„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Korsak
Wykonywanie prac z zakresu obróbki ręcznej
731[06].O1.07
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
Wacław Jaworski
Mirosław Muraszkowski
Opracowanie redakcyjne:
Antoni Korsak
Konsultacja:
Zenon W. Pietkiewicz
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej „Wykonywanie prac
z zakresu obróbki ręcznej” 731[06].O1.07 zawartego w modułowym programie nauczania dla
zawodu złotnik–jubiler.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe narzędzia i operacje obróbki ręcznej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
21
4.1.3. Ćwiczenia
21
4.1.4. Sprawdzian postępów
23
4.2. Formowanie płaskie, fakturowanie, wycinanie ażurów, zdobienie wyrobów
modelatorami, swobodne klepanie blach, klepanie na modelach, cyzelowanie
kształtujące. Zbieranie i selekcjonowanie odpadów metali szlachetnych
24
4.2.1. Materiał nauczania
24
4.2.2. Pytania sprawdzające
33
4.2.3. Ćwiczenia
34
4.2.4. Sprawdzian postępów
38
5. Sprawdzian osiągnięć
39
6. Literatura
44

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy niezbędnej do wykonywania prac
z zakresu obróbki ręcznej.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4), który umożliwi Ci przygotowanie się do wykonywania
ćwiczeń i zaliczenia sprawdzianów. Obejmuje on ćwiczenia, które zawierają:
−
opis ćwiczeń, jakie masz wykonać,
−
wykaz materiałów potrzebnych do realizacji ćwiczenia.
Jeśli będziesz miał trudności ze zrozumieniem tematu ćwiczeń, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze je wykonujesz.
4. Sprawdzian osiągnięć, który sprawdzi Twoje opanowanie wiedzy i umiejętności z zakresu
całej jednostki. Zaliczenie tego sprawdzianu jest dowodem osiągnięcia umiejętności
praktycznych określonych w tej jednostce modułowej.
5. Wykaz literatury. Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz inne
źródła informacji. Zaproponowane lektury pozwolą poszerzyć i pogłębić wiedzę
teoretyczną w tych zakresach, które szczególnie Cię zainteresują lub będą niezbędne
w realizacji zadań zawodowych.
Bezpieczeństwo i higiena pracy
Podczas wykonywania czynności w pracowni należy stosować się do regulaminu,
przepisów bhp oraz instrukcji przeciwpożarowych wynikających z rodzaju wykonywanych
prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
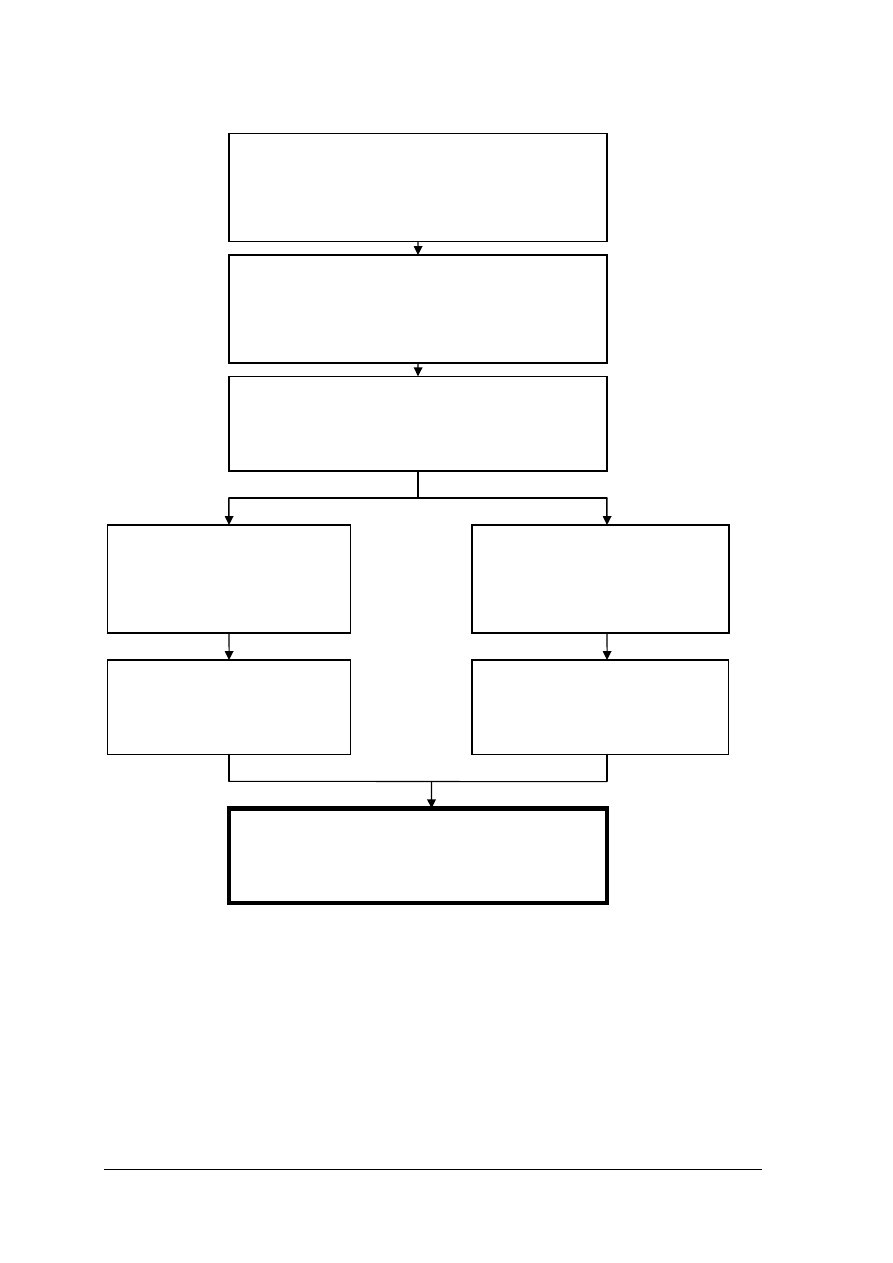
Schemat układu jednostek modułowych
731[06].O1
Podstawy złotnictwa i jubilerstwa.
731[06].O1.01
Rozpoznawanie wyrobów złotniczych
pochodzących z różnych okresów historycznych.
731[06].O1.02
Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
731 [06].O1.04
Posługiwanie się
dokumentacją techniczną
.
731[06].O1.03
Rozpoznawanie podstawowych
materiałów stosowanych
w złotnictwie i jubilerstwie.
731[06].O1.05
Projektowanie wyrobów
złotniczo–jubilerskich.
731[06].O1.06
Rozróżnianie maszyn
i urządzeń stosowanych
w złotnictwie i jubilerstwie.
731[06].O1.07
Wykonywanie prac z zakresu obróbki ręcznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
rozpoznawać wyroby złotnicze pochodzące z różnych okresów historycznych,
−
przestrzegać przepisów bhp, ochrony przeciwpożarowej oraz ochrony środowiska,
−
rozpoznawać podstawowe materiały stosowane w złotnictwie i jubilerstwie,
−
posługiwać się dokumentacją techniczną,
−
projektować wyroby złotniczo-jubilerskie,
−
rozróżniać maszyny i narzędzia stosowane w złotnictwie i jubilerstwie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu tej jednostki modułowej uczeń, powinien umieć:
−
wykonać operacje obróbki ręcznej zgodnie z obowiązującymi przepisami bezpieczeństwa
i higieny pracy oraz ochrony przeciwpożarowej,
−
zorganizować stanowisko zgodnie z wymaganiami technologicznymi, zasadami
ergonomii, przepisami bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
−
zaprojektować wyroby złotniczo–jubilerskie,
−
rozróżnić operacje obróbki ręcznej,
−
wyjaśnić zjawiska fizyczne zachodzące podczas gięcia, kucia, tłoczenia,
−
dobrać narzędzia i urządzenia stosowane do obróbki ręcznej,
−
określić zasady użytkowania narzędzi i urządzeń pomocniczych stosowanych do obróbki
ręcznej,
−
odczytać dokumentację technologiczną w zakresie niezbędnym do wykonania zadań,
−
ocenić stan techniczny narzędzi i urządzeń pomocniczych,
−
przeprowadzić bieżące konserwacje,
−
sporządzić zapotrzebowanie i rozliczenie materiałowe,
−
zebrać i dokonać selekcji odpadów metali szlachetnych,
−
wykonać operacje z zakresu obróbki ręcznej,
−
ocenić jakość wykonanych prac oraz ujawnić przyczyny powstawania wad,
−
skorzystać z literatury technicznej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe narzędzia i operacje obróbki ręcznej
4.1.1. Materiał nauczania
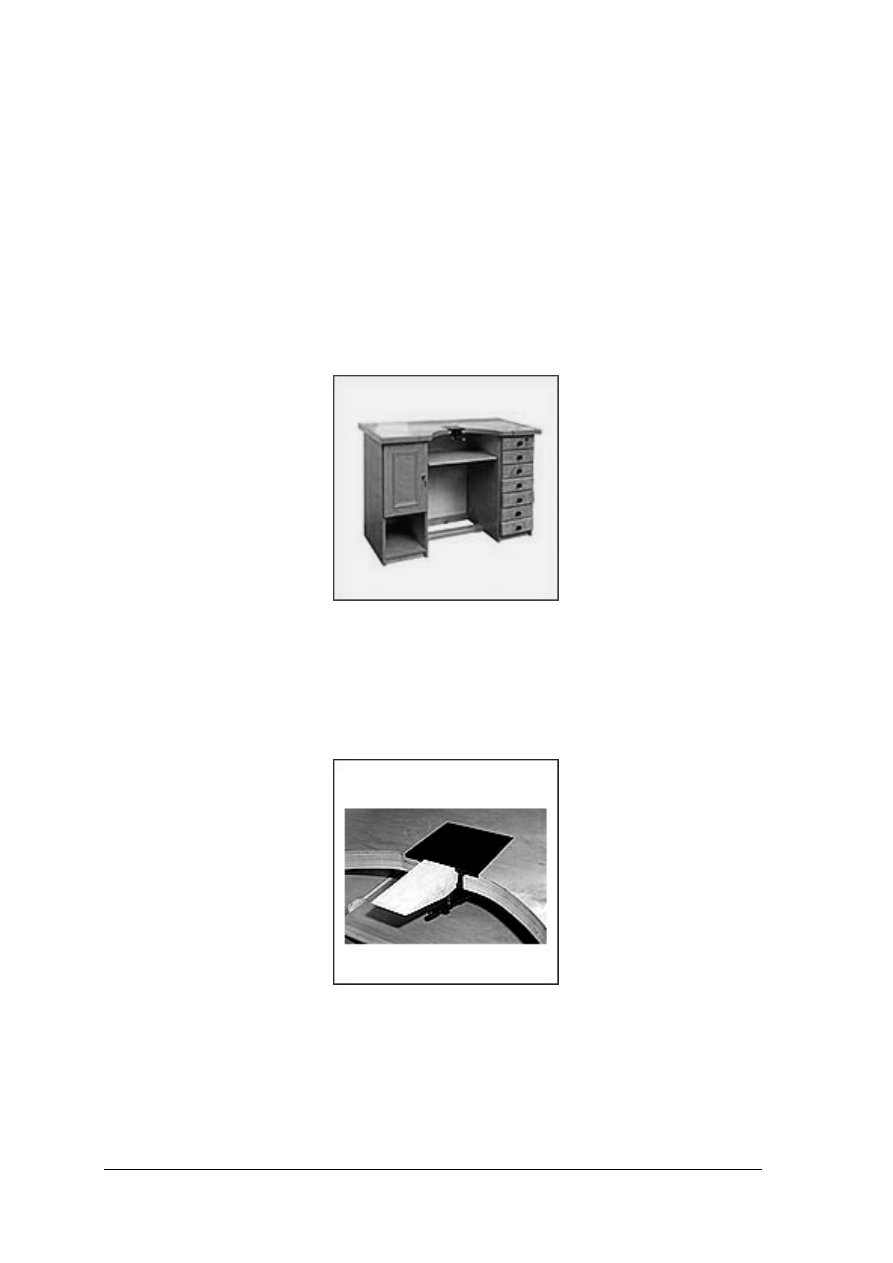
Stanowisko do prac z zakresu obróbki ręcznej
Podczas wykonywania prac jubilerskich korzystamy ze stanowiska złotniczego (jedno-
bądź wieloosobowego).
Rys. 1. Stół złotniczy [internet]
Wykonujemy na nim wszystkie czynności obróbki ręcznej: cięcie, piłowanie, wiercenie
i szlifowanie. Praca złotnika wykonywana jest najczęściej w pozycji siedzącej. W związku
z tym konieczna jest regulacja wysokości siedziska krzesła. Złotnik większość czynności przy
stole wykonuje na tak zwanym klinie. Jest to prostokątny kawałek drewna przymocowany na
stałe do stołu złotniczego.
Rys. 2. Klin złotniczy [internet]
Blat biurka ma półokrągłe wycięcie, które umożliwia swobodę ruchów podczas piłowania,
cięcia i szlifowania. Pod blatem znajduje się wysuwana szuflada, w której gromadzą się opiłki
i ścinki materiałów. Stanowisko powinno posiadać, oprócz oświetlenia ogólnego, oświetlenie
miejscowe o określonym przepisami natężeniu. Niewłaściwe oświetlenie może powodować
brak kontroli nad temperaturą palnika podczas nagrzewania przedmiotów lub lutowania. Przy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
stanowisku powinna być zamontowana wiertarka z giętkim wałkiem i palnik. Nad
stanowiskiem musi znajdować się okap z wentylatorem odprowadzający wszelkie gazy
i zanieczyszczenia powietrza powstałe przy lutowaniu.
Korzystamy również z drugiego stanowiska służącego do wszystkich czynności
związanych z trasowaniem i kształtowaniem metali. Powinien to być masywny i stabilny stół,
do którego możemy przymocować imadło i umieścić na nim narzędzia do kształtowania
metali.
Podstawowe narzędzia miernicze
W zakładach jubilerskich stosuje się:
−
warsztatowy przymiar kreskowy stały+ składany lub zwijany, służy do wykonywania
pomiarów z dokładnością do 1 mm;
−
liniał krawędziowy – do sprawdzania prostoliniowości i płaskości powierzchni;
przystawiając liniał krawędzią do powierzchni sprawdzanej, określa się kształt szczeliny;
−
kątowniki stałe i kątomierze uniwersalne służące do pomiaru kątów; kątomierz podczas
operacji mierzenia powinien być ustawiony w płaszczyźnie prostopadłej do krawędzi
przecięcia płaszczyzn, między którymi jest zawarty mierzony kąt;
−
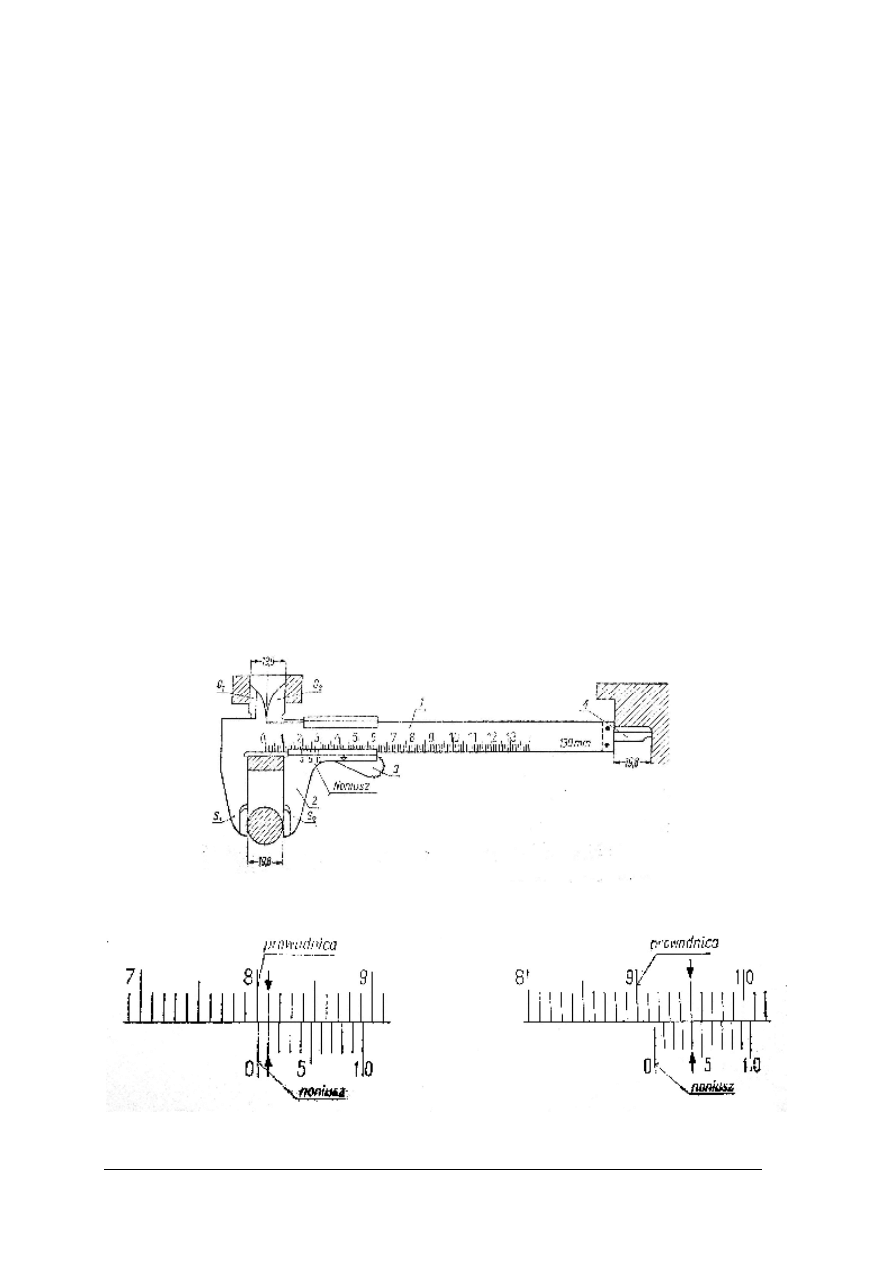
suwmiarka uniwersalna – ma zastosowanie przy dokonywaniu pomiarów przedmiotów
z zewnątrz, wnętrza otworów i ich głębokości; suwmiarka składa się z prowadnicy „1” ze
szczęką „S1” i suwaka „S” ze szczęką „S2”; zacisk samoczynny „3” ze sprężyną służy do
unieruchomienia suwaka; na prowadnicy nacięta jest podziałka główna milimetrowa,
natomiast na suwaku jest nacięta specjalna 10 działkowa podziałka o łącznej długości
9mm, zwana noniuszem; odległość między dwoma sąsiednimi kreskami noniusza wynosi
0,9 mm, co umożliwia dokonywanie odczytu pomiaru z dokładnością ± 0,1 mm,
Rys. 3. Suwmiarka [7, s. 14]
Rys. 4. Przykładowe wymiary i odczyty: 80,1 mm. 91,4 mm [6, s. 15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
suwmiarkami które posiadają inną budowę noniusza, można dokonywać również
pomiarów z dokładnością do 0,05 mm. lub 0,02 mm;
−
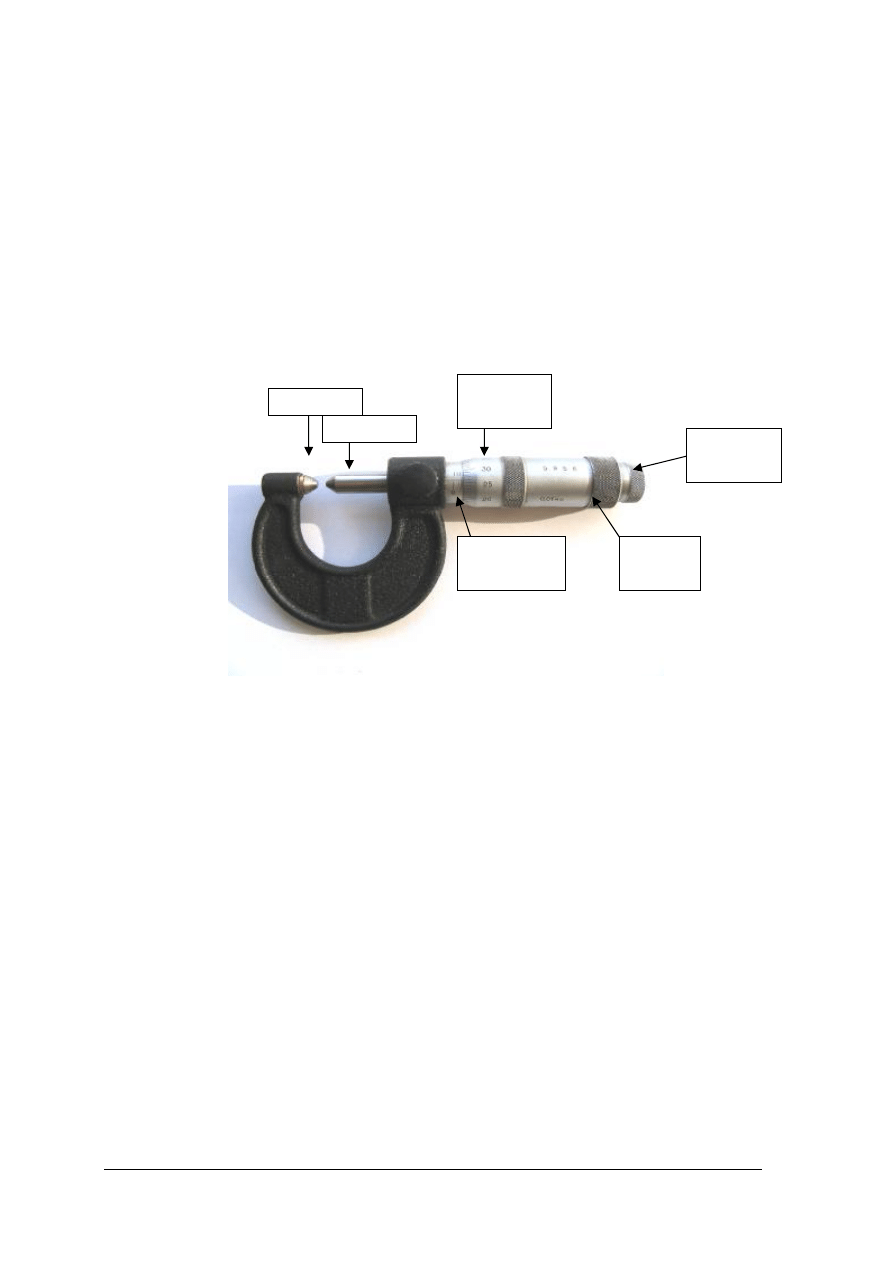
mikrometr – składa się z kabłąka zakończonego z jednej strony kowadełkiem, a z drugiej
nieruchomą tuleją, na której zaznaczona jest podziałka wzdłużna i obrotowym bębnem
z podziałką poprzeczną; obracając bębnem, przesuwamy wrzeciono, na końcu bębna
umieszczone jest pokrętło sprzęgła ciernego i przedmiot, który chcemy zmierzyć
umieszczony między wrzecionem a kowadełkiem i obracając pokrętłem sprzęgła
ciernego zbliżamy je do siebie; po zetknięciu obu zacisków z przedmiotem sprzęgło
ślizga się i uniemożliwia dalszy ruch; wymiar ustalamy, najpierw odczytując na
podziałce wzdłużnej liczbę pełnych milimetrów i połówek milimetrów, a następnie
odczytujemy setne części milimetra na podziałce bębna sprawdzając, która kreska na
obwodzie bębna odpowiada wzdłużnej kresce wskaźnikowej tulei.
Rys. 5. Mikrometr
Podstawowe narzędzia do trasowania
Przy trasowaniu w złotnictwie stosujemy następujące przyrządy:
−
punktak, używany jest do określenia środka na powierzchniach kołowych końców
wałków i wyznaczenia miejsc do wiercenia otworów,
−
rysik, jest to cienki stalowy lub mosiężny pręcik z jednym końcem ostro zaszlifowanym,
a drugim zagiętym; ostrze rysika ze względów bezpieczeństwa powinno być
zabezpieczone nasadką lub korkiem,
−
cyrkiel traserski, służący do trasowania okręgów, do przenoszenia wymiarów, do
podziału linii i łuków,
−
młotek traserski (najczęściej stosowane są te o masie 50 i 100 gram).
Przed przystąpieniem do trasowania, należy przedmiot dokładnie obejrzeć i sprawdzić,
czy nie występują na nim braki w postaci pęknięć, skrzywień czy nierówności. Należy
sprawdzić wielkość naddatków na obróbkę, oczyścić z tlenków, brudu oraz usunąć
ewentualne zadziory i nierówności.
kowadełko
wrzeciono
obrotowy
bęben
sprzęgło
cierne
podziałka
poprzeczna
podziałka
wzdłużna
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Podstawowe operacje traserskie
−
wyznaczenie osi symetrii płaskownika:
−
wykonujemy, posługując się cyrklem i liniałem; cyrklem po znalezieniu środka
płaskownika wyznaczamy w kilku miejscach kropki, a następnie łączymy je kreską
za pomocą rysika i liniału,
Rys. 6. Schemat wyznaczania osi symetrii płaskownika [7, s. 24]
−
położenie punktów na linii wyznacza się cyrklem; jeżeli w miejscach tych mają być
wiercone otwory, punktujemy mocniej, podczas uderzania młotkiem obracamy punktak
dookoła jego osi,
−
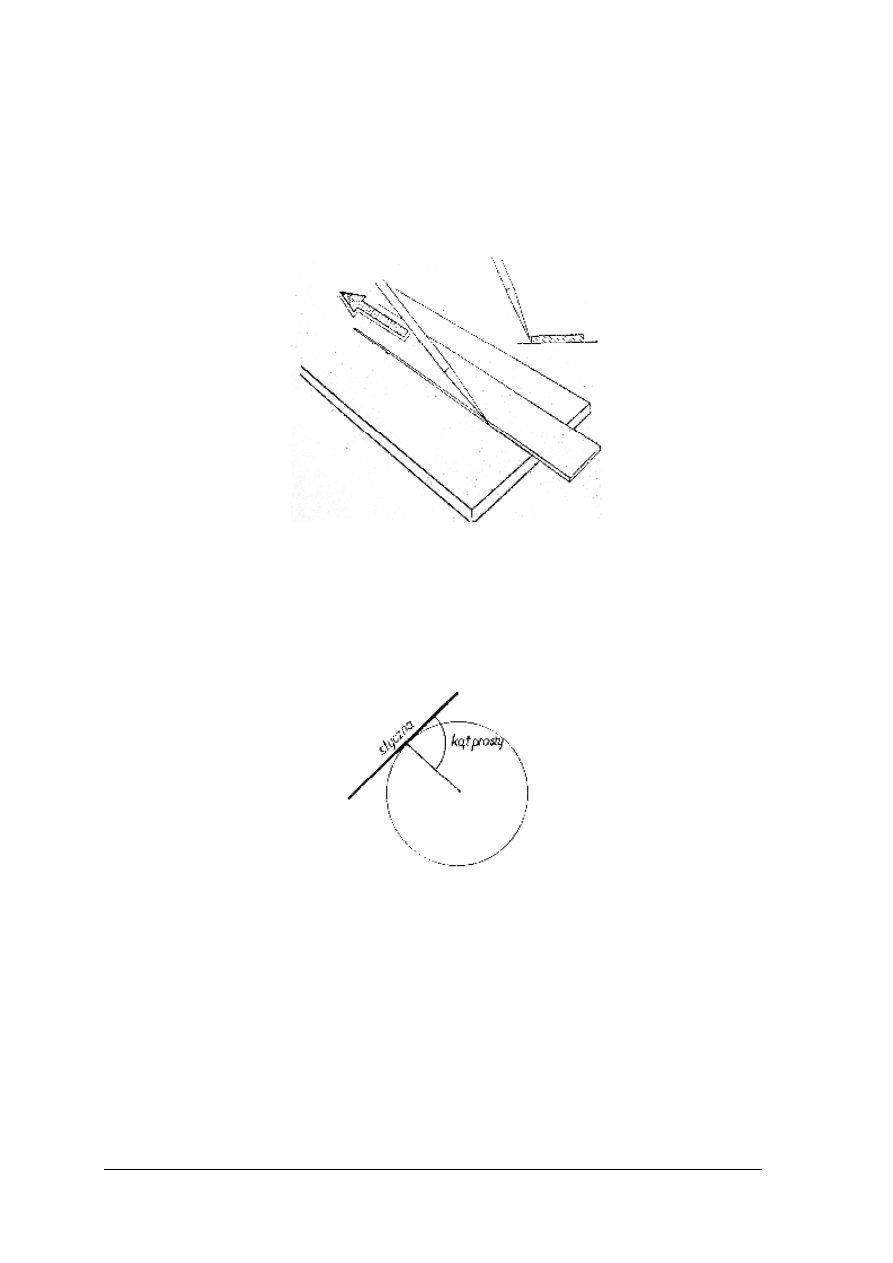
trasowanie okręgu koła i linii w kole umożliwia znajomość następujących zasad:
−
prostą, stanowiąca przedłużenie łuku koła, będąca prostopadłą do jego promienia,
nazywa się styczną do okręgu,
Rys. 7. Schemat trasowania okręgu koła i linii w kole [7, s. 25]
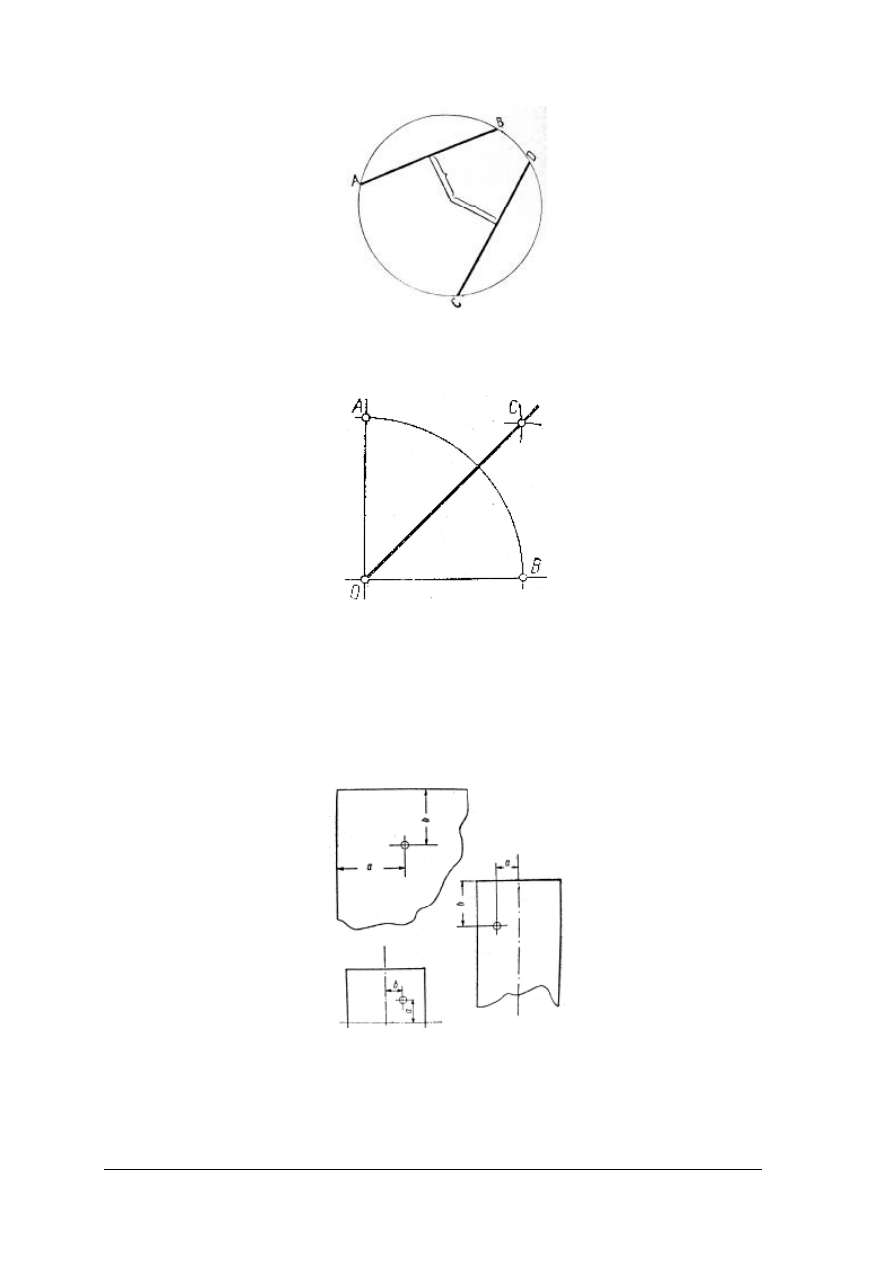
−
dwie średnice dzielące okrąg na cztery równe części są do siebie prostopadłe,
−
dwie cięciwy równo oddalone od środka mają taką samą długość,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 8. Cięciwy równo odległe od środka są równe [7, s. 25]
−
trasowanie kątów prostych wykonujemy kątownikiem lub za pomocą cyrkla,
Rys. 9. Schemat trasowania kątów prostych [7, s. 27]
−
cyrkiel z dowolnym rozwarciem opieramy w punkcie O i zaznaczamy dwa punkty A i B;
stawiamy nóżkę cyrkla w punkcie A i nakreślamy zarys, analogicznie postępujemy
z punktem B; miejsce przecięcia zarysów to punkt C dzielący kąt na połowę,
−
wymiarowanie położenia otworów,
Rys. 10. Wymiarowanie położenia otworu [7, s. 27]
−
mając określoną długość a i b, trasujemy proste równoległe do brzegów materiału; ich
przecięcie będzie stanowić zwymiarowany punkt.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Przykłady operacji traserskich
Rys. 11. Przykłady operacji traserskich [7, s. 26]
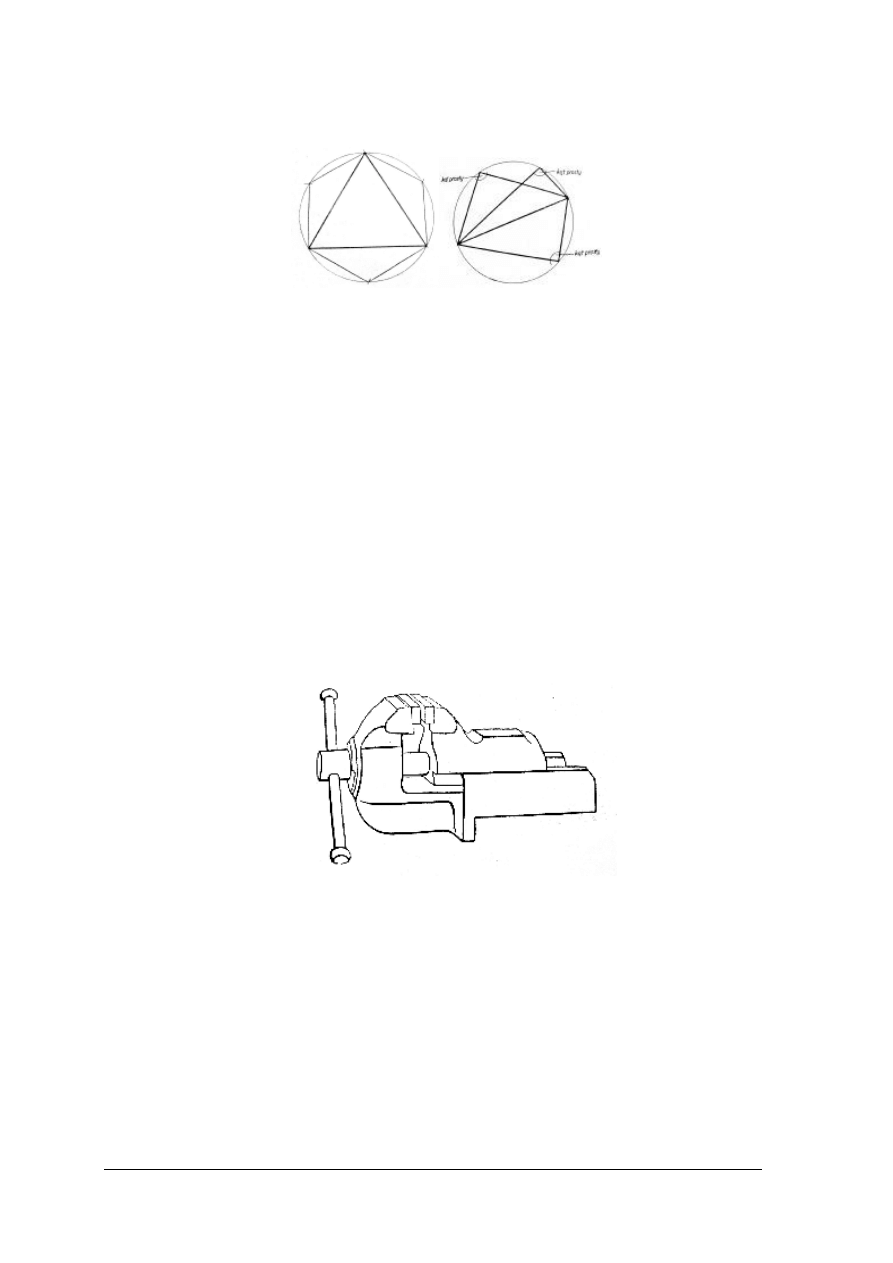
Urządzenia zamocowujące stosowane przy obróbce przedmiotów
Imadło stołowe jest podstawowym narzędziem mocującym w pracach złotniczych.
W każdym z imadeł jedna ze szczęk jest stała, a druga przesuwana w stosunku do pierwszej
równolegle bądź promieniowo przy użyciu śruby. Szczęka stała stanowi całość z korpusem
imadła, a imadło za pomocą śrub przymocowane jest do stanowiska pracy. Imadła stosowane
w złotnictwie maja możliwość obrotowego ruchu korpusu; różnią się od siebie:
−
długością szczęk,
−
wysokością szczęk,
−
największym rozwarciem roboczym szczęk imadła,
−
odległością od górnych szczęk śruby imadła.
W pracowni jubilerskiej używamy zazwyczaj dwóch imadeł. Jednego dużego
zamocowanego na masywnym stole i mniejszego przenośnego, z obrotowym korpusem.
Rys. 12. Imadło [7, s. 35]
Podczas mocowania przedmiotów w imadłach, należy zwrócić uwagę, aby:
−
śruba w imadle nie była zbyt przeciążona,
−
mocować przedmiot w miarę możliwości na środku szczęk imadła,
−
mocować tak, aby powierzchnia obrabianego przedmiotu była możliwie nisko nad
szczękami imadła i nie ulegała przesunięciom.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 13. Wyginanie płaskownika w imadle stołowym [7, s. 52]
Używamy również różnego rodzaju imadeł ręcznych i uchwytów pozwalających na
zamocowanie wyrobu i wygodną jego obróbkę:
−
kluby drewniane do mocowania obrabianych metali,
−
oprawki metalowe ze szczękami zaciskowymi,
Rys. 14. Oprawki metalowe ze szczękami zaciskowymi [internet]
−
młotów ślusarskich o różnej masie.
Podstawowe operacje wykonywane przy użyciu młotków
Przy użyciu młotków najczęściej wykonuje się:
−
prostowanie blach i prętów, odbywa się w kowadle przy użyciu młotka o odpowiedniej
masie i kształcie części roboczej; aby wyprostować płaskownik bądź pręt, kładzie się go
na płytce lub kowadełku tak, aby był oparty w dwóch miejscach, pomiędzy którymi
znajduje się wygięcie; młotkiem uderzamy w miejsce wypukłe aż do całkowitego
wyprostowania;
Rys. 15. Prostowanie blach i prętów [7, s. 48]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
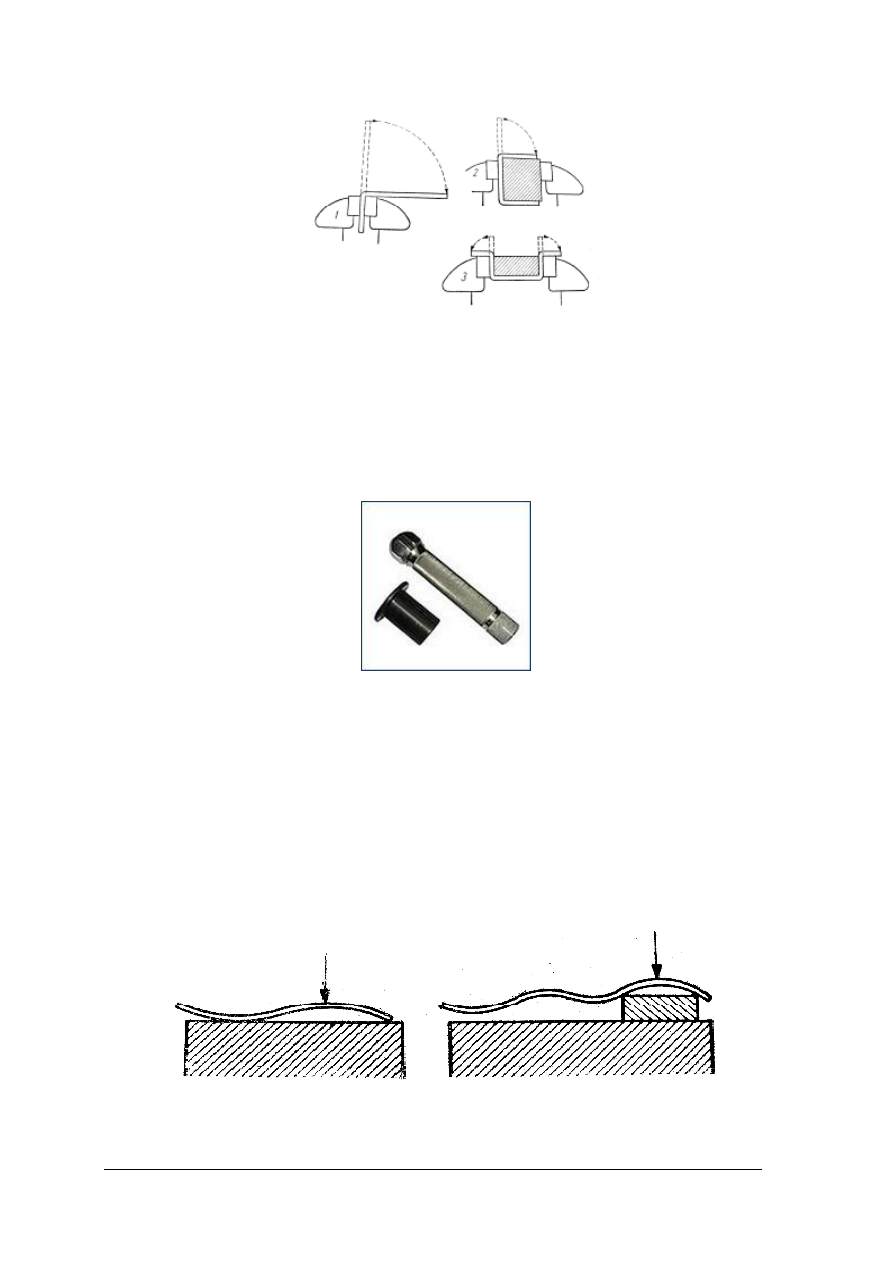
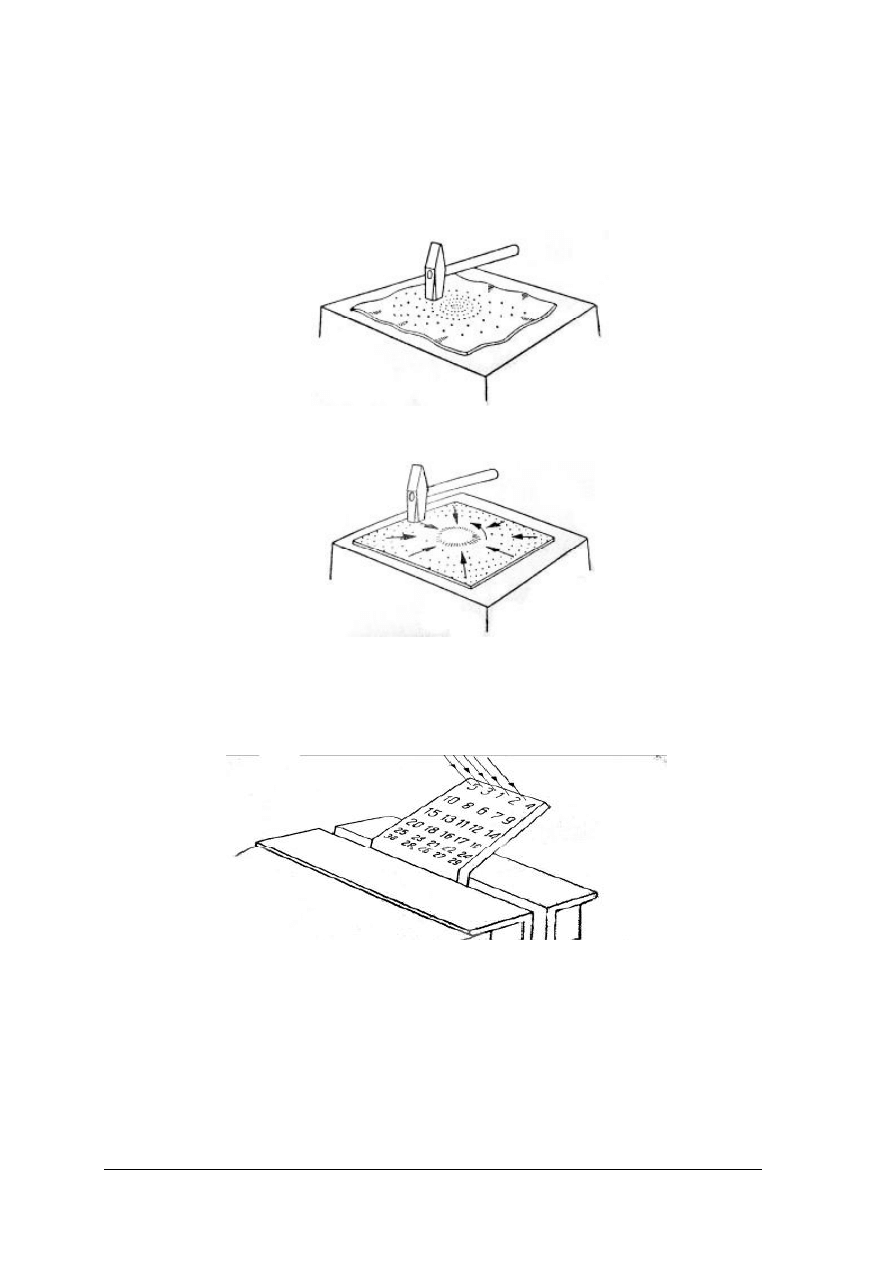
prostowanie wygiętych blach występuje często i należy do trudnych operacji,
odkształconą blachę należy uprzednio dokładnie obejrzeć i określić położenie miejsc
w które będziemy uderzali z odpowiednią siłą określonej masy młotkiem; sposoby
prostowania blach uwypuklonych i pofałdowanych na obwodzie przestawiono na
rysunkach; punkty i ich rozmieszczenie określają miejsce uderzeń młotka rysunek;
Rys. 16. Prostowanie blachy uwypuklonej na obwodzie
(punkty wskazują gęstość uderzeń) [7, s. 49]
Rys. 17. Prostowanie blachy pofałdowanej [7, s. 49]
−
gięcie płaskowników, prętów i blach pod kątem prostym wykonujemy, mocując
przedmiot w stosownym imadle przy użyciu młotka o odpowiedniej masie;
Rys. 18. Kolejność i gęstość uderzeń przy zginaniu płaskownika w imadle [7, s. 51]
−
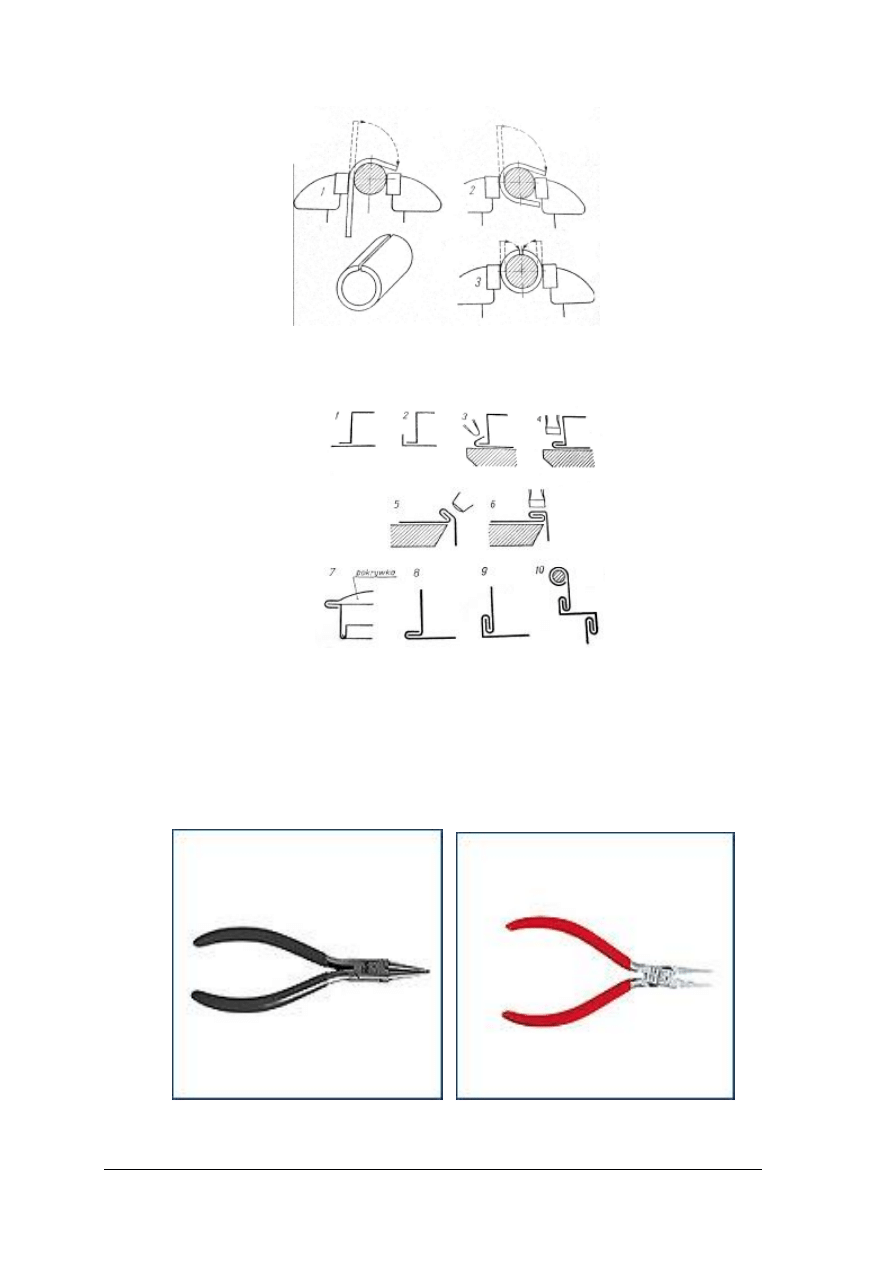
gięcie blach o wielu załamaniach i okrągłych szarnirów krótkich wykonuje się przy
użyciu prostych wkładek w imadle, przykłady gięcia przedstawiono na rysunku;
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 19. Wyginanie krótkiej rurki: cyfry określają kolejność operacji. [7, s. 52]
−
wyginanie i jednocześnie łączenie kawałków blachy.
Rys. 20. Wyginanie i łączenie kawałków blachy,
cyfry określają kolejne operacje [7, s. 53]
Do gięcia i zwijania metali używamy szczypiec o różnych kształtach części roboczej:
−
płaskich, zwężających się ku końcowi i równych,
−
półokrągłych,
−
okrągłych.
a)
b)
Rys. 21. Szczypce a) okrągłe b) płaskie [internet]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
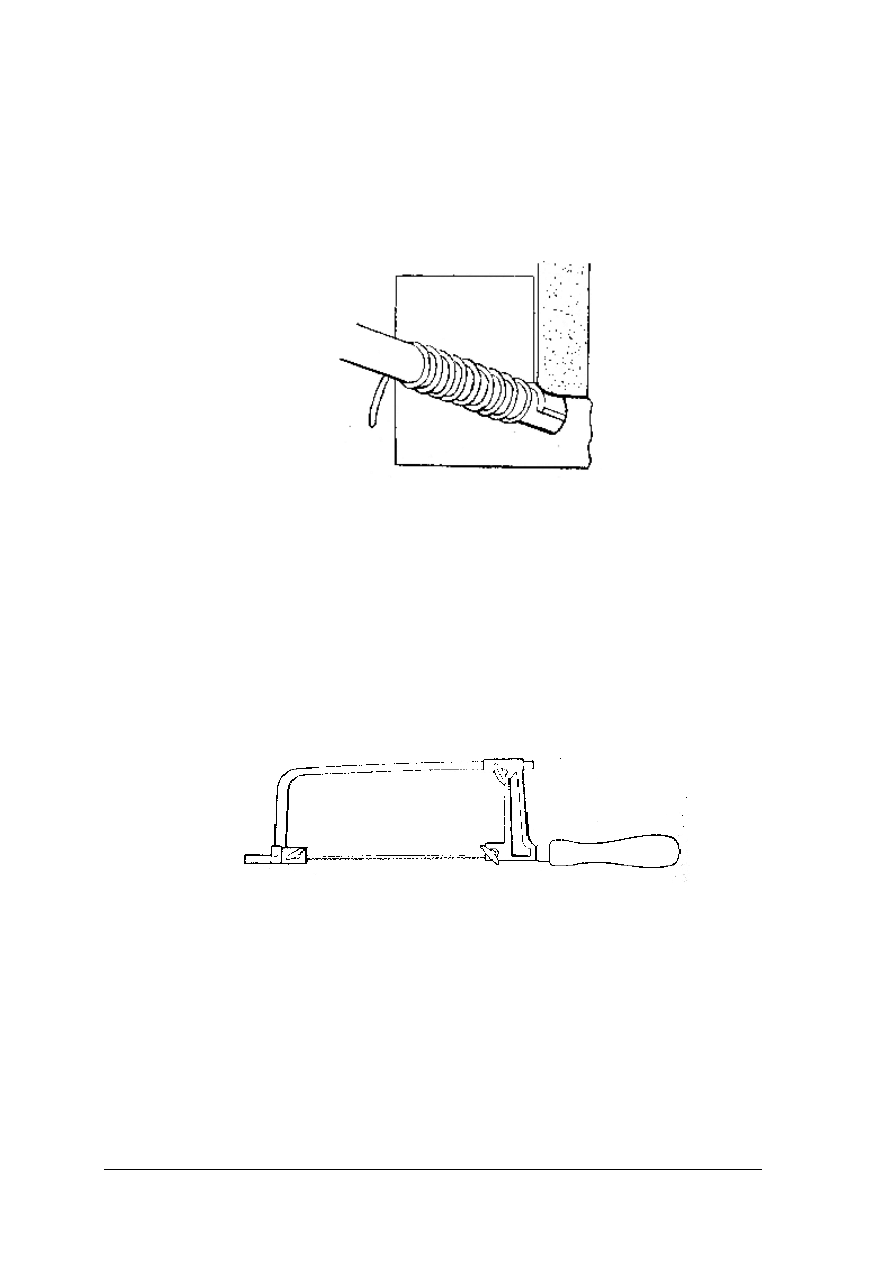
Do zwijania drutu i szyny używamy trzpieni stalowych o różnej średnicy. Na trzpień
nakręcamy 2–3 warstwy papieru i mocujemy go imadle razem z końcówką drutu, a następnie
nawijamy drut na trzpień. Po nawinięciu całości, wyjmujemy drut z imadła. Wypalamy papier
palnikiem i zdejmujemy wykonaną sprężynę. Przecinając drut piłką wzdłuż otrzymujemy
równe kółka wykorzystywane do wykonywania łańcuszków, bransolet i półfabrykatów do
innej biżuterii.
Rys. 22. Nakręcanie drutu na trzpień [7, s. 56]
W analogiczny sposób przygotowujemy szarniry do wykonania kolczyków i szyny na
obrączki.
Za pomocą piłki do metalu można ciąć kawałki blachy lub prętów po liniach prostych
i krzywych. Ramki do piłek mogą być stałe lub nastawne; podstawowe ruchy przy cięciu
piłką są takie same, jak przy piłowaniu pilnikiem. Nacisk należy wywierać tylko przy ruchu
w dół; cięcie powinno się odbywać z prędkością 50 – 60 posuwów na minutę. Aby zapobiec
nagrzewaniu się brzeszczotu, smarujemy go wodą lub smarem. Materiał podczas przecinania
powinien być zamocowany tak, aby nie drgał. W piłce jubilerskiej, mocuje się go ząbkami
skierowanymi do dołu, gdyż piłka ta pracuje w pozycji pionowej. Jej długość jest regulowana,
żeby można było zmieniać stopień naprężenia brzeszczotu.
Rys. 23. Piłka jubilerska [7, s. 62]
Brzeszczoty mogą być płaskie o różnej numeracji od numeru 8/0 do numeru 12 lub
skręcane do piłowania wosku i miękkich minerałów. Wielkość nacięć brzeszczotów zależy
od grubości i rodzaju piłowanego materiału. Do zwykłych prac jak cięcie blachy, rozcinanie
obrączek i innych, najczęściej stosuje się brzeszczot numer 3.
Cięcie i przecinania
Cięcie i przecinanie wykonujemy używając:
−
nożyc gilotynowych przymocowanych do stołu: tniemy nimi blachy i pręty,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 24. Nożyce gilotynowe [internet]
−
nożyc rolkowych: wycinamy nimi paski blachy z dwóch stron równocześnie,
Rys. 25. Nożyce rolkowe [internet]
−
nożyc ręcznych o różnych kształtach części tnącej do cięcia blachy,
Rys. 26. Nożyce ręczne o różnych kształtach części tnącej [internet]
−
obcinaków bocznych i czołowych do cięcia prętów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 27. Obcinaki boczne i czołowe do cięcia prętów [internet]
Przy cięciu nożycami i obcinakami należy zwrócić uwagę na to, żeby powierzchnia tnąca
była prostopadła do powierzchni ciętego materiału. Cięcie blach jest jedną z podstawowych
czynności w złotnictwie.
Pilniki i piłowanie
Najczęściej używanymi narzędziami na stanowisku złotniczym są pilniki. Służą one do
ręcznego skrawania powierzchni metalu. Są to różnego kształtu pręty stalowe odpowiednio
utwardzone. Ich powierzchnia pokryta jest ostrymi ząbkami. Ząbki te tworzą dwa szeregi
krzyżujących się bruzd nacinanych, frezowanych lub szlifowanych.
Rys. 28. Zarys ząbków pilnika [7, s. 69]
W zależności od wielkości i rodzaju nacięć rozróżniamy pilniki:
−
zdzieraki, służące do wstępnej obróbki materiału,
−
równiaki, mające drobniejsze nacięcia, stosowane do dalszego zebrania materiału aby
powoli zbliżyć się do wymiarów i kształtów jakie ma mieć gotowy przedmiot,
−
półgładziki, gładziki, podwójne gładziki służą do wykańczania powierzchni i uzyskiwania
żądanego wymiaru.
Na piłowanie zgrubne pozostawia się naddatek o grubości 1–2 mm, na piłowanie
wykańczające naddatek 0,5–1 mm.
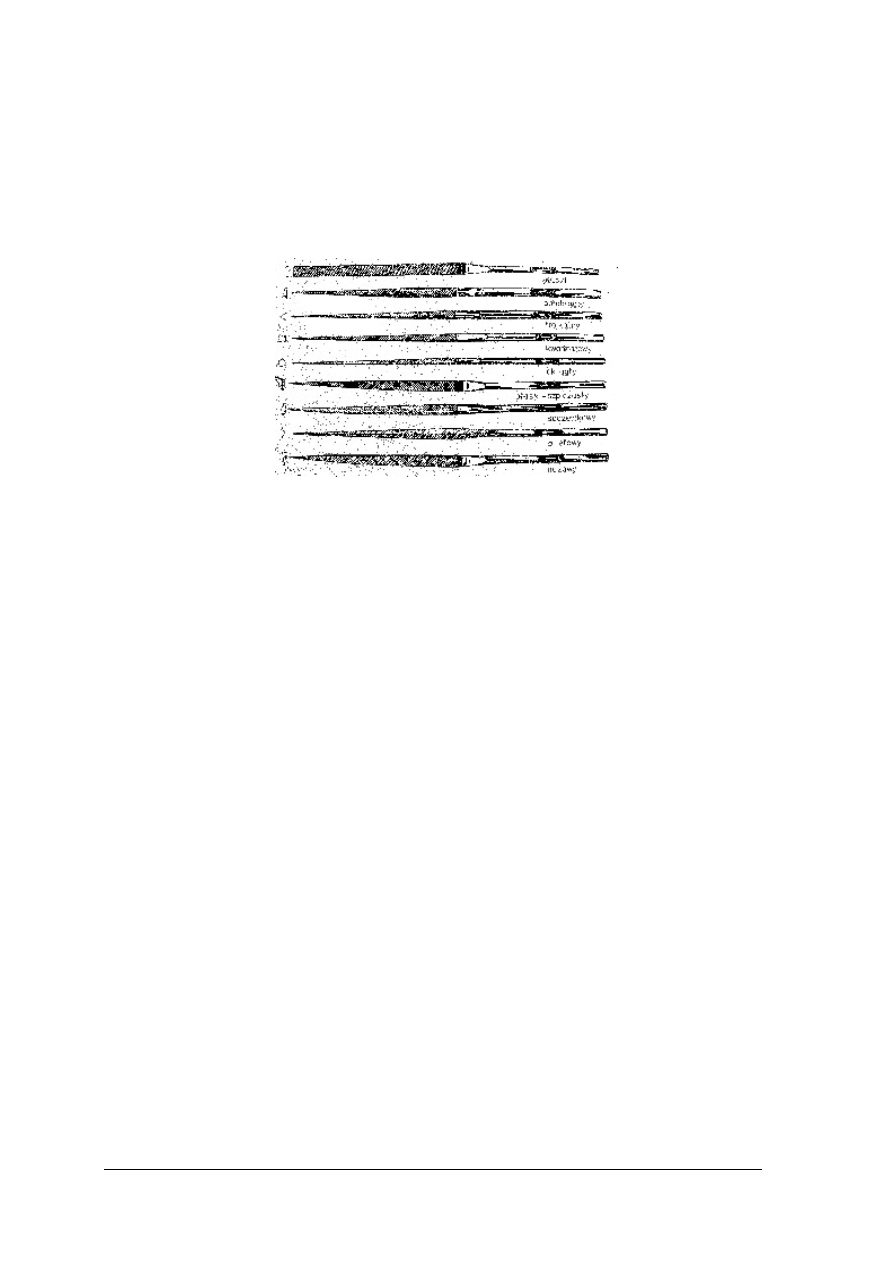
Pilniki o tym samym nacięciu mogą mieć różne wymiary i kształty przekroju części
roboczej.
Do prac złotniczych używamy pilników o części roboczej:
−
płaskiej,
−
okrągłej,
−
półokrągłej,
−
kwadratowej,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
trójkątnej,
−
płaskie zbieżne,
−
nożowej,
−
owalnej,
−
soczewkowej,
−
mieczowej.
Rys. 29. Profile i kształty pilników [2, s. 178]
Rozmiar pilnika potrzebnego do danej operacji dobieramy w zależności od:
−
wielkości, kształtu i twardości obrabianej powierzchni,
−
dokładności obróbki,
−
ilości materiału do zebrania.
Aby pilnik spełniał swoje zadanie i nie ulegał uszkodzeniom, należy:
−
zwilżyć denaturatem i podpalić w celu usunięcia zanieczyszczeń przed pierwszym
użyciem,
−
sprawdzać prawidłowość zamocowania rękojeści (nie dotyczy iglaków),
−
powierzchnię roboczą oczyszczać z opiłków za pomocą miękkiej drucianej szczotki lub
blaszki,
−
nie natłuszczać, nie dotykać powierzchni roboczej zabrudzoną ręką,
−
dbać, aby nie miał kontaktu z wodą i środkami chemicznymi,
−
chronić przed uderzeniami,
−
unikać kładzenia jednego pilnika na drugim, lub na innych narzędziach,
−
przerwać pracę w razie stwierdzenia, że pilnik nie skrawa, a ślizga się po materiale,
dalsze piłowanie spowoduje uszkodzenie nacięć pilnika; należy wówczas oczyścić
pilnik szczotką drucianą.
Nacisk na pilnik powinien być wywierany tylko podczas ruchu roboczego w przód;
podczas ruchu powrotnego pilnik powinien przesuwać się swobodnie, bez nacisku, nie należy
go odrywać od obrabianej powierzchni aby nie stracić podpory i stworzyć możliwość
wyprowadzenia wiórów z nacięć na pilniku. Im więcej jest nacięć na części roboczej pilnika
i są one gęstsze, tym mniejsza powinna być siła nacisku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 30. Prawidłowy sposób piłowania [2, s. 293]
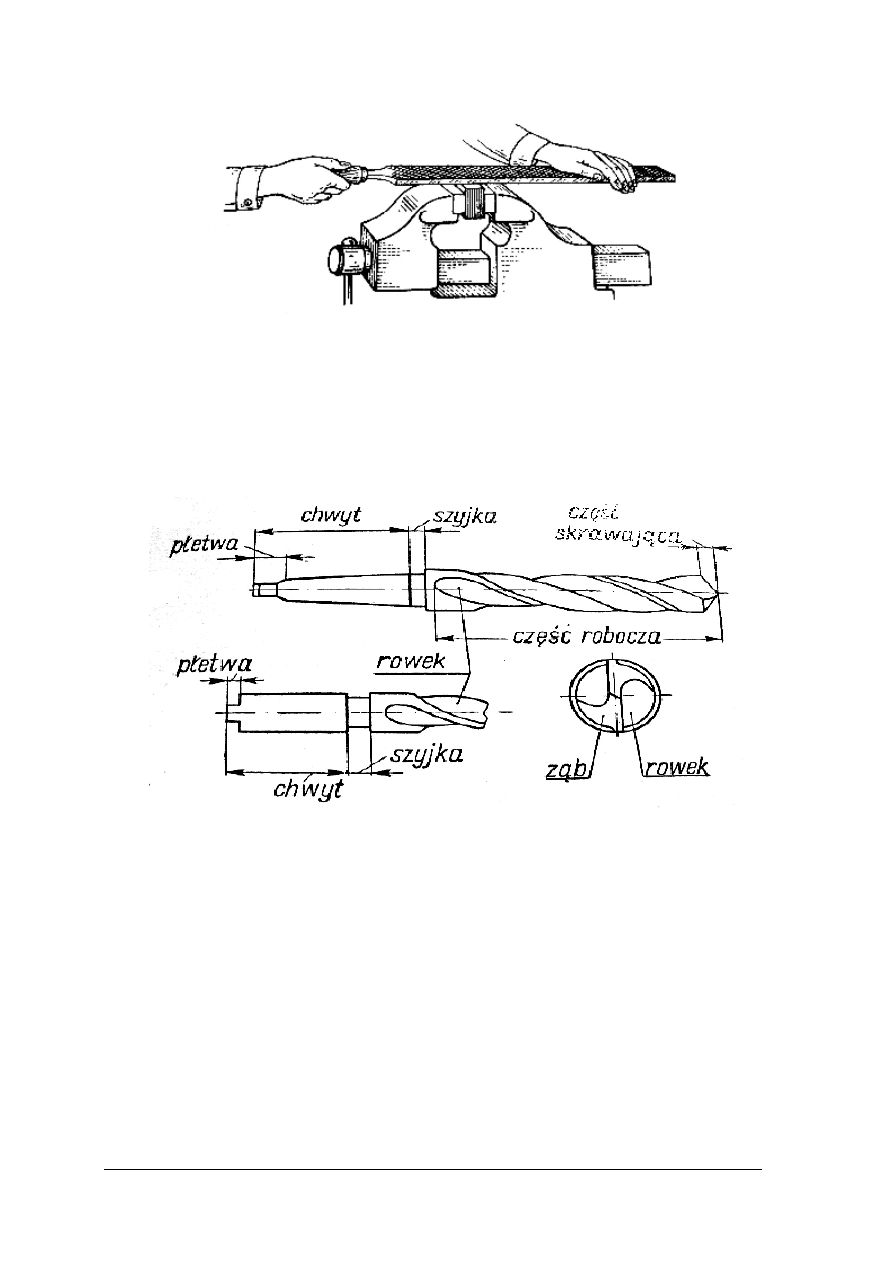
Wiercenie
Wierceniem nazywamy proces technologiczny wykonywania otworów w pełnym
materiale przy pomocy wierteł. Do najbardziej rozpowszechnionych wierteł w złotnictwie
należą wiertła kręte.
Rys. 31. Budowa wiertła [11, s. 843]
Wiertła składają się z części roboczej i chwytowej. Podczas wiercenia wiertło osadza się
najczęściej w uchwytach trójszczękowych
Podczas procesu wiercenia należy zwrócić uwagę na:
−
prawidłowe osadzenie wiertła w uchwycie,
−
prawidłowe zabezpieczenie przedmiotu przed obracaniem się podczas wiercenia,
−
właściwe zaostrzenie wiertła,
−
wprowadzenie wiertła w zapunktowane miejsce,
−
ewentualne chłodzenie przy głębokich otworach,
−
zmniejszenie nacisku przy wychodzeniu wiertła z otworu podczas końcowego etapu
wiercenia,
−
powolne wyprowadzenie wiertła po zakończeniu wiercenia,
−
nie przesuwanie przedmiotu podczas wiercenia małych otworów, gdyż wiertło ulegnie
złamaniu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
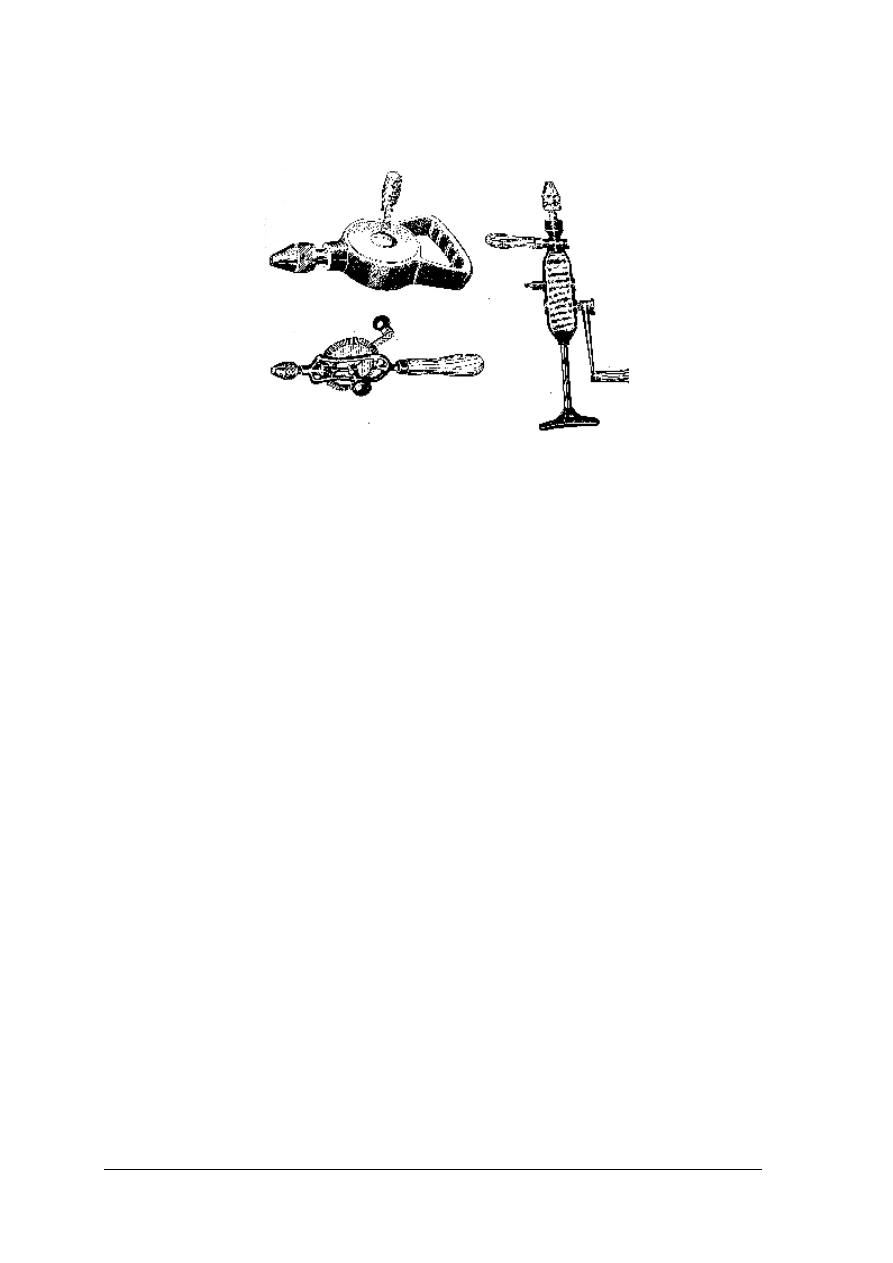
W złotnictwie wierci się najczęściej małe otwory – do 3 mm. Można je wykonywać
wiertarkami ręcznymi i wiertłami krętymi bądź piórkowymi.
Rys. 32. Wiertarki o napędzie ręcznym [7, s. 95]
W pracowniach złotniczych proces wiercenia wykonujemy, stosując szlifierki z giętkim
wałkiem wyposażone w uchwyt wiertarski samocentrujący.
W przypadku kiedy wykonujemy otwór o dużej średnicy, najpierw wiercimy mniejszy,
a następnie rozwiercamy go wiertłem o większej średnicy. Średnicę wierteł możemy
zwiększać kilkakrotnie, aż do otrzymania żądanej średnicy. Przy wykonywaniu otworów
kształtowych na wzorach pierścionków posługujemy się wiertłem o małej średnicy, ramką,
piłkami jubilerskimi włosowymi.
Przy wykonywaniu gniazd do osadzania kamieni jubilerskich wykonujemy operację zwaną
frezowaniem. Wykonuje się ją wiertarką przy użyciu specjalnych frezów o kształcie
dostosowanym do kształtu kamienia. Po wywierceniu otworu w uchwycie wiertarki
montujemy frez o odpowiednim kształcie i frezujemy otwór do wymiaru kamienia.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień narzędzia stosowane do trasowania na płaszczyźnie.
2. W jaki sposób trasujemy figury geometryczne na płaszczyźnie?
3. W jaki sposób prostujemy pofalowaną blachę?
4. W jaki sposób prostujemy pogięte płaskowniki?
4.1.3. Ćwiczenia
Ćwiczenie 1
Natrasuj na blasze trójkąt równoboczny i sześciokąt foremny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować cyrklem okrąg o dowolnej średnicy,
2) na obwodzie koła odmierzyć sześć jego promieni,
3) połączyć natrasowane punkty kolejno liniami prostymi, tworząc sześciokąt,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4) połączyć co drugi kąt sześciokąta na obwodzie liniami prostymi uzyskując trójkąt
równoboczny,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
blacha,
−
punktak,
−
młotek,
−
przybory kreślarskie.
Ćwiczenie 2
Za pomocą piłki włosowej wykonaj szablon elementu biżuterii.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaprojektować kształt szablonu będący elementem powtarzającym się biżuterii,
2) narysować jego kształt na blasze,
3) obrysować rysikiem kontury,
4) dobrać brzeszczot piłki w zależności od grubości blachy,
5) przygotować stanowisko do wycinania ażuru,
6) wyciąć według obrysowanego konturu,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory do kreślenia,
−
przybory kreślarskie,
−
piłka włosowa z odpowiednim brzeszczotem,
−
brzeszczoty,
−
literatura z punktu 6.
Ćwiczenie 3
Wyprostuj pofałdowaną blachę i pogięty płaskownik.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć pogięte materiały,
2) zaplanować proces prostowania,
3) przygotować stanowisko i narzędzia do wykonania ćwiczenia,
4) wyrównać blachę,
5) wyprostować płaskownik,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
pofałdowana blacha i pogięty płaskownik,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
młotek,
−
kowadło,
−
płyta do prostowania blachy.
Ćwiczenie 4
Zaprojektuj broszę w kształcie rozety i zastosuj zdobienie wykonane techniką trasowania,
cięcia, zwijania i zginania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zaprojektować broszę,
2) dobrać blachę odpowiedniej grubości,
3) natrasować kształt broszy,
4) uwypuklić środek broszy,
5) natrasować centrycznie linie po których należy wykonać cięcia,
6) wykonać nacięcia,
7) usunąć zbędny materiał przed wyginaniem ażurów,
8) dokonać szczypcami płaskimi zagięć w odpowiednią stronę,
9) dokonać szczypcami okrągłymi wygięć zgodnie z projektem,
10) zaprezentować wykonaną brosze,
11) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory kreślarskie,
−
nożyce kształtowe,
−
nożyce proste,
−
punca,
−
szczypce płaskie,
−
szczypce okrągłe,
−
literatura z punktu 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić przyrządy pomiarowe do wyznaczania długości i głębokości
otworów i średnic?
2) dokonać pomiaru przy użyciu suwmiarki?
3) wymienić narzędzia niezbędne do procesu trasowania?
4) wymienić podstawowe operacja traserskie?
5) określić za pomocą jakich urządzeń mocujemy przedmioty przy obróbce
ręcznej w pracowni złotniczej?
6) wymienić operacje przy użyciu młotków?
7) zdefiniować pojęcie gięcia blachy i drutu?
8) zdefiniować pojęcie cięcia ręcznego?
9) dokonać klasyfikacji pilników w zależności od rodzaju nacięć?
10) opisać operację piłowania?
11) zdefiniować pojęcie wiercenia?
12) wyjaśnić potrzebę stosowania operacji rozwiercania otworów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2. Formowanie płaskie, fakturowanie, wycinanie ażurów,
zdobienie wyrobów modelatorami, swobodne klepanie
blach, klepanie na modelach, cyzelowanie kształtujące.
Zbieranie i selekcjonowanie odpadów metali szlachetnych
4.2.1. Materiał nauczania
Formowanie płaskie
Przy ręcznej obróbce blachy przez operację formowania płaskiego można wykonywać
różne drobne przedmioty artystyczne.
Formowanie płaskie może stanowić zamkniętą operację techniczną lub też być tylko jednym
z procesów wstępnych do wykonywania wyrobów. Podstawowymi czynnościami
występującymi przy ręcznej obróbce blachy jest prostowanie i wyginanie.
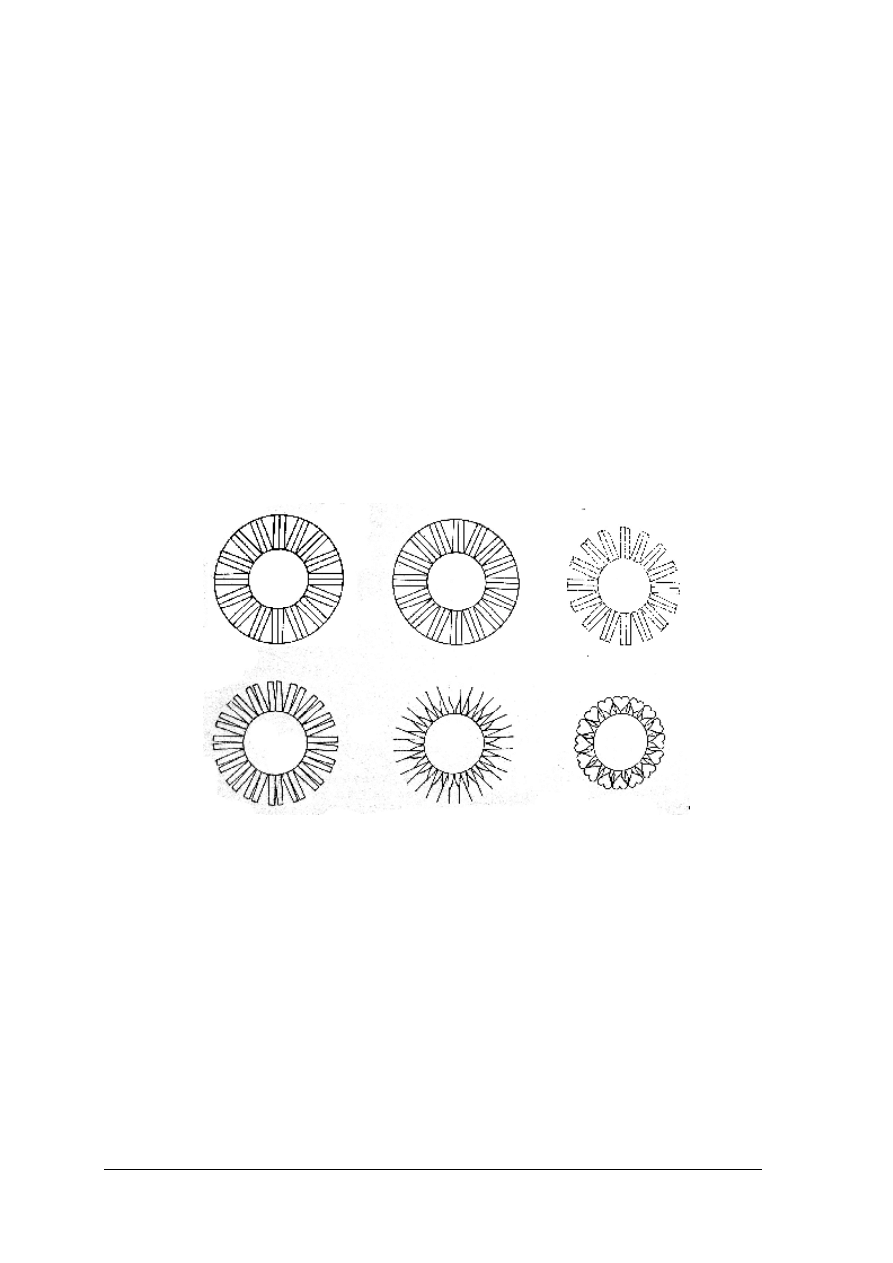
Czynności wykonywane przy formowaniu płaskim najlepiej zobrazuje przykład
wykonania broszy z krążka blachy.
Rys. 33. Proces technologiczny wykonania broszki [5, s. 119]
Przy wykonywaniu tego ćwiczenia występują następujące operacje technologiczne
−
trasowanie okręgu na blasze,
−
trasowanie linii centrycznych cięć,
−
cięcie kształtu koła,
−
wykonanie centrycznych nacięć,
−
wycięcie trójkątów pomiędzy paskami,
−
fakturowanie bądź wyklepywanie środka broszy,
−
skręcanie pasków zgodnie z projektem.
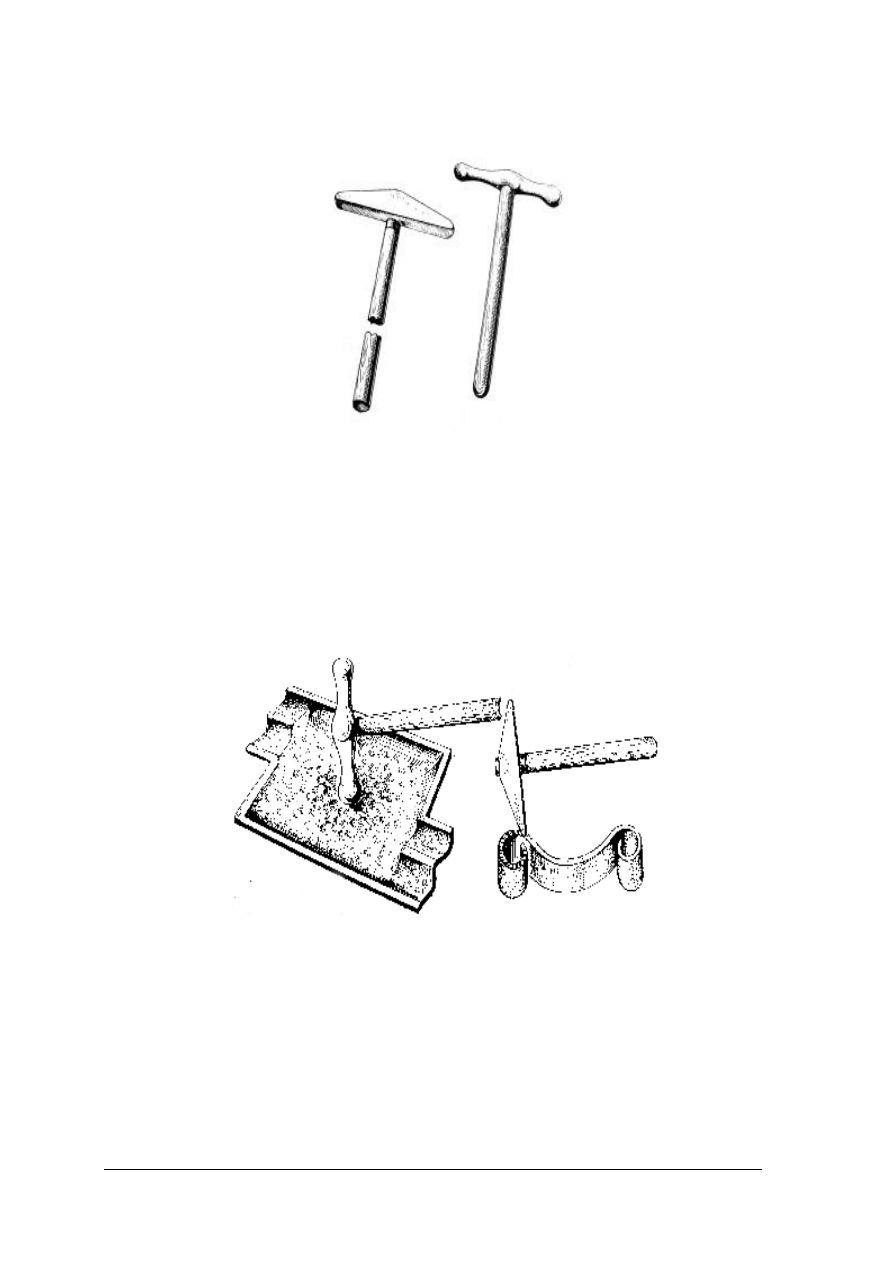
Blachę możemy też formować w różnego rodzaju kształtownikach, tak zwanych
,,ankach”. Składają się one z wyprofilowanych płyt lub sześcianów, w których wykonane są
gniazda i punc odpowiadających kształtem i wielkością poszczególnym gniazdom.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 34. Kształtownica „anka” [internet]
Odpowiedniej wielkości krążek blachy umieszczamy w gnieździe kształtownika.
Przykładamy puncę i uderzając w nią młotkiem, nadajemy blasze kształt gniazda. Najczęściej
wykonujemy czasze i półkule do wyrobów jubilerskich.
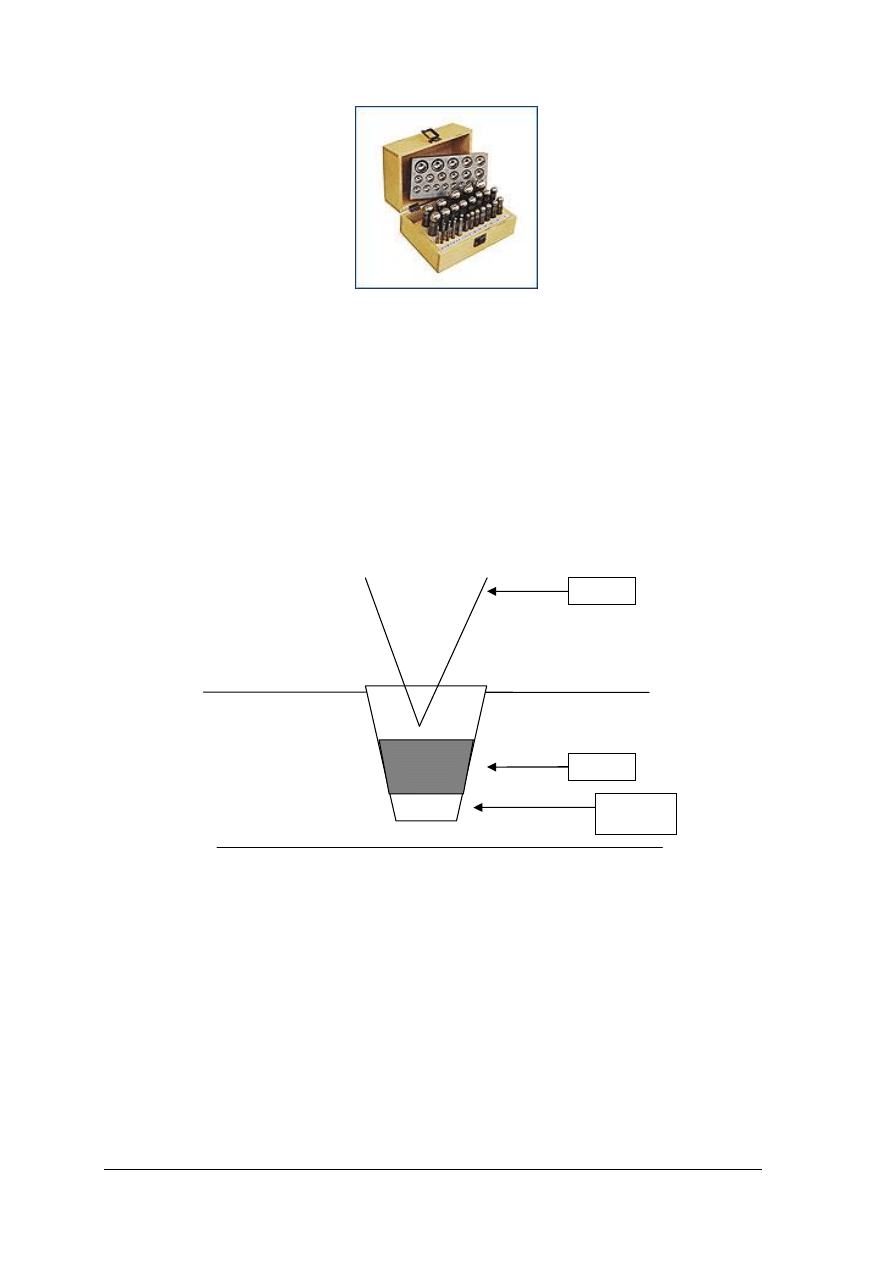
Innego rodzaju kształtownicy używamy do wykonywania opraw okrągłych kamieni.
Składa się z płytki z otworami w kształcie stożków i trzpienia stożkowego. Przygotowaną
opaskę o średnicy wewnętrznej równej średnicy kamienia umieszczamy w gnieździe
i wkładamy w jej środek trzpień. Uderzając młotkiem w trzpień, nadajemy opasce kształt
stożka.
Rys. 35. Schemat wykonania oprawki w kształtownicy stożkowej
W prawidłowo wykonanej oprawie kamień powinien być równo ustawiony, minimalnie
niżej niż górna krawędź opaski. W tak wykonaną opasę możemy oprawić kamień lub
wykonać z niej oprawę ażurową poprzez wypiłowanie w niej łapek piłką, a następnie
ukształtowanie ich pilnikiem.
Fakturowanie
Fakturowanie młotkami i modelatorami jest jedną z form złotniczych wykonywania
przedmiotów. Efekty zdobnicze osiąga się poprzez odpowiednie młotkowanie płaszczyzny
przedmiotu. Najczęściej stosowane jest młotkowanie, którego efektem jest faktura groszkowa
lub jodełkowa. Fakturujemy całą powierzchnię wyrobu lub jej część.
stożek
opaska
gniazdo
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Do fakturowania używa się tzw. młotków kotlarskich, których część robocza jest
wypolerowana i utwardzona oraz młotków profilowych o zwężonej części roboczej.
Rys. 36. Narzędzia do fakturowania [5. s. 185]
Zamiast młotków można używać modelatorów. Fakturowanie wykonuje się na twardym
podłożu (płyta stalowa lub gładź kowadła).
Uderzając młotkiem do fakturowania albo młotkiem w modelator, który kształt swojej części
roboczej przenosi na przedmiot leżący na twardym podłożu, na powierzchni metalu otrzymuje
się ślad odpowiadający kształtem części roboczej narzędzia uderzającego. Ślady uderzeń
powinny tworzyć zwartą całość, pokrywając równomiernie całą płaszczyznę, bądź
zaprojektowany rysunek.
Rys. 37. Fakturowanie płaszczyzn i krawędzi [5, s. 185]
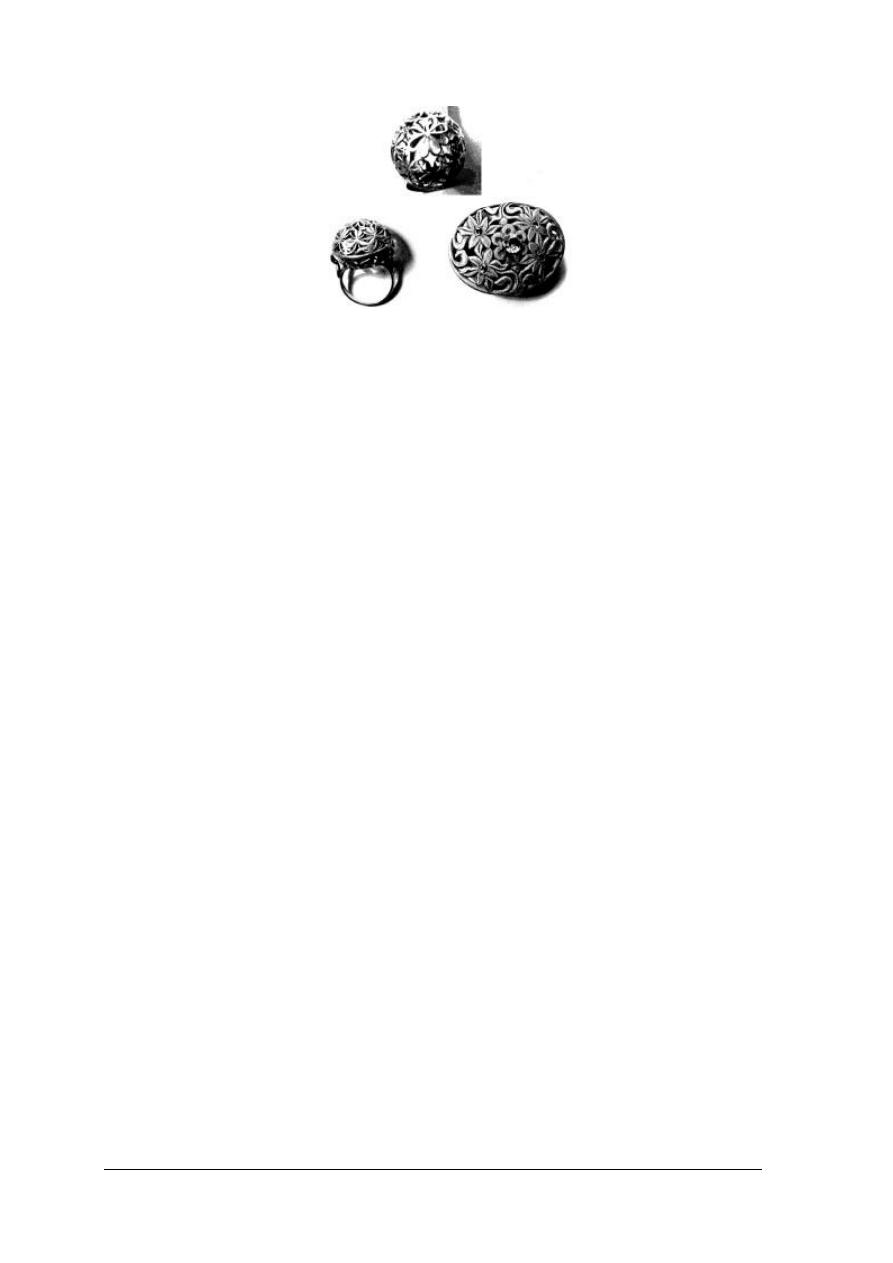
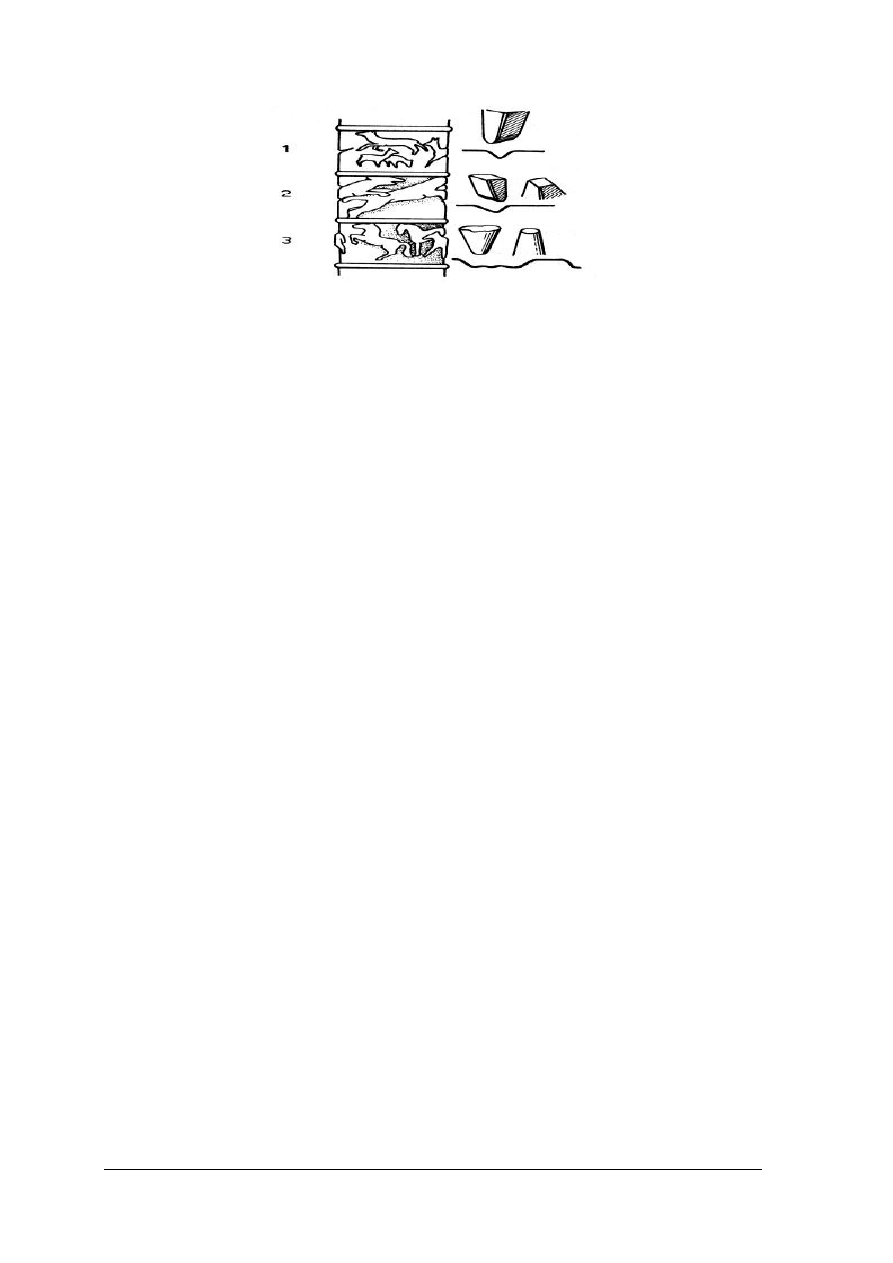
Wycinanie ażurów polega na cięciu blachy wzdłuż natrasowanych linii. Jest to jedna
z metod zdobienia wyrobów złotniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 38. Wyroby ażurowe.
Kolejność czynności przy wykonywaniu ażurów:
−
przygotowanie materiału (najczęściej jest to czasza),
−
natrasowanie wzoru,
−
napunktowanie miejsca w którym wywiercimy otwór,
−
wywiercenie otworu,
−
wprowadzenie do niego brzeszczotu piłki,
−
wypiłowanie wzoru,
−
w miejscach tego wymagających opiłowanie pilnikami iglakowymi.
Podczas wykonywania ażurów należy zwrócić szczególną uwagę na to, żeby:
−
kontur ażuru był wyraźny,
−
przedmiot był starannie zamocowany i nie poruszał się,
−
brzeszczot był prawidłowo dobrany do grubości przedmiotu, zamocowany ząbkami do
dołu i pracował pionowo,
−
naprężenie brzeszczotu powinno odpowiadać grubości piłki.
Klepanie
Swobodne klepanie blach jest jedną z najstarszych metod kształtowej obróbki blach na
zimno bezpośrednimi uderzeniami młotka, pod działaniem których blacha ulega rozciąganiu,
zginaniu i ciąganiu, a w efekcie przyjmuje żądany kształt. Swobodne ręczne klepanie
stosowane jest również współcześnie. W celu uzyskania formy przestrzennej z blachy
płaskiej, stosuje się trzy różne operacje, które w zmiennej kolejności i w różnych
zestawieniach składają się na metodę klepania.
−
rozklepywanie blachy na twardym podłożu uderzeniami stalowego młotka,
−
zginanie wykonywane młotkiem stalowym bądź wykonanym z miększego materiału na
kowadle bądź w imadle; rozróżnić można zginanie pod kątem, po promieniu, po prostej,
po łuku i po krzywej złożonej; można to uzyskać wykorzystując krawędź kowadła
kształtowego o odpowiedniej krzywiźnie; w operacji tej równocześnie z procesem
zginania zachodzi rozciąganie blachy,
−
wyciąganie metalu następuje w wyniku uderzeń młotkiem na skutek których przekrój
poprzeczny materiału ulega zwiększeniu.
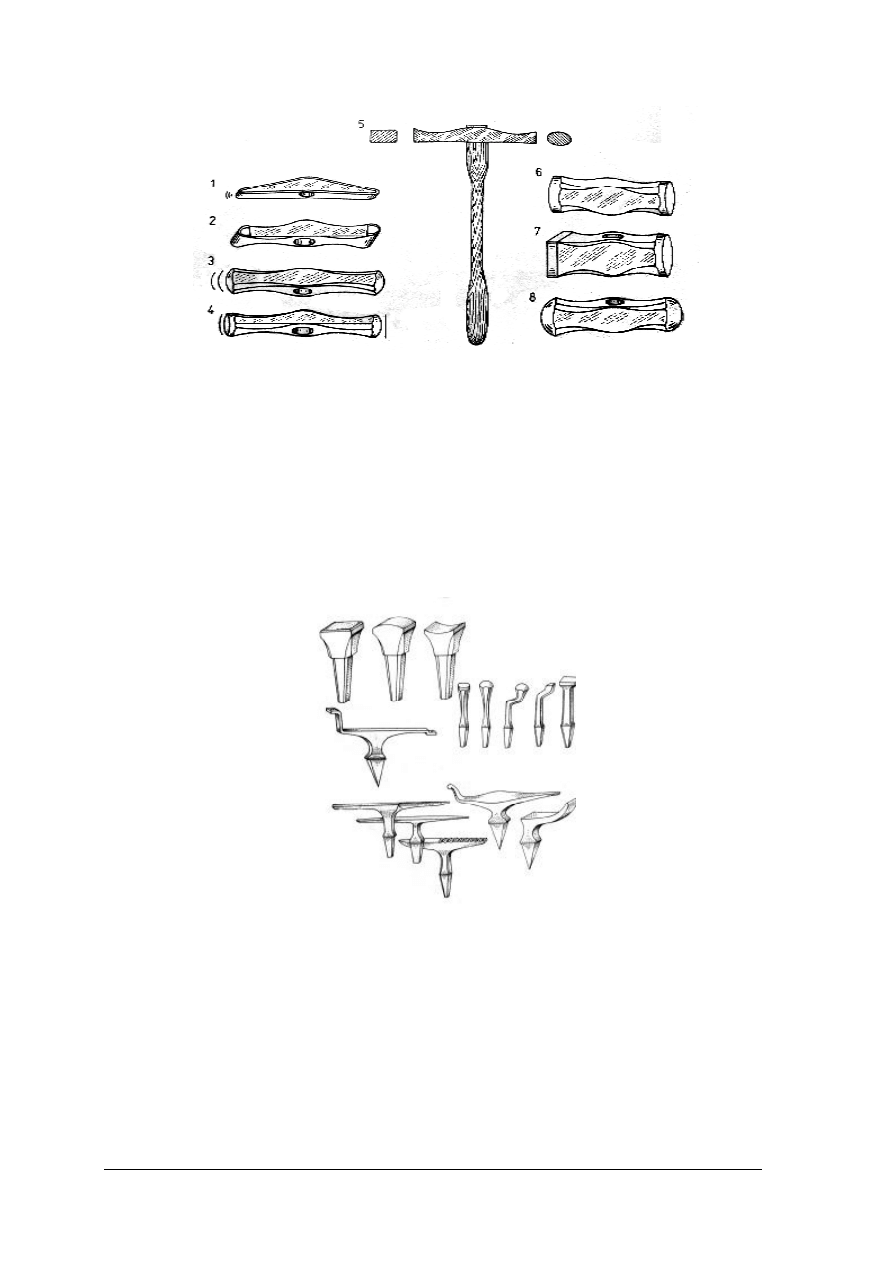
Do narzędzi uderzeniowych zalicza się młotki o różnych kształtach części uderzeniowej
wykonane z rożnej twardości materiałów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 39. Młotki [2, str. s. 154]
Do swobodnego klepania blach mają zastosowanie również narzędzia oporowe, do
których zaliczamy:
−
różnego kształtu i o różnej masie kowadełka i płyty,
−
rożki blacharskie o różnie ukształtowanych zakończeniach roboczych,
−
proste i wygięte imaki ułatwiające obróbkę form o złożonych kształtach,
−
klepadła stosowane do klepania wypukłych kształtów,
−
zaginadła blacharskie – jedno i dwustronne proste i zaokrąglone do zaginania, podcinania
i wyklepywania spoiw.
Rys. 40. Narzędzia oporowe do klepania: babki, klepadła i dwurogi [2, s. 155]
Wszystkie narzędzia uderzające i oporowe powinny mieć bardzo gładkie powierzchnie
aby nie powodować uszkodzeń blachy.
Klepanie na modelach jest techniką stosowaną w wytwarzaniu płaskorzeźb i rzeźb
z metali kolorowych i ich stopów. Metodą tą można wykonywać duże monumentalne rzeźby i
posągi.
Technika ta odznacza się:
−
małym zużyciem metalu w porównaniu z wyrobami litymi,
−
niższym kosztem wytworzenia niż monumenty odlewane,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
mniejszą masą,
−
umocowaniem na stalowym zbrojeniu – szkielecie przez co są trwałe i wytrzymałe.
Proces klepania na modelach składa się z następujących operacji:
−
uformowania w gipsie rzeźby naturalnej wielkości, z której odtwarza się w częściach
formy negatywowe,
−
wykonania cementowych modeli przy wykorzystaniu gipsowych form cząstkowych,
−
w przypadku detali o dużych uwypukleniach modele odlewa się z babbitu (stop cyny
z antymonem i miedzią),
−
przygotowania blachy na części do klepania oddzielnych detali; grubość blachy dla metali
kolorowych powinna wynosić 1–2 mm; powierzchnię blachy w przybliżeniu obliczamy
za pomocą stalowej taśmy, mierząc po obwodzie modelu,
−
wyżarzenia, przemycia i wysuszenia blachy przed klepaniem,
−
klepania blachy na modelu cementowym lub wykonanym ze stopu młotkami gumowymi,
drewnianymi lub ołowianymi, w przypadku bardzo głębokich wyklepywań rozcinania
blachy lub wycinania nadmiaru materiału, którego nie można wciągnąć, łączenia miejsc
przez lutowanie,
−
przekuwania spoiw stalowym młotkiem,
−
w miarę potrzeb wyżarzania międzyoperacyjnego,
−
ponownego nałożenia wstępnie wyklepanej blachy na model i przymocowania jej za
pomocą cienkiego drutu lub zacisków śrubowych oraz ponownego wyklepania; w drugim
klepaniu uzyskuje się już dokładne odwzorowanie modelu,
−
cyzelowania odpowiednimi puncami na podkładce z masy smołowej, nadaje to wyrobowi
ostateczny kształt,
−
montażu rzeźby zaczynanego od dopasowania krawędzi poszczególnych detali do siebie,
odcięcia nadmiaru materiału nożycami kształtowymi i opiłowania pilnikiem; krawędzie
elementów łączonych muszą być dopasowane na styk i łączone są poprzez lutowanie
twarde; podczas procesu lutowania następuje zdeformowanie elementów, które należy
ostatecznie uformować poprzez przeklepanie wykorzystując odpowiednie narzędzia,
−
montażu całości rzeźby na stalowym szkielecie.
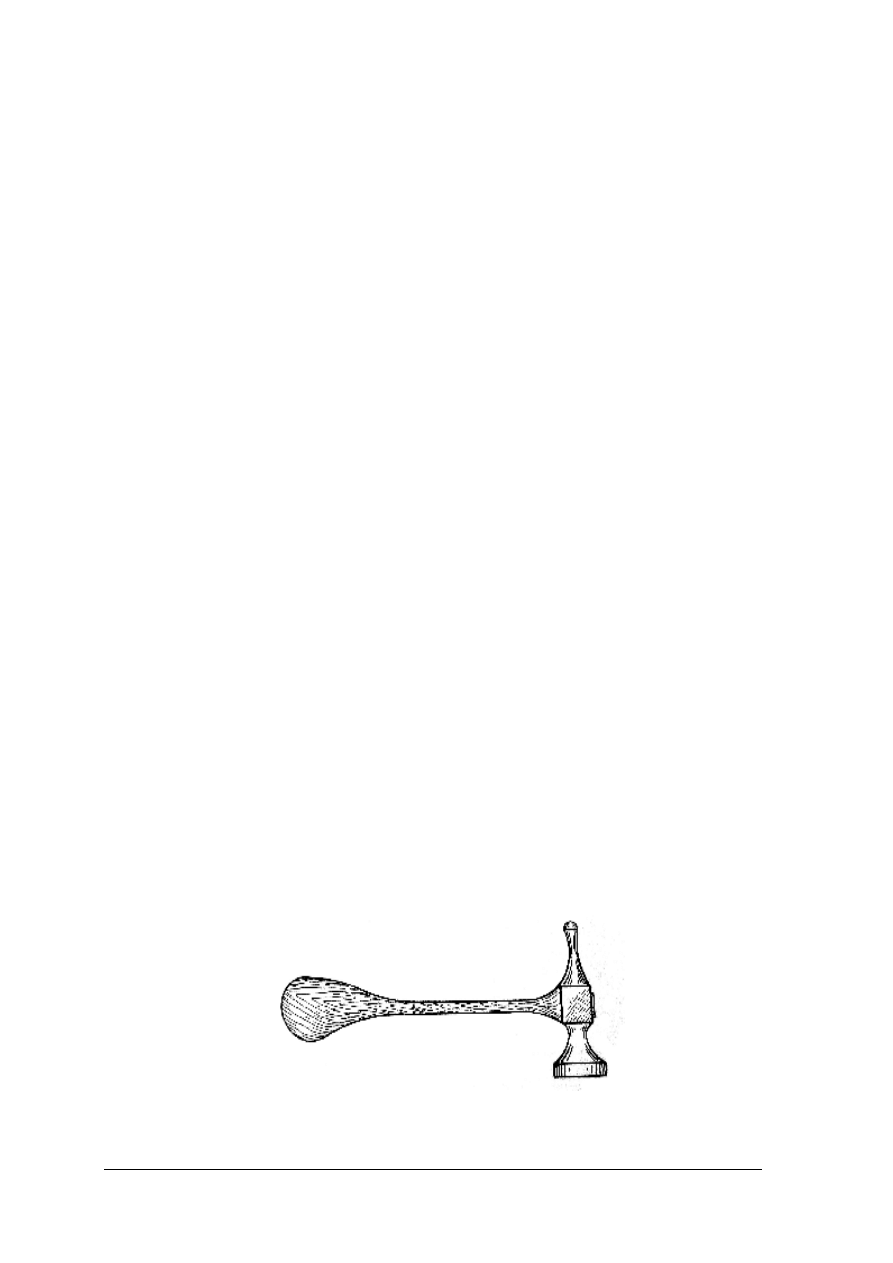
Cyzelowanie kształtujące
Cyzelowanie jest techniką gładzenia i wykańczania przedmiotów metalowych, odlewów
rzeźbiarskich lub odlewanych wyrobów rzemiosła artystycznego. Celem tej operacji jest:
−
usunięcie szwów odlewniczych i nierówności wynikających z odkształceń po lutowaniu
montażowym,
−
nadanie faktury powierzchni,
−
ostateczne precyzyjne wykończenie wyrobu.
Rys. 41. Młotek cyzelerski [2, s. 169]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Proces cyzelowania można również podzielić na:
−
cyzelowanie wyrobów z blachy (uwypuklenie, kształtowanie na zimno wyrobów
z blachy),
−
cyzelowanie wykańczające (technika gładzenia i wykańczania przedmiotów wykonanych
techniką odlewania).
Materiałem wyjściowym do kształtowania cyzelowaniem jest blacha, najczęściej
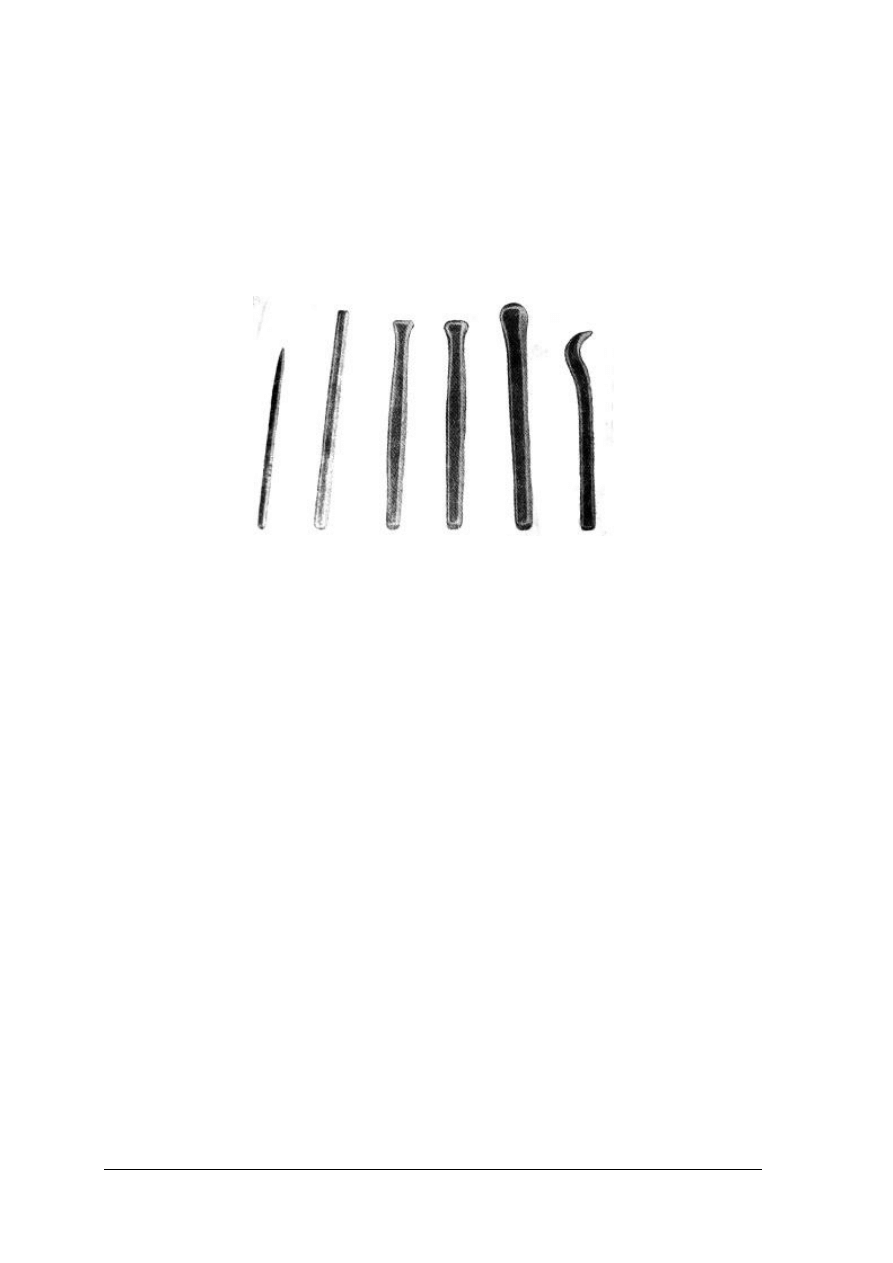
o grubości od 0,5 do 1 mm. Podstawowym narzędziem służącym do cyzelowania są punce.
W procesie tym można wydzielić trzy etapy:
−
trasowanie cyzelerskie – wykonuje się rysunek konturowy puncą liniową,
Rys. 42. Punce cyzelerskie [2, s. 165]
−
kształtowanie od strony liniowej lub od tyłu blachy – w wyniku którego przy
zastosowaniu puncy o różnie ukształtowanych powierzchniach części roboczej powstają
powierzchnie reliefowe,
−
cyzelowanie wykańczające – jest procesem wykonywanym po naniesieniu faktury na
formowanym ornamencie i nadaje przedmiotowi końcowy efekt artystyczny.
W zależności od przeznaczenia wyróżniamy:
−
punce punktowe z zaostrzonym końcem części roboczej w kształcie igły, używane są do
przenoszenia rysunku z papieru na blachę i do wykańczania powierzchni poddanych
operacji fakturowania punktowego,
−
punce liniowe służą do przenoszenia na metal konturów rysunku, łącząc punkty
przeniesione z papieru i wybijając mniej lub bardziej wyrazistą linie ciągłą, punce liniowe
mogą być proste do wybijania linii prostych i półokrągłe z różnym promieniem krzywizny
do wykonywania linii krzywych,
−
gładziki są najliczniejszą i najróżnorodniejszą grupą puncy z mniej lub bardziej płaską
powierzchnią kształtującą. stosuje się je do wydobywania płaskich i równych powierzchni,
po obróbce gładzikami uzyskuje się powierzchnię gładką lub chropowatą w zależności od
tego, jakiej użyjemy puncy,
−
wypychacze gałkowe są puncami z okrągłymi sferycznymi główkami używanymi do
wypychania półokrągłych form podczas procesu cyzelowania na zimno lub do uzyskania
faktury jamkowej przy obróbce od strony powierzchni licowej,
−
wypychacze podłużne są to punce o części roboczej owalnej,
−
wypychacze rurkowe mają powierzchnię roboczą wklęsłą, półkolistą, o różnych
średnicach i głębokości wyklepywania,
−
wzorniki są puncami odbijającymi na obrabianym metalu wzory, fragmenty rysunku,
używane są w procesie wykańczającym w celu uzyskania określonej faktury, do obróbki
wykańczającej reliefu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
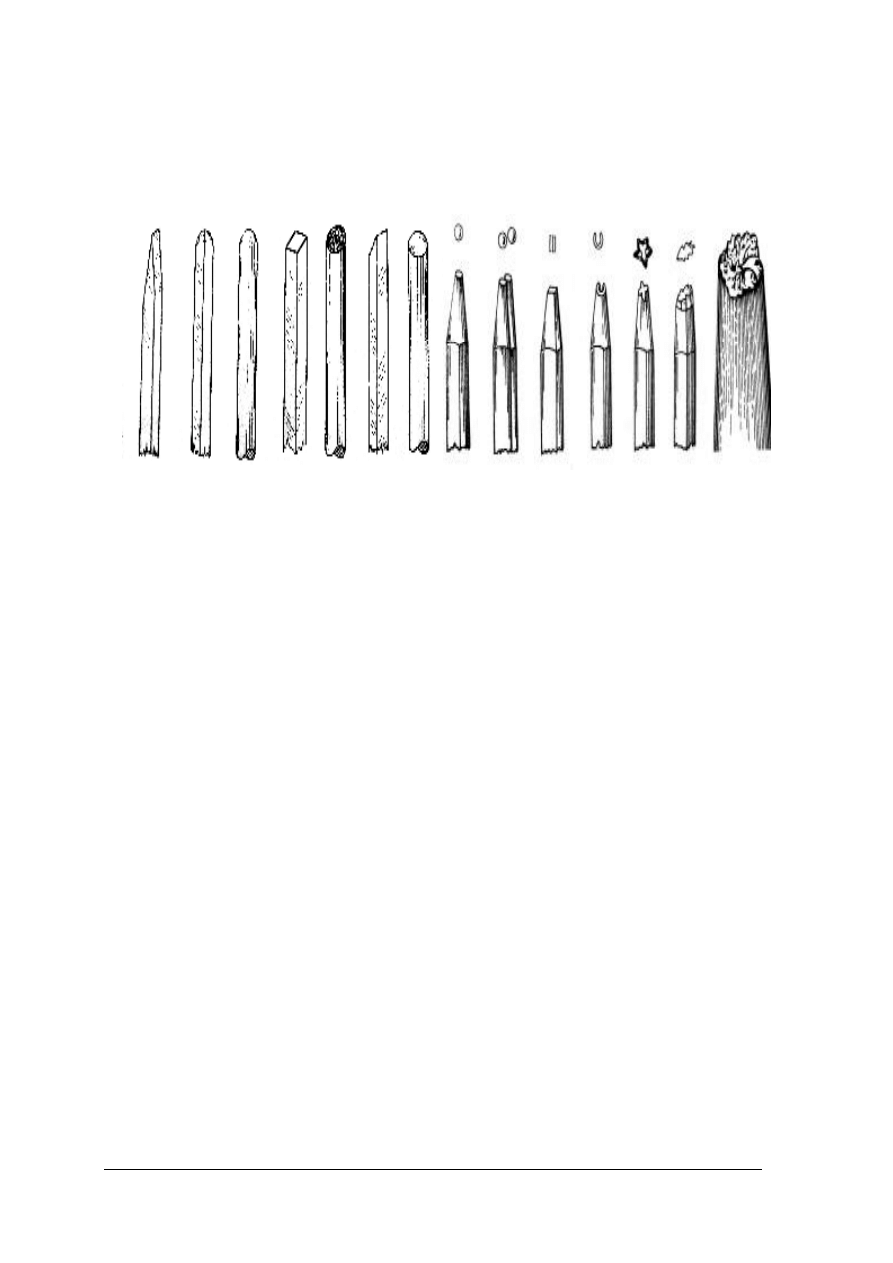
−
punce specjalne, stemple mające na części roboczej wygrawerowane ornamenty (liście,
kwiaty, rozety, cyfry, litery),
−
przecinaki są puncami o ostrym zakończeniu części roboczej z płaskim i półokrągłym
ostrzem, służące do przycinania tła przy wykonywaniu ażurów w blasze.
Rys. 43. Punce stalowe kształtujące, wzorniki i stemple [2, s. 165]
W zależności od kształtu części roboczej punce różnią się długością części chwytowej
i wymiarami poprzecznymi.
Materiałami pomocniczymi stosowanymi w procesie cyzelowania są:
−
masa cyzelerska, która służy jako podłoże miękkie i jako lepik podczas obróbki, stanowi
ją smoła syntetyczna wymieszana z wypełniaczami, którymi mogą być: drobny
wysuszony piasek, kreda, wosk i tym podobne,
−
woreczki wykonane z mocnej tkaniny wypełnione piaskiem i zaszyte, używane do
wstępnego cyzelowania,
−
guma w arkuszach do wykonywania drobnych prac cyzelerskich,
−
płyta ołowiana, płyty stalowe, kamienne i drewniane, używane do wyrównywania tła
i cyzelowania powierzchni płaskich,
−
urządzenie podgrzewające służące do nanoszenia podkładu smołowego, przyklejania
materiału do kształtowanej powierzchni oraz usuwania podkładu z przedmiotu
cyzelowanego po zakończonym procesie,
−
urządzenia do oczyszczania przedmiotów po zakończonym procesie w postaci wanien
z roztworami do trawienia i szlifierek z tarczowymi szczotkami,
−
pojemniki płaskie i półkoliste wypełnione smołą do mocowania obrabianych przedmiotów
przez przyklejenie na smole,
−
narzędzia pomocnicze służące do cięcia blachy, zaginania krawędzi, mocowania
przedmiotów bądź narzędzi podczas procesu cyzelowania, palniki, pilniki i tym podobne.
Kolejne operacje w procesie technologicznym cyzelowania:
−
wykonanie projektu cyzelowanego przedmiotu,
−
przygotowanie blachy,
−
wykonanie podkładu smołowego,
−
przeniesienie rysunku na blachę,
−
konturowanie i uwypuklanie wzoru,
−
w miarę potrzeby wyżarzanie,
−
wybijanie reliefu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 44. Kolejne operacje cyzelowania
1. Trasowanie, 2. Wybijanie podłoża, 3. Odbijanie podłoża [2, s. 175]
Wyróżniamy następujące odmiany prac cyzelerskich różniących się technologią
i uzyskiwanymi efektami dekoracyjnymi:
−
płaskie prace wykonane wyłącznie konturownikiem,
−
konturowanie i wycinanie tła,
−
wyroby bez widocznego rysunku wykonane przez wybicie faktury za pomocą wypychaczy
gałkowych, owalnych lub wzornikami,
−
konturowanie i opuszczanie tła stosowane w pracach dekoracyjnych złotniczych,
−
konturowanie z lekkim uniesieniem reliefu przez wybijanie od strony odwrotnej,
−
płaskorzeźba z w pełni ukształtowanym reliefem o różnej wysokości,
−
cyzelowanie bez odsmołowania dużych, uproszczonych rzeźb dekoracyjnych z różnych
rodzajów blachy,
−
cyzelowanie trójwymiarowych form rzeźbiarskich.
Wygniatanie, choć w pewnych operacjach podobne do cyzelowania, jest odrębną techniką
obróbki metali. W miejsce wielokrotnych kształtujących uderzeń młotka stosuje się punce-
stemple służące do jednozabiegowego tłoczenia. Obecnie wprowadzono płyty – matryce do
wygniatania. Matryce wykonuje się jako odlew ze stopów miedzi, precyzyjnie wykończony
cyzelowaniem lub metodą obróbki skrawaniem.
Proces wygniatania wymaga następujących czynności:
−
ułożenia na ukształtowanej powierzchni matrycy cienką blachę o grubości 0,2–0,3 mm
wstępnie wydłużonej i wytrawionej,
−
nałożenia na blachę przekładni z blachy ołowianej,
−
uderzania w ołów drewnianym młotkiem lub wywierania nacisku ręczną prasą śrubową,
−
usunięcia ołowiu z matrycy,
−
wyjęcia gotowego skopiowanego wyrobu z matrycy,
−
w miarę potrzeb przeprowadzenia cyzelowania wykańczającego.
Wygniatać można tylko metale miękkie. Twarde blachy wymagają wyżarzania, trawienia
międzyoperacyjnego i powtórnego wygniatania.
Zbieranie i selekcjonowanie odpadów metali szlachetnych
Materiały stosowane do wykonywania wyrobów jubilerskich są kosztowne, dlatego
należy starannie zbierać wszystkie odpady metali szlachetnych. Największa ich ilość zbiera
się w szufladzie umieszczonej pod blatem stołu złotniczego. Zbieramy je do naczynia,
wymagnesowujemy i wyżarzamy pod wyciągiem w celu usunięcia zanieczyszczeń.
Przestrzegając podanych niżej zasad, zmniejszamy straty do minimum:
1. Po każdej czynności wykonanej w metalu szlachetnym ręce i narzędzia czyścimy miękką
szczotką nad szufladą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
2. Ręce myjemy w zlewie wyposażonym w odstojnik, w którym zbiera się osad. Kiedy
nazbiera się dużo osadu, zlewamy znad niego wodę. Wyjmujemy go z odstojnika,
suszymy i topimy lub oddajemy do rafinacji chemicznej.
3. Płyny używane do bębnów, myjek i kąpieli galwanicznych zlewamy do naczyń
i postępujemy analogicznie jak z osadem w wodzie po myciu rąk.
4. Wszystkie materiały używane do szlifowania i polerowania, papier ścierny, zużyte
szczotki polerskie, filc, kurz zebrany ze ścian, podłóg, maszyn zbieramy i poddajemy
rafinacji ogniowej lub chemicznej.
5. Zużyte tygle rozbijamy w moździerzach, szlamujemy wodą i topimy powstałe na dnie
kulki metalu.
6. Ścinki, opiłki i strużyny zbieramy selekcjonując je według stopu i próby metalu.
Odpadki najczęściej gromadzą się w następujących miejscach:
−
w fartuchu lub szufladzie stołu złotniczego,
−
na rękach i ubraniu roboczym,
−
na materiałach używanych do szlifowania,
−
na materiałach używanych do polerowania,
−
w zużytych kąpielach galwanicznych,
−
w zużytych tyglach,
−
w filtrach i szlakach,
−
w wodzie w której myte są ręce,
−
na bibule i kamieniu probierczym.
Ze stołu złotniczego odpady metali szlachetnych odzyskujemy w następujący sposób:
−
zmiatamy do jednego naczynia,
−
wyżarzamy w stalowej misce w celu usunięcia zanieczyszczeń,
−
wymagnesowujemy w celu usunięcia opiłków stalowych,
−
po dodaniu topników topimy odzyskując metal szlachetny.
Z odpadków w których skład wchodzą składniki organiczne (filc, wełna, papier, skóra)
i nieorganiczne (śmieci z podłogi) metale szlachetne odzyskujemy w sposób analogiczny:
−
zbieramy je do jednego, stalowego naczynia,
−
spalamy i wyżarzamy,
−
przemagnesowujemy,
−
uzyskany popiół topimy używając topników odzyskując metale szlachetne.
Odpadki zawarte w wodzie po myciu rąk odzyskujemy poprzez zlanie jej z wierzchu
naczynia, zebranie osadu, wysuszenie go, spalenie i stopienie z dodatkiem topników.
Aby odzyskać metale szlachetne z zużytych tygli:
−
rozbija się je w moździerzach,
−
przemiela,
−
szlamuje wodą,
−
pozostałe na dnie naczynia malutkie kulki metalu stapia się na tyglu z topnikami.
W małych pracowniach złotniczych odpadki oprócz opiłków i strużyn powinny być starannie
zbierane i oddawane do przeróbki zakładom rafinacyjnym. Odpadki selekcjonujemy według
rodzaju stopu metalu i jego próby.
4.2.2. Pytania sprawdzające
Opowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje występują podczas procesu formowania płaskiego?
2. W jaki sposób wykonujemy proces fakturowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
3. Jakimi narzędziami posługujemy się podczas operacji klepania blachy?
4. Jakich narzędzi używamy podczas zginania i wciągania blachy?
5. W jaki sposób dokonujemy gięcia i skręcania blachy?
6. Jakich urządzeń oporowych używamy podczas procesu formowania płaskiego blachy?
7. Jaką technikę obróbki blachy na zimno stosujemy przy formowaniu płaskorzeźb i rzeźb?
8. Z jakich operacji składa się proces klepania na modelach?
9. Jakie warunki powinien spełnić materiał przed przystąpieniem do procesu kształtowania
blachy?
10. W jaki sposób przeprowadza się proces cyzelowania?
11. Jakich narzędzi używamy do cyzelowania?
12. Jakie znasz materiały pomocnicze występujące w procesie cyzelowania?
13. Potrafisz wymienić kolejne operacje występujące w procesie cyzelowania?
14. Jakich czynności technologicznych wymaga proces wygniatania?
15. Jakich urządzeń używamy przy wygniataniu wzorów na blasze?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj oprawę kamienia przy użyciu kształtownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować blachę o odpowiednich parametrach,
2) wygiąć szczypcami opaskę o średnicy kamienia,
3) zlutować jej brzegi,
4) wyprofilować ją w kształtownicy,
5) sprawdzić prawidłowość wykonania ćwiczenia,
6) zaprezentować efekt swojej pracy,
7) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
suwmiarka,
−
przybory kreślarskie,
−
nożyce kształtowe bądź wykrojnik,
−
młotek,
−
kształtownica,
−
wybijaki kształtowe,
−
literatura z punktu 6.
Ćwiczenie 2
Przygotuj czaszę do wykonania pierścionka ażurowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać blachę odpowiedniego kształtu i grubości,
2) natrasować okrąg,
3) wyciąć nożycami bądź wykrojnikiem kształt koła,
4) dobrać w kształtowniku odpowiedni otwór do wybicia czaszy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5) przeprowadzić wstępne wybijanie,
6) wyżarzyć w miarę potrzeby blachę,
7) wybić na określoną średnicę,
8) zaprezentować efekt swojej pracy,
9) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
blacha,
−
szczypce kształtowe,
−
nożyce,
−
palnik,
−
lut i lutówka,
−
stanowisko do wytrawiania,
−
pęseta,
−
kształtownik „anka”,
−
punce,
−
wykrojnik.
Ćwiczenie 3
Zaprojektuj i wykonaj ornament do zdobienia wyrobu z użyciem puncy specjalnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować projekt ornamentu,
2) przygotować blachę do wykonania ornamentu,
3) przygotować punce do wykonania ornamentu,
4) przygotować podłoże do puncowania,
5) wykonać puncowanie,
6) wyżarzyć i wytrawić w miarę potrzeby,
7) odłączyć blachę od podłoża,
8) wytrawić po cyzelowaniu,
9) zaprezentować efekt swojej pracy,
10) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
blacha,
−
przyrządy do trasowania,
−
punce,
−
młotek,
−
masa oporowa,
−
stanowisko do wyżarzania,
−
stanowisko do trawienia.
Ćwiczenie 4
Zaprojektuj i wykonaj naczynie techniką ręcznego klepania swobodnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z warunkami projektu,
2) zaprojektować kształt i wielkość naczynia,
3) przygotować wielkość, rodzaj i kształt blachy,
4) sprawdzić stan twardości blachy przed procesem klepania,
5) dobrać młotki potrzebne do wykonania tej operacji,
6) dobrać narzędzia oporowe do klepania naczynia,
7) wykonać klepanie,
8) wyżarzyć i wytrawić naczynie w miarę potrzeb,
9) zaprezentować efekt swojej pracy,
10) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik i przybory do kreślenia,
−
arkusz blachy,
−
przyrządy do trasowania (rysik, punktak, młotek, cyrkiel),
−
młotki kształtowe,
−
naczynia oporowe,
−
imadło,
−
stanowisko do wyżarzania,
−
stanowisko do wytrawiania.
Ćwiczenie 5
Zaprojektuj i wykonaj płaskorzeźbę technika klepania na modelu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić projekt płaskorzeźby przedstawiającej określony motyw,
2) uformować w gipsie prototyp płaskorzeźby w skali 1:1,
3) wykonać negatywowy odlew cementowy, wykorzystując formę gipsową,
4) przygotować blachę z zaprojektowanego metalu odpowiedniej grubości, szerokości
i długości,
5) wyżarzyć i wytrawić blachę,
6) wyklepać blachę położoną na cementowy model i klepać młotkiem gumowym,
drewnianym lub ołowianym,
7) wykonać w miarę potrzeby proces wyżarzania i trawienia międzyoperacyjnego,
8) doszczelnić klepaną płaskorzeźbę poprzez cyzelowanie odpowiednimi do projektu
puncami na podkładzie z masy smołowej,
9) usunąć ewentualne pozostałości masy smołowej ze zdjętej z niej płaskorzeźby,
10) zaprezentować efekt swojej pracy,
11) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory do rysowania,,
−
blok rysunkowy formatu A4,
−
skrzynka do wlania gipsu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
gips,
−
cement,
−
blacha dostosowana wymiarami do wykonania płaskorzeźby,
−
stanowisko do wyżarzania,
−
stanowisko do trawienia,
−
zestaw młotków do klepania,
−
masa smołowa,
−
zestaw puncy cyzelerskich,
−
benzyna ekstrakcyjna,
−
literatura z punktu 6.
Ćwiczenie 6
Wykonaj wyrób złotniczy metodą wygniatania ręcznego i matrycowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować matrycę z wzorem wyrobu,
2) przygotować materiał, w którym będziesz wykonywał tłoczenie,
3) przygotować przekładkę z miękkiego metalu,
4) dobrać stanowisko oporowe do wykonywania operacji nazywanej tłoczeniem,
5) dobrać należycie dobijak do kształtu matrycy,
6) dobrać młotek do uderzenia,
7) wykonać proces wygniatania,
8) zaprezentować efekt swojej pracy,
9) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
matryca z wzorem wyrobu,
−
materiał do wygniatania,
−
przekładka z miękkiego metalu,
−
stanowisko oporowe,
−
dobijak,
−
młotek,
−
literatura z punktu 6.
Ćwiczenie 7
Wykonaj płaskorzeźbę poprzez ręczne wygniatanie przy użyciu modelatorów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować matrycę na której będziesz przeprowadzał proces wygniatania,
2) przygotować blachę o wymiarach odpowiednich do wykonania tej operacji,
3) wyżarzyć i wytrawić blachę,
4) nałożyć i unieruchomić blachę na powierzchni matrycy,
5) dobrać modelatory odpowiednie do wygniatanego kształtu,
6) wygniatać wstępnie,
7) wyżarzyć i wytrawić międzyoperacyjnie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
8) wygniatać wykańczająco nakładając powtórnie dokładnie blachę na matrycę,
9) zaprezentować efekt swojej pracy,
10) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
matryca,
−
blacha,
−
stanowisko do wyżarzania,
−
stanowisko do wytrawiania,
−
modelatory,
−
literatura z punktu 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie formowania płaskiego?
2) wymienić podstawowe narzędzia używane podczas procesu formowania
blachy?
3) opisać proces fakturowania?
4) wymienić podstawowe narzędzia do procesu fakturowania?
5) opisać proces wycinania ażurów i wymienić zastosowane narzędzia?
6) opisać proces swobodnego klepania blach?
7) wymienić operacje występujące podczas procesu klepania blachy na zimno?
8) zdefiniować pojęcie narzędzi uderzeniowych?
9) wymienić narzędzia uderzeniowe?
10) zdefiniować pojęcie urządzeń oporowych?
11) wymienić urządzenia oporowe?
12) wymienić czynności technologiczne występujące w procesie klepania na
modelach?
13) opisać korzyści wynikające z technologii wykonywania przedmiotów
metodą klepania na modelu?
14) zdefiniować pojęcie cyzelowania kształtującego?
15) określić cele stosowania operacji cyzelowania?
16) wymienić rodzaje puncy używanych podczas cyzelowania?
17) wymienić materiały pomocnicze stosowane przy procesie cyzelowania?
18) opisać proces technologiczny procesu cyzelowania?
19) wymienić odmiany prac cyzelerskich?
20) zdefiniować proces wygniatania?
21) wymienić czynności technologiczne procesu wygniatania?
22) wymienić miejsca, w jakich najczęściej gromadzą się odpadki metali
szlachetnych w pracowniach złotniczych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
5. SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Wpisz imię i nazwisko na kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań.
5. Zadania: 1, 2, 3, 4, 5, 7, 8, 9, 12, 13, 14, są to zadania wyboru wielokrotnego i tylko jedna
odpowiedź jest prawidłowa; pytania 6, 10, 11 są to zadania z luką, w zadaniach 15, 16, 17,
18, 19, 20 narysuj lub dokończ rysunki.
6. Zadania rozwiązuj tylko na załączonej karcie odpowiedzi:
−
zaznacz prawidłową odpowiedź X (w przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową),
−
w zadaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone miejsce,
−
w zdaniach do uzupełnienia wpisz brakujące wyrazy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Test składa się z dwóch części o różnym stopniu trudności:
−
I część – poziom podstawowy – (zadania 1 – 14),
−
II część – poziom ponad podstawowy – (zadania 15 – 20).
9. Jeśli udzielenie odpowiedzi na któreś pytanie będzie Ci sprawiało trudność, to odłóż jego
rozwiązanie na później i rozważ ponownie gdy zostanie Ci czas wolny.
10. Na rozwiązanie testu masz 90 min.
Powodzenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
ZESTAW ZADAŃ TESTOWYCH
1. Podstawowym narzędziem mierniczym jest:
a) rysik,
b) suwmiarka,
c) szczypce,
d) gwintownik.
2. Do mocowania wyrobów przy obróbce ręcznej używamy:
a) szczypiec,
b) imadła,
c) pęsety,
d) kowadła.
3. Podczas piłowania piłką jubilerską nacisk wywieramy przy ruchu:
a) w dół,
b) w górę,
c) w obie strony,
d) nie ma znaczenia.
4. Do jednoczesnego odcinania pasków z dwóch stron blachy używamy nożyc:
a) rolkowych,
b) prostych,
c) dźwigniowych,
d) wygiętych.
5. Pilniki są to narzędzia służące do…………. powierzchni metalu.
6. Podczas ruchu …………. wywieramy nacisk na pilnik.
7. Fakturowanie wyrobu wykonujemy:
a) rylcami,
b) młotkami,
c) rysikami,
d) piłkami.
8. Określ, na co należy zwrócić uwagę, wykonując ażury.
9. Do narzędzi oporowych w klepaniu zaliczamy:
a) młotek,
b) punce,
c) kowadło,
d) modelator.
10. Wzornik to rodzaj:
a) pilnika,
b) kowadła,
c) puncy,
d) młotka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
11. Materiałem wyjściowym do cyzelowania jest:
a) blacha,
b) pręty,
c) płaskowniki,
d) masa plastyczna.
12. Ścinki metali zbieramy segregując je według …… i …… stopu metalu.
13. Opisz, w jaki sposób wyznaczamy oś symetrii płaskownika.
14. Opisz proces prostowania blach młotkiem.
15. Opisz, w jaki sposób wykonujemy oprawę do kamienia przy użyciu kształtownicy.
16. Opisz proces wykonywania ażuru.
17. Opisz proces technologiczny klepania na modelu.
18. Wymień kolejne operacje w procesie cyzelowania.
19. Określ, jakich zasad należy przestrzegać, aby zminimalizować straty metali szlachetnych
w pracowni złotniczo–jubilerskiej.
20. Opisz, w jaki sposób odzyskujemy metale szlachetne z odpadków, w których skład
wchodzą elementy organiczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
„Wykonywanie prac z zakresu obróbki ręcznej”
Zakreśl poprawną odpowiedź
,
wpisz brakujące części zdania
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
6
7
a
b
c
d
8
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
13
14
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
15
16
17
18
19
20
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
6. LITERATURA
1. Dylak T.W.: Złotnik zawód jakich mało. Wydana nakładem autora
2. Florow A.W.: Artystyczna obróbka metali. PWN, Warszawa 1989
3. Jopkiewicz M. Kubicy J.: Metale szlachetne. BWHWiU LIBRA, Warszawa 1983
4. Knobloch M.: Złotnictwo. WNT, Warszawa 1977
5. Knobloch M.: Metaloplastyka. WNT, Warszawa 1976
6. Knobloch M.: Polska biżuteria. ZN imienia Ossolińskich, Wrocław 1980
7. Kosikowski A. Piotrowski P.: Podstawy ślusarstwa. Wydawnictwo przemysłu lekkiego i
spożywczego, Warszawa 1965
8. Pallai S.: Metaloplastyka użytkowa. WNT, Warszawa 1990
9. Poradnik egzaminacyjny dla kandydatów na czeladników i mistrzów w rzemiośle
złotnictwo. HWiU „LIBRA” Warszawa 1981
10. Poradnik egzaminacyjny w rzemiośle złotnictwo. Centralny Związek Rzemiosła,
Warszawa 1981
11. Praca zbiorowa Dubinin N.P. (red.): Technologia metali. PWN, Warszawa 1956
12. Samek J.: Polskie złotnictwo. ZN imienia Ossolińskich, Wrocław 1988
13. Samek J.: Polskie rzemiosło artystyczne. WaiF, Warszawa 1984
14. Zastawniak F.: Złotnictwo i probiernictwo. WPLiS, Warszawa 1957
Internet
Strona aktualna na dzień 30 maja 2006:
−
Wyszukiwarka
Podobne podstrony:
24 Wykonywanie prac z zakresu obróbki ręcznej
04 Wykonywanie prac z zakresu obróbki ręcznej
24 Wykonywanie prac z zakresu obróbki ręcznej
07 Wykonywanie prostych prac z zakresu obróbki ręcznej
06 Wykonywanie prostych prac z zakresu obróbki ręcznej
Wykonywanie prostych prac z zakresu obróbki ręcznej
06 Wykonywanie prac z zakresu obróbki mechanicznej metali
04 Wykonywanie wybranych prac z zakresu obróbki
04 Wykonywanie wybranych prac z zakresu obróbki
BHP przy wykonywaniu prac z zakresu gospodarki leśnej, 1 bhp w zakladach
07 Wykonywanie prac spawalniczych w kowalstwie
BHP przy wykonywaniu prac z zakresu gospodarki leśnej, 1 bhp w zakladach
07 Wykonywanie maszynowej obróbki drewna
11 Wykonywanie obróbki ręcznej
09 Wykonywanie przedmiotów za pomocą obróbki ręcznej
07 Wykonywanie maszynowej obróbki drewna
więcej podobnych podstron