania racjonalizacji przedrobotyzacyjnej wiążą się oczywiście z
koniecznością poniesienia nakładów finansowych. Zawierają się one w zakresie od części
kosztu maszyny manipulacyjnej, aż po kilkakrotną jej wartość, w odniesieniu do
pojedynczego stanowiska produkcyjnego. Działania przygotowawcze są tym większe, im
mniej zracjonalizowany (zmechanizowany, zautomatyzowany) jest sam proces
produkcyjny. Faza realizacyjna i eksploatacyjna również wymaga pewnych dodatkowych
działań np. zmiana stanu zatrudnienia i poziomu wykształcenia tej części załogi, która ma
obsługiwać robotyzowany proces oraz działania zapewniające bezpieczeństwo pracy

maszynami manipulacyjnymi. Sam proces automatyzacji polega przede wszystkim na
zastępowaniu pracy “żywej" — fizycznej człowieka i nie jest zasadniczo niezbędny do
optymalizacji procesu produkcyjnego w rozumieniu np. istotnych zmian jakości
produktu, oszczędności energii i materiałów, wyraźnego zwiększenia produkcji czy
wprowadzenia nowych metod wytwarzania. Niektóre z wymienionych działań mogą być
wręcz sprzeczne z koncepcją robotyzacji, jak np. oszczędność energii lub łatwiej
osiągalne przez inne działania modernizacyjne: technologiczne, organizacyjne i tech-
niczne, wykorzystujące nadal pracę człowieka.
Ograniczenie czynnika ludzkiego w pracy produkcyjnej umożliwiają nie tylko maszyny
manipulacyjne, ale także konwencjonalnie zautomatyzowane maszyny i urządzenia
technologiczne oraz specjalne urządzenia transportowo-robocze o stałym programie
pracy, jak np. linio obróbkowe złożone z obrabiarek zespołowych czy linie montażowe
karoserii samochodowych. Kryterium wyboru jest zmienność programu produkcyjnego, a
więc “sztywność" i “elastyczność" sposobu produkowania, związana z wielkością i
seryjnością produkcji.
Wprowadzanie i upowszechnianie nowych technik i technologii w istotny sposób
wpływa na ekonomiczne i socjalne aspekty działalności człowieka. Obok zjawisk
pozytywnych ujawniają się również efekty negatywne, zmniejszające na ogół korzyści
płynące z wprowadzenia nowości. Niestety wraz ze wzrostem nakładów na nową
technologię maleją możliwości jej wycofania w przypadku niekorzystnego rozwoju
wydarzeń, a skompensowanie negatywnych wpływów wymaga dalszych nakładów. Nie
zawsze jednak możliwe jest zniwelowanie strat, szczególnie gdy problemy mają
znaczenie socjalne. Dlatego wszystkie duże projekty produkcyjno-technologiczne
wymagają dokładnej analizy systemowej możliwych następstw już w fazie wstępnego
planowania.
2. Aspekty organizacyjno - techniczne przedsięwzięcia robotyzacyjnego
Decyzja o wprowadzeniu robotów do danego segmentu przemysłu zawsze powinna
być poprzedzona dogłębna analizą możliwości jej realizacji. Znaczącymi aspektami
decydującymi o powodzeniu danego przedsięwzięcia są zagadnienia organizacyjno –
techniczne.

2. 1. Techniczno-organizacyjna metodyka przedsięwzięcia robotyzacyjnego
Przedsięwzięcie robotyzacyjne można podzielić na trzy fazy: decyzyjną,
inwestycyjną i eksploatacyjną.
Faza decyzyjna obejmuje:
1) analizę konwencjonalnie prowadzonego lub nowo projektowanego procesu
produkcyjnego pod kątem podatności robotyzacyjnej, w tym: gospodarczej,
organizacyjno-technicznej, manipulacyjnej obiektów i urządzeń technologicznych, oraz
obciążeń człowieka w produkcji konwencjonalnej;
2) studium projektowe oparte na wykonanej analizie, obejmujące określenie sposobu
współdziałania systemu roboczego produkcji z systemem transportowym półproduktów,
materiałów i narzędzi, systemem kontroli i nadzoru, odprowadzania odpadów i zasilania
w energię, z uwzględnieniem możliwości robotyzacji systemu manipulacyjnego; winno
ono uwzględniać kolejno analizowane:
a) rozwiązania organizacyjne, w tym:
— określenie sposobu realizacji programu produkcyjnego,
— wybór schematu organizacyjnego,
b) rozwiązania techniczne, w tym:
— określenie wymagań manipulacyjnych (wybór maszyn manipulacyjnych),
— określenie wymagań na obiekt manipulacji (produkt oraz półprodukt w jego
kolejnych fazach produkcyjnych),
— określenie wymagań technicznych na maszyny i urządzenia (technologiczne)
systemu roboczego procesu,
— określenie wymagań technicznych na urządzenia pozostałych systemów procesu,
szczególnie urządzenia transportowo-magazynujące oraz kontrolno-nadzorujące,
— określenie sposobu i zakresu sterowania centralnego i cząstkowego (stanowisk
względnie poszczególnych grup maszyn i urządzeń),
— określenie sposobu zabezpieczenia obsługi stanowisk zrobotyzowanych i załogi
produkcyjnej przed zagrożeniami powodowanymi przez maszyny manipulacyjne;
3) decyzje o realizacji przedsięwzięcia robotyzacyjnego.
Faza inwestycyjna obejmuje:

1) projekt techniczno-organizaeyjny:
a) założenia organizacyjne robotyzowanego procesu, w tym wydzielenie operacji,
stanowisk lub ciągów produkcyjnych prowadzonych w sposób konwencjonalny i
zrobotyzowany,
b) projekt zmian konstrukcyjnych i technologicznych produktu pod kątem
wytwarzania go w procesie robotyzowanym,
c) plan przestrzenny poszczególnych robotyzowanyeh stanowisk i ciągów
produkcyjnych, ze szczególnym uwzględnieniem miejsca ustawienia maszyn
manipulacyjnych względem maszyn i urządzeń produkcyjnych i pomocniczych,
d) projekty zmian konstrukcyjnych i sterowniczych maszyn i urządzeń procesu w celu
przystosowania ich do współpracy z maszynami manipulacyjnymi.
e) projekty specjalnych urządzeń robotyzowanego procesu, w tym chwytaków,
narzędzi, interfejsu sterującego, urządzeń i układów sensorycznych,
f) projekt centralnego systemu sterowania procesem oraz układów sterowania grupami
stanowisk, maszyn i urządzeń procesu lub założenia wykorzystania do tego celu
układów sterowania maszyn manipulacyjnych,
g) projekt urządzeń i systemów zabezpieczających obsługę stanowisk
zrobotyzowanych i załogę produkcyjną przed zagrożeniami ze strony
zrobotyzowanych stanowisk,
h) projekty układów i sieci zasilających w energię i media pomocnicze (np. w wodę
chłodzącą) maszyny manipulacyjne i urządzenia pomocnicze;
2) przygotowania techniczne i kadrowe przedsięwzięcia składające się z:
a) zamówienia maszyn manipulacyjnych, handlowych maszyn i urządzeń
pomocniczych, układów sterujących, pomiarowych, zasilających, narzędzi itd.,
b) zlecenia wykonania specjalnych urządzeń, układów, zespołów, chwytaków,
narzędzi itp.,
c) oprzyrządowania maszyn i urządzeń technologicznych procesu w układy napędowe,
pomiarowe i sterujące w celu przystosowania ich do współpracy z maszynami
manipulacyjnymi i urządzeniami pomocniczymi,
d) kompletacji maszyn manipulacyjnych oraz handlowych i specjalnych maszyn i
urządzeń pomocniczych (próby, odbiory),

e) wytypowania i szkolenia personelu operatorskiego ze szczególnym uwzględnieniem
programowania, bieżącej obsługi i nadzoru maszyn manipulacyjnych,
f) przeszkolenia personelu naprawczego w zakresie budowy, przeglądów i napraw
maszyn manipulacyjnych i urządzeń pomocniczych,
g) przeszkolenia i przesunięcia zbędnej w robotyzowanym procesie części załogi
produkcyjnej na inne miejsca pracy,
h) przeszkolenia załogi produkcyjnej procesu lub załogi stykającej się z procesem w
zakresie bezpieczeństwa pracy z maszynami manipulacyjnymi,
3) realizację techniczną przedsięwzięcia obejmującą:
a) wykonanie fundamentów pod maszyny manipulacyjne, urządzenia pomocnicze oraz
w przypadku ewentualnej zmiany miejsca ustawienia pod maszyny i urządzenia
technologiczne w robotyzowanych stanowiskach i ciągach produkcyjnych,
b) zabudowę i montaż maszyn manipulacyjnych, urządzeń pomocniczych, układów
sterowania, sieci zasilających i pomiarowo-sterujących itp. w robotyzowanych
stanowiskach i ciągach produkcyjnych,
c) rozruch, próby i odbiory poszczególnych zrobotyzowanych stanowisk i ciągów
produkcyjnych;
4) odbiór inwestycji — podjęcie decyzji o uruchomieniu eksploatacji produkcyjnej.
Faza eksploatacyjna obejmuje:
1) przygotowanie przezbrojenia jednostek kinematycznych maszyn manipulacyjnych,
technologicznych i urządzeń pomocniczych oraz zaprogramowanie maszyn
manipulacyjnych, centralnego systemu sterowania procesem i układów sterowania
grupami stanowisk, maszyn i urządzeń dla każdego kolejno uruchamianego programu
produkcyjnego;
2) rejestrację nastaw oraz uzupełnianie biblioteki programów po każdorazowo
uruchomionym nowym programie produkcyjnym w celu skracania czasu przezbrajania
przy przyszłych zmianach programu produkcyjnego;
3) analizowanie parametrów jakościowych produktów i parametrów ekonomicznych
procesu dla ewentualnego wprowadzenia korekt nastaw i programów sterowania maszyn
manipulacyjnych, technologicznych i urządzeń pomocniczych;

4) wykonywanie nakazanych przez producenta bieżących czynności obsługowych maszyn
manipulacyjnych i urządzeń pomocniczych, prowadzenie rejestracji przeglądów,
uszkodzeń, napraw i remontów.
Szczególnie istotny wpływ na wielkość efektów przedsięwzięcia robotyzacyjnego
mają działania w fazie decyzyjnej.
Do działań uważanych za podstawowe dla powodzenia robotyzacji zalicza się :
— analizy podatności procesu na robotyzację;
— studium projektowe adaptacji urządzeń i maszyn technologicznych dla pracy w
układzie zrobotyzowanym oraz dodatkowych urządzeń, oprzyrządowania procesu oraz
wyboru koncepcji i techniki sterowania zrobotyzowanym stanowiskiem lub ciągiem
produkcyjnym
— studium projektowe organizacji robotyzowanego procesu ze szczególnym
uwzględnieniem problematyki wyboru maszyny manipulacyjnej, przestrzennego
ukształtowania (planu) robotyzowanego stanowiska lub ciągu produkcyjnego oraz
zabezpieczenie obsługi procesu i załogi produkcyjnej przed zagrożeniami ze strony
maszyn manipulacyjnych.
2. 2. Podatność procesu produkcyjnego na robotyzację
2. 2. 1. Podatność gospodarcza
Podatność gospodarcza danego procesu produkcyjnego na robotyzację jest tym
większa, im większy jest potencjał gospodarczy gałęzi przemysłu, z którym proces ten
jest związany, a tym samym większe są możliwości finansowania przedsięwzięć
robotyzacyjnych i im mniejsza jest efektywność ekonomiczna produkcji wytworzonej
przez jednego zatrudnionego, tzn. im większe mogą być potencjalne korzyści wynikające
z przesunięcia zatrudnionych w tymże procesie (przedsiębiorstwie, wydziale produkcyj-
nym) do innych procesów (przedsiębiorstw, wydziałów produkcyjnych)
charakteryzujących się większą efektywnością wytwarzania.
Uwzględniając potencjalne możliwości finansowania przedsięwzięć ro-
botyzacyjnych i korzyści mogące stąd wyniknąć, godnymi penetracji pod kątem
poszukiwania zastosowań maszyn manipulacyjnych winny być w kraju procesy
produkcyjne związane z przemysłami:
1) węglowym, włókienniczym, drzewnym, odzieżowym, materiałów budowlanych,
skórzanym, wyrobów metalowych powszechnego użytku, wyrobów metalowych dla
przemysłu, maszyn i urządzeń energetycznych, wyrobów elektrotechnicznych,
2) odlewniczym, elektronicznym, szklarskim, obrabiarkowym, okrętowym i
energetycznym.
Należy pamiętać, że decyzji o rozpoczynaniu robotyzacji procesów produkcyjnych
w danej gałęzi przemysłu nie można opierać wyłącznie na podstawie obserwowanych
postępów robotyzacji tej gałęzi w innym systemie gospodarczym. Postępowanie takie
może być obarczone poważnym błędem, wynikającym z nieuwzględnienia różnic sytuacji
gospodarczej branego pod uwagę przemysłu w obydwu porównywanych systemach. Tezę
tę wspierają także analizy procentowego nasycenia maszynami manipulacyjnymi tych
samych procesów produkcyjnych w różnych krajach o zaawansowanej technice
robotyzacyjnej. Różnice te wynikają przede wszystkim ze zróżnicowanej gospodarczej
podatności na robotyzację przemysłów, z którymi w danym kraju związane są
wymieniono procesy produkcyjne.
2. 2. 2. Wymagania organizacyjno-techniczne produkcji
Proces produkcyjny jest uporządkowanym zgodnie z technologią wytwarzania
zbiorem operacji roboczych. W ich wyniku przy użyciu narządzi i energii materiały
produkcyjne ulegają przemianom pod względem kształtu i właściwości. Część z nich
zostaje usunięta jako odpad produkcyjny, pozostała staje się półproduktem o stopniowo
wzbogacanej formie i wreszcie końcowym produktem procesu.
W każdej z elementarnych czynności składających się na operację roboczą można
wyróżnić trzy fazy: spostrzeganie (działania sensualne), decydowanie (działanie
intelektualne) oraz lokomocję – manipulację – obróbkę (działania energetyczne).
Zaangażowanie maszyn oraz ludzi do czynności wykonywanych ręcznie w
procesie produkcyjnym jest obecnie bardzo zróżnicowane. Udział tych czynników zależy
zarówno od ogólnego stopnia racjonalizacji procesu, jak i rodzaju operacji roboczej w
konkretnym ciągu produkcyjnym. Dotychczas mechanizacji i automatyzacji uległy
czynności produkcyjne o zdecydowanej nierównowadze wymienionych trzech typów
działań. Możliwe były dwa przypadki:

1) gdy w operacji roboczej przeważały lub, co korzystniejsze, występowały wyłącznie
tylko działania o charakterze informacyjnym lub energetycznym; następstwem była np.
komputeryzacja sfery przygotowania produkcji, automatyzacja systemów regulacji i
sterowania sfery wytwarzania, mechanizacja systemu roboczego;
2) gdy z bloku czynności operacji roboczej udało się wydzielić te, które charakteryzują
się jednorodnością działania, a więc także łatwością automatyzacji, a pozostałe
zintegrować w samodzielną operację roboczą lub połączyć z innymi operacjami, nadal
wykonywanymi ręcznie.
Czynności produkcyjne charakteryzujące się równowagą spostrzegania,
decydowania oraz kształtowania złożonych ruchów lokomocyjno-manipulacyjnych, a
więc nie rozdzielnym spleceniem działań informacyjnych i energetycznych, pozostały
domeną pracy człowieka. Działania informacyjne mogą decydować często na równi z
działaniem energetycznym i czynnościami lokomocyjno-manipulacyjnymi o stopniu
trudności robotyzacji danej operacji roboczej.
Cechą charakterystyczną współczesnej produkcji przemysłowej jest występowanie
w zasadzie wszystkich etapów rozwoju techniki produkcyjnej, od jednostkowej,
rękodzielniczej, przez seryjną, aż do systemów komputerowego wytwarzania. Różnicuje
to odpowiednio zadania, jakie powinna przejąć maszyna manipulacyjna.
2. 2. 3. Robotyzacja na różnych etapach rozwoju techniki produkcyjnej
2. 2. 3. 1. Produkcja jednostkowa i małoseryjna
Na najniższym rozwojowo etapie produkcji, w produkcji jednostkowej i
małoseryjnej o typie rękodzielniczym (produkty jednostkowe, modele, serie prototypów,
specjalne narzędzia itp.), ciąg technologiczny czynności roboczych prowadzących do
wytworzenia wyrobu jest wykonywany przez jednego robotnika lub grupę
współpracujących ze sobą robotników w obrębie najczęściej jednego lub rzadziej kilku
stanowisk roboczych. Niezbędne do wykonywania wyrobu są czynności:
— lokomocyjno–transportowe — pobranie i przetransportowanie w obrębie stanowiska
roboczego materiałów, narzędzi, usunięcie odpadów produkcyjnych i
odtransportowanie gotowego wyrobu;
— manipulacyjne — przemieszczanie i pozycjonowanie obrabianego przedmiotu i

narzędzi w przestrzeni roboczej maszyn i urządzeń technologicznych;
— obróbkowe — osiągnięcie podstawowego celu procesu, tzn. przekształcenie formy
prostszej wyrobu w formę wzbogaconą;
— kontrolno–pomiarowe — sprawdzenie poprawności wykonania czynności
obróbkowych z reguły przez kontrolę założonych parametrów wyrobu w trakcie lub po
wykonaniu wymienionych czynności;
— nadzorcze — ogólna kontrola stanu oraz funkcjonowania narzędzi, urządzeń i maszyn
technologicznych, włączając czynności nastawiania, uzupełniania materiałów
eksploatacyjnych itp.
Każda z wymienionych grup czynności technologicznych wymaga jednoczesnego
zaangażowania działań o charakterze sensualnym, intelektualnym oraz energetycznym.
Niektóre z czynności technologicznych są wykonywane bezpośrednio, za pomocą
nieuzbrojonych rąk, zmysłów i intelektu robotnika, który spełnia rolę uniwersalnego
obserwatora, decydenta, źródła energii, środka ruchu i narzędzia (np. wyszukiwanie i
chwytanie właściwych elementów w kontenerze transportowym, większość czynności
przemieszczania, pozycjonowania i mocowania przedmiotów obróbki w przestrzeni
roboczej stanowiska i urządzeń technologicznych, czynności obróbkowe i montażowe);
inne czynności wykonywane są pośrednio, tzn. za pomocą uniwersalnych i specjalnych
narzędzi, ale ruchy robocze tych narzędzi lub przedmiotu obróbki napędzane są siłą
mięśni robotnika (np. kucie, spawanie, zgrzewanie, malowanie, skręcanie śrubami),
którego działanie ograniczone zostaje do roli uniwersalnego obserwatora, decydenta,
ź
ródła energii i środka ruchu; pozostałe czynności wykonywane są także pośrednio, ale
przy użyciu zmechanizowanych maszyn i urządzeń technologicznych, sterowanych
przemieszczeniami dźwigni, przycisków i przełączników (np. przeważająca część
procesów obróbki skrawaniem, odlewanie ciśnieniowe, wytłaczanie), co jeszcze bardziej
ogranicza działania człowieka, sprowadzając jego rolę głównie do uniwersalnego
obserwatora, decydenta i środka ruchu;
Użytkowe działania energetyczne człowieka, związane z wykonywaniem
czynności technologicznych w tym typie produkcji mają charakter zarówno
lokomocyjno–transportowy (ruchy globalne), jak i manipulacyjno–wysięgnikowy (ruchy
regionalne i lokalne) o silnie zróżnicowanej wartości energii mechanicznej niezbędnej do

ich realizacji.
Powyższa analiza wskazuje, iż maszyna, która byłaby zdolna do przejęcia działań
człowieka w produkcji jednostkowej i małoseryjnej typu rękodzielniczego, a więc w
przypadku ekstremalnym zadań “uniwersalnego obserwatora, decydenta, źródła energii,
ś
rodka ruchu i narzędzia", musiałyby być maszyną o charakterze antropomorficznym. Jest
to podstawowe ograniczenie i przeszkoda w pełnej robotyzacji tego typu produkcji.
Nie wyklucza to jednak celowości wprowadzenia do produkcji jednostkowej i
małoseryjnej ręcznie sterowanych maszyn manipulacyjnych, serwo- i teleoperatorów.
Maszyny te mają zapewnioną, przez włączenie człowieka w ich sterowanie, autonomię
działań sensualnych i intelektualnych, a zadaniem ich byłoby wspomaganie działań
energetyczno--ruchowych człowieka lub odsuniecie go od strefy zagrożenia zdrowia lub
ż
ycia.
2. 2. 3. 2. Produkcja seryjna
W produkcji seryjnej poszczególne operacje obróbkowe procesu produkcyjnego
są wykonywane na wyspecjalizowanych stanowiskach ułożonych w ciąg technologiczny
systemu roboczego. Przepływy materiałów i narzędzi w ciągu stanowisk systemu
roboczego zapewnia wydzielony system transportowy produkcji. Do podstawowych
zadań tego systemu należy:
— dostarczenie niezbędnych do wytwarzania na danym stanowisku materiałów
produkcyjnych, eksploatacyjnych i narzędzi;
— przemieszczanie, zgodnie z technologią wytwarzania, półproduktów między
poszczególnymi stanowiskami produkcyjnymi;
— odprowadzenie powstających w procesie wytwarzania odpadów produkcyjnych,
eksploatacyjnych oraz zużytych narzędzi.
Oba systemy, tzn. roboczy i transportowy, sprzęga w jednolity system wytwarzania
system manipulacyjny. Inne czynności produkcyjne, jak np. kontrolno-pomiarowe czy
nadzorczo-eksploatacyjne, w zależności od stopnia organizacji systemu wytwarzania,
przejęły systemy równie wyspecjalizowane jak wymienione, bądź zostały pozostawione
do realizacji na poszczególnych stanowiskach obróbkowych. W pierwszym przypadku
część z tych zadań, najczęściej kontrolno-pomiarowe, wykonywana jest na stanowiskach
włączonych w ciąg technologiczny systemu roboczego, zorganizowanych całkowicie
analogicznie jak stanowiska obróbkowe.
W konwencjonalnym systemie seryjnego wytwarzania zadania systemu
manipulacyjnego wypełnia człowiek. Dzięki wprowadzeniu oddzielnego systemu
transportowego i przejęciu przez niego czynności transportowo-lokomocyjnych,
realizacja tych zadań jest umiejscowiona w przestrzeni roboczej stanowiska
produkcyjnego i wymaga od człowieka lub maszyny mającej robotyzować jego
działalność wypełnienia funkcji w zasadzie wyłącznie wysięgnikowo-manipulacyjnych
(ruchy regionalne i lokalne). Ograniczone funkcje lokomocyjne niezbędne są tylko w
działaniach pomocniczych, np. obsługi kilku przestrzennie odległych urządzeń
produkcyjnych lub jako ruch synchronizacyjny w stosunku do przemieszczającego się w
obrębie stanowiska produktu.
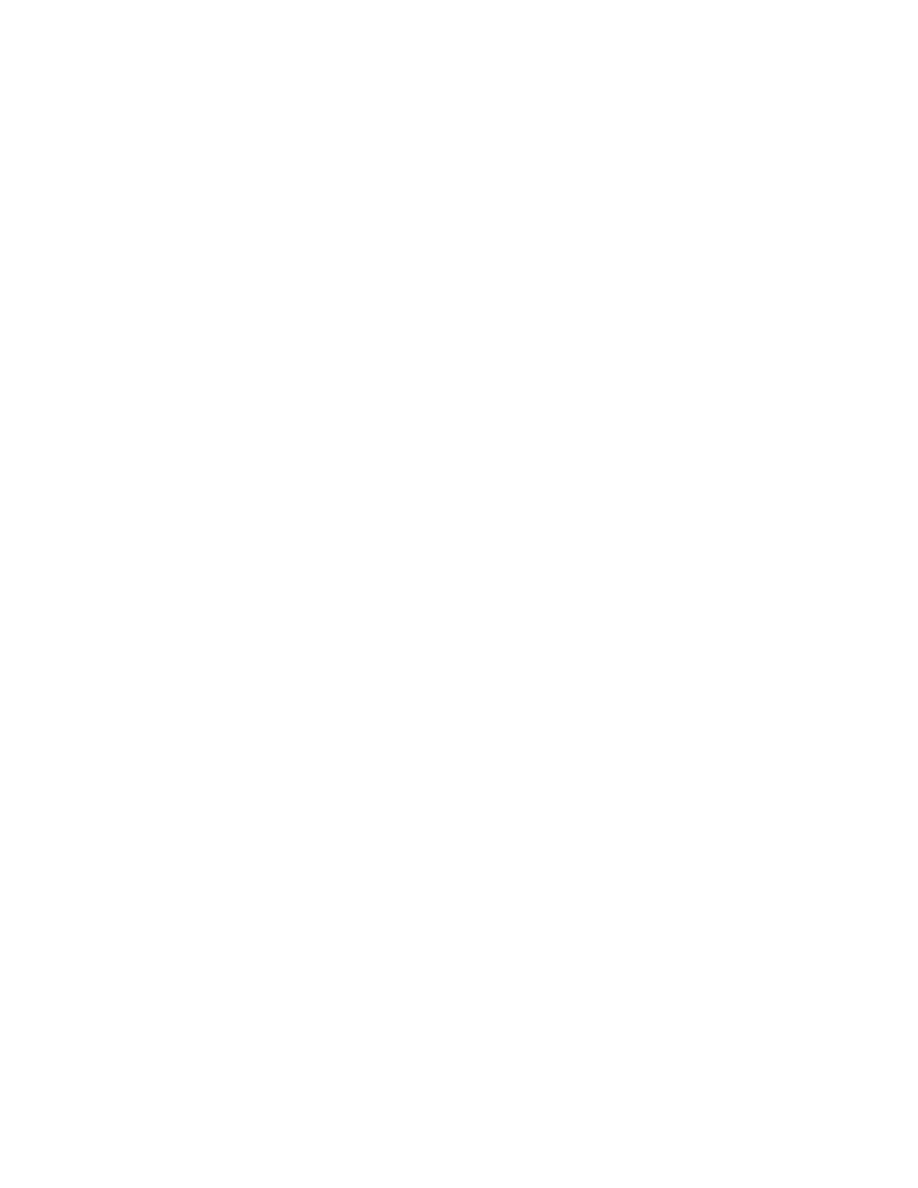
Zadania systemu manipulacyjnego w produkcji seryjnej mogą mieć trojaki
charakter (rys. 2.1): transportowy (rys. 2.1a), obsługowy (załadowczo-wyładowczy, rys.
2.1b), technologiczny (obróbkowy, rys. 2.1c). W pierwszym przypadku zadania systemu

są identyczne jak pewne wybrane funkcje systemu transportowego, np. sprzęganie
różnych ciągów systemu transportowego lub systemu transportowego z innymi systemami
produkcji, także z właściwym dla danego stanowiska produkcyjnego systemem
manipulacyjnym.
Zadanie systemu manipulacyjnego ma charakter technologiczny, jeśli podstawowe
operacje obróbkowe w konwencjonalnym systemie seryjnego wytwarzania są
wykonywane na danym stanowisku ręcznie. W przypadku robotyzacji stanowiska,
maszyna manipulacyjna przejmuje zadania systemu roboczego. Zadania te mogą być
wykonywane przez maszyny manipulacyjną w dwojaki sposób:
— jako operacja przedmiotem obróbki względem rozmieszczonych w przestrzeni
roboczej stanowiska narzędzi lub urządzeń technologicznych;
— jako operacja narzędziem względem zamocowanego lub przemieszczanego w
kontrolowany sposób w przestrzeni roboczej stanowiska przedmiotu obróbki.
W obydwu przypadkach, tzn. manipulacji przedmiotem lub narzędziem, maszyna może
wykonywać zarówno główne, jak i pomocnicze ruchy robocze, co oczywiście narzuca
określone wymagania energetyczno-wytrzymałościowe na jednostkę kinematyczną, bądź
też ograniczać się do wykonywania tylko ruchów pomocniczych, podczas gdy ruchy
główne będą wykonywane przez urządzenia technologiczne stanowiska.
W stosunku do zadań typu transportowego i technologicznego, zadanie obsługowe
ma charakter wtórny. W zadaniu tym występują w odpowiednich proporcjach zarówno
pierwiastki transportowe, jak i technologiczne. Typowe zadanie obsługowe maszyn i
urządzeń składających się na stanowisko produkcyjne obejmuje właściwie dwie grupy
czynności produkcyjnych:
— załadowczo–wyładowcze (o charakterze transportowym), sprzęgające system
transportowy produkcji z systemem roboczym.
— nadzorczo–synchronizacyjne (o charakterze technologicznym) pracy maszyn i
urządzeń systemu roboczego (np. uruchamianie czynności mocujących, obróbkowych,
kontrolnych), sterowania stanem pracy maszyn i urządzeń technologicznych linii lub
gniazda produkcyjnego oraz stanem pracy urządzeń systemu transportowego.
W produkcji seryjnej, na jej współczesnym etapie zorganizowania i

oprzyrządowania, zadania manipulacyjne nie są w rzeczywistości wyłącznie zadaniami
podstawowymi, tzn. transportowymi lub technologicznymi. Są to w większości
przypadków zadania o charakterze obsługowym, których punkt ciężkości zależnie od
technologii wytwarzania i konkretnej operacji roboczej na danym stanowisku
produkcyjnym może przesuwać się od zadania transportowego, a więc zbliżonego lub
uzupełniającego działanie systemu transportowego, do zadania technologicznego, a więc
identycznego z czynnościami realizowanymi przez maszyny i urządzenia technologiczne
systemu roboczego.
Zawartość działań energetycznych i informacyjnych określa możliwości
maszynowej realizacji zadania manipulacyjnego. Istotnym elementem tej charakterystyki,
określającym podstawowe właściwości układu ruchu, sterowania i zasilania maszyny
manipulacyjnej, jest klasa i parametry energetyczne występujących w zadaniu
manipulacyjnym przemieszczeń obiektów.
Podział przemieszczeń na klasy, traktując zadanie manipulacyjne jako ciąg
elementarnych, jednostkowych przemieszczeń manipulowanych obiektów, umożliwia
podobieństwo ruchów w obrębie pewnych grup czynności współczesnej produkcji
seryjnej. Podobieństwa te narzucają dwa czynniki:
•
funkcje i ograniczenia fizjologiczne człowieka;
•
technologia i technika wytwarzania, obejmujące zarówno narzędzia, urządzenia i
maszyny technologiczne, jak też geometryczne ukształtowanie i funkcjonalne
powiązanie wszystkich elementów tworzących środowisko produkcyjne,
ukształtowane pod bezpośrednim wpływem wspomnianych funkcji i ograniczeń
fizjologicznych człowieka.
Jednocześnie ruchy należące do tej samej klasy, a więc o podobnym lub nawet
identycznym charakterze kinematycznym, ale związane z wykonywaniem różnych
czynności technologicznych, mogą się różnić pod wzglądem wartości energii
mechanicznej niezbędnej do ich realizacji oraz działań informacyjnych towarzyszących
danemu ruchowi.
Wyróżnikami informacyjnymi elementarnych przemieszczeń w zadaniu manipulacyjnym
są:
— położenie przemieszczanych obiektów w stacji załadowczej (pobranie - początek

ruchu) i wyładowczej (oddanie — koniec ruchu),
— tor ruchu przemieszczanego obiektu.
Niezdeterminowane położenie wielu takich samych lub różnych obiektów w stacji
początkowej i końcowej ruchu jest przypadkiem spotykanym najczęściej w zadaniu
obsługowym o stosunkowo słabo zracjonalizowanej produkcji mało- i średnioseryjnej.
Jest to przypadek, w którym system transportowy przekazuje obiekty (przedmioty
obróbki) systemowi manipulacyjnemu stanowiska roboczego w sposób
nieuporządkowany, przeważnie w skrzynce — zasobniku, przez transporter taśmowy lub
bezpośrednio na stół magazynowy stanowiska. Przy pobieraniu obiektu układ
sensoryczny maszyny manipulacyjnej musi wykazywać umiejętności wizyjnego lub
taktylnego rozpoznania zbioru obiektów, zidentyfikowania, wyboru oraz określenia
współrzędnych położenia potrzebnego obiektu, a jednostka kinematyczna — uchwycenia
wybranego obiektu w określonym technologią miejscu i z zadaną dokładnością.
Wymagania takie są oczywiście niepotrzebne przy odkładaniu obiektu.
W przypadku zdeterminowanego położenia obiektów manipulacji system
transportowy produkcji musi być wyposażony w podajniki kontenerowe lub paletowe, w
których każdy z obiektów jest umiejscowiony z określoną tolerancją w znanym,
względem bazy podajnika, położeniu. W tym przypadku maszynie manipulacyjnej
stawiane są mniejsze wymagania; tylko pamiętanie wzoru zapełnienia podajnika oraz
umiejętność zgodnego z tym wzorem pobierania (odkładania) obiektów.
Szczególnym przypadkiem omówionej sytuacji jest przemieszczanie tylko
jednego obiektu o ściśle określonym położeniu wyjściowym. Przypadek taki ma miejsce,
gdy:
1) maszyna manipulacyjna realizuje tylko zadanie technologiczny i obiekt (narzędzie) jest
związany z maszyną oraz gdy system transportowy dostarcza obiekt (przedmiot obróbki)
w sposób zdeterminowany do przestrzeni roboczej maszyny manipulacyjnej,
2) maszyna manipulacyjna realizuje zadaniu transportowe (rys. 2.1a) albo obsługowe, a
specjalne urządzenie podająco–pozycjonujące bądź współpracujące z systemem
transportowym, bądź wyposażone w magazyn obiektów, zapewnia podanie pojedynczego
obiektu w określonym położeniu lub obiekty są pobierane z urządzeń mocujących maszyn
obróbkowych po zakończonej przez nie operacji roboczej bez pośrednictwa systemu

transportowego.
Drugi z wymienionych przypadków występuje zwykle w zracjonalizowanych procesach
produkcji wielkoseryjnej oraz masowej i w stosunkowo najmniejszym stopniu obciąża
maszynę manipulacyjną.
Przemieszczenia o niezdeterminowanym i nieograniczonym wewnątrz całej
przestrzeni roboczej systemu manipulacyjnego torze ruchu są w praktyce przypadkiem
bardzo rzadkim. Mogą mieć miejsce tylko wtedy, gdy przestrzeń robocza maszyny nie
koliduje z innymi urządzeniami stanowiska i dotyczy np. ruchów jałowych.
Typowym dla znacznej części zadań transportowych i obsługowych jest
przypadek przemieszczania po torze zdeterminowanym przez podanie wybranych
punktów podporowych, przez które z pewną dokładnością musi przejść manipulowany
obiekt. Pozostałe odcinki toru nie są zdeterminowane. Takie częściowe zdeterminowanie
jest charakterystyczne dla przemieszczeń, gdy;
— przestrzeń robocza maszyny manipulacyjnej koliduje z urządzeniami stanowiska
produkcyjnego;
— transportowany obiekt musi w określony sposób wniknąć (lub być. usuniętym) w
ograniczoną i przenikającą się z przestrzenią roboczą maszyny manipulacyjnej,
przestrzeń roboczą maszyny obróbkowej (typowe zadanie obsługowe maszyn
technologicznych — rys. 2.1b);
— operacje technologiczne są wykonywane w określonych punktach przestrzeni roboczej
maszyny manipulacyjnej i nie jest istotny tor ruchu narzędzia między tymi punktami
(typowe zadanie technologiczne maszyn manipulacyjnych — np. zgrzewanie
punktowe, nitowanie — rys. 2.1c).
Ten rodzaj przemieszczeń wymaga co najmniej, aby układ sterowania maszyny manipulacyjnej pamiętał
położenie kolejnych punktów podporowych oraz wygenerował sygnały sterujące jednostką kinematyczną
tak, aby manipulowany obiekt znalazł się oraz przebywał w ich pobliżu z określoną dokładnością przez
określony czas, a układ pomiarowy położeń potwierdzał osiągnięcie kolejnego celu.
Pewna część zadań technologicznych przejmowanych przez maszyny
manipulacyjne wymaga jednak przemieszczeń toru w pełni, tzn. w czasie i przestrzeni
zdeterminowanym. Są to dwa przypadki:
— gdy określenie toru przemieszczania wymaga wieloletniego produkcyjnego
doświadczenia obsługującego proces człowieka, tak jak np. w procesach malowania

natryskowego, piaskowania, polerowania; opis analityczny toru jest trudny bądź wręcz
niemożliwy do otrzymania ze wzglądu na specyfikę procesu wytwarzania.
— gdy jest konieczne prowadzenie obiektu manipulacji w narzuconych względami
technologicznymi warunkach (dokładnością, prędkością, przyspieszeniem) wzdłuż
ś
ciśle określonej linii toru, np. w niektórych procesach odpowiedzialnego spawania
łukowego, obróbki skrawaniem, także w przypadkach synchronizacji ruchu obiektu z
przemieszczającymi się innymi obiektami lub narzędziami maszyny manipulacyjnej
Realizacja opisanych klas przemieszczeń stawia zdecydowanie wyższe niż dla
przemieszczeń niezdeterminowanych wymagania jednostce kinematycznej i układowi
sterowania maszyny manipulacyjnej. Jednostka kinematyczna musi realizować ruchy
pozycjonowane ciągle lub dyskretnie, układ sterowania odpowiednio ciągle lub
dyskretnie określać, zapamiętywać, odtwarzać i przetwarzać żądane parametry ruchu w
sygnały sterujące z określoną jakością statyczną i dynamiczną jednostką kinematyczna
maszyny. Są to wymagania analogiczne do stawianych obrabiarkom sterowanym
numerycznie.
Parametry energetyczne ruchu, drugi wskaźnik charakteryzujący zadanie
manipulacyjne, są związane przede wszystkim z rodzajem zadania manipulacyjnego.
Wartość niezbędnej mocy użytecznej do realizacji zadania o charakterze transportowym i
parametrach ruchu zbieżnych z parametrami pracy ręcznej człowieka, tzn. przy masach
przemieszczanych do 50 kg i prędkościach ok. 0,8 m/s, nie przekracza kilkuset watów (w
danym przypadku ok. 0,4 kW). Wartość ta może ulec zmianie w zależności od narzuconej
masy transportowanej i parametrów ruchu. Przy realizacji zadań technologicznych
wartość mocy użytecznej musi odpowiadać mocom napędów maszyn obróbkowych — a
więc około kilka do kilkanaście kW
Chcąc dokonać opisu modelu maszyny manipulacyjnej zdolnej do przejęcia działań
człowieka w produkcji seryjnej, należy przyjąć następujące dwa założenia:
1) maszyna nie musi, jak to miałoby miejsce w produkcji jednostkowej i małoseryjnej
typu rękodzielniczego, pełnić roli “uniwersalnego obserwatora, decydenta, źródła energii,
ś
rodka ruchu i narzędzia” — nie potrzebny staje się antropomorfizm modelu;
2) specjalizacja zadań manipulacyjnych w produkcji seryjnej prowadzi, przy
uwzględnieniu racjonalności rozwiązania technicznego i ekonomicznego maszyny

manipulacyjnej, do silnego zróżnicowania właściwości funkcjonalnych jej układów
składowych w zależności od konkretnego przeznaczenia.
W produkcji seryjnej ruchy lokomocyjne są w większości operacji roboczych
zbędne lub zredukowane do ruchu pomocniczego. Ograniczona liczba ruchów
regionalnych i lokalnych, typowa dla zadania manipulacyjnego w produkcji seryjnej,
pozwala na odpowiednie ograniczenie liczby stopni ruchliwości jednostki kinematycznej
maszyny manipulacyjnej: przeciętnie 2-6. W przypadku zadań o niezdeterminowanym
torze ruchu przemieszczeń zbędna jest kontrola pracy układów napadowych w trakcie
ruchu między punktami podporowymi toru.
W zależności od seryjności produkcji (częstości zmian algorytmu pracy) oraz od
klasy elementarnych przemieszczeń występujących w zadaniu manipulacyjnym i zakresu
współpracy ze środowiskiem produkcyjnym, układ sterowania maszyny manipulacyjnej
może być rozwiązany jako:
— stałoprogramowy —w produkcji wielkoseryjnej i masowej, w przypadku
zdeterminowanego położenia manipulowanego obiektu;
— programowany ręcznie — w produkcji od średnioseryjnej do wielkoseryjnej i przy
zdeterminowanym położeniu manipulowanego obiektu;
— programowany przez obwiedzenie toru — poczynając od produkcji małoseryjnej i w
przypadku przemieszczenia obiektu (narzędzia) po torze
— programowany przez nauczanie — także od produkcji małoseryjnej, ale dla złożonych
wymagań współpracy ze środowiskiem, np. ścisłe określonego toru ruchu,
niezdeterminowanych położeń obiektów (przy wyposażeniu w urządzenia
sensoryczne), synchronizacji pracy wielu maszyn obróbkowych, sytuacjach
decyzyjnych, awaryjnych.
2. 2. 3. 3. Komputerowe systemy wytwarzania
Uwagi o wymaganiach produkcji seryjnej w stosunku do systemu mani-
pulacyjnego podane w poprzednim punkcie odnoszą się w zasadzie w całości do
systemów komputerowego wytwarzania (CAM - Computer Aided Manufacturing).
Różnica polega na zmianie zakresu zadań systemu transportowego produkcji, z
odpowiednimi konsekwencjami w stosunku do zadań maszyny manipulacyjnej w

procesie.
Centralnie sterowany system transportowy w komputerowych systemach
wytwarzania przejmuje większość bądź wszystkie zadania systemu manipulacyjnego z
produkcji konwencjonalnej, dostarczając materiały i półprodukty w sposób całkowicie
zdeterminowany na miejsce obróbki w poszczególnych maszynach i urządzeniach
technologicznych lub stacjach roboczych ciągu produkcyjnego. Transport ten może być
realizowany:
— bezpośrednio, np. za pomocą układu jezdno–wysięgnikowego o budowie portalowej
lub suwnicowej,
— za pośrednictwem zunifikowanych w całym systemie produkcyjno–transportowym
palet, wózków itp., umożliwiających zarówno jednoznaczne zamocowanie obiektu, jak
i osadzenie całości w miejscu obróbki.
Konsekwencją zastosowania centralnie sterowanego systemu transportowego jest
prawie całkowite zredukowanie zadań transportowych i obsługowych na korzyść zadań
technologicznych (obróbkowych), jakie w systemach CAM może wypełnić maszyna
manipulacyjna. Przy transporcie bezpośrednim rola maszyny manipulacyjnej ograniczać
się będzie do wypełnianiu zadań pomocniczych bądź w samym systemie transportowym,
np. jako plastyczny element sprzęgający różne ciągi systemu transportowego, bądź
między systemem transportowym i urządzeniami technologicznymi procesu. Zadania
technologiczne maszyn manipulacyjnych w systemach CAM są zadaniami zbieżnymi z
zadaniami numerycznie sterowanych maszyn i urządzeń produkcyjnych.
2. 2. 4. Podatność organizacyjno-techniczna
Obszarem penetracji techniki robotyzacyjnej na jej współczesnym etapie rozwoju
winny być przede wszystkim procesy produkcyjne o średnim stopniu racjonalizacji
techniki produkcyjnej, tzn. konwencjonalnie zmechanizowanej i zautomatyzowanej
produkcji seryjnej. Twierdzenie to opiera się na porównaniu dwóch obszarów
— maksymalnego efektu oszczędności pracochłonności, wyznaczonego jako graniczna
wartość stosunku czasu pomocniczego do maszynowego;
— ekonomicznej zasadności robotyzacji, wyznaczonej jako graniczna wartość nakładów
inwestycyjnych na robotyzację.

Rozpatrując procesy produkcyjne o różnym stopniu racjonalizacji organizacyjno-
technicznej stwierdza się, że początkowym efektem racjonalizacji jest zwiększenie, a
następnie zmniejszenie względnego udziału pracochłonności manipulacji w ogólnie
zmniejszającym się czasie jednostkowym operacji wykonywanych na danym wyrobie.
Większość czynności manipulacyjnych należy do grupy czynności pomocniczo–
przygotowawczych do właściwej operacji maszynowej. Udział tych czynności jest
większy w tych typach produkcji, w których proces wytwarzania dzielony jest na
elementarne operacje i tym samym większe są zadania transportu między operacyjnego,
mniejszy zaś, gdy procesy maszynowe koncentrowane są na mniej licznych (najlepiej
pojedynczych) stanowiskach lub centrach produkcyjnych.
Koszt inwestycyjny robotyzacji maleje wraz ze zwiększającym się stopniem
racjonalizacji technicznej i organizacyjnej produkcji. Zmniejszają się bowiem wymagania
stawiane maszynie manipulacyjnej (wobec przesunięcia większości zadań
transportowych, technologicznych, kontrolnych i sterowniczych ze sfery
podporządkowanej człowiekowi do sfery zautomatyzowanych maszyn i urządzeń
technologicznych).
Jednym z efektów robotyzacji powinno być podniesienia wydajności produkcji
dzięki zwiększeniu prędkości ruchu przemieszczanych całkowicie maszynowo
przedmiotów obróbki i narządzi.
Organizacyjno-techniczna podatność produkcji na robotyzację wzrasta ze
zwiększeniem seryjności produkcji, tym samym warunki wprowadzania robotyzacji w
Polsce są gorsze niż w krajach o podobnym potencjale gospodarczym. W latach
siedemdziesiątych średni krajowy stosunek czasu maszynowego do czasu pomocniczego i
przygotowawczo-zakończeniowego w przemyśle maszynowym, głównym odbiorcy
techniki robotyzacyjnej, wynosił jak 1 : 4 — są to proporcje charakterystyczne dla
produkcji jednostkowej i małoseryjnej. Oznacza to, że etap prac związanych
bezpośrednio z robotyzacją musi być poprzedzony intensywną racjonalizacją techniczno-
organizacyjną produkcji; nasyceniem w środki mechanizacji i konwencjonalnej
automatyzacji z równoczesnym działaniem w kierunku zwiększenia seryjności.
Dla określenia podatności organizacyjno-technicznej konkretnego stanowiska
produkcyjnego niezbędne jest przeprowadzenie szczegółowej analizy, której kierunki i

zakres zależą od trzech podstawowych wariantów wprowadzenia techniki robotyzacyjnej
do produkcji:
— modernizacji stanowisk lub ciągu produkcyjnego bez wymiany maszyn i urządzeń
technologicznych.
— modernizacji procesu produkcyjnego połączonego z częściową lub całkowitą wymianą
maszyn i urządzeń technologicznych,
— wyposażenia nowo projektowanego oddziału produkcyjnego w zestawy maszyn i
urządzeń technologicznych, transportowych i manipulacyjnych.
Podstawą analiz są z reguły ankiety przygotowywane przez producentów maszyn lub
instytucje (np. biura projektowe) i przedsiębiorstwa zajmujące się projektowaniem,
kompletacją i wdrażaniem nowych rozwiązań produkcyjnych.
Według Budy i Kovaća (CIRP) analiza podatności organizacyjno-technicznej
procesu na robotyzację może obejmować:
1) ustalenie wymagań stawianych maszynie manipulacyjnej w procesie, w tym:
— identyfikacje, czynności manipulacyjnych przez określenie klasy przemieszczeń,
— określenie liczby stopni ruchliwości chwytaka lub narzędzia (liczby zespołów ruchu
części lokalnej jednostki kinematycznej),
— określenie kształtu i parametrów geometrycznych przestrzeni roboczej,
— określenie udźwigu,
— określenie sposobu sterowania przemieszczeniami,
— określenie rodzaju i liczby kroków programu;
2) określenie charakterystyki technicznej maszyn i urządzeń procesu, w tym:
— oprzyrządowania procesu w urządzenia pomocnicze i ich właściwości,
— określenie stopnia automatyzacji maszyn i urządzeń produkcyjnych,
— możliwości podłączenia maszyn i urządzeń produkcyjnych do centralnego systemu
sterowania,
— określenie przestrzeni roboczej i kanałów dostępu do maszyn i urządzeń
produkcyjnych,
— zorientowania obiektów manipulacji w poszczególnych fazach procesu
technologicznego,
•
wymagań kontrolno-nadzorczych maszyn i urządzeń produkcyjnych;
3) określenie charakterystyki obiektów manipulacji, w tym;
— podatności manipulacyjnej przedmiotu obróbki lub narzędzia,
— seryjności i częstości zmian programu produkcyjnego,
— sposobu transportowania, podawania do stanowiska roboczego, magazynowania i
pozycjonowania obiektu manipulacji,
— sposobu usuwania odpadów i sposobu podawania materiałów eksploatacyjnych (np.
płyny smarujące i chłodzące) i technologicznych (np. wymiana narzędzi w maszynach
technologicznych):
4) określenie warunków eksploatacyjnych maszyny manipulacyjnej i urządzeń
pomocniczych, w tym:
— powierzchni osadzenia maszyny manipulacyjnej i urządzeń pomocniczych,
•
warunków energetycznych zasilania.
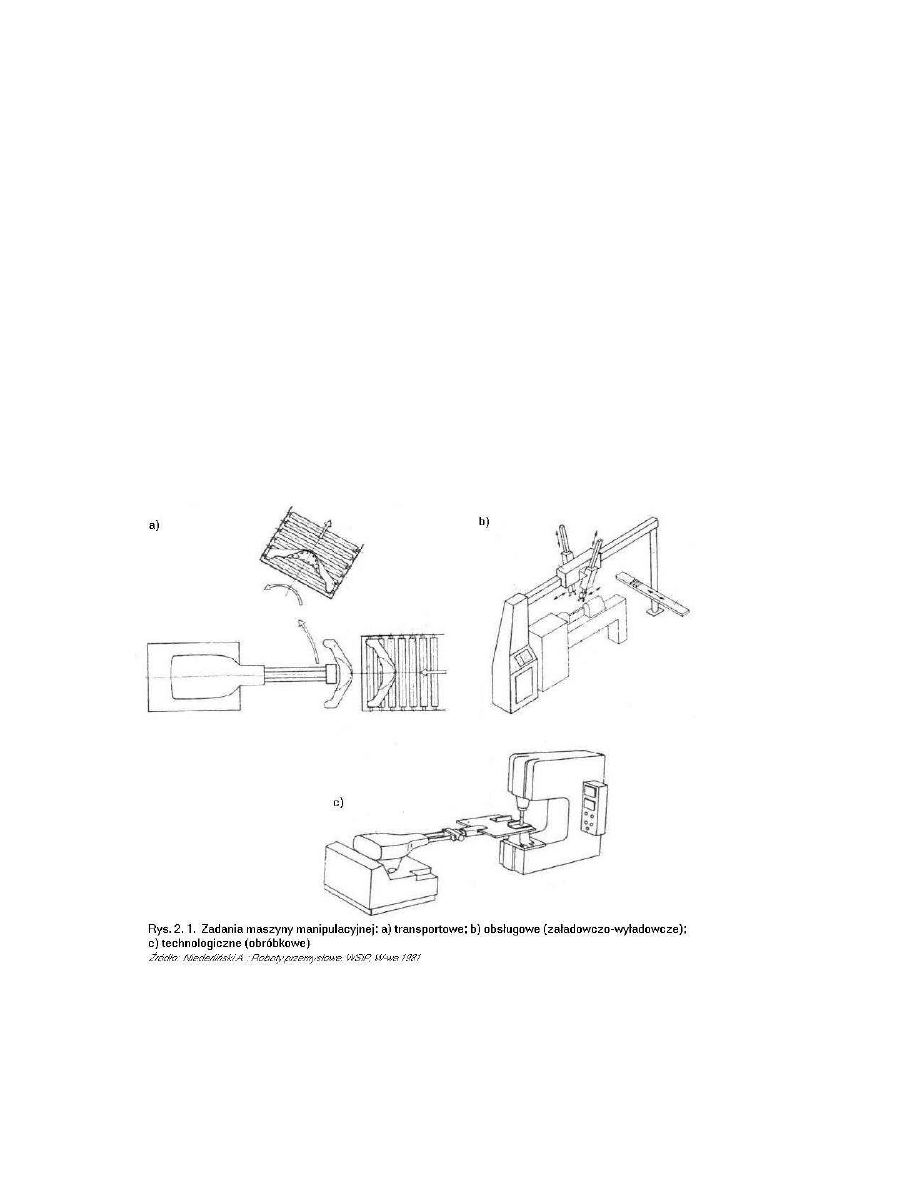
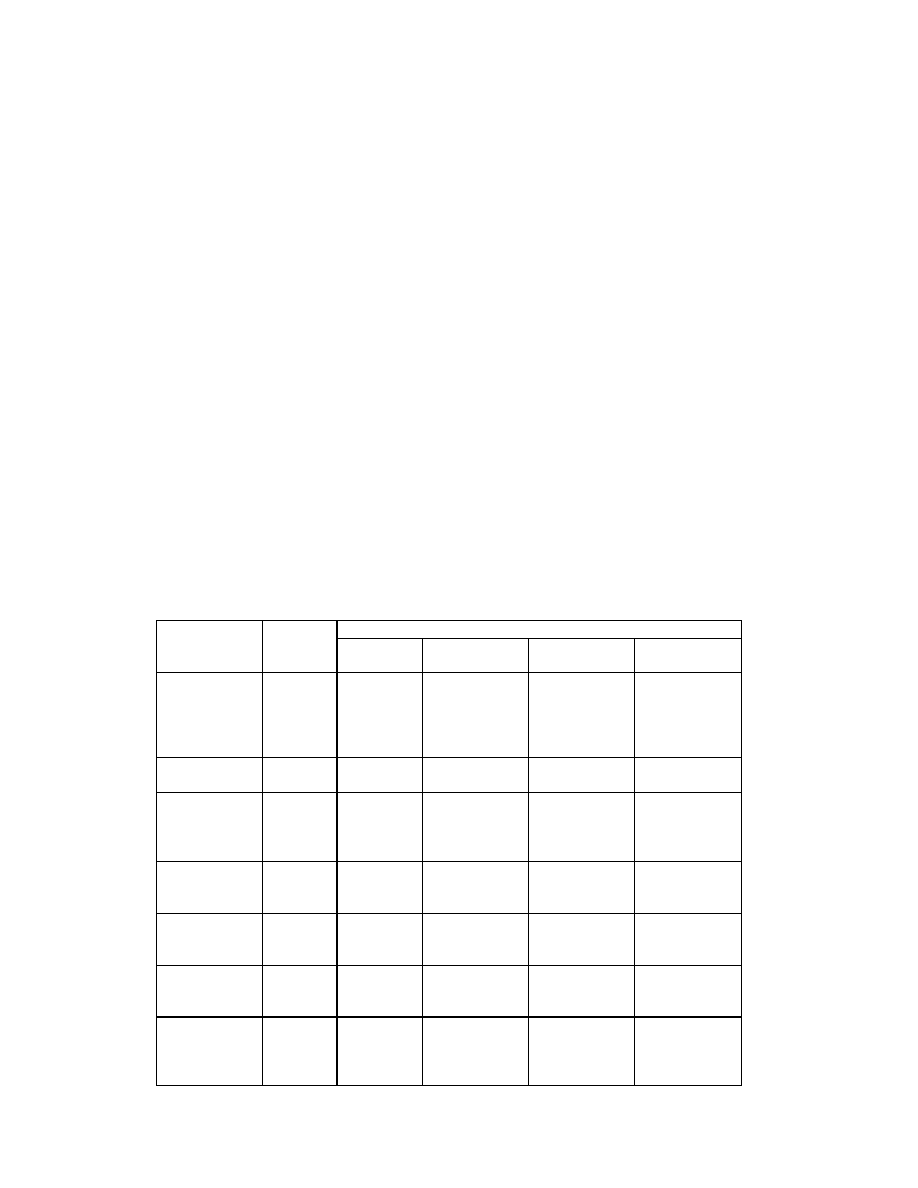
Tablica 2.1. przedstawia kryteria podatności procesu produkcyjnego na
robotyzację. Każdemu z nich przyporządkowany jest odpowiedni współczynnik, który
mnożony jest przez uzyskaną ocenę punktową. Im większy wynik stanowiący sumę
omówionych iloczynów, tym proces jest bardziej podatny na robotyzację.
TABLICA 2.1. Krytera podatno
ś
ci procesu produkcyjnego na robotyzacj
ę
Kryterium
oceny
Współ-
czynnik
kryterium
Ocena punktowa
oceny
czynnik
kryterium
0
1
2
3
Możliwość
rezygnacji z
obecności
człowieka w
procesie
5
brak
możliwość
odciążenia
częściowa
pełna
Wielkość serii
produkcyjnej
4
jednostkow
a
masowa
wielkoseryjna
średnia i
małoseryjna
Automatyczny
przebieg
procesu
produkcyjnego
4
brak
trudna
realizacja
łatwa
realizacja
istnieje lub jest
niepotrzebny
Odprowadzeni
e wiórów,
odpadów
3
–
ręczne
częściowo
automatyczne
automatyczne
lub
niepotrzebne
Odporność
procesu na
zakłócenia
3
brak
niewielka
średnia
duża
Czas
przezbrajania
procesu
2
duży
średni
niewielki
brak
Konieczność
postoju w
każdym takcie
roboczym
3
tak
Według
potrzeby
nie
–
Podobieństwo
stanowisk
roboczych
1
żadne
niewielkie
duże
identyczne
Chwytak
maszyny
manipulacyjnej
2
skompliko
wany
—
typowe
rozwiązanie
prosty
Dopuszczalna
liczba miejsc
uchwycenia
obiektu
manipulacji
3
1
2
> 2
–
Automatyczne
urządzenia
mocujące
3
brak
trudna
realizacja
łatwa
realizacja
niepotrzebne
Ciężar obiektu
manipulacji
3
bardzo
duży
duży
średni
mały
Możliwość
uporządkowani
a i
zorientowania
obiektów
manipulacji
5
nie istnieje
bardzo trudna
łatwa
Przedmioty
uporządkowan
e lub
pojedyncze
2. 3. Techniczno-organizacyjne przygotowanie robotyzacji
Istnieje sześć zasad techniczno-organizacyjnego przygotowania przedsięwzięcia
robotyzacyjnego:
1) zasada optymalnego ujęcia procesu manipulacyjnego — należy, uwzględniając lub
optymalizując zadania technologiczne systemu roboczego, podzielić zadania systemu
manipulacyjnego na skończoną liczbę elementarnych, powtarzających się cyklicznie
czynności (kroków) — zasada ta warunkuje wykorzystanie maszyny manipulacyjnej jako
ś
rodka automatyzacji procesu produkcyjnego;
2) zasadę równoczesności — należy doprowadzić do równoczesnej pracy maszyn i
urządzeń technologicznych systemu roboczego i systemu manipulacyjnego — zasada ta
umożliwi skrócenie czasów wykonywania operacji roboczych do ich niezbędnego,
technologicznego minimum;
3) zasadę ekonomiczności — należy, przez odpowiednie przygotowania konstrukcyjne
maszyn i urządzeń technologicznych systemu roboczego, transportowego oraz
kontrolnego, a także przez ich przestrzenne usytuowanie względem współpracującej z
nimi maszyny manipulacyjnej, zmniejszyć do minimum liczbę, czynności

manipulacyjnych oraz wyeliminować w możliwie największym zakresie działania
sterownicze, nadzorcze i kontrolne — zasada ta pozwala zwiększyć współczynnik
zamienności pracy żywej i maszynowej, a tym samym poprawić wskaźniki ekonomiczne
przedsięwzięcia robotyzacyjnego;
4) zasadę synchronizacji — należy ustalić kolejność wykonywania zadań
technologicznych, manipulacyjnych i pomocniczych w obrębie stanowisk
wielomaszynowych, ciągów lub linii produkcyjnych tak, aby doprowadzić do możliwie
najlepszego czasowo wykorzystania maszyn i urządzeń produkcyjnych — zasada ta
umożliwia zwiększenie wydajności produkcji;
5) zasadę optymalnego ustawienia maszyny manipulacyjnej — należy tak usytuować
maszynę manipulacyjną w stosunku do współpracujących z nią maszyn i urządzeń
produkcyjnych, aby optymalnie wykorzystać przestrzeń roboczą maszyny, zwłaszcza
zapewnić najmniejsze przemieszczenia jej jednostki kinematycznej i w możliwie
minimalnym stopniu zająć powierzchnię produkcyjną — przestrzeganie tej zasady
pozwoli na skrócenie czasów wykonywania czynności manipulacyjnych oraz zmniejszy
koszt wykorzystania powierzchni produkcyjnej, a tym samym poprawi wskaźniki
ekonomiczne produkcji;
6) zasadę zgodności — należy dla danego procesu produkcyjnego wybrać maszynę
manipulacyjną o parametrach kinematycznych, sterowniczych, sensorycznych i
energetycznych zgodnych, ale nie przewyższających w niepotrzebnym zakresie
odpowiednich wymagań procesu — zasada ta pozwoli na zmniejszenie kosztu inwestycji
przedsięwzięcia robotyzacyjnego i kosztu eksploatacji zrobotyzowanego procesu.
Odpowiednio do omówionych zasad działania techniczno-organizacyjnego
przygotowania robotyzacji winny koncentrować się na:
— racjonalizacji rabotyzacyjnej systemu roboczego produkcji robotyzowanej;
— racjonalizacji systemu transportowego pod kątem współpracy z robotyzowanymi
stanowiskami produkcyjnymi — przygotowaniu urządzeń pośredniczących,
zasobnikowych itp.;
— wyborze maszyny manipulacyjnej;
— wyborze wariantu przestrzennego usytuowania maszyn i urządzeń technologicznych,
transportowych i kontrolnych oraz maszyn manipulacyjnych w stanowiskach, ciągach
lub liniach produkcyjnych (plan organizacyjny robotyzowanego procesu);
— przygotowaniu urządzeń i układów eliminujących zagrożenie powodowane przez
maszyny manipulacyjne w stosunku do obsługi i załogi produkcyjnej.
2. 3. 1. System roboczy
W zakresie przedsięwziąć odnoszących się do systemu roboczego produkcji,
przygotowanie techniczne robotyzacji winno zapewnić:
— możliwie najwyższy stopień automatyzacji przebiegu czynności roboczych maszyn i
urządzeń technologicznych, w tym zwłaszcza urządzeń mocujących przedmiot
obróbki,
— automatyzację kontroli stanu narzędzi oraz, jeśli to możliwe, przyholowanie urządzeń
do automatycznej ich wymiany,
— redukcję, automatyzację lub przesunięcie na stanowiska obsługiwane konwencjonalnie
czynności pomocniczych procesu,
— automatyzację kontroli i nadzoru przebiegu procesu.
Zastosowanie maszyn manipulacyjnych ułatwia, a niekiedy wręcz dopiero
umożliwia, osiągnięcie takiego stopnia automatyzacji maszyn i urządzeń
technologicznych, przy którym zarówno przedmiot obróbki, jak i jednostki robocze
urządzeń produkcyjnych, przed i po każdym cyklu roboczym (obróbkowym, wytwórczym
itp.) znajdują się w ściśle określonym miejscu i jednoznacznym położeniu, a wszystkie
czynności robocze między zamocowaniem a odmocowaniem przedmiotu przebiegają
automatycznie.
Niezbędna do realizacji dużej części procesów obróbkowych zmiana narzędzi
przebiega w większości współczesnych obrabiarek automatycznie (np. głowice
rewolwerowe). Natomiast wymiana zużytych narzędzi jest wykonywana nadal ręcznie.
Powodowane jest to przede wszystkim różnym czasem zużywania się narzędzi, a sam
moment konieczności wymiany ocenia obsługujący na podstawie pomiarów obrobionego
przedmiotu, sygnałów dźwiękowych lub kontroli optycznej. W przypadku robotyzacji
procesu obróbkowego niezbędny staje się automatycznie działający system kontroli i
wymiany narzędzi (w praktyce przemysłowej jeszcze dość rzadki), określenie średniego
czasu używania narzędzi lub w ostateczności pozostawieniu zadania kontroli i wymiany

operatorowi procesu.
Napędy osłon miejsc obróbki powinny być sprzężone ze sterowaniem maszyny
manipulacyjnej, podobnie jak sterowanie urządzeń pomocniczych i towarzyszących.
Liczba sygnałów dwustanowych niezbędnych do realizacji tych działań w produkcji
seryjnej w odniesieniu do jednego stanowiska nie przekracza kilku do kilkunastu
sygnałów, z reguły 6-8 sygnałów sterujących i kontrolnych. Trudne z reguły usuwanie
odpadów z miejsca obróbki może być rozwiązane jako aktywne (np. wydmuchiwanie lub
podsycanie małych wiórów i pyłów) lub pasywne — przez samoczynne wypadanie
odpadów na transporter (np. przy niekonwencjonalnym usytuowaniu przestrzennym
obrabiarki, narzędzia i przedmiotu obróbki).
Inne czynności pomocnicze, jak np.: kontrola wymiarów, obróbka wykańczająca
główną operację roboczą, np. poprawki malarskie polakierowanych powierzchni,
przygotowanie operacji następnych, itp. mycie, oczyszczanie, składanie półwyrobów,
winny być również przesunięte do stanowisk procesu obsługiwanych ręcznie.
W większości współczesnych procesów produkcyjnych człowiek obsługujący
proces wizualnie, w niektórych przypadkach słuchowo lub nawet dotykowo, kontroluje i
nadzoruje przebieg procesu. Tylko nieliczne funkcje kontrolno-nadzorcze przebiegają
automatycznie (np. zabezpieczenie przed przeciążeniem silników elektrycznych). W
przypadku wprowadzenia robotyzacji zabezpieczenie przed następstwami uszkodzeń
urządzeń procesu wymaga:
— budowy automatycznie działającego centralnego systemu kontroli
— budowy operatorskiego systemu diagnozowania uszkodzeń,
— pozostawienia kontroli i nadzoru zrobotyzowanych stanowisk w gestii obsługi
operatorskiej lub załóg stanowisk pracy ręcznej.
W dziedzinie automatyzacji czynności pomocniczych procesu, sprzyjającej
wprowadzeniu maszyn manipulacyjnych, jest jeszcze sporo problemów do rozwiązania,
gdyż stopień automatyzacji tych czynności jest niski. Na przykład praktycznie całkowicie
w gestii pracowników obsługi procesu pozostaje kontrola i wymiana zużytych narzędzi
oraz kontrola i nadzór procesu.
2. 3. 2. System transportowy i urządzenia zasobnikowe

Ocenia się, że rozwiązanie połączenia systemu transportowego i roboczego
produkcji decyduje o powodzeniu większości przedsięwzięć robotyzacyjnych.
Pozostawienie w przypadku robotyzacji produkcji konwencjonalnego systemu
transportowego musi bowiem prowadzić w większości przypadków do znacznego
rozszerzenia działań sensorycznych ze względu na niezdeterminowane położenie
obiektów manipulacji w stacji początkowej ruchu oraz pozostawienie człowieka jako
elementu sprzęgającego oba systemy. Oba przypadki prowadzą do pogorszenia
efektywności ekonomicznej robotyzacji lub nawet postawienia pod znakiem zapytania jej
celowość.
System transportowy w zrobotyzowanym procesie produkcyjnym może opierać
się na:
— dostarczaniu obiektów manipulacji (przedmiotów obróbki) w zasobnikach o
jednoznacznie wyznaczonym położeniu obiektów (np. zasobniki paletowe, kasetowe,
przenośniki łańcuchowe) i zdeterminowanym położeniu lub ruchu zasobnika albo
obiektu względem maszyny manipulacyjnej,
— wyposażeniu stanowisk zrobotyzowanych w zasobniki magazynowo-podające,
zapewniające pracę stanowiska bez ingerencji człowieka przez dłuższy czas, najlepiej
co najmniej jedną zmianę roboczą, nadające zorientowane położenie wyjściowe
obiektów manipulacji,
— ustawieniu maszyn technologicznych lub stanowisk w linie tak, aby kolejne położenia
wyjściowe obiektów manipulacji były wyznaczane przez urządzenia mocujące, a
całość zadań systemu transportowego przejęły maszyny manipulacyjne.
Przyjęcie konkretnego rozwiązania systemu transportowego nie pozostaje bez
wpływu na wybór wariantu organizacyjnego procesu produkcyjnego, zwłaszcza
stanowisk obsługiwanych konwencjonalnie (ręcznie) oraz jego wskaźników
wydajnościowych, tym samym efektywności ekonomicznej wytwarzania. Zasobniki
magazynowo-podające przystosowane do współpracy z maszynami manipulacyjnymi
dzieli się ze względu na;
1) możliwości ruchu samego zasobnika, rozróżniając zasobniki:
— stacjonarne,
— ruchome, w tym; transportowalne, jezdne i samojezdne,

2) możliwości ruchu obiektu w zasobniku, rozróżniając zasobniki;
— aktywne — zmieniające w każdym cyklu roboczym położenie swej zawartości tak, że
w stacji wyjściowej znajduje się jeden gotowy do pobrania przedmiot, bądź
zapewniona jest możliwość odłożenia jednego przedmiotu, np. zasobnik łańcuchowo-
drabinkowy, zasobniki przenośnikowo-paletowe, ześlizgowe,
— częściowo aktywne — zmieniające położenie całych grup przedmiotów, np.
osadzonych na pozycjonowanych płaszczyznach magazynowych tak, że maszyna
manipulacyjna musi mieć możliwość pamiętania wzoru zapełnienia poszczególnej
grupy,
— bierne — np. stoły o układanych w określonych miejscach przedmiotach, co wymaga
od układu sterowania maszyny manipulacyjnej zapamiętania informacji o
początkowym położeniu i stanie zapełnienia zasobnika oraz prowadzenia bilansu
zawartości.
Podstawowymi wskaźnikami jakości zasobników magazynowych są: pojemność
zasobnika, gęstość upakowania zawartości na jednostkę, objętości lub powierzchni oraz
czas przezbrajania albo przetransportowywania.
2. 3. 3. Wybór maszyny manipulacyjnej
Przy wyborze maszyny manipulacyjnej należy bezwzględnie przestrzegać zasady
zgodności wymagań procesu i możliwości kinematycznych, sterowniczych i
energetycznych maszyny jako środka automatyzacji procesu. Zakup maszyn o
możliwościach znacznie przewyższających potrzeby, np. maszyn uniwersalnych, podnosi
niepotrzebnie koszty inwestycji i eksploatacji robotyzowanego procesu produkcyjnego.
Stosowane są dwie metody określania parametrów technicznych dobieranych do
wymagań procesu maszyn manipulacyjnych:
1) przez przyjęcie i uśrednienie dla danego procesu produkcyjnego (stanowisk, linii
produkcyjnych) wartości parametrów technicznych już wykorzystywanych w praktyce
maszyn manipulacyjnych;
2) przez wykorzystanie analizy podatności organizacyjno-technicznej robotyzowanego
procesu, nie biorąc pod uwagę; właściwości konkretnej maszyny, ale uwzględniając
pewne wspólne dla poszczególnych grup rozwiązań parametry techniczne.

Przy analizie wymagań procesu szczególną uwagę należy zwrócić na możliwe
precyzyjne określenie zakresu i przebiegu czynności zadania manipulacyjnego na
poszczególnym stanowisku pracy w konwencjonalnie prowadzonym procesie
produkcyjnym (identyfikacja wymagań manipulacyjnych). Uwzględnić należy:
— podział zadania manipulacyjnego na elementarne czynności, łącznie z określeniem
przemieszczeń oraz zakresów, parametrów i dokładności,
— sposób oraz parametry chwytania i orientowania obiektu manipulacji,
— potrzeby synchronizacji (czasowej, ruchowej) poszczególnych czynności
manipulacyjnych i technologicznych oraz maszyn systemu roboczego, kontrolnego
itd.,
— warunki blokad czynności manipulacyjnych w stosunku do sytuacji w systemie
roboczym.
Z analizy tej wynikną:
— wymagania kinematyczne odnoszące się do części regionalnej i lokalnej, ewentualnie
globalnej jednostki kinematycznej,
— wymagania energetyczne w stosunku do jednostki kinematycznej maszyny
manipulacyjnej,
— wymagania sterownicze i sensoryczne odnoszące się do układu sterowania oraz
urządzeń i układów sensorycznych maszyny manipulacyjnej,
— podanie, które z czynności roboczych, pomocniczych i manipulacyjnych mogą być
realizowane w stanowisku zrobotyzowanym, a które muszą być przejęte przez
stanowiska obsługiwane konwencjonalnie (ręcznie).
Dokonanie wyboru maszyny manipulacyjnej jest zadaniem trudnym,
wymagającym uwzględnienia wzajemnych relacji co najmniej kilkudziesięciu
parametrów technologicznych, wymiarowych, funkcjonalnych oraz technicznych maszyn
i urządzeń stanowiska roboczego. Wyboru maszyny manipulacyjnej należy dokonywać
równolegle z tworzeniem planu organizacyjnego robotyzowanego procesu, posługując się
komputerową technika wspomagającą prace projektowe.
2. 3. 4. Plan organizacyjny robotyzowanego procesu
Przygotowanie organizacyjne przedsięwzięcia robotyzacyjnego musi zawierać

rozwiązanie dwóch podstawowych zagadnień:
— wyboru i schematu organizacyjnego robotyzowanego procesu w rozumieniu linii lub
wydziału produkcyjnego, ze szczególnym uwzględnieniem wzajemnych relacji
systemów procesu: roboczego, transportowego, manipulacyjnego i kontrolnego oraz
podziału procesu na ciągi i stanowiska produkcyjne zrobotyzowane i prowadzone
konwencjonalnie,
— planu przestrzennego zagospodarowania poszczególnych zrobotyzowanych stanowisk
produkcyjnych, ze szczególnym uwzględnieniem wyboru, sposobu i miejsca osadzenia
maszyny manipulacyjnej i urządzeń towarzyszących w stosunku do maszyn i urządzeń
produkcyjnych.
Zadania manipulacyjne, w szczególności obsługowe i technologiczne, mogą być
wykonane w różnych układach organizacyjnych stanowisk procesu produkcyjnego. Do
podstawowych należą:
— pojedynczo, równolegle do systemu transportowego obiektów ułożone maszyny
technologiczne lub maszyny manipulacyjne roboty żujące działania robocze;
— linia maszyn systemu roboczego, sprzęgnięta systemem manipulacyjnym w ciąg
technologiczny wytwarzania produktu, niezależny od konwencjonalnego systemu
transportowego i dodatkowo obsługiwana (transport materiałów, odpadów, narzędzi)
przez pomocniczy system manipulacyjny, współpracujący z kolei z głównym
systemem transportowym;
— gniazdo kilku maszyn systemu roboczego, tworzące jedno stanowisko produkcyjne
obsługiwane przez system manipulacyjny sprzęgający stanowisko z systemem
transportowym oraz synchronizujący pracę maszyn i urządzeń stanowiska,
— układ mieszany o liniowo-gniazdowym rozmieszczeniu maszyn systemu roboczego, obsługiwanych
przez system manipulacyjny sprzęgający dane stanowisko z systemem transportowym i z innymi
stanowiskami linii produkcyjnej.
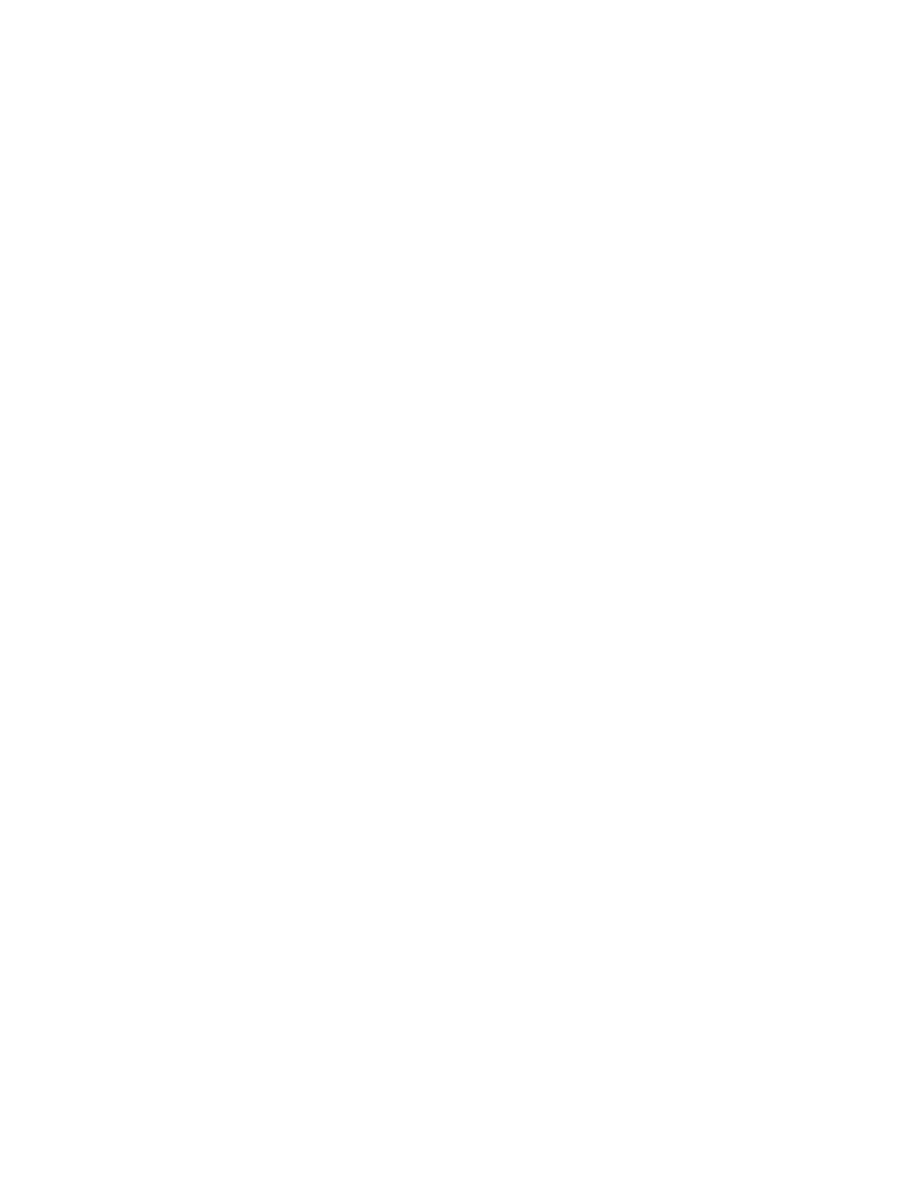
Przy wyborze i sporządzaniu planu przestrzennego zagospodarowania
poszczególnego robotyzowanego stanowiska produkcyjnego należy uwzględnić:
1) wybór wariantu konfiguracji maszyn roboczych i maszyny manipulacyjnej, przy dwóch wariantach
podstawowych; gniazdowym (rys. 2.2a) oraz liniowym (rys. 2.2b), wymagającym z reguły wyposażenia
jednostki kinematycznej w zespół ruchu globalnego;
2) konstrukcyjną możliwość lub celowość zintegrowania maszyny manipulacyjnej z

maszynami i urządzeniami produkcyjnymi stanowiska, np. przez zastosowanie maszyn
specjalizowanych lub modułowych;
3) zabezpieczenie kanałów dostępu, którymi, uwzględniając możliwości kinematyczne
branej pod uwagę maszyny manipulacyjnej, chwytak (narzędzie) wraz z przedmiotem
musi się przedostać do miejsca obróbki;
4) wykorzystanie powierzchni produkcyjnej — oszczędne, ale uwzględniające:
— dostęp do maszyny manipulacyjnej i maszyn produkcyjnych dla programowania,
przeglądów i konserwacji, przy czym możliwe tu są także dwa warianty osadzenia
maszyny manipulacyjnej: podłogowy i sufitowy, zawieszony ponad stanowiskiem,
— lokalizację stacji zasilania maszyn technologicznych i maszyny manipulacyjnej,
— lokalizację szaf układów sterowania maszyn technologicznych i maszyny
manipulacyjnej,
•
wyposażenie stanowiska w urządzenia służące bhp.
Rozwiązanie problemu organizacji stanowiska produkcyjnego jest ogólnie znane,
ale tylko przy uwzględnieniu człowieka jako uniwersalnego i elastycznego elementu
manipulacyjnego. Dla optymalnego rozmieszczenia obiektów procesu, w którym ma być
zastosowany o wiele mniej podatny element, jakim jest maszyna manipulacyjna, jedynym
racjonalnym rozwiązaniem jest użycie komputerowych programów i systemów
projektowania, zwłaszcza konwersacyjnych z terminalami graficznymi. Takie systemy
komputerowo wspomaganego projektowania zrobotyzowanych stanowisk produkcyjnych
są intensywnie rozwijane w krajach o zaawansowanej technice robotyzacyjnej. Systemy
takie umożliwiają:
— w przypadku modernizacji procesu — wybór właściwej maszyny manipulacyjnej przy
podanych założeniach konfiguracji i wymiarach maszyn i urządzeń stanowiska oraz
kanałów dostępu do miejsc obróbki,
— w przypadku projektowanego procesu — wybór konfiguracji wzajemnej wszystkich
elementów stanowiska, a więc zarówno maszyn i urządzeń produkcyjnych, jak i
maszyny manipulacyjnej.
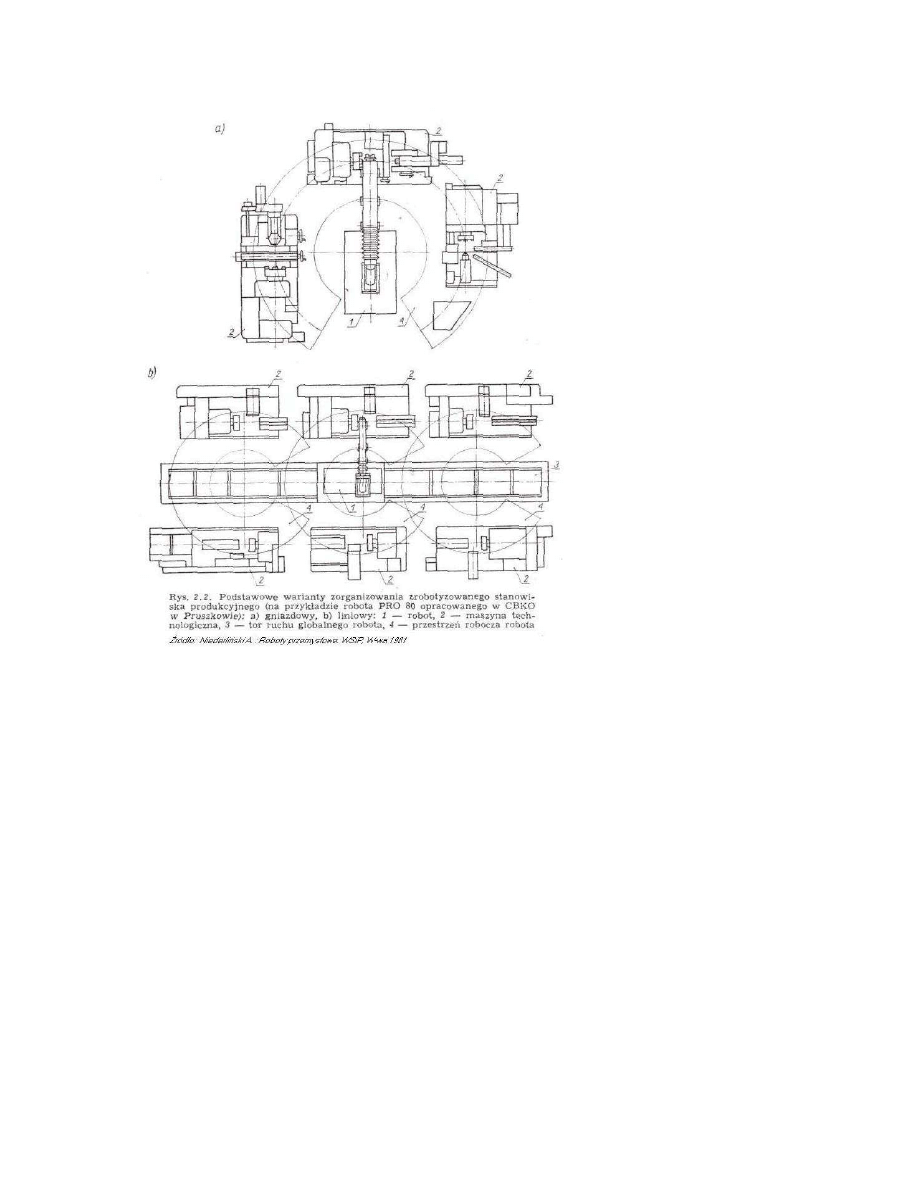
Na rysunku 2. 3. Przedstawione są podstawowe układy stanowisk
zrobotyzowanych i prowadzonych konwencjonalnie w linii produkcyjnej procesu:
•
w pełni zrobotyzowanego (rys. 2. 3a) – przekazywanie przedmiotu obróbki odbywa
się za pośrednictwem systemu transportowego,
•
częściowo zrobotyzowanego (rys. 2. 3b, c) w sposób mieszany (b) oraz integrujący
działania podlegające robotyzacji i działania konwencjonalne prowadzone ręcznie.
2. 3. 5. Bezpieczeństwo pracy z maszynami manipulacyjnymi
Jednym z powodów stosowania techniki robotyzacyjnej jest ochrona zdrowia i
ż
ycia człowieka pracującego w przemyśle. Należy jednak pamiętać, że niewłaściwie
zaprojektowane zrobotyzowane stanowisko produkcyjne może stanowić źródło licznych
zagrożeń (przede wszystkim mechanicznych) zarówno dla obsługi operatorskiej, jak i
pozostałej załogi produkcyjnej. Zagrożenia te, jak wskazuje praktyka, mogą przyczynić

się w początkowym okresie stosowania techniki robotyzacyjnej nawet do wzrostu
wypadkowości przy pracy. Przyczynami tych zagrożeń są specyficzne różnice w sposobie
pracy maszyn manipulacyjnych i maszyn technologicznych, niespodziewane dla osób
przyzwyczajonych do pracy z konwencjonalnymi urządzeniami produkcyjnymi. Różnice
te polegają głównie na:
— dużych wymiarach przestrzeni roboczej maszyn manipulacyjnych, kilkakrotnie
większej od samej maszyny, podczas gdy w maszynach technologicznych przestrzeń
robocza znajduje się z reguły wewnątrz maszyny;
— prędkościach ruchu mechanizmu dochodzących do kilku m/s, zmiennych w prawie
całym zakresie, przy kilkakrotnie mniejszych prędkościach posuwowych maszyn
technologicznych;
— zmiennym torze ruchu, podczas gdy ruch narzędzi maszyn jest z reguły określony;
— możliwościach wyrzucenia z dużymi przyspieszeniami obiektów manipulacji z
chwytaków (przed tego typu awariami maszyny technologiczne chronione są
pokrywami, osłonami itp.).
W celu zapewnienia bezpieczeństwa pracy z maszynami manipulacyjnymi
stosowane są urządzenia i układy:
— ochrony bezpośredniej — uniemożliwiające przebywanie człowieka w przestrzeni
niebezpiecznej podczas pracy maszyny,
— ochrony pośredniej — polegające na sygnalizowaniu przekroczenia granicy strefy
niebezpiecznej i wywołaniu odpowiedniej reakcji maszyny.
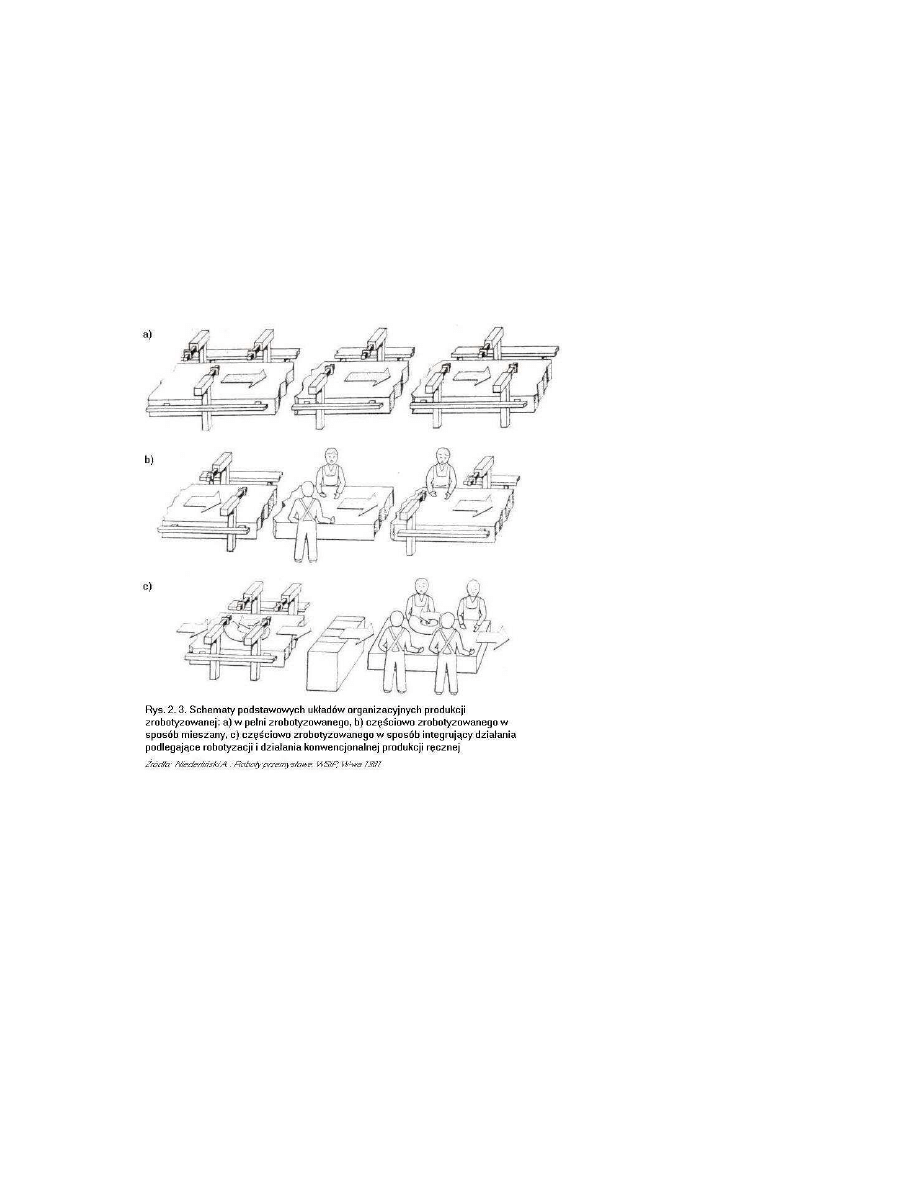
Praktyka przemysłowa wykazała, że najbardziej pewnym i niezawodnym urządzeniem ochronnym jest
zagroda siatkowa (rys. 2.4.). Zabezpiecza ona nie tylko przed niepożądanym dostępem z zewnątrz, ale i
chroni środowisko zewnętrzne przed wyrzucanymi z chwytaka obiektami manipulacji. Furtki w zagrodzie,
oprócz blokady mechanicznej, zaopatrywane są w wyłączniki uruchamiane przez naciśnięcie klamki lub
otwarcie drzwi oraz niekiedy dodatkowo w łańcuchowe złącza bezpiecznikowe.
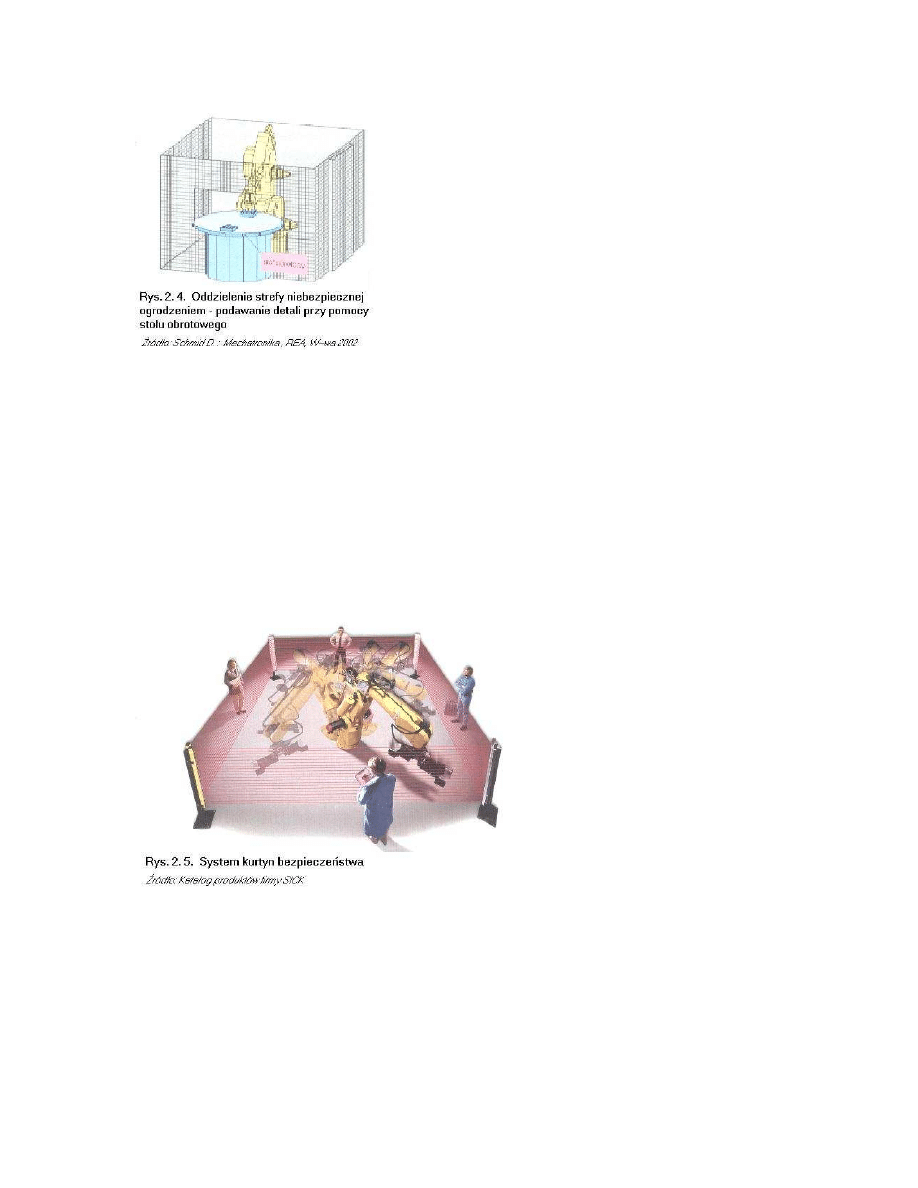
Równie dobrym, choć droższym urządzeniem ochronnym są zagrody wykonane z płyt. W chwili obecnej
coraz popularniejsze stają się optoelektroniczne systemy bezpieczeństwa. W ich skład wchodzą:
•
skanery laserowe – zaprojektowane do użytku jako czujniki stacjonarne dla ochrony
niebezpiecznych obszarów lub jako czujniki mobilne dla ochrony będących w ruchu
bezobsługowych pojazdów,
•
kurtyny – nadzorowanie strefy / punktu, zaprojektowane do użytku przy
niebezpiecznych maszynach (rys. 2.5.),
•
•
zamki blokujące – nadzorowanie dostępu.
Do środków ochrony pośredniej należą: układy fotoelektryczne, podłogowe płyty
naciskowe oraz układy sterowania dwuręcznego, znane z konwencjonalnej automatyki.
Zdecydowanie trudniejszym zadaniem niż ochrona przed niepożądanym wejściem

w strefę zagrożenia, jest ochrona obsługi operatorskiej w czasie programowania maszyny
i w sytuacjach awaryjnych, grożących zupełnie nie dającymi się przewidzieć
przemieszczeniami mechanizmu maszyny. Jedynym właściwie zabezpieczeniem jest
zapewnienie przez producenta tzw. bezpiecznej dla obsługi konstrukcji maszyny (np. nie
powodującej po wyłączeniu zasilania tzw. “opadnięcia” zespołów ruchu jednostki
kinematycznej, co występuje w maszynach z napadami hydraulicznymi) oraz wy-
odrębnienie w stanowisku specjalnych, bezpiecznych miejsc dla obsługi.
3. Aspekty ekonomiczne przedsięwzięcia robotyzacyjnego
Efektywność ekonomiczną robotyzacji, podobnie jak każdego innego przed-
sięwzięcia inwestycyjnego związanego z wdrażaniem postępu technicznego, określa się
na podstawie relacji między nakładami i kosztami użytkowania a uzyskanymi dzięki niej
efektami. Obydwa składniki tej relacji muszą być przedstawione w tych samych
jednostkach, a pozytywny wynik ekonomiczny wystąpi wtedy, gdy efekty przewyższą
nakłady.
Badania efektywności robotyzacji procesów przemysłowych są działaniami dość
niejednoznacznymi, a ich wyniki mogą być ze sobą porównywane tylko na płaszczyźnie
identycznych stosunków społeczno–ekonomicznych, branż przemysłowych,
przedsiębiorstw, a w obrąbie poszczególnych przedsiębiorstw — wydziałów i
poszczególnych stanowisk produkcyjnych. Porównanie efektywności ekonomicznej na
tych poszczególnych stopniach może wykazywać diametralnie różne oceny –
efektywność robotyzacji może być np. pozytywna w sensie ogólnospołecznym i
równocześnie negatywna w odniesieniu do wdrażającego ją zakładu produkcyjnego. Ta
sprzeczność jest nie tyle rzeczywista, ile pozorna (zakład produkcyjny jest też instytucją
społeczną) i polega na zróżnicowaniu, wynikającym z reguły z istniejących stosunków i
przepisów finansowo-prawnych, użytych w obydwu przypadkach elementów katalogu
składników tworzących nakłady i uzyskane efekty. Z tego też powodu sama analiza oraz
w jej następstwie otrzymana ocena efektywności ekonomicznej robotyzacji muszą być
ś
ciśle zdefiniowane, zarówno w sensie ogólnym, jak i użytych składników katalogu ocen.
Współczesne metody i środki automatyzacji produkcji przemysłowej wymagają
dużych nakładów początkowych. Dotyczy to także elastycznie zautomatyzowanej

produkcji. Praktyka wykazuje, że koszt projektu ESP w większości przypadków wynosi
od 2 mln do 20 mld dolarów, a koszt najbardziej rozpowszechnionych robotów — od 40
do 100 tys. dolarów. Zrozumiałe jest, że przy tak dużych nakładach oczekuje się
odpowiednich korzyści.
3. 1. Katalog składników oceny efektywności ekonomicznej
Wiarygodność oceny efektywności ekonomicznej robotyzacji zależy zarówno od
pełności katalogu składników nakładów, o co zwykle łatwiej, oraz od określenia
uzyskanych efektów w wariancie z robotyzownnym produkcji, co jest zadaniem już
znacznie trudniejszym. Efekty te są bowiem odnoszone do wariantu konwencjonalnej
produkcji, w którym zadania systemu manipulacyjnego wykonuje człowiek, a więc
powinny uwzględniać nie tylko uchwytne finansowo różnice kosztów stałych i zmiennych
wytwarzania, ale także, i to w możliwie największym zakresie, zawierać bezpośrednia
nieuchwytne koszty poprawy warunków pracy, zabezpieczenia zdrowia i życia, zmian
jakości produktu itp.
Próby stworzenia możliwie pełnego katalogu składników oceny efektywności
ekonomicznej robotyzacji były czynione już w początkowym okresie wprowadzania
maszyn manipulacyjnych do przemysłu i nadal są intensywnie prowadzone.
3. 2. Składniki kosztów produkcji
3. 2. 1. Produkcja konwencjonalna
Do zbioru kosztów w produkcji konwencjonalnej, mających podstawowe
znaczenie w ocenie efektywności stosowania maszyn manipulacyjnych, zaliczono:
— koszt robocizny bezpośrednio produkcyjnej K
pr
,
— koszt obsługi technicznej procesu produkcyjnego K
ep
,
— koszt przyuczenia nowych pracowników K
np
,
— koszt użytkowania powierzchni produkcyjnej K
upk
,
— koszt przezbrajania urządzeń i przestawiania procesu produkcyjnego K
pp
,
— wydatki na bezpieczeństwo i higienę pracy K
bhp
.
Wymienione koszty składają się łącznie na koszt, który można nazwać umownie kosztem
wytwarzania w produkcji konwencjonalnej K
k
. Tworzy go koszt opłaconej pracy ludzkiej,

zaangażowanej w działania konwencjonalnego systemu produkcyjnego: produkowania,
obsługi procesu, przygotowania kadry oraz urządzeń procesu i zapewnienia
odpowiednich warunków pracy (K
pr
+K
ep
+K
np
). Zestaw ten może być rozszerzony o inne
koszty, jak np.: koszt użytkowania powierzchni produkcyjnej, niezbędnego przezbrajania
procesu przy zmianach wytwarzanego produktu oraz bezpieczeństwa i higieny pracy
(K
upk
+K
pp
+K
bhp
).
3. 2. 2. Produkcja zrobotyzowana
Katalog składników (rocznych) kosztów produkcji zrobotyzowanej tworzą:
— nakłady kapitałowe na zakup i zainstalowanie maszyny manipulacyjnej I
a
,
— nakłady kapitałowe na zakup (budowę) dodatkowych urządzeń technologicznych i
pomocniczych procesu Z
a
,
— nakłady kapitałowe na zakup (budowę) urządzeń zapewniających bezpieczeństwo
obsługi i pracy maszyny manipulacyjnej Z
bhp
,
— koszt zmian konstrukcyjnych produktów, spowodowanych wprowadzaniem maszyny
manipulacyjnej K
zk
,
— koszt zaprogramowania maszyny manipulacyjnej i maszyn produkcyjnych przy
zmianach wytwarzanego produktu K
p
,
— koszt obsługi technicznej maszyny manipulacyjnej i procesu produkcyjnego K
ea
,
— koszt robocizny bezpośrednio-produkcyjnej tej czyści produkcji, która jest nadal
obsługiwana przez robotników K
pa
,
— koszt użytkowania powierzchni produkcyjnej K
upa
,
— koszt zużycia energii przez maszynę manipulacyjną i urządzenia towarzyszące K
en
,
— koszt przezbrajania urządzeń i przestawiania procesu produkcyjnego oraz
przezbrajania i przeprogramowywania maszyny manipulacyjnej K
mp
.
Wymienione koszty składają się łącznie na umownie nazwany koszt wytwarzania w
systemie zrobotyzowanym K
a
(koszt wykorzystania stanowiska roboczego z maszyną
manipulacyjną). Oprócz kosztu opłaconej pracy ludzkiej (K
zh
+K
p
+K
ea
+K
pa
), niezbędnej
także w wariancie zrobotyzowanym do:
— wykonania prac specyficznie charakterystycznych dla wariantu zrobotyzowanego, jak
np. przeprojektowanie konstrukcyjne produktu pod kątem możliwości chwytnych,

manipulacyjnych i produkcyjnych stosowanej maszyny manipulacyjnej oraz
opracowania programu i zaprogramowania urządzeń procesu wraz z maszyną
manipulacyjną,
— wykonania prac — pozostałości wariantu konwencjonalnego produkcji, które nie
zostały przejęte przez maszynę manipulacyjną i urządzenia towarzyszce lub
związanych z niezbędną obsługą techniczną urządzeń procesu i samej maszyny
manipulacyjnej,
podstawową część kosztu K
a
tworzą odpisy amortyzacyjne i kapitałowe (dyskonto)
nakładów inwestycyjnych.
Nakłady te są ponoszone na:
— zakup maszyny manipulacyjnej I
z
,
— przystosowanie i uzupełnienie maszyny manipulacyjnej urządzeniami (standardowymi
lub specjalnymi) umożliwiającymi jej współprace,z urządzeniami technologicznymi
procesu, operatorem, nadrzędnym systemem sterowania itp. I
p
— zainstalowanie maszyny manipulacyjnej w stanowisku produkcyjnym I
i
,
— zakup (budowę) dodatkowych urządzeń technologicznych i pomocniczych
niezbędnych w wariancie zrobotyzowanym procesu produkcyjnego Z
m
,
— zakup (budowę) urządzeń zapewniających bezpieczeństwo obsługi i pracy maszyny
manipulacyjnej w stanowisku produkcyjnym Z
hh
,
Koszt zakupu maszyny manipulacyjnej I
z
jest wartością silnie zróżnicowaną, zależną od
struktury jednostki kinematycznej i rodzaju układu sterowania.
Niemożliwe do pominięcia, nawet we wstępnej ocenie efektywności
ekonomicznej robotyzowanej produkcji, są wartości pozostałych nakładów
inwestycyjnych (I
p
+I
i
+Z
m
+Z
bh
) niezbędnych dla wprowadzenia maszyny manipulacyjnej
na stanowisko produkcyjne.
Ś
rednie nakłady dodatkowe należy szacować na 80% wartości maszyny manipulacyjnej.
W niektórych przypadkach zastosowań ekstremalne wartości nakładów dodatkowych
mogą być 3-4 razy większe niż nakłady inwestycyjne na zakup maszyny manipulacyjnej.
Katalog składników kosztów w produkcji robotyzowanej uzupełniają koszty:
użytkowania powierzchni produkcyjnej (K
upa
), zużycia energii (K
en
) i niezbędnego
przezbrajania procesu przy zmianach wytwarzanego produktu (K
mp
).

3. 3. Składniki efektu ekonomicznego produkcji zrobotyzowanej
Do podstawowych składników efektu ekonomicznego produkcji zroboryzowanej,
poza ewentualnym zmniejszeniem kosztu wytwarzania K
a
względem kosztu wytwarzania
w produkcji konwencjonalnej K
k
, należy zaliczyć:
— oszczędność pracy żywej O
p
wyrażająca się wartością ekonomiczną w sferze
ogólnospołecznej w postaci dodatkowego dochodu, który może zostać wytworzony
przez pracowników przesuniętych do innych zadań produkcyjnych oraz oszczędnością
wydatków socjalno-oświatowych O
spo
;
— przyrost produkcji
∆
P
a
dzięki większej wydajności stanowisku zrobotyzowanego w
stosunku do konwencjonalnego;
— zmniejszenie strat na skutek zmniejszenia liczby braków, poprawę jakości produkcji
oraz oszczędności materiałów i narzędzi
∆
W
b
w produkcji zrobotyzowanej w stosunku
do konwencjonalnej.
W warunkach deficytu rąk do pracy, oszczędność pracy żywej może byt
pierwszym i wystarczająco ekonomicznie uzasadnionym powodem szerokiego
wprowadzenia maszyn manipulacyjnych do produkcji. Aspekt ekonomiczny tego efektu
wyraża się potencjalną możliwością bardziej racjonalnego (wielozmianowość, likwidacja
przestojów) wykorzystania maszyn i urządzeń technologicznych, a przede wszystkim
wytworzeniem dodatkowej produkcji. Bezdyskusyjne w sferze ogólnospołecznej są
oszczędności uzyskane dzięki zmniejszeniu liczby rent z tytułu chorób zawodowych i wy-
padków przy pracy oraz liczby i wysokości dodatków za pracę w ciężkich i szkodliwych
warunkach. Zmniejszanie wydatków na oświatę, kształcenie, budownictwo i cele socjalne
mogą być uwzględniane jako oszczędność tylko w płaszczyźnie efektów poszczególnego
przedsiębiorstwa przemysłowego.
3. 4. Kryteria oceny efektywności ekonomicznej
Kryteria oceny efektywności ekonomicznej zastosowań maszyn manipulacyjnych
opierają się w zasadzie na formułach i wskaźnikach stosowanych do oceny efektywności
ogólnie rozumianego postępu technicznego, w tym oczywiście i automatyzacji.
Do powszechnie stosowanych kryteriów należą:

— kryterium oszczędności pracy żywej w systemie zrobotyzowanym względem systemu
konwencjonalnego produkcji,
— kryterium oszczędności kosztu wytwarzania,
— kryterium okresu zwrotu nakładów inwestycyjnych na robotyzację w postaci:
statycznego kryterium amortyzacji oraz dynamicznego kryterium wartości bieżącej
przedsięwzięcia, uwzględniającego zaistniałe lub prognozowane zmiany
parametrów ekonomicznych i organizacyjnych w okresie użytkowania stanowiska,
— kryterium efektywności nakładów inwestycyjnych przedsięwzięcia robotyzowanego w
odniesieniu do zainwestowanej jednostki pieniężnej,
— kryterium stopnia efektywności inwestowania jako granicznej wartości stopy
dyskontowej, dopuszczalnej w przedsięwzięciu inwestycyjnym,
— kryterium racjonalności robotyzacji procesu produkcyjnego w postaci syntetycznego
połączenia, potraktowanych względnie w stosunku do wariantu konwencjonalnego:
przyrostu i kosztu produkcji, a w niektórych postaciach także innych parametrów
techniczno-organizacyjnych procesu.
— kryterium obszaru opłacalności wiążącego efektywność ekonomiczną z
podstawowymi parametrami procesu, np. programem produkcyjnym, czasem
jednostkowym operacji, zwłaszcza w przewidywaniu możliwości istotnych zmian tych
parametrów w okresie użytkowania stanowiska roboczego.
W ocenie efektywności sugerowane jest opieranie się na kilku kryteriach, które wzajemnie się
uzupełniając tworzą bardziej obiektywny obraz stanu ekonomicznego przedsięwzięcia niż w przypadku
stosowania tylko jednej, wybranej formuły.
3. 5. Wskaźniki oceny efektywności ekonomicznej
3. 5. 1. Oszczędność pracy żywej
()(
ra
ek
rp
n
n
n
n
O
+−+=
)
(
)
(
ea
ra
ek
r
p
n
n
n
n
O
+
−
+
=
Efektywność robotyzacji w sferze osobowej określa oszczędność pracy żywej robotników i
personelu obsługi technicznej
gdzie: n
r
, n
ek
— liczba robotników i personelu obsługi technicznej w wariancie
konwencjonalnym produkcji; n
ra
— liczba robotników niezbędnych do nadzoru pracy
stanowiska i maszyny manipulacyjnej oraz wykonujących niezautomatyzowane czynności

produkcyjne i manipulacyjne w wariancie zrobotyzowanym produkcji; n
ea
— liczba
personelu obsługi technicznej w wariancie zrobotyzowanym produkcji.
a
k
a
k
ak
K
K
d
K
K
K
=
−
=
∆
lub
a
k
a
k
ak
K
K
d
K
K
K
=
−
=
∆
lub
3. 5. 2. Oszczędność kosztu wytwarzania
Podstawowy wskaźnik kryterium określa formuła
gdzie: K
k
— roczny koszt wytwarzania w systemie konwencjonalnym, K
a
— roczny koszt
wytwarzania w systemie zautomatyzowanym przez stosowanie maszyn manipulacyjnych.
Zastosowanie maszyn manipulacyjnych jest uzasadnione, gdy oszczędność kosztu
wytwarzania
∆
K
ak
jest dodatnia (K
a
< K
k
) lub współczynnik oszczędności kosztu
wytwarzania d > 1.
3. 5. 3. Efektywność nakładów inwestycyjnych
Efektywność nakładów inwestycyjnych jest określana przez dwa typy
wskaźników;
— rentowności, jako stosunku oszczędności (rocznej) kosztu wytwarzania do różnicy
nakładów inwestycyjnych na zakup, zainstalowanie i uruchomienie konwencjonalnej i
zrobotyzowanej techniki procesu produkcyjnego, a więc będącej odwrotnością okresu
zwrotu nakładów inwestycyjnych;
— efektywności nakładów, jako stosunku oszczędności rocznej kosztu wytwarzania do
nakładów kapitałowych rocznych w wysokości odpisu, amortyzacyjnego i
dyskontowego.
W pierwszym przypadku inwestycja jest racjonalna, gdy wskaźnik nie jest mniejszy od
sumy stopy amortyzacyjnej i dyskontowej, w przypadku drugim — gdy wskaźnik jest
równy bądź większy od jedności.
Bibliografia
1. Niederliński A. : Roboty przemysłowe. WSiP, Warszawa 1981
2. Wrotny T. : Robotyka i elastycznie zautomatyzowana produkcja. Tom 1,
Wydawnictwa Naukowo-Techniczne, Warszawa 1991
3. Schmid D. : Mechatronika. REA, Warszawa 2002

4. Katalog produktów firmy SICK
Wyszukiwarka
Podobne podstrony:
PR ETI W 0 id 382126 Nieznany
el pr zobowiazania id 157316 Nieznany
Podst poj i pr chem id 366070 Nieznany
biologia 6 pr kl2 id 87699 Nieznany (2)
Zestaw1 PR rozwiazania id 58873 Nieznany
biologia 7 pr kl2 id 87701 Nieznany
geografia2012 pr ODP id 189038 Nieznany
geografia2013 pr ODP id 189039 Nieznany
pr synchroniczna id 382270 Nieznany
polski pr 2012 2 id 373285 Nieznany
Bad pr synch id 76066 Nieznany
MJA 1 PR rozwiazania id 303664 Nieznany
el pr spadki id 157315 Nieznany
biologia PR 2IN1 id 88017 Nieznany
biologia 10 pr kl2 id 87673 Nieznany
pr d skuteczny id 382179 Nieznany
el pr zobowiazania id 157316 Nieznany
Podst poj i pr chem id 366070 Nieznany
PR ETI W 23 2 id 382135 Nieznany
więcej podobnych podstron