
Maszyny technologiczne konwencjonalne
I.
WSTĘP.
Frezowaniem nazywa się obróbkę skrawaniem za pomocą narzędzi wieloostrzowych, zwanych
frezami. Obrabiarki do tego rodzaju obróbki nazywają się frezarkami.
Ruch główny (roboczy) obrotowy wykonuje frez, a ruch posuwowy przedmiot zamocowany na stole.
Frez ma kształt bryły obrotowej (walcowej, stożkowej lub innej). Ostrza są nacięte na jego powierzchni
bocznej (frez walcowy), a często także na powierzchni czołowej (frez czołowy).
1. Frezarki
Frezarki dzielą się na poziome i pionowe zależnie od położenia osi freza w czasie pracy. Stół
frezarki poziomej może być przesuwany mechanicznie i ręcznie w trzech prostopadłych kierunkach:
- wzdłużnym
- poprzecznym
- pionowym.
Taka obrabiarka nazywa się frezarką poziomą zwykłą. Jeżeli stół frezarki poziomej zwykłej
jest zaopatrzony w obrotnicę umożliwiającą skręcenie stołu wokół osi pionowej o pewien kąt, to
frezarka taka nosi nazwę frezarki uniwersalnej. Na frezarce uniwersalnej można nacinać rowki
śrubowe, co ma duże zastosowanie w obróbce narzędzi o ostrzach skośnych i kół o uzębieniu skośnym.
W frezarkach pionowych oś obrotu freza ma w czasie pracy położenie pionowe, a wiec prostopadłe do
powierzchnie stołu. Niektóre z frezarek pionowych mają mechanizm umożliwiający ustawienie i prace
wrzeciona i freza w położeniu pochyłym.
Stół frezarki pionowej ma posuw wzdłużny mechaniczny i ręczny, zaś ruch pionowy stołu stosowany
jest tylko do ustawienia stołu w pozycji umożliwiającej frezowanie.
2. Frezy
Zależnie od kształtu ostrzy freza dzielą się na frezy:
- ścinowe
- zataczane
- kątowe
Frezy ścinowe ostrzy się na powierzchni przyłożenia, a frezy zataczane za powierzchni natarcia. Ostrza
frezów mogą być:
a)
Proste zgodne z tworzącą walca,
b)
Śrubowe.
Zwojowość freza określa się tak jak zwojowość śruby:
Frez jest prawozwojny wtedy, gdy ustawiony osią pionowo ma zwoje wznoszące się od lewej ręki w
prawo, lewozwojny – w lewo.
Jeżeli frez walcowy ma nacięte ostrza również na jednaj z powierzchni czołowych, to nazywa
się frezem walcowo – czołowym i skrawa nie tylko ostrzami naciętymi na powierzchni walcowej, ale
również ostrzami na czole.
Frezy walcowo – czołowe o średnicach małych są wykonywane razem z uchwytem, nazywają się one
frezami palcowymi.
Służą do frezowanie krzywek, rowków.
Frezy tarczowe mogą mieć ostrza tylko na powierzchni walcowej.
Są to frezy jednostronne.
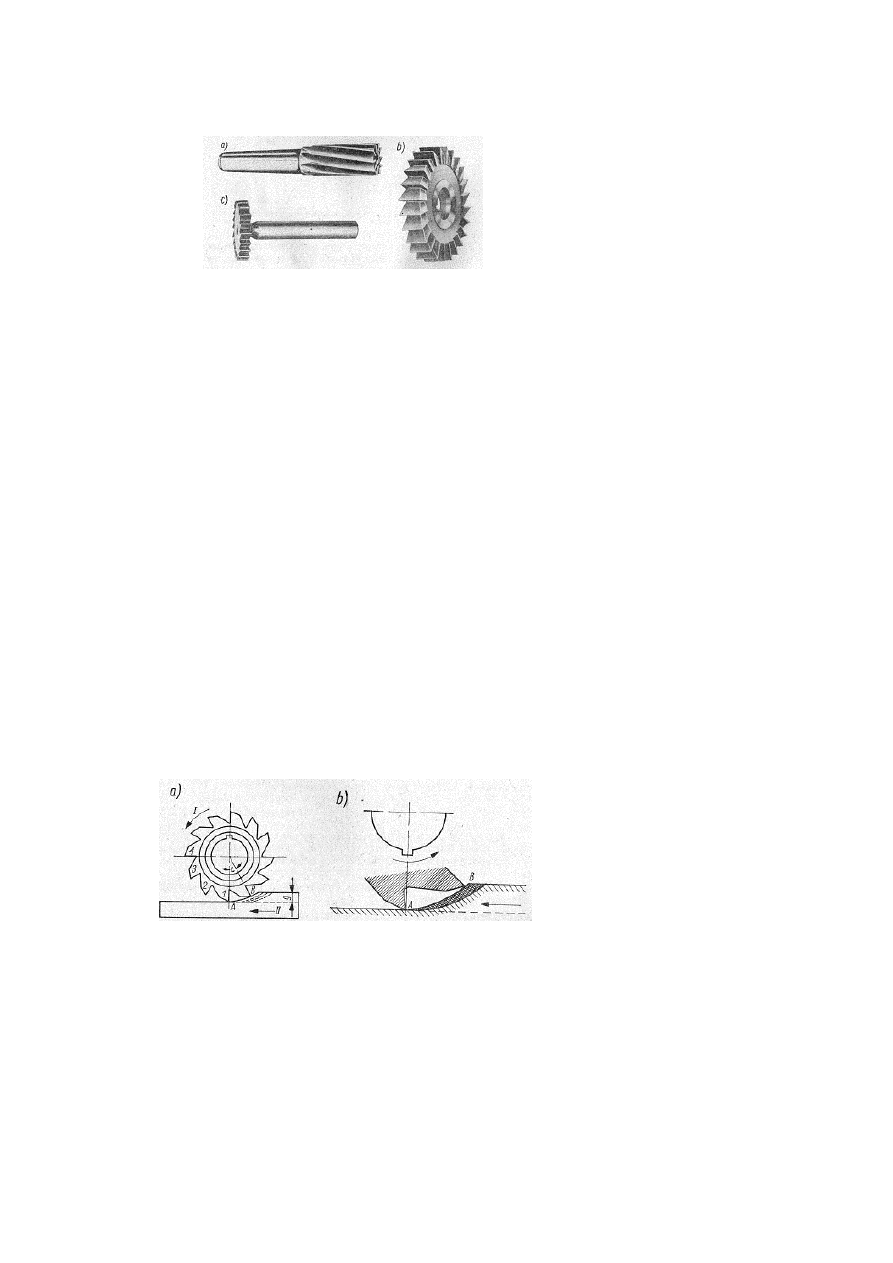
1.1 Rysunek frezów:
a)
palcowy
b)
i c) tarczowe
3. Frezowanie.
Powierzchnie płaskie mogą być
obrabiane:
a)
Za pomocą
frezowania
obwodowego frezem walcowym;
b)
Za pomocą frezowania czołowego frezem czołowym lub głowica czołową;
Podziału frezów można dokonać także pod względem narzędzia, frezy:
a)
Walcowe
b)
Walcowo – czołowe
c)
Piłkowe
d)
Trzpieniowe
e)
Kształtowe
Frezowanie może być:
- przeciwbieżne;
- współbieżne.
Frezowanie jest przeciwbieżne (rysunek poniżej), jeżeli frez obraca się w kierunku strzałki
Przedmiot zaś przesuwa się w kierunku strzałki II.
Ostrze freza 1 w pewnym miejscu zajmuje pozycje A. W momencie dojścia ostrza do pozycji A opór
skrawania wynosi 0, ale przy dalszym ruchu freza i przedmiotu opór skrawania, a więc i siła skrawania,
wzrastają od zera do swej największej wartości w punkcie B, który jest punktem wyjścia ostrza z
materiału.
1.2 Rysunek pracy ostrza freza walcowego przy frezowaniu przeciwbieżnym:
a) schemat, b) kształt wióra.
Frezowanie jest współbieżne, jeżeli kierunek ruchu głównego
(roboczego) jest zgodny z kierunkiem ruchu posuwowego.
Parametry frezowania.
We frezowaniu, jak w każdej obróbce mechanicznej charakterystycznymi wielkościami są:
a)
Szybkość skrawania;
b)
Posuw skrawania
c)
Głębokość skrawania
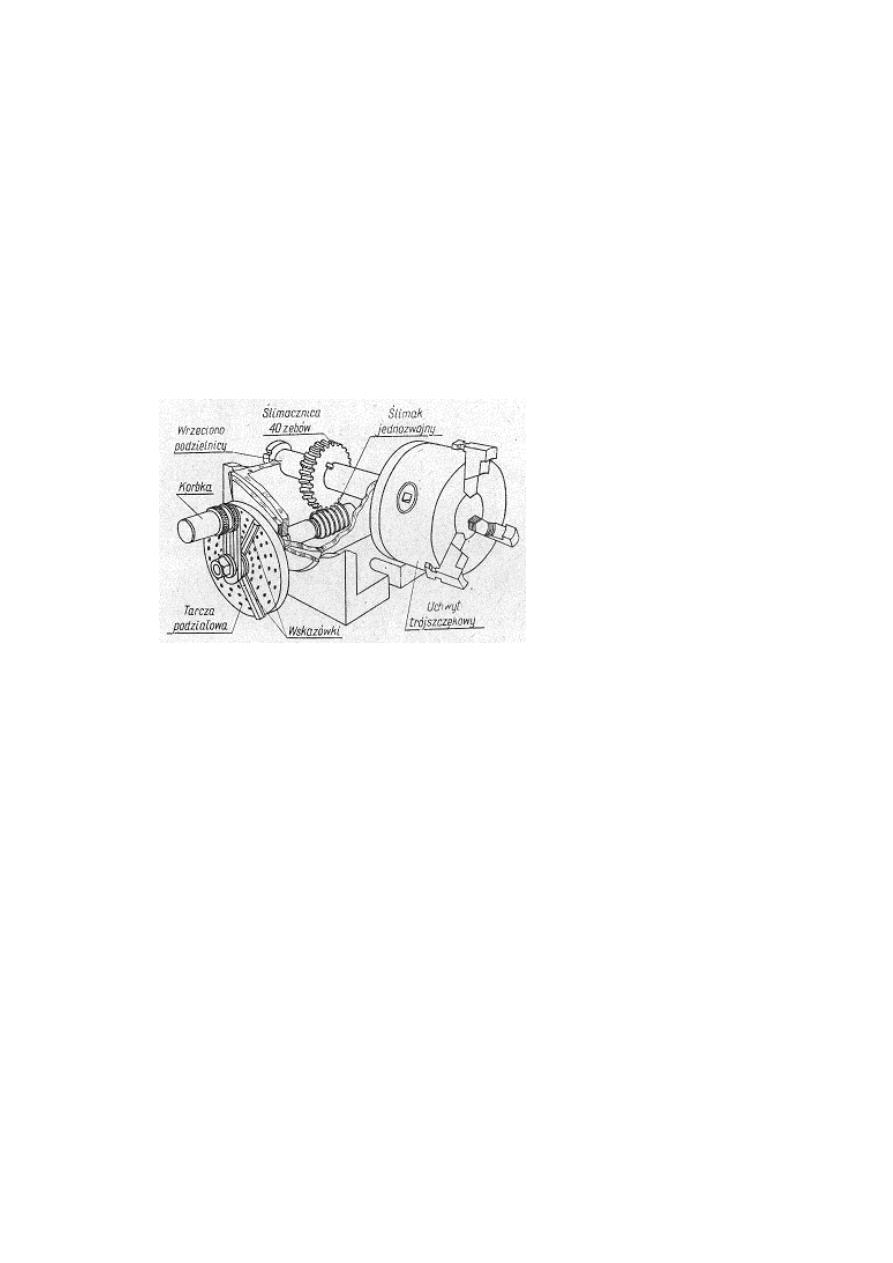
5. Podzielnica.
Często trzeba stosować dokładny podział na obwodzie kołowym przedmiotu, np. przy
wykonaniu frezów, wierteł, kół zębatych. Do tego służą podzielnice (rysunek).
Dzielimy je na:
a)
Zwykłe
b)
Zwykłe z przekładnią
c)
Uniwersalne
Podzielnica z przekładnią ma wrzeciono wydrążone i nagwintowane na roboczym końcu do
nakręcenia uchwytu lub tarczy zabierakowej oraz zaopatrzone w gniazdo stożkowe na kieł.
1.3 Rysunek podzielnicy:
II.
KLASYFIKACJA METOD OBRÓBKI KÓŁ ZĘBATYCH
Obróbka kół zębatych może być przeprowadzona według metod:
a) kształtowej
b) kopiowej
c) obwiedniowej.
W metodzie kształtowej narzędzie ma kształt wrębu.
W metodzie kopiowej prowadnice suportu narzędziowego są wodzone wzdłuż kopiału (wzornika).
W metodzie obwiedniowej narządzie obwodzi zarys zęba przez kolejne położenia ostrzy skrawających.
Przy omawianiu metod obróbki kół zębatych należy mieć na uwadze:
a)
Sposób obróbki, który może odbywać się:
- struganiem,
- dłutowaniem,
- frezowaniem
- szlifowaniem
b) Kształt narzędzia i geometrię jago ostrzy,
c) Cykl roboczy, który może odbywać się w sposób:
- ciągły – bez przerw, tj. obróbka wszystkich zębów w kole jest
przeprowadzona jednocześnie, stopniowo,
- przerywany – charakteryzujący się tym, że po obróbce jednego wrębu następuje podział i
cykl obróbki powtarza się dla następnego wrębu,
Z kinematycznego punktu widzenia należy stwierdzić, że obrabiarki
pracujące z cyklem ciągłym – nieprzerwanym mają prostszy układ kinematyczny niż obrabiarki z
cyklem przerywanym, do cyklu ciągłego natomiast stosuje się bardziej złożone narzędzia, trudniejsze
do ostrzenia i ustawienia aniżeli narzędzia do obróbki przerywanej.
Poza tym należy odróżnić obróbkę:
1)
zgrubną (zdzieranie) mająca na celu usunięcie nadmiernego materiału z wrębu; powinna ona
odbywać się na obrabiarkach do obróbki zgrubnej, o mniejszej dokładności, sztywnej i znacznie
tańszej, narzędziami narzędziami uproszczonych kształtach, mniej dokładnych, a przez to tańszych;
2)
kształtującą, której celem jest nadanie ostatecznego kształtu zarysowi zęba za pomocą narzędzi
bardzo dokładnych, o złożonych kształtach, a tym samym bardzo drogich.
III.
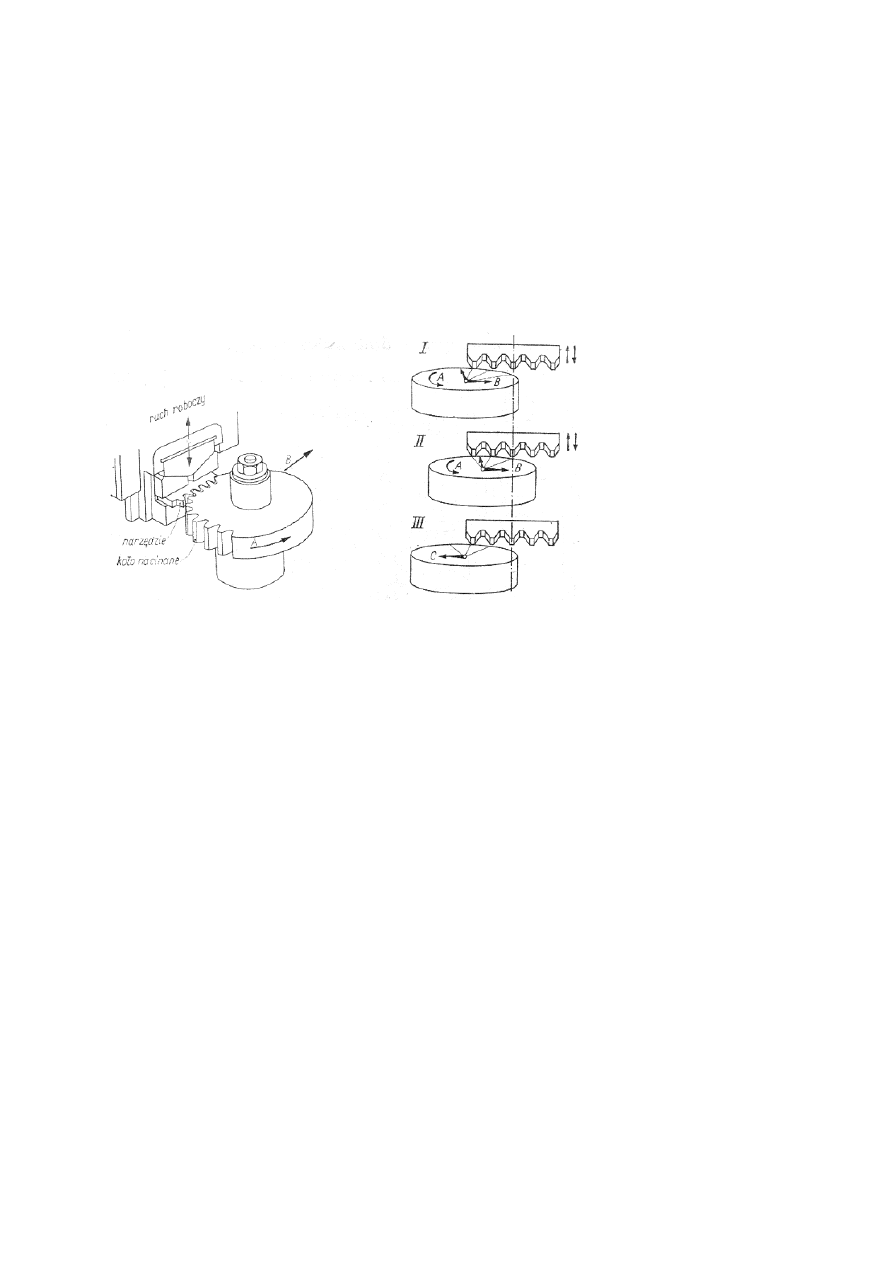
DŁUTOWANIE WEDŁUG METODY MAAGA
3.1 Obróbka uzębienia w walcowym kole na dłutownicy Maaga.
Zasadę nacinania uzębienia wg metody Maaga pokazuje powyższy rysunek. Jest to dłutowanie
metodą Maaga.
I – położenie odpowiada momentowi, gdy narzędzie zaczyna nacinać ząb pierwszy, przy czym
nacinanie koło jak gdyby przetacza się po zębatce, wykonując jednocześnie przesuniecie w kierunku
strzałki B oraz obrót w kierunku A;
II – położenie odpowiada końcowemu stanowi, tj., gdy koło przesunęło się dokładnie o jedną
podziałkę, a jednocześnie obróciło o kąt odpowiadający tej jednej podziałce, podziałce wiec ząb został
w części obrobiony.
III – położenie, gdy narzędzie zatrzymało się u góry (nad nacinanym kołem), samo zaś koło
tylko przesuwa się (bez obrotu) wstecz jedną podziałkę w kierunku strzałki C i w ten sposób następuje
podział.
Po dokonaniu podziału następuje drugi cykl ruchów, a więc narzędzie rozpoczyna ruch
roboczy, a nacinane koło ruchy toczne i w ten sposób zostanie obrobiony drugi ząb itd.
Ruchy przy obróbce.
- ruch roboczy (dłutujący) narzędzia,
- ruch odtaczania składa się z części przesuwnej i obrotowej.
Zamocowanie narzędzia.
Ustawienia narzędzia-zębatki dokonujemy w płaszczyźnie czołowej, pionowej dłutownicy. Do
podsuwania noża przeznaczone są nagwintowane czopki przesuwane przez przekręcanie sworzni, na
których znajduje się koło zębate.
Podczas jałowego suwu suwaka narzędzie jest odchylane w celu uniknięcia tarcia narzędzia o obrabiany
przedmiot.
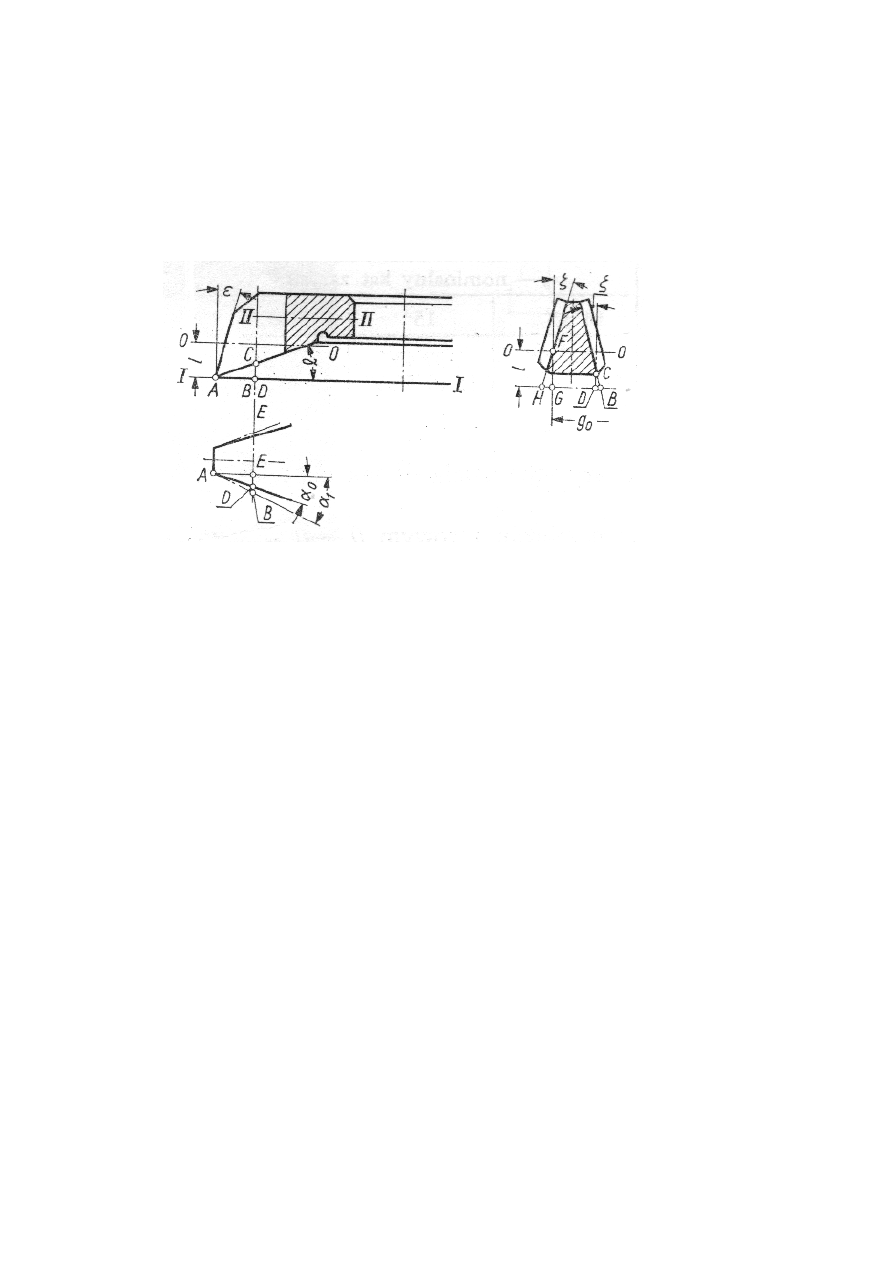
Geometria ostrza narzędzia-zębatki Maaga.
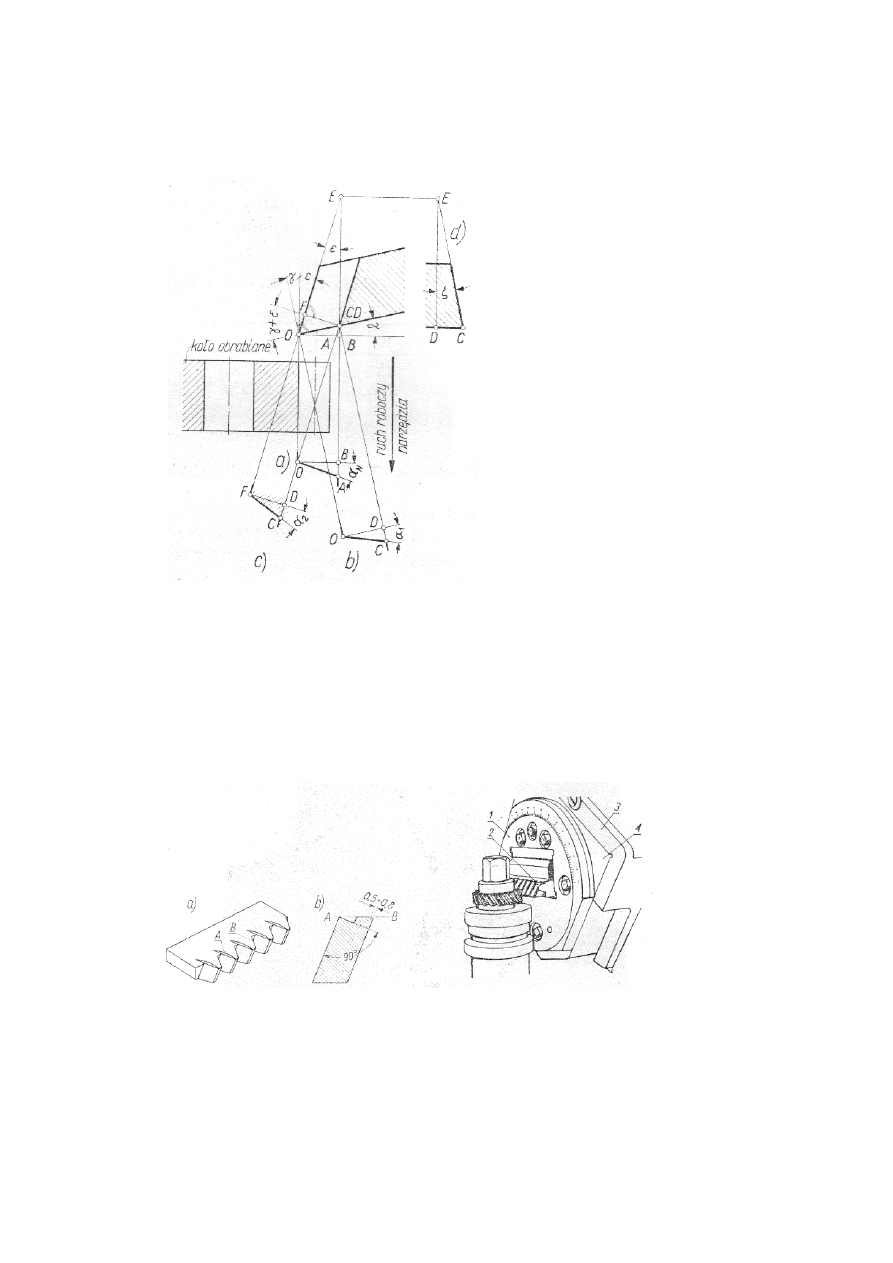
Ponieważ narzędzie wykonuje ruch roboczy prostopadle do powierzchni czołowej obrabianego
koła, przeto krawędź zęba zębatki zrzutowana na powierzchnię czołową musi dać odpowiednie
wymiary liniowe i kątowe nominalne obrabianego koła (rysunek poniżej).
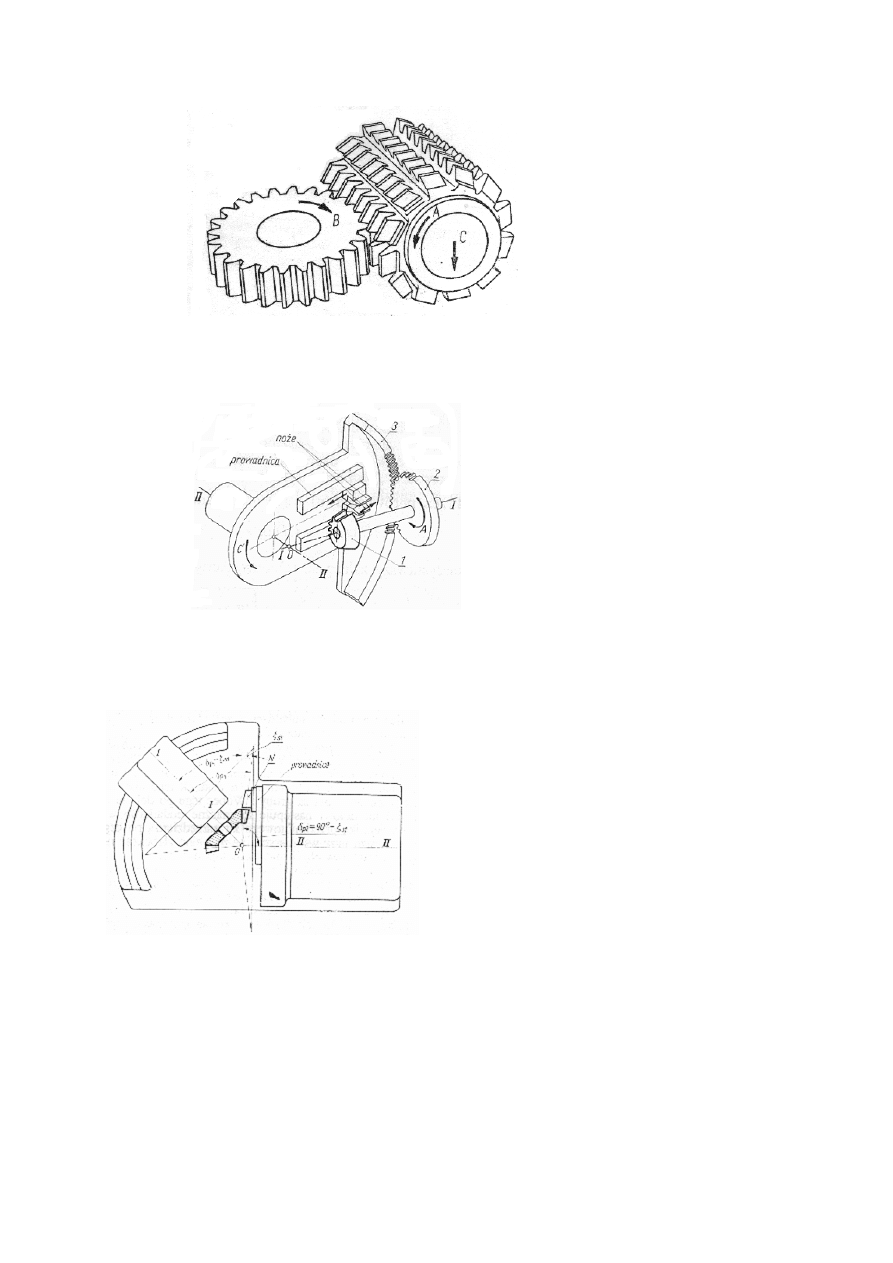
Obróbka walcowych kół zębatych o uzębieniu śrubowym.
Obróbka zębów śrubowych, narzędziem-zębatka według metody Maaga odbywa się w sposób
podobny jak nacinanie zębów prostych. Różnica polega jedynie na tym, że narzędzie wykonuje ruch
roboczy (strugający) wzdłuż linii zęba. W tym celu skręca się obrotnicę z prowadnicami suwaka
narzędziowego narzędziowego o kąt pochylenia linii zęba β
0
.
Zamocowanie narzędzia.
Gdy do obróbki śrubowych zębów zostanie użyte takie samo narzędzie jak do obróbki zębów
prostych, wówczas sposób zamocowania narzędzia jest taki sam jak przedstawiono na rysunku. W tym
przypadku jednak wybieg narzędzia musi być stosunkowo duży. W celu uniknięcia tego zwiększonego
wybiegu stosuje się specjalne narzędzia-zębatki z zębami skośnymi, a wówczas musi być zastosowany
specjalny imak narzędziowy umożliwiający ustawienie narzędzia równolegle do czoła obrabianego
koła.
IV.
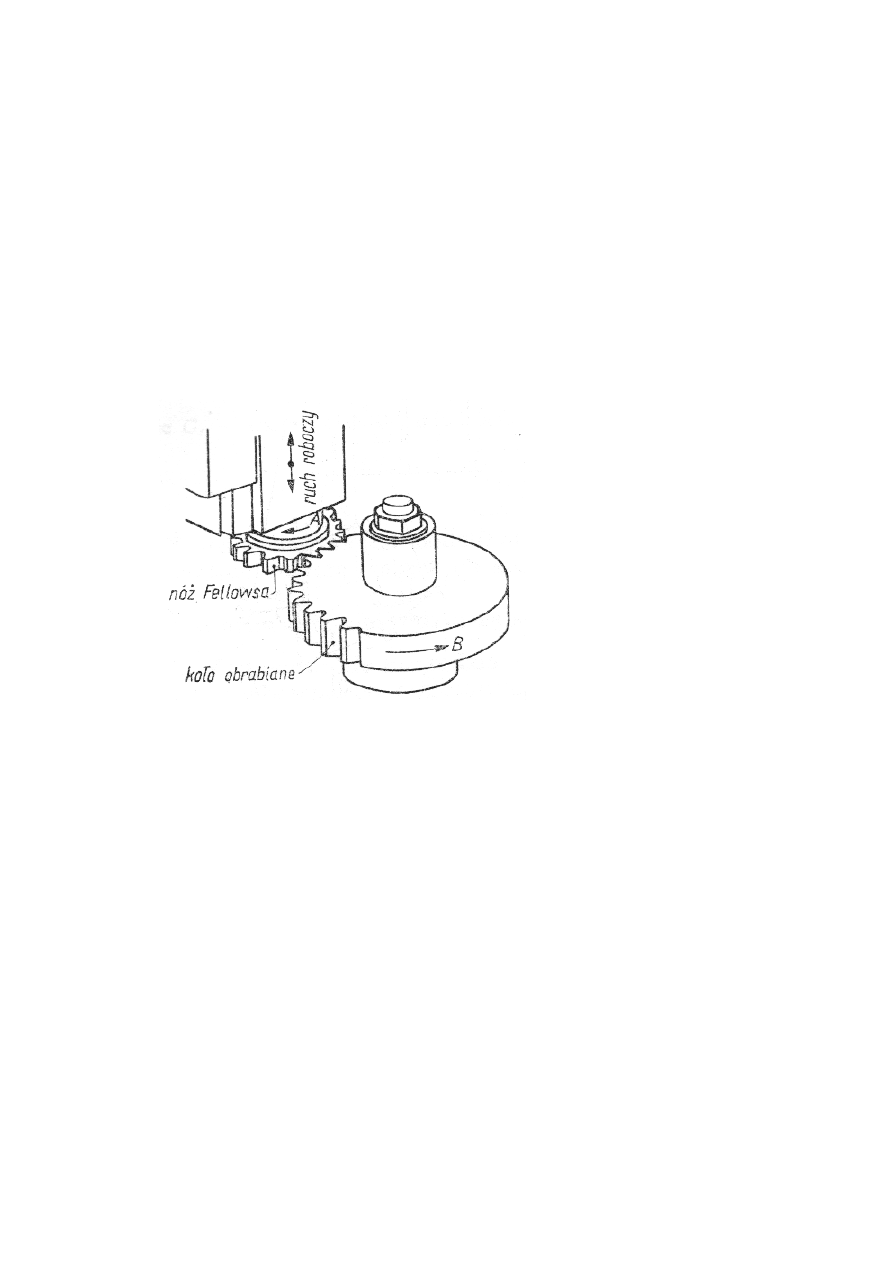
DŁUTOWANIE WEDŁUG METODY FELLOWSA.
Zasadę nacinania uzębienia według metody Fellowsa pokazano na rysunku poniżej.
Podczas obróbki kół zębatych według metody Fellowsa występują, więc następujące ruchy
zasadnicze:
a)
Ruch roboczy narzędzia posuwisto-zwrotny wzdłuż linii zęba,
b)
Obrotowy ruch narzędzia (noża Fellowsa),
c)
Obrotowy ruch nacinanego koła.
Obroty obrabianego koła oraz narzędzia odbywają się w ten sposób, jak gdyby
współpracowały ze sobą dwa koła zębate tworzące przekładnię zębatą. Zarys zęba obrabianego koła jest
obwiednią kolejnych położeń zarysu zęba noża Fellowsa.
Oprócz wyżej wymienionych ruchów występują podczas obróbki ruchy pomocnicze:
d)
Promieniowy ruch dosuwowy wgłębny mający na celu zbliżenie narzędzia ku kołu, aby
wprowadzić narzędzia na odpowiednią głębokość w materiał nacinanego koła. Ruch ten
występuje w początkowym okresie oraz w momencie, gdy po dokonaniu obróbki zgrubnej
należy dalej wgłębić narzędzie, aby wykończyć zęby koła nacinanego,
e)
Ruch odsuwający narzędzie od przedmiotu lub przedmiot od narzędzia w czasie
powrotnego skoku narzędzia. Ruch ten jest bezwzględnie potrzebny, gdyż umożliwia
uniknięcie tarcia zębów narzędzia o zęby nacinanego koła.
Należy wreszcie nadmienić, że nowoczesne dłutownice Fellowsa są
zaopatrzone w urządzenie do samoczynnego wyłączania ruchów obrabiarki po zakończonej obróbce
koła zębatego.
Geometria ostrza noża Fellowsa.
Zależności geometryczne dla ostrzy noża Fellowsa ustalimy na podstawie rysunku.
Przyjmujemy przy tym dla uproszczenia, że w rzucie poziomym ząb o zarysie ewolwentowym został
zastąpiony przez zębatkę.
Narzędzie ma kąt przyłożenia ε dla krawędzi wierzchołkowej, zaś dla krawędzi bocznych jest
to kąt ζ , ponadto zaś dla krawędzi wierzchołkowej mamy kąt natarcia γ.
Ponieważ narzędzie wykonuje ruch roboczy w kierunku
równoległym do osi, przeto
nominalny kąt zarysu zęba narzędzia powinien dokładnie odpowiadać nominalnemu kątowi zarysu
nacinanego koła w rzucie na powierzchnię czołową nacinanego koła.
Obróbka kół zębatych o uzębieniu śrubowym metodą Fellowsa.
Struganie zębów śrubowych na dłutownicy Fellowsa nastręcza pewne trudności. Wrzeciono
robocze dłutownicy pozostaje w tym samym położeniu, jak przy nacinaniu zębów prostych, a więc oś
wrzeciona jest równoległa do osi nacinanego koła. Ruch roboczy narzędzia odbywa się również
równolegle do osi nacinanego koła. Chcąc więc nacinać zęby śrubowe, musimy podczas ruchu
roboczego narzędzia nadać mu dodatkowo ruch obrotowy, aby uzyskać ostatecznie ruch śrubowy.
Narzędzie musi mieć zęby śrubowe.
V.
FREZOWANIE OBWIEDNIOWE.
Frezowanie obwiedniowe walcowych kół zębatych polega na zasadzie współpracy ślimaka z
kołem ślimakowym (rysunek), z tym że w przypadku frezowania mamy do czynienia zamiast ślimaka z
frezem ślimakowym, a zamiast koła ślimakowego występuje obrabiane koło walcowe.
Po jednym obrocie freza ślimakowego koło obrabiane obróci się o kąt odpowiadający jednemu
skokowi zwoju zębów freza ślimakowego. Gdy frez jest jednokrotny (jednozwojny), wówczas
obrabiane koło obróci się o kąt odpowiadający jednej podziałce, gdy jest k-krotny – krotny kąt
odpowiadający k podziałkom.
VI.
STRUGANIE WEDŁUG METODY GLEASONA.
Struganie metodą Gleasona wykorzystuje się do obróbki stożkowych kół zębatych (rysunek).
Odróżniamy dwa sposoby obróbki kół stożkowych wg tej metody :
a)
Starszy sposób (stosowany do dzisiaj dla małych kół);
b)
Sposób nowoczesny.
Sposób starszy przedstawiono na rysunku powyżej. Na przedłużeniu obrabianego koła 1 jest
osadzony na wspólnej osi I-I segment zębaty 2 mający ten sam kąt stożka podziałowego, co nacinane
koło. Segment zębaty 2 zazębia się z pierścieniową zębatką 3 mogąca się obracać dookoła własnej osi
II-II. Zębatka ta podczas tego obrotu zabiera za sobą prowadnice suwaka narzędzia nacinającego zęby
koła 1. Ruch obrotowy dookoła osi I-I otrzymuje nacinane koło 1 i segment zębaty 2od pałąka 4, który
otrzymuje ruch wahający od krzywki (niewidocznej na rysunku) poprzez cięgło 5.
1.
T
OKARKI
–
PODZIAŁ I KINEMATYKA TOCZENIA
Wśród różnych rodzajów obróbki metali skrawaniem toczenie jest procesem najbardziej
rozpowszechnionym. Wynika to z potrzeby stosowania w różnego rodzaju maszynach i urządzeniach części o
kształtach obrotowych, wykonywanych przez toczenie na maszynach zwanych tokarkami.
Tokarki - zależnie od przeznaczenia - można podzielić na następujące grupy: tokarki ogólnego
przeznaczenia, tokarki specjalizowane i tokarki specjalne.
Tokarki ogólnego przeznaczenia: tokarki kołowe, tokarki tarczowe, tokarki karuzelowe, tokarki wielonożowe,
tokarki rewolwerowe, półautomaty i automaty tokarskie.
Tokarki specjalizowane: tokarki do robót bardzo dokładnych, tokarki do robót kształtowych, tokarki obcinarki.
Tokarki specjalne: tokarki specjalne dla przemysłu hutniczego do toczenia walców, tokarki specjalne dla
kolejnictwa, tokarki specjalne dla przemysłu samochodowego.
Najliczniejszą grupę tokarek używanych w przemyśle stanowią tokarki kłowe, które można podzielić
jeszcze na tokarki produkcyjne oraz tokarki pociągowe. Obie te grupy tokarek kłowych różnią się między sobą
sposobem napędu suportu przesuwającego nóż. podczas toczenia. Tokarki produkcyjne są do tego celu
wyposażone w wałek pociągowy; a tokarki pociągowe mają ponadto śrubę pociągową, która zapewnia bardzo
dokładne przesuwanie noża. Dzięki użyciu śruby pociągowej tokarki pociągowe mają znacznie szerszy zakres
zastosowania niż tokarki produkcyjne. Można na nich bowiem wykonywać - oprócz wielu innych robót -
również nacinanie gwintów.
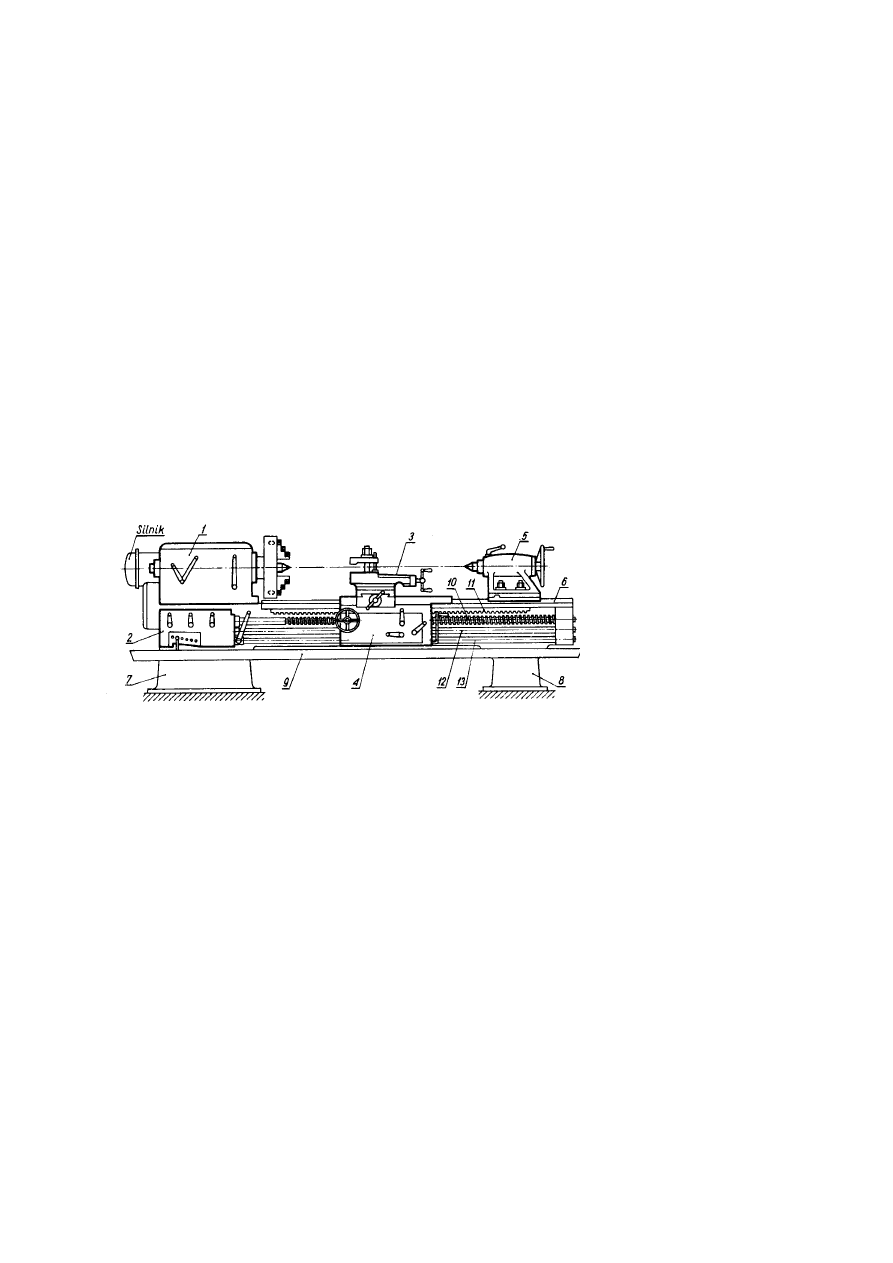
Rysunek poniżej przedstawia tokarkę pociągową. Na jednym końcu łoża 6, wyposażonego w prowadnice,
znajduje się wrzeciennik 1. Na drugim końcu łoża jest umieszczony konik 5. Z boku łoża znajdują się: śruba
pociągowa 10, wałek pociągowy 12, zębatka 11 oraz skrzynka posuwu 2 przenosząca napęd z wrzeciennika na
suport. Na prowadnicach łoża mogą się przesuwać sanie wzdłużne suportu połączone ze skrzynką suportową 4,
na której jest widoczna wśród innych mechanizmów dźwignia do włączania posuwu za pomocą śruby
pociągowej. Na saniach wzdłużnych są umieszczone sanie poprzeczne suportu, a na nich imak narzędziowy 3.
Łoże tokarki jest ustawione na dnie blaszanej wanny 9 i wraz z nią jest umocowane do podstaw 7 i 8.
We wrzecienniku znajdują się mechanizmy przenoszące napęd z silnika na wrzeciono tokarki, na którym jest
umieszczony uchwyt szczękowy, mocujący materiał podczas obróbki.
Wrzeciono tokarki to wałek z otworem przelotowym zakończonym stożkowo. W stożek ten wciska się
kieł, który wraz z kłem konika podtrzymuje niekiedy materiał podczas toczenia.
Do napędzania tokarki służy silnik elektryczny, który przenosi napęd na wrzeciennik. Ruch obrotowy z
wrzeciennika jest przenoszony następnie za pomocą przekładni zębatej na przekładnię skrzynki posuwów. Ze
względu na bezpieczeństwo obsługi przekładnie są przykryte osłonami. Uruchamianie i zatrzymywanie
wrzeciona oraz zmiana kierunku ruchu obrotowego wrzeciona są dokonywane za pomocą dźwigni i wałka 13.
Wrzeciennik tokarki jest przekładnią, dzięki której z silnika o stałej prędkości obrotowej można
uzyskiwać różne prędkości obrotowe wrzeciona. Główną częścią wrzeciennika jest wrzeciono od strony otworu
stożkowego zakończone gwintem zewnętrznym, na który nakręca się uchwyt tokarki lub tarczę zabierakową.
Wrzeciono może obracać się w panewkach łożyska, z których jedno jest cylindryczne, a drugie - stożkowe.
Zmianę prędkości obrotowej uzyskuje się we wrzecienniku za pomocą przekładni zębatej. Liczba osiąganych
stopni prędkości zależy od konstrukcji wrzeciennika. W różnych typach tokarek stosuje się różne wrzecienniki -
od bardzo prostych do skomplikowanych. Wrzecienniki są wyposażone w urządzenie zwane nawrotnicą, które
umożliwia przekazywanie skrzynce suportowej ruchu obrotowego w jednym lub drugim kierunku. Nawrotnica
jest zwykle umieszczana we wrzecienniku i stanowi jeden z jego mechanizmów.
W tokarce między wrzeciennikiem a skrzynką posuwów znajdują się w zazębieniu koła zębate. Mają one za
zadanie przenoszenie ruchu obrotowego na skrzynkę suportową oraz przyspieszanie lub zwalnianie tego ruchu w
stosunku do ruchu wrzeciona.
Do podpierania podczas toczenia długich lub ciężkich przedmiotów, zamocowanych w uchwycie tokarki lub
umocowanych w kłach, służy konik. Poprzeczne przesunięcie konika wykorzystuje się często do toczenia
stożków o małym kącie wierzchołkowym.
Suport tokarki służy do mocowania i przesuwania noża podczas toczenia. Skrzynka suportowa jest
umocowana od spodu do sań wzdłużnych suportu. W skrzynce suportowej są umieszczone mechanizmy służące
do przenoszenia ruchu ze śruby pociągowej lub wałka pociągowego na suport. W dolnej części skrzynki supor-
towej znajduje się mechanizm do uruchamiania wrzeciona tokarki. Składa się on z wałka, poruszającego
sprzęgło, i dźwigni. Imak jednonożowy może być zastąpiony imakiem czteronożowym. W takim przyrządzie
zamocowuje się zwykle cztery noże o różnych kształtach, przeznaczone do różnych zabiegów. Po zakończeniu
jednego zabiegu można zluzować dźwignią nakrętkę śruby głównej imaka i - obróciwszy głowicę o kąt 90° -
ponownie ją unieruchomić. Dzięki temu bardzo szybko jeden nóż można zastąpić innym, niezbędnym do
dalszych czynności tokarskich. W dolnej części skrzynki suportowej znajduje się mechanizm do uruchamiania
wrzeciona tokarki.
Mechanizmem umożliwiającym zmianę posuwu noża jest skrzynka posuwów. W tokarkach kłowych
często w skrzynkach posuwów jest stosowana przekładnia typu Nortona.
2. NARZĘDZIA TOKARSKIE
Podstawowymi narzędziami stosowanymi w procesach obróbki skrawaniem przez toczenie są noże
tokarskie. Liczne ich odmiany różnią się między sobą położeniem ostrza, położeniem krawędzi skrawającej,
sposobem zamocowywania oraz sposobem wykonania.
Przyjmując jako podstawę podziału przeznaczenie noży, rozróżnia się:
• noże do obtaczania, zwane obtaczakami,
• noże do wytaczania, zwane wytaczakami,
• noże do przecinania, zwane przecinakami,
• noże do toczenia kształtowego, zwane nożami kształtowymi.
Wymienione w tej grupie noże w większości przypadków wykonuje się w dwóch odmianach
przeznaczonych do różnych rodzajów obróbki. Pierwszą odmianę stanowią noże służące do operacji wstępnej,
zwane zdzierakami, a drugą - noże służące do obróbki wykańczającej, zwane wykańczakami.
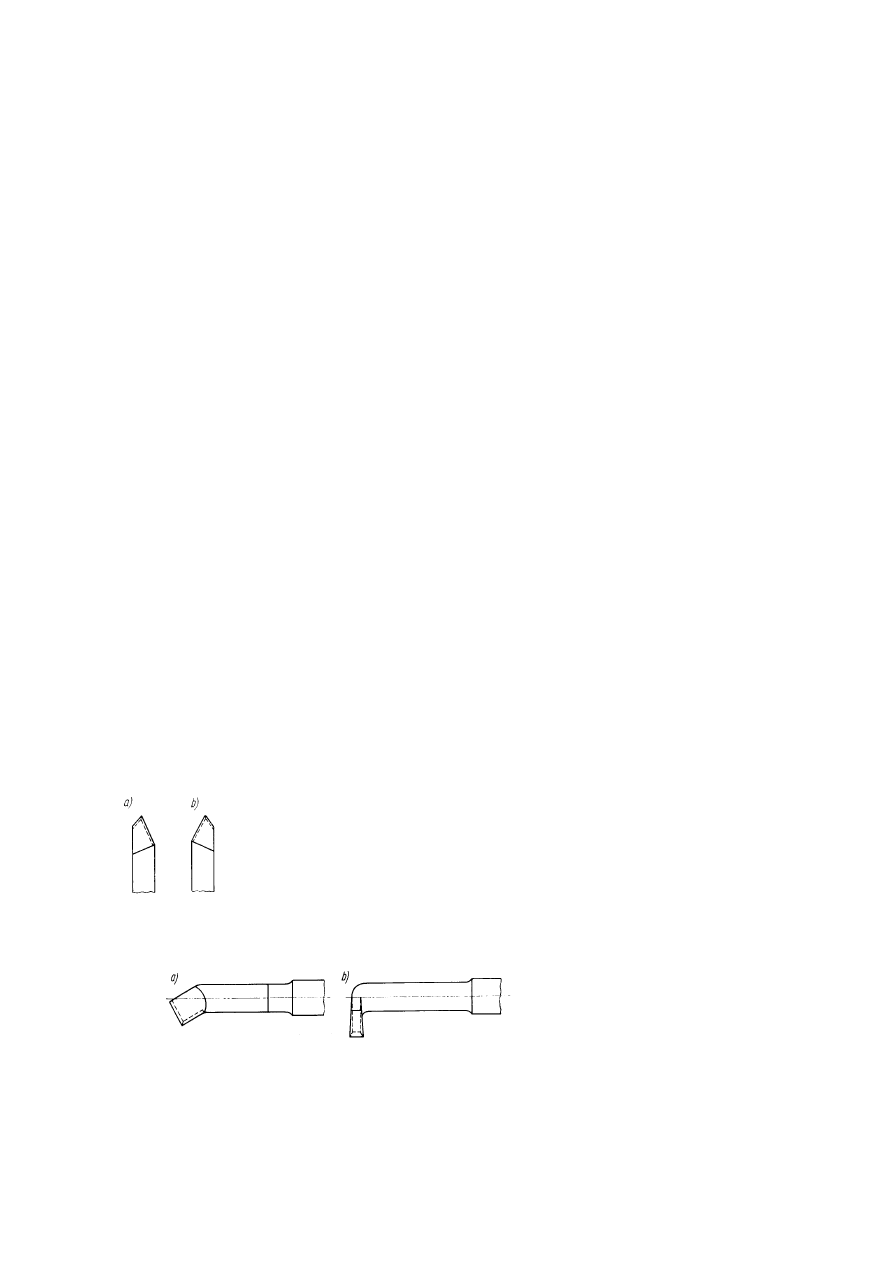
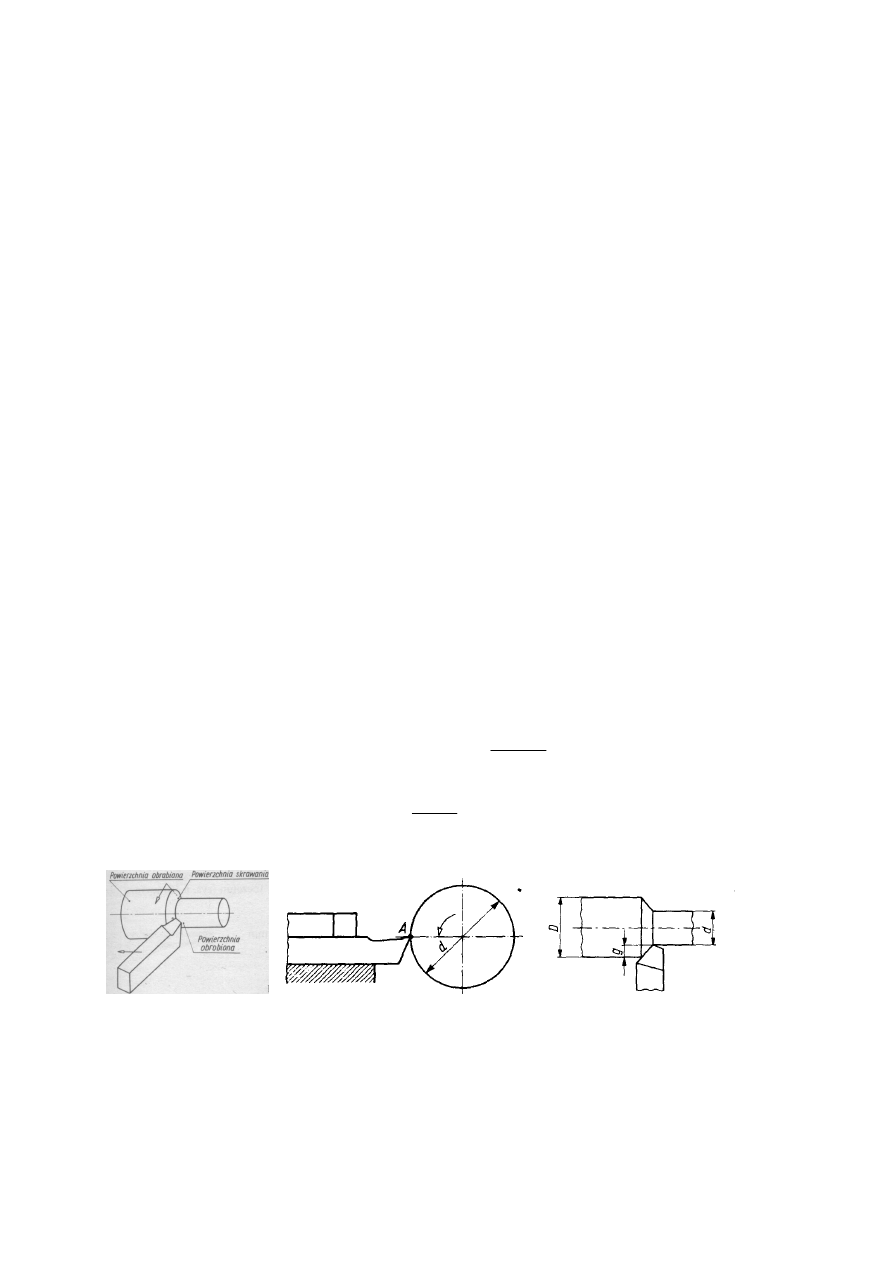
Noże do obtaczania są stosowane do toczenia wzdłużnego powierzchni zewnętrznych. Za ich pomocą
toczy się wałki gładkie, wałki stopniowe, powierzchnie stożkowe oraz płaskie powierzchnie czołowe tych
wałków lub innych przedmiotów toczonych. Typowe noże tokarskie do obtaczania pokazano na rys. Nożem
lewym - rys. a) - nazywamy nóż, który ma krawędź skrawającą po stronie kciuka lewej ręki, położonej na
powierzchni natarcia i skierowanej palcami ku wierzchołkowi noża. Nożem prawym - rys. b) - nazywamy nóż,
który ma krawędź skrawającą po stronie kciuka prawej ręki, położonej na powierzchni natarcia i skierowanej
palcami ku wierzchołkowi noża.
Noże do wytaczania są przeznaczone do toczenia powierzchni wewnętrznych zarówno wzdłużnych, jak
i poprzecznych, o kształtach walcowych – rys. b), stożkowych - rys. a) lub płaskich.
Noże do przecinania służą do cięcia na tokarce materiału w postaci prętów, odcinania przedmiotu
wytoczonego uprzednio z pręta oraz nacinania rowków zewnętrznych na przedmiotach obrabianych na tokarce.
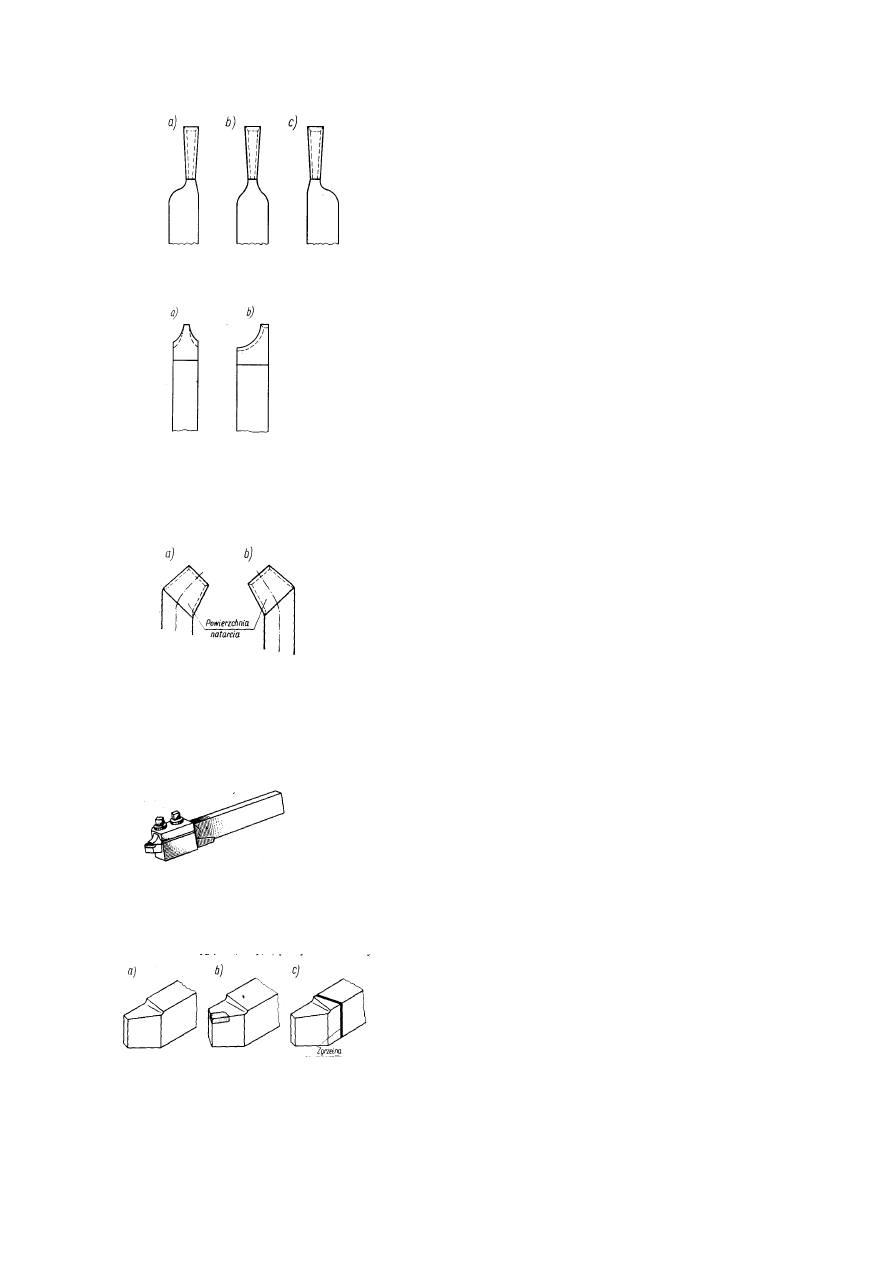
Noże kształtowe o różnym zarysie krawędzi skrawających są przeznaczone do toczenia np. powierzchni
kulistych (a), do toczenia i zataczania frezów kształtowych (b) itp.
Ze względu na położenie ostrza rozróżniamy noże proste, wygięte i odsadzone. Noże proste mają
ostrze, które jest przedłużeniem trzonka i nie jest w stosunku do jego osi ani przesunięte, ani wygięte.
Przykładem noży prostych są noże do obtaczania przedstawione. Noże wygięte mają część roboczą wygiętą w
stosunku do osi trzonka w lewo lub w prawo.
Ze względu na sposób zamocowywania w tokarce rozróżniamy noże oprawkowe i imakowe. Wszystkie
noże zamocowywane bezpośrednio w imaku tokarki nazywamy imakowymi. W odróżnieniu od nich nożami
oprawkowymi nazywamy takie, które są uchwycone w specjalnych oprawkach, a dopiero wraz z nimi
mocowane w imaku tokarki lub głowicy rewolwerowej. Nóż oprawkowy przeznaczony do pracy w imaku
nożowym przedstawiono na rysunku poniżej.
Ze względu na sposób wykonania rozróżnia się noże jednolite - rys. a) i niejednolite - (rys. b) i c).
Ze względu na charakter pracy rozróżniamy noże zwykle oraz noże wysoko wydajne. Zwykłymi
nazywamy noże. które są przystosowane do pracy w normalnych warunkach skrawania. Takimi nożami skrawa
się ze stosunkowo małymi szybkościami, a posuwy noża nie są zbyt duże.
Gdy jednak konieczne jest zwiększenie wydajności procesu skrawania zwiększa się szybkość skrawania lub
posuw. W takim przypadku nie można stosować noży używanych do pracy w normalnych warunkach. gdyż ich
wytrzymałość jest zbyt mała. Do obróbki wysoko wydajnej stosuje się noże ze specjalnych materiałów oraz noże
o specjalnych kształtach. Noże takie mają nalutowane płytki z węglików spiekanych, ujemny kąt natarcia oraz
niekiedy łamacze wióra. Łamacze wióra są stosowane ze względu na bezpieczeństwo pracy tokarza i łatwiejszy
transport wiórów. Rozżarzone wióry, powstające podczas obróbki szybkościowej w dużych ilościach, mogą być
przyczyną nieszczęśliwych wypadków. Z tego powodu proces skrawania należy prowadzić tak, aby oddzielający
się od materiału wiór szybko ulegał złamaniu lub przynamniej zwinięciu.
3. PRZYRZĄDY DO MOCOWANIA PRZEDMIOTÓW
Sposób zamocowania przedmiotu na tokarce zależy od jego kształtu i wymiarów. W związku z tym
stosuje się różne przyrządy do mocowania, stanowiące wyposażenie tokarek. Zasadniczo przedmioty prze-
znaczone do toczenia zamocowuje się w uchwytach lub kłach.
Najczęściej do mocowania przedmiotów małych i średniej wielkości o kształtach walcowym lub
pierścieniowym jest stosowany uchwyt samocentrujący spiralny.
Bardzo duże przedmioty o nieregularnych kształtach zamocowuje się w uchwytach tarczowych
czteroszczękowych, których każdą szczękę ustawia się oddzielnie. W tym celu pokręca się kluczem każdą śrubę
wkręcającą się w nakrętkę szczęki.
Opisane uchwyty i tarcze są nakręcane na gwint wrzeciona tokarki i wraz z nim wykonują obrót podczas
skrawania.
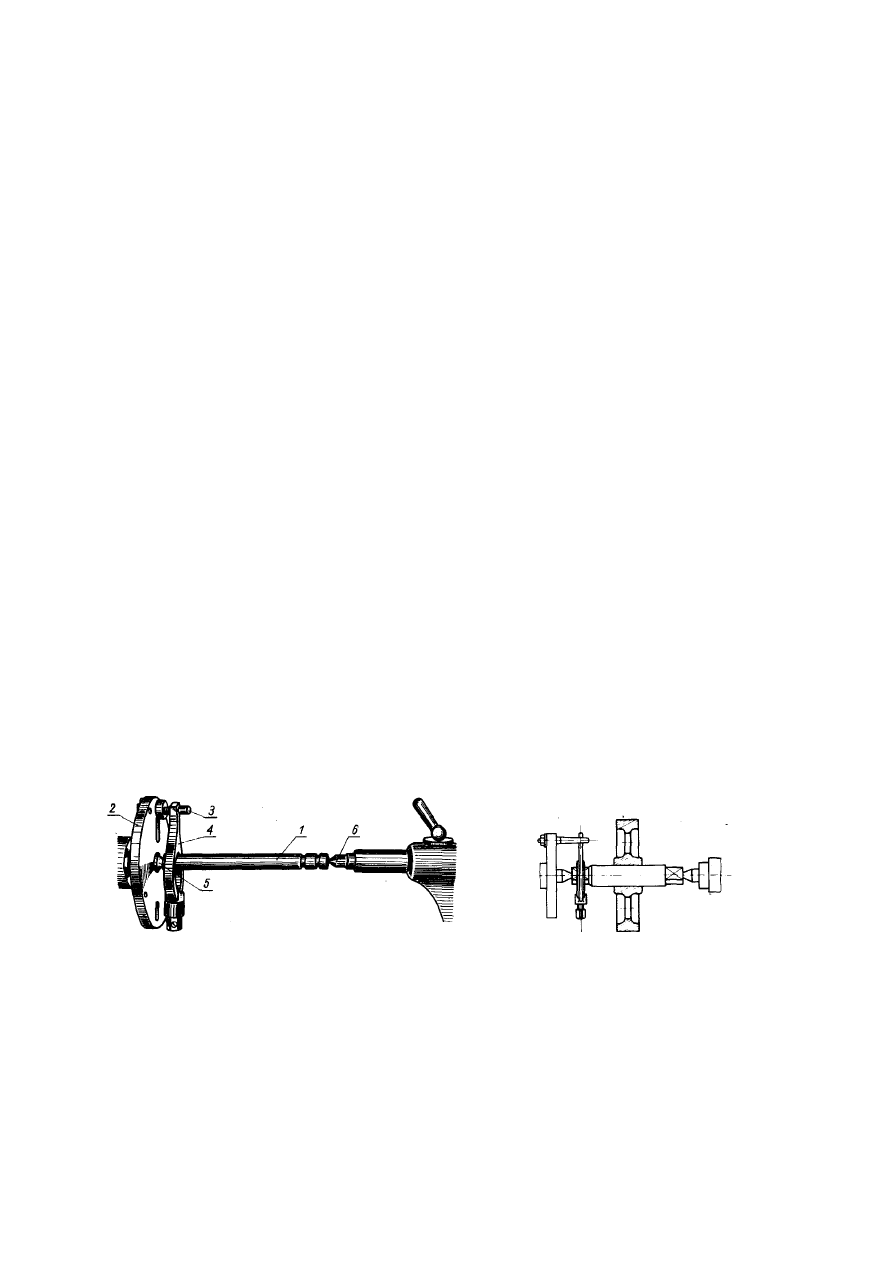
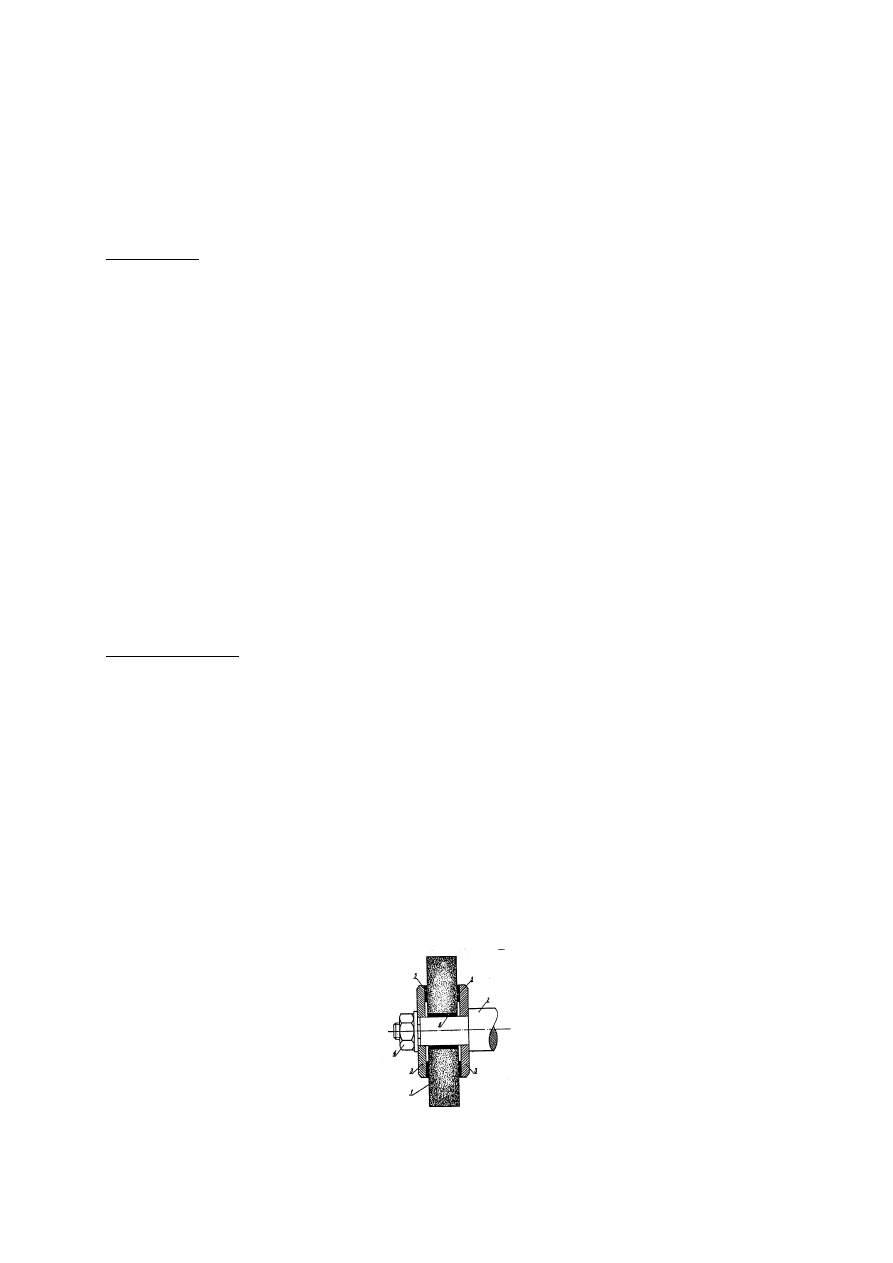
Wszystkie przedmioty długie (wałki) zamocowuje się w kłach tokarki. W tym celu na obu stronach
czołowych wałka należy wykonać nakiełki, tj. nawiercenia, które służą jako oparcie dla kłów obrabiarki. Do
zamocowania wałka w kłach potrzebne są jeszcze dalsze przyrządy, a mianowicie - tarcza zabierakowa i
zabierak.
Sposób zamocowania wałka w kłach przedstawiono na rys.1). Na wałku 1 jest umocowany zabierak 4,
który opiera się o palec 3 tarczy zabierakowej 2, nakręcanej na wrzeciono tokarki. Wałek wspiera się na kłach 5 i
6. Gdy wrzeciono tokarki zostanie wprowadzone w ruch, wraz z nim zacznie się obracać wałek napędzany
zespołem zabierakowym (tarcza zabierakowa - zabierak).
Niekiedy w kłach zamocowuje się przedmioty mające w środku otwory. Wówczas niezbędne są trzpienie
tokarskie. Sposób zamocowania w kłach takiego przedmiotu przedstawia rys. 2) Jak widać na rysunku, w otwór
przedmiotu został wtłoczony trzpień tokarski o odpowiedniej średnicy. Czynność tę wykonuje się zwykle na
prasie dźwigniowej.
rys. 1) rys. 2)
Długie wałki obrabiane w kłach podpiera się w połowie długości za pomocą podtrzymki stałej umocowanej do
łoża tokarki lub podtrzymki ruchomej umocowanej na suporcie i wraz z nim przesuwającej się wzdłuż
obrabianego wałka.
Przed przystąpieniem do toczenia należy nie tylko odpowiednio umocować obrabiany przedmiot w uchwycie lub
w kłach, lecz również we właściwy sposób umocować w imaku nożowym nóż tokarski. Wierzchołek ostrza
powinien znajdować się na wysokości osi kłów. Jeżeli wymiary trzonka noża nie zapewniają uzyskania takiej
wysokości, stosuje się podkładki w postaci blaszek, które należy podłożyć pod nóż. Równie ważne, jak
prawidłowe ustawienie podkładek, jest właściwe wysunięcie noża z imaka. Powinno ono być mniejsze niż 1,5
grubości noża.

4. OPERACJE WYKONYWANE NA TOKARKACH
Na tokarkach można wykonywać wiele operacji, które nadają przedmiotom różnorodne kształty.
Obróbce mogą podlegać powierzchnie zewnętrzne i wewnętrzne, powstające w toczeniu wzdłużnym lub
prostopadłym do kierunku osi tokarki. W wyniku obróbki mogą powstawać w obu rodzajach toczenia
(wzdłużnym i poprzecznym) powierzchnie walcowe, stożkowe lub kształtowe.
Na tokarkach wykonuje się nie tylko obróbkę za pomocą noży tokarskich, lecz również za pomocą
narzędzi typowych dla innych rodzajów obróbki skrawaniem. Tak więc na tokarkach można wiercić otwory,
rozwierać je rozwiertakami, gwintować otwory gwintownikami oraz nacinać gwinty zewnętrzne narzynkami.
Jako główne operacje tokarskie można wymienić: 1) toczenie zewnętrznych powierzchni walcowych, 2)
toczenie rowków zewnętrznych i przecinanie, 3) toczenie powierzchni czołowych, 4) toczenie powierzchni
stożkowych, 5) wytaczanie, 6) toczenie gwintów, 7) toczenie powierzchni kształtowych, 8) wykończanie
powierzchni kształtowych, a ponadto stosowanie w ~miarę potrzeby - nawiercanie, wiercenie i rozwiercanie
otworów.
Toczenie powierzchni zewnętrznych walcowych następuje wówczas, gdy przedmiot wykonuje ruch
obrotowy dokoła swej osi, a nóż ~przesuwa się w równolegle do tej osi. Z takim rodzajem toczenia spotykamy
się w praktyce najczęściej. Zwykle toczenie wzdłużne odbywa się w dwóch przejściach noża. Pierwsze przejście
ma na celu usunięcie niemal całego naddatku na obróbkę. Jest to tzw. toczenie zgrubne. Podczas drugiego usuwa
się pozostały naddatek na obróbkę i wygładza obrobioną powierzchnię. Jest to tzw. toczenie dokładne.
Podczas skrawania zgrubnego stosuje się zwykle duży posuw noża i znaczną głębokość skrawania;
szybkość skrawania w toczeniu zgrubnym nie powinna być duża. Podczas skrawania dokładnego należy
stosować znacznie mniejszy posuw i mniejszą głębokość skrawania, a za to - wydatnie zwiększyć szybkość
skrawania.
Toczenie wzdłużne, podobnie zresztą jak i niektóre inne rodzaje toczenia, może być prowadzone jako
stopniowane lub niestopniowane. Powstające w wyniku toczenia stopniowanego przedmioty mają na swej
powierzchni wgłębienia, występy lub rowki.
Toczenie rowków zewnętrznych oraz niekiedy przecinanie wykonuje się za pomocą noży odsadzonych.
Jeżeli służą one do przecinania, nazywamy je przecinakami. W celu wykonania rowka lub przecięcia materiału
nóż wykonuje ruch posuwowy poprzeczny w kierunku osi obracającego się przedmiotu.
Toczenie powierzchni stożkowych można wykonać następującymi sposobami: z przesuniętym konikiem,
ze skręconymi saniami narzędziowymi, z zastosowaniem liniału.
Podczas toczenia z przesuniętym konikiem wartość przesunięcia, zależną od wymaganego pochylenia
tworzącej stożka, określa się wg wzoru. Toczenie stożków z przesuniętym względem osi tokarki konikiem
stosuje się do toczenia stożków o małym kącie wierzchołkowym.
Do toczenia stożków wewnętrznych stosuje się podobne metody z tą tylko różnicą, że noże do tych
operacji powinny być dostosowane do toczenia wewnętrznego.
Wytaczanie wzdłużne odbywa się nożem wygiętym prawym, a wytaczanie poprzeczne - nożem
wygiętym hakowym. W wyniku tej obróbki uzyskuje się wewnętrzną powierzchnię walcową stopniowaną.
Toczenie gwintów - zarówno zewnętrznych, jak wewnętrznych - jest wykonywane nożami
kształtowymi. Nóż kształtowy o zarysie odpowiadającym zarysowi gwintu wykonuje posuw na jeden obrót
wałka, równy skokowi śruby. Posuw noża powinien być zatem tak zsynchronizowany z obrotem wałka, aby w
czasie jednego obrotu wałka nóż zawsze przesuwał się o wartość skoku. Taką synchronizację uzyskuje się przez
dobór kół wymiennych napędzających śrubę pociągową tokarki.
5. GEOMETRIA OSTRZA SKRAWAJĄCEGO NOśA TOKARSKIEGO
Narzędzia stosowane w różnych rodzajach obróbki skrawaniem różnią się między sobą znacznie
wyglądem zewnętrznym. Jednakże przy bliższym rozważaniu okazuje się, że części robocze tych narzędzi
pracują na podobnych zasadach, a ich ostrza są ukształtowane z takich samych elementów.
Najbardziej typowym i najczęściej używanym w obróbce skrawaniem narzędziem jest nóż tokarski. Na
jego przykładzie najłatwiej można wyjaśnić budowę ostrza narzędzi oraz przedstawić zjawiska zachodzące
podczas skrawania. Nóż tokarski składa się z dwu zasadniczych części: chwytu i części roboczej.
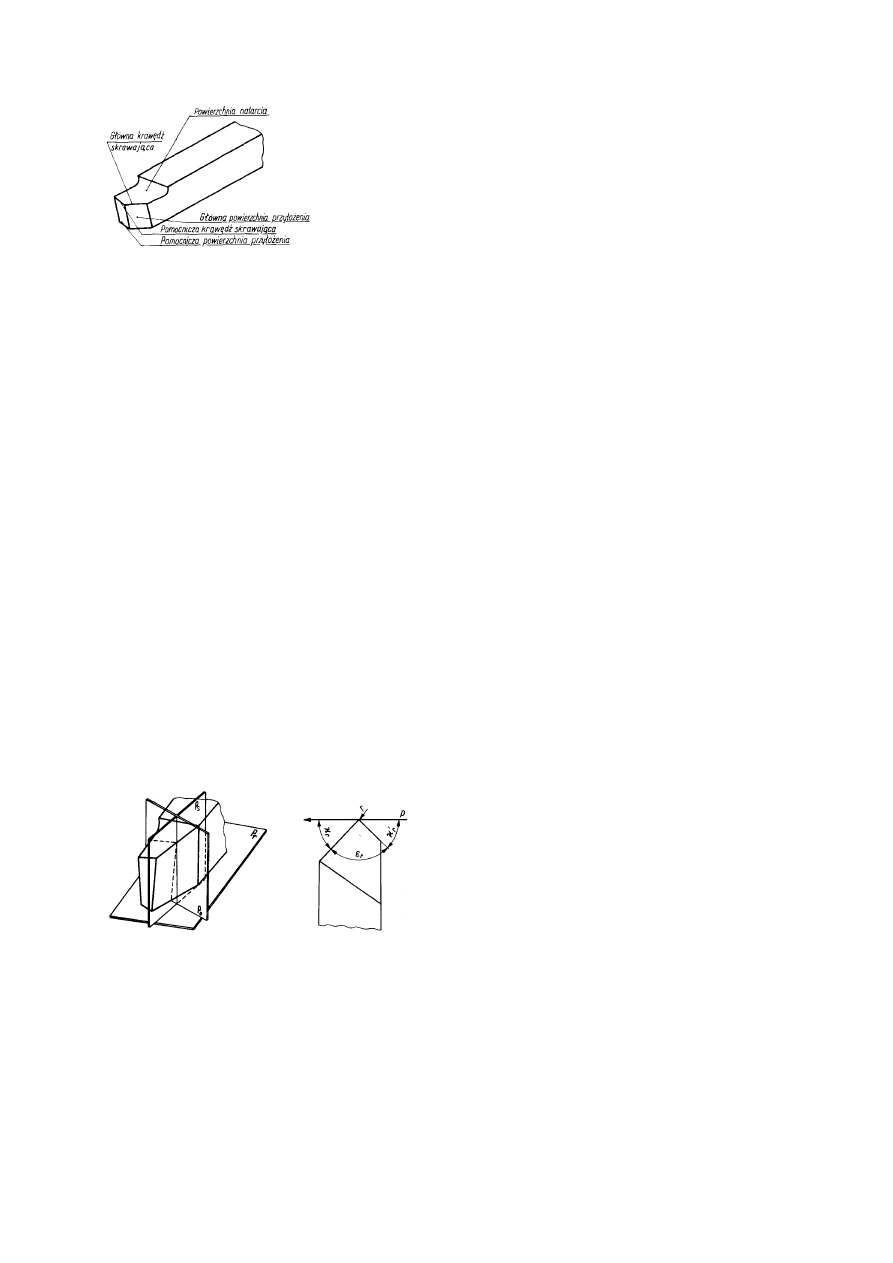
Chwyt noża tokarskiego służy do zamocowania narzędzia w imaku tokarki. Część robocza narzędzia jest
ukształtowana przez kilka powierzchni widocznych na rys. Są to:
• powierzchnia natarcia,
• główna powierzchnia przyłożenia,
• pomocnicza powierzchnia przyłożenia.
Powierzchnia natarcia ma najcięższe zadanie do wykonania podczas procesu skrawania. Ona bowiem
przejmuje cały nacisk wióra oddzielanego od obrabianego materiału. Pozostałe powierzchnie ostrza, zwane
powierzchniami przyłożenia, odgrywają podczas skrawania drugorzędną rolę.
Zarówno powierzchnia natarcia, jak i powierzchnie przyłożenia mogą w różnych narzędziach przybierać różne
kształty.
Powierzchnie ostrza noża tokarskiego przecinają się wzajemnie tworząc krawędzie, nazywane
krawędziami skrawającymi (tnącymi) ze względu na czynność wykonywaną podczas skrawania. Najważniejszą
rolę odgrywa w tym procesie krawędź AB, utworzona z przecięcia się powierzchni natarcia z powierzchnią
przyłożenia. Jest to tzw. główna krawędź skrawająca. Krawędź CD, powstała w wyniku przecięcia się
powierzchni natarcia z pomocniczą powierzchnią przyłożenia, nazywa się pomocniczą krawędzią skrawającą.
Krawędź CB, powstałą z przecięcia powierzchni natarcia z przejściową powierzchnią przyłożenia, nazywamy
przejściową krawędzią skrawającą.
Tam, gdzie przecina się powierzchnia natarcia z powierzchniami przyłożenia, powstaje naroże, zwane
wierzchołkiem noża tokarskiego. Zazwyczaj w wierzchołku noża tokarskiego przejściowa krawędź skrawająca
przybiera postać łuku o pewnym promieniu zaokrąglenia r.
Powierzchnie tworzące ostrza noża są pochylone względem siebie pod pewnymi kątami. To samo
można również powiedzieć o krawędziach ostrza powstałych w wyniku przecięcia się tych powierzchni.
Zwymiarowanie tych kątów, znajdujących się w płaszczyznach rozmaicie usytuowanych w przestrzeni, wymaga
wprowadzenia układu odniesienia, który zapewniałby jednoznaczne ich określenie.
Płaszczyzna P
r
jest płaszczyzną podstawową. Jest ona zwykłe w nożach tokarskich jednocześnie
płaszczyzną oporową, na której nóż opiera się w imaku tokarki.
Płaszczyzna przekroju głównego ostrza Po jest płaszczyzną normalną układu odniesienia. Jest ona prostopadła
do rzutu krawędzi skrawającej na płaszczyznę podstawową. Z tego wynika, że płaszczyzna normalna jest
prostopadła do płaszczyzny podstawowej i przechodzi przez rozpatrywany punkt głównej krawędzi skrawającej.
Płaszczyzna P
s
jest płaszczyzną krawędzi skrawającej. Przechodzi ona przez główną krawędź
skrawającą (lub jest do niej styczna, gdy krawędź jest krzywoliniowa). Jednocześnie płaszczyzna ta jest
prostopadła do płaszczyzny podstawowej i normalnej.
Mając do dyspozycji w taki sposób zbudowany układ odniesienia, można określić na płaszczyznach układu
kształt ostrza scharakteryzowany za pomocą kątów. W płaszczyźnie podstawowej P, są uwidocznione rzuty
krawędzi skrawających na płaszczyznę. Rzuty krawędzi skrawających tworzą prostą wskazującą kierunek
posuwu p noża kąty oznaczone symbolami
κ
r
i
κ
’
r
(kappa).
Kąt
κ
r
utworzony między prostą określającą kierunek ruchu posuwowego a rzutem głównej krawędzi
skrawającej na powierzchnię P
r
nazywamy kątem przystawienia głównej krawędzi skrawającej.
Kąt
κ
’
r
utworzony między prostą określającą kierunek ruchu posuwowego a rzutem pomocniczej krawędzi
skrawającej na płaszczyznę P
r
, nazywamy kątem przystawienia pomocniczej krawędzi skrawającej.
Pomiędzy rzutem na płaszczyznę podstawową głównej krawędzi skrawającej a rzutem pomocniczej krawędzi
skrawającej powstaje kąt
ε
r
, zwany kątem naroża.
Symbolem r oznaczono zaokrąglenie przejściowej krawędzi skrawającej w rzucie na płaszczyźnie normalnej.
W płaszczyźnie P
o
są widoczne kąty powstałe w wyniku przecięcia ostrza płaszczyzną prostopadłą do głównej
krawędzi skrawającej. Oznaczamy je symbolami
α
o
,
β
o
i
γ
o
.
Kąt
α
o
nazywa się kątem przyłożenia głównym. Jest on zawarty między prostą styczną do głównej powierzchni
przyłożenia i płaszczyzną P
s
.
Kąt
β
o
nazywa się kątem ostrza głównym. Jest on zawarty między styczną do powierzchni przyłożenia a styczną
do powierzchni natarcia.
Kąt
γ
o
nazywa się kątem natarcia głównym. Jest on zawarty między prostą styczną do powierzchni natarcia a
płaszczyzną podstawową P
r
.
Kąt przyłożenia
α
o
zmniejsza tarcie między obrabianym przedmiotem a powierzchnią przyłożenia narzędzia.
Wartość tego kąta powinna zapewniać jedynie dostateczne zmniejszenie tarcia, bez nadmiernego jednak
zmniejszenia kąta ostrza. Zależy ona od rodzaju noża, obrabianego materiału oraz warunków obróbki; zwykle
przyjmuje się kąt przyłożenia główny
α
o
= 6-12°.
Kąt natarcia
γ
o
ma za zadanie ułatwienie spływu wióra podczas obróbki. Im większy będzie kąt natarcia
narzędzia, tym łatwiej jego ostrze będzie wnikać w materiał, gdyż powstający wiór mniej będzie się odkształcał,
dzięki czemu napór materiału na narzędzie będzie mniejszy. Nadmierne jednak zwiększenie kąta natarcia
powoduje znaczne osłabienie noża. W praktyce przyjmuje się kąt natarcia główny w granicach
γ
o
= 5-30
°
.
Parametry skrawania
Podczas toczenia można rozróżnić na obrabianym przedmiocie trzy zasadnicze powierzchnie. Są to:
powierzchnia obrabiana, powierzchnia skrawana oraz powierzchnia obrobiona.
Przebieg procesu skrawania charakteryzują w znacznej mierze warunki skrawania. Warunki te określamy nazwą
parametrów skrawania. Najważniejszymi parametrami skrawania są szybkość skrawania, głębokość skrawania i
posuw. Od tych parametrów zależą: wartość oporów skrawania, dokładność wymiarów, gładkość obrobionej po-
wierzchni oraz trwałość ostrza i wydajność obróbki.
Szybkością skrawania nazywamy stosunek drogi, którą przebywa krawędź skrawająca narzędzia
względem powierzchni obrabianego przedmiotu w kierunku głównego ruchu roboczego, do czasu przebycia tej
drogi. Obracający się na tokarce przedmiot o średnicy d wykonuje w ciągu minuty n obrotów. Wobec tego punkt
A, znajdujący się na powierzchni wałka, przebędzie względem wierzchołka noża drogę wynoszącą w ciągu
jednego obrotu
π⋅
d, czyli tyle, ile wynosi obwód wałka. Jeżeli wałek wykona w ciągu jednej minuty n obrotów,
to droga, którą przebędzie w tym czasie punkt A, wyniesie
[
]
min
/
1000
m
n
d
v
⋅
⋅
=
π
Głębokością skrawania nazywamy odległość powierzchni obrabianej od obrobionej. Głębokość
skrawania w toczeniu wyraża się zależnością
[ ]
mm
d
D
g
2
−
=
Posuwem nazywa się wartość przesunięcia noża podczas jednego obrotu toczonego przedmiotu. Posuw
oznacza się literą f, a jego wartość wyraża w mm na jeden obrót przedmiotu.
Podczas toczenia nóż może wykonywać ruch posuwowy w kierunku równoległym do prowadnic łoża
tokarki i wówczas nazywa się go posuwem wzdłużnym. Jeżeli podczas toczenia nóż wykonuje ruch prostopadły
do poprzedniego kierunku, to taki posuw nazywa się poprzecznym.

Podczas toczenia ruch obrotowy przedmiotu oraz ruch posuwowy noża sumują się, w wyniku czego krawędź
skrawająca wykonuje ruch śrubowy wokół obrabianego przedmiotu. W wyniku tego ruchu z obrabianego
przedmiotu zostaje zdjęta w postaci wióra warstwa materiału zwana warstwą skrawaną.
WIERCENIE
1. Wstęp:
Wiercenie, rozwiercanie i pogłębianie są sposobami obróbki otworów kołowych. Charakteryzują się one taką
samą zasadą kinematyczną – ruch główny obrotowy i ruch pomocniczy prostoliniowy, posuwowy. Każde z
narzędzi, które stosuje się przy poszczególnych przypadkach wykazuje inną budowę, oraz ilość
zdejmowanego materiału w czasie obróbki.
Przy pomocy wiercenia uzyskuje się otwory w materiale pełnym, a więc w przedmiotach wykonanych z
półfabrykatów nie posiadających wstępnie odlanych lub odkutych otworów. Obróbkę tą przeprowadza się
zazwyczaj wiertłami krętymi. Otwory o małych średnicach wykonuje się w jednym przejściu, natomiast
otwory o średnicach powyżej 25 mm wykonuje się zazwyczaj w kilku przejściach tzn. wierci się najpierw
wiertłem mniejszym i następnie (zależnie od średnicy gotowego otworu) wiertłem większym lub wiertłem o
żądanej średnicy.
Możemy wyróżnić wiercenie przelotowe i nieprzelotowe. Poprzez wiercenie uzyskuje się otwory o mało
dokładnym wymiarze i kształcie (IT11
÷
IT14) oraz niezbyt gładkiej powierzchni. Jeżeli otwór ma być
wykonany dokładnie, to po wierceniu muszą być przeprowadzone dalsze zabiegi, których celem jest
poprawienie dokładności wymiarowo-kształtowej, oraz gładkości powierzchni otworu. Zabiegi te noszą
nazwę rozwiercania. Można je podzielić na rozwiercanie zgrubne (IT10
÷
IT11) i wykańczające (IT6
÷
IT10).
W przypadku otworów bardzo dokładnych stosuje się zazwyczaj trzy przejścia obróbkowe:
rozwiercanie zgrubne, półwykańczające i wykańczające. W odróżnieniu od zabiegów wiercenia i
rozwiercania w czasie pogłębiania następuje zmiana kształtu wykonywanego otworu. W zakres pogłębiania
wchodzi obróbka pogłębień pod łby cylindryczne i stożkowe wkrętów, planowanie powierzchni czołowych
otworów oraz wykonywanie różnych pogłębień kształtowych.
2. Podział kinematyczny wiercenia:
Spośród czterech teoretycznych możliwości kinematycznych wiercenia w praktyce stosowane są dwa:
a)
wiercenie pionowe: wiercenie narzędziem wykonującym jednocześnie ruch obrotowy i posuwowy przy
nieruchomym przedmiocie obrabianym. Ta odmiana jest najczęściej stosowana, głównie na
wiertarkach.
b)
wiercenie poziome: wiercenie narzędziem wykonującym tylko prostoliniowy ruch posuwowy, ruch
główny- obrotowy wykonuje przedmiot obrabiany. Ze względu na możliwość uzyskania większej
dokładności stosowane jest w przypadku wiercenia głębokich otworów. Poza tym stosuje się je na
tokarkach.
3. Wiertła:
Wiertło składa się z dwóch zasadniczych części:
-
części roboczej
-
części chwytowej
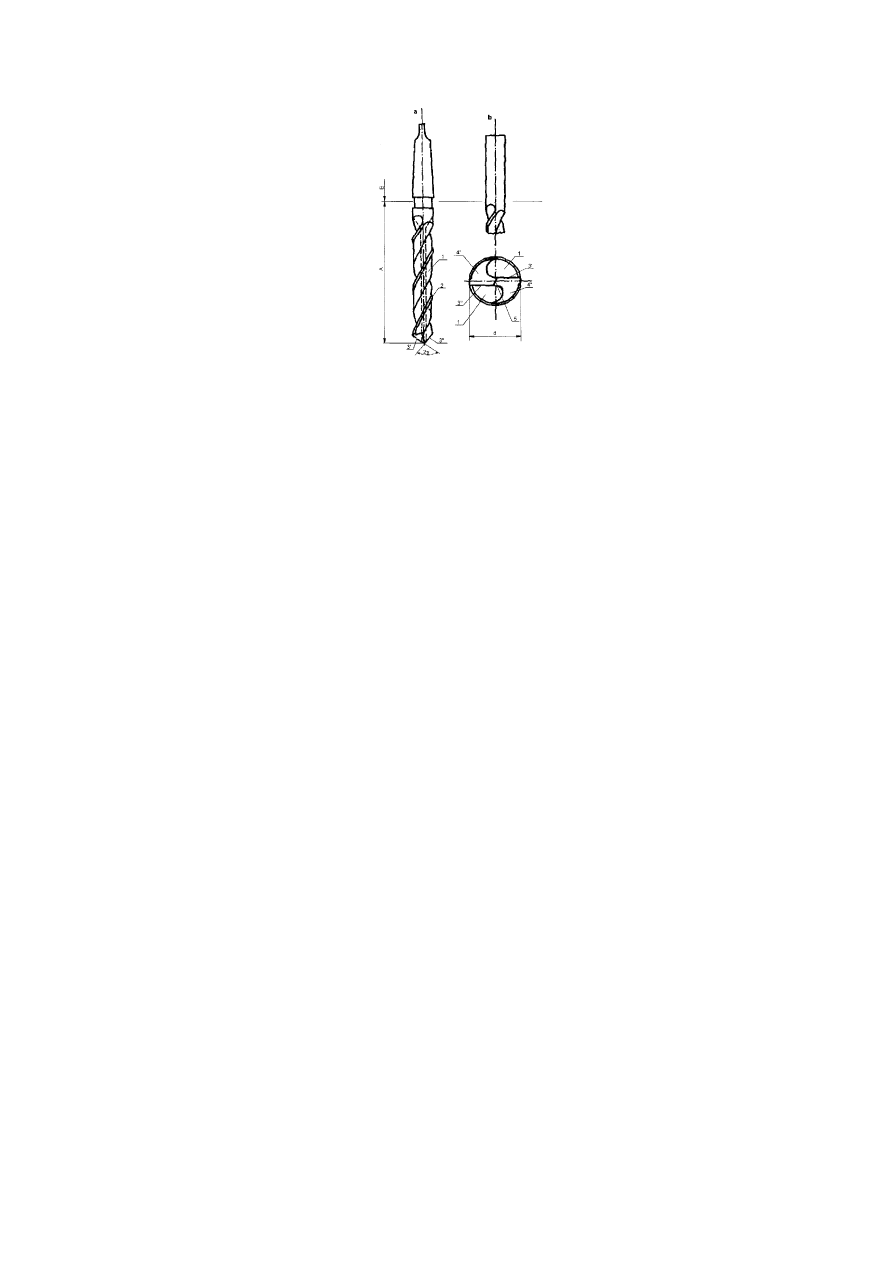
W części roboczej wiertło posiada wyfrezowane dwa śrubowe rowki wiórowe (1), wzdłuż których biegną
łysinki (2), mające za zadanie prowadzenie wiertła w obrabianym otworze. W części skrawającej można
wyróżnić dwie krawędzie skrawające (3’ i 3’’), powstałe w wyniku przecięcia się powierzchni rowków
wiórowych i odpowiednio uformowanych powierzchni przyłożenia (4’ i 4’’). Obie krawędzie przesunięte są
względem siebie i nachylone pod kątem 2
χ
. W wyniku przecięcia się obu powierzchni przyłożenia powstaje
dodatkowa krawędź (5) zwana ścinem. Jest to niekorzystny element części skrawającej wiertła, gdyż
znacznie wpływa na wzrost siły osiowej, występującej przy wierceniu. Dlatego w praktyce warsztatowej
często wprowadza się korekcję wiertła polegającą na skróceniu długości ścina poprzez jego zeszlifowanie.
Podział wierteł:
a)
ze względu na przeznaczenie:
-
wiertła ogólnego przeznaczenia, tzn. wiertła kręte i piórkowe, przeznaczone do wiercenia w pełnym
materiale otworów zwykłych o stosunku l/d < 1
÷
10 i średnicy d
≤
100 mm
-
wiertła specjalnego przeznaczenia, tzn. wiertła do wiercenia głębokich otworów o stosunku l/d > 5
÷
10,
wiertła rdzeniowe, wiertła stożkowe, stopniowe oraz wiertła do otworów wielokątnych
b)
ze względu na rozwiązania konstrukcyjne:
-
wiertła jednolite wykonane ze stali szybkotnącej
-
wiertła łączone z częścią roboczą ze stali szybkotnącej zgrzewaną z częścią chwytową, lub z
lutowanymi ostrzami z węglików spiekanych
c)
ze względu na rodzaj chwytu:
-
z chwytem walcowym gładkim
-
z chwytem walcowym z zabierakiem prostokątnym
-
z chwytem stożkowym
4. Rozwiertaki:
Rozwiercanie stosuje się wszędzie tam gdzie wymagana jest duża dokładność wymiarowo-kształtowa
otworu. Ogólnie rozwiercanie można podzielić na rozwiercanie zgrubne i wykańczające. Ze względu na siły
występujące przy rozwiercaniu zgrubnym rozwiertaki zdzieraki stosowane są tylko do obróbki maszynowej.
Występują one jako nasadzane i trzpieniowe. Rozwiertaki wykańczaki w odróżnieniu od zdzieraków
posiadają większą parzystą ilość ostrzy. Waha się ona najczęściej w granicach od 6 do 16. Powierzchnia
obrobiona wykazuje mniejszą chropowatość, oraz większą dokładność wymiarowo-kształtową. Wynika to z
faktu, że dla każdego ostrza przypada mniejsza ilość materiału do zeskrawania. Rozwiertaki wykańczaki
mogą być stałe lub nastawne.
Podział rozwiertaków ze względu na:
a)
kształt obrabianego otworu:
-
rozwiertaki do otworów walcowych
-
rozwiertaki do otworów stożkowych
b)
osiąganą dokładność wymiarowo-kształtową:
-
rozwiertaki zdzieraki
-
rozwiertaki wykańczaki
c)
sposób pracy:
-
rozwiertaki ręczne
-
rozwiertaki maszynowe
d)
sposób zamocowania:
-
rozwiertaki trzpieniowe
-
rozwiertaki nasadzane
e)
rozwiązanie konstrukcyjne:
-
rozwiertaki jednolite
-
rozwiertaki niejednolite z częścią roboczą wykonaną z węglików spiekanych lub ze stali szybkotnącej,
łączoną z częścią chwytową poprzez lutowanie, zgrzewanie lub w sposób mechaniczny
f)
zakres wymiarów obrabianych otworów:
-
rozwiertaki stałe
-
rozwiertaki nastawne
5. Pogłębiacze:
Podział ze względu na przeznaczenie:
-
pogłębiacze walcowo-czołowe do otworów walcowych, głównie do wykonywania otworów
przejściowych do gwintów
-
pogłębiacze stożkowe do otworów stożkowych
-
pogłębiacze do nadlewków
-
pogłębiacze kształtowe

Charakterystyczną cechą pogłębiaczy walcowo-czołowych jest pilot, który służy do dokładnego
prowadzenia pogłębiacza w otworze. Pilot może być stały lub wymienny. Zaletą pogłębiacza z wymiennym
pilotem jest możliwość wykorzystania jednego narzędzia do wielu otworów prowadzących. Główne
krawędzie skrawające znajdują się na powierzchni czołowej, natomiast pomocnicze znajdują się na
powierzchni walcowej. Pogłębiacze stożkowe są wykonywane z różnymi kątami wierzchołkowymi.
Posiadają one większą ilość ostrzy. Stosuje się je do pogłębień pod stożkowe łby wkrętów i innych tego
rodzaju pogłębień.
6. Wiertarki:
Wiertarki stanowią podstawową grupę obrabiarek, na których wykonuje się operacje wiertarskie,
niekiedy natomiast dodatkowe operacje, np. gwintowanie. Możemy je podzielić na obrabiarki:
a)
pracujące w systemie jednonarzędziowym:
-
wiertarki stołowe (pojedyncze i szeregowe)
-
wiertarki stojakowe (słupowe i kadłubowe)
-
promieniowe
-
jednowrzecionowe wiertarki współrzędnościowe
b)
pracujące w systemie wielonarzędziowym:
-
wiertarki wielowrzecionowe z przestawnymi lub nieprzestawnymi wrzecionami o osiach równoległych
-
wiertarki z głowicami rewolwerowymi
-
jednostki wiertarskie w centrach obróbkowych
7. Mocowanie narzędzi na wiertarkach:
Uzależnione jest od rodzaju chwytu jaki posiada oraz od rodzaju końcówki wrzeciona wiertarki.
Wiertarki najczęściej posiadają wrzeciona z gniazdami stożkowymi. Narzędzia z chwytem walcowym
zamocowuje się w uchwytach trójszczękowych. Do szybkiej wymiany narzędzi w czasie ruchu obrotowego
wrzeciona stosujemy oprawki szybkomocujące.
8. Mocowanie przedmiotów na wiertarkach:
Przedmioty obrabiane mogą być mocowane bezpośrednio na stołach obrabiarek lub
przy użyciu uchwytów znormalizowanych bądź uchwytów i przyrządów specjalnych. Stoły
wiertarek posiadają znormalizowane rowki teowe i przy pomocy śrub, nakrętek teowych,
łap dociskowych możliwe jest bezpośrednie mocowanie na nich przedmiotów obrabianych.
Spośród znormalizowanych uchwytów do mocowania przedmiotów stosuje się imadła
maszynowe stałe, obrotowe oraz przystosowane do zamocowania w rowkach teowych
stołu uchwyty szczękowe samocentrujące lub z nastawnymi szczękami. W produkcji
seryjnej stosuje się często uchwyty i przyrządy specjalne umożliwiające prowadzenie
narzędzi oraz obróbkę otworów o tolerowanym rozstawie osi.
STRUGANIE
1. Wstęp, kinematyka strugania:
Struganie stosuje się do obróbki płaszczyzn oraz niektórych kształtowych powierzchni prostokreślnych.
Ruch główny przy struganiu jest ruchem prostoliniowym zwrotnym. Składa się on w zasadzie z właściwego
ruchu roboczego o prędkości v
r
, przy którym odbywa się skrawanie i powrotnego ruchu jałowego o prędkości
v
j
, przy którym skrawanie nie zachodzi. Celem usprawnienia obróbki, strugarki budowane są zazwyczaj w
ten sposób, że prędkości ich suwów jałowych są większe od prędkości suwów roboczych. Ruch posuwowy
przy struganiu jest ruchem okresowym, odbywającym się w czasie suwu jałowego lub bezpośrednio po
zmianie suwu jałowego na suw roboczy.
Ruch główny i posuwowy może przy struganiu wykonywać przedmiot obrabiany lub narzędzie. Przy
struganiu wzdłużnym ruch główny wykonuje przedmiot, zaś ruch posuwowy narzędzie. Przy struganiu
poprzecznym ruch główny wykonuje narzędzie, zaś ruchem posuwowym przesuwa się zwykle przedmiot.
Odmianę strugania poziomego stanowi struganie pionowe często zwane dłutowaniem.
2. Strugarki:
a)
strugarka wzdłużna:
ruch główny – przedmiot
ruch posuwowy – narzędzie
b)
strugarka poprzeczna:
ruch główny – narzędzie
ruch posuwowy – przedmiot
c)
strugarka pionowa (dłutownica):
ruch główny – narzędzie
ruch posuwowy – przedmiot
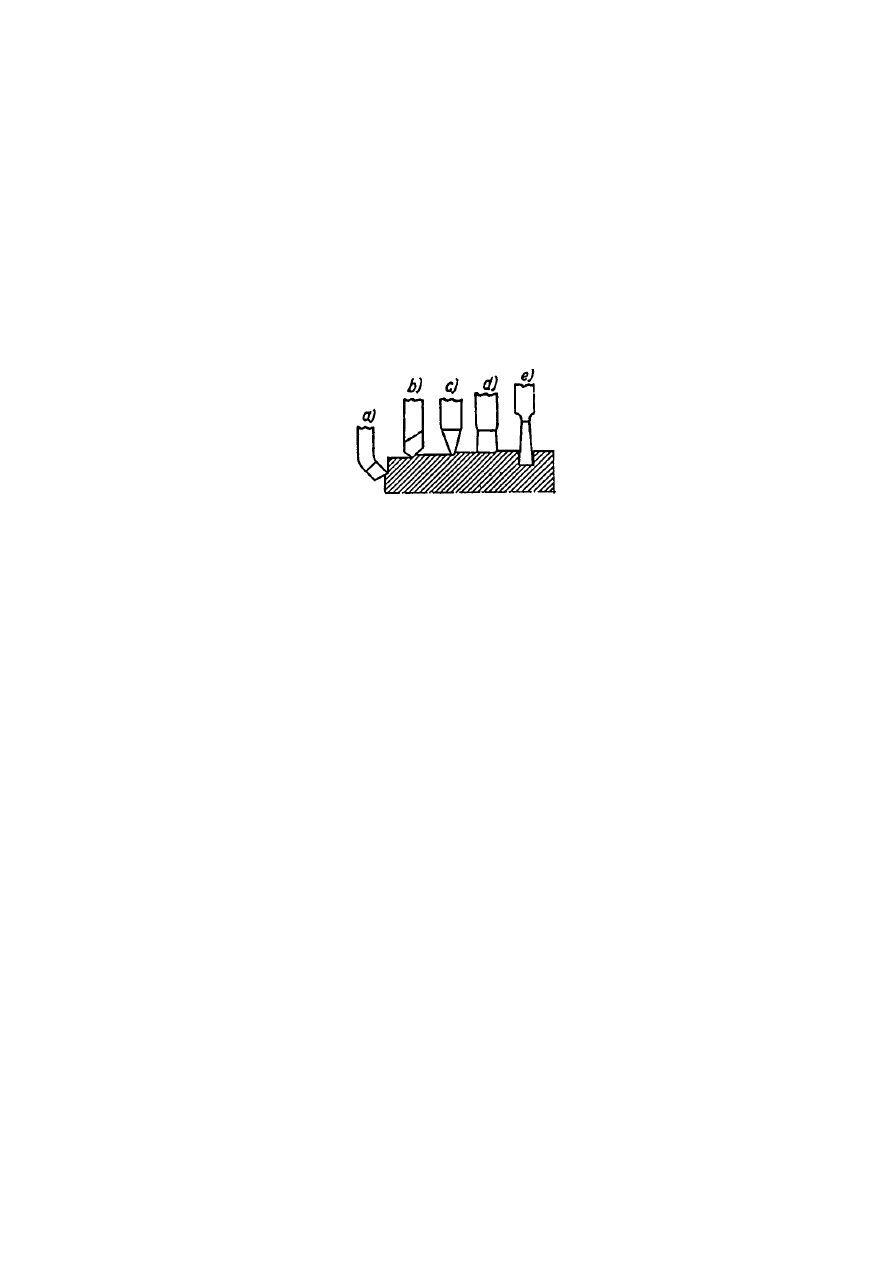
3. Zastosowanie strugania oraz noże strugarskie:
Na strugarkach wzdłużnych i poprzecznych obrabia się zewnętrzna powierzchnie przedmiotów-
najczęściej płaszczyzny lub powierzchnie ograniczone płaszczyznami. Narzędziami używanymi do obróbki
na tych obrabiarkach są noże strugarskie zwykle odgięte do tyłu. Mogą być one różnych rodzajów. Do
zgrubnej obróbki stosowane są zdzieraki proste (b) lub zdzieraki wygięte (a). Obróbkę dokładną można
przeprowadzić gładzikami spiczastymi (c) lub wykańczakami prostoliniowymi (d). Do strugania rowków
oraz przecinania przeznaczone są przecinaki (e).
Geometria ostrzy noży strugarskich jest analogiczna do geometrii noży tokarskich poznanych na
poprzednim ćwiczeniu. Na dłutownicach obrabia się prostokreślne powierzchnie wewnętrzne i zewnętrzne,
nieobrotowe i obrotowe.
Noże strugarskie i dłutownicze wykonuje się najczęściej ze stali szybkotnącej.
4. Zamocowywanie przedmiotów obrabianych na strugarkach:
Na strugarkach wzdłużnych, przedmioty mocuje się zwykle bezpośrednio na stole. Na strugarkach
poprzecznych przedmioty obrabiane mogą być mocowane również przy pomocy śrub i docisków
bezpośrednio na górnej lub bocznej powierzchni stołu. Bardzo często do zamocowania stosuje się tutaj także
imadła maszynowe. Przy obróbce przedmiotów obrotowych bywają często używane uchwyty
samocentrujące.
1.Charakterystyka obróbki ściernej
Obróbka ścierna jest rodzajem obróbki skrawaniem, w której usuwanie zbędnego materiału odbywa się
za pomocą narzędzi ściernych lub luźnych ziaren. Liczna ziarna o nieoznaczonej geometrii mają nieregularne
kształty, wiele krawędzi i wierzchołków. Orientacja ziaren względem głównych kształtów kinematycznych w
chwili zetknięcia z materiałem ma charakter losowy.
Podczas obróbki ściernej poza wiórowym usuwaniem naddatku występują także sprężyste i plastyczne
odkształcenia materiału. Grubość warstwy usuwanej przez ostrze jest bardzo mała i wynosi kilka
µ
m.
2. Fazy działania ziarna ściernego na przykładzie szlifowania:
2.1.
Ziarno ścierne uderza pod małym kątem
η
w materiał obrabiany z prędkością v
w
i pojawia się
odkształcenie sprężyste oraz tarcie między ziarnem a materiałem. Odkształcenie to zależy od
właściwości materiału i parametrów obróbki.
2.2.
Ostrze wgłębia się w materiał, rośnie wzajemny nacisk i powoduje trwałe odkształcenie plastyczne
materiału szlifowanego, towarzyszy temu tarcie wewnętrzne. Materiał zaczyna się nawarstwiać i
wypływać na boki wykonanego rowka i przed ostrze.
2.3.
Zaczyna się w momencie osiągnięcia przez ostrze progowej głębokości h
µ
. Kiedy osiągnie tą wielkość
zaczyna się właściwe tworzenie wióra. Wartość tej głębokości zależy od rodzaju i właściwości

materiału (granicy plastyczności przy ścinaniu), promienia zaokrąglenia wierzchołka ziarna ,kąta
wcinania
η
, siły nacisku, a także temperatury i prędkości skrawania.
Podczas skrawania materiału zużyciu mechanicznemu podlegają pojedyncze ziarna ścierne, co wraz ze zużyciem
spoiwa powoduje makrozużycie narzędzia.
3.Narzędzia do obróbki ściernej
W obróbce ściernej rozróżnia się dwie grupy:
-
obróbkę narzędziami spojonymi, jak: ściernice, segmenty, krążki, taśmy, osełki, w których ziarna ścierne są
związane spoiwem.
-
Obróbkę luźnym ścierniwem, w której używa się luźnych ziaren zawartych w pastach lub płynach.
3.1.Materiały
ś
cierne
Materiał ścierny- substancja mineralna, której elementy po jej rozdrobnieniu mają właściwości ostrzy
skrawających.
Rodzaje materiałów ściernych:
-
twarde
-
supertwarde
-
polerskie - o różnej twardości, charakteryzujące się drobnoziarnistością
Ziarno ścierne -element materiału ściernego po jego rozdrobnieniu.
Mikroziarno - ziarno o wielkości mniejszej niż 60
µ
m.
Ścierniwo jest to materiał ścierny rozdrobniony na ziarna określonej wielkości. Podczas rozdrabniania powstają
nieregularne ziarna ścierne o najrozmaitszych formach geometrycznych, najczęściej o różnej budowie
wewnętrznej i wytrzymałości, zróżnicowanej ostrości krawędzi i różnym zaokrągleniu wierzchołków.
3.2.Podział ścierniwa:
1.
Naturalne:
-
diament (D)
-
korund (AN)
-
szmergiel (N)
-
krzemień (KM)
-
granat (G)
-
pumeks (p)
-
tlenek żelazowy
-
baryt
-
kaolin
-
kreda
-
talk
-
trypla
2.
Sztuczne:
-
diament syntetyczny (DS)
-
regularny azotek boru (B)
-
elektrokorund (A)
-
węglik krzemu (C)
-
węglik boru (BC)
-
szkło
-
berylowy tlenek
-
chromowy tlenek
-
wapno wiedeńskie
3.3.Spoiwa
Spoiwo jest składnikiem narzędzi ściernych, którego zadaniem jest powiązanie poszczególnych ziaren ściernych
w porowate ciało stałe.
Spoiwo musi mieć następujące właściwości:
-
odpowiednią wytrzymałość , stosownie do rodzaju ścierniwa i przeznaczenia narzędzia
-
odporność na wpływy chemiczne i wilgoć
-
zdolność do tworzenia w narzędziu możliwie dużych porów, spełniających rolę rowków wiórowych.
Rodzaje spoiw:
-
ceramiczne
-
magnezytowe
-
krzemianowe
-
żywice naturalne
-
żywice sztuczne
-
gumowe
-
żywiczne -mechanicznie wzmocnione
-
gumowe- mechanicznie wzmocnione
-
metalowe spiekane
-
metalowe galwaniczne
-
klejowe
-
klejowo-żywiczne
4. Szlifowanie ściernicowe
Szlifowanie polega na masowym mikroskrawaniu materiału obrabianego przez ziarna ścierne związane
spoiwem. Jest to najbardziej rozpowszechniona metoda obróbki wykańczającej, która zapewnia uzyskanie dużej
dokładności wymiarowo-kształtowej i wysoką jakość warstwy wierzchniej przy dużej wydajności.
Do materiałów twardych używamy tarcz miękkich i na odwrót do materiałów miękkich używamy tarcz twardych
Odmiany szlifowania:
-
szlifowanie powierzchni walcowych:
* szlifowanie kłowe
* szlifowanie bezkłowe
-
szlifowanie płaszczyzn
-
szlifowanie głębokie
-
przecinanie ściernicowe
Mocowanie
ś
ciernic
Ponieważ ściernice pracują z dużymi prędkościami obrotowymi , muszą być starannie zamontowane na
wrzecionach szlifierek .Rys.01 przedstawia zamocowanie tarczowej ściernicy płaskiej. Ściernica 1 osadzona na
wrzecionie 2, jest zaciśnięta między dwoma tarczami 3 nakrętką 4. Pomiędzy tarczami a ściernicą znajdują się
elastyczne podkładki 5.Przed zamocowaniem ściernicy otwór jej musi być dokładnie dopasowany do średnicy
końcówki wrzeciona. Gdy otwór jest za duży ,wylewa się go ołowiem 6 i roztacza na odpowiedni wymiar.
Rys.01:Zamocowanie ściernic
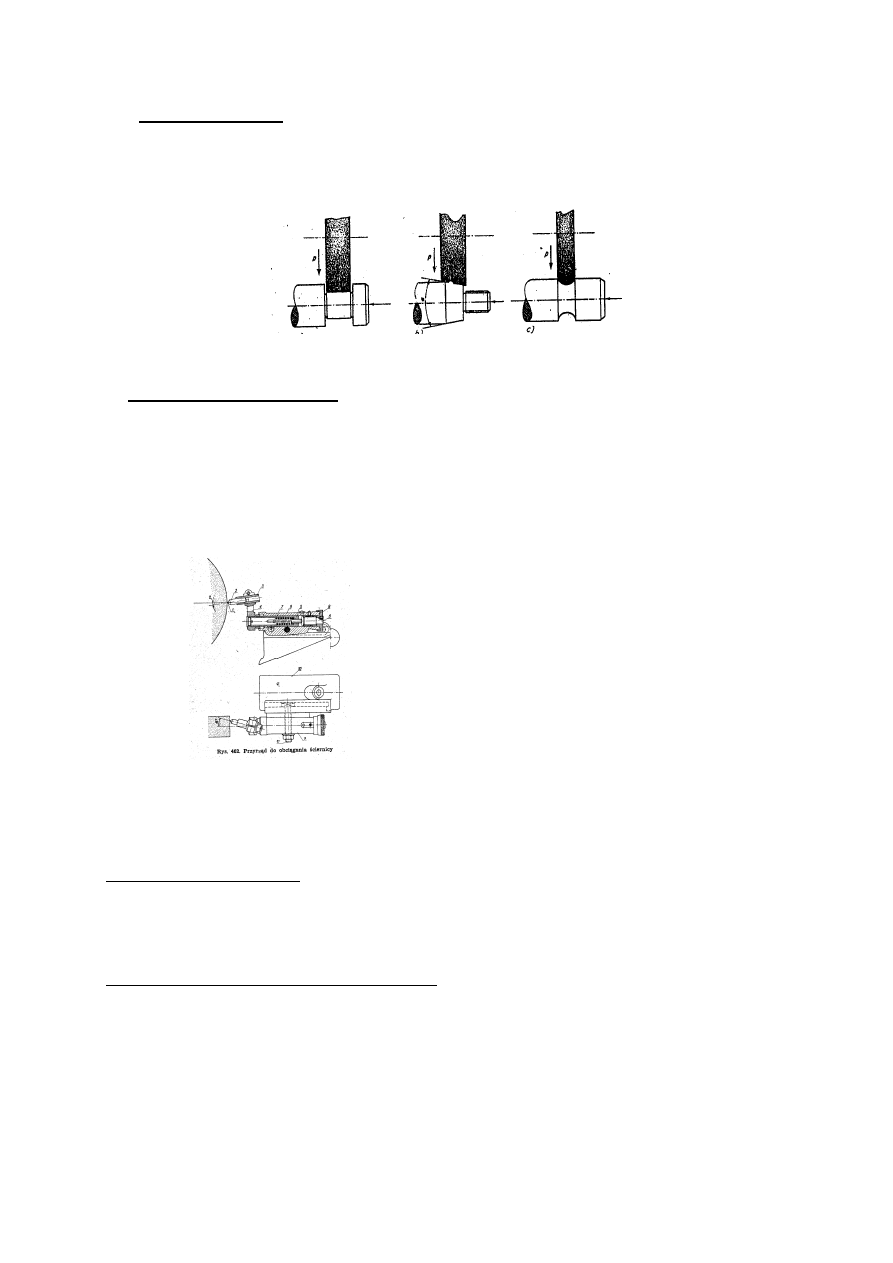
Przy szlifowaniu wgłębnym ,średnica wykonuje ruch roboczy obrotowy oraz wcina się w przedmiot na całej
szerokości powierzchni szlifowanej ruchem posuwowym poprzecznym ,przedmiot zaś wykonuje tylko ruch
obrotowy. Szlifowanie wgłębne ma zastosowanie do krótszych powierzchni cylindrycznych stożkowych oraz
różnych obrotowych powierzchni kształtowych(Rys.02 a b c).
Rys.02:Szlifowanie zgrubne
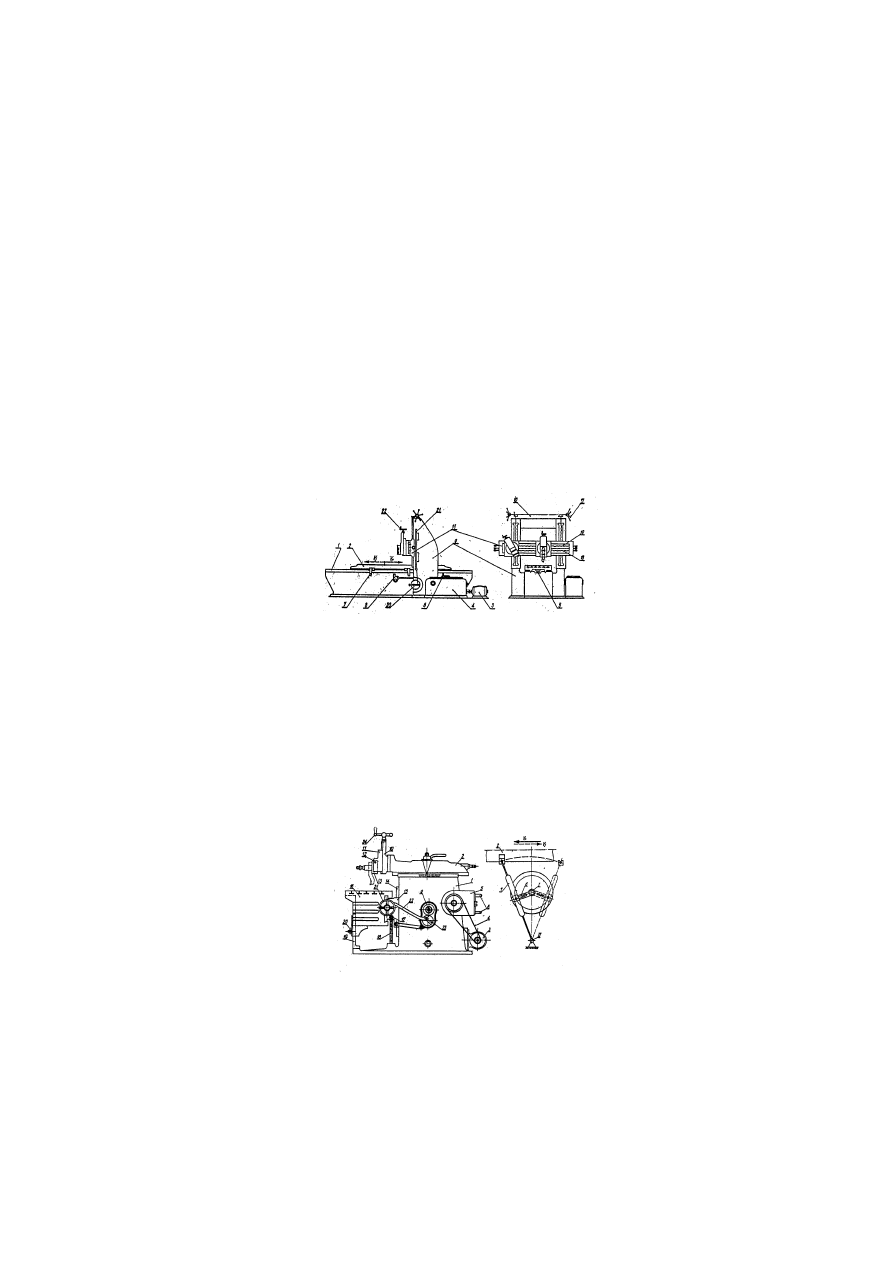
Do kłowego szlifowania powierzchni zew. przeznaczone są szlifierki kłowe . Łoże szlifierki zaopatrzone jest w
prowadnice wzdłużne oraz poprzeczne. Po prowadnicach mogą przesuwać się wzdłużne sanie wraz ze skrętnym
w płaszczyźnie poziomej stołem. Skręcanie stołu stosowane jest przy szlifowaniu stożków.
Na szlifierkach kłowych można szlifować powierzchnie walcowe ,stożkowe i czołowe przedmiotów
zamocowanych w kłach lub w uchwycie. Stół podczas szlifowania wykonuje ruch posuwisto – zwrotny a
ściernica wykonuje ruch obrotowy.
Podczas szlifowania ściernica tępi się i zanieczyszcza. W celu przywrócenia ściernicy dobrej skrawności należy
ją oczyścić i wyrównać. Dokonuje się tego za pomocą specjalnego przyrządu (rys). Materiałem narzędzia
używanego do wyrównywania ściernicy jest diament 1 osadzony w oprawce 2, która zamocowana jest w
stożkowym gnieździe tulei 3. Oś oprawki nachylona jest do poziomu pod kątem 3 - 15° (najlepiej 7°) i do
pionowej płaszczyzny symetrii ściernicy - pod kątem 15 - 30° w kierunku odwrotnym do ruchu stołu. Warunki te
zabezpieczają oszczędne zużywanie się diamentu. W czasie "obciągania" ściernicę chłodzi się obficie
strumieniem wody, aby me dopuścić do zagrzewania się diamentu.
Szlifierki do wałków bezkłowe są szeroko stosowane w produkcji masowej i wielkoseryjnej do obróbki
ciągłych powierzchni walcowych z posuwem wzdłużnym oraz do obróbki walcowych powierzchni z występami
i kształtowych powierzchni z posuwem poprzecznym.
Do zalet szlifierek bezkłowych zalicza się łatwość ich automatyzacji i włączenia w automatyczne linie
obróbkowe, bardzo małe odkształcenie przedmiotu obrabianego.
Szlifowanie wewnętrznych powierzchni obrotowych
Przy szlifowaniu otworów cylindrycznych na zwykłych szlifierkach do otworów, przedmiot obrabiany i
ściernica, o średnicy mniejszej od średnicy otworu, wykonują ruchy obrotowe o prędkościach obwodowych v
p
v
(Rys.03).
Ponadto, zazwyczaj średnica przesuwa się ruchem posuwowym zwrotnym z prędkością p
t
w kierunku
równoległym do osi szlifowanego otworu oraz okresowo poprzecznie, celem nastawiania głębokości skrawania
g. Przy szlifowaniu otworów stożkowych przedmiot szlifowany musi być tak ustawiony, by tworząca
szlifowanego stożka zajęła położenie równoległe do kierunku wzdłużnego posuwu ściernicy(Rys.04).szlifowanie
wąskich powierzchni kształtowych (Rys.05) odbywa się tylko przy promieniowym przesuwie ściernicy.
Przedmioty szlifowane mocuje się na wrzecionie w uchwytach samocentrujących lub uchwytach specjalnych.
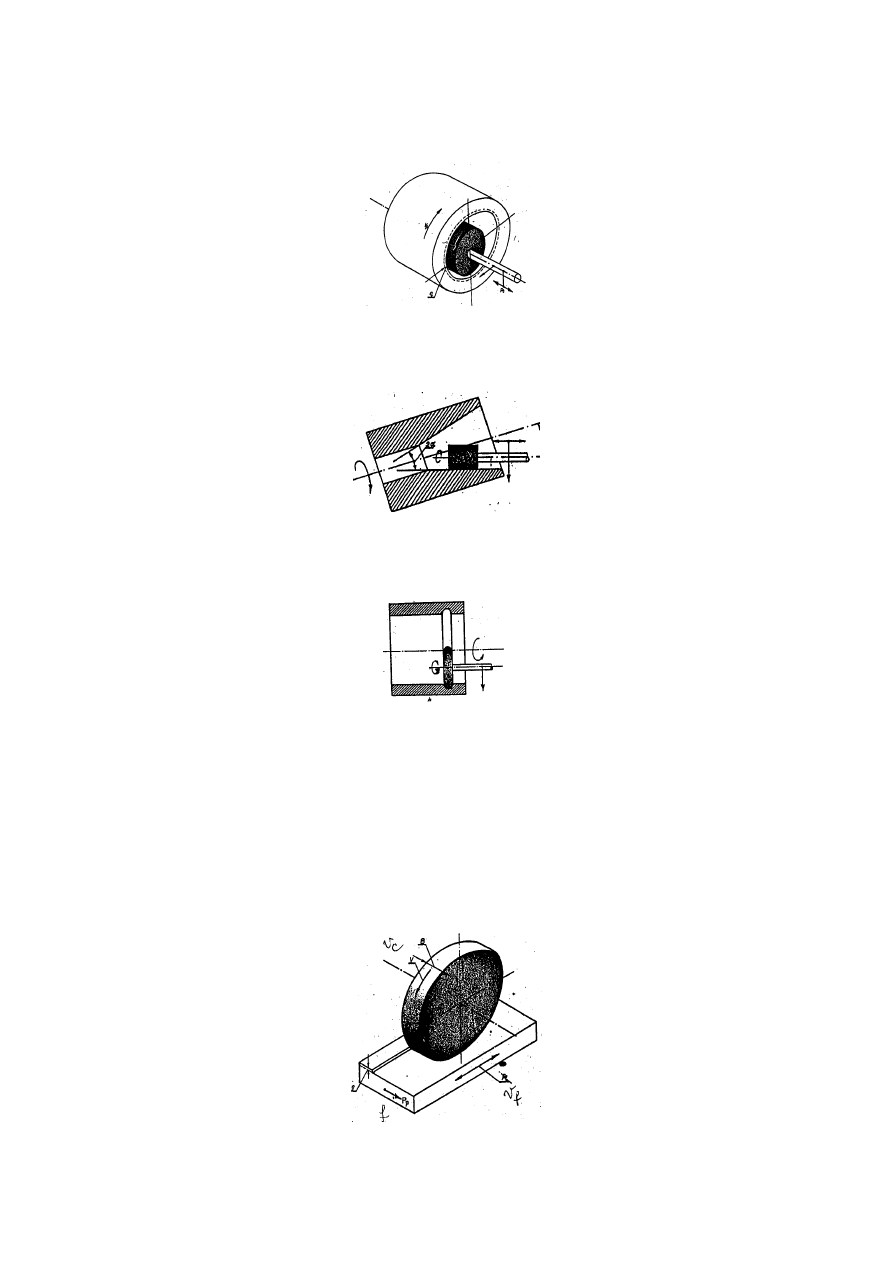
Rys.03:Szlifowanie otworów
Rys.04: Szlifowanie otworów stożkowych
Rys.05: Szlifowanie kształtowe
Szlifowanie płaszczyzn
Do wyłącznego szlifowania powierzchni płaskich przeznaczone są różne szlifierki do płaszczyzn. Mogą one
szlifować obwodem lub czołem ściernicy, przy czym stoły ich mogą wykonywać ruch posuwisty lub obrotowy.
Kinematykę szlifowania płaszczyzn obwodem ściernicy na szlifierkach z przesuwnym stołem przedstawia
Rys.06 .ściernica nastawiona na głębokość g obraca ię z prędkością obwodową v, przedmiot zaś przesuwa się
ruchem posuwisto zwrotnym z prędkością p
t
. Poza tym po każdym przejściu przesuwa się on poprzecznie o
wielkość p
p
, będącą pewną częścią szerokość ściernicy B.
Przedmioty obrabiane mogą być zamocowywane na stole szlifierki bezpośrednio przy pomocy śrub i docisków
lub za pośrednictwem różnego rodzaju uchwytów i przyrządów. Najczęściej przy szlifowaniu przedmiotów z
materiałów ferromagnetycznych stosowane jest zamocowanie przy pomocy uchwytu elektromagnetycznego.
Rys.06:Szlifowanie płaszczyzn
Wyszukiwarka
Podobne podstrony:
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
Maszyny technologiczne konwencjonalne 1
Obrabiarki skrawiajace do metalu, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwe
tehniki wytwarzania II, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwencjonalne,
Obróbka skrawaniem, Materiały na studia, Polibuda, AiR Semestr I, Moimt, bonus, Laborki, Maszyny te
(2)Maszyny technologiczne konwencjonalne sterowanie numeryczne
Maszyny technologiczne konwencjonalne, Dok1
01 Maszyny technologiczne konwencjonalne
toczenie, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwencjonalne, Maszyny techn
sprawozdanie maszyny technologiczne konwencjonalne
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
więcej podobnych podstron