
PROCESY
TECHNOLOGICZNE
Projektowanie procesów technologicznych
części klasy
KOŁO ZĘBATE
Materiały i surówki
Wybór surówki lub materiału na koła
zębate zależy od wymiarów, kształtu oraz
wielkości produkcji.
Najczęściej stosowanymi surówkami są
odkuwki swobodnie kute lub matrycowo
albo odlewy.
Koła małe (od 60 do 80 mm) wykonuje
się z prętów walcowanych.
W produkcji jednostkowej możliwe jest
wykonywanie z pręta kół o większych
średnicach.
Wieńce kół ślimakowych, niekiedy
wykonywane są z brązu lub mosiądzu.
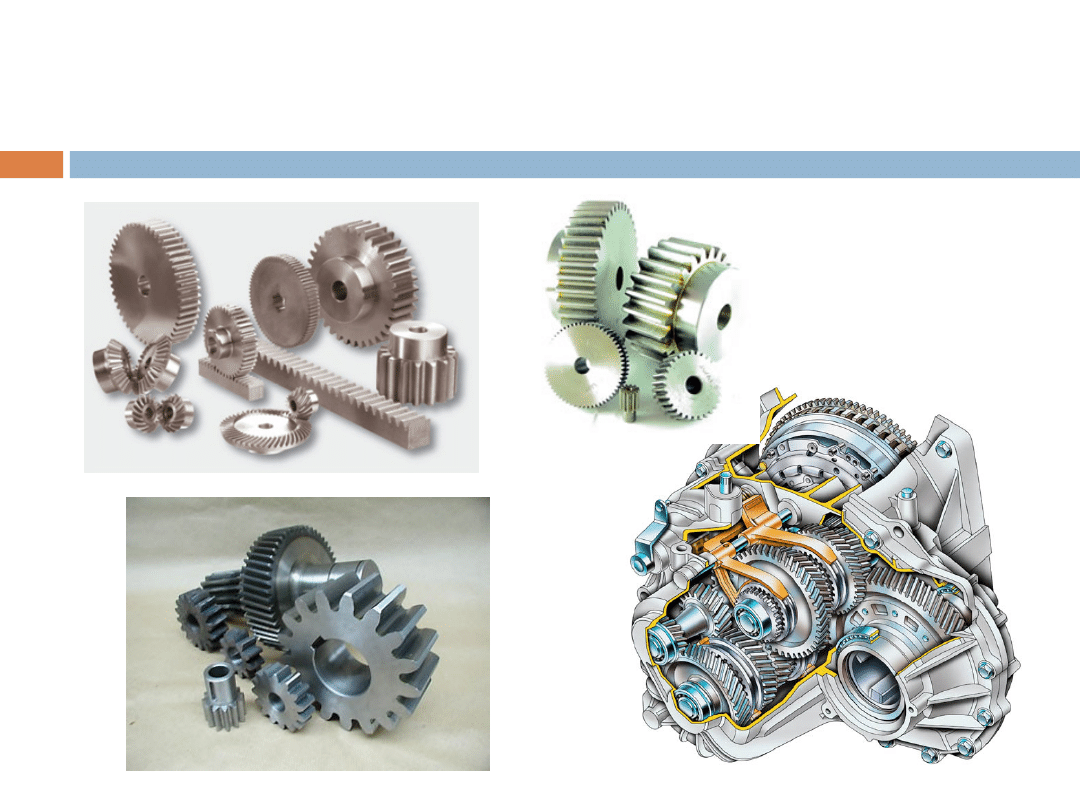
Przykłady kół zębatych
Ogólna struktura procesu
technologicznego części klasy koło
zębate
Klasa kół zębatych obejmuje szeroki
asortyment kół różniących się między sobą
nie tylko rodzajem uzębienia, lecz również
kształtem i wymiarem samego koła.
Na proces technologiczny wykonania koła
zębatego mają wpływ następujące czynniki:
typ i rodzaj konstrukcji (np. koła walcowe,
stożkowe z prostymi lub śrubowymi zębami, z
piastą lub bez itp.),
wymiar,
materiał,
dokładność wykonania,
wielkość produkcji.
Ogólna struktura procesu
technologicznego części klasy koło
zębate c.d.
Według wymienionych czynników można
przeprowadzić klasyfikację kół zębatych
dzieląc je na grupy, podgrupy, rodzaje i typy
Ogólnie biorąc, proces technologiczny części
należących do klasy „koła zębate" można
podzielić na dwa etapy:
pierwszy obejmuje obróbkę przedmiotu przed
nacięciem uzębienia, a więc, zależnie od
kształtu koła, wykonanie przedmiotu o
kształcie tarczy, tulei lub wałka.
Drugi etap obejmuje nacięcie uzębienia oraz
ewentualnie dalszą obróbkę, która może
wystąpić po nacięciu uzębienia.
Obróbka cieplna
Istotny wpływ na strukturę procesu
technologicznego kół zębatych ma obróbka
cieplna. Od tego, w jaki sposób i jakiemu
rodzajowi obróbki cieplnej zostało poddane koło
zębate, zależy nie tylko to czy koło ma żądaną
przez konstruktora twardość, ale również jego
dokładność wymiaru, kształtu i powierzchni.
Do najczęściej spotykanych operacji obróbki
cieplnej występujących w obróbce kół zębatych,
należą hartowanie z odpuszczaniem oraz
nawęglanie, hartowanie i odpuszczanie.
Dodatkowe operacje i zabiegi polegające na
zabezpieczeniu powierzchni, które nie mają być
nawęglane.
Osobne zagadnienie stanowi operacja (lub operacje)
obróbki otworu.
Obróbka otworu
Dla większości kół powierzchnia otworu
jest bazą obróbkową, montażową i
konstrukcyjną. Z tych względów otwór
wykonuje się na początku procesu i to
często w klasie dokładności wymiarowej
wyższej (np. H7).
Jeżeli w procesie technologicznym
przewidziana jest obróbka cieplna, bądź
otwór ma być wykonany bardzo dokładnie,
wtedy projektując operację obróbki
otworu, należy zachować naddatek na
obróbkę wykańczającą.
Struktura procesu
Struktura procesu technologicznego części klasy
koło zębate przedstawia się w następujący sposób:
cięcie materiału (o ile koło wykonane jest z pręta),
wstępne wykonanie otworu oraz obróbka zgrubna
(w produkcji jednostkowej i małoseryjnej zgrubna i
kształtująca) pozostałych powierzchni,
przeciąganie otworu łącznie z wielowypustem lub
wpustem z ewentualnym pozostawieniem
naddatku na obróbkę wykańczającą.
Uwaga:
w
produkcji jednostkowej zamiast przeciągania,
otwór można dokładnie wytaczać lub rozwiercać,
zaś rowki dłutować.
obróbka kształtująca powierzchni zewnętrznych na
bazie otworu, nacięcie zębów, obróbka cieplna
(hartowanie i odpuszczanie), jeżeli jest
przewidziana w warunkach technicznych.
Struktura procesu c.d.
Uwaga:
w przypadku gdy koło ma być
nawęglane, hartowane i odpuszczane możliwe
są dwa rozwiązania:
pierwsze - przed nacinaniem zębów należy
zabezpieczyć powierzchnie, które mają być
nieutwardzone (np. przez miedziowanie), a po
nacięciu zębów następuje hartowanie i
odpuszczanie,
drugie - nawęglanie następuje po nacięciu
zębów, lecz przed hartowaniem i odpuszczeniem
należy usunąć warstwę nawęgloną z tych
powierzchni, które mają pozostać miękkie.
obróbka wykańczająca zębów (na bazie
otworu),
kontrola.
Obróbka kół zębatych o zarysie
ewolwentowym - metoda
kształtowa
Koła mogą być frezowane, dłutowane, przeciągane lub
szlifowane.
Jest to metoda pracochłonna i niedokładna, często
stosowana jako
obróbka zgrubna.
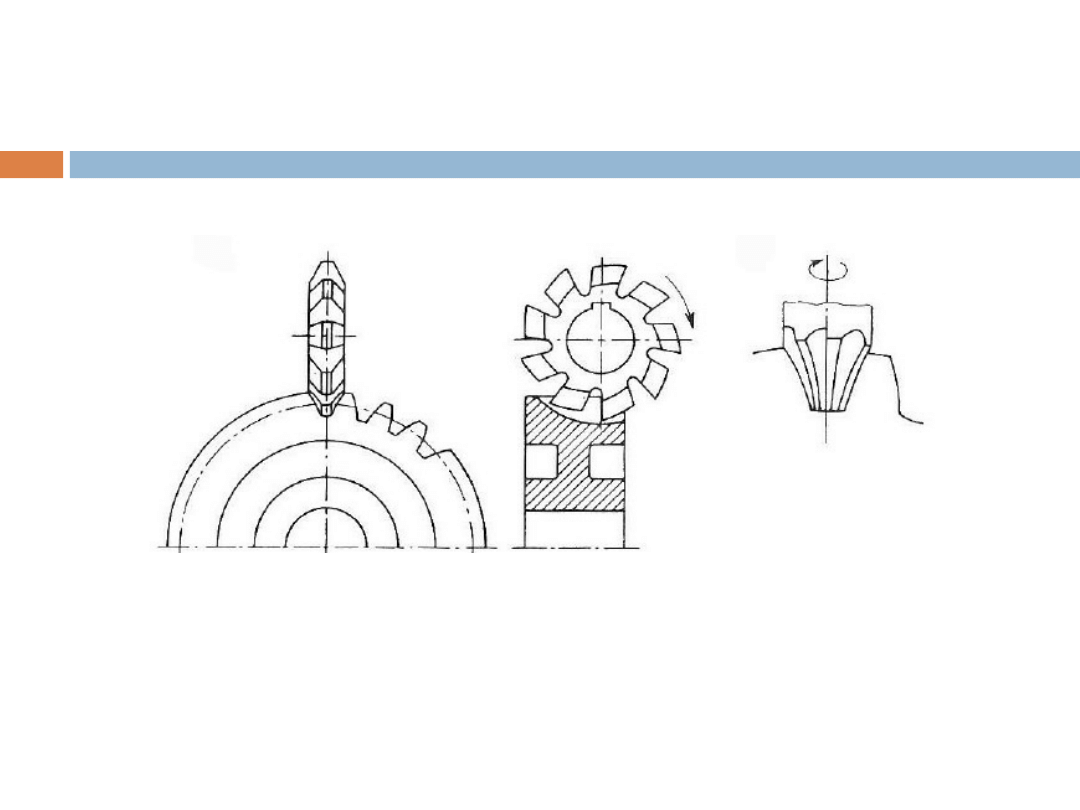
Charakterystyka metody
kształtowej
W metodach kształtowych zarys zęba powstaje
w wyniku odwzorowania kształtu krawędzi
skrawającej ostrza lub ostrzy narzędzia na
obrabianym przedmiocie. Metodą tą mogą by
obrabiane koła zębate walcowe przez
frezowanie, dłutowanie i przeciąganie.
Nacinanie uzębień metodami kształtowymi jest
wykonywane za pomocą:
frezów modułowych krążkowych i
trzpieniowych,
kształtowych noży dłutowniczych,
przeciągaczy.
Metody kształtowe należy uważać za
zastępcze, ponieważ są mało dokładne.
Wady metody krztałtowej:
trudność wykonania dokładnego zarysu narzędzia
trudność ustawienia narzędzia w płaszczyźnie
symetrii wrębu
.
W rezultacie daje to zęby przesadzone. Ponadto dużą rolę
odgrywa wielkość zagłębienia narzędzia, gdyż
nieprawidłowe zagłębienie zniekształca zarys zęba.
Do wad metody kształtowej zalicza się konieczność
stosowania dużej liczby narzędzi. Teoretycznie metoda
kształtowa wymaga dla każdej liczby zębów, dla
każdego modułu i kąta przyporu innego narzędzia.
W praktyce warunki te nie są tak ściśle przestrzegane, co
powoduje zmniejszenie dokładności tej metody.
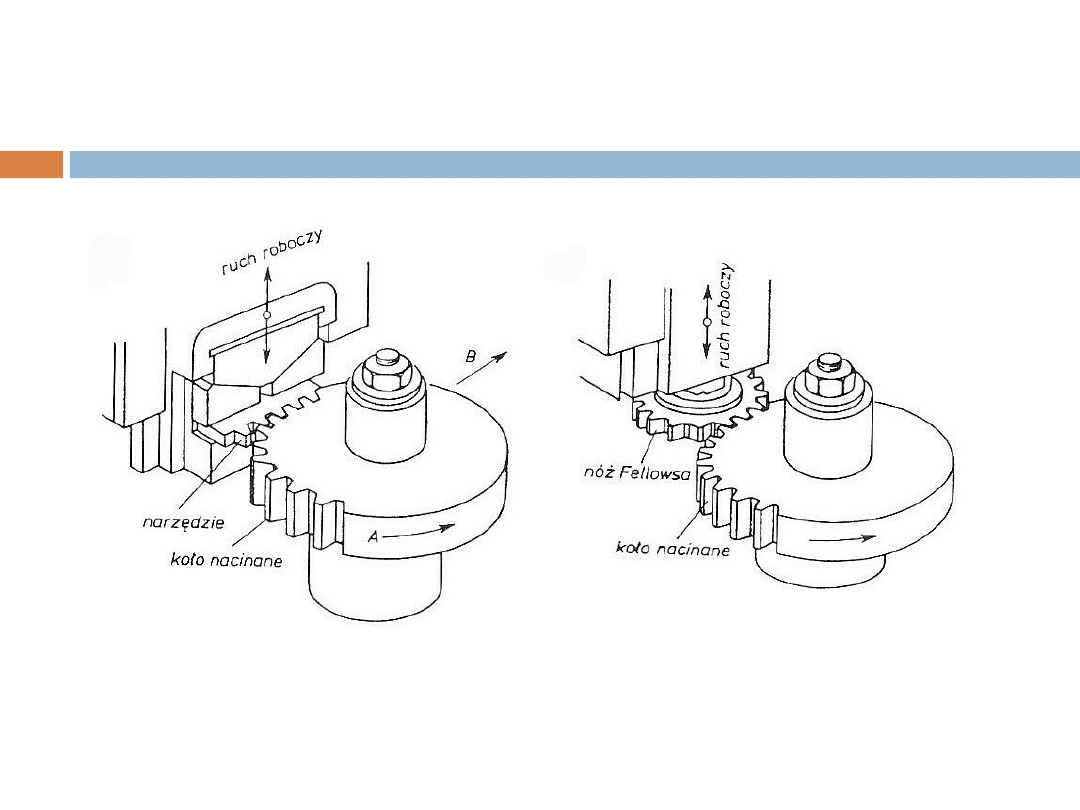
Metody obwiedniowe
Metoda Maaga
(obróbka
zębatką)
Metoda Fellowsa
(tzw. dłutak
modułowy)
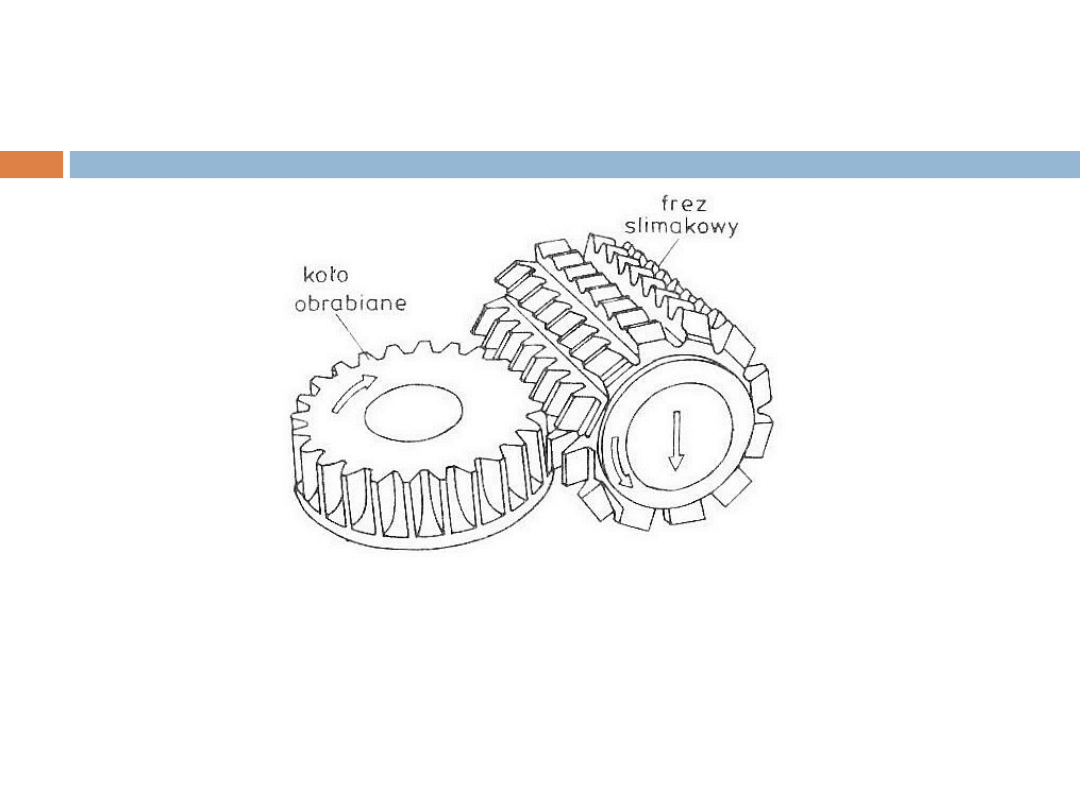
Metody obwiedniowe c.d.
Frezowanie obwiedniowe frezem ślimakowym
Kształtowanie obwiedniowe kół
zębatych
Zazębienie narzędzia z obrabianym kołem przy użyciu
frezowania zębatką (Maaga) i dłutakiem modułowym
(Fellowsa)
Zalety metody
obwiedniowej
jest to metoda wydajna i
dokładna,
narzędzia są uniwersalne dla
kół
o jednakowym module,
narzędzia obróbcze mają
stosunkowo proste kształty co
wpływa na ich cenę.
Podczas nacinania uzębień metodami
obwiedniowymi narzędzie oraz
obrabiany przedmiot współpracują ze
sobą niczym przekładnia zębata.
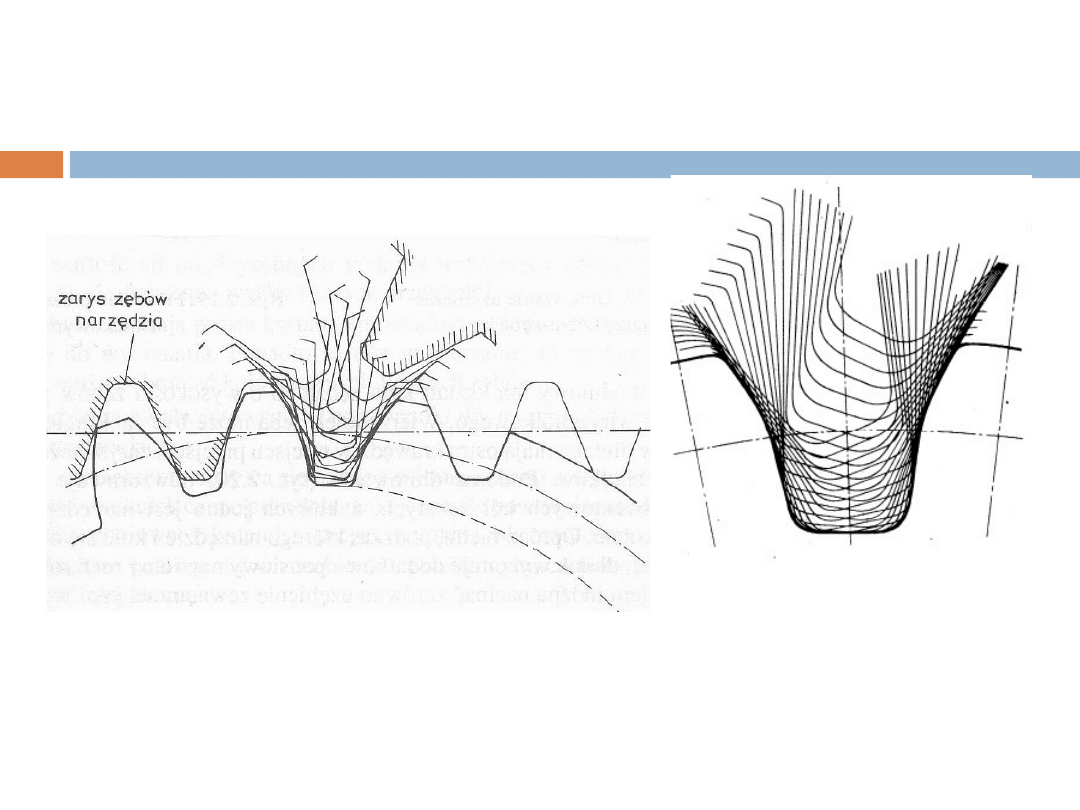
Zarys zęba jest obwiednią kolejnych
położeń zarysu krawędzi
skrawających ostrzy narzędzia.
Nacinanie obwiedniowe uzębień może
się odbywać za pomocą:
frezów modułowych ślimakowych,
noży dłutowniczych, noży
strugarskich i głowic frezowych.
Ogólne wytyczne do
projektowania procesu
Wymagania dotyczące dokładności jak również
liczba zębów, moduł kąta przyporu oraz wymiary
średnic podziałowej, zewnętrznej i dna wrębów
powinny być podane na rysunku koła.
W pierwszym etapie koło zębate jest obrabiane
na tokarce kłowej lub karuzelowej (produkcja
jednostkowa) oraz na rewolwerówce, tokarce
wielonożowej bądź półautomacie i automacie
(produkcja seryjna i masowa).
Zgodnie z przedstawioną strukturą procesu
technologicznego w produkcji seryjnej i masowej
należy wstępnie wykonać otwór, a następnie po
nałożeniu na trzpień dwu lub trzech kół obrabiać
je jednocześnie na tokarkach wielonożowych
(naturalnie, jeżeli kształt kół umożliwi taką
obróbkę).
Obróbkę zgrubną i kształtującą uzębień można
wykonać metodą obwiedniową na frezarkach,
dłutownicach i strugarkach do uzębień (produkcja
seryjna) lub metodą kształtową za pomocą freza
modułowego (produkcja jednostkowa).
Frezowanie obwiedniowe w porównaniu z dłutowaniem
jest mniej wydajne i mniej dokładne. Z tych względów
ten sposób obróbki stosuje się do kół mniej dokładnych
(8-12 klasa) lub też jako obróbkę zgrubną.
W niektórych przypadkach (gdy na to zezwala kształt
koła), w celu zwiększenia wydajności, frezuje się
jednocześnie kilka kół.
Należy przy tym zwrócić uwagę, że nie wszystkie koła
można obrabiać na frezarce obwiedniowej. Tak np. koła
o dwóch wieńcach, gdzie rozstęp między wieńcami jest
mały, lub też koła o uzębieniu wewnętrznym, można
wykonać tylko za pomocą dłutowania.
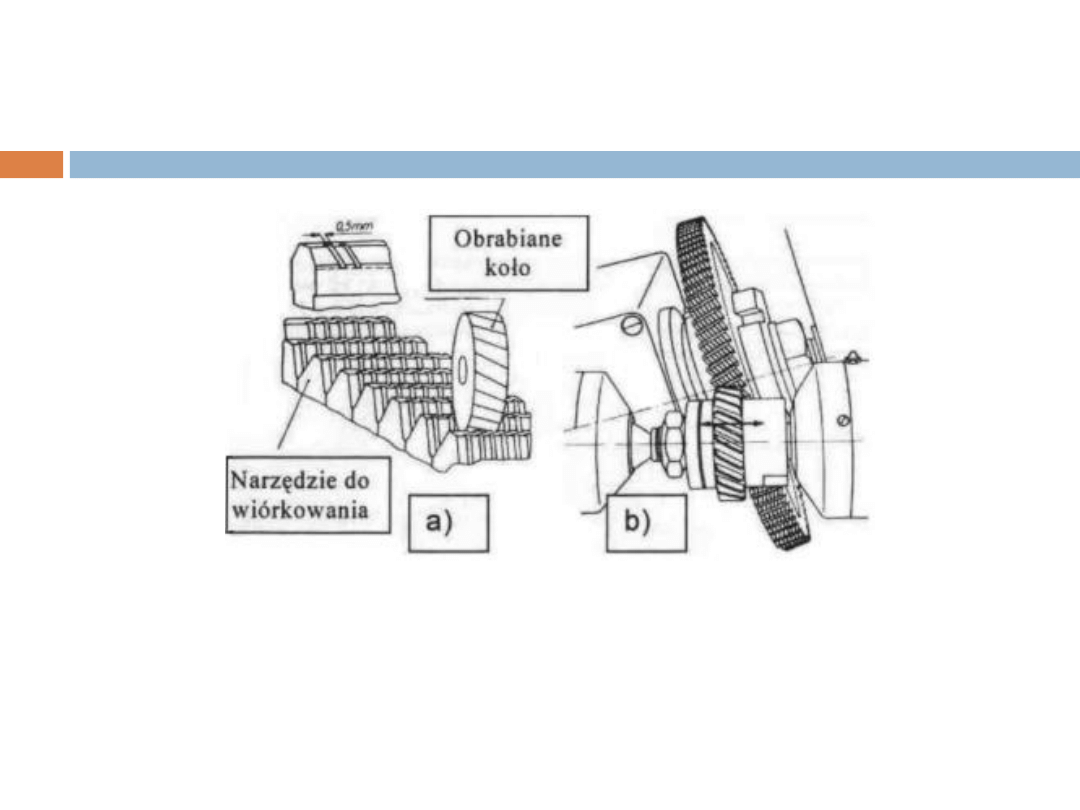
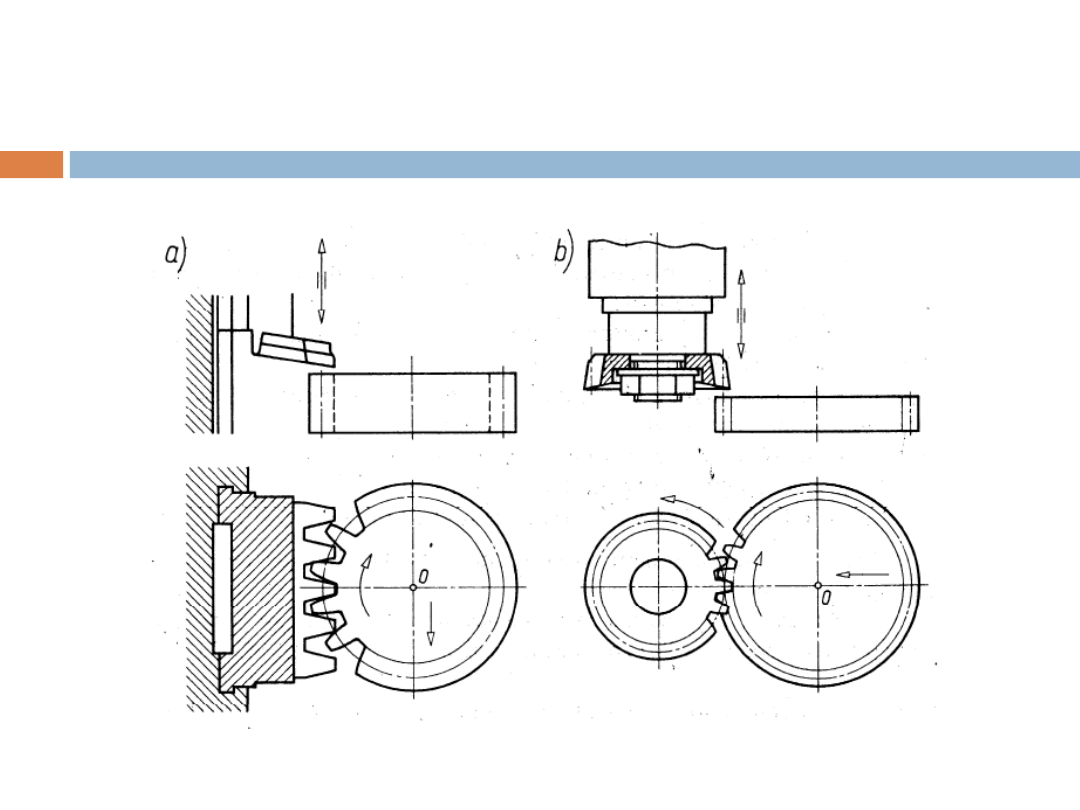
Wiórkowanie uzębień
Wiórkowanie kół walcowych: a) metoda Red Ring, b) metoda Michigan Tools
Wiórkowanie
dokonuje się za pomocą wiórkownika w kształcie
zębatki lub koła zębatego. Wiórkowanie jest
stosowane do obróbki wykańczającej walcowych
kół zębatych miękkich (HRC = 36).
Skręcenie osi wiórkownika o kształcie koła
zębatego w stosunku do osi koła zębatego
walcowego o pewien kąt (10 = 15°) powoduje
poślizg międzyzębny, którego prędkość jest
równa prędkości skrawania.
Duża gładkość powierzchni i wysoka jakość
warstwy wierzchniej kwalifikują wiórkowanie jako
operację obróbki powierzchniowej, zwiększającej
cichobieżność i trwałość przekładni zębatych.
Obróbka wykańczająca
Obróbka wykańczająca ma na celu
powiększenie dokładności kształtu zarysu,
podziałki i powierzchni. Obróbka ta może
być przeprowadzana zarówno na kołach
miękkich jak i utwardzonych (obrobionych
cieplnie). Dla kół miękkich stosujemy
dogniatanie i wiórkowanie, dla
utwardzonych - szlifowanie i docieranie.
Niekiedy docieranie może być również
stosowane do kół miękkich.
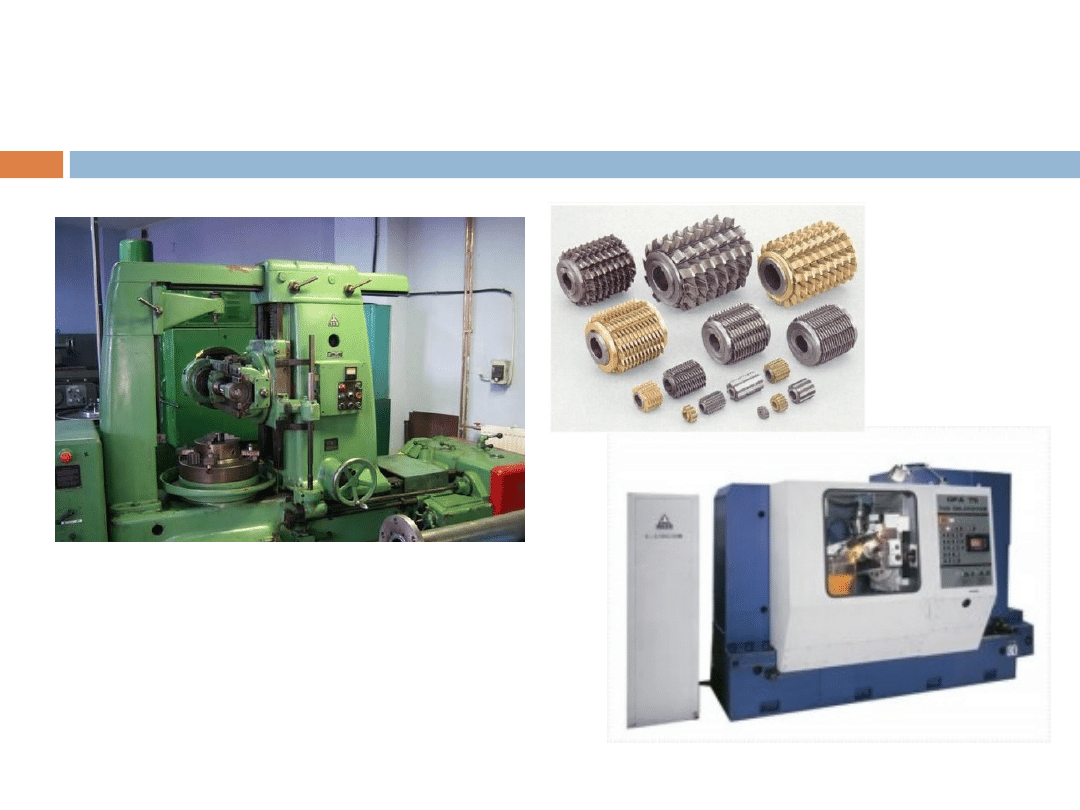
Frezarki obwiedniowe
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
Tm4-plan operacji, Politechnika Lubelska, Studia, Studia, wszystkie, Uczelnia, Technologia Maszyn, w
Projektowanie procesów technologicznych dla części klasy
10. frezowanie wpustu, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn
15. Karta kontrolna, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tu
Proces technologiczny urządzenia str 1-2, Nazwa części
Identyfikacja Procesów Technologicznych 10.FFT
09. tocz2, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tuleja, BOCI
07. Obróbka cieplna, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tu
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Procesy technologiczne typowych części maszyn
11. frez kłów, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tuleja,
Procesy obliczenia do 10 pomiaru1, Technologia chemiczna, 5 semestr, Podstawowe procesy przemysłu ch
Koło zębate, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia
16. karta uzbr1, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tuleja
03. rysunek wykonawczy, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn
więcej podobnych podstron