Politechnika Białostocka
WYDZIAŁ MECHANICZNY
Instrukcja do zaj
ęć laboratoryjnych
Temat ćwiczenia:
Ciśnieniowe metody formowania tworzyw sztucznych
Numer ćwiczenia:
Laboratorium z przedmiotu: Technologia tworzyw sztucznych
Zebrał:
B. Hościło
Białystok 2011

2
1. Cel ćwiczenia
Celem ćwiczenia jest praktyczne poznanie metod ciśnieniowego formowania tworzyw sztucznych, w
szczególności metody podciśnieniowej (próżniowej). Na kilku przykładowych gatunkach tworzyw
studenci wykonują formowanie tworzyw rozwiązując samodzielnie problemy doboru właściwej
temperatury i czasu wygrzewania tworzywa. Obserwują zachowanie się formowanego materiału w
zależności od kształtu i wysokości modelu.
2. Wiadomości podstawowe
Termoformowanie to proces technologiczny, w którym z płaskich folii lub płyt, podgrzanych
wstępnie do określonej temperatury charakterystycznej dla danego tworzywa (powyżej temperatury
mięknienia T
m
dla tworzyw bezpostaciowych lub temperatury topnienia krystalitów T
t
w przypadku
tworzyw częściowo krystalicznych), formuje się produkty o określonych kształtach. Metoda jest
stosunkowo tania i powszechnie wykorzystywana przy produkcji np. różnego rodzaju opakowań, tacek,
zabawek ale i produktów wielkogabarytowych w przemyśle motoryzacyjnym, medycznym czy
gospodarstwa domowego.
Termoformowanie to proces dwuetapowy, w pierwszej operacji następuje ogrzanie półfabrykatu, w
drugiej nadanie wymaganego kształtu - formowanie. Ogrzewanie zapewniają grzałki elektrooporowe lub
częściej promienniki podczerwieni. Mogą być zlokalizowanie po jednej lub obu stronach płyty
tworzywa. Czas ogrzewania wymagany do uzyskania odpowiednio miękkiego tworzywa zależy od jego
rodzaju, grubości i koloru. Wiąże się to z różnym przewodnictwem cieplnym Uogólniając, białe płyty
trudniej pochłaniają promieniowanie cieplne
i wymagają dłuższego
okresu
ogrzewania.
Termoformowanie można podzielić na trzy rodzaje: termoformowanie próżniowe, ciśnieniowe i
mechaniczne. Często stosowane są sposoby mieszane, poprawia to wydajność i jakość uzyskiwanego
wyrobu.
Główną zaletą termoformowania są niskie koszty maszyn i form w porównaniu do innych metod np.
wtrysku. Zaletą są też niskie temperatury i ciśnienia tego procesu, wadą natomiast niejednorodna
grubość uzyskiwanego wyrobu. Głęboki przetłoczenia powodują znaczne zmniejszenie grubości. Jest to
fakt ogólnie znany i uwzględniany w procesie projektowania wyrobu i technologii jego wykonania.
Zalety formowania ciśnieniowego:
- wytwarzanie elementów o znacznych gabarytach i cienkich ściankach;
- stosunkowo niskie koszty form, w tym stosowanie form wielokrotnych;
- niskie w porównaniu do wtryskarek koszty urządzeń;
- szeroka gama surowców.
Wady termoformowania:
- wysoka cena płyt (nawet dwa razy większa niż granulatu);
- duże ilości odpadów powstające przy okrawaniu;
3
- nierównomierna grubość ścianek wyrobu;
- brak możliwości wykonania otworów bezpośrednio w procesie formowania;
- konieczność wykonywania obróbki wykańczającej.
Wymagania stawiane materiałom wykorzystywanym w procesie termoformowania:
- szeroki zakres temperatur przetwórstwa;
- możliwość uzyskania założonej głębokość formowania;
- dobre płynięcie, dokładne wypełnienie i odwzorowanie formy;
- wysoka jednorodność materiału, także w zakresie grubości;
- równomierność zmiękczania;
- odpowiednia wytrzymałość cieplna;
- powinny po ostudzeniu zachowywać kształt i właściwości materiału wyjściowego.
3. Wybrane techniki formowania
Termoformowanie można podzielić na metody zależne od sposobu oddziaływania ciśnienia na
formowany arkusz tworzywa:
- formowanie próżniowe (podciśnieniowe),
- formowanie ciśnieniowe (nadciśnieniowe).
Przy formowaniu podciśnieniowym czynnikiem odkształcającym materiał jest próżnia, w przypadku
formowania ciśnieniowego – sprężone powietrze. W obu przypadkach mogą być stosowane formy
negatywowe i pozytywowe, bez wstępnego rozciągania lub ze wstępnym rozciąganiem.
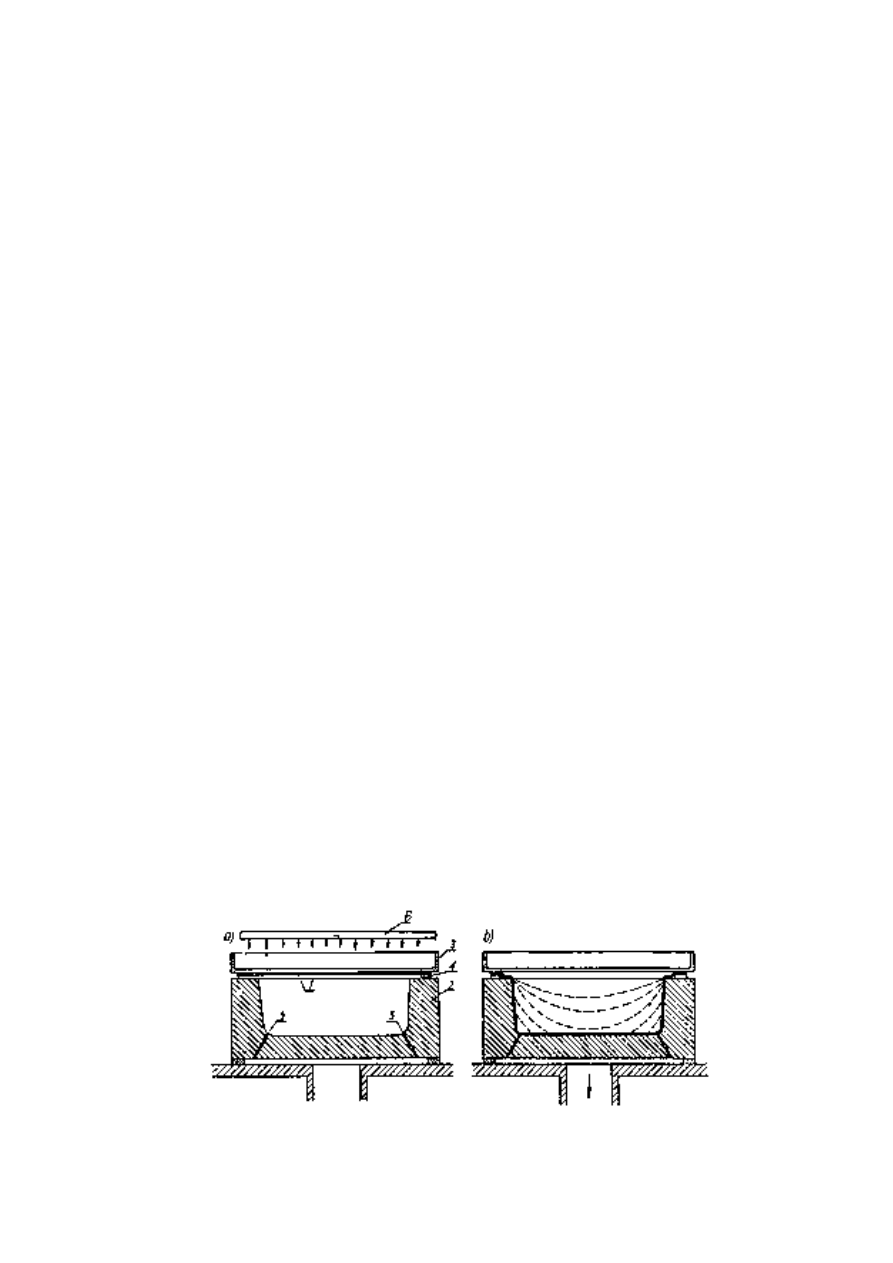
3.1. Formowanie negatywowe - bez wstępnego rozciągania
W procesie termoformowania negatywowego tworzywo umieszcza się na wklęsłej, a więc
negatywowej formie 2 i przyciska ramą 3, przez uszczelkę gumową 4. Powietrze znajdujące się
pomiędzy tworzywem a powierzchnią formy, po ogrzaniu tworzywa zostaje wyssane przez kanały 5,
wskutek czego ciśnienie atmosferyczne wtłacza materiał do formy. Po upływie czasu, zależącego od
grubości warstwy tworzywa, zestala się i może być wyjęte z formy w nadanym przez nią kształcie. [3]
Rys. 3.1.1. Proces formowania negatywowego bez wstępnego rozciągania [3]
4
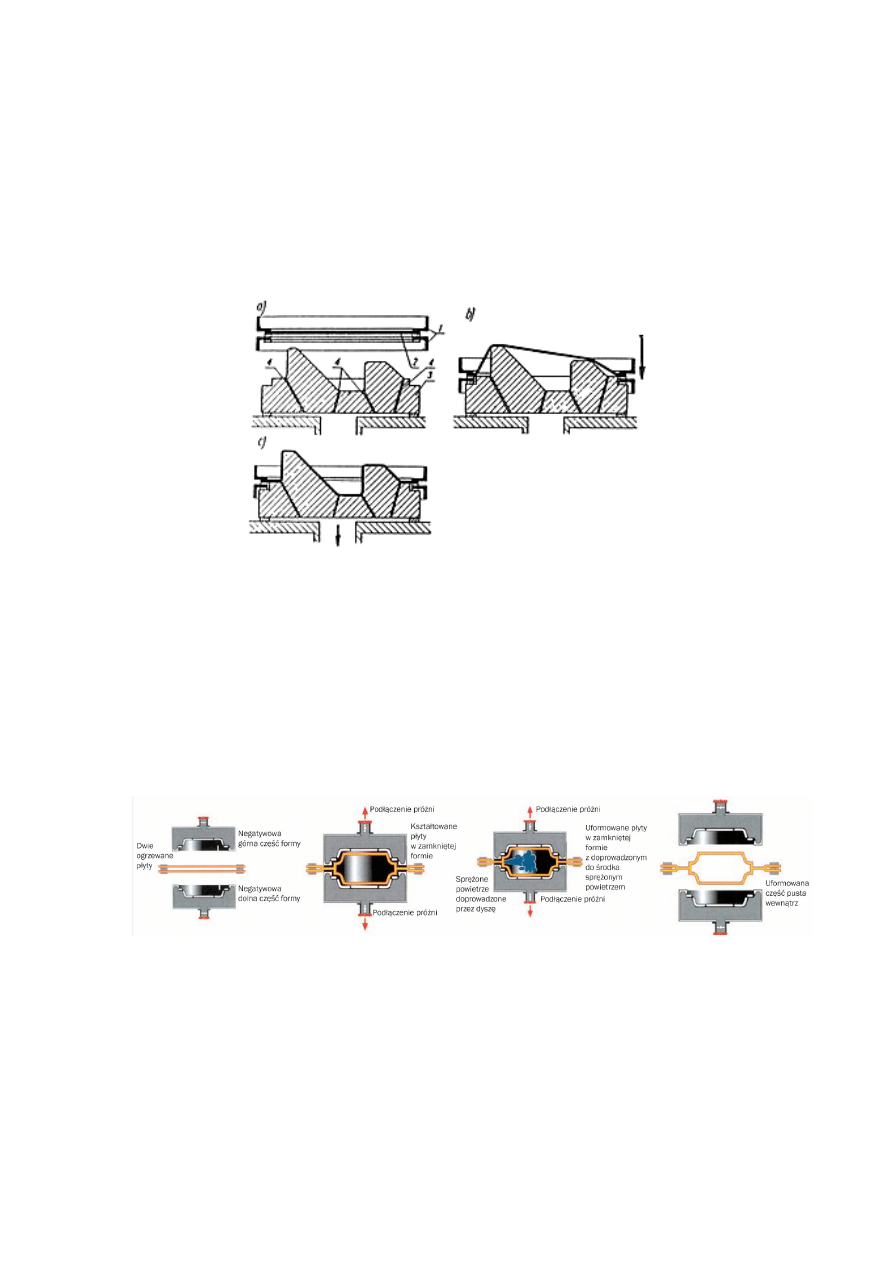
3.2. Formowanie pozytywowe – z wstępnym mechanicznym rozciąganiem
W nieruchomej ramie 1 umocowana jest folia 2, w którą po ogrzaniu wtłaczana jest forma
pozytywowa 3, przy czym obydwie części, rama 1 i forma 3, po załączeniu przylegają do siebie
szczelnie i nie przepuszczają powietrza. Bezpośrednio po mechanicznym rozciągnięciu folii włącza się
próżnię, co powoduje usunięcie kanałami4 powietrza znajdującego się między formą a folią. Ostatnim
etapem formowania jest oziębienie folii [3].
Rys. 3.2.1. Formowanie pozytywowe z rozciąganiem mechanicznym [3].
3.3. Twin-Sheet (American Twin-Sheet oraz Hombach simultanous Twin-Sheet foming)
Ten typ formowania polega na nadaniu kształtu najpierw jednej a następnie drugiej płycie tworzywa
(wersja amerykańska) lub jednocześnie obu płytom z wykorzystaniem sprężonego powietrza
doprowadzonego pomiędzy nagrzane płyty (wersja europejska lub firmy Hombach). W tej technologii
wykonywane są m.in. zbiorniki paliwa, elementy pojazdów o zamkniętych profilach. Poniżej opisane
zostaną czynności wykonywane w metodzie Hombach.
Rys. 3.3.1. Termoformowanie metodą firmy Hombach
Na początku do urządzenia trafiają dwa arkusze tworzywa, gdzie zostają ogrzane przez dwie płyty
grzewcze. Po osiągnięciu zamierzonej temperatury następuje wycofanie elementów grzejnych i
zamknięcie połówek formy z jednoczesnym odpompowaniem powietrza z przestrzeni płyta-forma. W
tym samym czasie do przestrzeni pomiędzy płytami doprowadzone zostaje sprężone powietrze
rozpychając dodatkowo formowane płyty. W dalszym etapie część jest chłodzona wewnątrz formy. Tak
uformowany element, pusty w środku może zostać wyjęty z formy.
W następnych operacjach może zostać poddany okrawaniu na obrabiarkach CNC [2, 3].
5
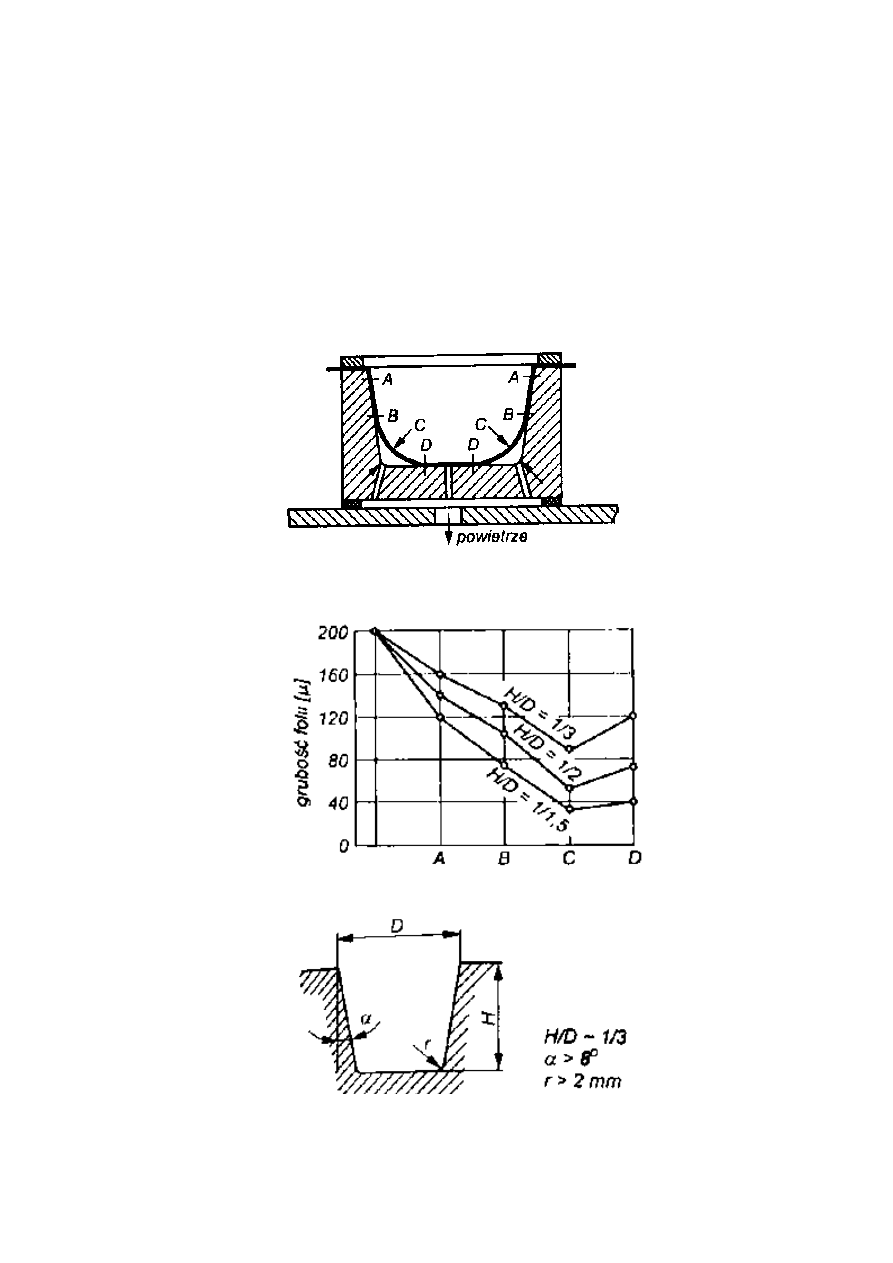
4. Ocena stosowalności wybranej metody termoformowania
Ocenę możliwości stosowania wybranej metody można określić na podstawie współczynnika
głębokości formowania H/D, gdzie H – głębokość formy, D – średnica formy.
Współczynnik głębokości formowania jest zależny od grubości początkowej materiału. Praktyka
wykazała, że dla formowania negatywowego optymalny jest stosunek H/D≤0,4. Jednak zasada ta może
być traktowana jedynie jako podstawa projektowania wyrobów otrzymywanych metodą formowania
próżniowego, gdyż w poszczególnych przypadkach głębokość formowania będzie zależała od wielu
czynników, np. kształtu wyrobu, tworzywa, konstrukcji formy itd. [3]
Rys. 4.1 Formowanie podciśnieniowe, negatywowe. A, B, C, D – punkty pomiarowe do wykresu
rozkładu grubości ścianek. [3]
Rys. 4.2. Rozkład grubości ścianek wyrobu formowanego negatywowo z płyty o grubości 200um
przy różnych stosunkach H/D, oznaczenia punktów wg rys. 4.1. [3]
Rys. 4.3. Optymalne wymiary promieni naroży oraz kąty pochylenia ścian. Przypadek matrycy negatywowej
stożkowo-kołowej, H/D=1/3. [3]
6
Tabela 4.1. Temperatury termoformowania wybranych tworzyw sztucznych [3].
Tworzywo
Typ budowy
Temperatura formowania
[
°
C]
Octan celulozy (CA)
A
132-162
Polistyren (wu) (PS)
A
171-185
Polichlorek winylu (PVC)
A
100-160
Poliwęglan (PC)
A
190-230
Polisulfon (PSU)
A
220-270
Polimetakrylan metylu (PMMA)
A
120-200
Polietylen (mg) (LDPE)
K
110-135
Polietylen (dg) (HDPE)
K
130-135
Polipropylen (PP)
K
165-200
A – budowa amorficzna, K – budowa częściowo krystaliczna (do termoformowania stosowane są
tworzywa o dużej masie cząsteczkowej), (wu) – wysokoudarowy, (mg) – małej gęstości, (dg) – dużej
gęstości.
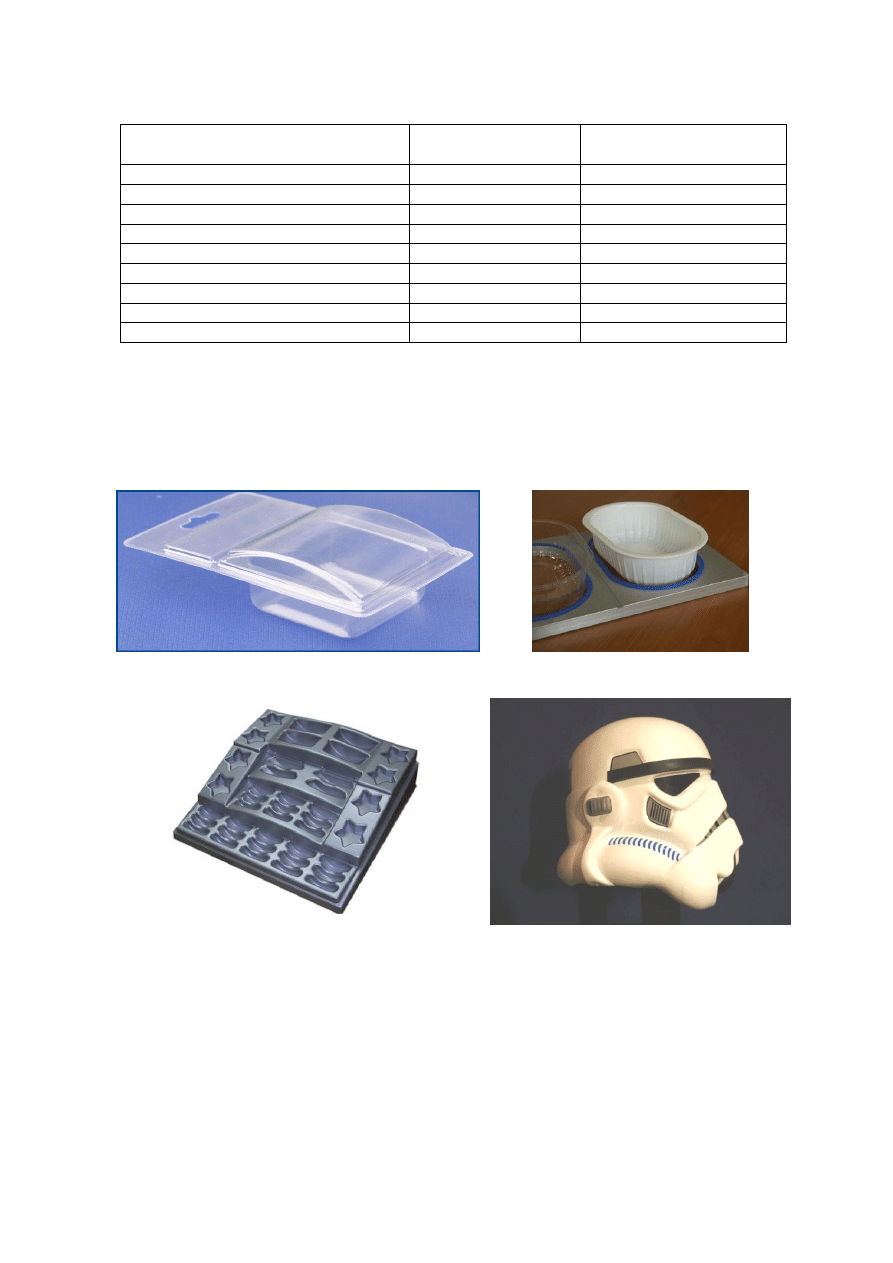
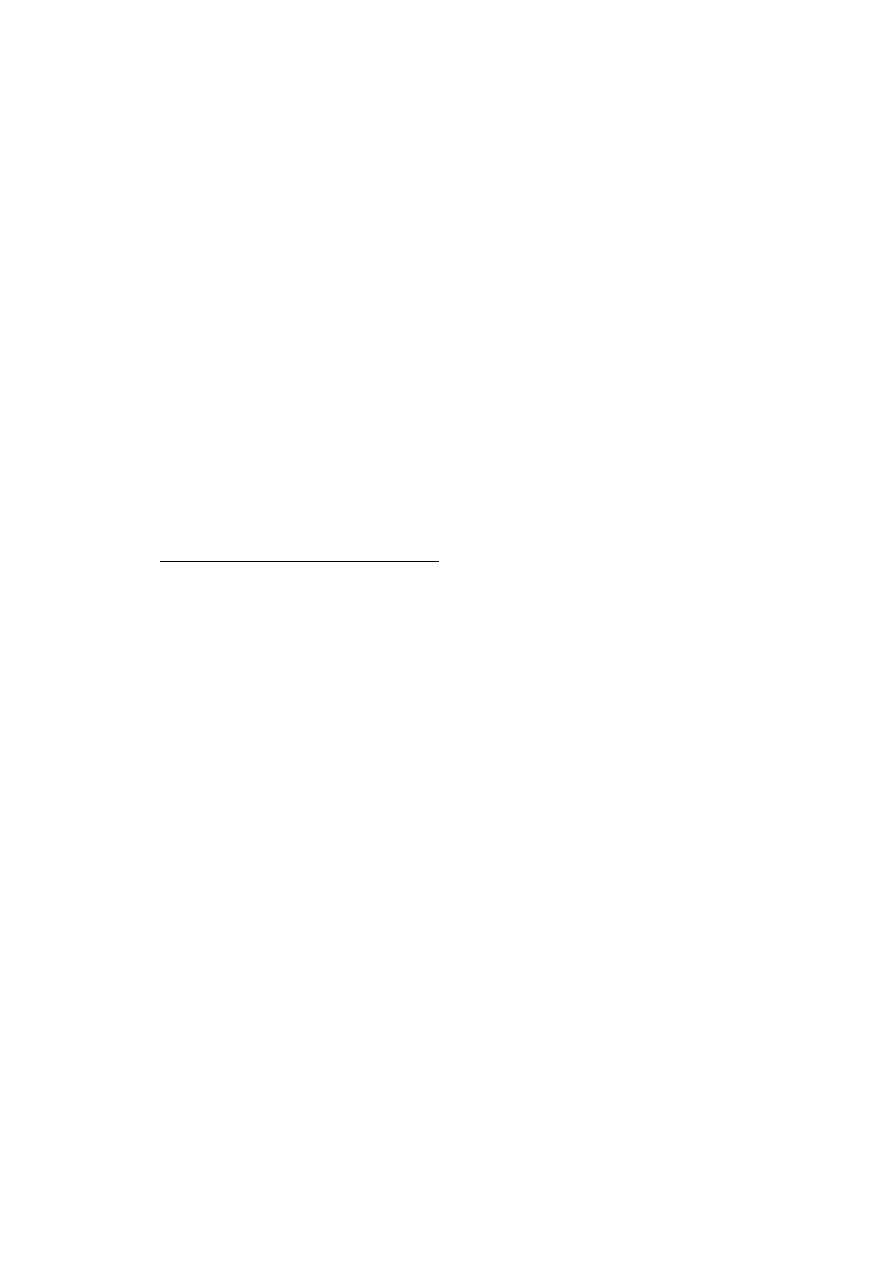
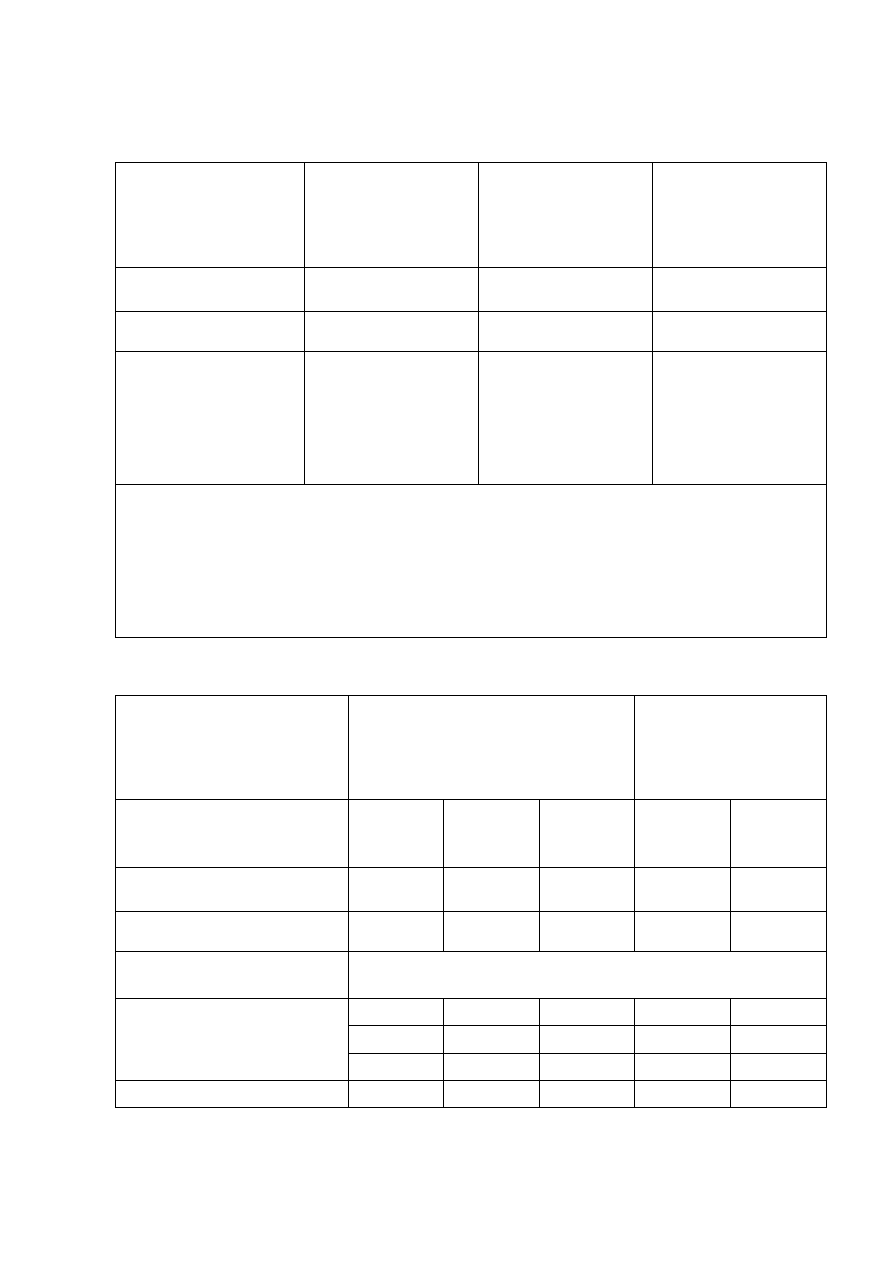
5. Przykłady wykorzystania termoformowania
Rys. 5.1. Opakowanie typu blister
Rys. 5.2. Tacki, naczynia
Rys. 5.3. Foremki
Rys. 5.4. Zabawki

7
Rys. 5.5. Tylne drzwi prototypu BMW AG,
technologia wytwarzania: termoformowanie, okrawanie CNC, malowanie; materiał ABS [2]
6. Stanowisko laboratoryjne
1. Promiennik podczerwieni z osłoną;
2. Prowadnica;
3. Zacisk ramki materiału formowanego;
4. Ramka mocowania tworzywa;
5. Pojemnik na granulat (siatka podmodelowa);
6. Podstawa do umieszczenia modelu;
7. Dźwignia do podnoszenia/opuszczania ramki;
8. Korpus z pompą próżniową;
9. Włącznik pompy próżniowej;
10. Włącznik promiennika.
Rys. 6.1. Formierz próżniowy
Uwaga!
1. Górna pokrywa z promiennikiem podczas pracy ma bardzo wysok
ą temperaturę,
w
żadnym wypadku nie dotykać, do obracania używać wyłącznie
przygotowanego w tym celu uchwytu czynno
ść wykonując z zachowaniem
szczególnej ostro
żności.
2. Nie dotyka
ć pokrywy (1) i prowadnicy (2), po formowaniu odczekać aż urządzenie
och
łodzi się.
3. Pod
żadnym pozorem nie dotykać grzałek – groźba poparzenia!
4. Nie dotyka
ć urządzenia mokrymi lub wilgotnymi rękoma!
5. Po ka
żdym użyciu upewnić się czy promiennik jest wyłączony, po zakończeniu
pracy od
łączyć zasilanie.
Obsługa:
1. Odsunąć promiennik podczerwieni (1) obracając go w lewo;
2. Podnieść opuszczaną ramkę (4);
3. Otworzyć zacisk (3) i podnieść ramkę dociskającą tworzywo (4);
8
4. Zainstalować płytę tworzywa, zamknąć ramkę (4) i zacisk (3);
5. Umieścić model na podstawie (6) lub w pojemniku (5) wypełnionym wcześniej granulatem;
6. Włączyć zasilanie promiennika przełącznikiem (10);
7. Kiedy temperatura promiennika osiągnie założoną wartość obrócić promiennik (1) nad płytę
tworzywa (ramka 4 w górnym położeniu);
8. Po przyjętym czasie ogrzewania wyłączyć promiennik (1) przełącznikiem (10), włączyć
zasilanie pompy włącznikiem (9) i przesunąć dźwignią (7) ramkę (4) do dołu, do podstawy (6);
9. Po osiągnięciu przez tworzywo temperatury otoczenia (ok. 5-10s.) wyłączyć zasilanie pompy;
10. Obrócić promiennik (1) o 90 stopni w lewo;
11. Podnieść ramkę (4) dźwignią (7);
12. Zwolnić zacisk (3), otworzyć ramkę i wyjąć uformowany materiał;
13. Oczyścić z ewentualnych wtopionych kulek granulatu;
14. Po zakończeniu pracy opróżnić pojemnik (5) z granulatu.
7. Literatura
1. Piecyk L.: Termoformowanie wyrobów wielkogabarytowych. Laboratorium, 7/2006.
2. Materiały firmy Hombach:
http://www.hombach-kunststofftechnik.de
3. Wilczyński K. : Przetwórstwo tworzyw sztucznych. Oficyna Wydawnicza Politechniki
Warszawskiej 2000.
4. Technika formowania wgłębnego, materiały firmy Marrodent.
8. Przebieg ćwiczenia, opracowanie wyników
1. Dobór czasu i temperatury nagrzewania (Tabela 5.1);
2. Pomiar 5 średnic i odpowiadających im wysokości modelu i wyznaczenie współczynników
głębokości formowania;
3. Wykonanie elementu z wskazanego tworzywa (z parametrami procesu z p. 1);
4. Pomiar grubości ścianek wykonanego elementu w 5 przekrojach odpowiadających wybranym
wysokościom (trzy współczynniki głębokości formowania H/D);
5. Wykreślenie zależności grubości folii w poszczególnych przekrojach przy różnych stosunkach
H/D;
6. Wnioski dotyczące parametrów procesu oraz optymalnego współczynnika głębokości
formowania.
9
9.1. Tabele pomiarowe
Tabela 8.1.1.
Materiał: ………………
Grubość: ………………
Kolor: …………………
Próba 1
Próba 2
Próba 3
Czas nagrzewania [s]
Temperatura grzania [
°
C]
Wnioski
Optymalne warunki procesu termoformowania to:
Tabela 8.1.2
Materiał: ……………………
Grubość: ……………………
Kolor: ………………………
Temperatura: …………………………
Czas nagrzewania: ……………………
Oznaczenie formy:
…………………………
Numer przekroju
(licząc od największej średnicy)
1
2
3
4
5
H [mm]
D [mm]
Współczynnik głębokości
formowania H/D
Zmierzona grubość ścianki [um]
Średnia grubość ścianki [um]

10
8.2. Wykres rozkładu grubości ścianek wyrobu:
9. Wnioski
Wyszukiwarka
Podobne podstrony:
instrukcja laboratoryjna id 216 Nieznany
Instrukcja laboratoryjna PR4G
Copy of Cw3 instrukcja laboratoryjna INF
Instrukcja laboratorium ETP ćw 2 2012
Operacje na rekordach i przetwarzanie plików Instrukcja laboratoryjna
Instrukcja laboratorium z ochrony środowiska, Górnictwo i Geologia AGH, ochrona środowiska
Instrukcja laboratorium 20 21
instrukcja laboratoryjna dla makiety zd537
instrukcja laboratorium
MATERIALY INFORMATYKA, OPIS CW LAB INFORMATYKA, CD instrukcji laborat. z fizyki
Instrukcja laboratorium ETP ćw 1 2012
instrukcja laboratoryjna id 216 Nieznany
Bluetooth Instrukcja laboratoryjna Teoria
instrukcja - HYDROLIZA SOLI, Inżynieria środowiska, inż, Semestr II, Chemia ogólna, laboratorium
więcej podobnych podstron