Industrial Automation
System
System
Q
Q
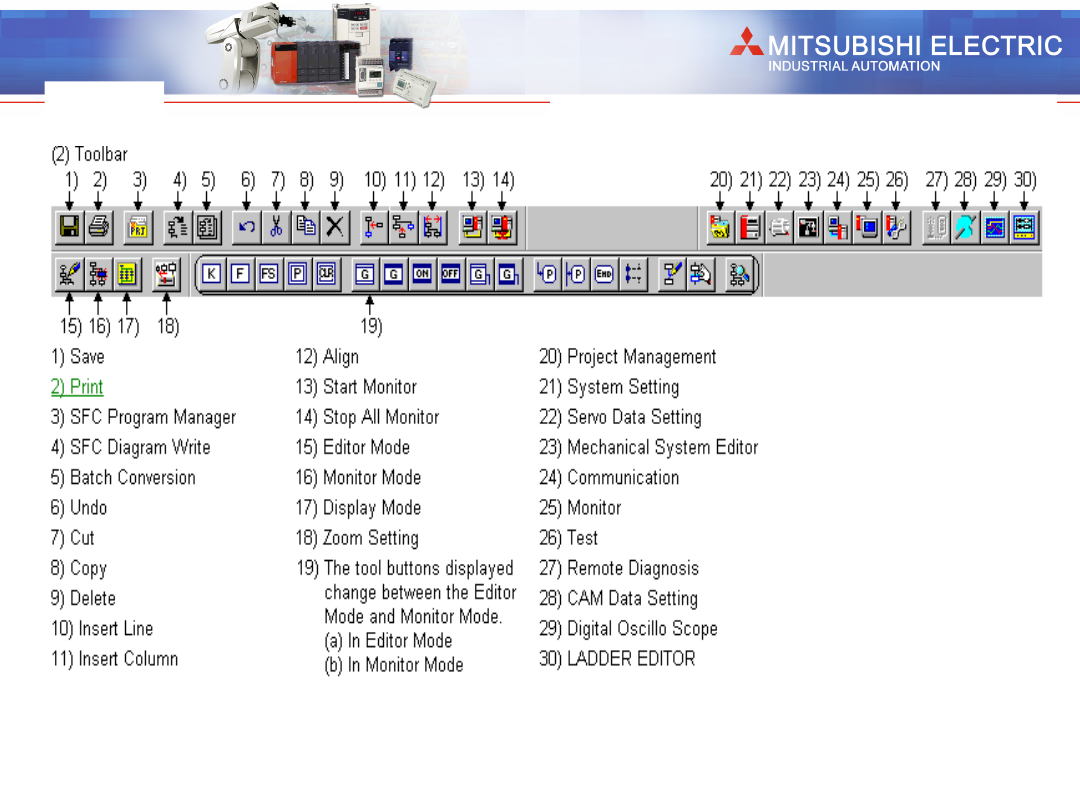
Page 1
MITSUBISHI ELECTRIC
EUROPE B.V.
System Q
Sterowniki Ruchu

Industrial Automation
System
System
Q
Q
Page 2
Spis treści
Spis treści
•
Wprowadzenie do Sterowników Ruchu
•
Konfiguracja Systemu sterowania
•
Wieloprocesorowa konfiguracja CPU
•
Podłączenie Serwowzmacniaczy
•
Moduły CPU Ruchu
•
Specyfikacja możliwości języka SFC Ruchu
•
Moduł interfejsu zewnętrznych sygnałów serwo Q172LX
•
Moduł interfejsu synchronicznego absolutnego enkodera
szeregowego Q172EX
•
Moduł interfejsu manualnego generatora impulsów Q173PX
Spis treści
Industrial Automation
System
System
Q
Q
Page 3
System Sterowników Ruchu z serii
System Sterowników Ruchu z serii
Q
Q

Industrial Automation
System
System
Q
Q
Page 4
Główne cechy Systemu sterowników Ruchu z serii Q
Główne cechy
Główne cechy
CPU Ruchu, PLC CPU i PC-CPU mogą być połączone w
wieloprocesorowy system CPU.
Gdy CPU Ruchu steruje skomplikowanymi operacjami servo, PLC
CPU steruje operacjami maszyny i komunikacją.
Przez rozdzielenie sterowania na niezależne CPU, zwiększone
zostały całkowite możliwości systemu.
CPU Ruchu zintegrowane w wieloprocesorowym Systemie CPU.
Pakiety oprogramowania zaprojektowane dla aplikacji
System operacyjny modułu CPU Ruchu jest specjalne zaprojektowany
i zoptymalizowany według funkcjonalności niezbędnych dla wymagań aplikacji.
Industrial Automation
System
System
Q
Q
Page 5
Główne cechy Modułów CPU Ruchu w systemie Q
Główne cechy
Główne cechy
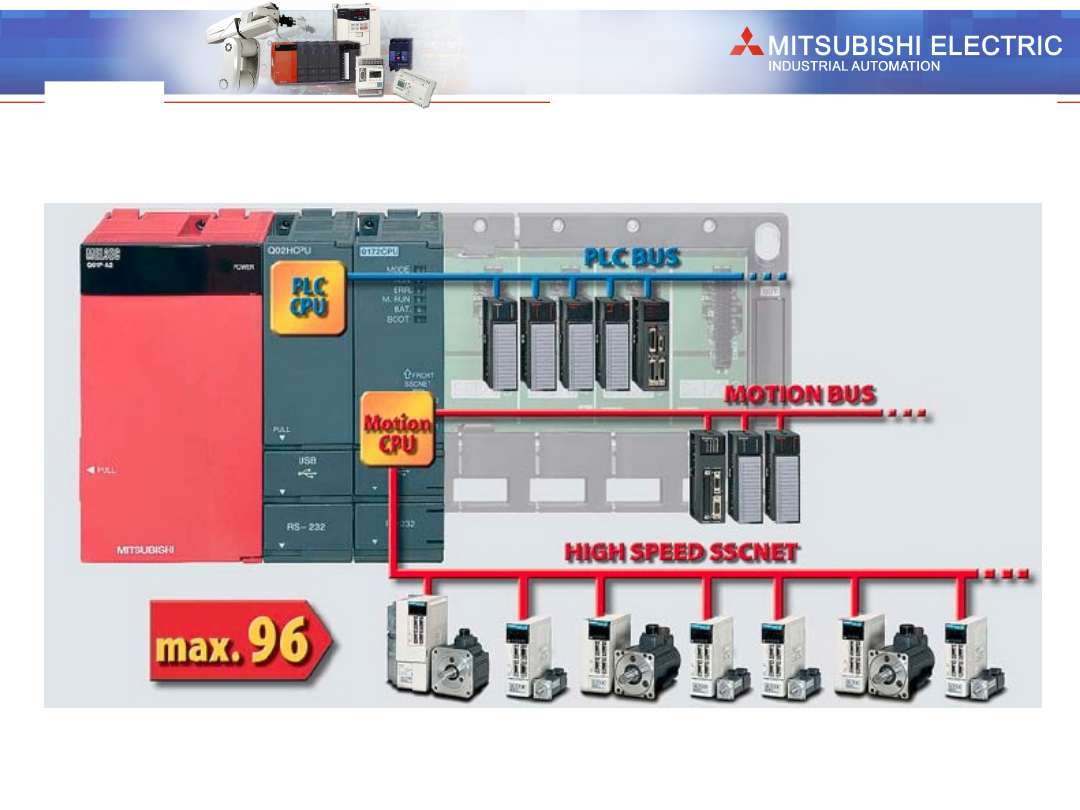
SSCNET (Servo System Controller NETwork) pozwala na komunikację o
wysokiej prędkości 5.6 Mbps z Serwowzmacnaiczami o wielkich
możliwościach.
Dzięki szybkiemu i prostemu połączeniu przez SSCNET to 32
Serwowzmacnaiczy można wysterować przez jedno CPU Ruchu Q173.
Q172CPU steruje maksymalnie 8 osiami.
Wysoka funkcjonalność jak system absolutny,sterowanie momentem,
synchronizacja ruchów osi itd.
Programowanie CPU Ruchu może zostać wykonane przez podłączenie
PC z dodatkową kartą I/F do SSCNET.
Wgrywanie parametrów serwo możliwe jest przez CPU Ruchu.
Użycie SSCNET, sieci o wysokiej prędkości komunikacji synchronicznej
Industrial Automation
System
System
Q
Q
Page 6
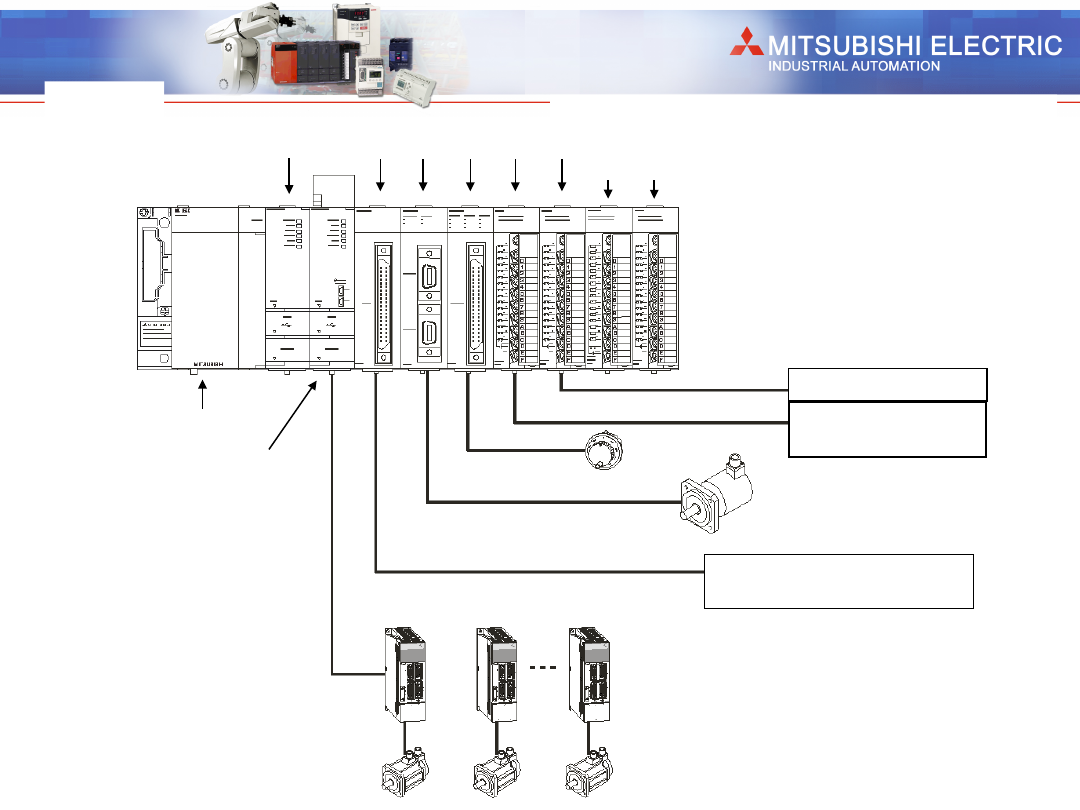
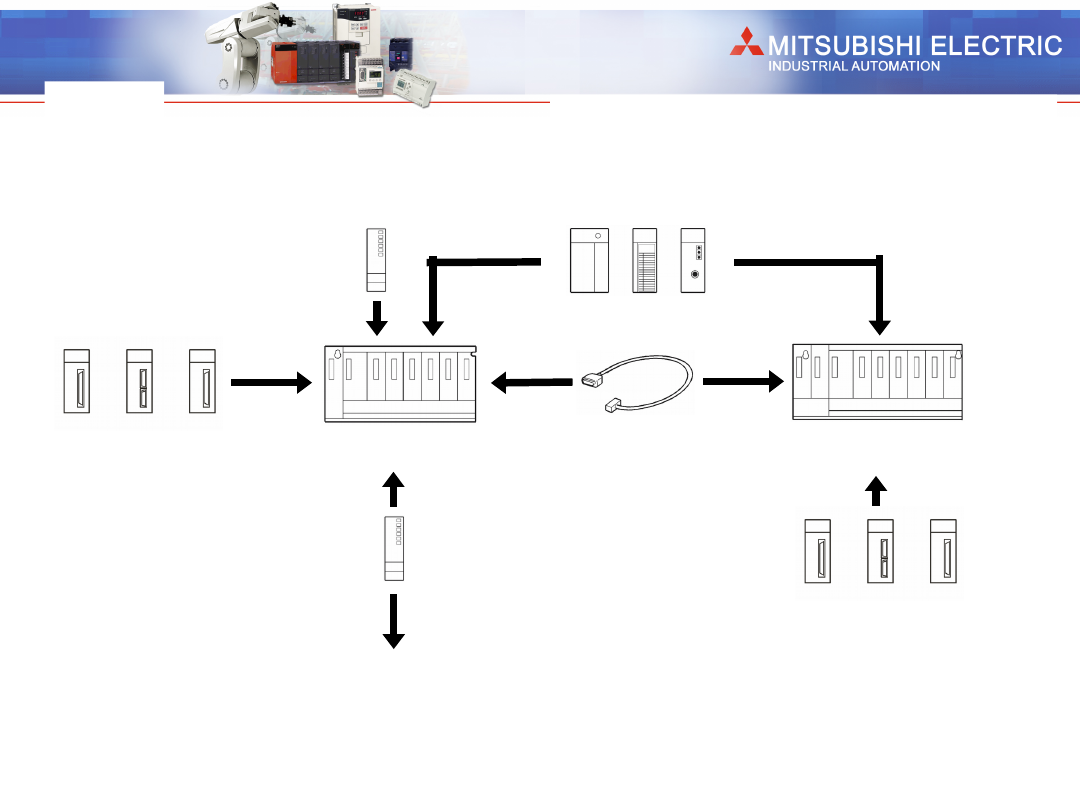
Konfiguracja S
Konfiguracja S
ystem
ystem
u
u
PLC CPU
CPU Ruchu
Moduły sterowane przez CPU Ruchu
Zasilacz
Płyta
bazowa
Moduły sterowane przez PLC CPU
SSCNET
Do 32 Serwowzmacniaczy
Serwosilniki
Szeregowy absolutny enkoder
synchroniczny (MR-HENC)
Manualny
generator
impulsów
Sygnały
przerwań
Wejścia /Wyjścia
Zewnętrzne sygnały
servo
Industrial Automation
System
System
Q
Q
Page 7
Wieloprocesorowa konfiguracja
Wieloprocesorowa konfiguracja
CPU
CPU
CPU Ruchu
Główna płyta
bazowa
Kabel
rozszerzają
cy
Rozszerzająca
płyta bazowa
Zasilacz, Moduły We/Wy,
inteligentne moduły
funkcyjne
Moduły ruchu
Q172LX, Q172EX,
Q173PX
Q CPU
Połączenie SSCNET
z serwowzmacniaczami
System wieloprocesorowy CPU
(do 3 modułów)
Moduły Ruchu
Q172LX, Q172EX,
Q173PX
Industrial Automation
System
System
Q
Q
Page 8
Automat
Automat
yczna wymiana danych
yczna wymiana danych
pomiędzy
pomiędzy
CPU
CPU
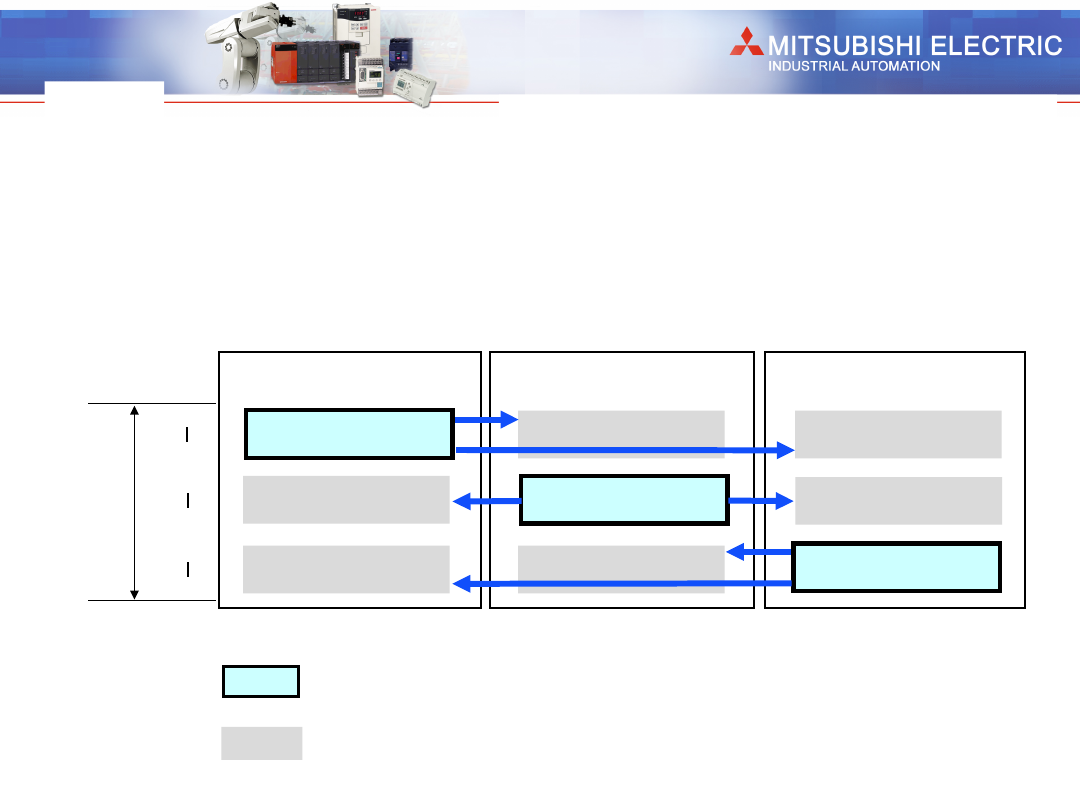
Wymiana danych pomiędzy poszczególnymi CPU odbywa się przez autoodświeżanie
wyspecyfikowanych komórek.
Program PLC nie jest wymagany aby czytać dane z innych CPU.
Czytanie/pisanie odbywa się przez macierzyste CPU
Dane z CPU 1
Dane z CPU3
Dane z CPU 2
Dane z CPU 2
Dane z CPU 3
Dane z CPU 1
Max.
4k
słowa
CPU 3
Komórki
(Przykład)
Dane z CPU 3
Dane z CPU 1
Dane z CPU 2
D100
D200
D300
D199
D299
D399
CPU 2
CPU 1
Te obszary są tylko czytane
Industrial Automation
System
System
Q
Q
Page 9
Wieloprocesorowa konfiguracja
Wieloprocesorowa konfiguracja
CPU
CPU
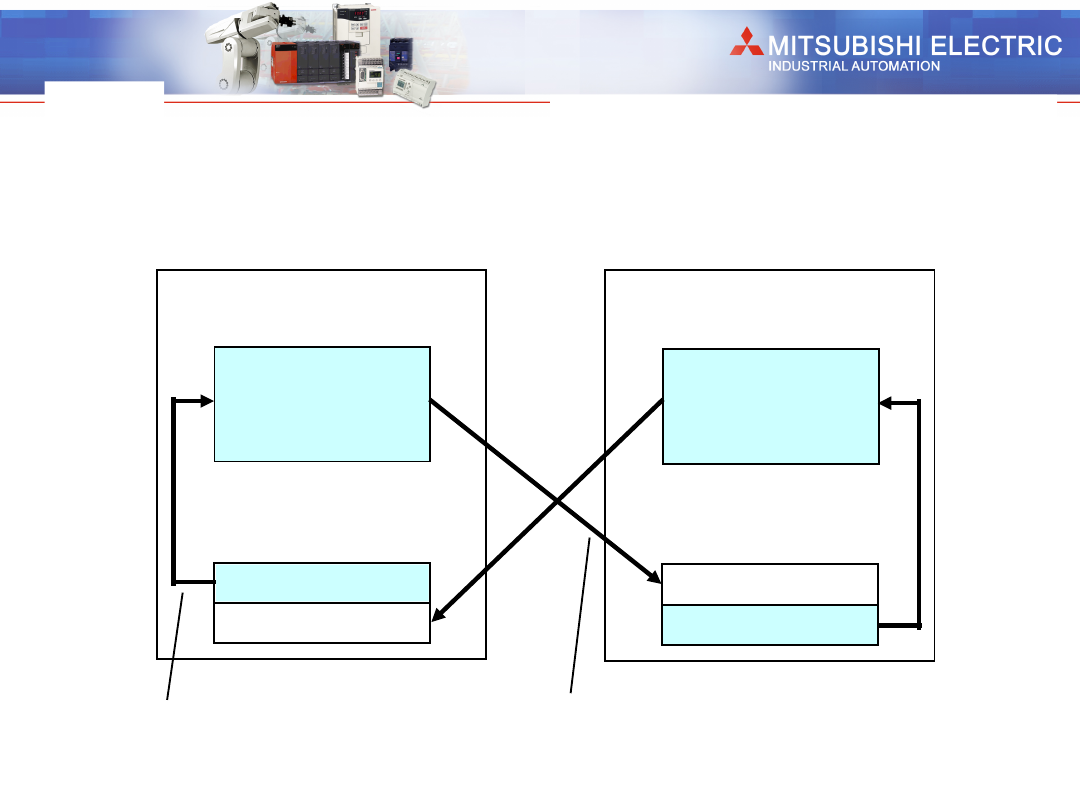
Wpisywanie odbywa się w trakcje
przetwarzania END CPU 1
Obszar
automatyczne
go
odświeżania
Pamięć do wymiany
Komórki
pamięci
Dane z CPU 2
CPU1: PLC CPU
(sterowanie
sekwencyjne)
Dane z CPU 1
Obszar
automatyczne
go
odświeżania
Pamięć do wymiany
Komórki
pamięci
Dane z CPU 1
CPU2: CPU Ruchu
(sterowanie servo)
Dane of CPU 2
Czytanie odbywa się w trakcie
przetwarzania CPU 2
Automatyczne odświeżanie używane jest do wymiany danych pomiędzy CPU

Industrial Automation
System
System
Q
Q
Page 10
Automatyczne odświeżanie pamięci do wymiany
Automatyczne odświeżanie pamięci do wymiany
danych
danych
Każde CPU może wysyłać 2048 słów do innych CPU (wszystkie razem 4K słów!)
Cztery ustawienia obszarów odświeżania można wykonać dla każdego CPU.
Obszar zmiennych bitowych i obszar zmiennych słowowych mogą być odświeżanie
niezależnie
Komórki używane w procesie
autoodświeżania:
– Rejestry danych (D)
– Rejestry sieciowe (W)
– Rejestry plikowe (R, ZR)
– Znaczniki wewnętrzne (M)
– Znaczniki sieciowe (B)
– Wyjścia (Y)
Komórki typowane są w jednostkach po 2 słowa.
Adres pierwszego bitu musi być 0 lub wielokrotnością 16.
Industrial Automation
System
System
Q
Q
Page 11
Wieloprocesorowa konfiguracja
Wieloprocesorowa konfiguracja
CPU
CPU
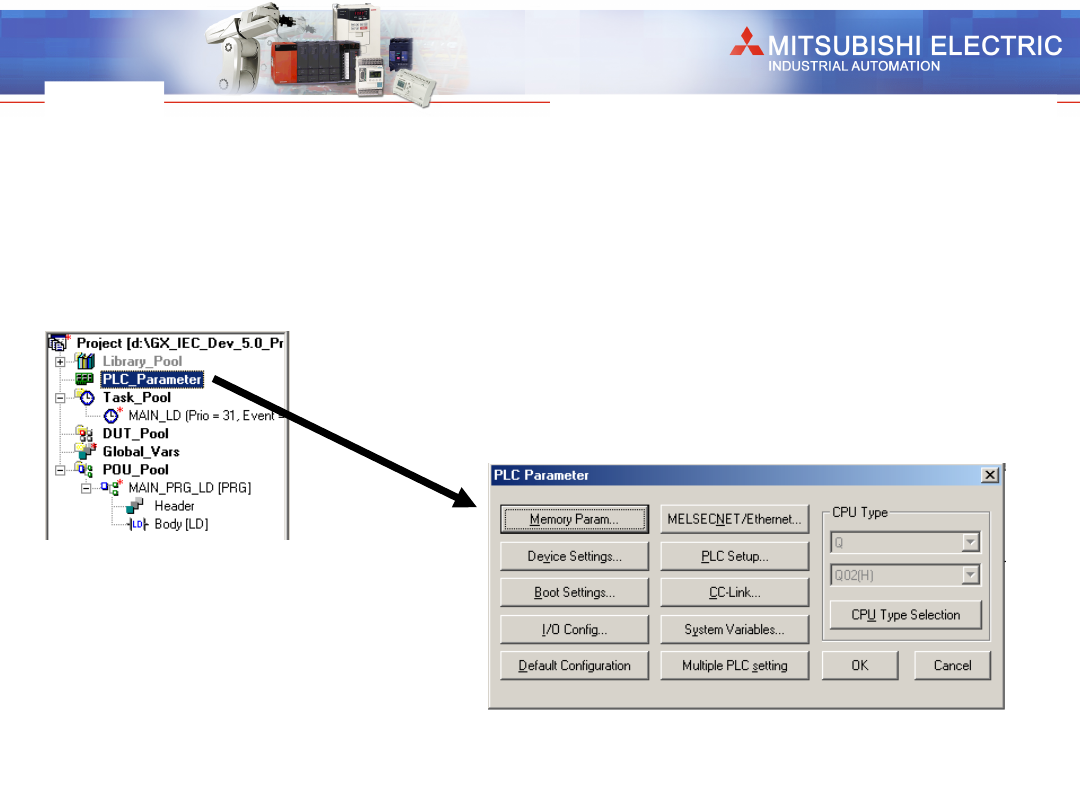
Ustawienie parametrów w wieloprocesorowym Systemie CPU
Ponieważ CPU Ruchu jest jednym z elementów Wieloprocesorowego Systemu CPU,
konieczne jest ustawienie parametrów Wieloprocesorowego Systemu PLC
dla każdego CPU.
Industrial Automation
System
System
Q
Q
Page 12
Wieloprocesorowa konfiguracja
Wieloprocesorowa konfiguracja
CPU
CPU
Które moduły mogą być sterowane przez CPU Ruchu?
Sterowanie jest obowiązkowe dla:
Moduły zadedykowane dla CPU Ruchu jak Q172LX, Q172EX i Q17PX.
Te moduły nie będą prawidłowo działać jeśli Q CPU Ruchu ustawione jest
jako sterujące CPU.
Sterowanie jest możliwe dla:
Moduły We/Wy gdy SFC Ruchu używany jest jako program sterujący operacjami.
Sterowanie nie jest możliwe dla:
Moduły sieciowe i graficzne terminale operatorskie (GOT)
Industrial Automation
System
System
Q
Q
Page 13
Nie można pozostawić pustego złącza pomiędzy dwoma modułami CPU.
Uwagi dotyczące pozycji montażu Modułów Ruchu
Pierwsze CPU musi być zamontowane w złączu CPU.
CPU Ruchu muszą być zamontowane z prawej strony PLC CPU.
PLC CPU nie można montować z prawej strony CPU Ruchu.
CPU Ruchu nie może być użyte jako samodzielny moduł. Musi zawsze być użyte
w połączeniu z PLC CPU.
Wieloprocesorowa konfiguracja
Wieloprocesorowa konfiguracja
CPU
CPU
Nie ma ograniczeń dla pozycji, w których mogą być instalowane moduły sterowane
przez CPU Ruchu (Q172EX, Q172LX itd.).
Industrial Automation
System
System
Q
Q
Page 14
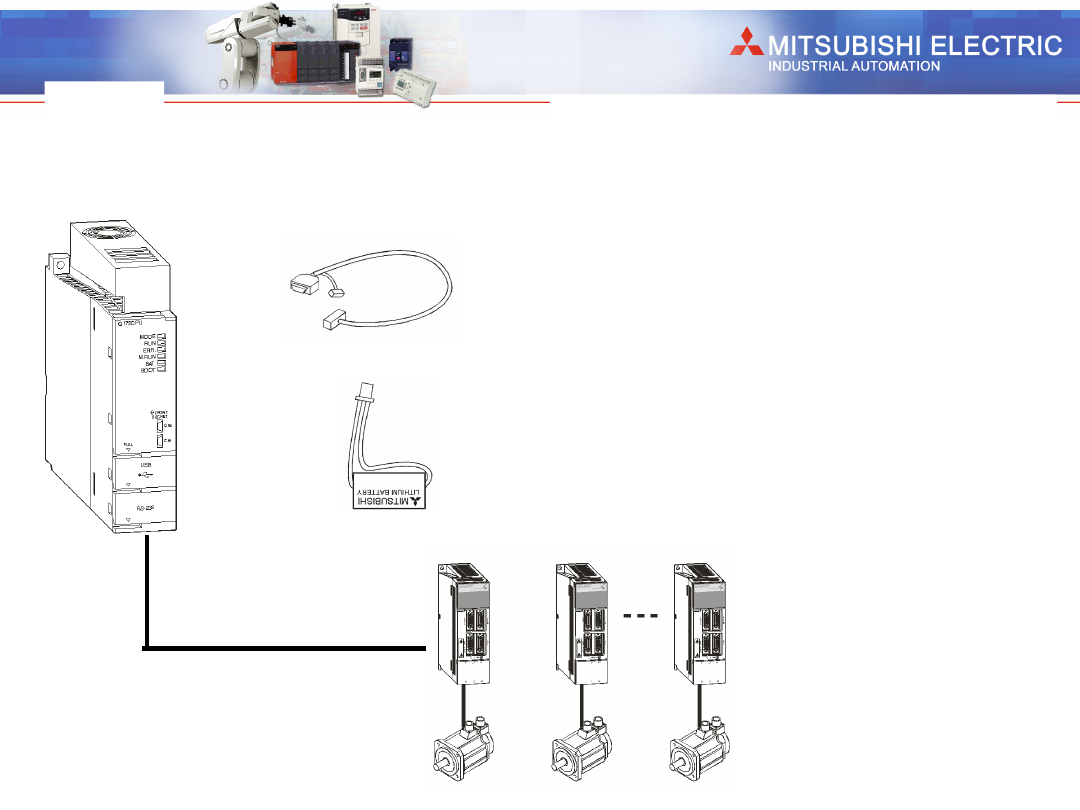
Q172CPU
Podłączenie Serwowzmacniaczy
Podłączenie Serwowzmacniaczy
SSCNET LINE 1
Serwowzmacniacze,
max. 8 osi
Kompatybilne serwowzmacniacze:
• MR-J2S-B
• MR-J2-B
Zewnętrzna bateria może zostać
podłączona przy użyciu oparwki
Q170BAT i specjalnego kabla
SSCNET.
Industrial Automation
System
System
Q
Q
Page 15
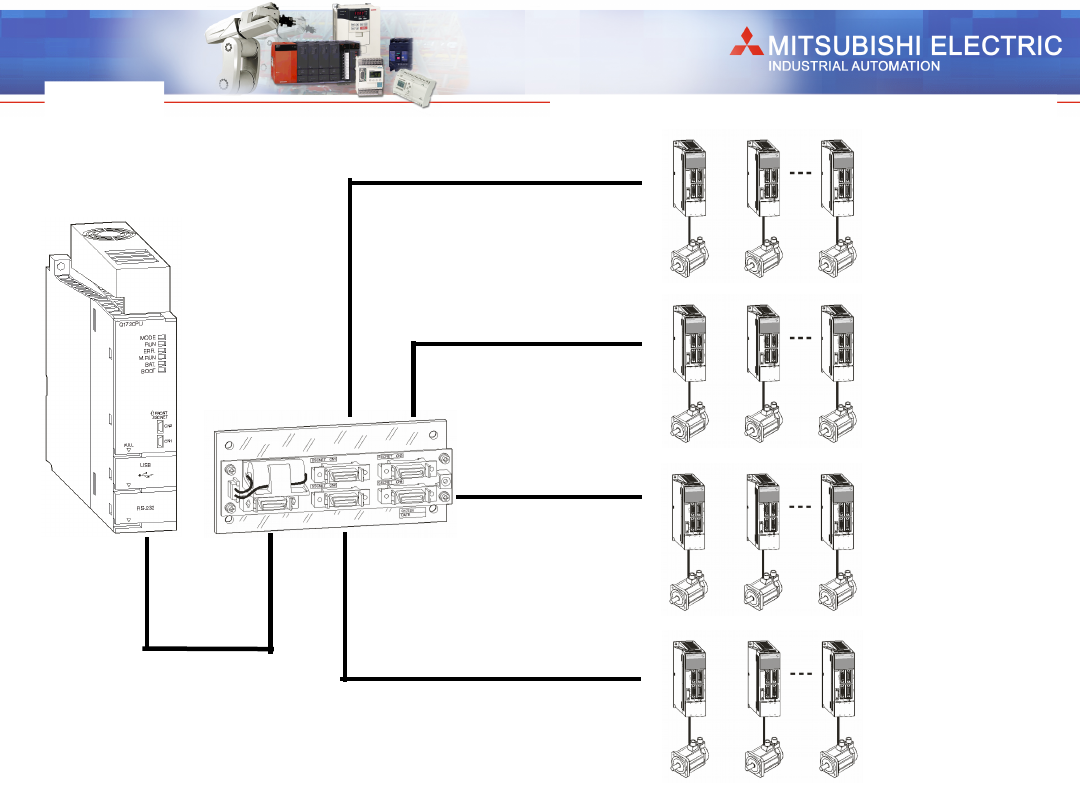
Q173CPU
Podłączenie
Podłączenie
Serwowzmacnaicz
Serwowzmacnaicz
y
y
SSCNET LINE 4
Serwowzmacnaicze,
max. 8 osi
Jednostka rozdzielająca również oferuje
możliwość podłączenia zewnętrznej
baterii.
SSCNET LINE 1
SSCNET LINE 2
SSCNET LINE 3
Serwowzmacnaicze,
max. 8 osi
Serwowzmacnaicze,
max. 8 osi
Serwowzmacnaicze,
max. 8 osi
Industrial Automation
System
System
Q
Q
Page 16
Moduły
Moduły
CPU
CPU
Ruchu
Ruchu
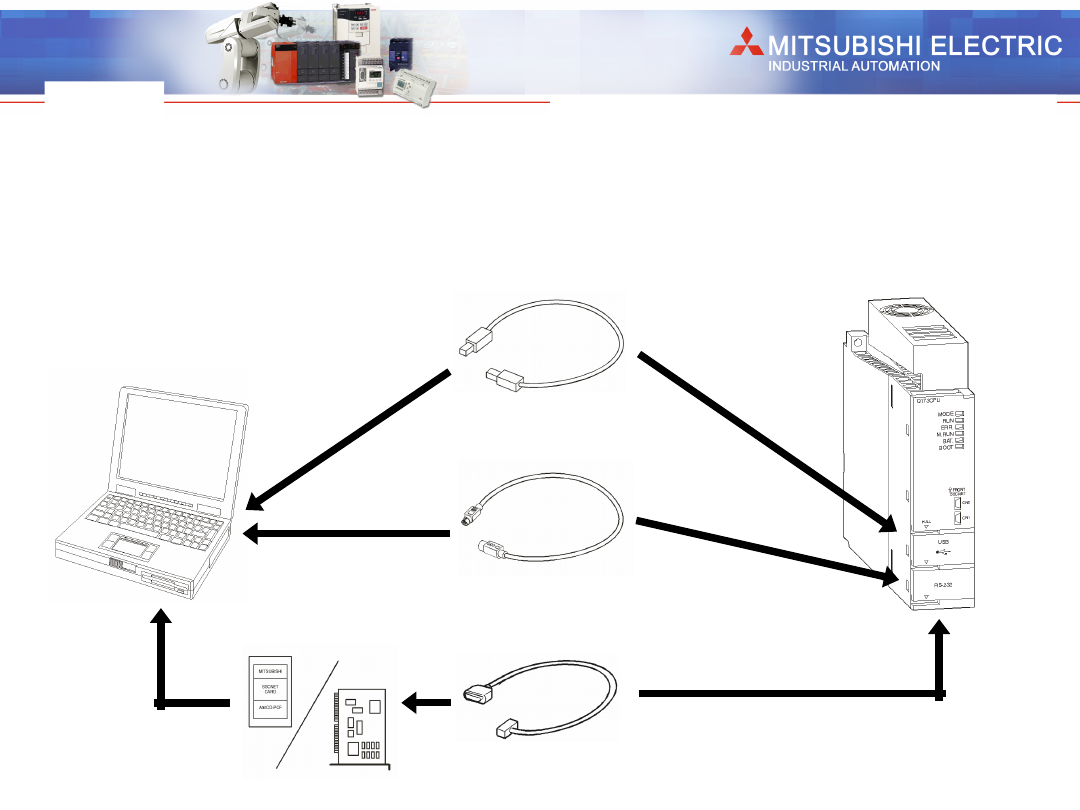
Podłączenie urządzeń peryferyjnych
Komputer osobisty używany do programowania CPU Ruchu może zostać podłączony
na 3 różne sposoby:
USB
(12Mbps)
RS-232
(115.2
kbps)
SSCNET
(5.6 Mbps)
SSC I/F Card/Board
Industrial Automation
System
System
Q
Q
Page 17
Moduły
Moduły
CPU
CPU
Ruchu
Ruchu
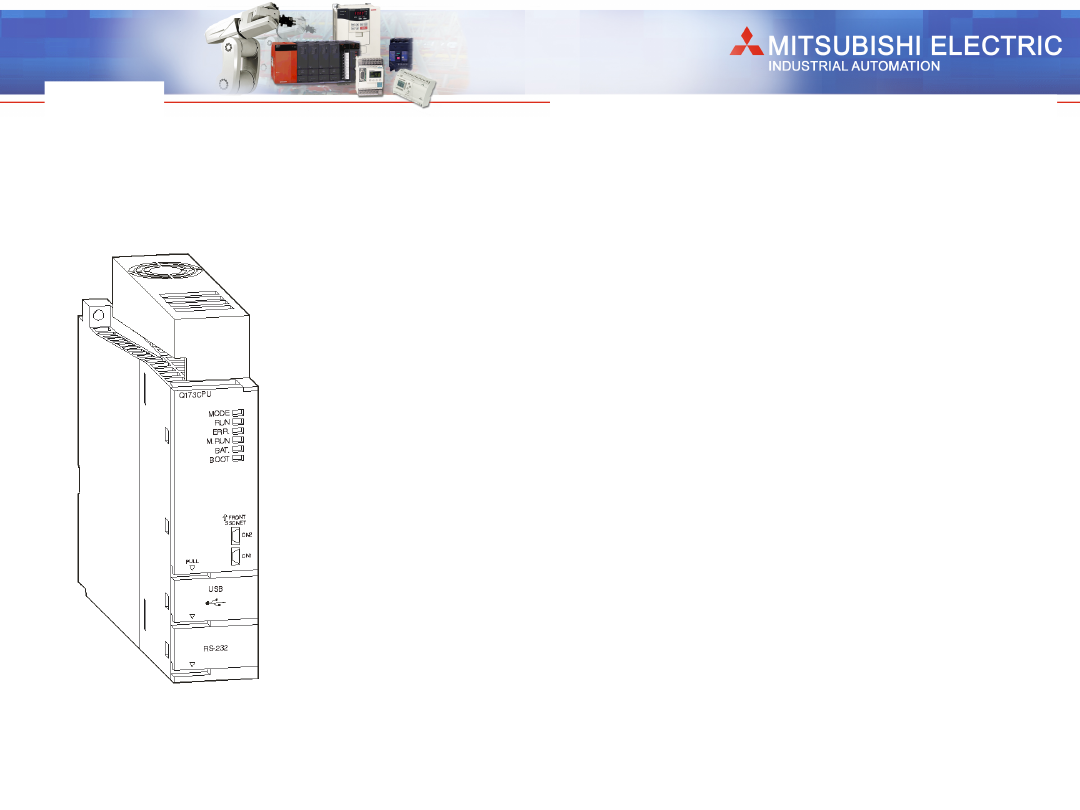
Q172CPU, Q173CPU
Q172CPU steruje do 8 osi,
Q173CPU steruje do 32 osi.
Komunikacja z serwowzmacnaiczami
odbywa się przez wysokiej prędkości sieć SSCNET.
Dwa typy CPU Ruchu dostępne są dla Państwa aplikacji.
Ustawiana w parametrach częstotliwość sterowania
i liczba osi (Q173CPU)
Industrial Automation
System
System
Q
Q
Page 18
Spec
Spec
yfikacje
yfikacje
modułów C
modułów C
PU
PU
Ruchu
Ruchu
(1)
(1)
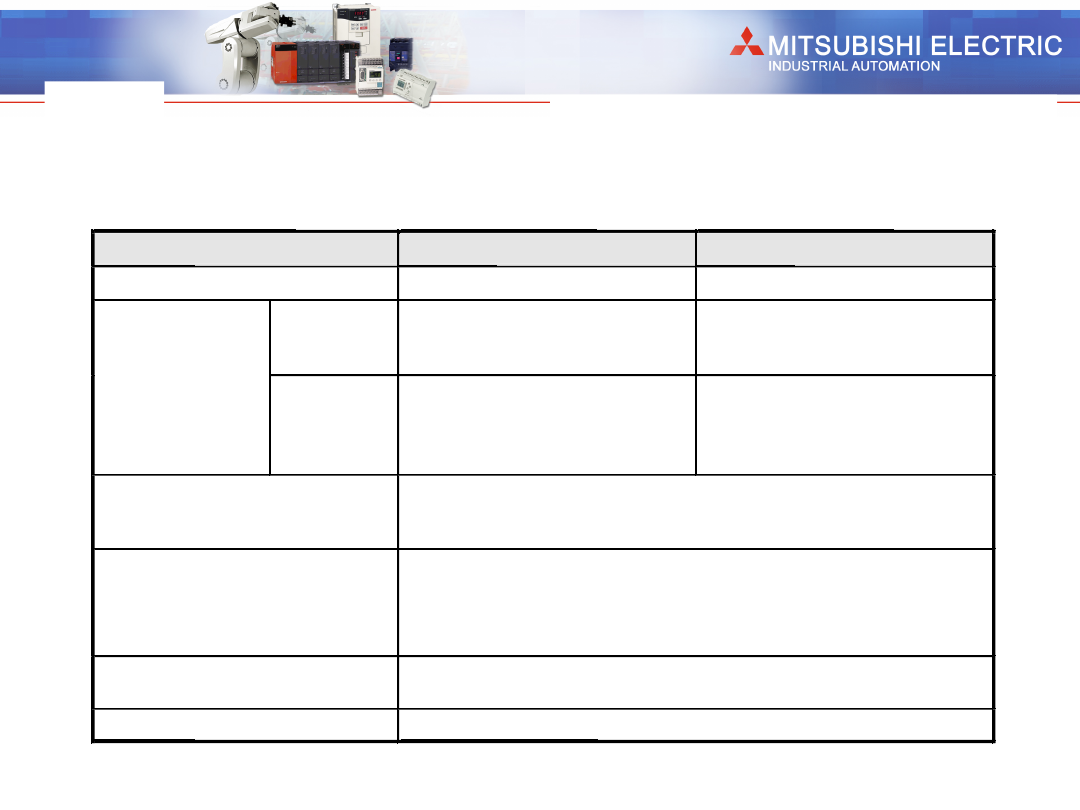
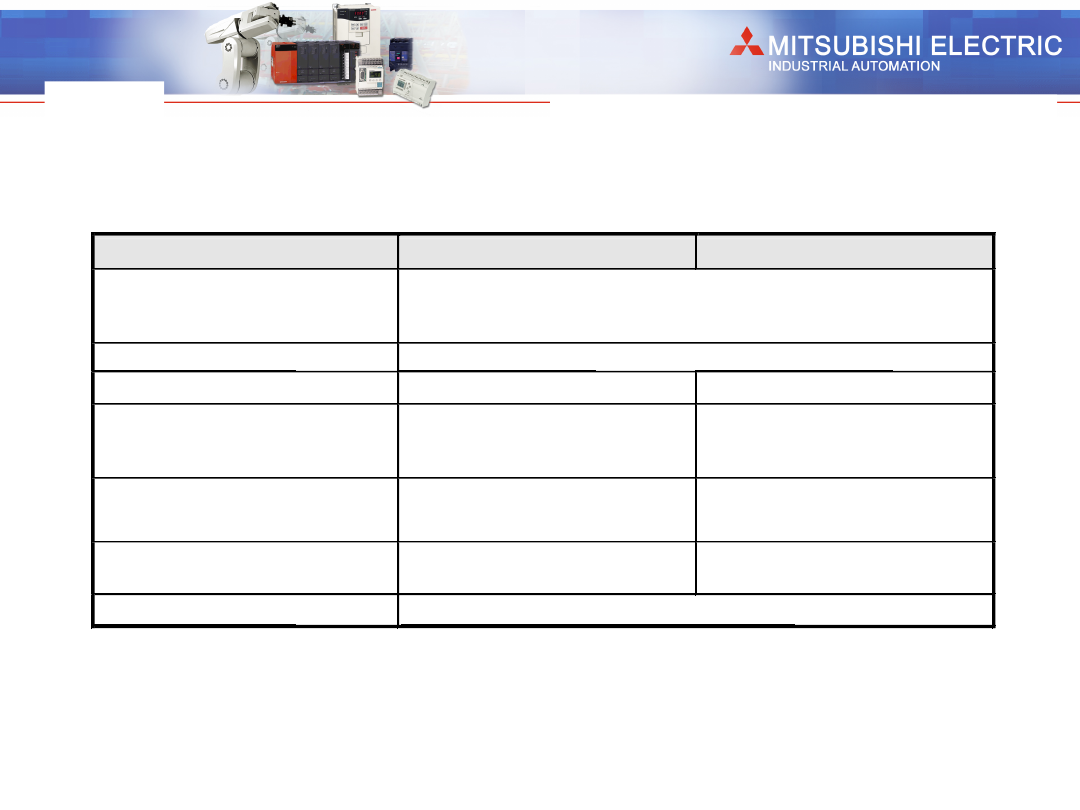
Specyfikacje podstawowe (1)
Punkt
Q172CPU
Q173CPU
Liczba sterowanych osi
8
32
SV13
0.88 ms / 1 dla 8 osi
0.88 ms / 1 do 8 osi
1.77 ms / 9 to 16 osi
3.55 ms / 17 to 32 osi
Cykl operacji
(domyślnie)
SV22
0.88 ms / 1 dla 4 osi
1.77 ms / 5 dla 8 osi
0.88 ms / 1 to 4 osi
1.77 ms / 5 to 12 osi
3.55 ms / 13 to 24 osi
7.11 ms / 25 to 32 osi
Funkcje interpolacji
Interpolacja liniowa (4 osie max.)
Interpolacja kołowa (2 osie)
Interpolacja heliakalna (3 osie)
Tryby sterowania
PTP (Punkt-Punkt), sterowanie prędkością, przełączanie
prędkość/położenie, ster. ze stałą prędkością liniową,
ster. nadążne, zmiany prędkości, ster. z oscylacjami
wysokiej częstotliwości, sterowanie synchroniczne (SV22)
Sterowanie przyspieszaniem
/hamowaniem
Automatyczne trapezoidalne przyspieszanie/hamowanie
Przyspieszanie/hamowanie wg. krzywej S
Kompensacja
Kompensacja luzów, przekładnie elektroniczne
Industrial Automation
System
System
Q
Q
Page 19
Spec
Spec
yfikacje
yfikacje
modułów C
modułów C
PU
PU
Ruchu
Ruchu
(2)
(2)
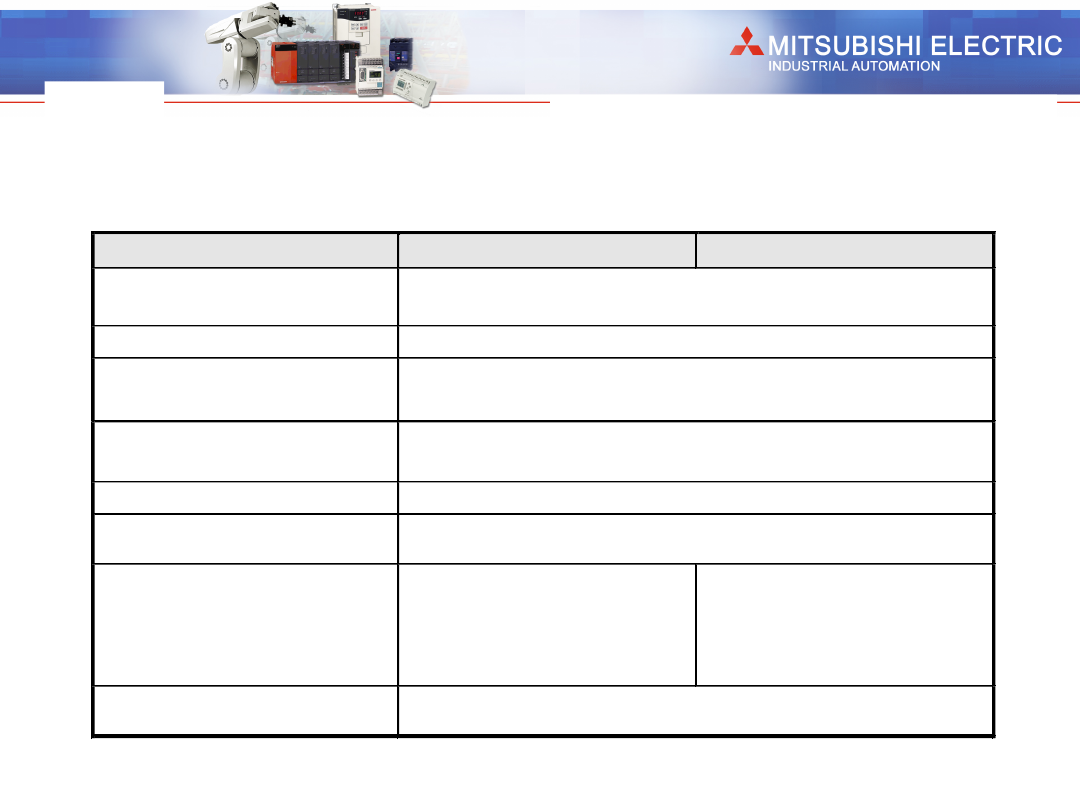
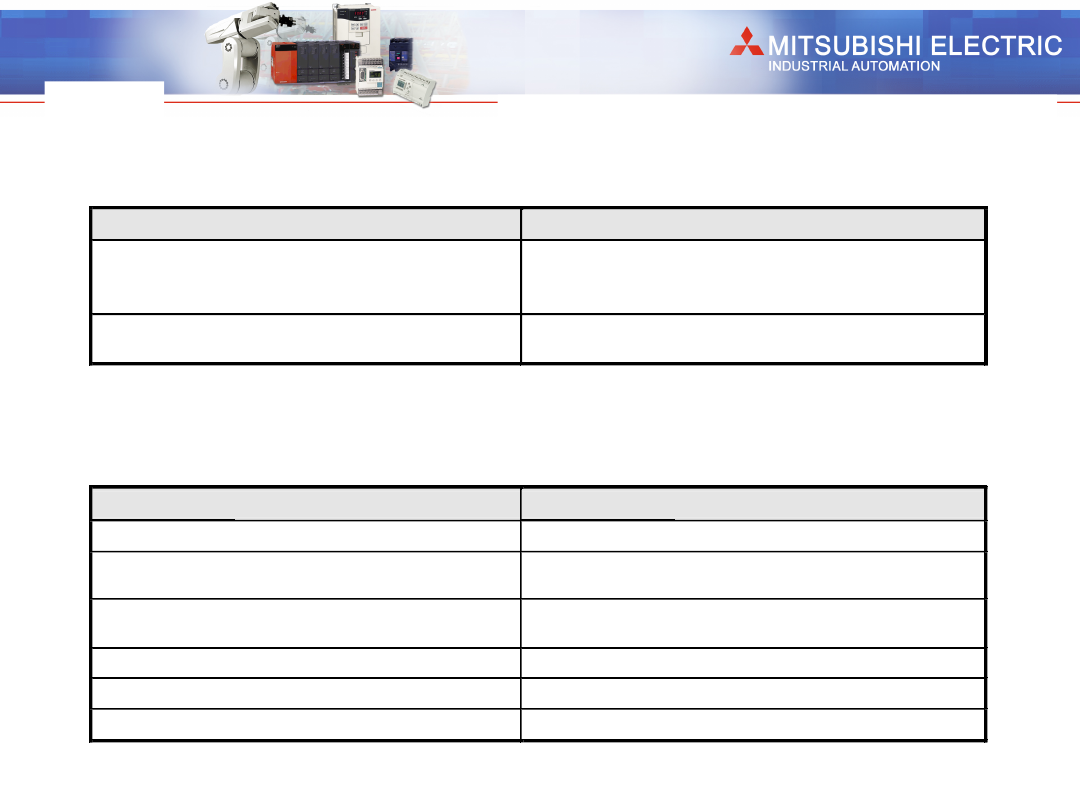
Specyfikacje podstawowe (2)
Punkt
Q172CPU
Q173CPU
Języki programowania SFC Ruchu, instrukcje zadedykowane, język symboli
mechanicznych (SV22)
Pojemność programu
14 k kroków
Liczba punktów
pozycjonowania
3200
(Dane pozycjonowania mogą być wprowadzane pośrednio)
Funkcja powrotu do punktu
bazowego
W oparciu o czujnik, w oparciu o zliczanie imp. sygnału,
typ z ustawianiem danych (2 typy)
Funkcja operacji JOG
Dostępna
Ilość podłączanych manualnych
Generatorów impulsów
3
Ilość podłączanych enkoderów
synchronicznych
(w sumie enkodery szeregowe
synchroniczne absolutne
i inkrementalne
8
12
Funkcja kodów M
Dostępna funkcja ustawiania kodów M
Dostępna funkcja ustawiania kodów M po zakończeniu operacji
Industrial Automation
System
System
Q
Q
Page 20
Spec
Spec
yfikacje
yfikacje
modułów C
modułów C
PU
PU
Ruchu
Ruchu
(3)
(3)
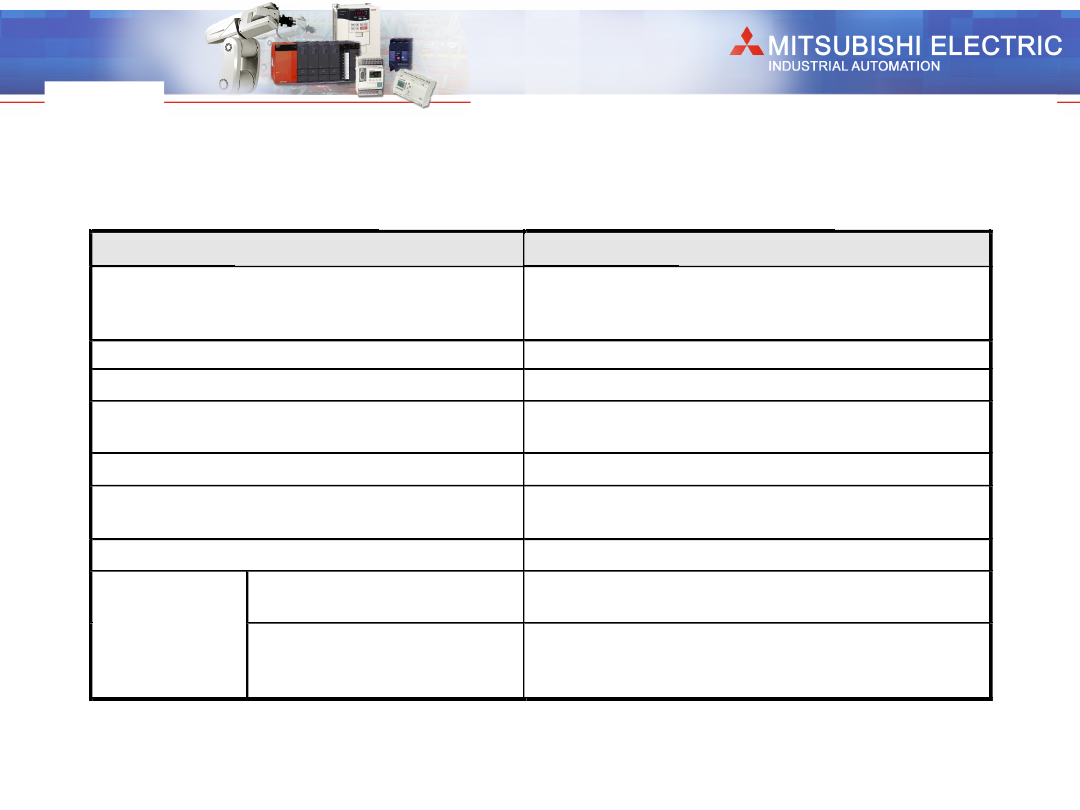
Specyfikacje podstawowe (3)
Punkt
Q172CPU
Q173CPU
System pozycjonowania
absolutnego
Kompatybilne przez wstawienie baterii do wzmacniaczy
Dla każdej osi można wybrać zarówno system absolutny
jak i inkrementalny.
Interfejsy peryferyjne USB (12 Mbps), RS-232 (115.2 kbps), SSCNET (5.6 Mbps)
Liczba SSCNET I/F
5 CH
2 CH
Moduł interfejsu manualnego
generatora impulsów
/enkodera synchronicznego
Obsługiwane 3 moduły
(Q173PX)
Obsługiwane 4 moduły
(Q173PX)
Moduł interfejsu szeregowego
absolutnego enkodera synch.
Obsługiwane 4 moduły
(Q172EX)
Obsługiwane 6 modułów
(Q172EX)
Moduł interfejsu zewnętrznych
sygnałów servo
Obsługiwany 1 moduł
(Q172LX)
Obsługiwane 4 moduły
(Q172LX)
Funkcja przełączania przełącz. krańcow.
Do 32 punktów przełączenia na oś
Industrial Automation
System
System
Q
Q
Page 21
Pojemność programu
Specyfikacje
Specyfikacje
możliwości języka
możliwości języka
SFC
SFC
Ruchu
Ruchu
(1)
(1)
Punkt
Q172CPU/Q173CPU
Kod w sumie
(Diagram Ruchu SFC + Sterowanie
operacjami + Warunki przejścia)
287k bajtów
Tekst w sumie
(Sterowanie operacjami + Warunki przejścia)
224k bajtów
Program SFC Ruchu
Punkt
Q172CPU/Q173CPU
Liczba programów SFC Ruchu
256 (No. 0 to 255)
Wielkość Diagramu Ruchu SFC na program
Max. 64k bajtów
(Włączając komentarze w Diagramie Ruchu SFC)
Liczba kroków SFC Ruchu
w programie
Max. 4094 kroków
Liczba warunków rozgałęzień
255
Liczba równoległych rozgałęzień
255
Liczba zagnieżdżeń rozgałęzień równoległych
Do 4 poziomów
Industrial Automation
System
System
Q
Q
Page 22
Specyfikacje
Specyfikacje
możliwości języka
możliwości języka
SFC
SFC
Ruchu
Ruchu
(2)
(2)
Program sterujący operacjami (F, FS), Program warunku przejścia (G)
Punkt
Q172CPU/Q173CPU
Liczba programów sterujących operacjami
4096 z F (wykonywanymi raz) i FS
(wykonywanymi w każdym skanie) w sumie
F/FS 0 to F/FS 4096
Liczba programów przejścia
4096 (G0 to G4095)
Wielkość kodu w programie
Max. w przybliżeniu 64k bajty (32766 kroków)
Liczba bloków (linii) na program
Max. 8192 bloki
(w przypadku4 kroków (min)/blok)
Liczba bloków w programie
Max. 128 (komentarze wliczone)
Liczba operandów w programie
Max. 64 (operandy: stałe, słowa,
bity)
Zagnieżdżenia w bloku
Max. 32
Program sterujący
operacjami
Obliczenia matematyczne, wyrażenia
sprawdzające stan bitów
Zawartość
programów
Program przejścia
Obliczenia matematyczne, wyrażenia
sprawdzające stan bitów, wyrażenia
sprawdzające warunki
Industrial Automation
System
System
Q
Q
Page 23
Specyfikacje
Specyfikacje
możliwości języka
możliwości języka
SFC
SFC
Ruchu
Ruchu
(3)
(3)
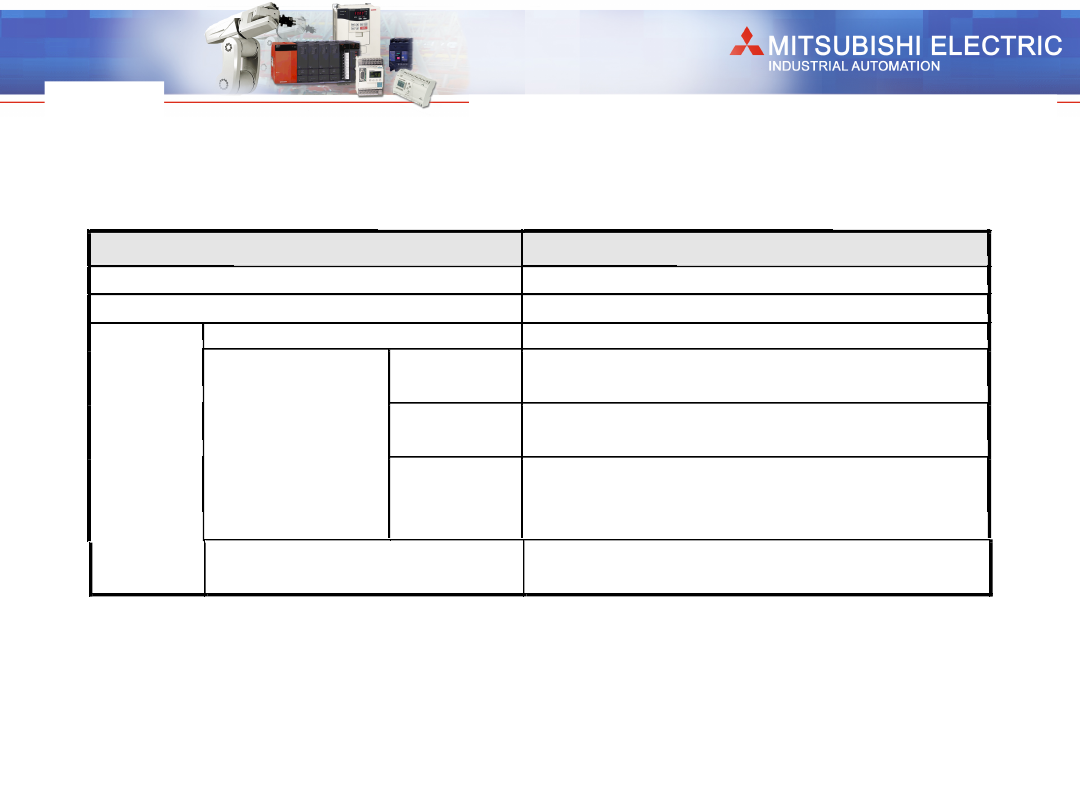
Specifikacje wykonania programów
Punkt
Q172CPU/Q173CPU
Liczba jednocześnie wykonyw. programów
Max. 256
Liczba jednocześnie aktywnych kroków
Max 256 kroków we wszystkich programach
Normalne zadania
Wykonywane w głównym cyklu Ruchu
Stały cyklWykonywane w stałych cyklach
(0.88 ms, 1.77 ms, 3.55 ms, 7.11 ms, 14.2 ms)
Zewnętrzne
przerwania
Wykonywane gdy załączony zostanie
sygnał z zewnętrznego modułu przerwań.
Zadania
od zdarzeń
(wykonywanie
może być
zablokowane) Przerwania
PLC
Wykonywane przy przerwaniu z PLC CPU
(Gdy wykonana zostanie zadedykowana
instrukcja a PLC CPU:S(P).GINT)
Wyko
-nywane
zadania
Zadania NMI
Wykonywane gdy załączony zostanie
sygnał z zewnętrznego modułu przerwań.
Industrial Automation
System
System
Q
Q
Page 24
Specyfikacje
Specyfikacje
możliwości języka
możliwości języka
SFC
SFC
Ruchu
Ruchu
(4)
(4)
Punkt
Q172CPU/Q173CPU
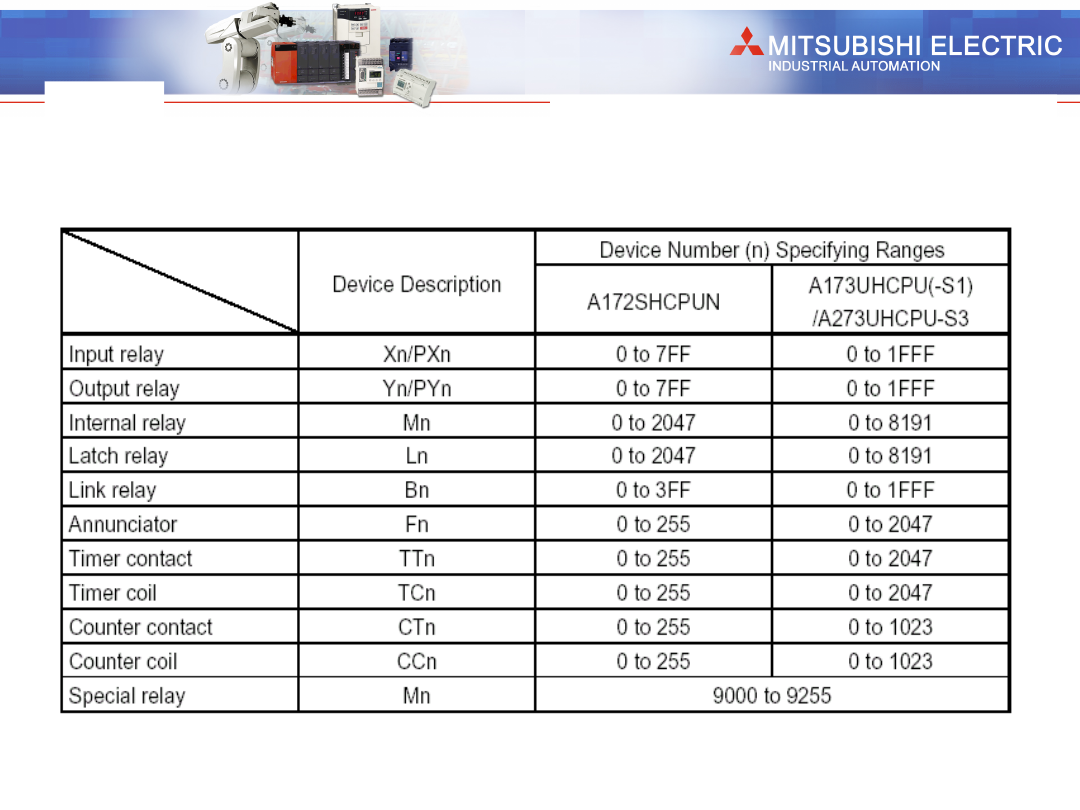
Wejścia /Wyjścia (X/Y)
8192 adresy
Fizyczne Wejścia /Wyjścia (X/Y)
W sumie 256 adresów
Znaczniki wewnętrzne (M)
Znaczniki zatrzaskowe (L)
W sumie 8192 znaczniki
Znaczniki sieciowe (B)
8192 znaczniki
Anuncjatory (F)
2048 anuncjatory
Znaczniki specjalne (M)
256 znaczniki
Rejestry danych (D)
8192 rejestry
Rejestry sieciowe (W)
8192 rejestry
Rejestry specjalne (D)
256 rejestry
Rejestry w Sterowniku Ruchu (#)
8192 rejestry
Wewnętrzny licznik czasu (FT)
1 licznik (888 s )
Liczby komórek pamięci (dane o komórkach tylko z CPU Ruchu)
Komórki zadedykowane dla pozycjonowania zawarte są w powyższej tabeli.
Industrial Automation
System
System
Q
Q
Page 25
Q172LX
Q172LX
Q172LX odbiera zewnętrzne sygnały dla 8, wymagane dla sterowania pozycjonowaniem.
Dla każdej osi można dołączyć do 4 sygnałów:
Przełącznik dolnego limitu ruchu (RLS)
Sygnał Stop (STOP)
Zatrzymanie w trybie sterowania prędkością lub
pozycjonowan.
Czujnik bazowania/Sygnał przełączania trybu
prędkość/położenie (DOG/CHANGE)
W celu wykrycia czujnika bazowania przy powrocie
do
punktu bazowego lub w celu przełączania
pomiędzy
trybami prędkość/położenie
Przełącznik górnego limitu ruchu (FLS)
Moduł interfejsu zewnętrznych sygnałów serwo Q172LX
Stan każdego wejścia jest sygnalizowany przez diodę
Industrial Automation
System
System
Q
Q
Page 26
Q172LX
Q172LX
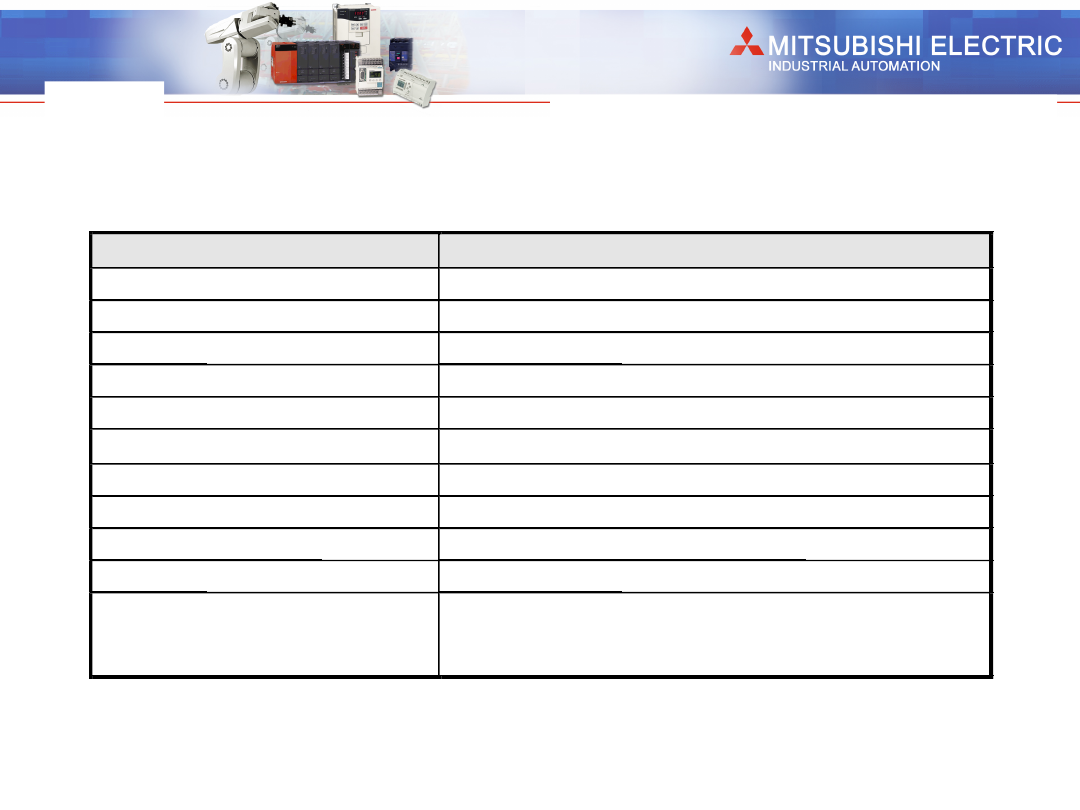
Specyfikacje
Punkt
Interfejs zewnętrznych sygnałów Serwo Q172LX
Liczba wejść
32 sygnały (4 zewnętrzne syg. serwo dla każdej z 8 osi
Typy zewnętrznych sygnałów
dla servo
Górny limit ruchu
Dolny limit ruchu
Wejście Stop
Czujnik bazowania/sygn. przeł. prędkość/położenie
Metoda podłączania wejść
Typ Sink/Source
Metoda izolacji
Optoizolacja
Znamionowe napięcie wejściowe
12/24 VDC
Znamionowy prąd wejściowy 2 mA @ 12 VDC, 4 mA @ 24 VDC
Zakres napięć pracy
10.2 to 26.4 VDC
(12/24 VDC +10% / -15%, pulsacja 5% lub mniej)
ON napięcie /prąd
Min. 10 VDC lub więcej / 2.0 mA lub więcej
OFF napięcie /prąd
Max. 1.8 VDC lub mniej / 0.18 mA lub mniej
Rezystancja wejściowa
W przybliżeniu 5.6 k
Ω
Górny/dolny limit i sygnał stop: 1 ms
Czas odpowiedzi
(OFF to ON / ON to OFF)
Czujnik bazowania /sygn. przeł. prędkość/położenie:
0.4 ms / 0.6 ms / 1 ms
(Ustawienie parametrów w CPU, domyślnie 0.4 ms)
Industrial Automation
System
System
Q
Q
Page 27
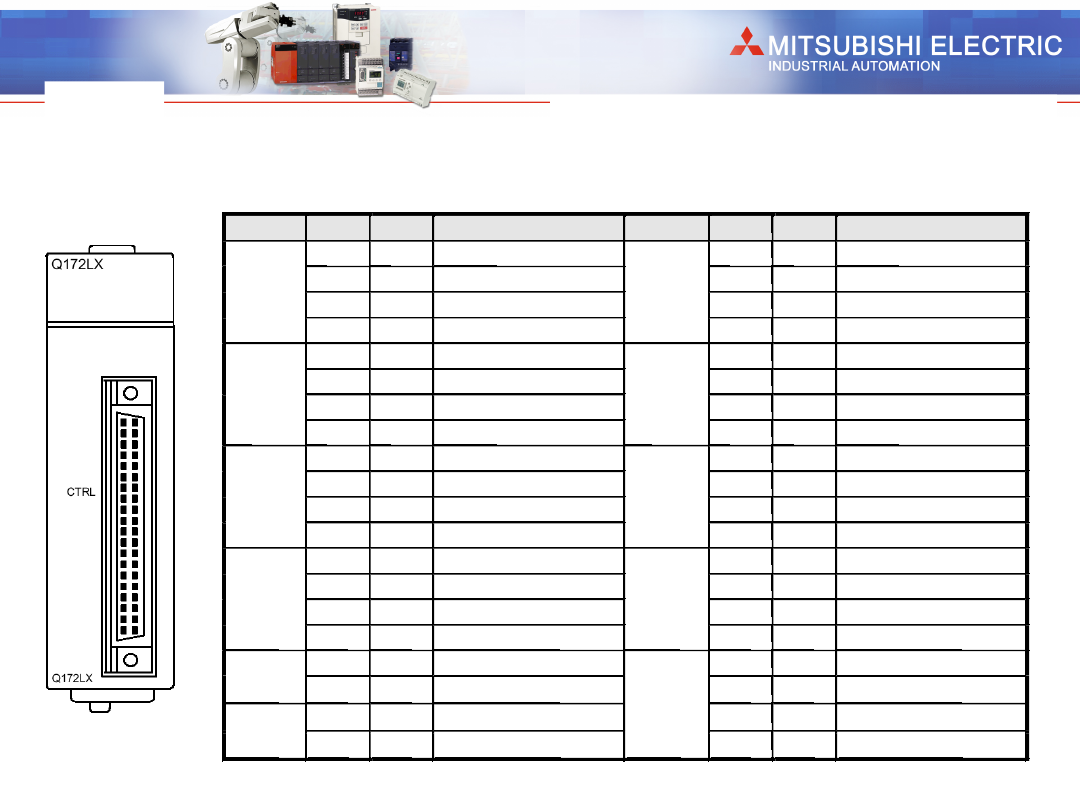
Q172LX
Q172LX
Wykaz styków z złączu CTRL
Grupa Pin LEDNazwa sygnału Grupa Pin LEDNazwa sygnału
B20
0
FLS1
A20
10 FLS5
B19
1
RLS1
A19
11 RLS5
B18
2
STOP1
A18
12 STOP5
1
B17
3 DOG1/CHANGE1
5
A17
13 DOG5/CHANGE5
B16
4
FLS2
A16
14 FLS6
B15
5
RLS2
A15
15 RLS6
B14
6
STOP2
A14
16 STOP6
2
B13
7 DOG2/CHANGE2
6
A13
17 DOG6/CHANGE6
B12
8
FLS3
A12
18 FLS7
B11
9
RLS3
A11
19 RLS7
B10
A
STOP3
A10
1A STOP7
3
B9
B DOG3/CHANGE3
7
A9
1B DOG7/CHANGE7
B8
C
FLS4
A8
1C FLS8
B7
D
RLS4
A7
1D RLS8
B6
E
STOP4
A6
1E STOP8
4
B5
F DOG4/CHANGE4
8
A5
1F DOG8/CHANGE8
B4
Brak połączenia
A4
Brak połączenia
B3
Brak połączenia
A3
Brak połączenia
B2
COM
A2
Brak połączenia
B1
COM
A1
Brak połączenia
Industrial Automation
System
System
Q
Q
Page 28
Q172LX
Q172LX
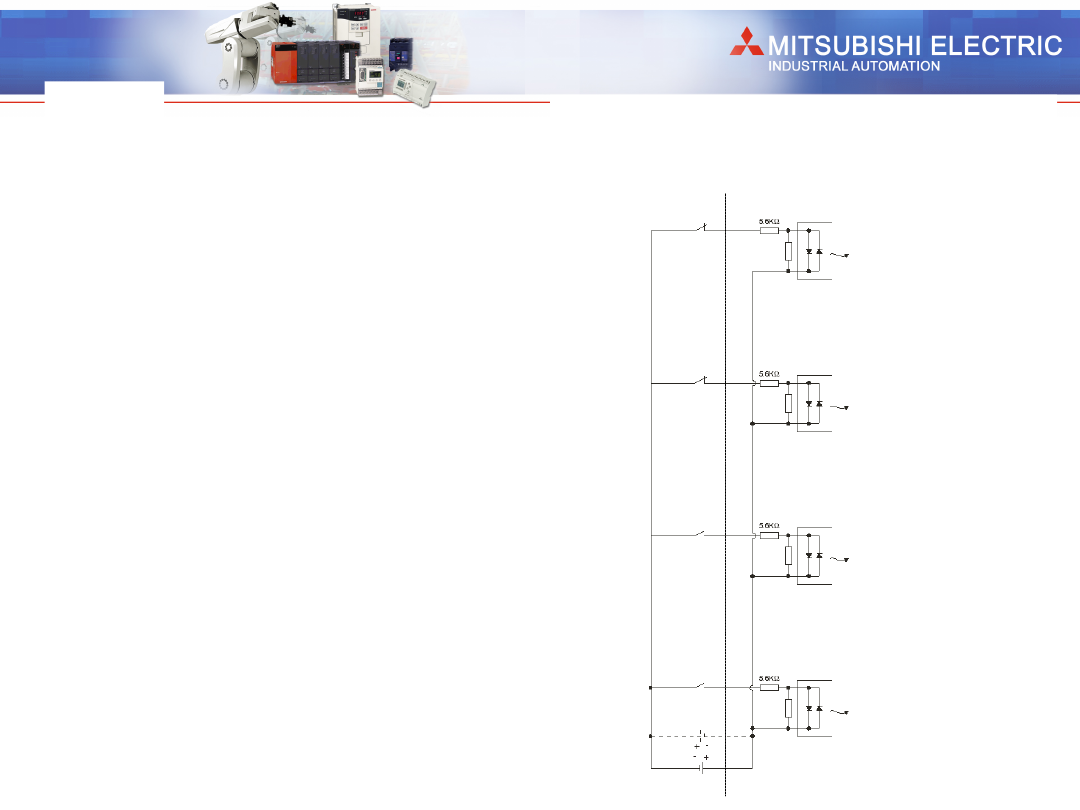
Przykład okablowania zewnętrznych sygnałów Servo
Wejście górnego limitu ruchu
Wejście dolnego limitu ruchu
Wejście sygnału Stop
Czujnik bazowania/Sygnał przełączania trybu
pracy Prędkość/Pozycjonowanie
Obwód wewnętrzny
Industrial Automation
System
System
Q
Q
Page 29
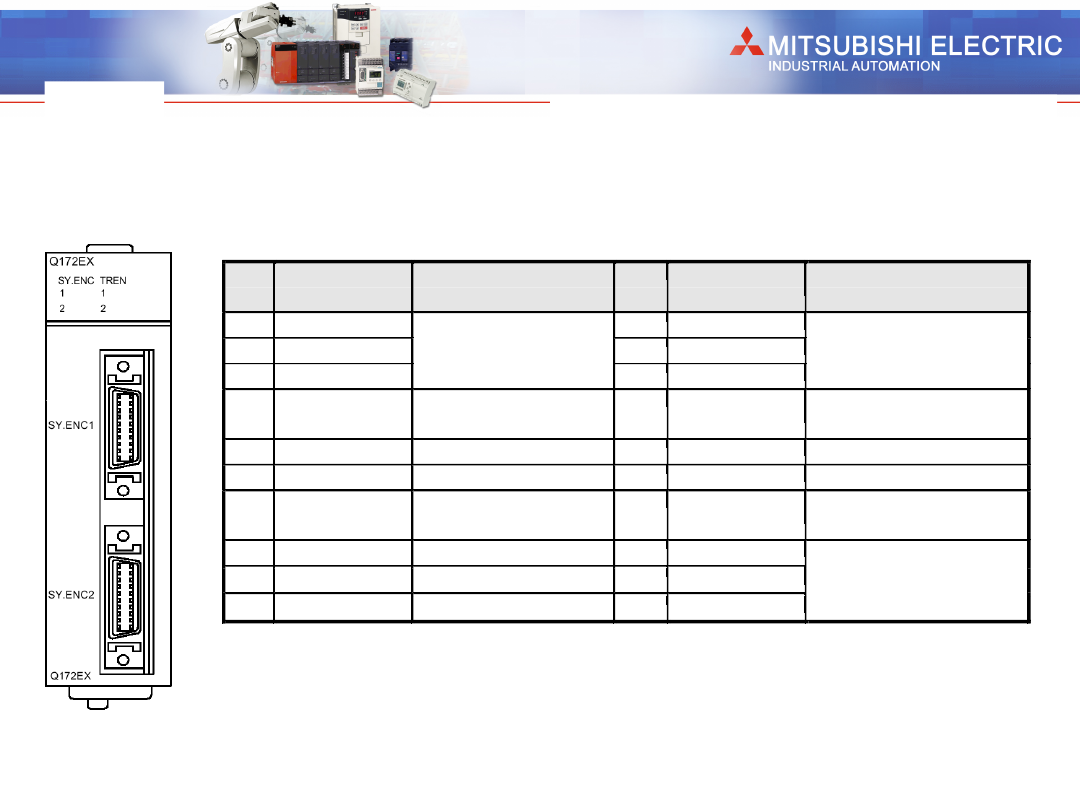
Q172EX
Q172EX
Moduł interfejsu Szeregowego Absolutnego Enkodera Synchronicznego Q172EX
Do modułu Q172EX można podłączyć do 2 szeregowych
absolutnych enkoderów typu (MR-HENC)
Podtrzymanie pozycji absolutnej odbywa się przez
wbudowaną baterię.
Moduł oferuje również podłączenie 2 sygnałów
umożliwiających śledzenie używanych do
funkcji szybkiego czytania.
Industrial Automation
System
System
Q
Q
Page 30
Q172EX
Q172EX
Specyfikacje (wejście Szeregowego Absolutnego Enkodera Synchronicznego)
Punkt
Q172EX
Stosowane typy enkoderów
MR-HENC
Metoda określania pozycji
Metoda absolutna
Metoda transmisji
Komunikacja szeregowa
Prędkość komunikacji
2.5 Mbps
Metoda synchronizacji
Zgodnie ze wskazówkami zegara (patrz z przodu wałka)
Rozdzielczość
16384 impulsów na obrót (14 bit)
Długość kabli
Max. 30 m (98.36 ft)
Liczba enkoderów na Q172EX
2
Metoda izolacji
Optoizolacja
Podtrzymanie pozycji absolutnej
Przez zintegrowaną baterię A6BAT/MR-BAT
Czas pracy baterii
Dla 1 enkodera: 15000 h
Dla 2 enkoderów: 30000 h
(Dla temperatury otoczenia 40 °C (104 °F)
Industrial Automation
System
System
Q
Q
Page 31
Q172EX
Q172EX
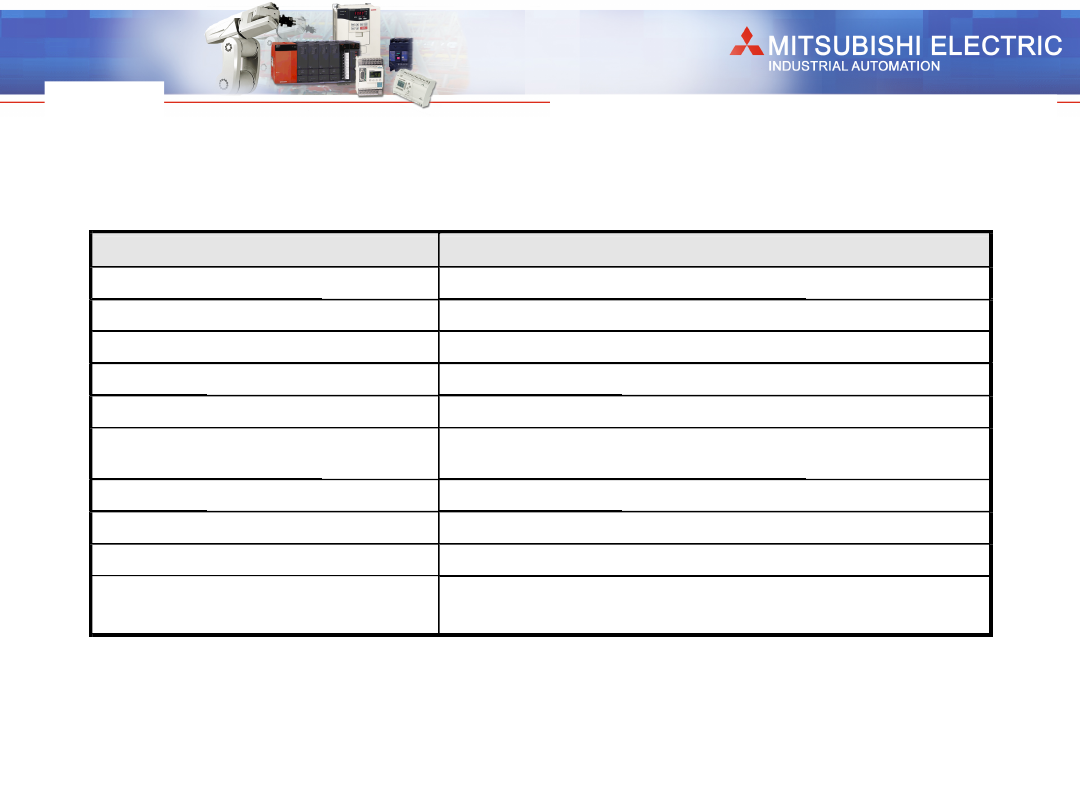
Specyfikacje (Wejście Sygnału Umożliwiającego Śledzenie)
Punkt
Q172EX
Liczba wejść
2 wejścia
Metoda podłączania wejść
Typ Sink/Source
Metoda izolacji
Optoizolacja
Znamionowe napięcie wejściowe
12/24 VDC
Znamionowy prąd wejściowy 2 mA @ 12 VDC, 4 mA @ 24 VDC
Zakres napięć pracy
10.2 to 26.4 VDC
(12/24 VDC +10% / -15%, pulsacja 5% lub mniej)
ON napięcie /prąd
Min. 10 VDC lub więcej / 2.0 mA lub więcej
OFF napięcie /prąd
Max. 1.8 VDC lub mniej / 0.18 mA lub mniej
Rezystancja wejściowa
W przybliżeniu 5.6 k
Ω
Czas odpowiedzi
(OFF to ON / ON to OFF)
0.4 ms / 0.6 ms / 1 ms
(Ustawienie parametrów w CPU, domyślnie 0.4 ms)
Industrial Automation
System
System
Q
Q
Page 32
Q172EX
Q172EX
Funkcje styków w złączu Enkodera Synchronicznego (SY.ENC)
Pin
Nazwa
sygnału
Opis
Pin
Nazwa
sygnału
Opis
1
LG
11
LG
2
LG
12
LG
3
LG
Uziemienie
13
LG
Uziemienie
4
TREN
Sygnał umożliwiający
Śledzenie
14 TREN.COM
Sygnał umożliwiający
Śledzenie
5
NC
Brak połączenia
15
NC
Brak połączenia
6
MD
Nie używane
16
MDR
Nie używane
7
MR
Wejście sygnału
z enkodera
17
MRR
Wejście sygnału
z enkodera
8
NC
Brak połączenia
18
P5
9
BAT
Napięcie baterii (+)19
P5
10
P5
5 VDC (+)
20
P5
5 VDC (+)
Industrial Automation
System
System
Q
Q
Page 33
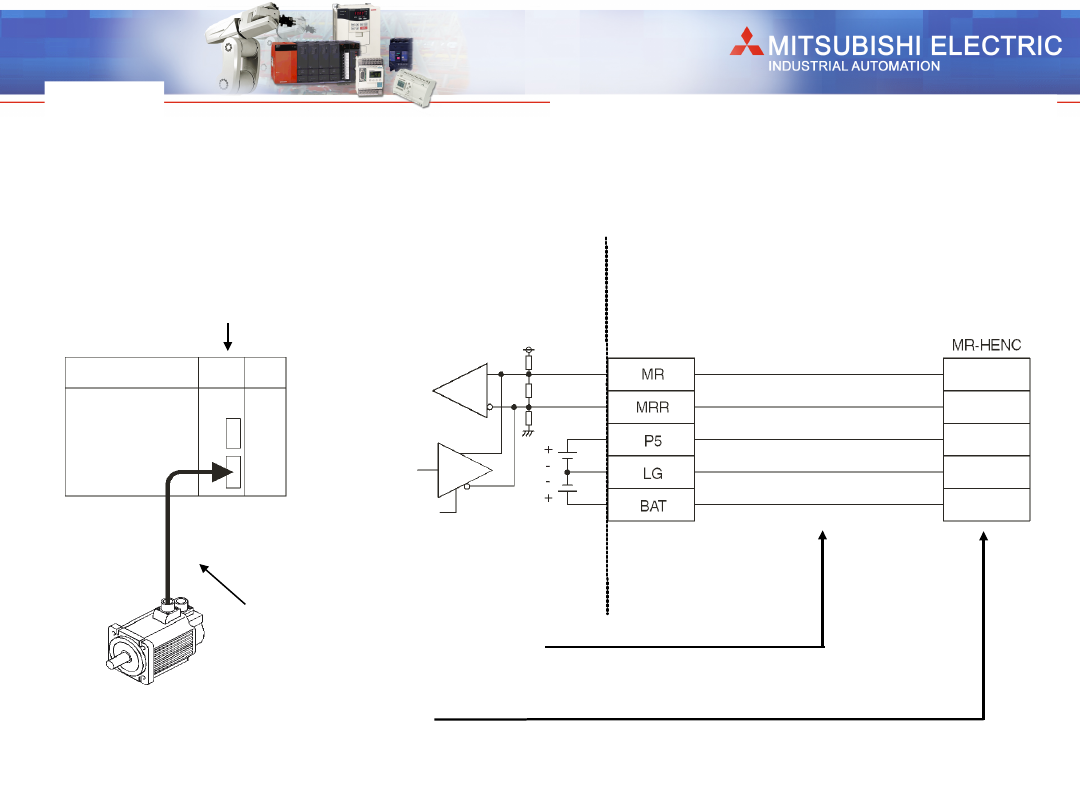
Interfejs pomiędzy złączem enkodera synchronicznego (SY.ENC)
i zewnętrznych oprzyrządowaniem
Q172EX
Q172EX
Q172CP
U
Q173CP
U
Q172EX
Kabel do szeregowego
absolutnego enkodera
synchronicznego (MR-JHSCBLM-
H)
Szeregowy absolutny enkoder
synchroniczny (MR-HENC)
Obwód wewnętrzny
Q172EX
Industrial Automation
System
System
Q
Q
Page 34
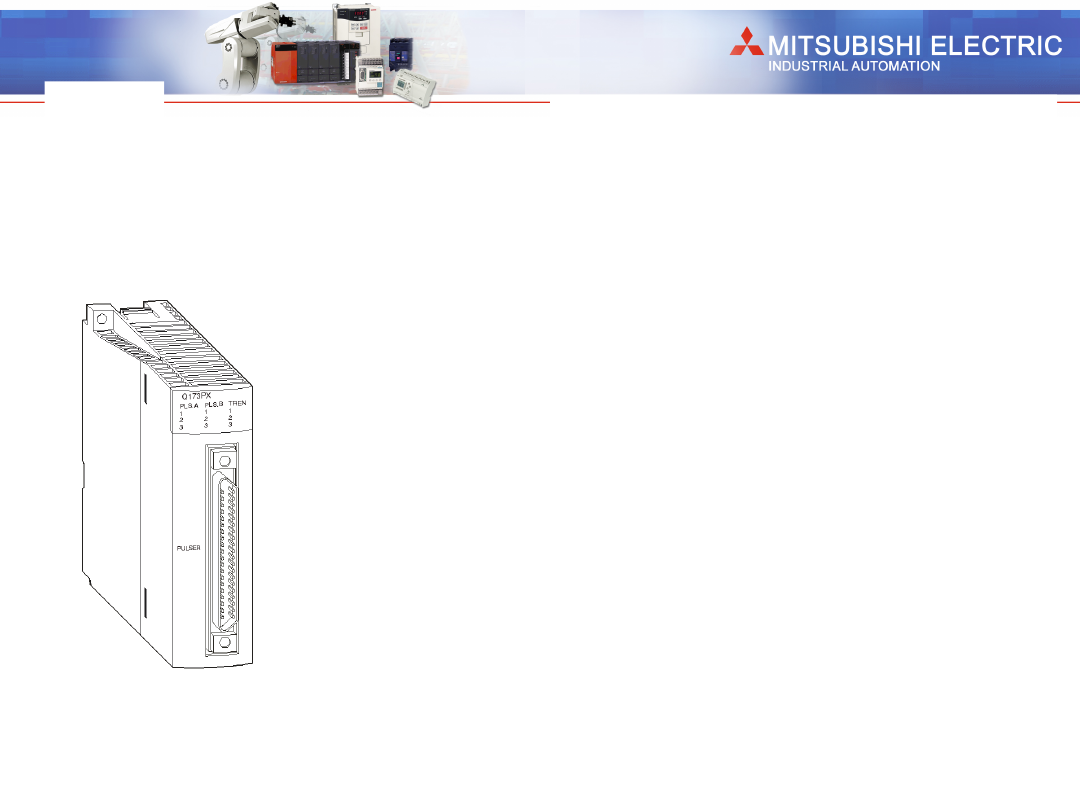
Q173PX
Q173PX
Moduł interfejsu ręcznego generatora impulsów Q173PX
Moduł Q173PX oferuje 3 wejścia dla manualnych generatorów impulsów
lub inkrementalnych enkoderów synchronicznych.
Mogą być użyte manualne generatory impulsów
i inkrementalne enkodery synchroniczne z wyjściem
napięciowym typu otwarty kolektor lub z wyjściem
różnicowym.
Aby rozpocząć zliczanie impulsów z inkrementalnych
enkoderów synchronicznych Q173PX wyposażony jest
w 3 wejścia sygnałów umożliwiających śledzenie,
które mogą być również użyte w funkcjach szybkiego
czytania.
Industrial Automation
System
System
Q
Q
Page 35
Q173PX
Q173PX
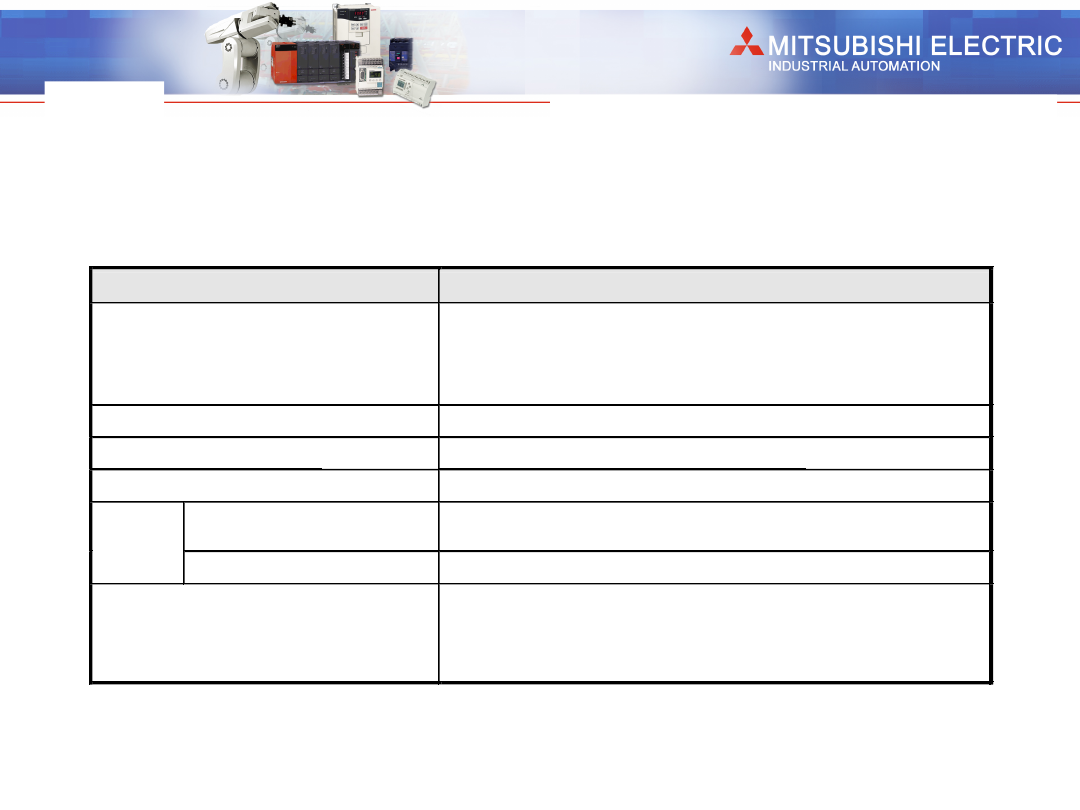
Specyfikacje (wejścia fazy A i fazy B z manualnego generatora impulsów
lub inkrementalnego enkodera synchronicznego)
Punkt
Q173PX
Stosowane typy enkoderów
Z wyjściem napięciowym /typu otwarty kolektor
(5 VDC) (rekomendowany jest MR-HDP01)
Z wyjściem różnicowym
(Wybór przez podłączenie w złączu)
Poziom HIGH
3.0 to 5.25 VDC / 3 mA lub więcej
Poziom LOW
0 to 1.0 VDC / 0.3 mA lub mniej
Częstotliwość wejściowa
Max. 400 kpps (po pomnożeniu przez 4)
Wyjście napięciowe
/typu otwarty kolektorMax. 10 m (32.79 ft)
Długość
kabla
Z wyjściem różnicowym
Max. 30 m (98.36 ft)
Liczba manualnych generatorów
/inkrementalnych enkoderów
synchronicznych na jeden
Q173PX
3
Industrial Automation
System
System
Q
Q
Page 36
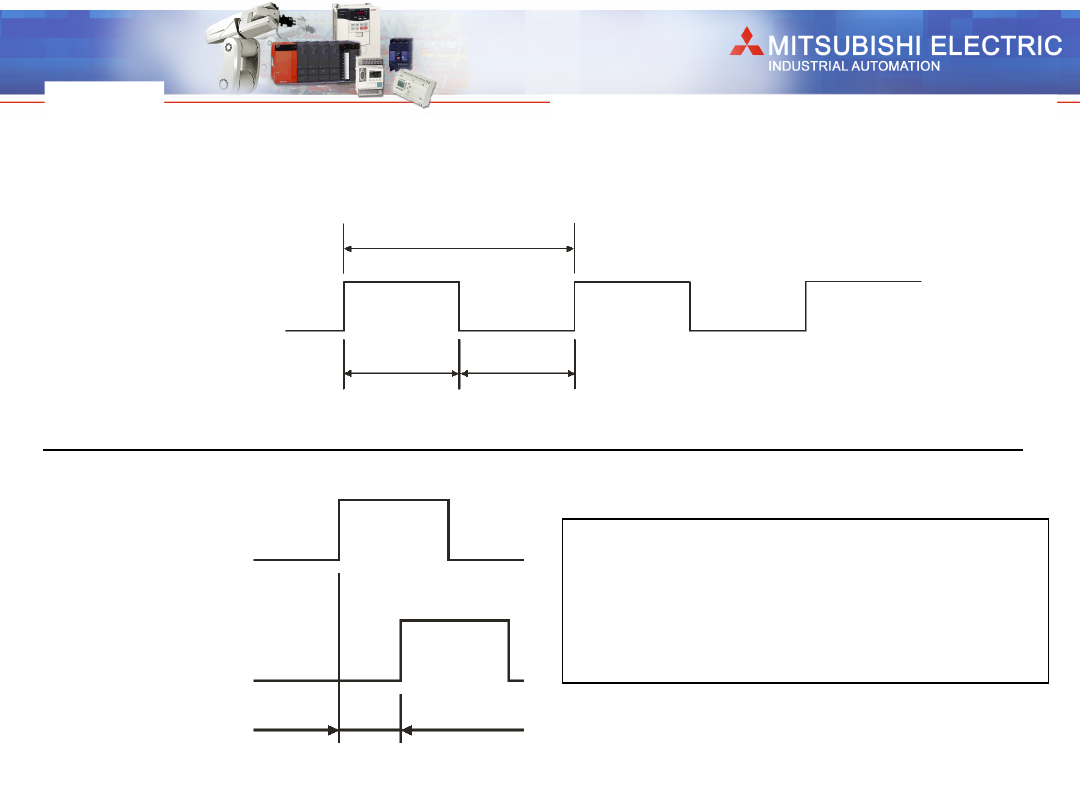
Q173PX
Q173PX
Długość
impulsu
2.5 μs
lub więcej
2.5 μs
lub więcej
10 μs lub
więcej
Specyfikacje dla Faz A i B
1.2 μs
lub
więcej
Faza A
Faza B
Wartość pozycji jest zwiększana
gdy Faza A poprzedza Fazę B.
Wartość pozycji jest zmniejszana
gdy faza B poprzedza Fazę A.
Cykl załączania: 50 % ±25
%
Czas narastania i
opadania:
1 μs lub mniej
Różnica faz
Industrial Automation
System
System
Q
Q
Page 37
Q173PX
Q173PX
Specyfikacje (wejście Sygnału Umożliwiającego Śledzenie)
Punkt
Q173PX
Liczba wejść
3 wejścia
Metoda podłączania wejść
Typ Sink/Source
Metoda izolacji
Optoizolacja
Znamionowe napięcie wejściowe
12/24 VDC
Znamionowy prąd wejściowy 2 mA @ 12 VDC, 4 mA @ 24 VDC
Zakres napięć pracy
10.2 to 26.4 VDC
(12/24 VDC +10% / -15%, pulsacja 5% lub mniej)
ON napięcie /prąd
Min. 10 VDC lub więcej / 2.0 mA lub więcej
OFF napięcie /prąd
Max. 1.8 VDC lub mniej / 0.18 mA lub mniej
Rezystancja wejściowa
W przybliżeniu 5.6 k
Ω
Czas odpowiedzi
(OFF do ON / ON do OFF)
0.4 ms / 0.6 ms / 1 ms
(ustawienia w parametrach CPU, domyślnie 0.4 ms)
Industrial Automation
System
System
Q
Q
Page 38
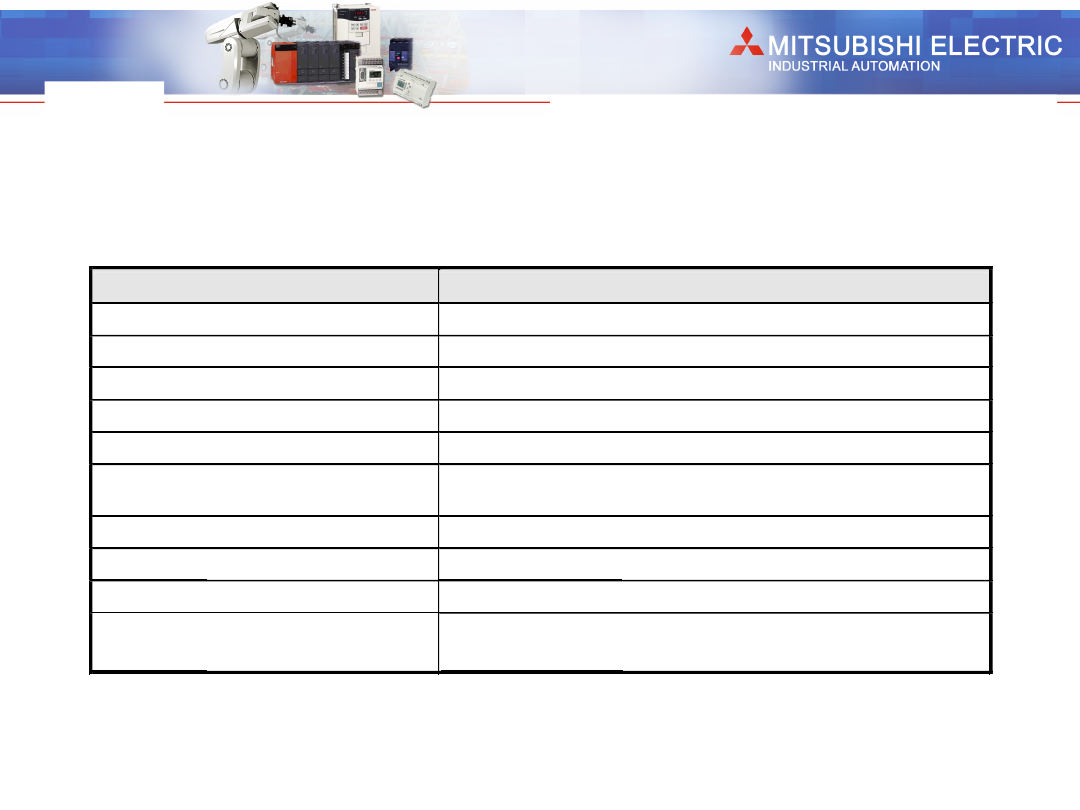
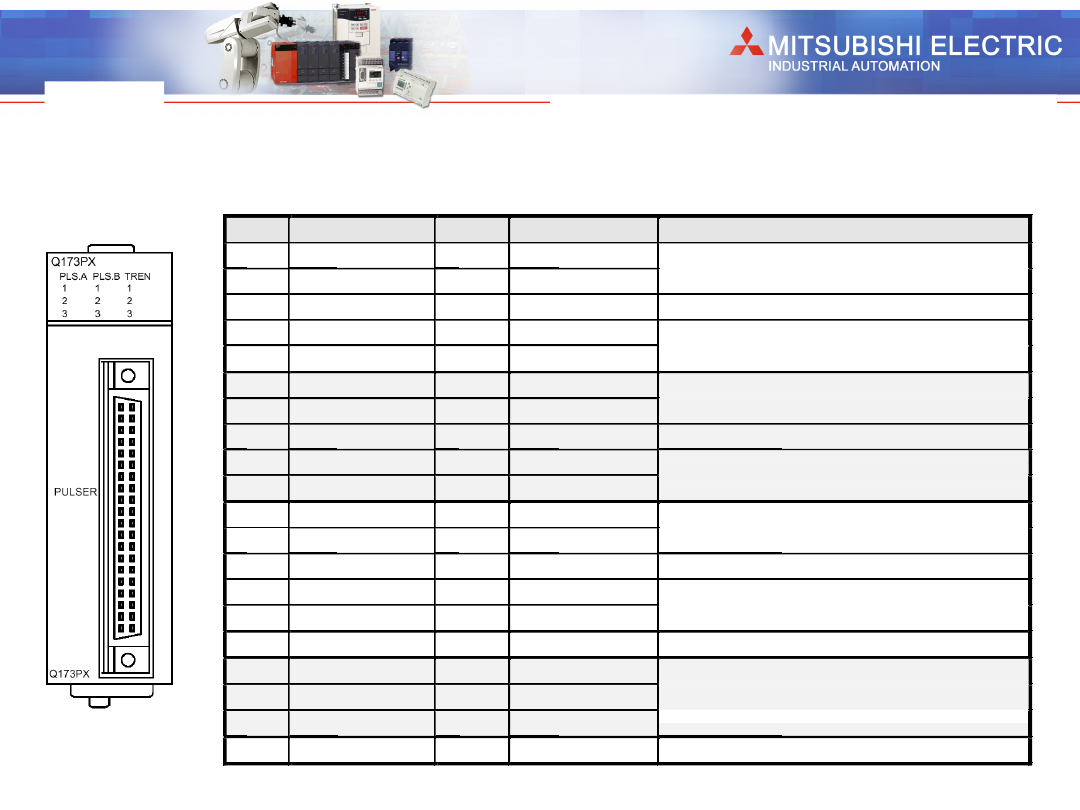
Q173PX
Q173PX
Pin Nazwa sygnału
Pin Nazwa sygnału
Opis
B20 HB1
A20 HA1
B19 SG
A19 SG
Wejścia typu napięciowego
/otwarty kolektor
B18 P5
A18 HPSEL1
Wyjście 5 VDC/wybór typu wyjścia
B17 HA1N
A17 HA1P
B16 HB1N
A16 HB1P
Wejścia typu różnicowego
B15 HB2
A15 HA2
B14 SG
A14 SG
Wejścia typu napięciowego
/otwarty kolektor
B13 P5
A13 HPSEL2
Wyjście 5 VDC/wybór typu wyjścia
B12 HA2N
A12 HA2P
B11 HB2N
A11 HB2P
Wejścia typu różnicowego
B10 HB3
A10 HA3
B9 SG
A9
SG
Wejścia typu napięciowego
/otwarty kolektor
B8 P5
A8
HPSEL3
Wyjście 5 VDC/wybór typu wyjścia
B7 HA3N
A7
HA3P
B6 HB3N
A6
HB3P
Wejścia typu różnicowego
B5 NC
A5
NC
Brak połączenia
B4 TREN1-
A4 TREN1+
B3 TREN2-
A3 TREN2+
B2 TREN3-
A2 TREN3+
Wejście Sygnału
Umożliwiającego
Śledzenie
B1 FG
A1
FG
Uziemienie (dla ekranowania)
Funkcje styków w złączu PULSER
Industrial Automation
System
System
Q
Q
Page 39
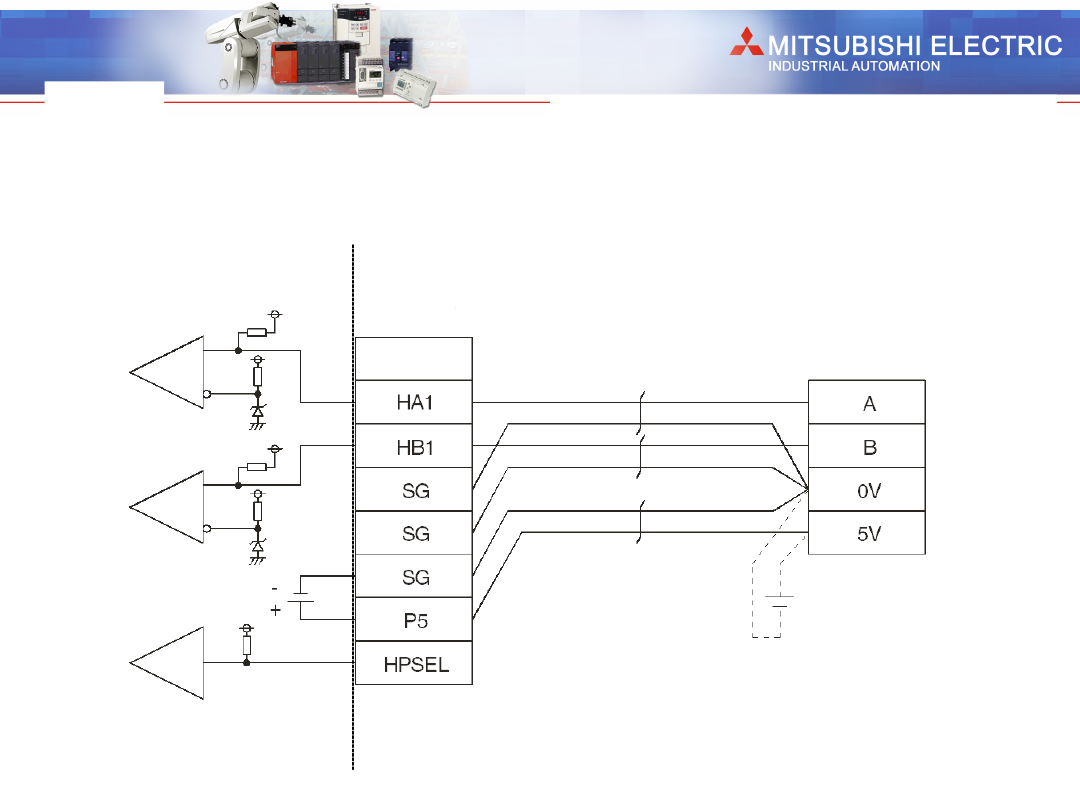
Q173PX
Q173PX
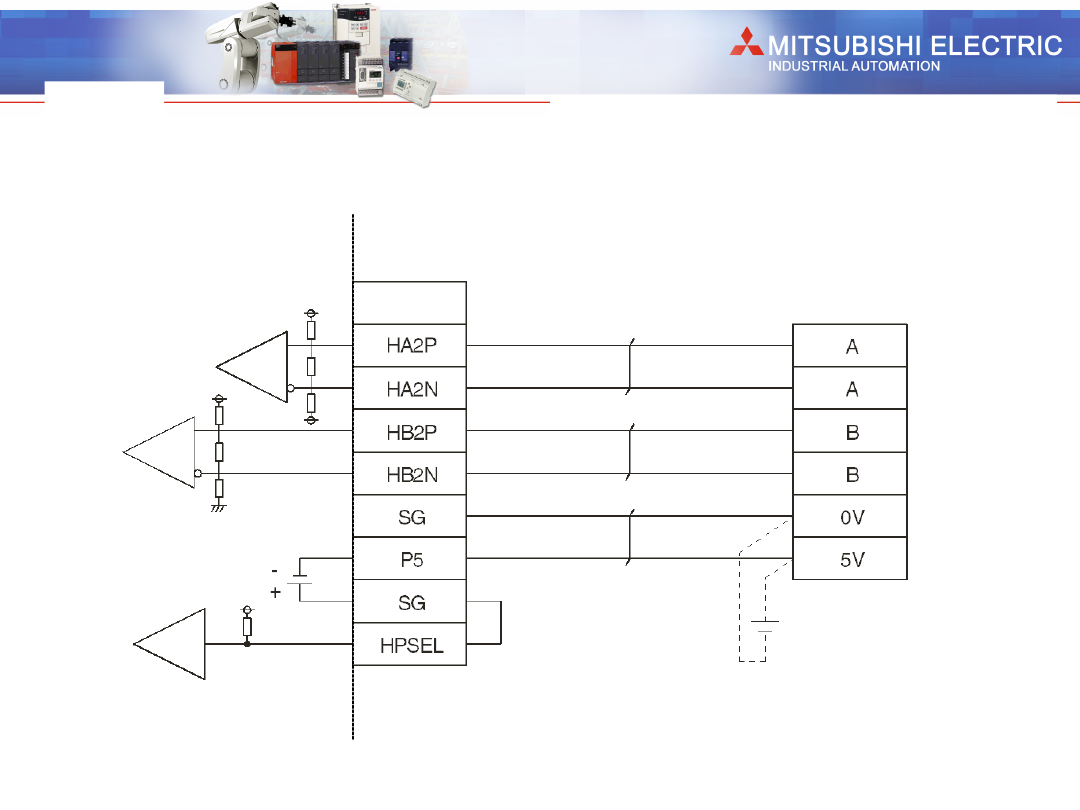
Podłączenie manualnego generatora impulsów
(wyjście napięciowe /typ otwarty kolektor)
Obwód wewnętrzny
MR-HDP01
Odrębny zasilacz
Zaciski P5 i SG modułu Q173PX nie
mogą być podłączone jeśli używany
jest odrębny zasilacz.
Q173PX
Industrial Automation
System
System
Q
Q
Page 40
Q173PX
Q173PX
Podłączenie Inkrementalnego Enkodera Synchronicznego
z wyjściem typu różnicowego
Obwód
wewnętrzny
Q173P
X
Odrębny
zasilacz
Zaciski P5 i SG modułu Q173PX nie
mogą być podłączone jeśli używany
jest odrębny zasilacz.
Enkode
r
Industrial Automation
System
System
Q
Q
Page 41
Q173PX
Q173PX
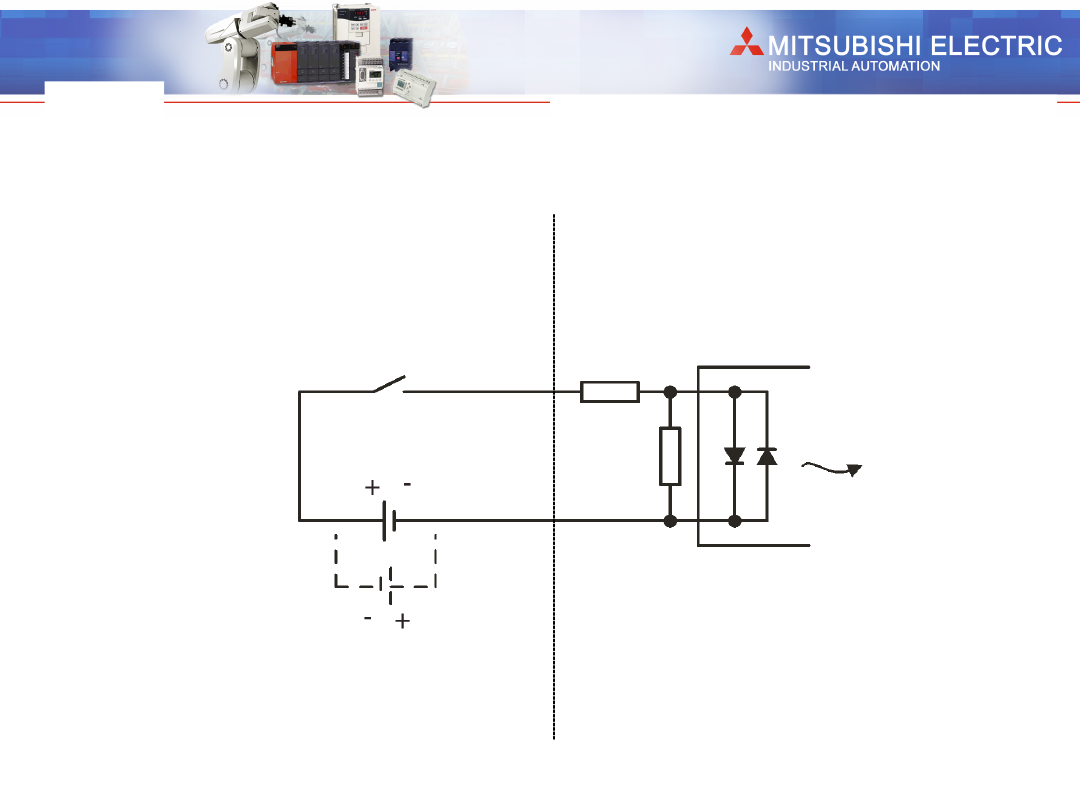
Podłączenie sygnałów umożliwiających śledzenie
Obwód wewnętrzny
12 do 24 VDC
TREN+
TREN-
Industrial Automation
System
System
Q
Q
Page 42
SV13 (
SV13 (
Tryb rzeczywisty)
Tryb rzeczywisty)
i
i
SV22 (
SV22 (
Tryb
Tryb
wirtualny
wirtualny
)
)
Oprogramowanie: projektowanie przenośników
W tym pakiecie oprogramowania możliwe jest sterowanie ze stałą prędkością,
sterowanie prędkością, interpolacja liniowa 1-4 osiowa, 2-osiowa interpolacja
kołowa. Oprogramowanie
idealne dla standardowych przenośników i maszyn montujących.
Przykłady aplikacji
Montaż komponentów
elektronicznych
Urządzenia wstawiające
elementy
Przenośniki
Spawarki
Oprzyrządowanie dla
przenośników
Maszyny malujące
Maszyny klejące
Maszyny załadowcze/wyładowcze
Stoły X/Y
Specjalne właściwości
Interpolacja liniowa (1-4 osie)
Interpolacja kołowa (1-2 osie)
Sterowanie ze stałą prędkością
Sterowanie ze stałym
przemieszczeniem
Sterowanie ze zmianą prędkości
Sterowanie prędkością
Sterowanie prędkością
/położeniem
Funkcja nauki
Specjalne właściwości
Sterowanie synchroniczne
Elektroniczny wał główny
Elektroniczne sprzęgło
Elektroniczna krzywka
Sterowanie nadążne
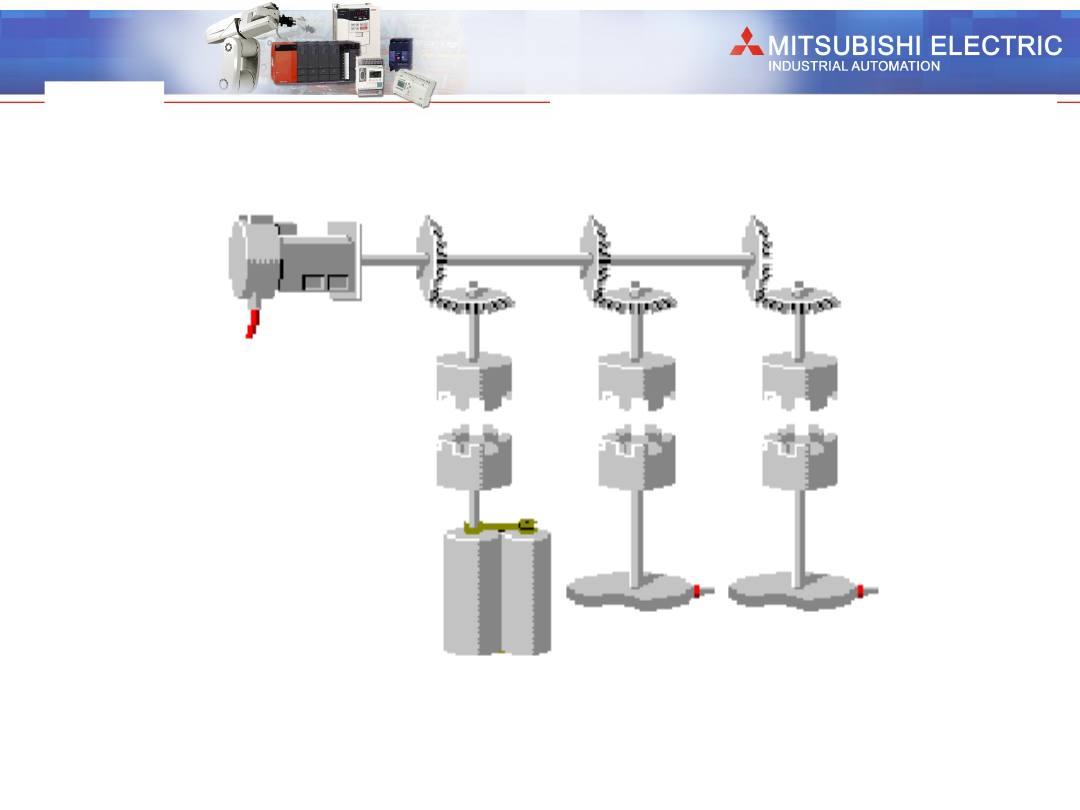
Oprogramowanie: środowisko mechanicznego systemu wirtualnego
W tym pakiecie oprogramowania możliwe jest jednoczesne sterowanie
wieloma serwosilnikami oraz sterowanie wg zaprogramowanej krzywki
elektronicznej. Idealne dla zautomatyzowanego oprzyrządowania.
Oprogramowanie umożliwia wyeliminowanie
Używanych w przeszłości wałów elektrycznych, sprzęgieł, skrzyń biegów
przez systemy
Elektroniczne. Możliwe są sterowania od wirtualnych i rzeczywistych osi
wiodących.
Przykłady aplikacji
Prasy i wykrojniki
Przetwarzanie żywności
Pakowanie żywności
Maszyny nawijające
Maszyny tekstylne
Maszyny drukujące
Maszyny bindujące
Maszyny produkujące opony
Maszyny produkujące papier
Industrial Automation
System
System
Q
Q
Page 43
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
Sterowanie stołem X-Y
• Interpolacja liniowa do 4 osi
• Interpolacja kołowa do 2 osi
• Sterowanie wykonaniem ruchu w przestrzeni według zadanego
kształtu (bez zatrzymania) (sterowanie CP)
Industrial Automation
System
System
Q
Q
Page 44
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
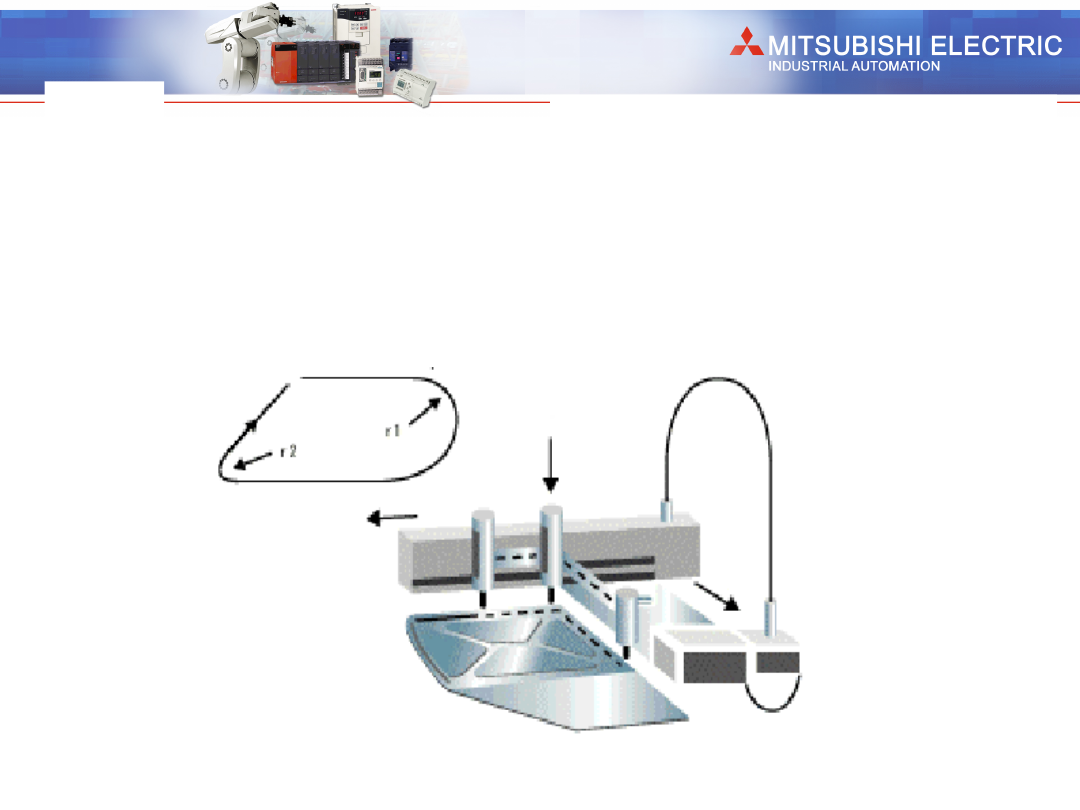
Sealing
•
Sterowanie wykonaniem ruchu w przestrzeni według
zadanego kształtu (bez zatrzymania)
• Interpolacja liniowa i kołowa
• Bardzo szybkie wykonywanie obliczeń, obliczenia o
wysokiej precyzji miejsc geometrycznych
X
Z
Y
Industrial Automation
System
System
Q
Q
Page 45
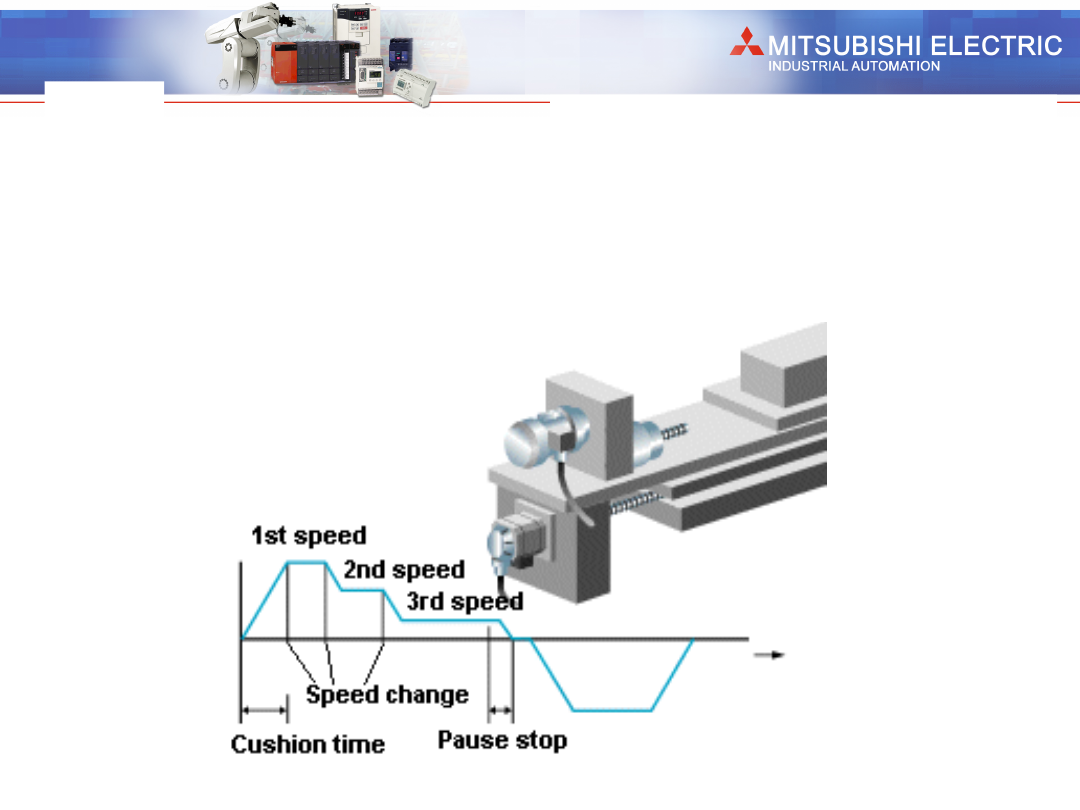
Sterowanie posuwem
• Sterowanie ze zmianą prędkości
• Nie występują ograniczenia w liczbie punktów
zmiany prędkości
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
Czas
Industrial Automation
System
System
Q
Q
Page 46
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
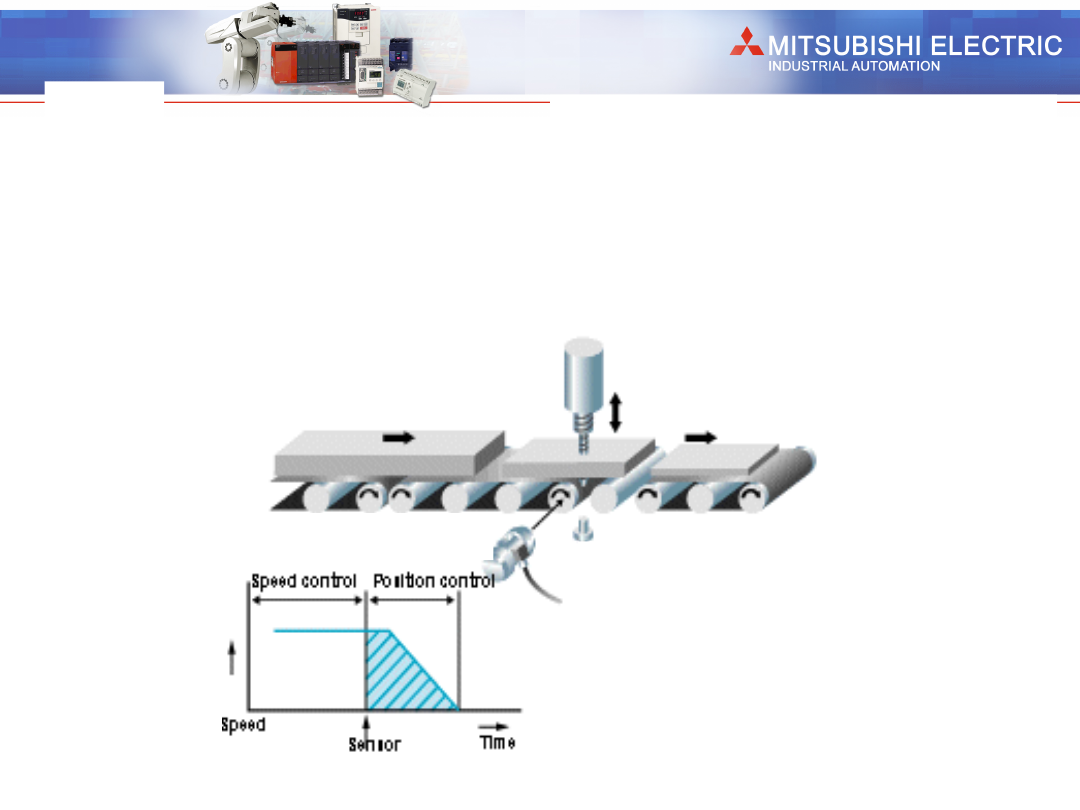
Przyrostowe wiercenie otworów
• Sterowanie prędkością / pozycjonowaniem
• Przełączanie przez zewnętrzne wejście
Serwosilnik
Czujnik pozycji
Industrial Automation
System
System
Q
Q
Page 47
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
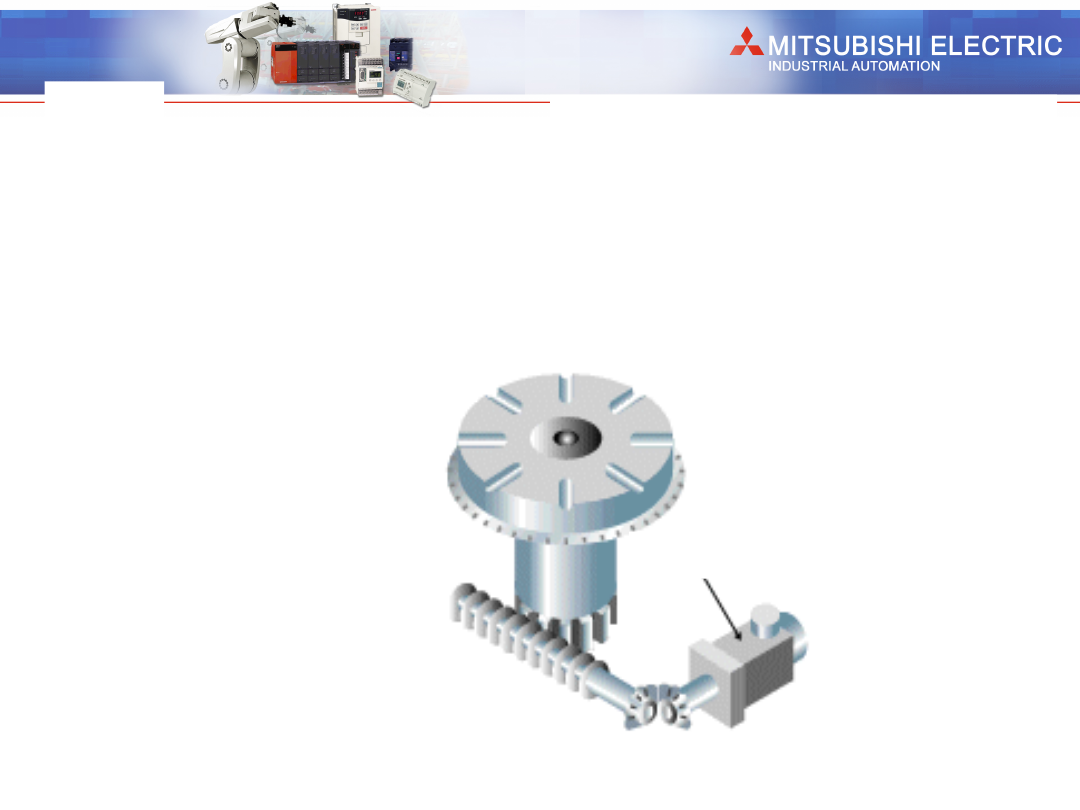
Ruch stołu obrotowego o zadaną wartość /indeks
• Ustawianie pojedynczych stopni
• Krótkie indeksowanie
• Indeksowanie kierunku obrotów
Serwosilnik
Indeksowa
ny
Stół
Obrotowy
Industrial Automation
System
System
Q
Q
Page 48
Przykładowa aplikacja
Przykładowa aplikacja
(SV13)
(SV13)
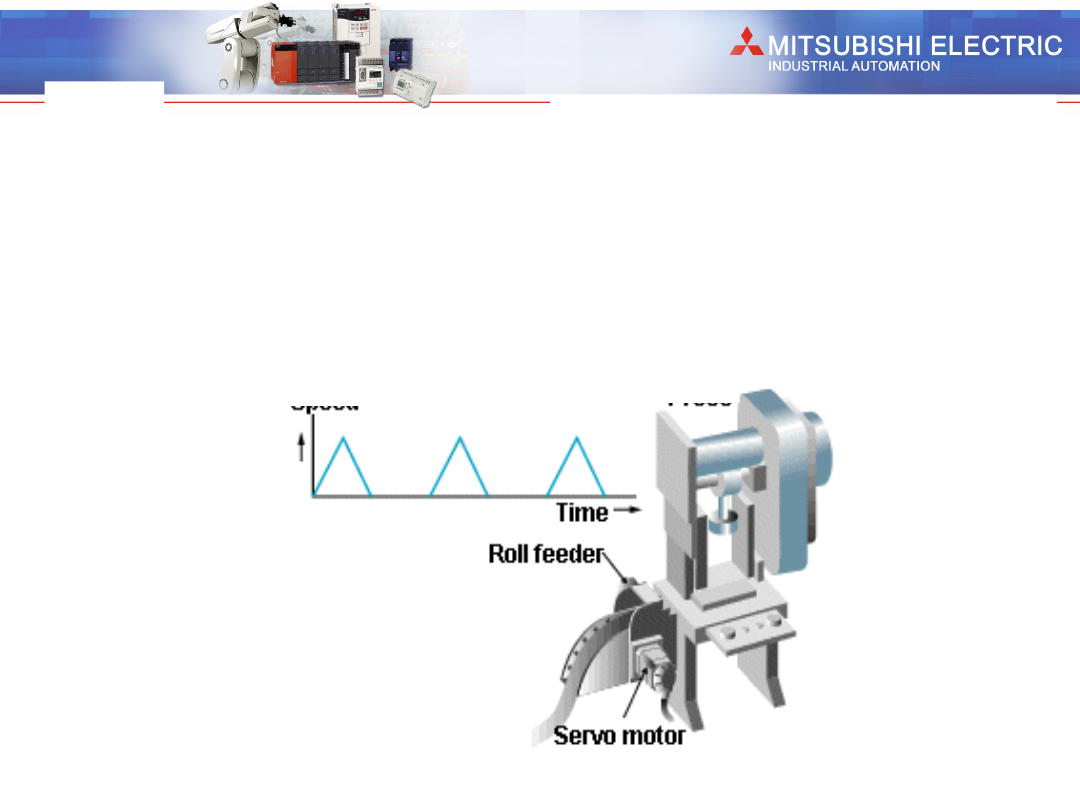
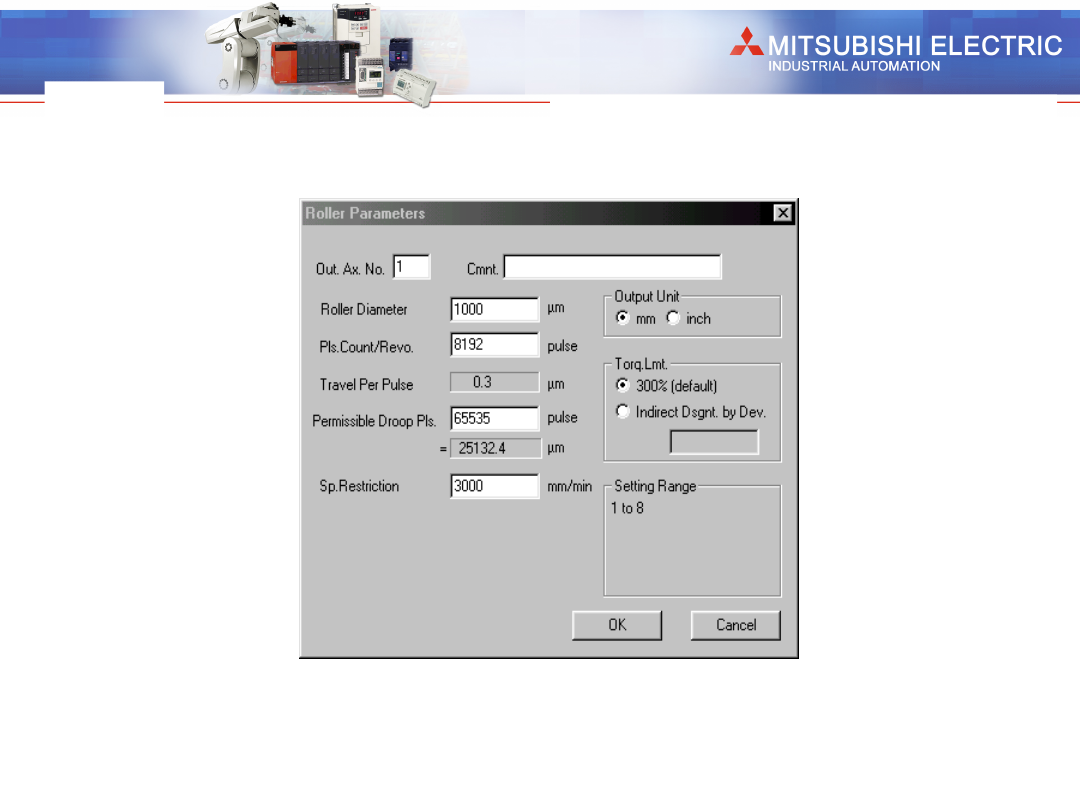
Podajnik rolkowy
• Przyrostowy posuw
• Pozycjonowanie z wysoką szybkością i częstotliwością
• Odpowiedź z wysoką prędkością
Prędkość
Prasa
Industrial Automation
System
System
Q
Q
Page 49
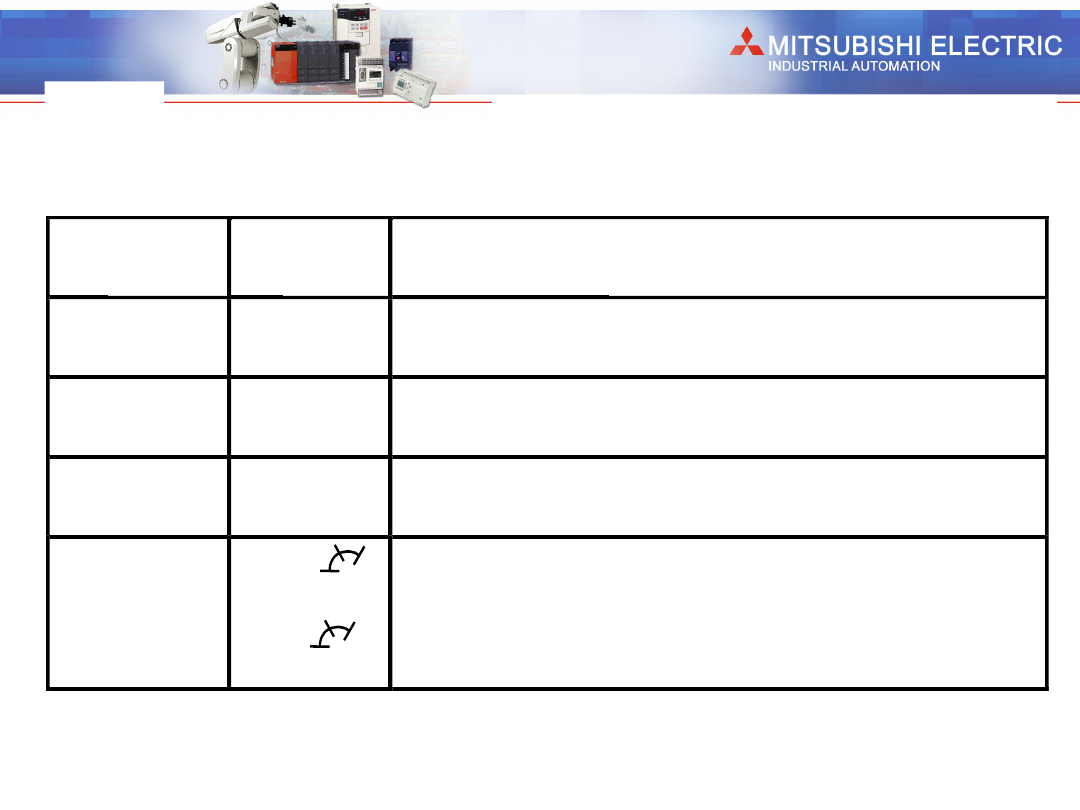
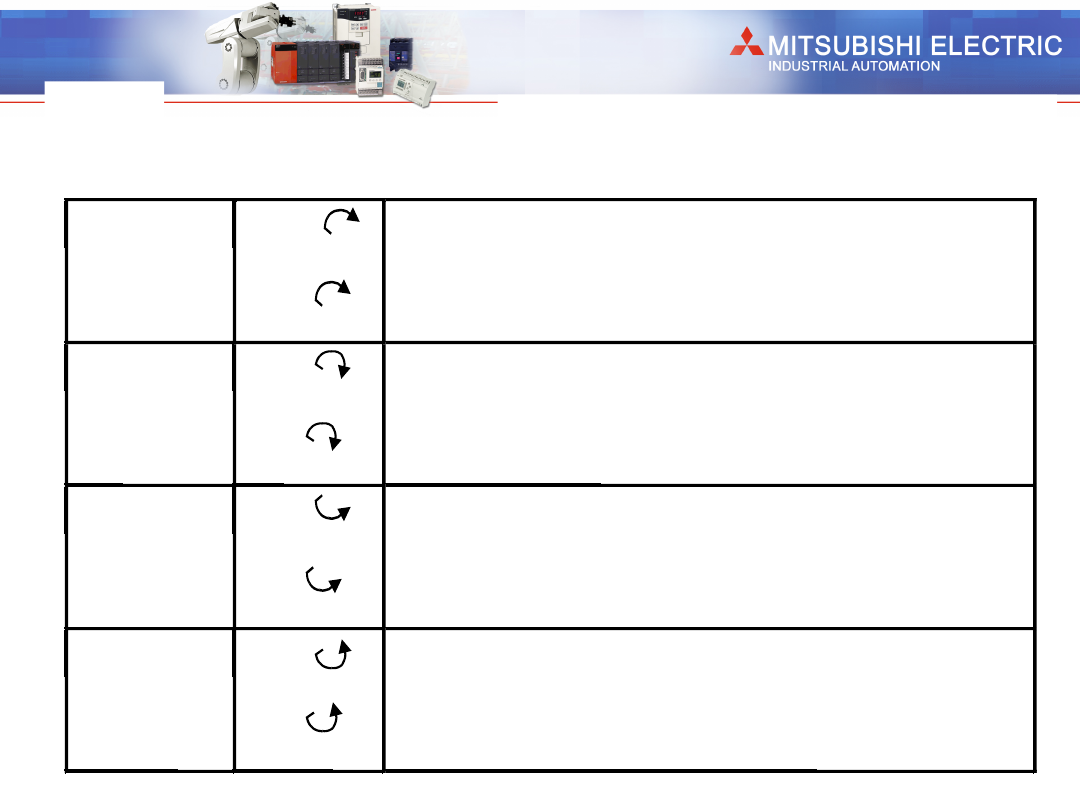
Instrukcje
Instrukcje
Ser
Ser
w
w
o
o
dla
dla
SV13 (
SV13 (
Tryb
Tryb
rzeczywisty
rzeczywisty
)
)
1 Oś
ABS-1
INC-2
Absolutne pozycjonowanie w 1 Osi
Przyrostowe pozycjonowanie w 1 Osi
2 Osie
ABS-2
INC-2
Absolutne pozycjonowanie w 2 Osiach
Przyrostowe pozycjonowanie w 2 Osiach
3 Osie
ABS-3
INC-3
Absolutne pozycjonowanie w 3 Osiach
Przyrostowe pozycjonowanie w 3 Osiach
4 Osie
ABS-4
INC-4
Absolutne pozycjonowanie w 4 Osiach
Przyrostowe pozycjonowanie w 4 Osiach
2 Osie
ABS
INC
Absolutne określenie punktu pośredniego,
Interpolacja kołowa
Przyrostowe określenie punktu pośredniego,
Interpolacja kołowa
Industrial Automation
System
System
Q
Q
Page 50
Instrukcje
Instrukcje
Ser
Ser
w
w
o
o
dla
dla
SV13 (
SV13 (
Tryb
Tryb
rzeczywisty
rzeczywisty
)
)
2 Osie
ABS
INC
Absolutna interpolacja kołowa mniej niż
CW 180°
Przyrostowa interpolacja kołowa mniej niż
CW 180°
2 Osie
ABS
INC
Absolutna interpolacja kołowaCW 180°
lub więcej
Przyrostowa interpolacja kołowaCW 180°
lub więcej
2 Osie
ABS
INC
Absolutna interpolacja kołowa mniej niż
CCW 180°
Przyrostowa interpolacja kołowa mniej niż
CCW 180°
2 Osie
ABS
INC
Absolutna interpolacja kołowaCCW 180°
lub więcej
Przyrostowa interpolacja kołowaCCW 180°
lub więcej
Industrial Automation
System
System
Q
Q
Page 51
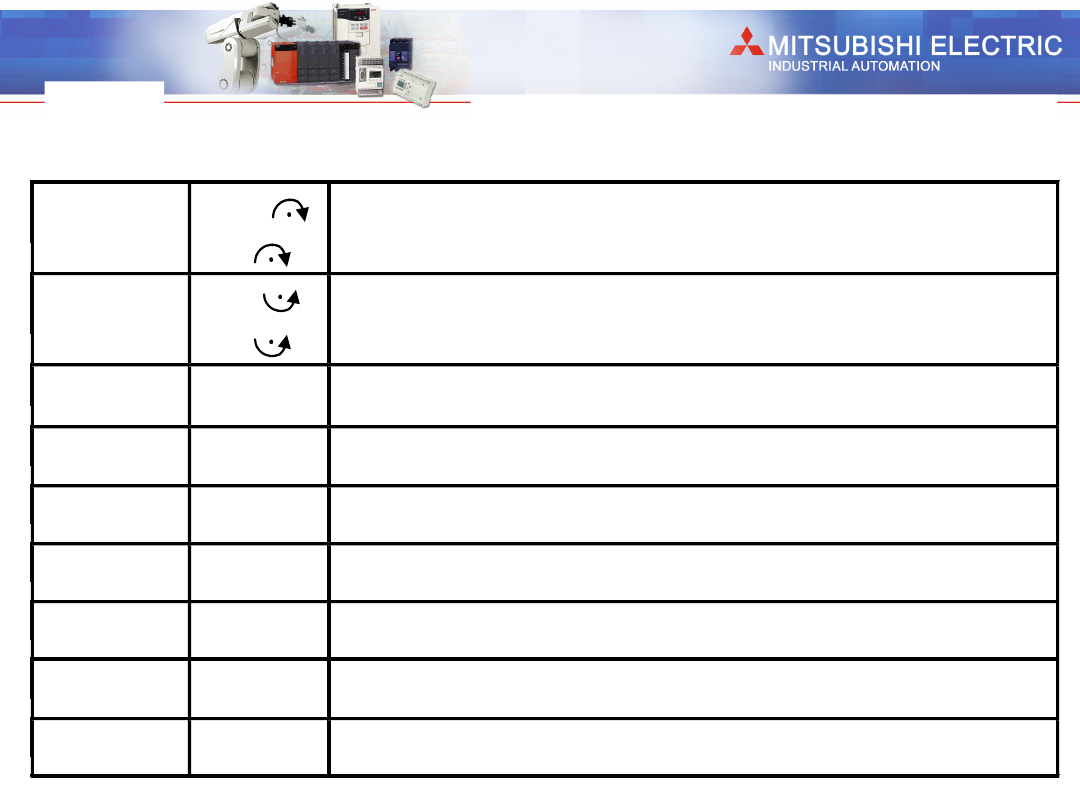
Instrukcje
Instrukcje
Ser
Ser
w
w
o
o
dla
dla
SV13 (
SV13 (
Tryb
Tryb
rzeczywisty
rzeczywisty
)
)
2 Oś
ABS
INC
Absolutna interpolacja kołowa z współrzędnymi środka okręgu CW
2 Oś
ABS
INC
1 Oś
FEED-1
Start cyklicznego posuwu przyrostowego w Osi 1
2 Oś
FEED-2
Start cyklicznej interpolacji liniowej w 2 osiach w trybie
przyrostowym
3 Oś
FEED-3
Start cyklicznej interpolacji liniowej w 3 osiach w trybie
przyrostowym
VF,VVF
Start sterownia prędkością z kierunkiem w przód
VR,VVR
Start sterownia prędkością z kierunkiem w tył
VPF
Start sterownia prędkością/położeniem z kierunkiem w przód
VPR
Start sterownia prędkością/położeniem z kierunkiem w tył
Przyrostowa interpolacja kołowa z współrzędnymi środka okręgu CW
Absolutna interpolacja kołowa z współrzędnymi środka okręgu CCW
Przyrostowa interpolacja kołowa z współrzędnymi środka okręgu CCW
Industrial Automation
System
System
Q
Q
Page 52
Instrukcje
Instrukcje
Ser
Ser
w
w
o
o
dla
dla
SV13 (
SV13 (
Tryb
Tryb
rzeczywisty
rzeczywisty
)
)
VPSTART
Przełączanie pomiędzy sterowaniem
prędkością i położeniem
VSTART
Start sterowania z przełączaniem prędkości
VEND
Zakończenie sterowania z przełączaniem prędkości
VABS
Określenie punktu zmiany prędkości
w trybie absolutnym
VINC
CPSTART
Start sterowania ze stałą prędkością
CPENDKoniec sterowania ze stałą prędkością
ZERO Start powrotu do punktu Zero
START
Jednoczesny start
Określenie punktu zmiany prędkości
w trybie przyrostowym
Industrial Automation
System
System
Q
Q
Page 53
Przykładowa aplikacja
Przykładowa aplikacja
(SV22)
(SV22)
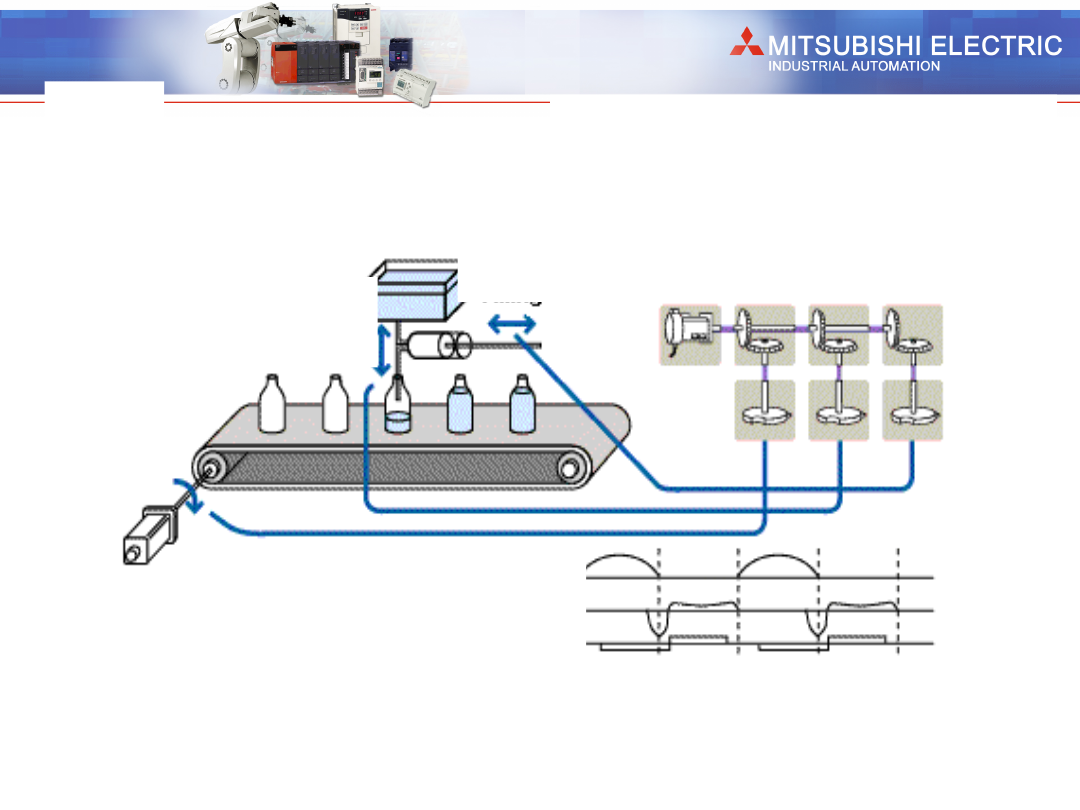
Maszyna napełniająca
Napełnianie
Przesuw
Dysza
Napełnianie
Dysza wznosi się
I opada
Industrial Automation
System
System
Q
Q
Page 54
Przykładowa aplikacja
Przykładowa aplikacja
(SV22)
(SV22)
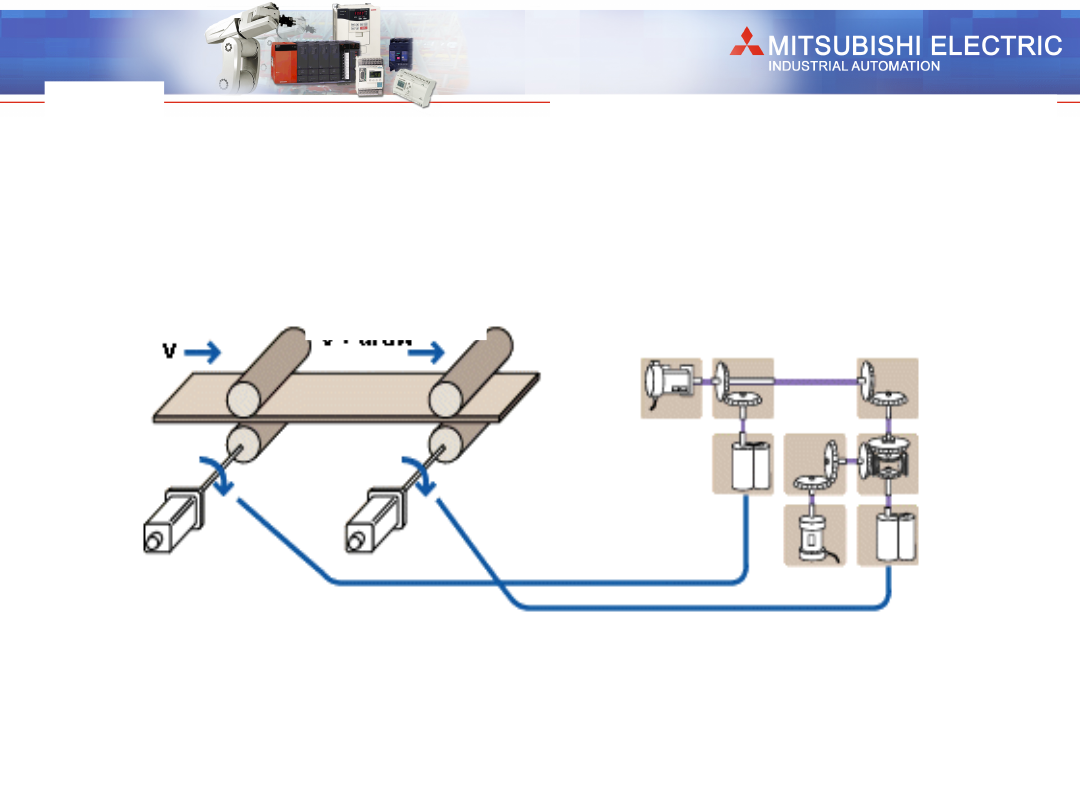
Aplikacja sterująca naciągiem
V + naciąg
Industrial Automation
System
System
Q
Q
Page 55
Przykładowa aplikacja
Przykładowa aplikacja
(SV22)
(SV22)
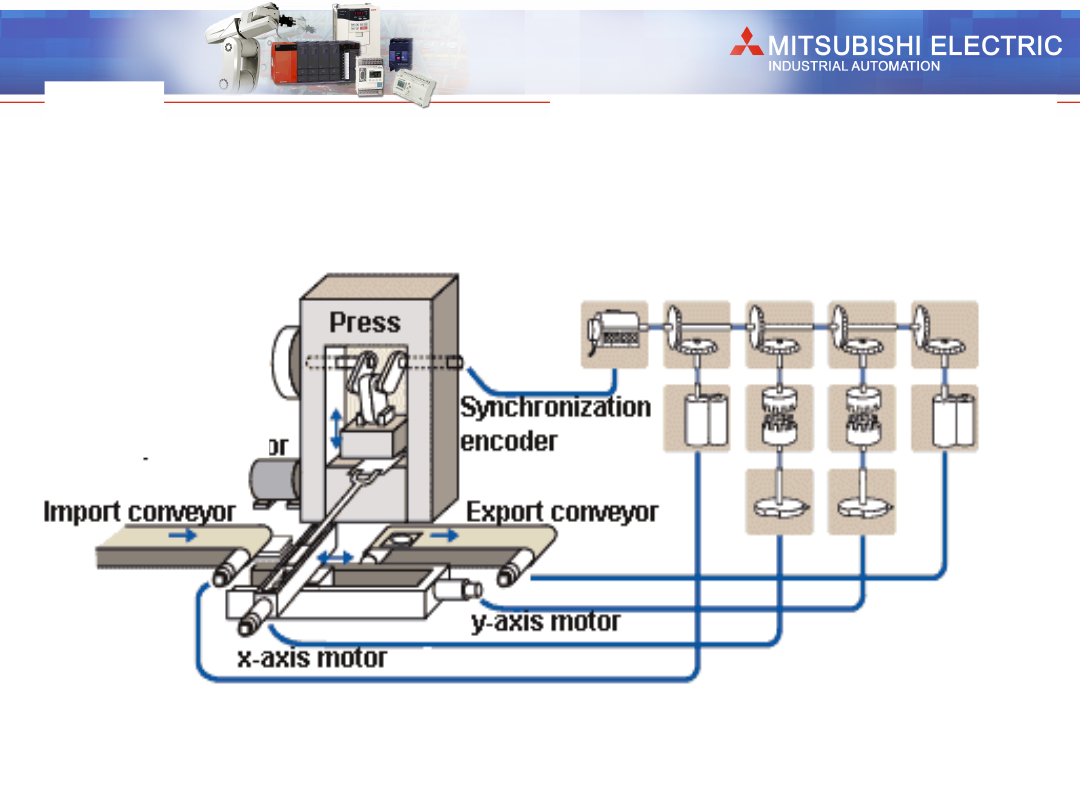
Prasa z przenośnikiem
Główny silnik
prasy
Industrial Automation
System
System
Q
Q
Page 56
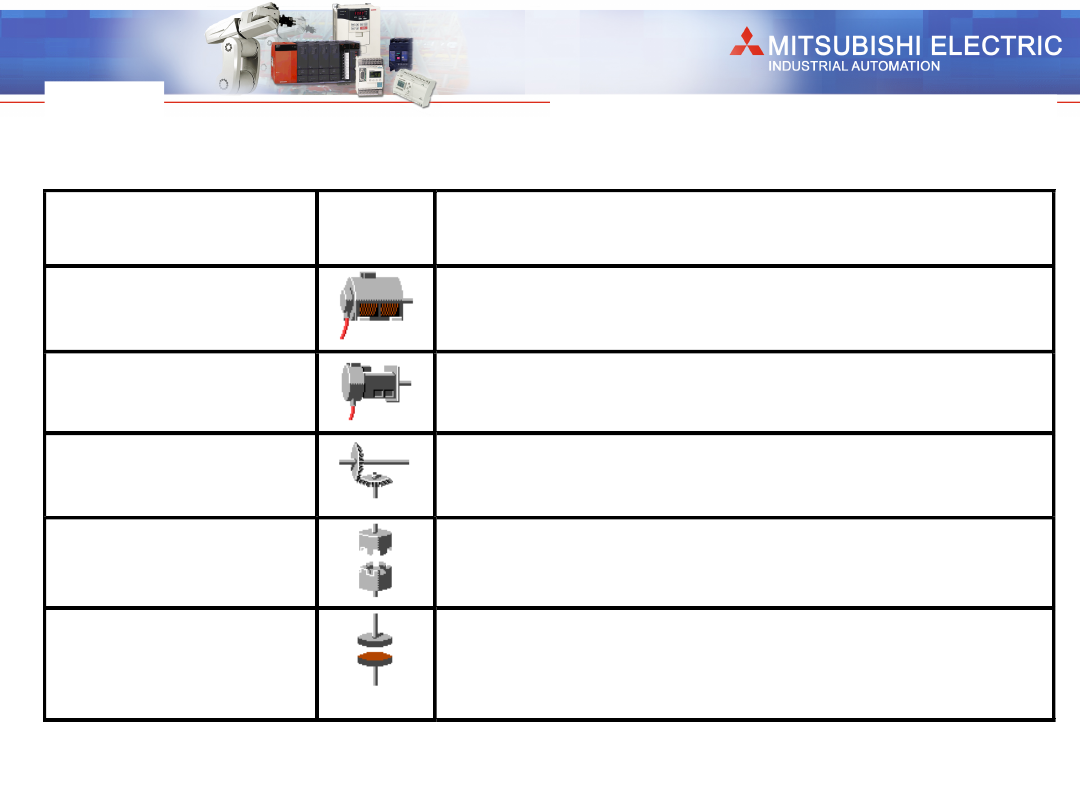
Język symboli mechanicznych S
Język symboli mechanicznych S
V22
V22
Moduł mechanizmu
SymbolFunkcj
a
Wirtualny
serwosilnik
Wirtualna oś w programie struktury mechanizmu
uruchamiana przez JOG lub program serwo
Synchroniczny
enkoder
Wirtualna oś uruchamiana przez wejście
z zewnętrznego enkodera synchronicznego
Przekładnie
Transfer obrotów modułu napędzającego
do modułów wyjściowych z przekładnią
Sprzęgło
bezpośrednie
Podłączenie i rozłączenie obrotów modułu
wyjściowego przez bezpośrednie
Sprzęgło fazowe
Podłączenie i rozłączenie obrotów modułu
wyjściowego z przyspieszaniem
i hamowaniem
Industrial Automation
System
System
Q
Q
Page 57
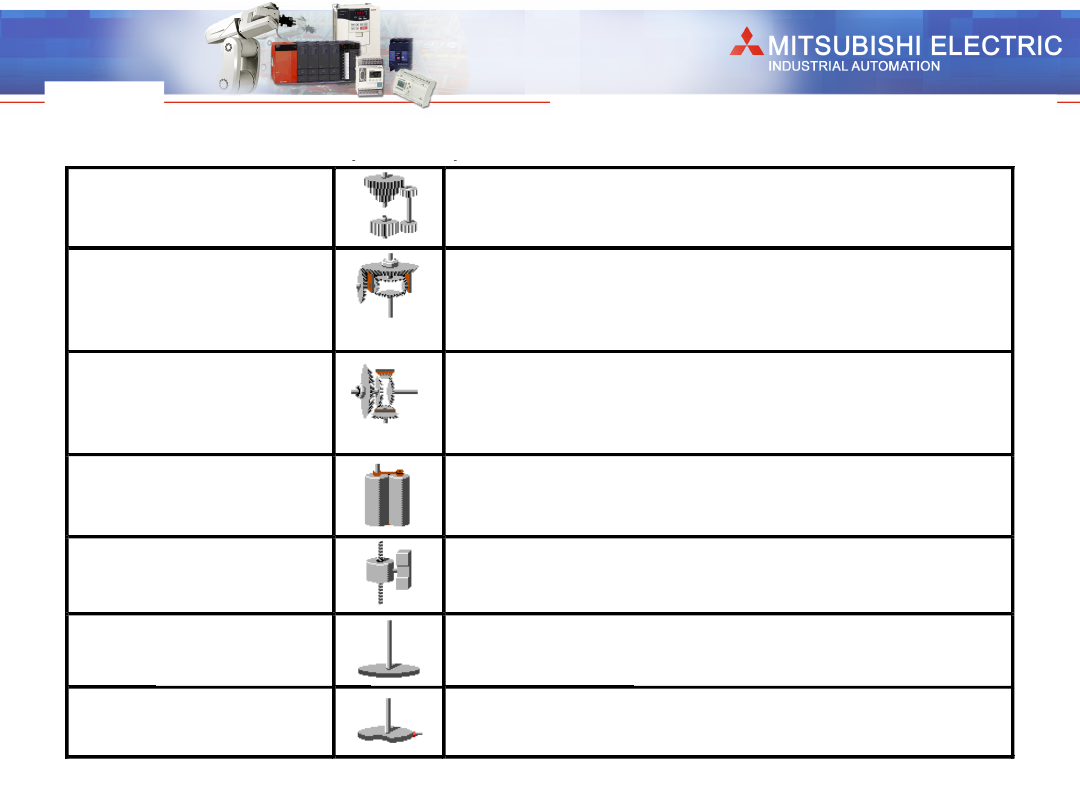
Język symboli mechanicznych
Język symboli mechanicznych
SV22
SV22
Urządzenie zmienia-
jące prędkość
Zmiana prędkości modułów wyjściowych
Przekładnie
różnicowe
Obroty z głównego wirtualnego wału i
dodatkowych osi wejściowych są redukowane
i transferowane do osi wyjściowych
Przekładnie
różnicowe
Przenośnik
Końcowy moduł wyjściowy dla sterowania
prędkością
Śruba kulkowa
Końcowy moduł wyjściowy dla liniowego
pozycjonowania
Stół obrotowy
Końcowy moduł wyjściowy dla sterowania
kątowego
Krzywe Cam
Końcowy moduł wyjściowy dla sterowania
krzywkowego
Obroty z głównego wirtualnego wału i
dodatkowych osi wejściowych są redukowane
i transferowane do osi wyjściowych

Industrial Automation
System
System
Q
Q
Page 58
Uruchomienie Sterownika Ruchu
Uruchomienie Sterownika Ruchu
1. Instalacja oprogramowania
(GSV22P dla SV22 lub GSV13P dla SV13)
2. Instalacja Systemu operacyjnego w Sterowniku Ruchu
(SV22 dla Trybu Wirtualnego lub SV13 dla Trybu Rzeczywistego)
3. Ustawienia Systemu
(Ustawienie płyt bazowych, Nr osi, silników i wzmacniaczy)
4. Ustawienia danych pozycjonowania
(Ustawienie parametrów serowsilników i serwowzmacnaiczy)
5. Stworzenie programu serwo
(Program dla sterowania każdym silnikiem, rodzaj i dane ruchu)
6. Stworzenie programu sekwencyjnego
Industrial Automation
System
System
Q
Q
Page 59
Oprogramowanie dla Sterowników
Oprogramowanie dla Sterowników
Ruchu
Ruchu
1. Instalacja oprogramowaniaSW6RNC-GSV22P
dla
WINDOWS 98, WINDOWS 2000 lub NT4 PC
•SW6RN-SNETP
Sterownik komunikacyjny SSCNet
•SW6RN-GSV13P or SW3RN-GSV22P
Narzędzie programistyczne
•SW6RN-DOSCP
Oscyloskop cyfrowy
•SW6RN-GSVHELPE
Pliki Pomocy
•SW3RN-CAMP
Oprogramowanie do tworzenia krzywych
CAM
Industrial Automation
System
System
Q
Q
Page 60
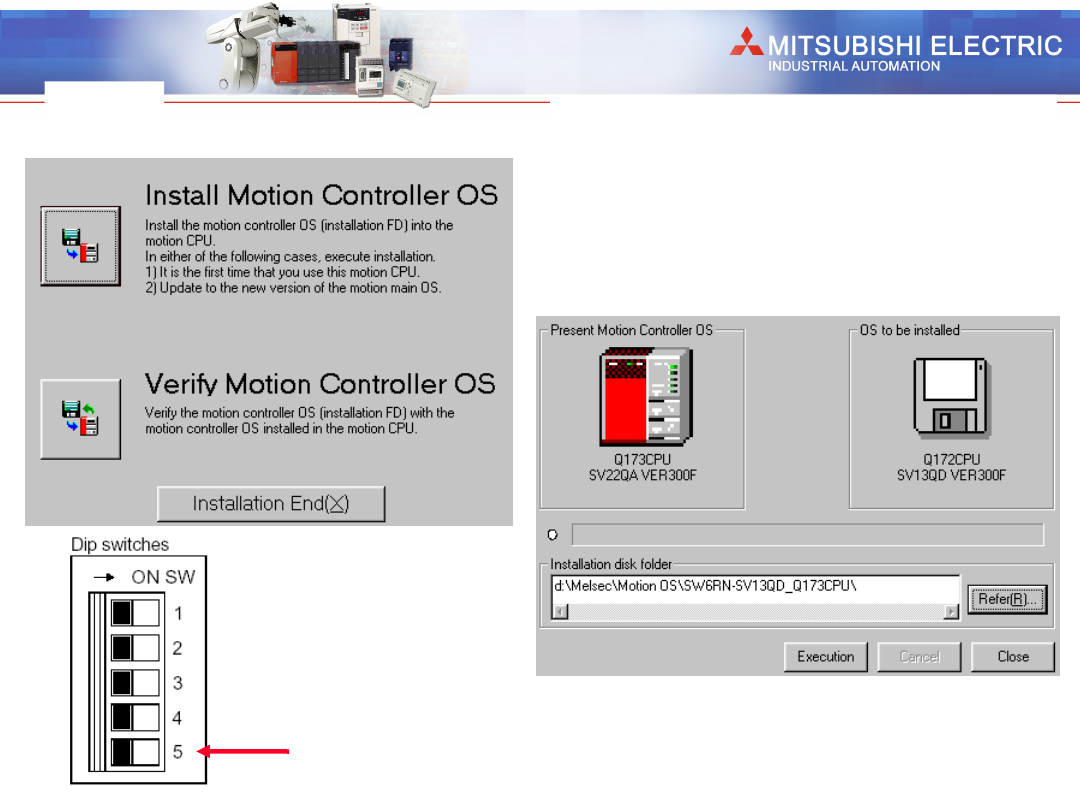
Instalacja
Instalacja
OS
OS
w Sterowniku Ruchu
w Sterowniku Ruchu
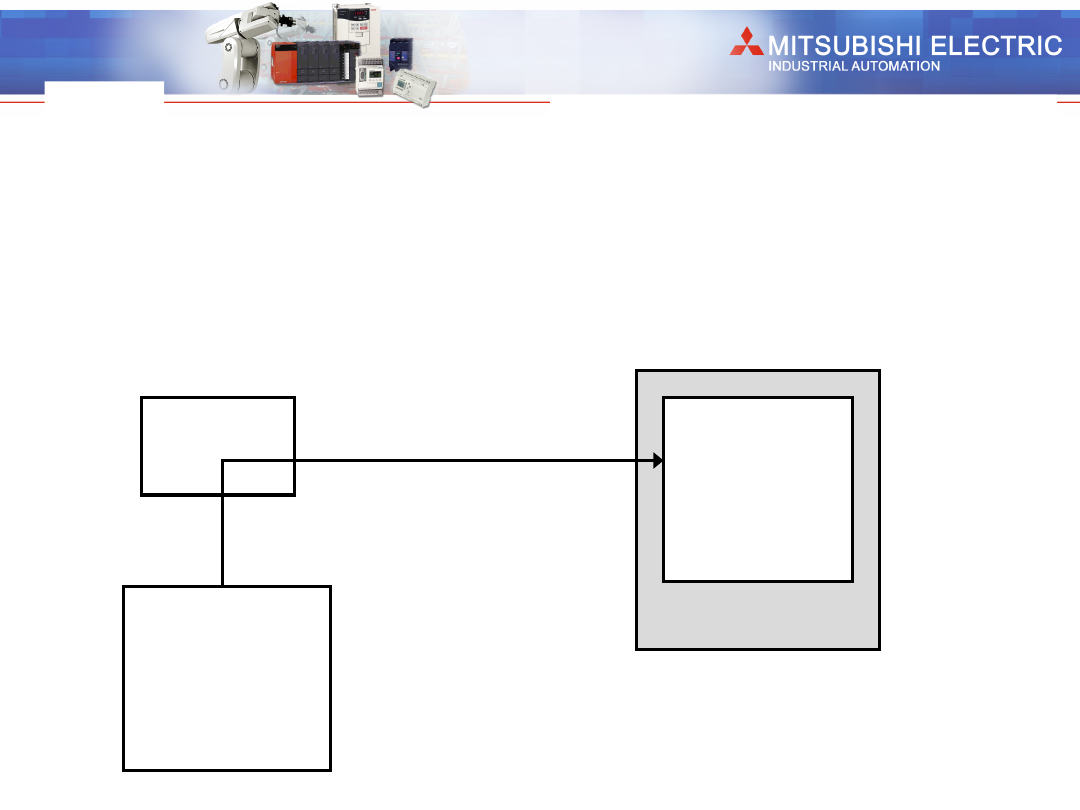
System operacyjny (OS) Sterownika Ruchu (OS) rezyduje
w pamięci Flash, która może być modyfikowana z PC.
Żaden OS nie jest zainstalowany w Sterowniku Ruchu
w trakcie zakupu.
PC
Obszar
pamięci
flash
dla OS
Sterownik Ruchu
Pakiet
oprogra
mowania
OS
Instalacja OS
Industrial Automation
System
System
Q
Q
Page 61
Instalacja
Instalacja
OS
OS
w Sterowniku Ruchu
w Sterowniku Ruchu
Należy zainstalować jeden z systemów OS w CPU
Ruchu
Aplikacja
Q172 CPU
Q173 CPU
SV13 (Motion SFC)SW6RN-SV13QBSW6RN-SV13QD
SV22 (Motion SFC)SW6RN-SV22QCSW6RN-SV22QA
Industrial Automation
System
System
Q
Q
Page 62
1.
1.
Instalacja
Instalacja
OS
OS
w Sterowniku Ruchu
w Sterowniku Ruchu
Przełączyć na ON przełącznik 5 na frontowej ściance
CPU Ruchu przed zainstalowaniem OS
Industrial Automation
System
System
Q
Q
Page 63
Ustawienia
Ustawienia
System
System
u
u
Industrial Automation
System
System
Q
Q
Page 64
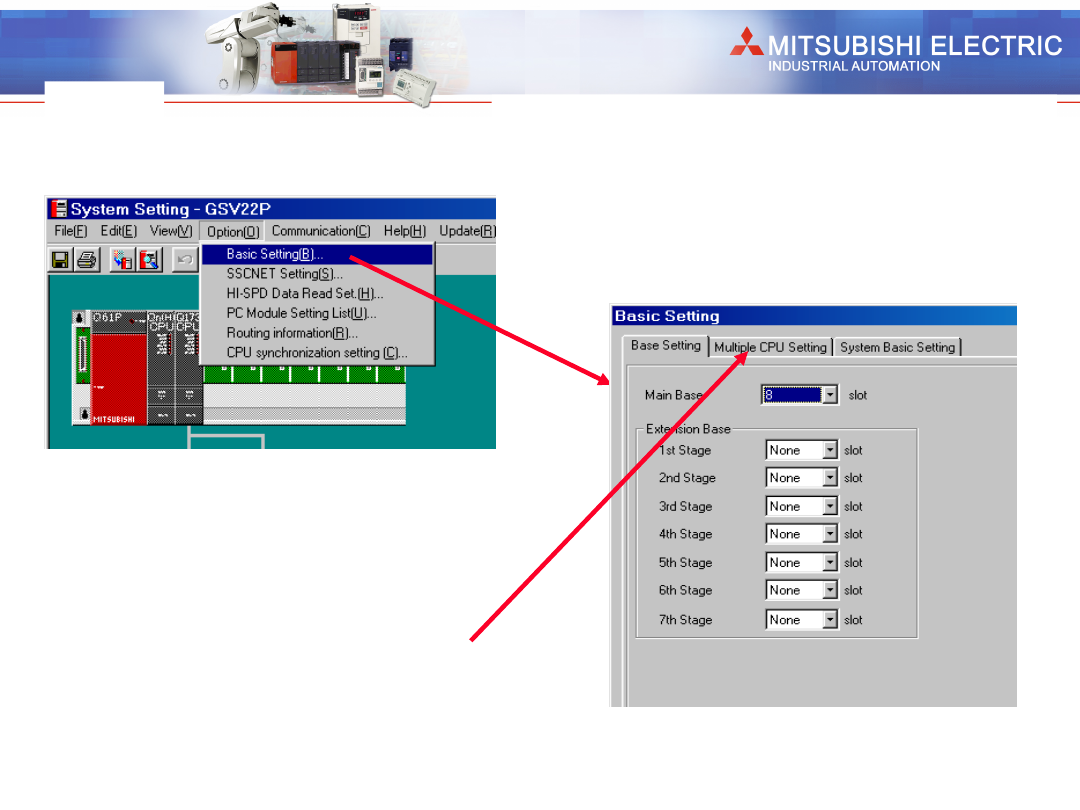
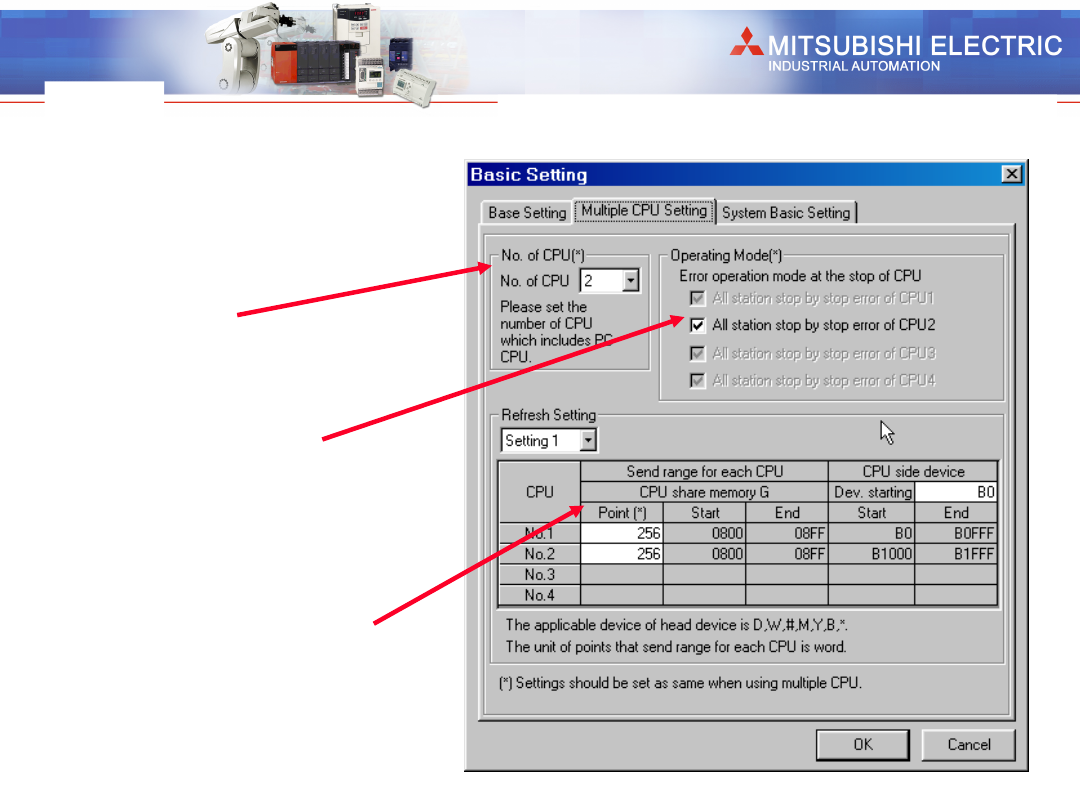
Ustawienia wieloprocesorowego
Ustawienia wieloprocesorowego
systemu
systemu
CPU
CPU
Wybrać “Ustawienia płyt bazowych“
Dla każdego CPU należy wykonać Wieloprocesorowe ustawienia CPU.
Wybrać “Wieloprocesorowe ustawienia PLC“
Industrial Automation
System
System
Q
Q
Page 65
Ustawienia wieloprocesorowego
Ustawienia wieloprocesorowego
systemu
systemu
CPU
CPU
Liczba
zamontowanyc
h modułów CPU
(1, 2, 3 lub 4)
Określić czy system pracuje
dalej czy zatrzymuje się
gdy awarii ulega jedno CPU
Wybór automatycznie
odświeżanych komórek
Industrial Automation
System
System
Q
Q
Page 66
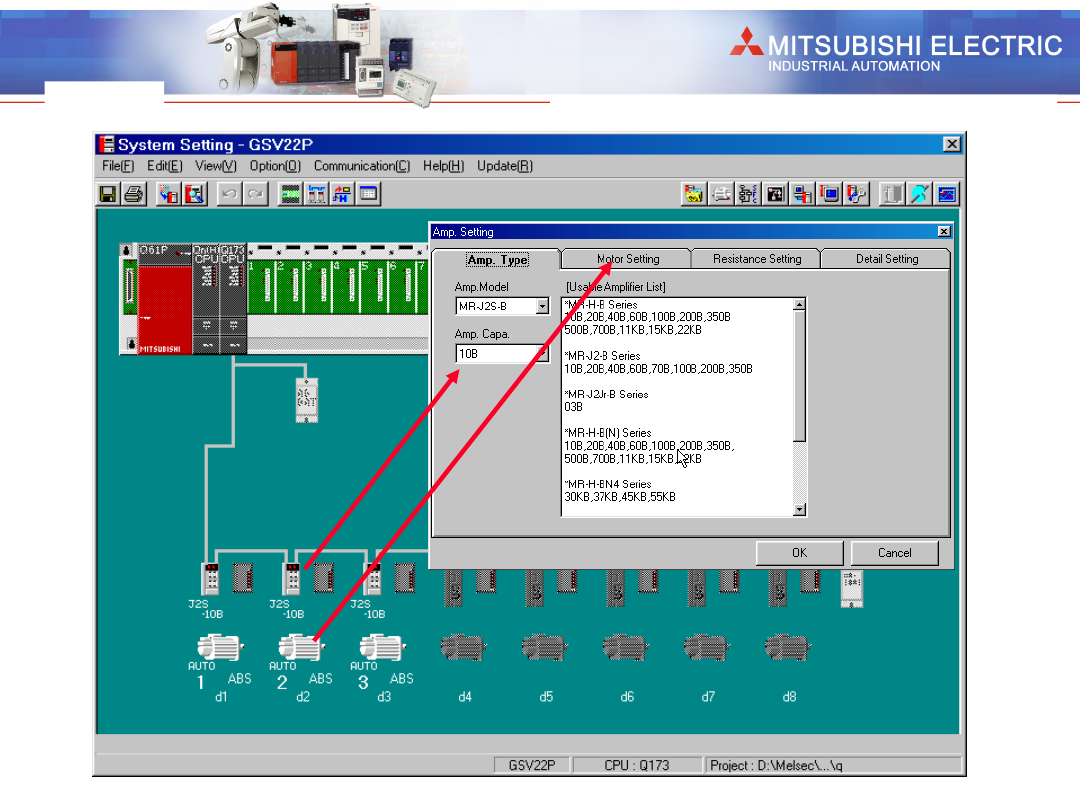
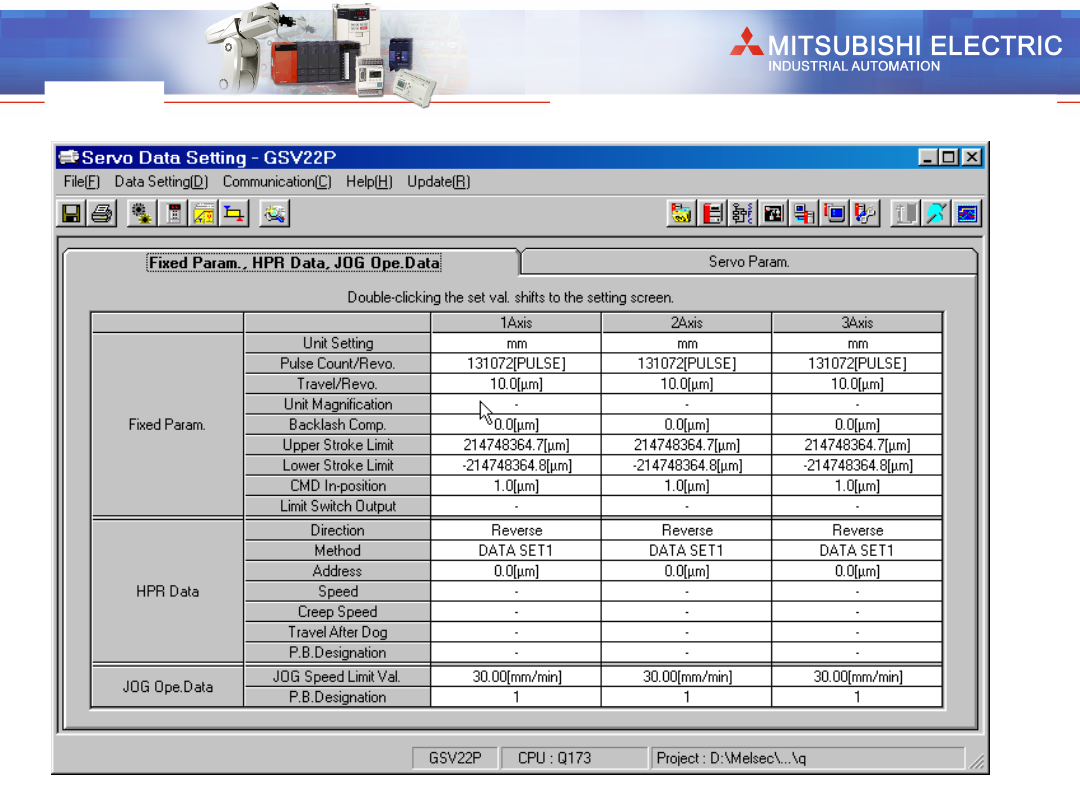
Ustawianie danych Serwo
Ustawianie danych Serwo
Industrial Automation
System
System
Q
Q
Page 67
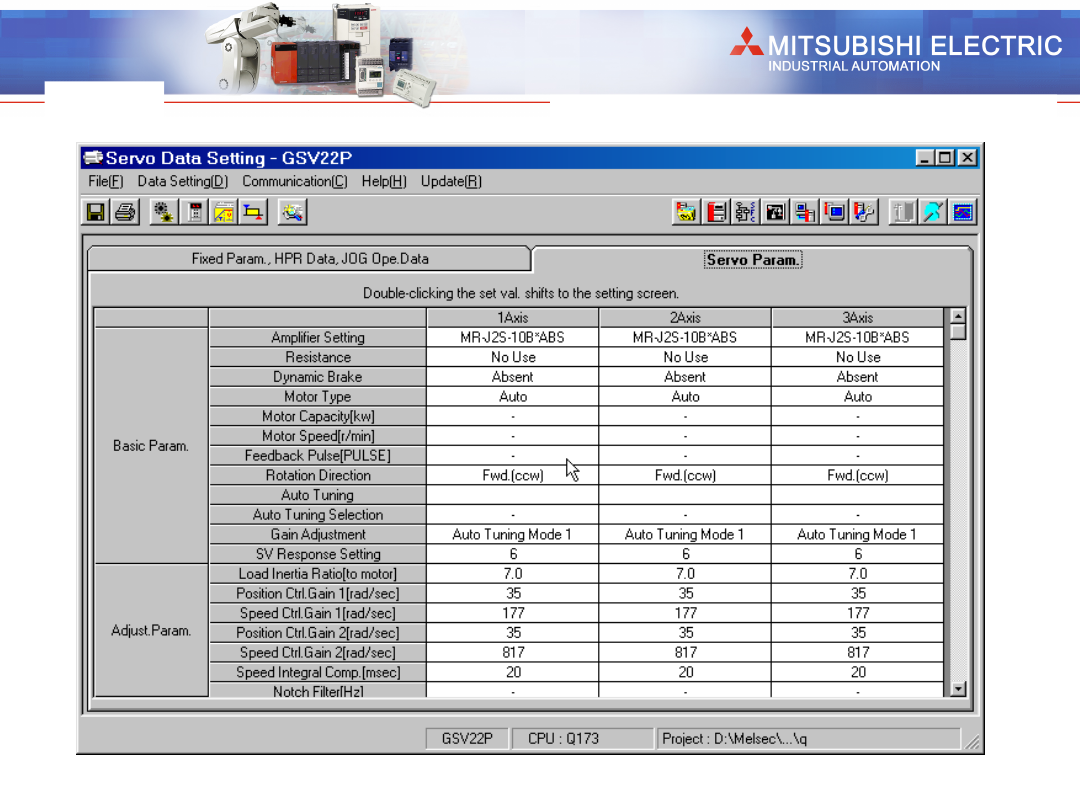
Parametr
Parametr
y Serwo
y Serwo
Industrial Automation
System
System
Q
Q
Page 68
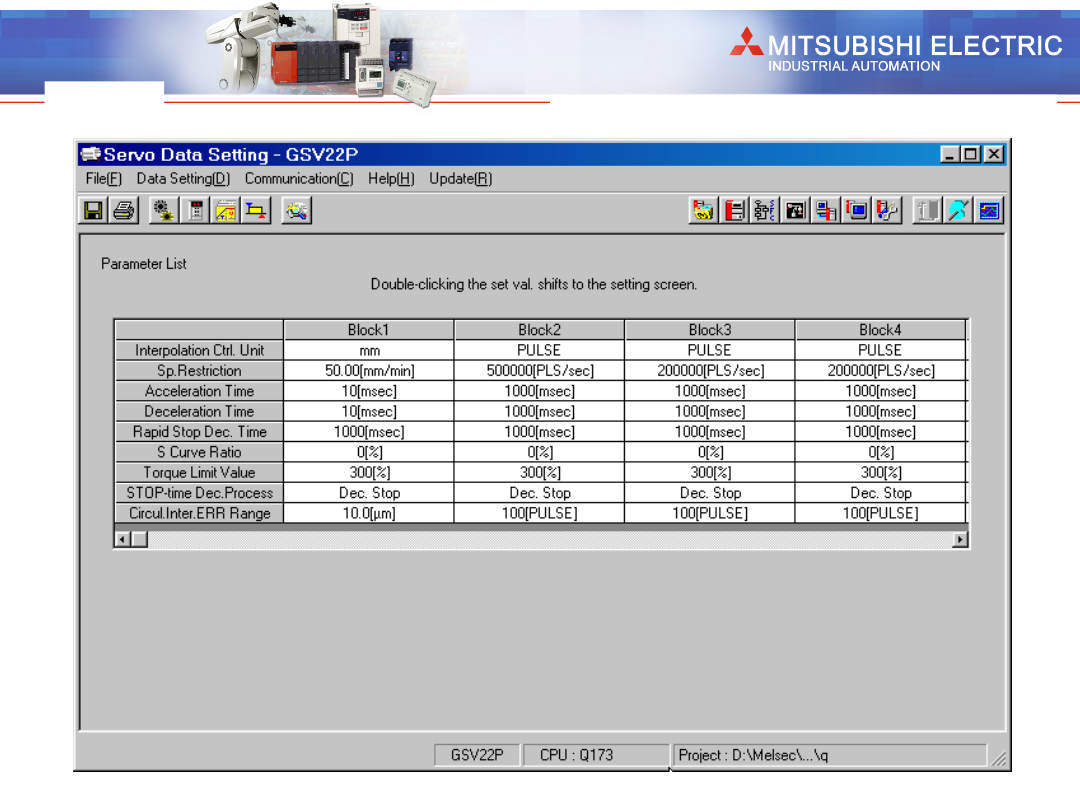
Bloki
Bloki
Parametr
Parametr
ów
ów
Industrial Automation
System
System
Q
Q
Page 69
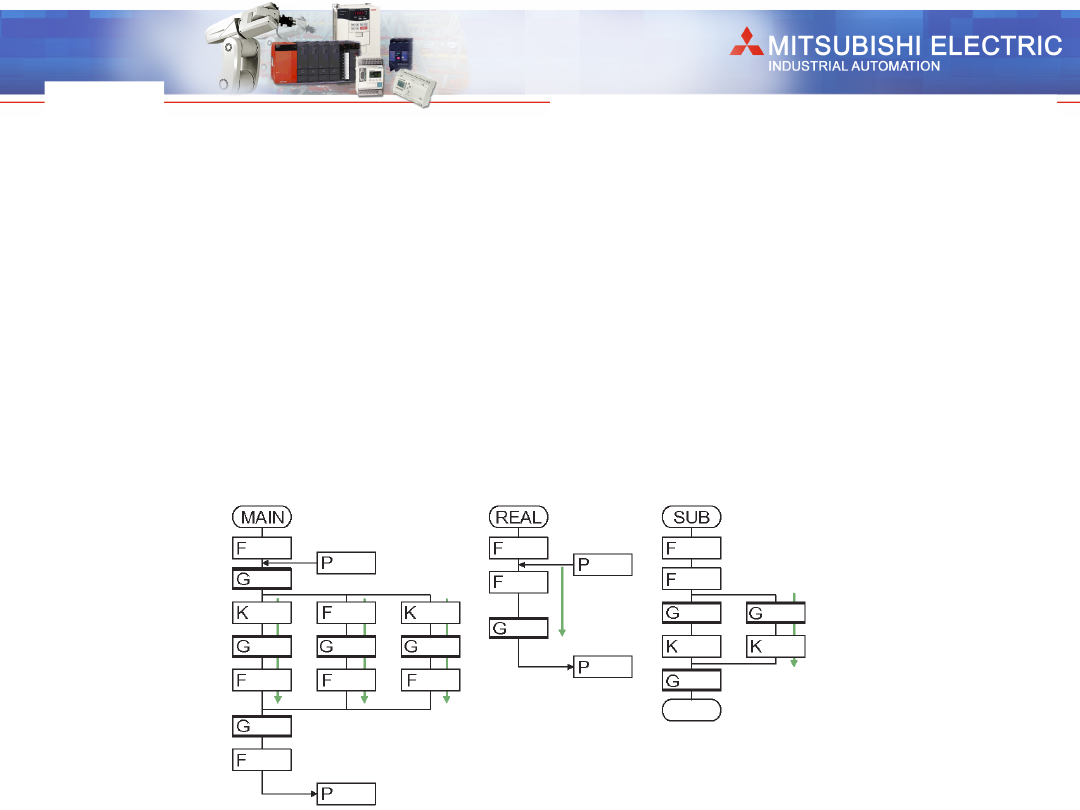
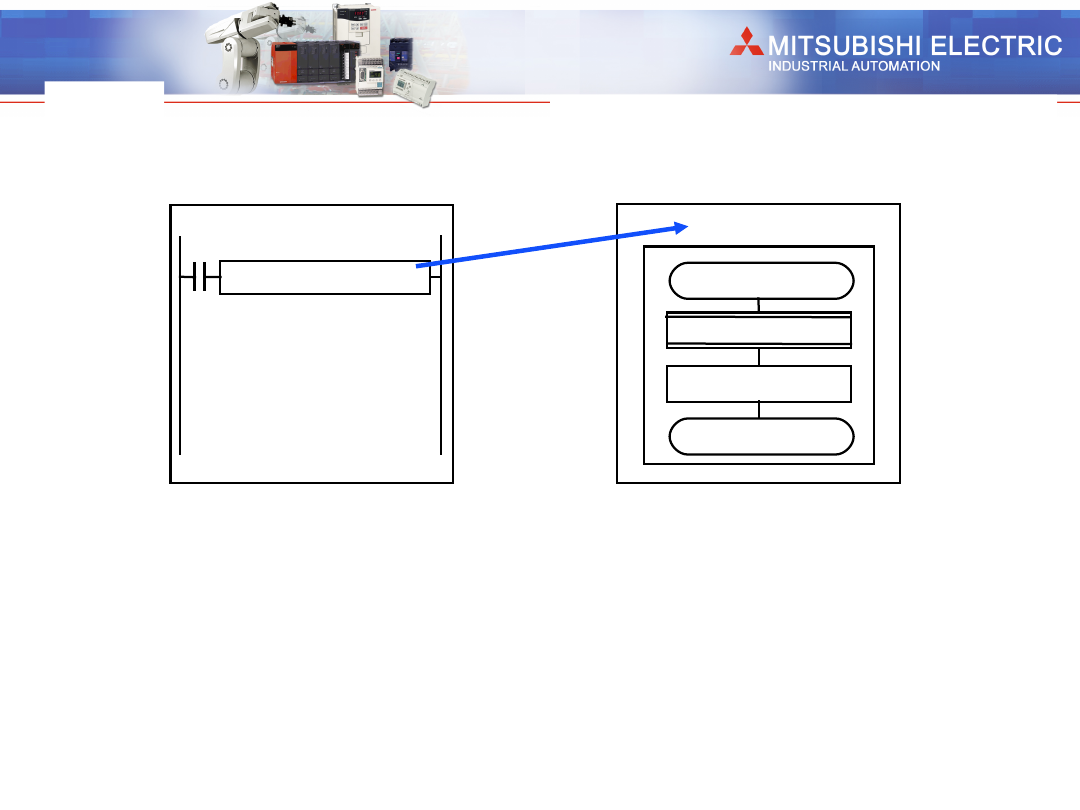
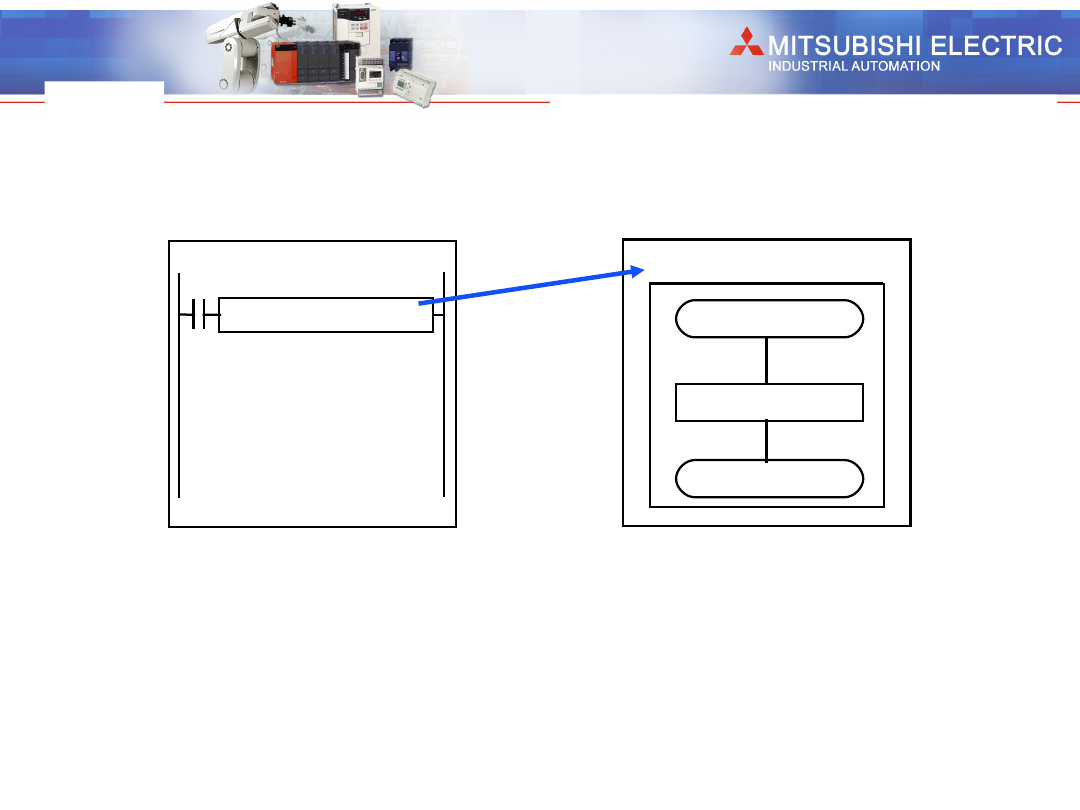
• Dzięki programowaniu SFC, gdy wystartowanych zostanie wiele programów,
w procesie sterowanych jest wiele zadań jednocześnie.
• Wiele kroków może być jednocześnie wykonywanych dzięki odgałęzieniom
równoległym, nawet w ramach jednego programu.
• Program, który steruje wieloma procesami jednocześnie lub program który
grupuje sterowane osie w celu wykonania niezależnych ruchów może zostać
łatwo zaprojektowany.
• Możliwe jest wysoce niezależne i indywidualne programowanie
poszczególnych operacji, zgodnie ze szczegółami ich procesów, można więc
stworzyć przejrzysty i elastyczny program.
Wielozadaniowe przetwarzanie
Wielozadaniowe przetwarzanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 70
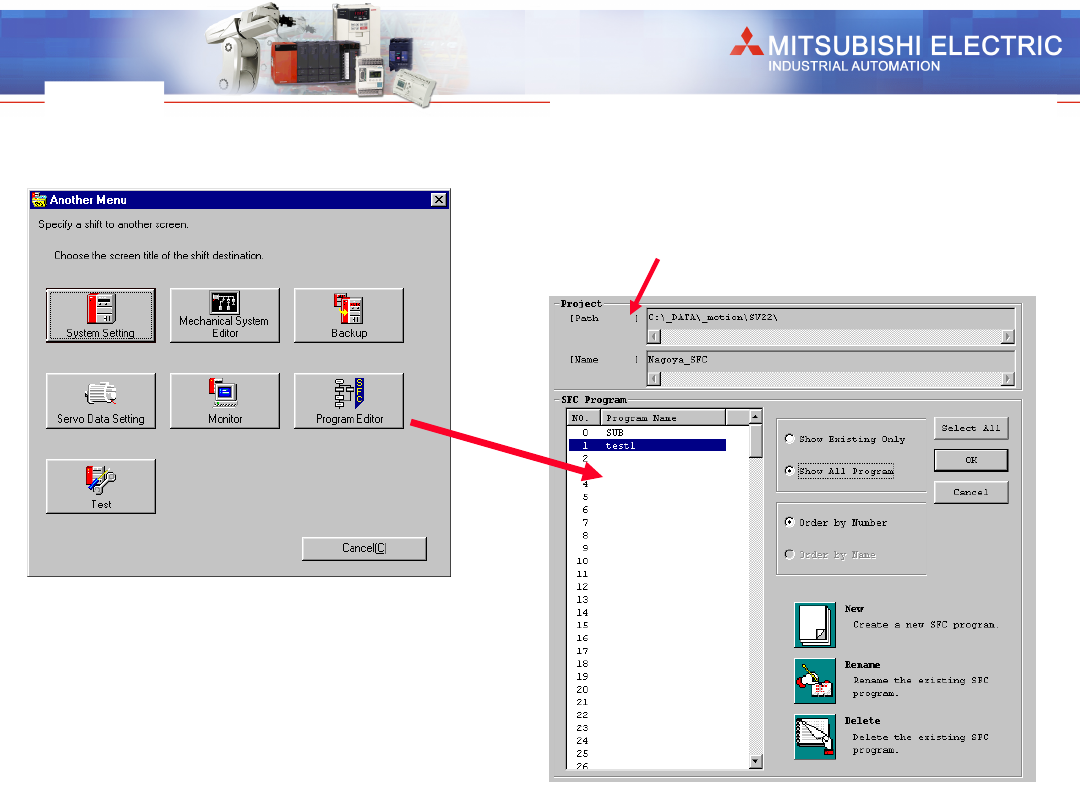
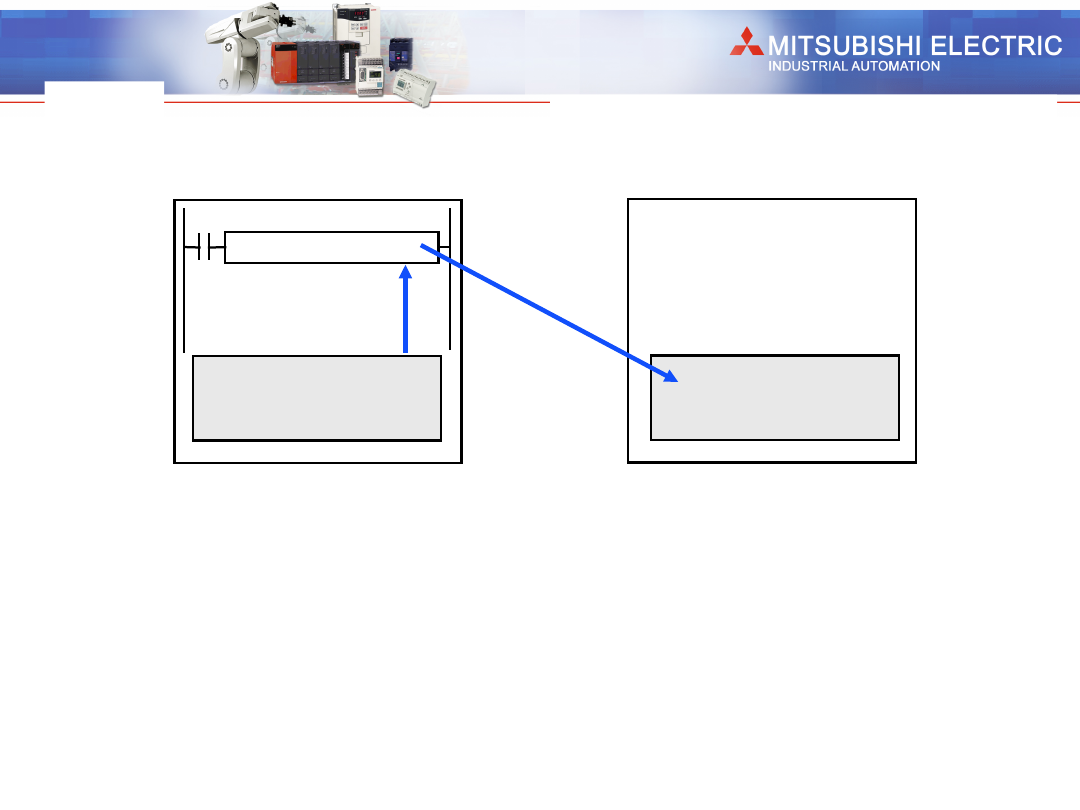
• Można stworzyć do 256 programów
SFC
Programy SFC zapisywane są w
normalnym katalogu projektu
Manager
Manager
programu
programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 71
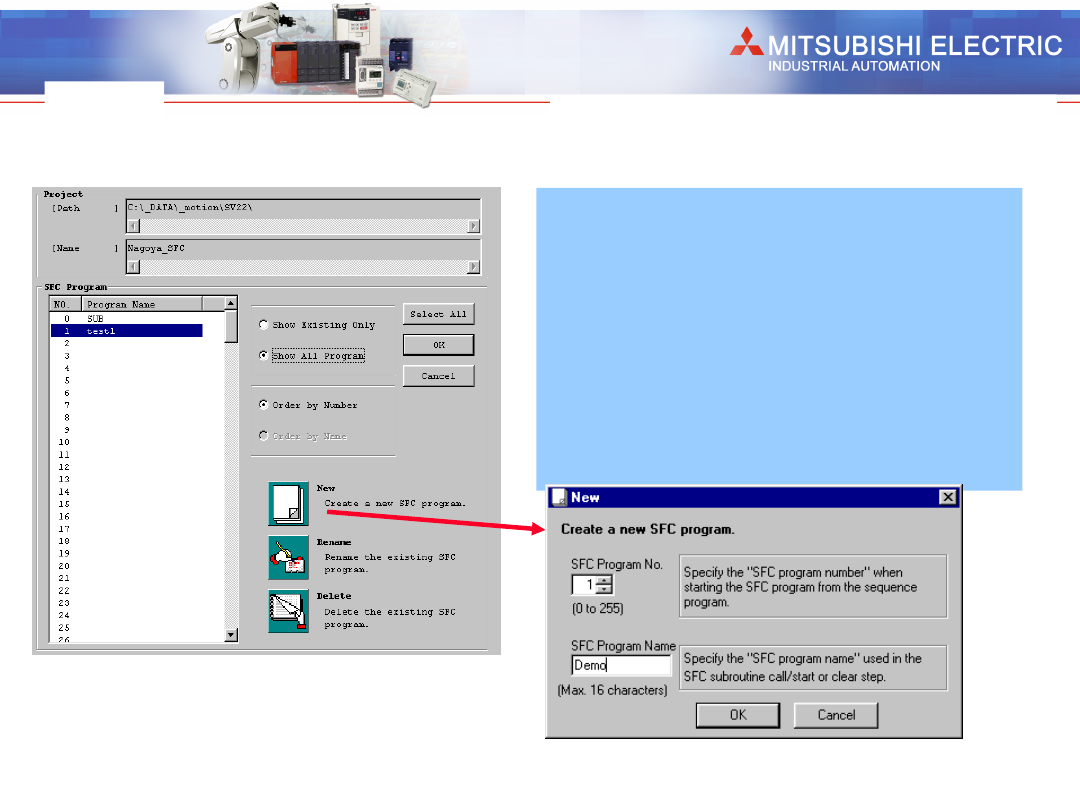
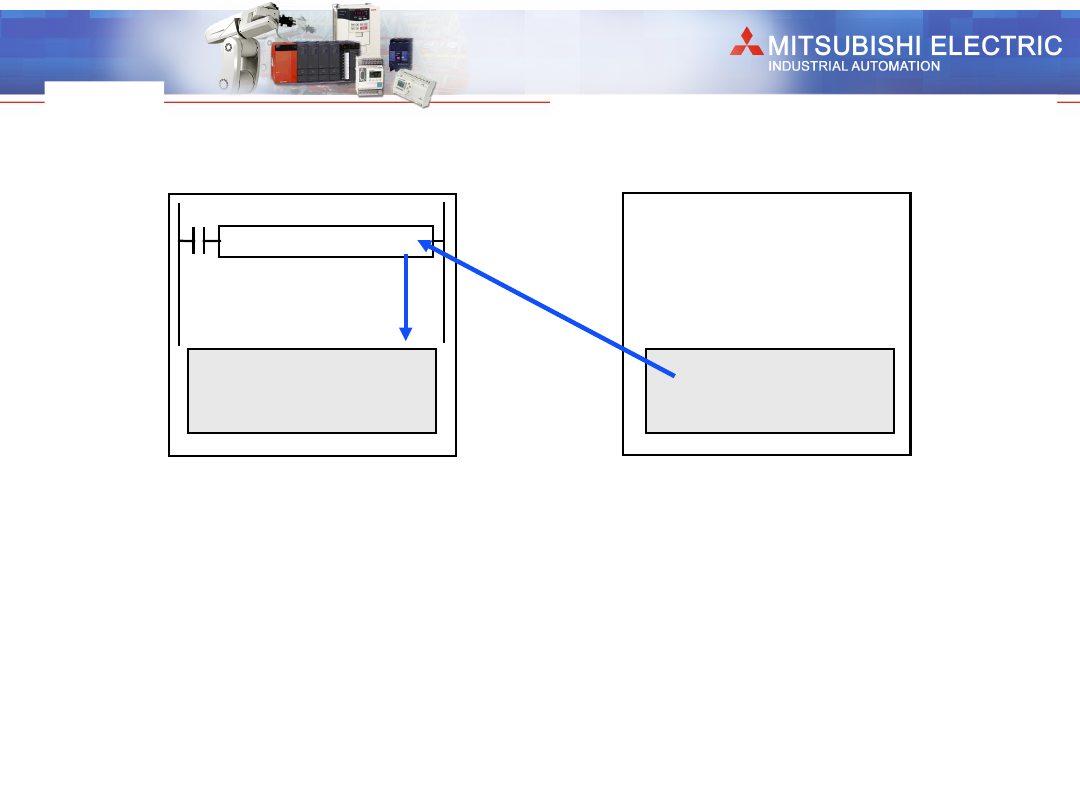
Aby stworzyć nowy program SFC
należy nacisnąć na na ikonę
„New” i wprowadzić, wolny numer
programu SFC i opisującą nazwę.
Nowo wprowadzona nazwa
programu pojawi się na liście
programów SFC. Aby wpisać
program, należy dwa razy
nacisnąć na nazwę programu.
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 72
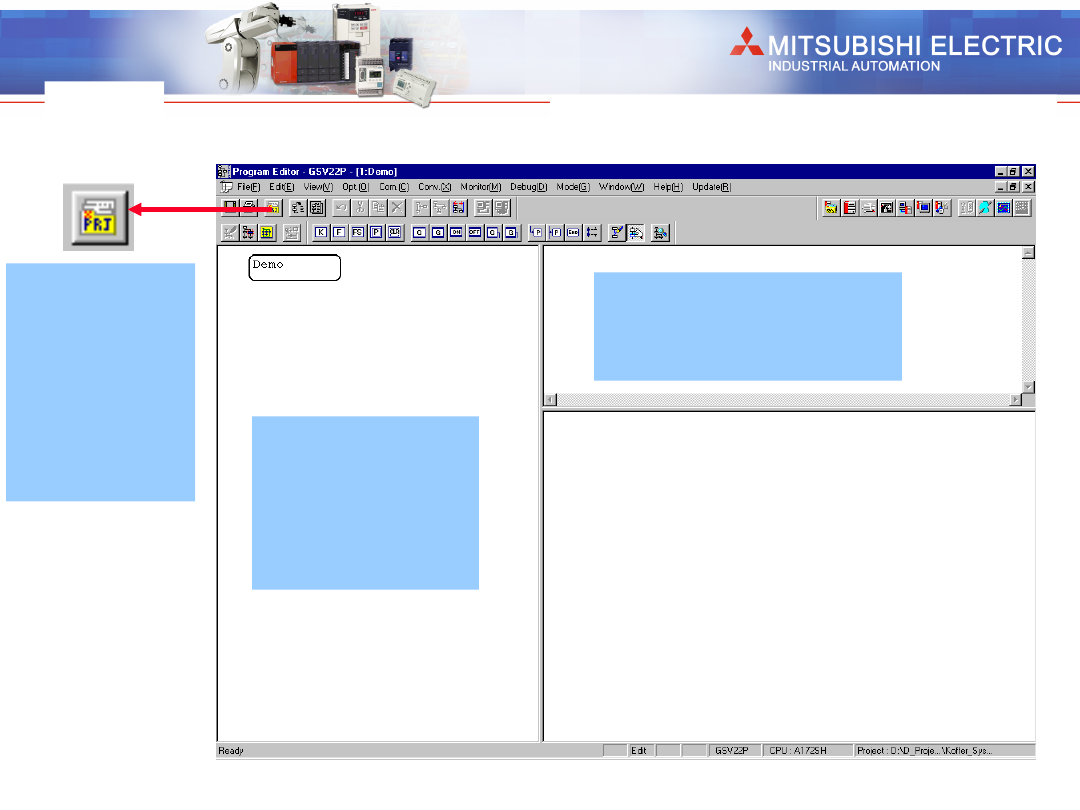
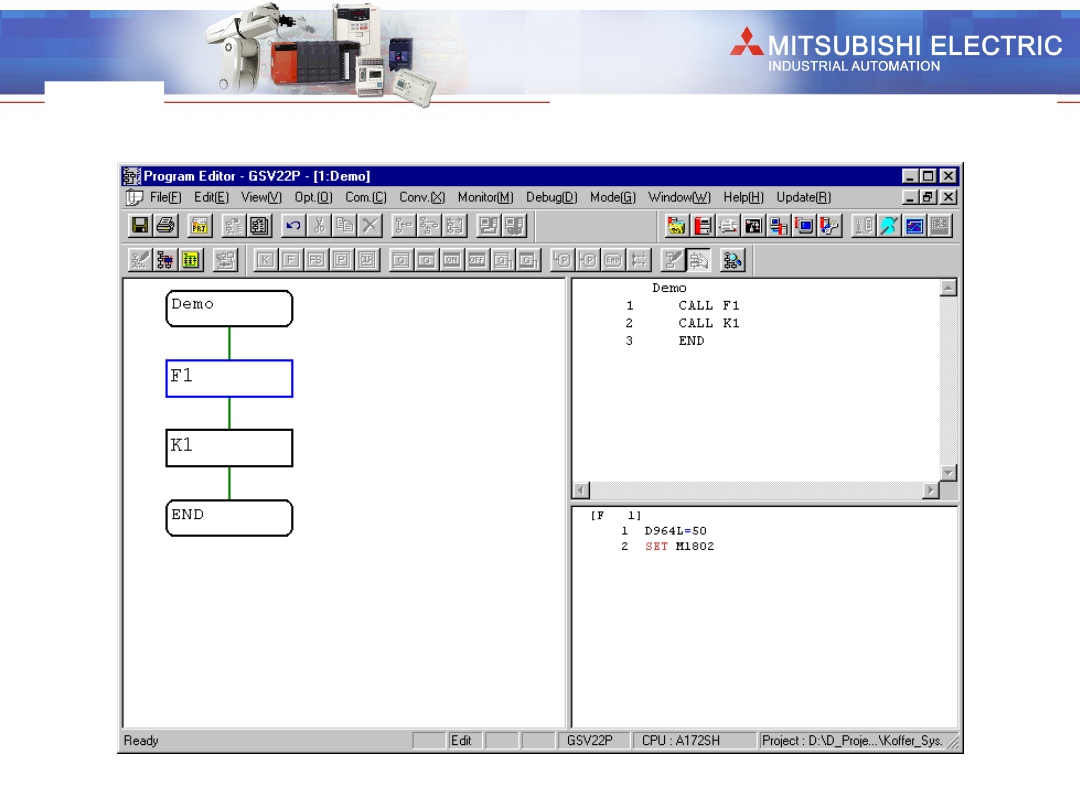
Przycisk ten
umożliwia
przełączani
e pomiędzy
Managerem
programu i
edytorem
Obszar ten
używany jest
do
projektowania
struktury
Obszar ten ukazuje
wygenerowany kod
programu SFC
Edytor programów
Edytor programów
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 73
Manager
Manager
programu
programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 74
Manager
Manager
programu
programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 75
Manager
Manager
programu
programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 76
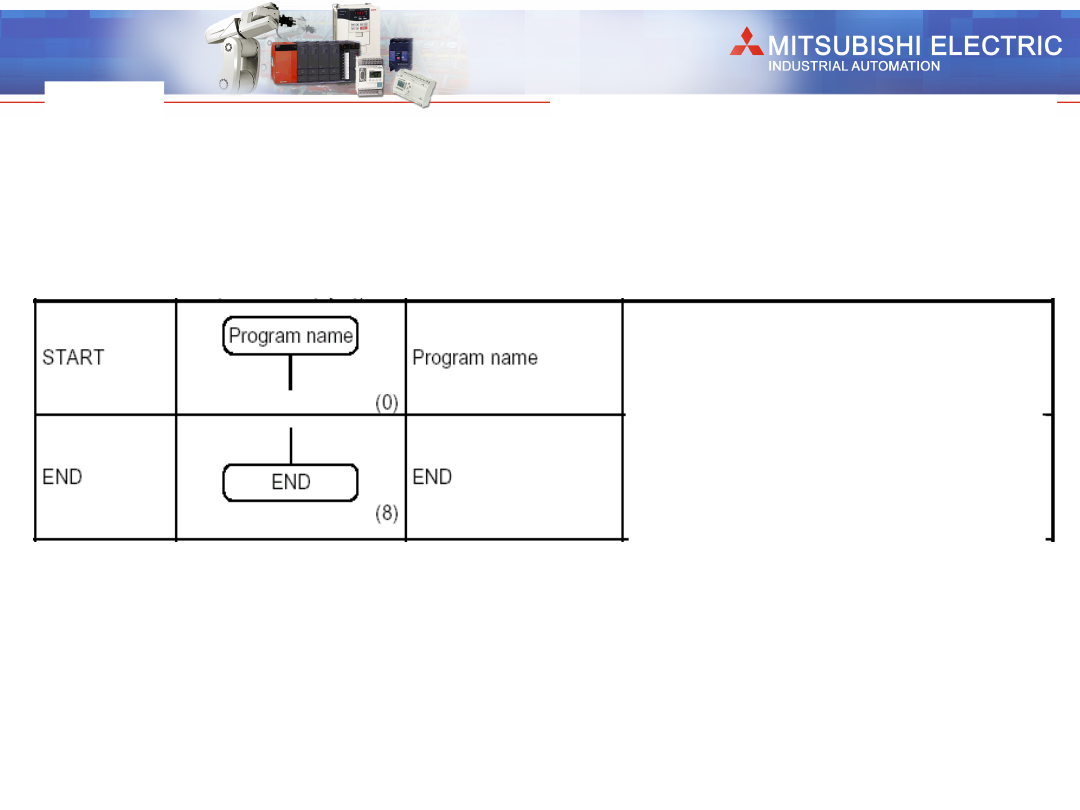
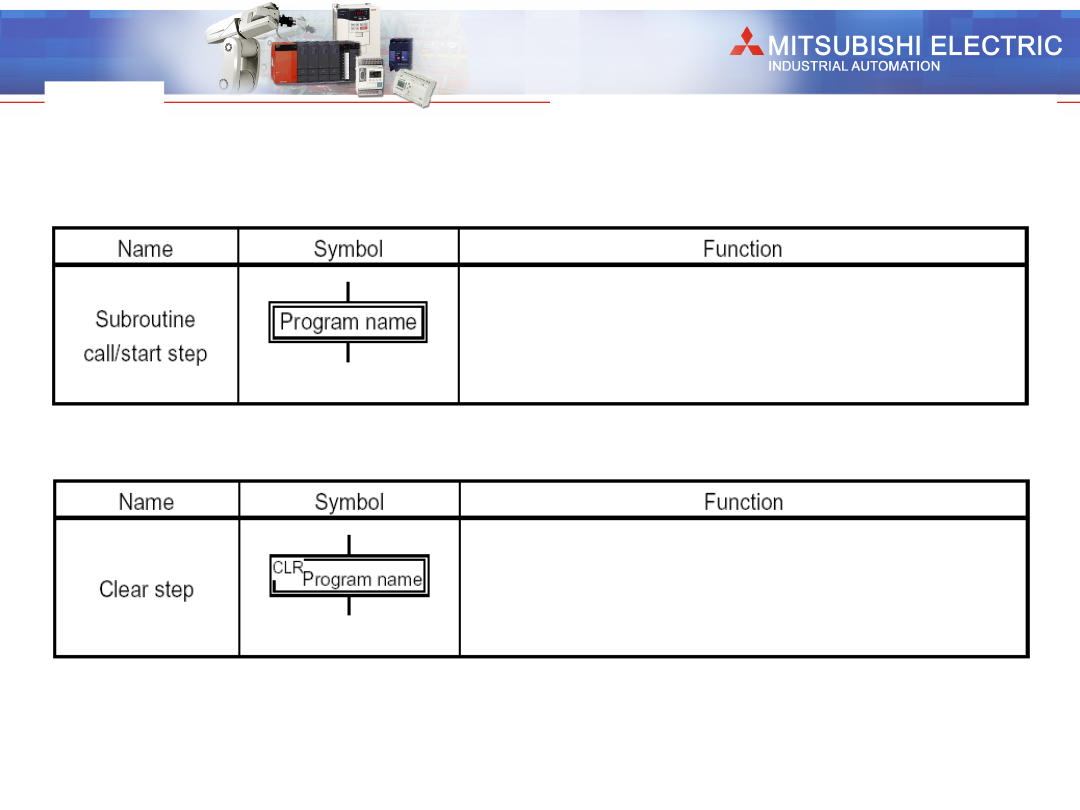
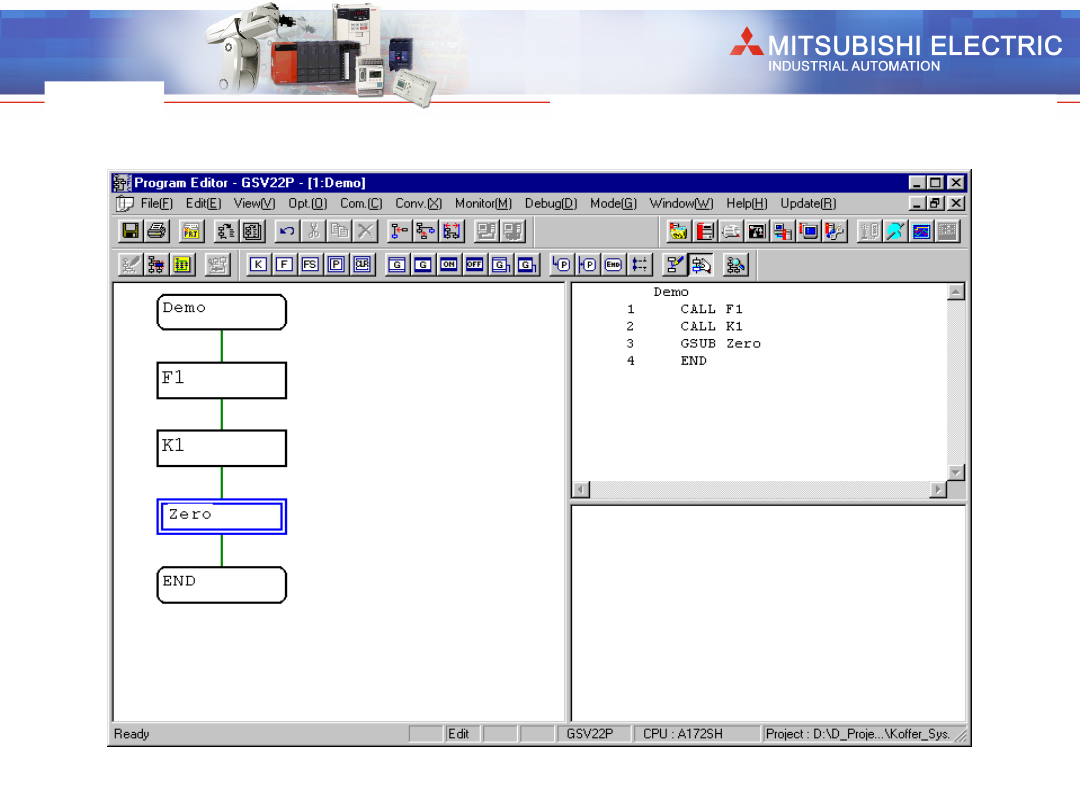
SFC Start / End
SFC Start / End
Oznacza zakończenie programu
Zakres programów: K0 do K4095
Wskazuje koniec programu (wyjście).
Gdy wykonywany jest wywołany
podprogram, następuje tu powrót do
źródłowego programu wywołującego.
Wiele lub brak symboli można wstawić
do jednego programu.
Wskazuje początek wpisywania
programu i jego nazwę. Nazwa
konieczna jest do wywoływania
podprogramu. Tylko jeden program
może wystąpić o tej samej nazwie.
Industrial Automation
System
System
Q
Q
Page 77
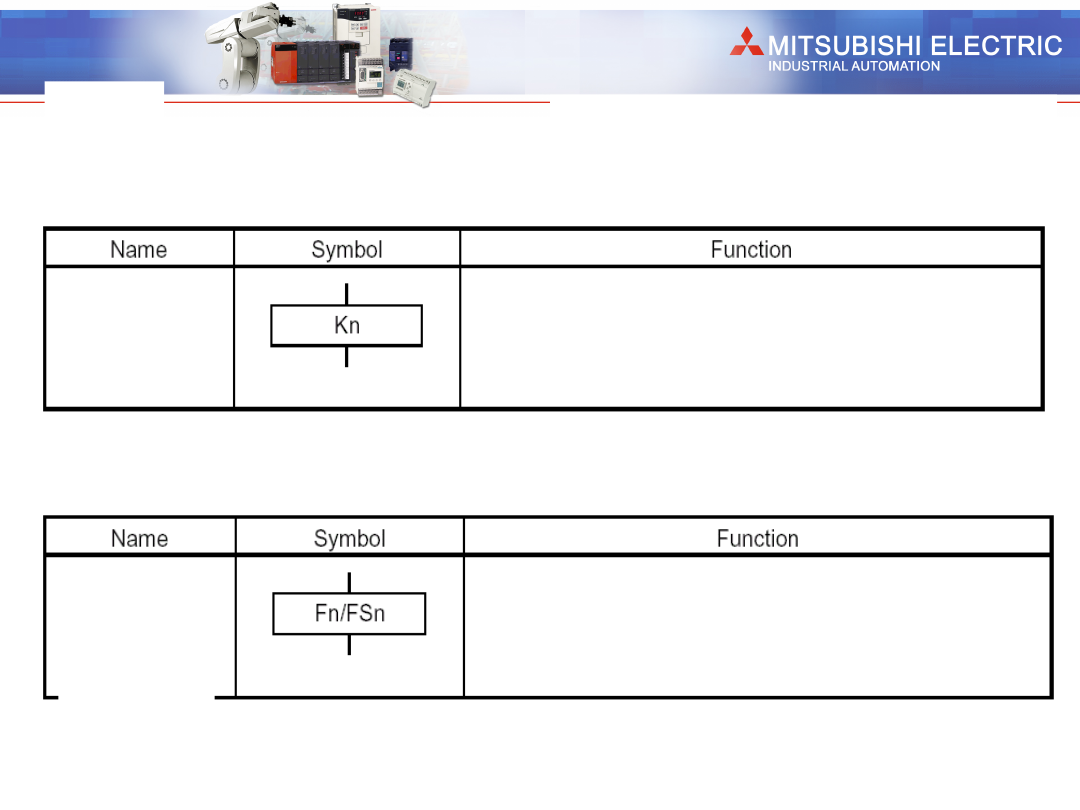
Kroki
Kroki
SFC
SFC
Krok
sterujący
ruchem
Krok
Sterujący
operacja
mi
Uruchamia program serwo Kn
Zakres programów: K0 do K4095
Uruchamia krok sterujący
operacjami Fn/FSn, zakres kroków:
F0 do F4095/FS0 do FS4095
Industrial Automation
System
System
Q
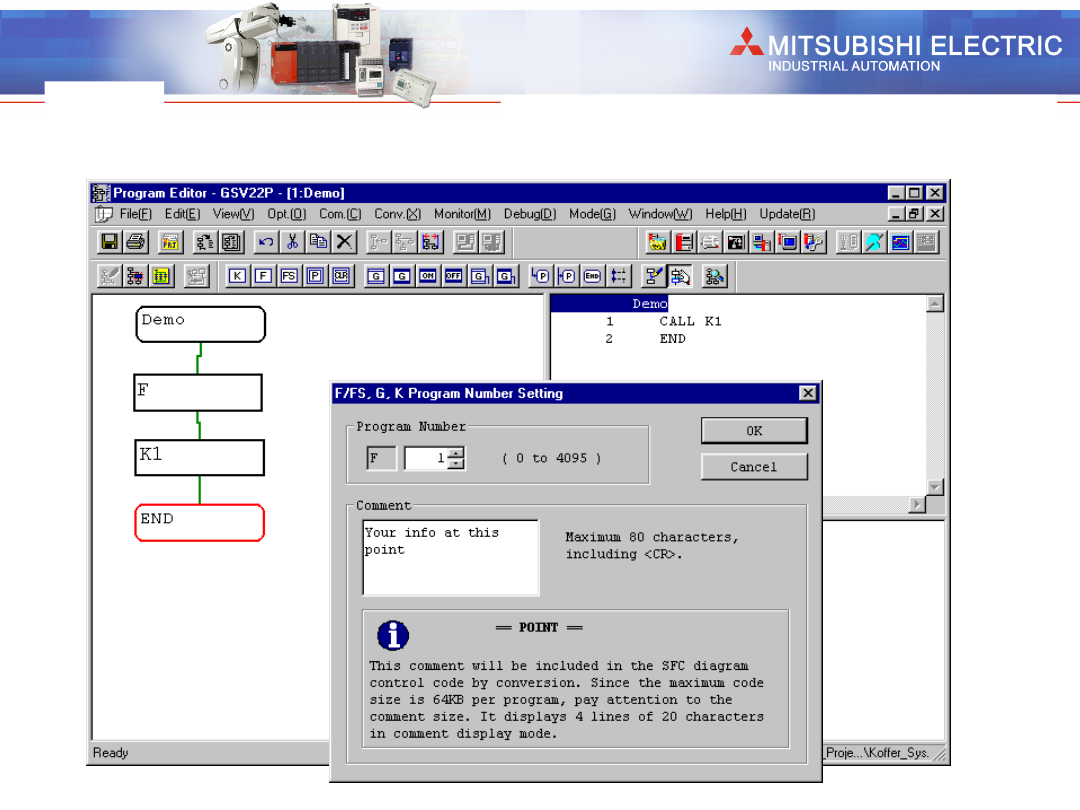
Q
Page 78
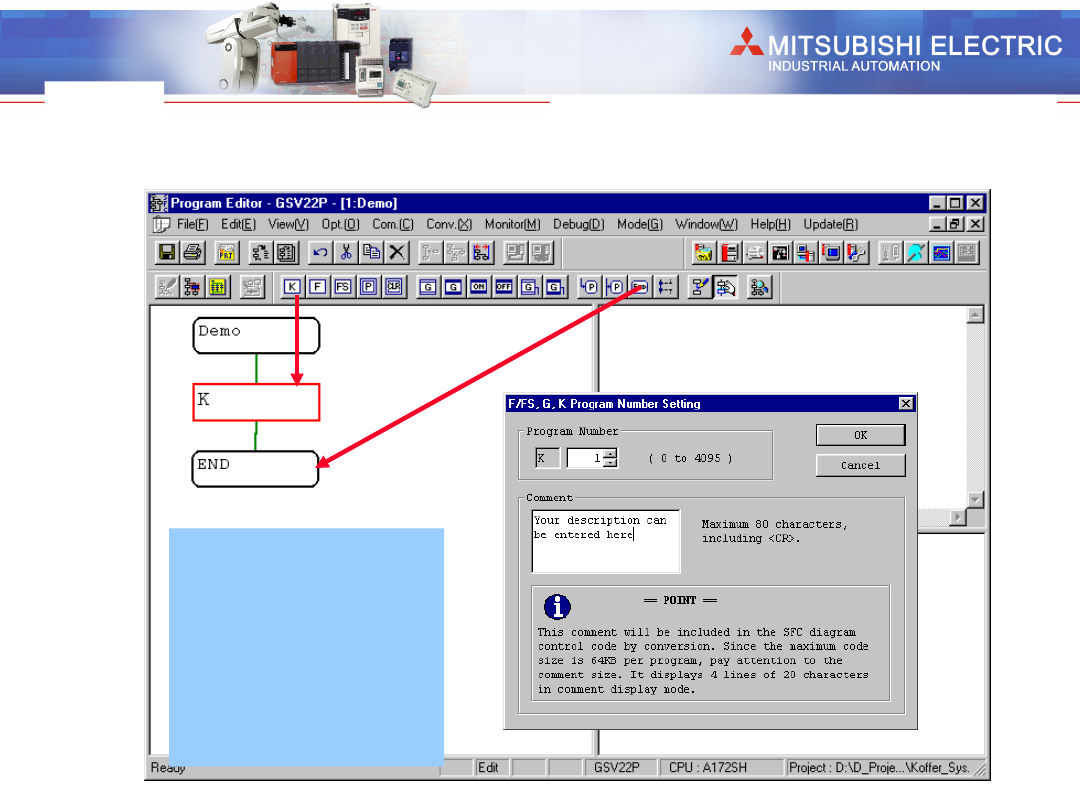
Podwójne
naciśnięcie na K
otwiera nowe
okno, gdzie
można wybrać
Numer Programu
K i Opis
Twój pierwszy program S
Twój pierwszy program S
FC
FC
Industrial Automation
System
System
Q
Q
Page 79
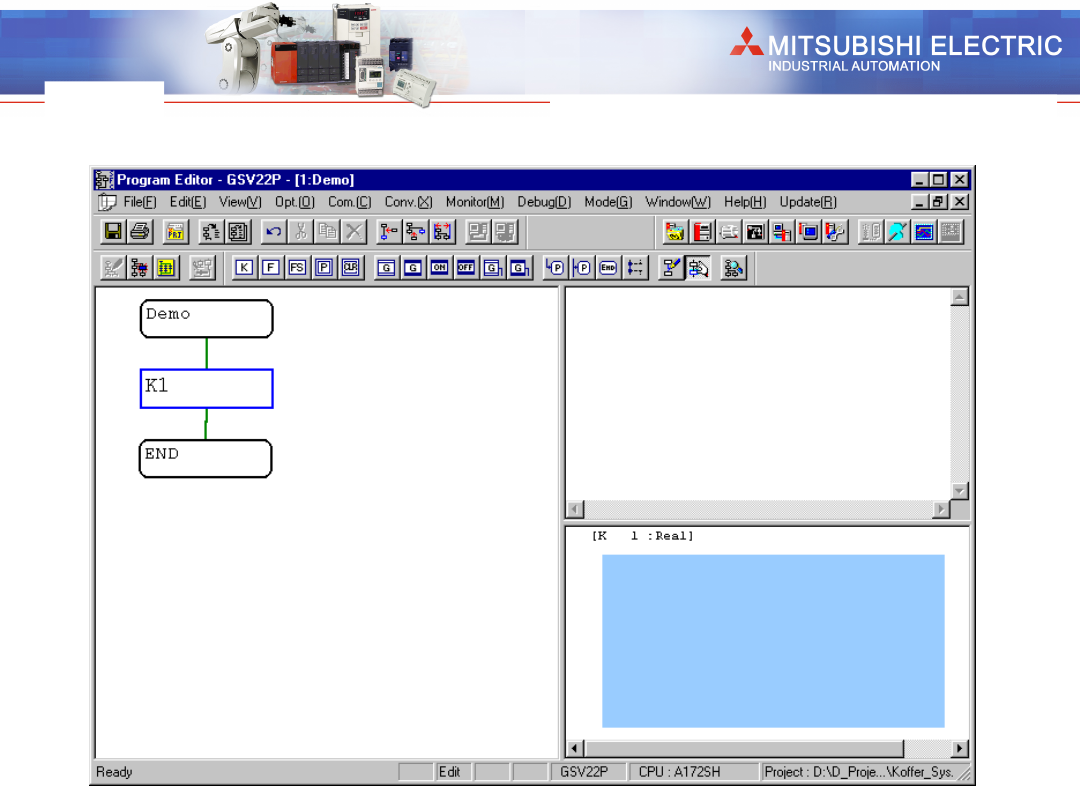
W tym obszarze można
wprowadzać komendy
dla pozycjonowania.
Należy nacisnąć dwa
razy.
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 80
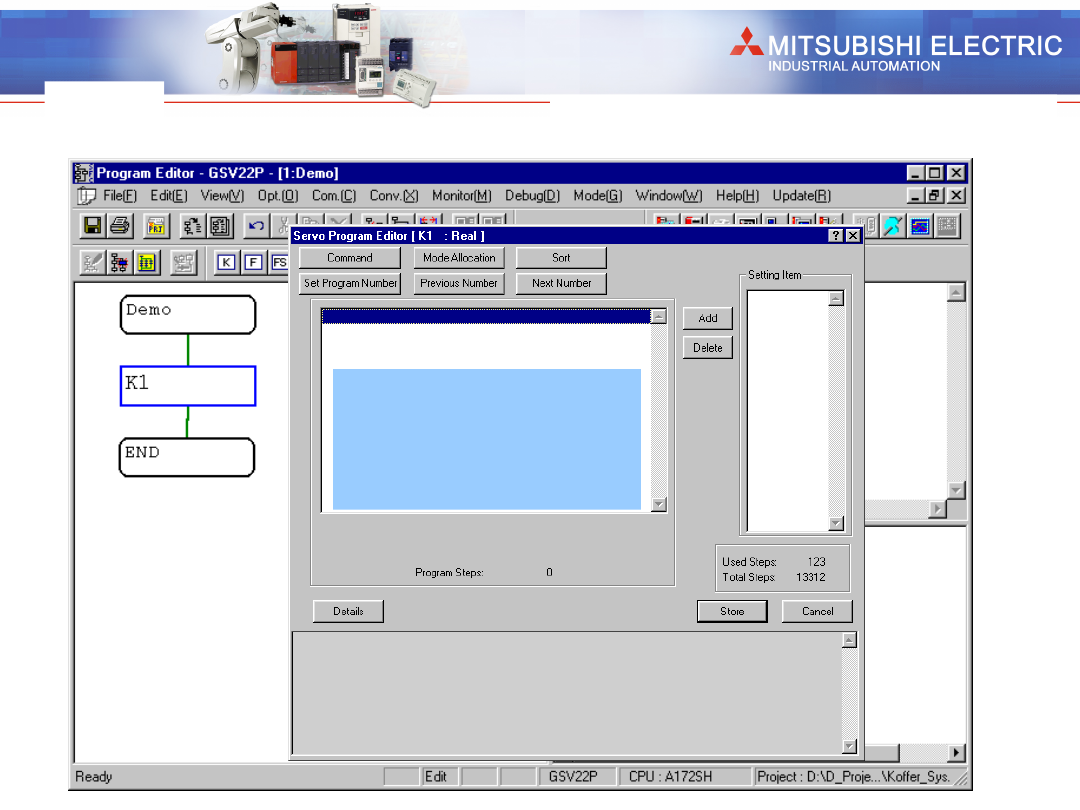
Jest to obszar
(EDYTORA) dla
wpisywania
Programów Servo
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
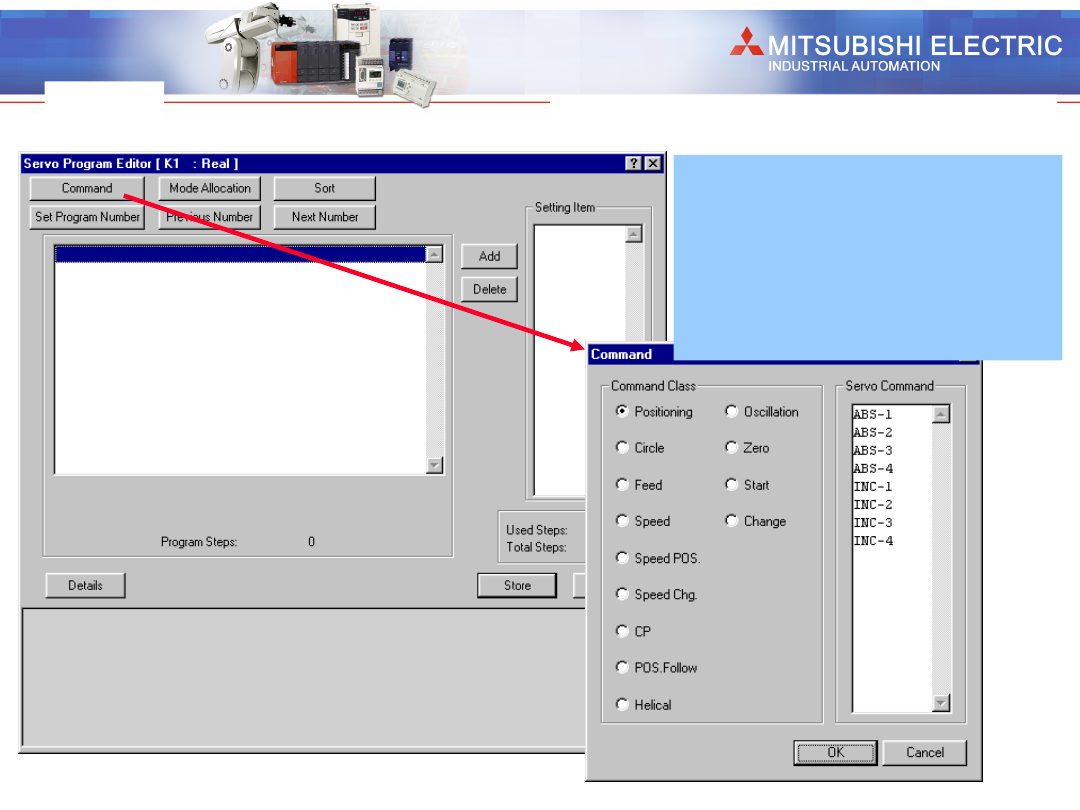
Page 81
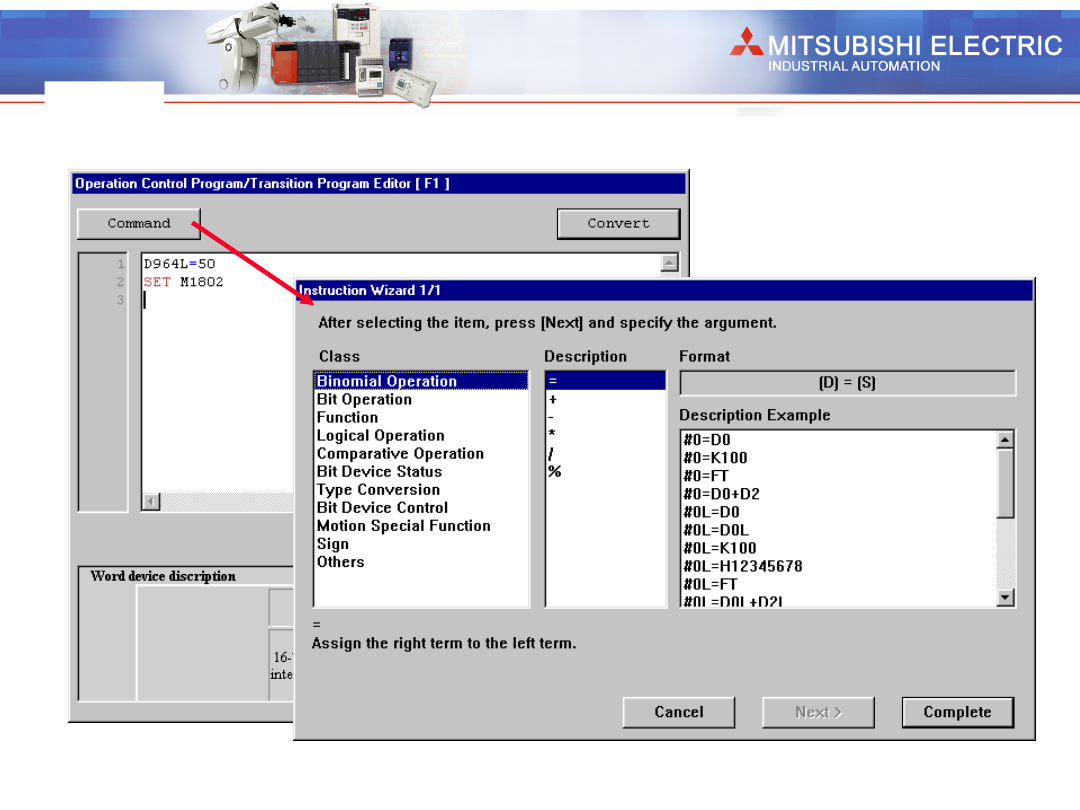
Aby wprowadzić program
serwo dostępne są
specjalne komendy. W
zależności od aplikacji
należy wybrać typ
komendy
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 82
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 83
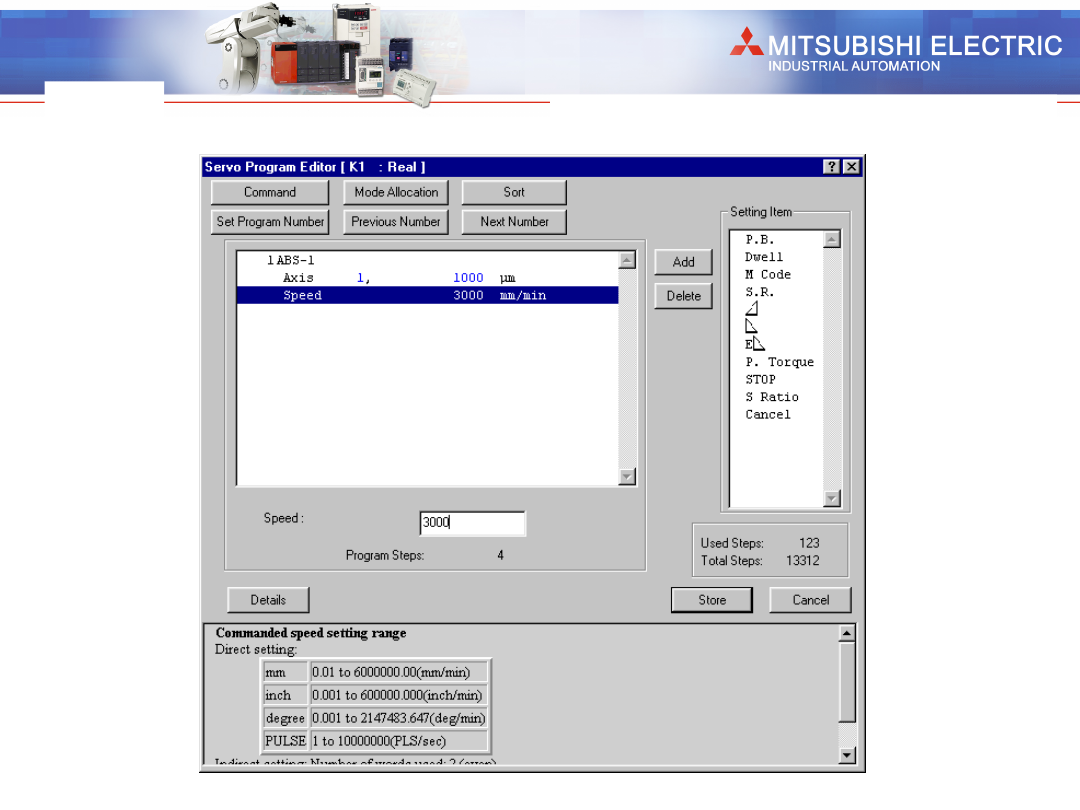
Program servo
wpisywany jest w tym
oknie
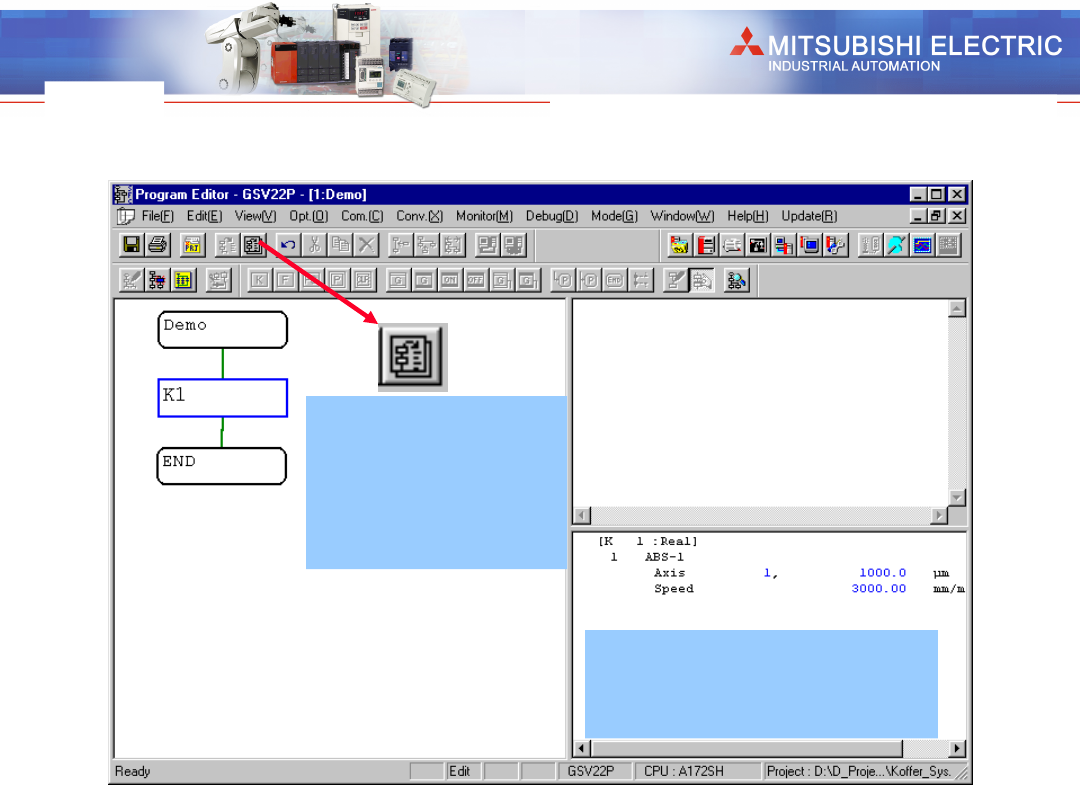
Naciśnięcie
klawisza
konwertuje
seryjnie program
SFC
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 84
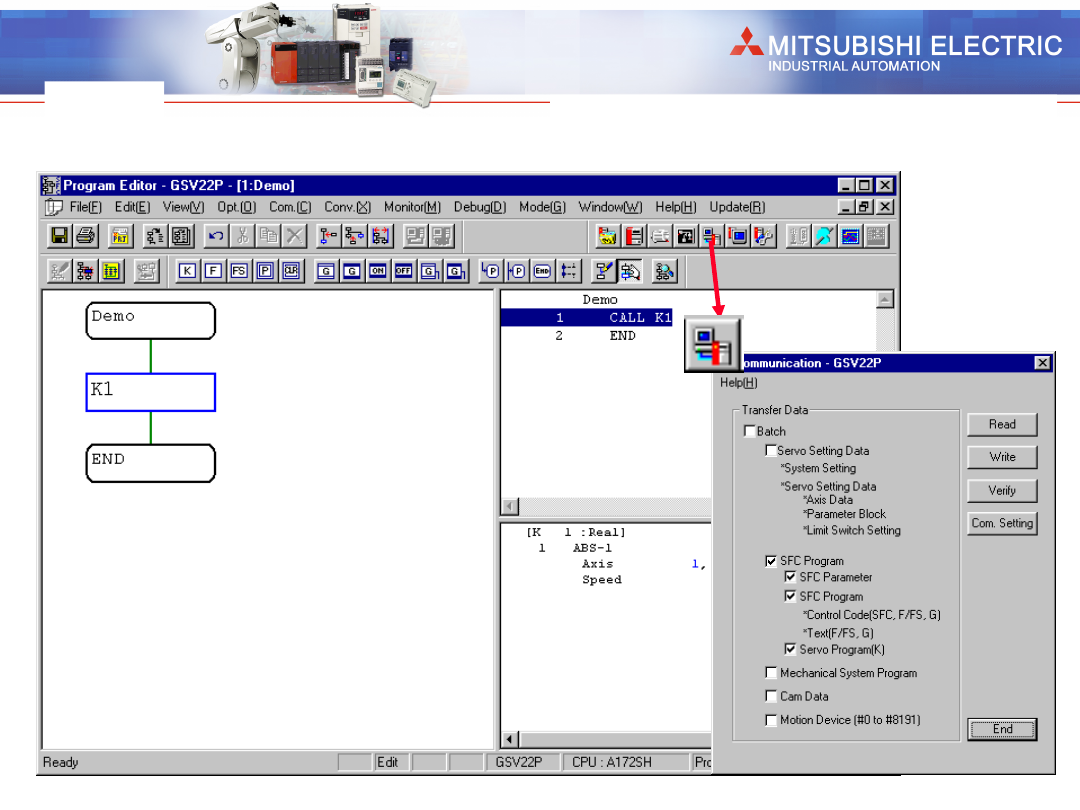
Wgrywanie programu
Wgrywanie programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 85
Programowanie
Programowanie
SFC
SFC
sterowanie
sterowanie
operacjami
operacjami
Industrial Automation
System
System
Q
Q
Page 86
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 87
Kroki
Kroki
SFC
SFC
sterujące operacjami
sterujące operacjami
Industrial Automation
System
System
Q
Q
Page 88
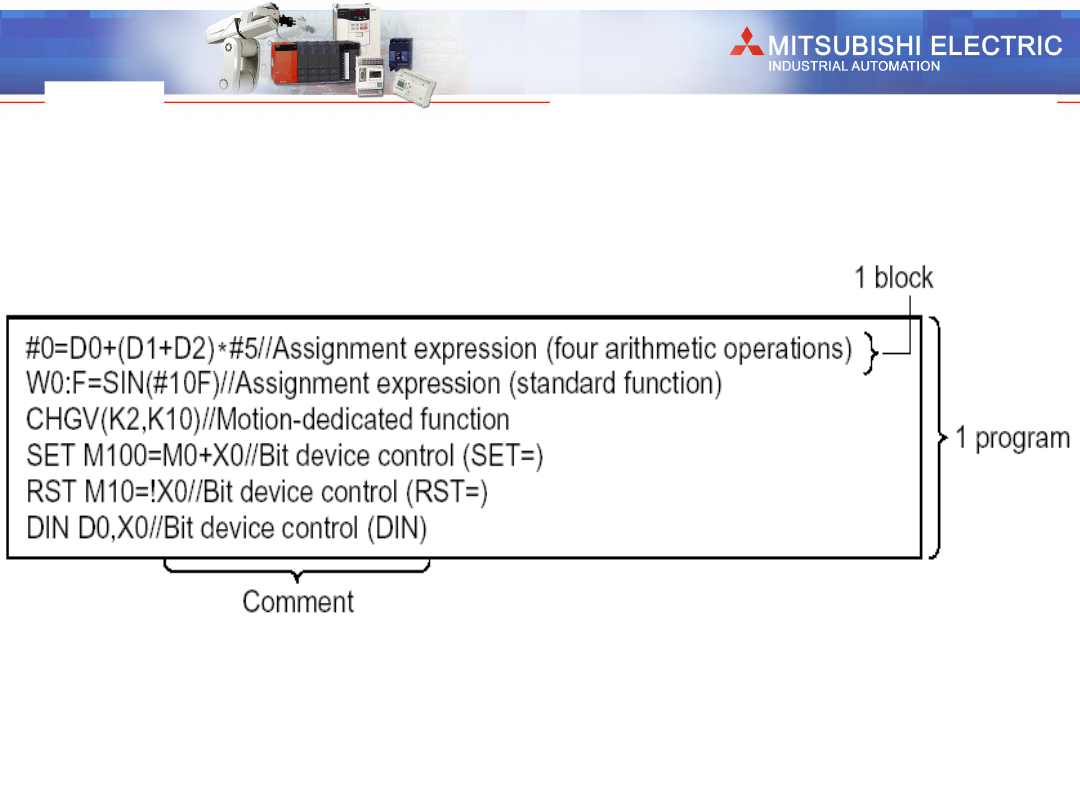
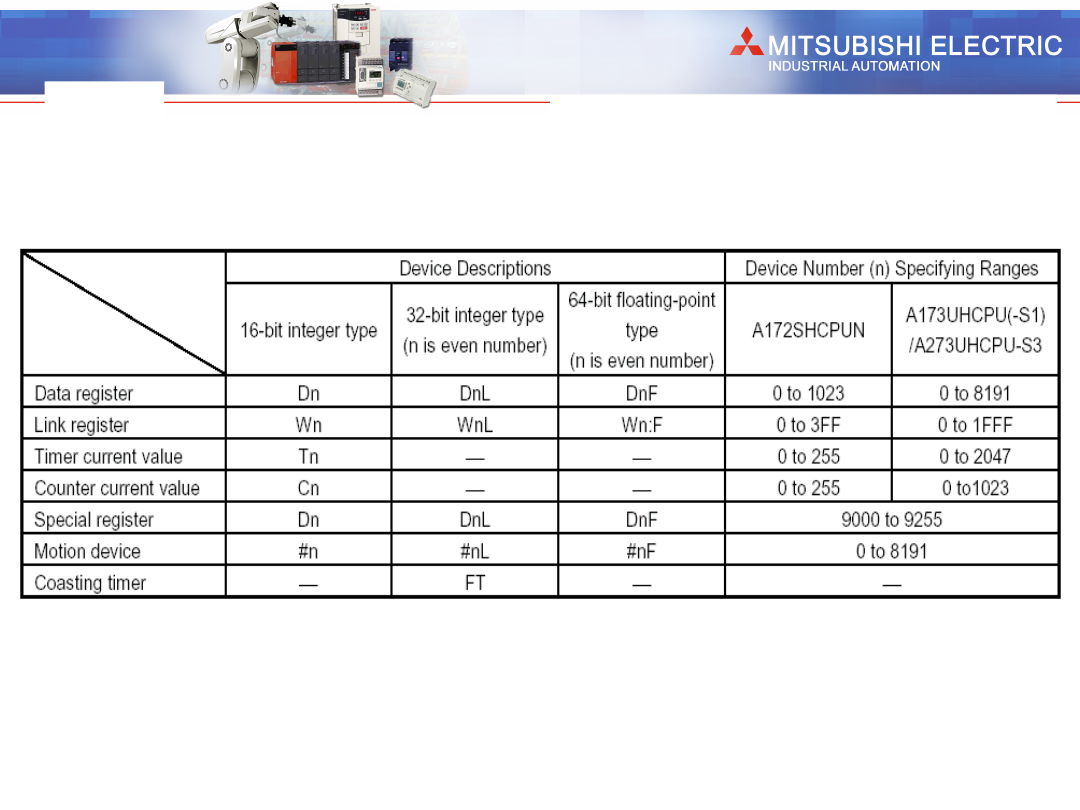
Specyfikacje komórek w formacie
Specyfikacje komórek w formacie
słów
słów
Industrial Automation
System
System
Q
Q
Page 89
Specyfikacje komórek bitowych
Specyfikacje komórek bitowych
Industrial Automation
System
System
Q
Q
Page 90
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 91
Kroki
Kroki
SFC
SFC
Wywołuje /uruchamia program SFC
o podanej nazwie
Zatrzymuje program SFC o podanej
nazwie
Industrial Automation
System
System
Q
Q
Page 92
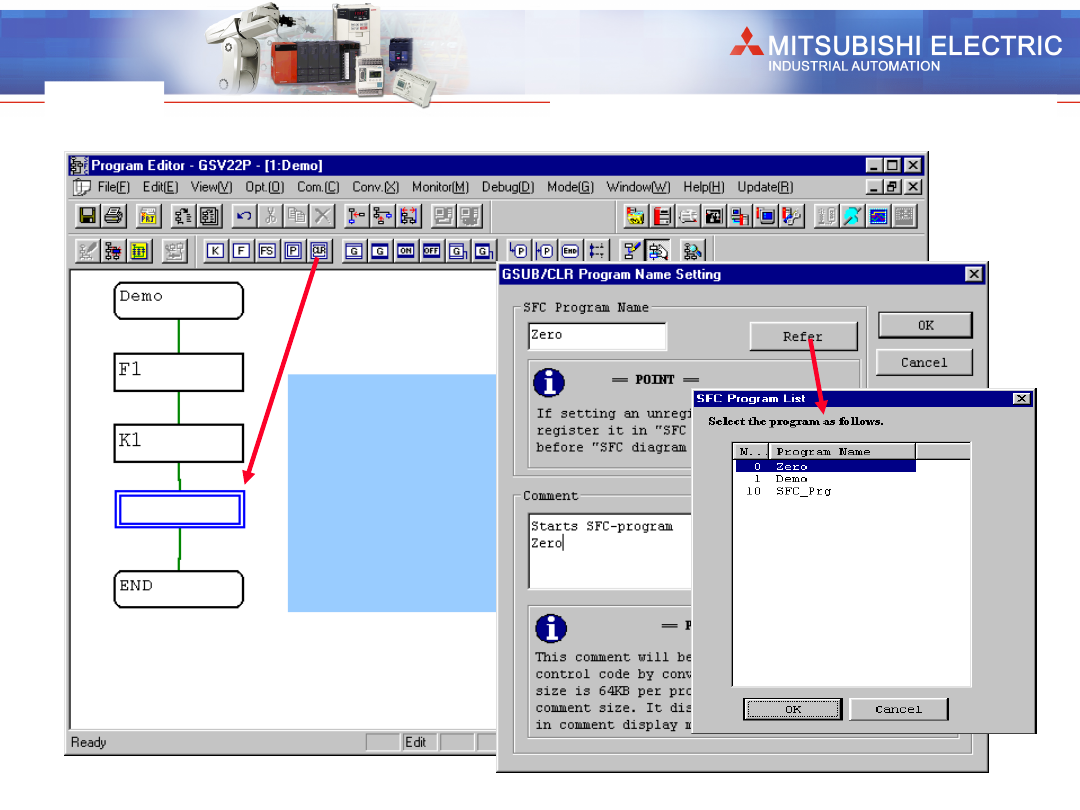
Wywołanie
podprogramu
Należy dwa
razy nacisnąć
aby otworzyć
nowe okno
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 93
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 94
Warunki przejścia SFC
Warunki przejścia SFC
Gdy warunek przejścia poprzedzony jest
przez krok sterujący ruchem, następuje
przejście do następnego kroku bez
oczekiwania na zakończenie ruchu gdy
spełniony zostanie warunek Gn (G0 do
G4095). Gdy warunek przejścia
poprzedzony jest przez krok sterujący
operacjami następuje przejście do
następnego bloku gdy spełniony
zostanie warunek ale po wykonaniu
operacji. Gdy
warunek przejścia poprzedzony jest
przez wywołanie podprogramu,
następuje przejście do następnego
kroku bez oczekiwania na zakończenie
podprogramu gdy spełniony zostanie
warunek
Gdy warunek przejścia poprzedzony jest
przez krok sterujący ruchem, następuje
przejście do następnego kroku po
zakończenie ruchu gdy spełniony
zostanie warunek Gn (G0 do G4095).
Gdy warunek przejścia
poprzedzony jest przez krok sterujący
operacjami następuje przejście do
następnego bloku gdy spełniony
zostanie warunek ale po wykonaniu
operacji. (to samo co dla Shift)
Gdy warunek przejścia
poprzedzony jest przez wywołanie
podprogramu, następuje przejście do
następnego kroku po zakończeniu
podprogramu gdy spełniony zostanie
warunek
Industrial Automation
System
System
Q
Q
Page 95
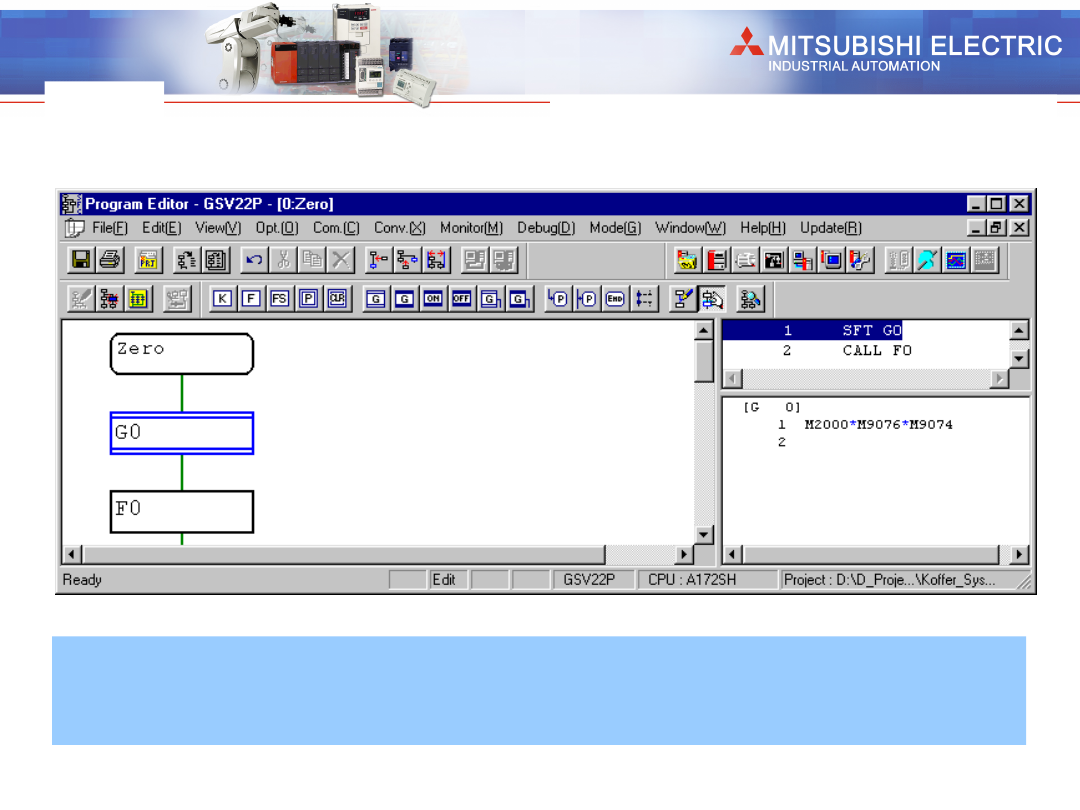
Warunek przejścia G0 zostaje spełniony gdy załączone są wszystkie
M2000 & M9076 &M9074, system nie sprawdza czy system jest w
ruchu czy nie.
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 96
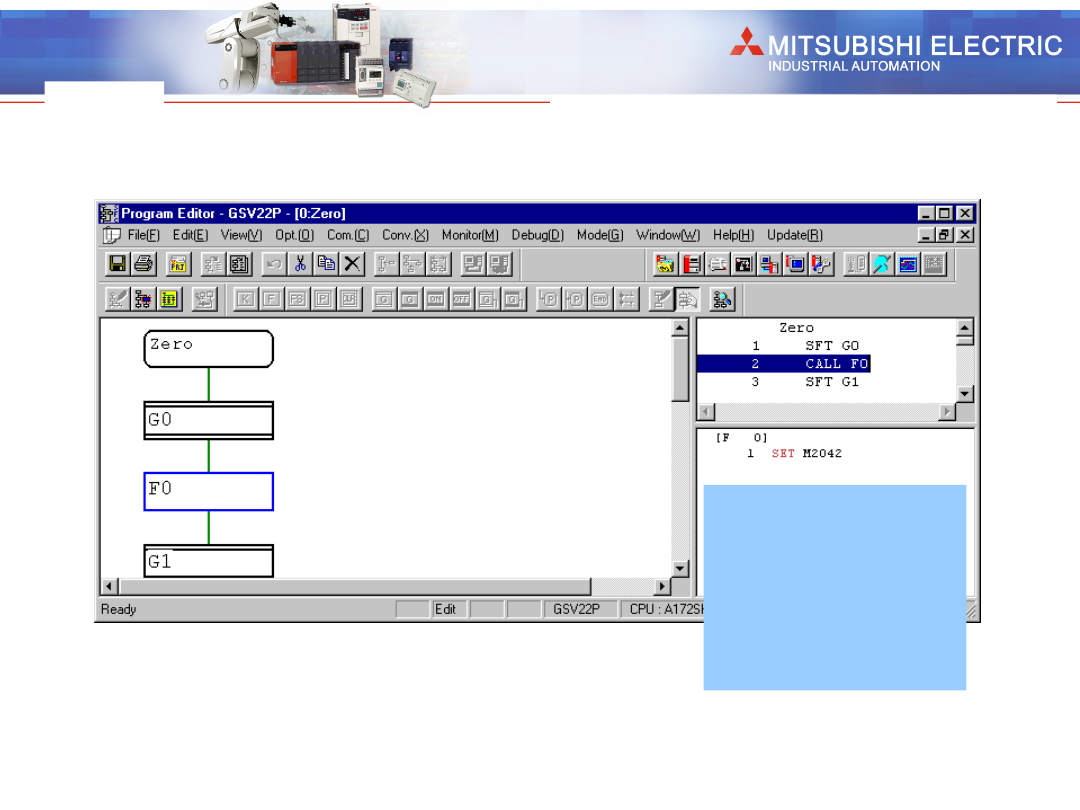
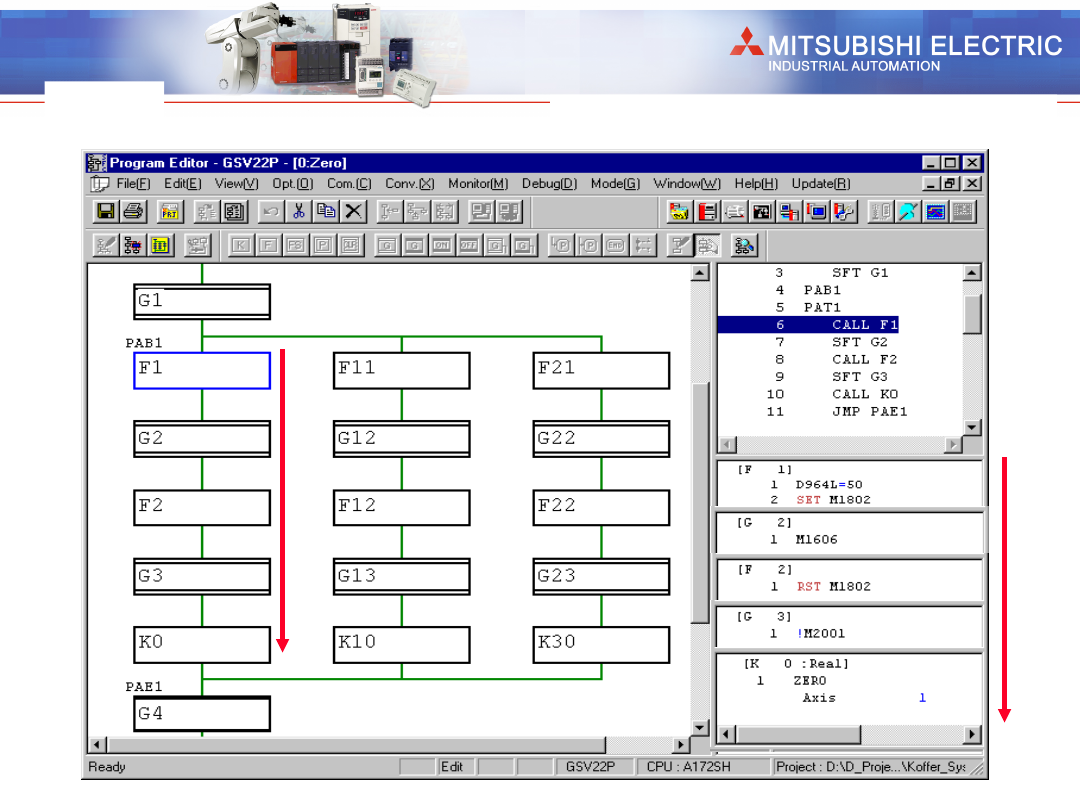
F0: w programie
zawarta jest
instrukcja
załączenia
momentu na
wszystkich osiach
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 97
Jog forward
Zerro pass
Stop jog f.
Movement compl.
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 98
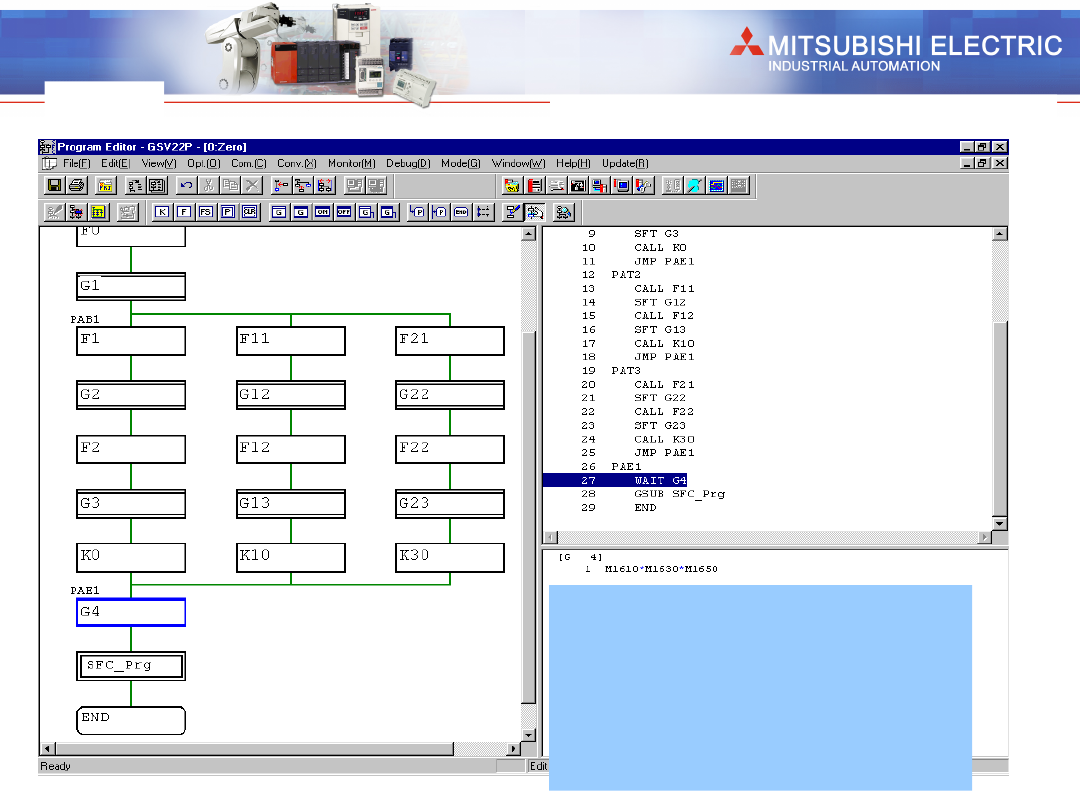
G4 sprawdza czy wszystkie 3
osie zakończyły powrót do
punktu zero i oczekuje za
zakończenie ruchu przed
wywołaniem podprogramu
SFC_Prg
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 99
Warunki przejścia
Warunki przejścia
SFC
SFC
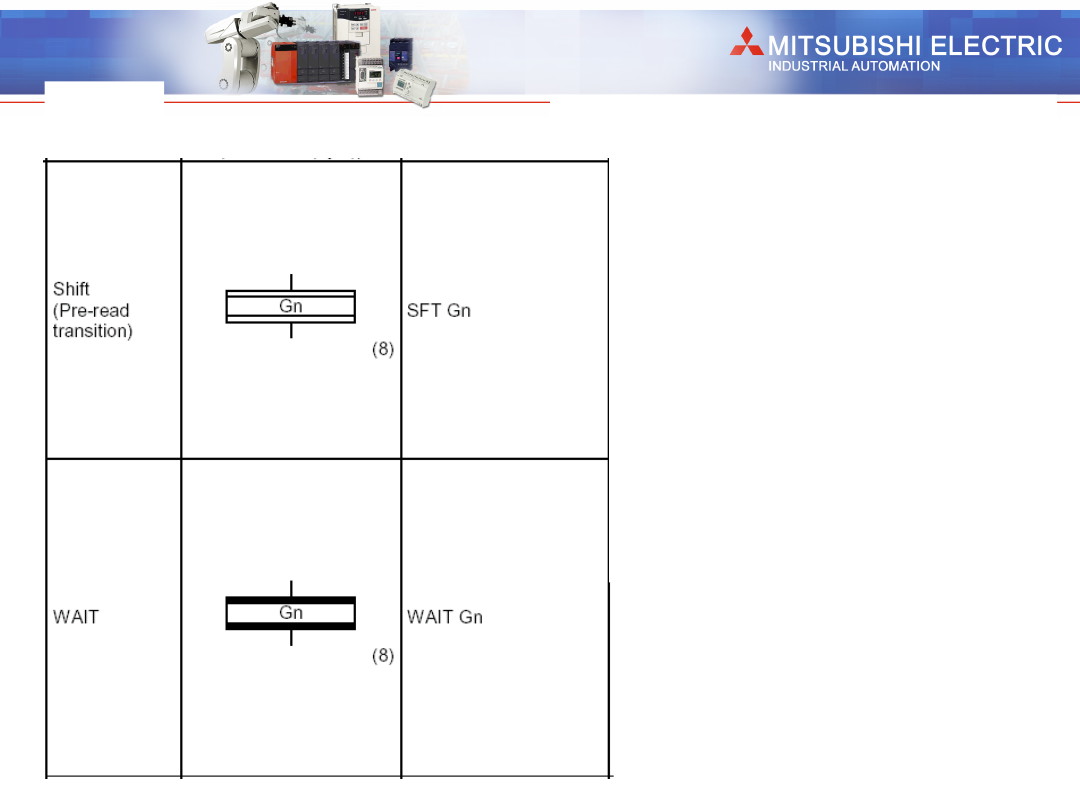
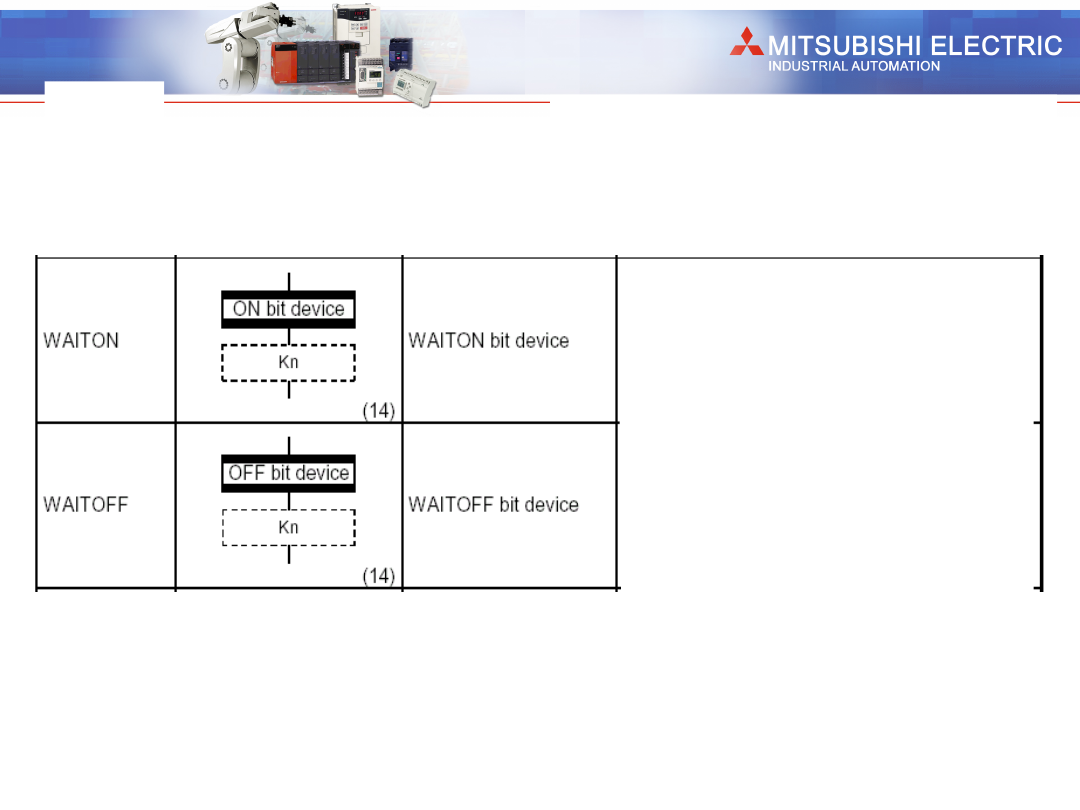
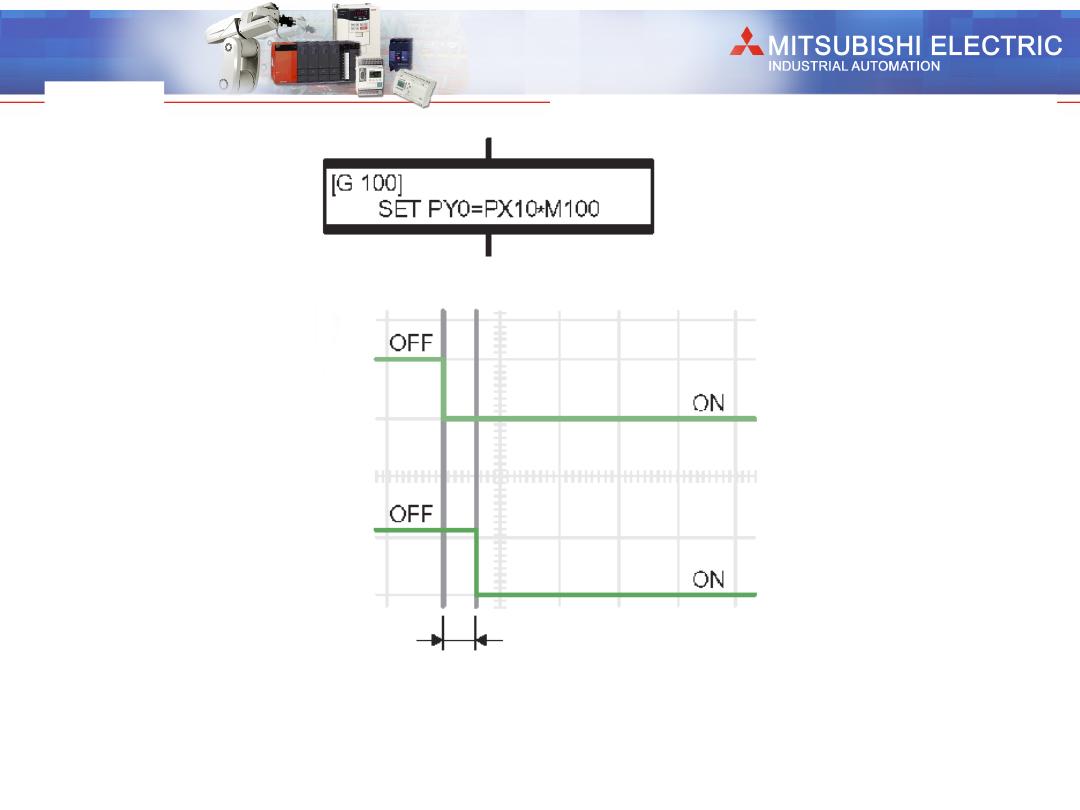
Przygotowanie do wystartowania
następnego kroku sterującego ruchem
i gdy załączy się wyspecyfikowana
komórka bitowa-natychmiastowe
wykonanie komendy. Należy zawsze
łączyć ten warunek z krokiem
sterującym ruchem jeden do jednego
Przygotowanie do wystartowania
następnego kroku sterującego ruchem
i gdy wyłączy się wyspecyfikowana
komórka bitowa-natychmiastowe
wykonanie komendy. Należy zawsze
łączyć ten warunek z krokiem
sterującym ruchem jeden do jednego
Industrial Automation
System
System
Q
Q
Page 100
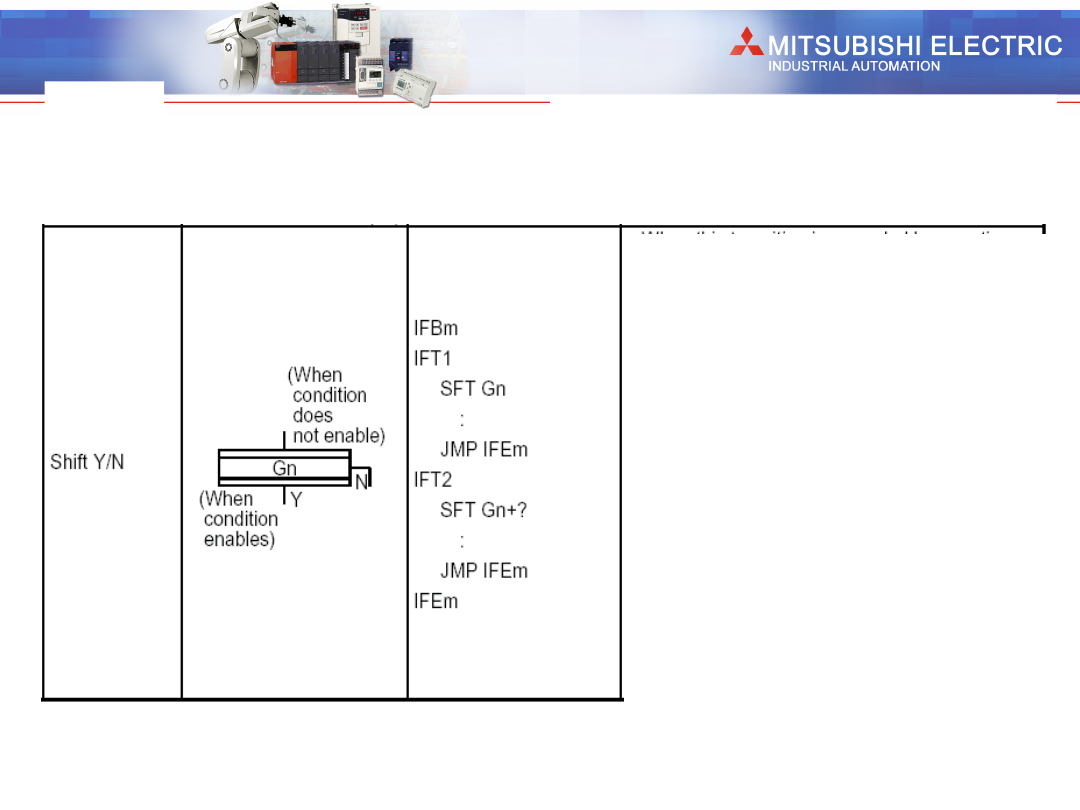
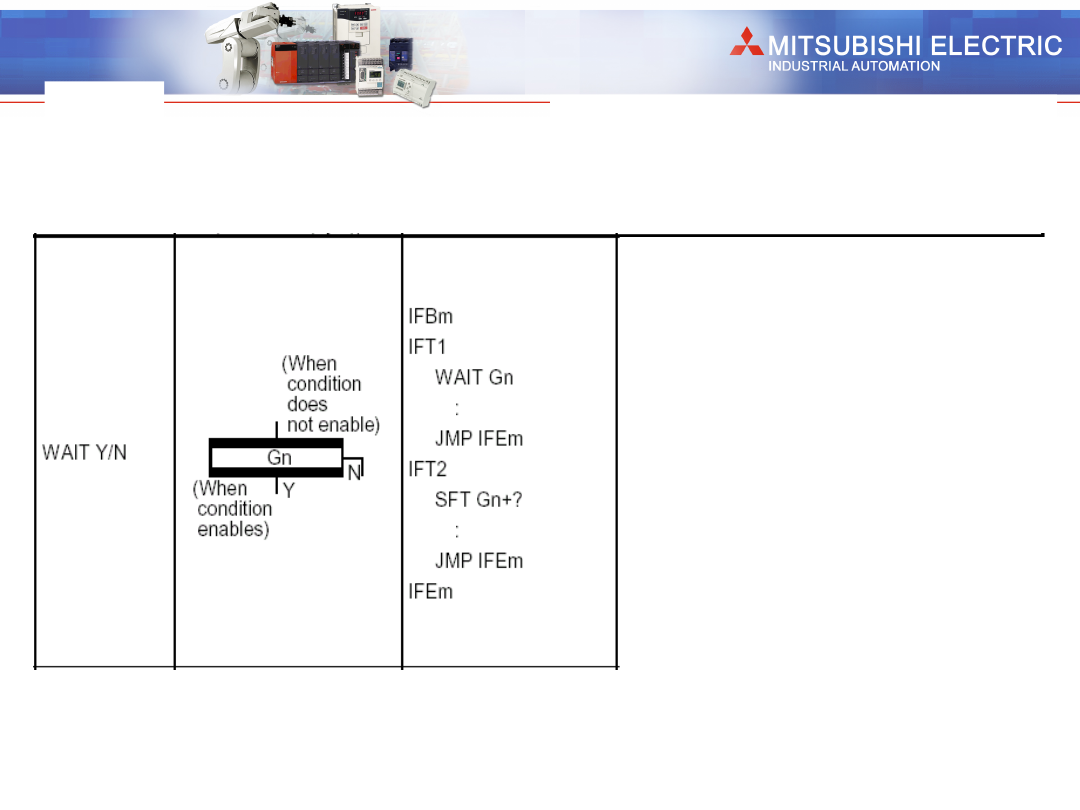
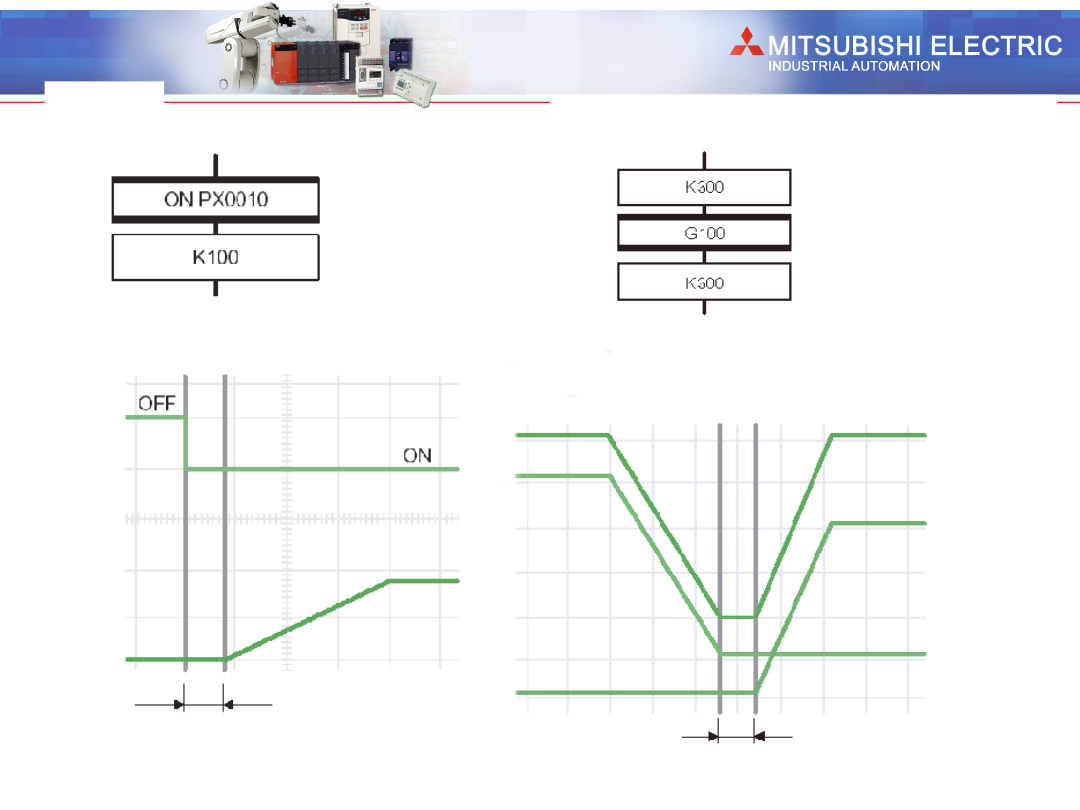
Warunki przejścia SFC
Warunki przejścia SFC
Gdy warunek przejścia poprzedzony jest
przez krok sterujący ruchem, następuje
przejście do następnego kroku bez
oczekiwania na zakończenie ruchu gdy
spełniony zostanie warunek Gn (G0 do
G4095) lub przejście do bloku
podłączonego po prawej gdy warunek
nie jest spełniony. Gdy warunek
przejścia poprzedzony jest przez krok
sterujący operacjami następuje przejście
do następnego bloku gdy spełniony
zostanie warunek ale po wykonaniu
operacji lub przejście do bloku
podłączonego po prawej gdy warunek
nie jest spełniony.
Gdy warunek przejścia
poprzedzony jest przez wywołanie
podprogramu, następuje przejście do
następnego kroku bez oczekiwania na
zakończenie podprogramu gdy
spełniony zostanie warunek lub
przejście do bloku podłączonego po
prawej gdy warunek nie jest spełniony.
Industrial Automation
System
System
Q
Q
Page 101
Warunki przejścia SFC
Warunki przejścia SFC
Gdy warunek przejścia poprzedzony jest
przez krok sterujący ruchem, następuje
przejście do następnego kroku po
zakończeniu ruchu gdy spełniony
zostanie warunek Gn (G0 do G4095) lub
przejście do bloku podłączonego po
prawej gdy warunek nie jest spełniony.
Gdy warunek
przejścia poprzedzony jest przez krok
sterujący operacjami następuje przejście
do następnego bloku gdy spełniony
zostanie warunek ale po wykonaniu
operacji lub przejście do bloku
podłączonego po prawej gdy warunek
nie jest spełniony (to samo co dla Shift).
Gdy warunek przejścia
poprzedzony jest przez wywołanie
podprogramu, następuje przejście do
następnego kroku po zakończenie
podprogramu gdy spełniony zostanie
warunek lub przejście do bloku
podłączonego po prawej gdy warunek
nie jest spełniony.
Industrial Automation
System
System
Q
Q
Page 102
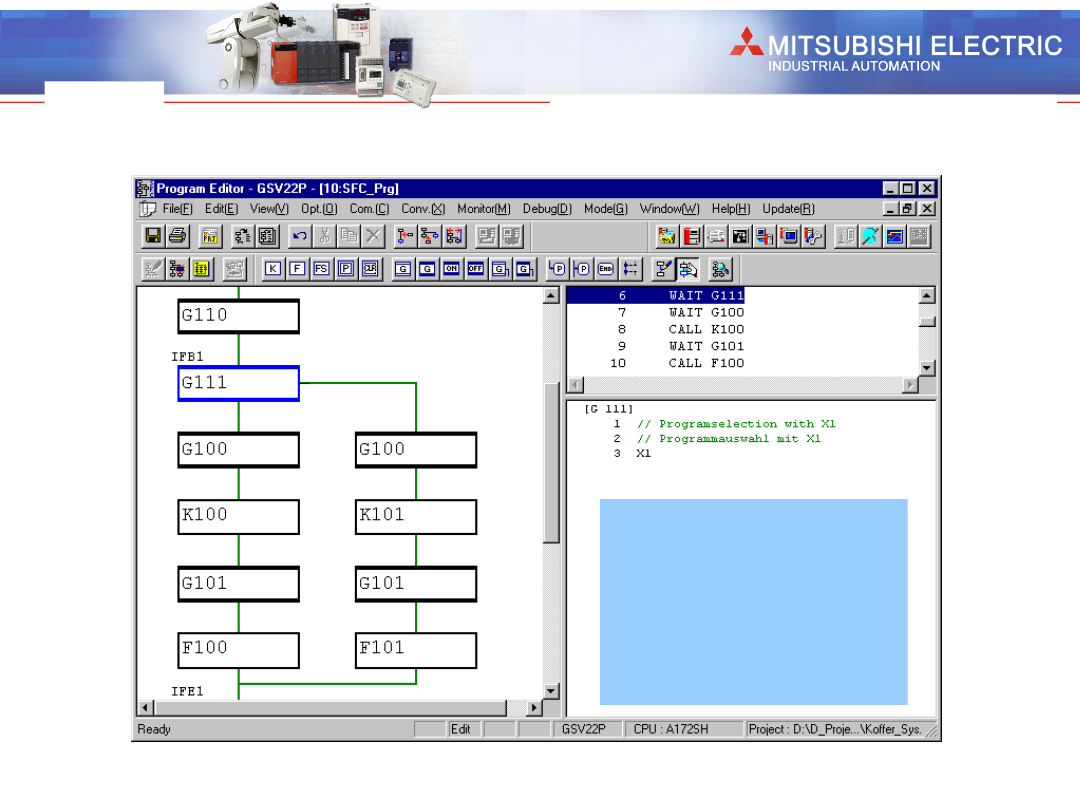
W tym przypadku
wykonanie ruchu osi
musi zostać
wykonane zanim
G111 stanie się
aktywne
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 103
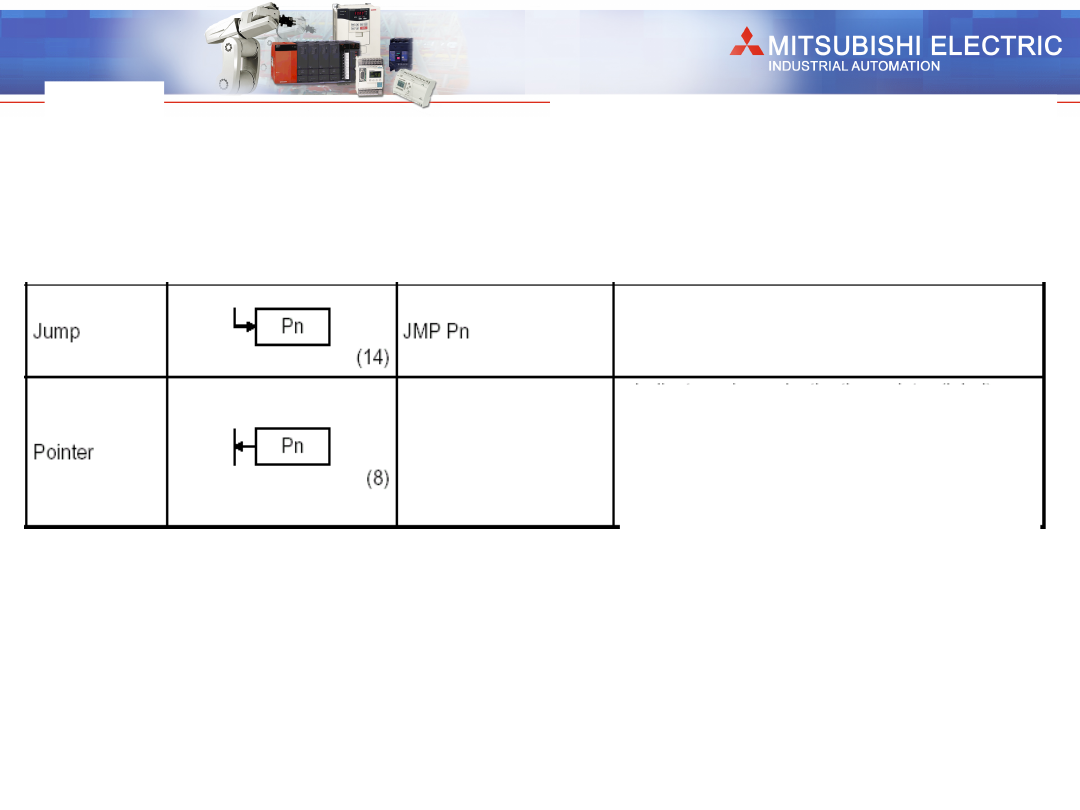
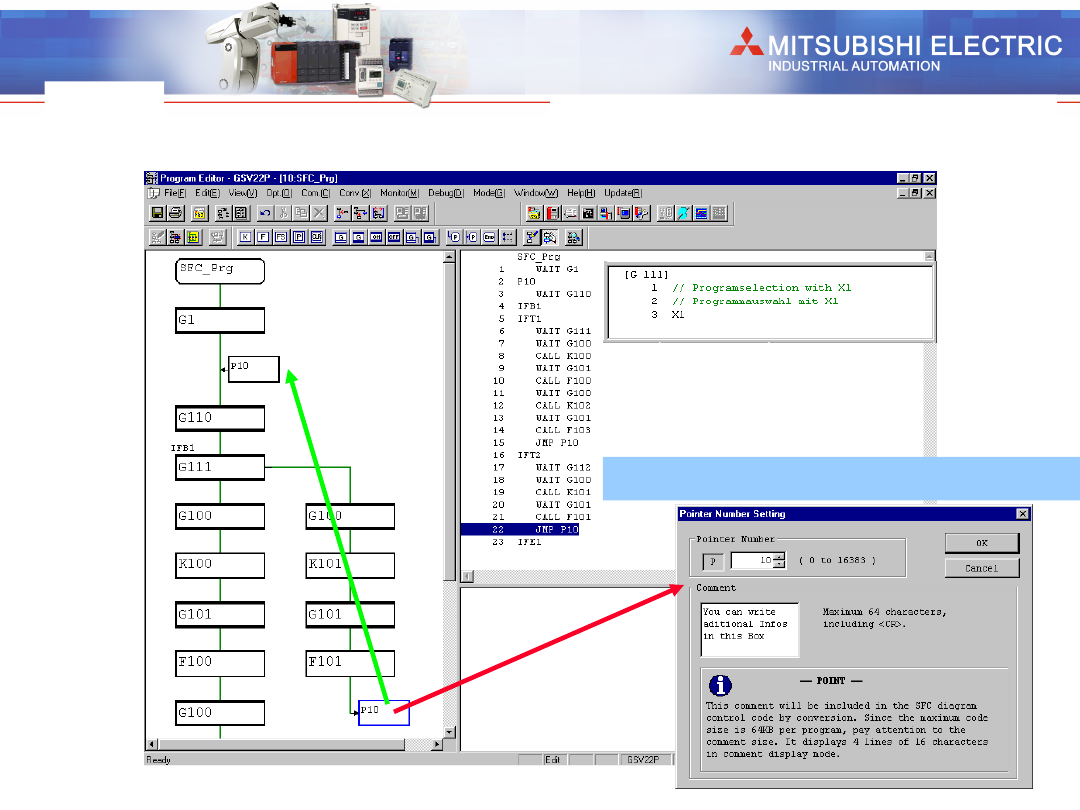
Skoki
Skoki
SFC
SFC
Następuje skok do podanego wskaźnika
Pn(P0 do P16383) w ramach jednego
programu.
Wskazuje miejsce skoku
wskaźnika(etykietę) Wskaźnik może
zostać ustawiony w kroku, warunku
przejścia, rozgałęzieniu
P0 do P16383 mogą zostać ustawione
w ramach jednego programu. Te same
numery mogą być użyte w innych
programach
Industrial Automation
System
System
Q
Q
Page 104
Można użyć do 16384 znaczników !
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 105
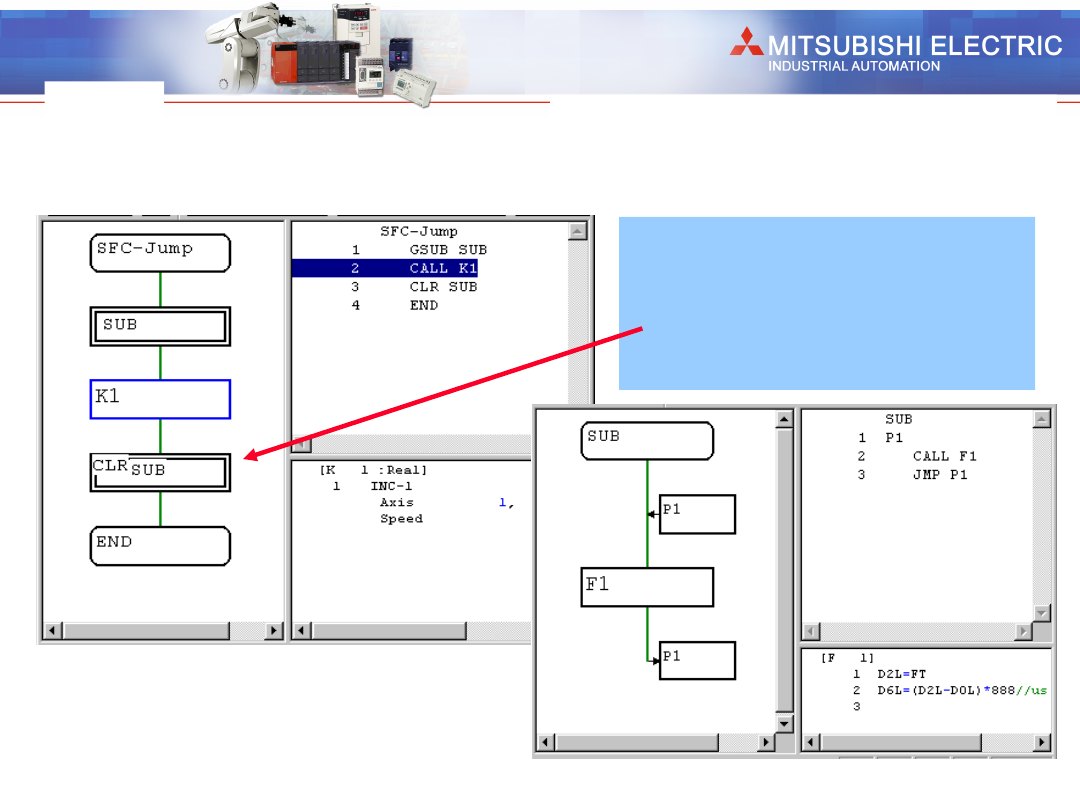
Gdy wywoływany jest
program z pętlą w środku
należy upewnić się, że
podprogram zostanie
zatrzymany funkcją CLR
Programowanie
Programowanie
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 106
Czas reakcji szybkiego sygnału
Czas reakcji szybkiego sygnału
Wejścia
Wejścia
Q173: ~3 ms
A172SH: ~20 ms
Industrial Automation
System
System
Q
Q
Page 107
Czasy reakcji w programie
Czasy reakcji w programie
SFC
SFC
Q173: 1.1 ms ~ 1.6 ms
A172SH: ~20 ms
Q173: ~5.5 ms
A172SH: ~30ms
Industrial Automation
System
System
Q
Q
Page 108
1. Start automatyczny:
Start automatyczny odbywa się przez załączenie flagi PLC Gotowy
M2000 na ON.
2. Start z programu SFC:
Start odbywa się przez wykonanie wywołania podprogramu
(kroku start) w programie SFC.
3. Start z programu PLC:
Program SFC może być wystartowany przez wykonanie instrukcji
SFCS w programie PLC.
Wywołanie programu
Wywołanie programu
SFC
SFC
Industrial Automation
System
System
Q
Q
Page 109
S.SFCS (n1) (n2) (d1) (d2)
SP.SFCS (n1) (n2) (d1) (d2)
(n1):
Numer CPU Ruchu [16 Bit INT] CPU 2 = 3E1, CPU 3 = 3E2, CPU 4 = 3E3
(n2):
Numer programu SFC Ruchu [16 Bit INT]
(d1):
Blok stanu [2 Bit BOOL]
(d1+0) : Start programu SFC bez błędu
(d1+1) : Start programu SFC z błędem
(d2):
Słowo stanu [16 Bit INT]
Wywołanie Programu SFC Ruchu
K10
START
END
Q-Ruchu
SFC Ruchu
S(P).SFCS
Q-CPU
G10
Instrukcja
Instrukcja
SFCS
SFCS
Industrial Automation
System
System
Q
Q
Page 110
S.GINT (n1) (n2)
SP.GINT (n1) (n2)
(n1):
Numer CPU Ruchu [16 Bit INT] CPU 2 = 3E1, CPU 3 = 3E2, CPU 4 = 3E3
(n2):
Numer przerwania [16 Bit INT]
Wywołanie innych programów przerwań CP
F10
START
END
Q-Ruchu
Interrupt SFC prog.
S(P).GINT
Q-CPU
Instrukcja
Instrukcja
GINT
GINT
Industrial Automation
System
System
Q
Q
Page 111
Wpisywanie danych komórek Q-CPU do komórek Q-Ruchu
Komórki pamięci
Q-Ruchu
S(P).DDWR
Q-CPU
Komórki pamięci
Czytanie
komórek pamięci
Wpisywanie
do komórek
pamięci
S.DDWR (n1) (s1) (s2) (d1) (d2)
SP.DDWR (n1) (s1) (s2) (d1) (d2)
(n1):
Numer CPU Ruchu [16 Bit INT] CPU 2 = 3E1, CPU 3 = 3E2, CPU 4 = 3E3
(s1):
Obszar sterowania [2*16 Bit INT]
(s1+0) : Stan =0 bez błędu, >0 kod błędu
(s1+1) : Liczba komórek
(s2):
Pierwsza komórka Q-CPU [n * 16 Bit INT]
(d1):
Pierwsza komórka Q-Ruchu CPU [n * 16 Bit INT]
(d2):
Blok stanu [2 Bit BOOL] (d2+0) : Wpisanie zakończone
(d2+1) : Wpisanie z błędem
Instrukcja
Instrukcja
DDWR
DDWR
Industrial Automation
System
System
Q
Q
Page 112
Komórki pamięci
Q-Motion
S(P).DDRD
Q-CPU
Komórki pamięci
Wpisywanie
do komórek
pamięci
Czytanie
komórek
pamięci
Czytanie danych komórek Q-Ruchu do komórek Q-CPU
S.DDRD (n1) (s1) (s2) (d1) (d2)
SP.DDRD (n1) (s1) (s2) (d1) (d2)
(n1):
Numer CPU-Ruchu [16 Bit INT] CPU 2 = 3E1, CPU 3 = 3E2, CPU 4 = 3E3
(s1): Obszar sterowania [2*16 Bit INT] (s1+0) : Status =0 bez błędu, >0 kod błędu
(s1+1) : Liczba komórek
(s2):
Pierwsza komórka Q-CPU [n * 16 Bit INT]
(d1):
Pierwsza komórka Q-RuchuCPU [n * 16 Bit INT]
(d2):
Blok stanu [2 Bit BOOL]
(d2+0) : Czytanie zakończone
(d2+1) : Czytanie z błędem
Instrukcja
Instrukcja
DDRD
DDRD
Industrial Automation
System
System
Q
Q
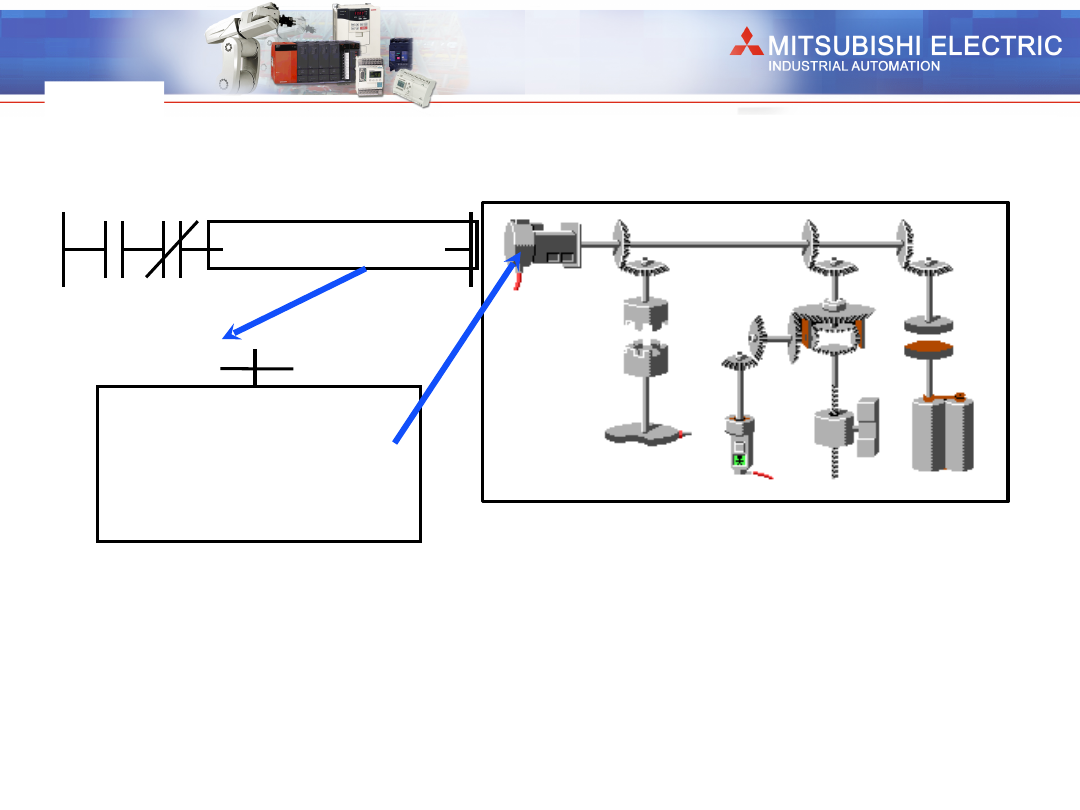
Page 113
Wirtualne Serwo 1
Sprzęgło
Przenośnik
Krzywe CAM
Tryb Wirtualny(SV22)
Tryb Wirtualny(SV22)
Industrial Automation
System
System
Q
Q
Page 114
SVST J1 K2000
M2001
M1
ABS-1
Axis
1,
100000
Speed
1000
<K2000>
Virtual
Serwosilnik może być sterowany jednocześnie z innymi
silnikami, zgodnie z zadaniami sterowania innych silników.
Dzięki użyciu języka odwzorowania mechanizmów, można
zrealizować synchroniczne zadania sterowania, takie jak
przekładnie, sprzęgła i krzywki elektroniczne.
Automat
Automat
yczna synchronizacja
yczna synchronizacja
SV22
SV22
(
(
Tryb Wirtualny
Tryb Wirtualny
)
)
Industrial Automation
System
System
Q
Q
Page 115
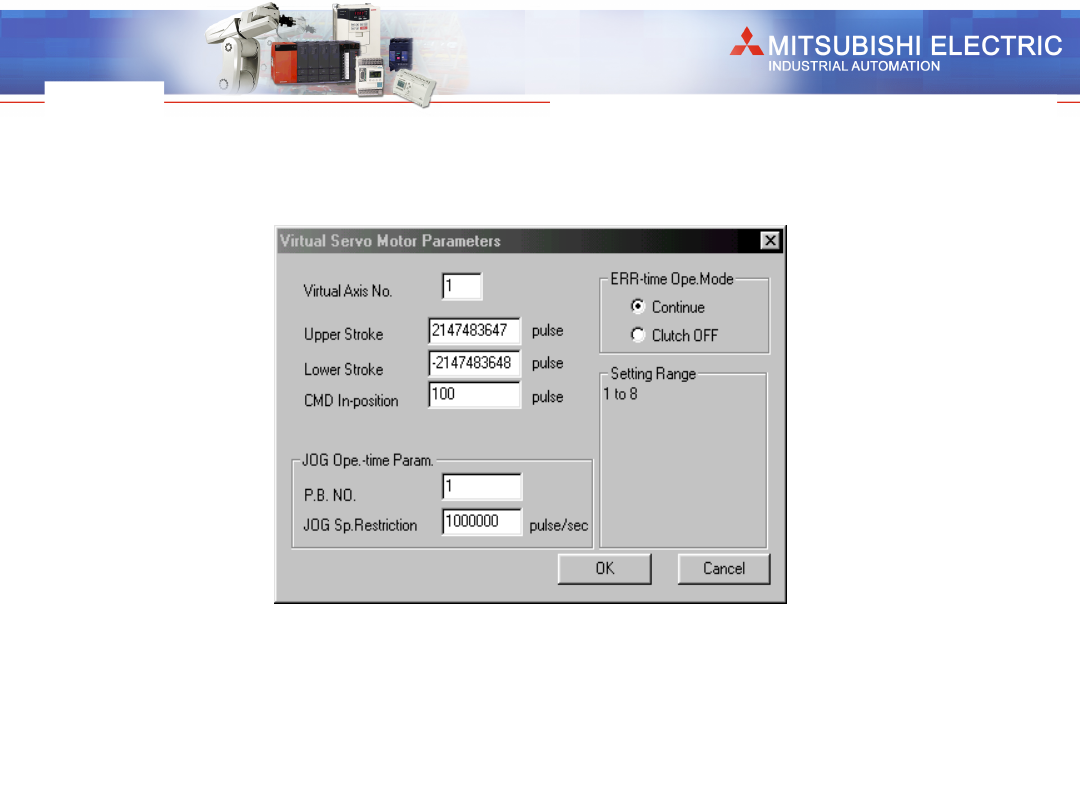
Oś w
Oś w
irtual
irtual
na
na
1
1
Industrial Automation
System
System
Q
Q
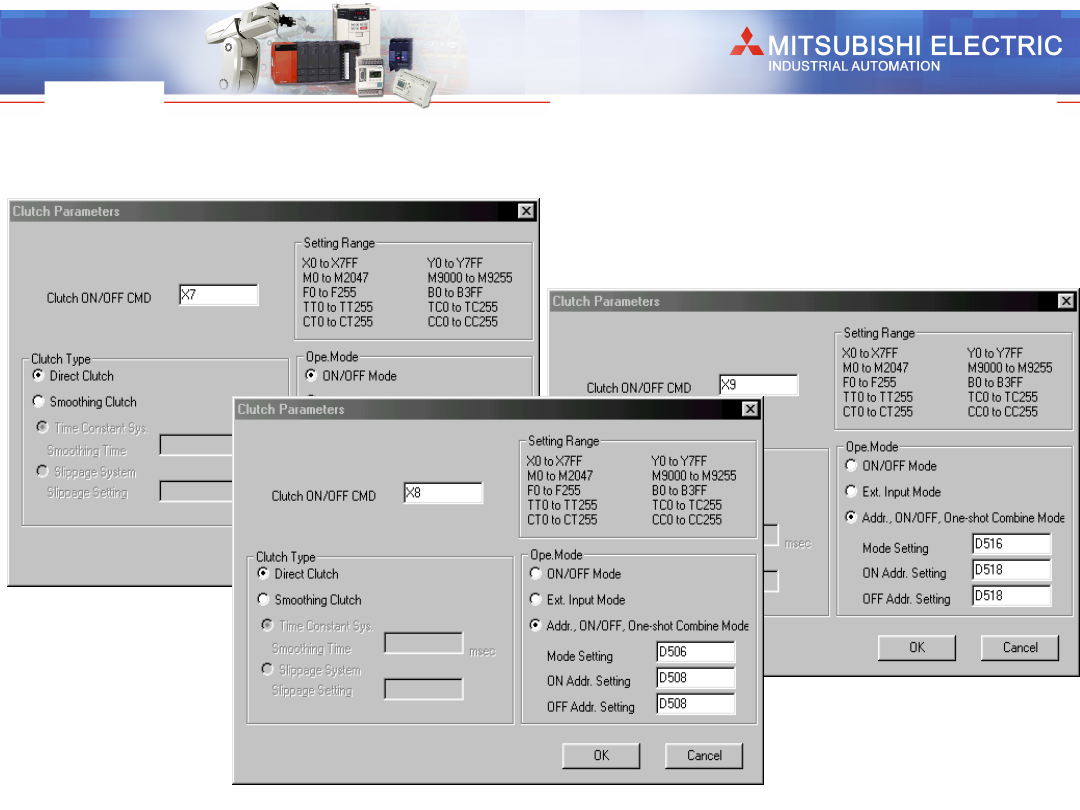
Page 116
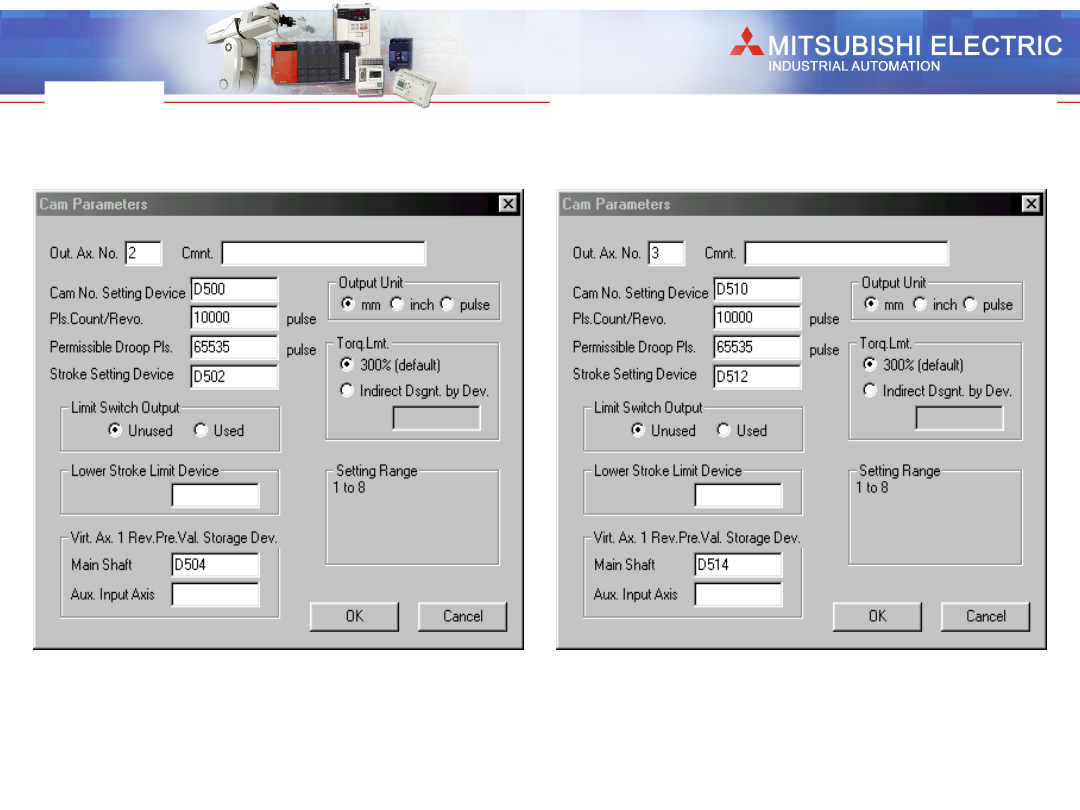
Parametry sprzęgła
Parametry sprzęgła
1 & 2 & 3
1 & 2 & 3
Industrial Automation
System
System
Q
Q
Page 117
Przenośnik
Przenośnik
Industrial Automation
System
System
Q
Q
Page 118
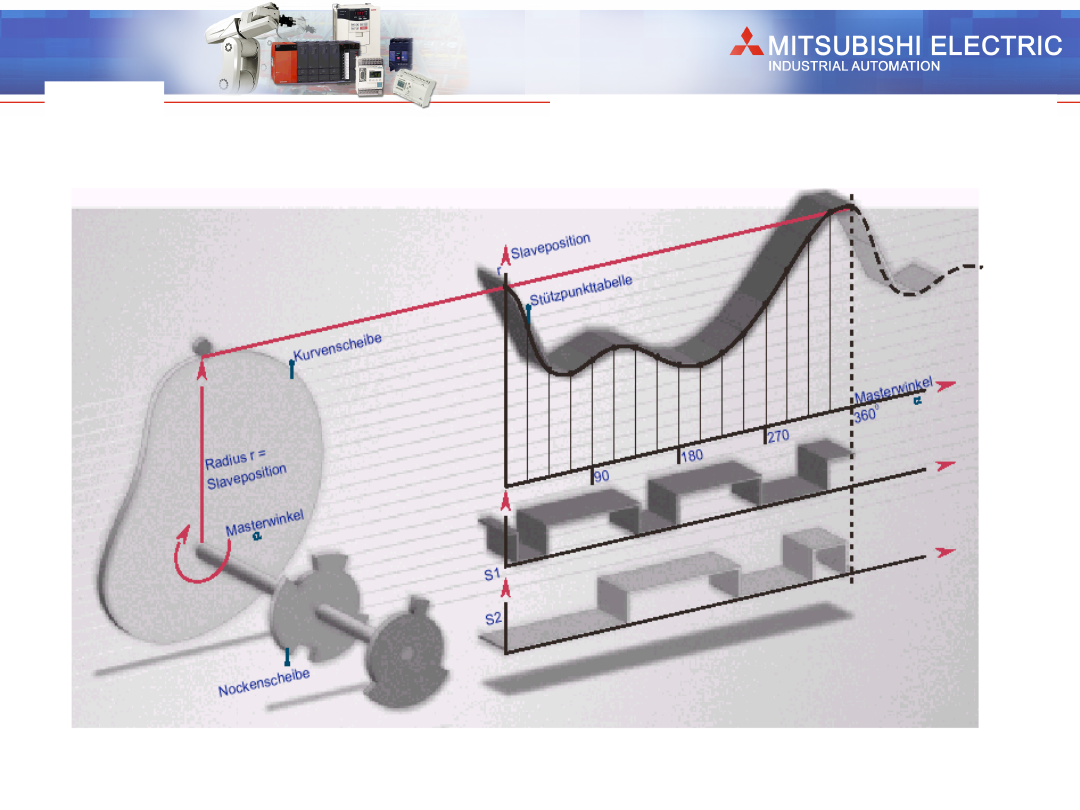
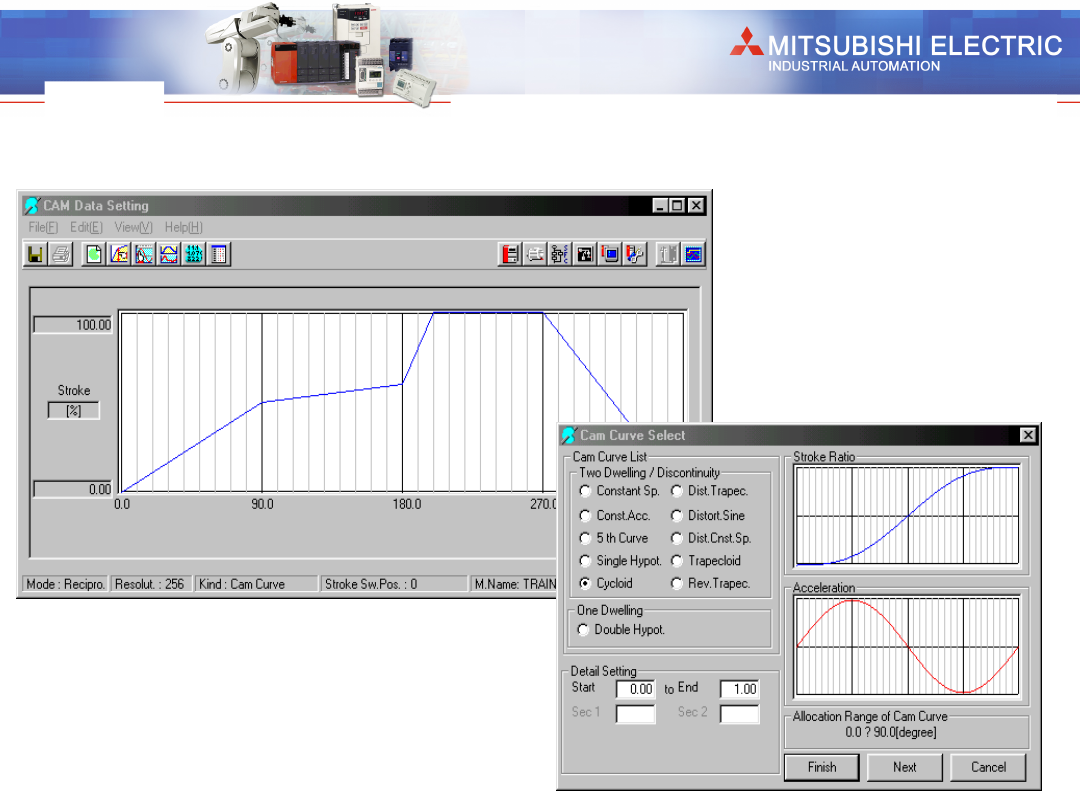
Krzywe CAM
Krzywe CAM

Industrial Automation
System
System
Q
Q
Page 119
• Rozdzielczość na cykl 256, 512, 1024, 2048
• Max. liczba Krzywych CAM to 256
• Zmiany Krzywych CAM online w trakcie pracy
• Krzywe CAM mogą być projektowane przy pomocy pakietów
oprogramowania w PC i następnie wgrywane do PLC
• 8 wyjść przełączników krańcowych na jedną oś
Krzywe CAM
Krzywe CAM
Industrial Automation
System
System
Q
Q
Page 120
Krzywe CAM
Krzywe CAM
Industrial Automation
System
System
Q
Q
Page 121
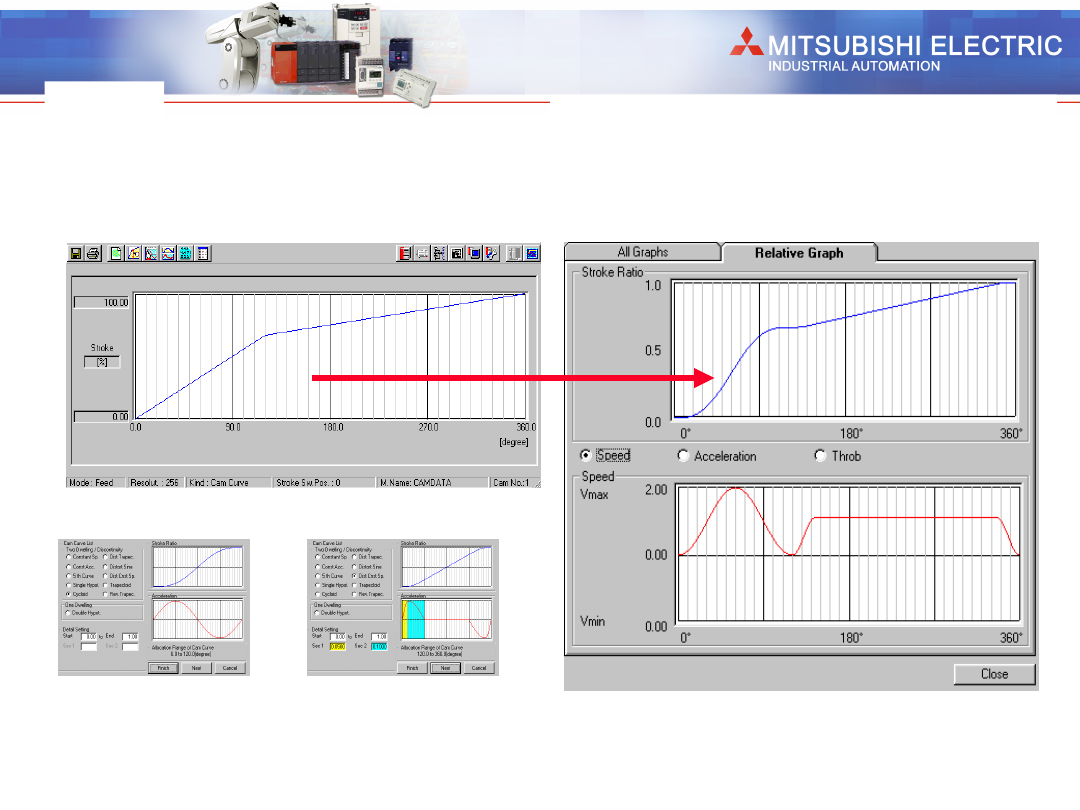
Krzywe
Krzywe
posuwu
posuwu
CAM
CAM
Industrial Automation
System
System
Q
Q
Page 122
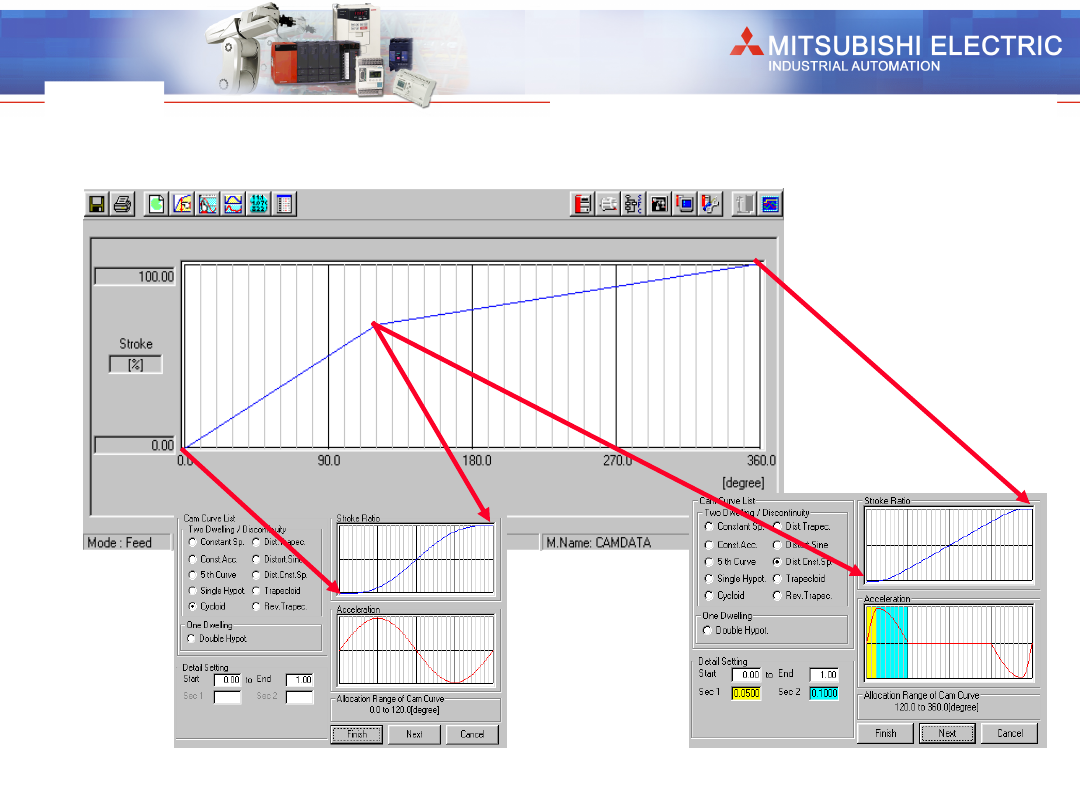
Oprogramowanie do projektowania
Oprogramowanie do projektowania
Krzyw
Krzyw
ych
ych
CAM
CAM
Industrial Automation
System
System
Q
Q
Page 123
Krzywe CAM
Krzywe CAM
1 & 2
1 & 2
Industrial Automation
System
System
Q
Q
Page 124
Program PLC (
Program PLC (
Tryb Wirtualny
Tryb Wirtualny
)
)
Industrial Automation
System
System
Q
Q
Page 125
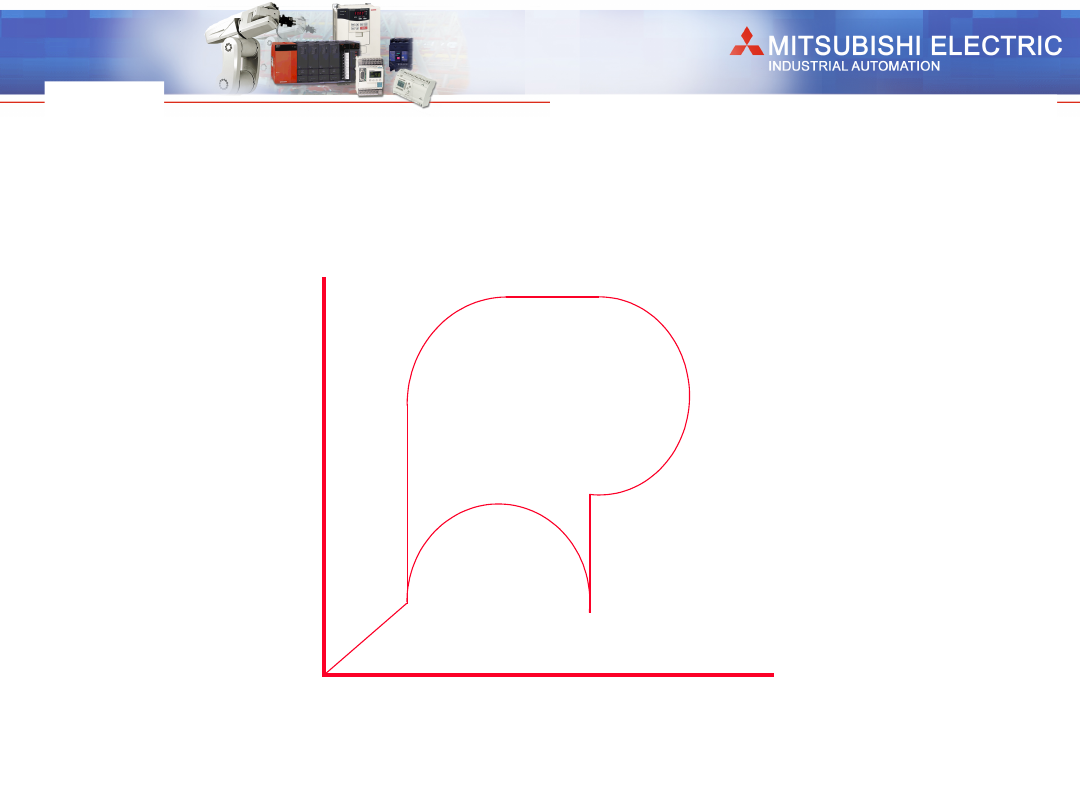
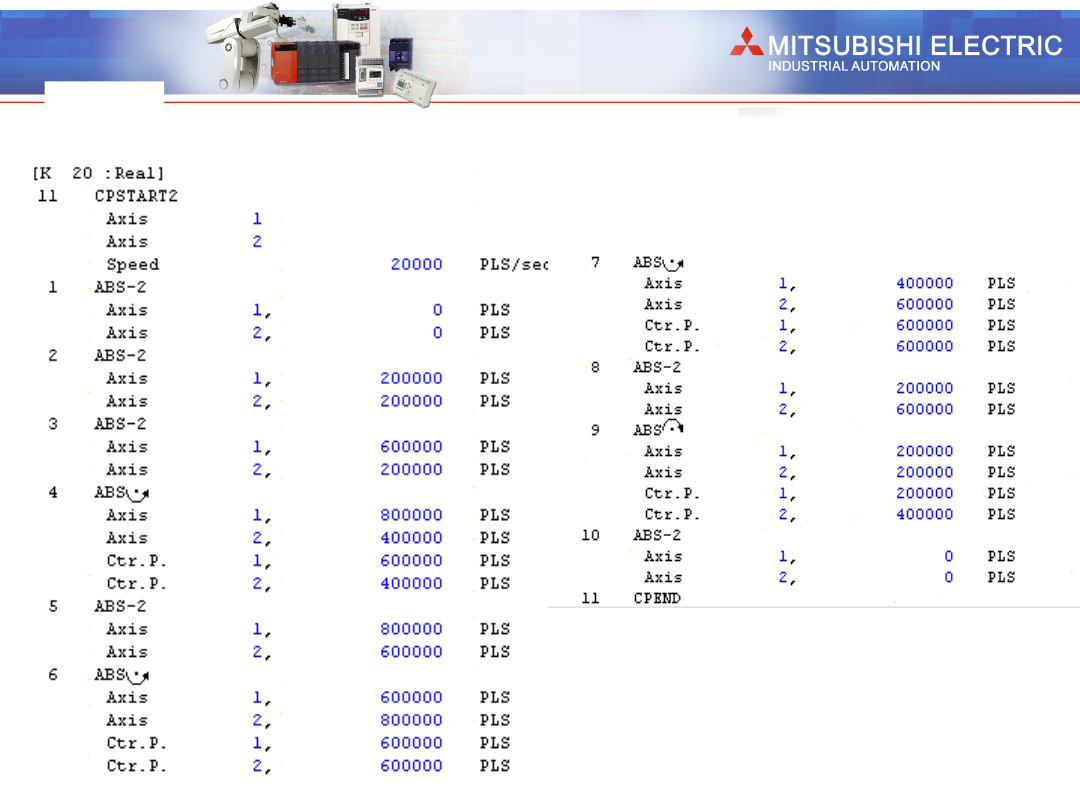
P1: 200.000 /
200.000
P2: 600.000 /
200.000
P2‘ 600.000 /
400.000
P3: 800.000 /
400.000
P4: 800.000 /
600.000
P4‘ 600.000 /
600.000
P5: 600.000 /
800.000
P6: 400.000 /
600.000
P7: 200.000 /
600.000
P7‘ 200.000 /
400.000
P8: 400.000 /
400.000
P9: 200.000 /
200.000
P1
P9
P2
P3
P4
P5
P6
P7
P8
X
P2‘
X
P4‘
X
P7‘
Oś 1
Oś 2
Program
Program
DEMO
DEMO
Industrial Automation
System
System
Q
Q
Page 126
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
- Slide 90
- Slide 91
- Slide 92
- Slide 93
- Slide 94
- Slide 95
- Slide 96
- Slide 97
- Slide 98
- Slide 99
- Slide 100
- Slide 101
- Slide 102
- Slide 103
- Slide 104
- Slide 105
- Slide 106
- Slide 107
- Slide 108
- Slide 109
- Slide 110
- Slide 111
- Slide 112
- Slide 113
- Slide 114
- Slide 115
- Slide 116
- Slide 117
- Slide 118
- Slide 119
- Slide 120
- Slide 121
- Slide 122
- Slide 123
- Slide 124
- Slide 125
- Slide 126
Wyszukiwarka
Podobne podstrony:
przyrządy pomiarowe po polsku, nowe 23-11
Czytaj po polsku T 11 Slawomir Mrozek Nocny ekspres Materialy pomocnicze do nauki jezyka polskiego j
2011 11 28 Seks po Polsku
PO wyk07 v1
Glowinski Nowomowa po polsku
11 2003 51 52
Litania do Wszystkich Świętych po polsku, W dogmacie wiary
Krupnik po polsku, Zupy
Czas na Gwardię Narodową po polsku
Po prostu CorelDRAW 11 ppco11
1452929 2200SRM0679 (11 2003) UK EN
instrukcja obsługi elektrycznej maszynki do strzyżenia włosów Philips QC 5053, QC 5050, QC 5010 po p
Fedorov po polsku (2)
Marks, który schodzi jak ciepłe bułeczki Głośny 'Kapitał w XXI wieku' już po polsku
chung po polsku! grzbiet
chung po polsku! kończyna gorna wowow
więcej podobnych podstron