„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Małgorzata Borucka
Wykonywanie operacji jednostkowych w procesach
introligatorskich 734[02].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Bogusława Radolińska
mgr inż. Adam Kanas
Opracowanie redakcyjne:
mgr inż. Małgorzata Borucka
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 734[02].Z1.01
„Wykonywanie operacji jednostkowych w procesach introligatorskich”, zawartego
w modułowym programie nauczania dla zawodu introligator.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Wyrównywanie i liczenie arkuszy, półproduktów i produktów
introligatorskich
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
10
4.2. Krojenie i cięcie
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
15
4.2.3. Ćwiczenia
15
4.2.4. Sprawdzian postępów
16
4.3. Wykrawanie. Perforowanie. Wiercenie
18
4.3.1. Materiał nauczania
18
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
21
4.3.4. Sprawdzian postępów
21
4.4. Złamywanie arkuszy i wstęgi papieru. Prasowanie
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
26
4.4.3. Ćwiczenia
27
4.4.4. Sprawdzian postępów
28
4.5. Klejenie i zgrzewanie
29
4.5.1. Materiał nauczania
29
4.5.2. Pytania sprawdzające
32
4.5.3. Ćwiczenia
32
4.5.4. Sprawdzian postępów
33
4.6. Uszlachetnianie druków. Gumowanie. Brązowanie
34
4.6.1. Materiał nauczania
34
4.6.2. Pytania sprawdzające
41
4.6.3. Ćwiczenia
41
4.6.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowych operacjach
jednostkowych w procesach introligatorskich i kształtowaniu umiejętności ich wykonywania.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zastaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian umiejętności, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
W razie wątpliwości zwrócić się o pomoc do nauczyciela.
Bezpieczeństwo i higiena pracy
Należy zwrócić szczególną uwagę na przestrzeganie poznanych zasad podczas
obsługiwania maszyn i urządzeń introligatorskich. Sposoby bezpiecznej eksploatacji maszyn
będą szczegółowo omawiane podczas instruktarzu wstępnego na stanowisku pracy każdej
maszyny i urządzenia, na podstawie instrukcji obsługi i instrukcji bhp dla tej maszyny. Przed
przystąpieniem do wykonywania ćwiczeń z użyciem maszyn i urządzeń należy dobrać
indywidualne środki ochrony osobistej przewidziane dla danego stanowiska pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
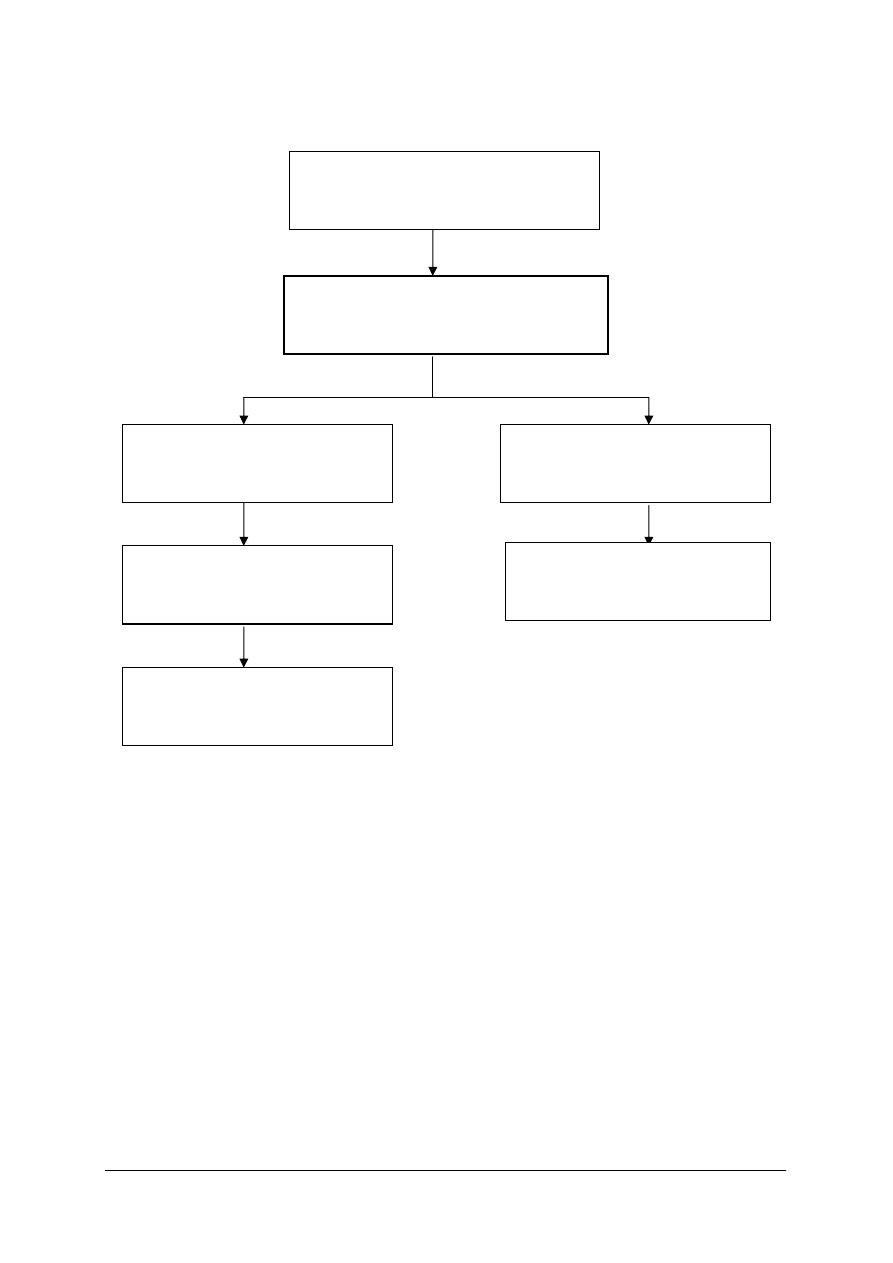
Schemat układu jednostek modułowych w module
734[02]Z1.01
Wykonanie operacji jednostkowych
w procesach introligatorskich
734[02]Z1.02
Wykonanie wkładów do opraw
introligatorskich
734[02]Z1.05
Wykonanie opakowań
introligatorskich
734[02]Z1.03
Wykonanie wkładów do opraw
introligatorskich
734[02]Z1.04
Wykonanie opraw
introligatorskich
734[02]Z1.06
Wykonanie galanterii papierniczej
734[02]Z1
Introligatorstwo przemysłowe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
stosować jednostki układu SI,
−
przeliczać jednostki,
−
charakteryzować podstawowe procesy poligraficzne,
−
posługiwać się dokumentacją techniczną i technologiczną,
−
postępować zgodnie z przepisami bhp, ochrony przeciwpożarowej i ochrony środowiska,
−
korzystać z różnych źródeł informacji,
−
obsługiwać komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
dobrać maszyny i urządzenia do poszczególnych procesów introligatorskich,
–
wyrównać stos arkuszy półproduktów i produktów introligatorskich,
–
określić ilość arkuszy, składek oraz innych półproduktów i produktów,
–
rozróżnić typy utrząsarek,
–
scharakteryzować proces krojenia arkuszy w stosie z wykorzystaniem krajarek,
–
zastosować zasady krojenia i cięcia,
–
wykonać krojenie na urządzeniach jednonożowych i trójnożowych,
–
obsłużyć urządzenia do krojenia arkuszy,
–
rozróżnić rodzaje i przeznaczenie różnych typów wykrojników,
–
wyjaśnić przebieg operacji perforowania i nadkrawania wyrobów papierniczych,
–
wyjaśnić
przebieg
operacji
wiercenia
oraz
budowę
wiertła
stosowanego
w introligatorstwie,
–
wykonać operacje wykrawania, perforowania, nadkrawania i wiercenia,
–
wyjaśnić przebieg procesu złamywania arkuszy i wstęgi papieru,
–
wyjaśnić działanie różnych rodzajów złamywarek,
–
obsłużyć złamywarkę kasetową i kasetowo-nożową,
–
dobrać i zastosować różne warianty złamywania,
–
wyjaśnić budowę i zasadę działania introligatorskich pras do składek,
–
wykonać operacje prasowania arkuszy, półproduktów i produktów poligraficznych,
–
obsłużyć urządzenia do klejenia,
–
wykonać operacje przyklejania, naklejania, oklejania i zaklejania z zastosowaniem różnego
rodzaju klejów,
–
dobrać metody zgrzewania materiałów termoplastycznych,
–
obsłużyć urządzenia do zgrzewania,
–
dobrać sposoby uszlachetniania druków,
–
obsłużyć urządzenia introligatorskie służące do uszlachetniania druków,
–
wykonać operacje jednostkowe zgodnie z określoną technologią,
–
dobrać środki ochrony indywidualnej do rodzaju wykonywanej pracy,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska dotyczące wykonywania operacji introligatorskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wyrównywanie i liczenie arkuszy, półproduktów i produktów
introligatorskich
4.1.1.
Materiał nauczania
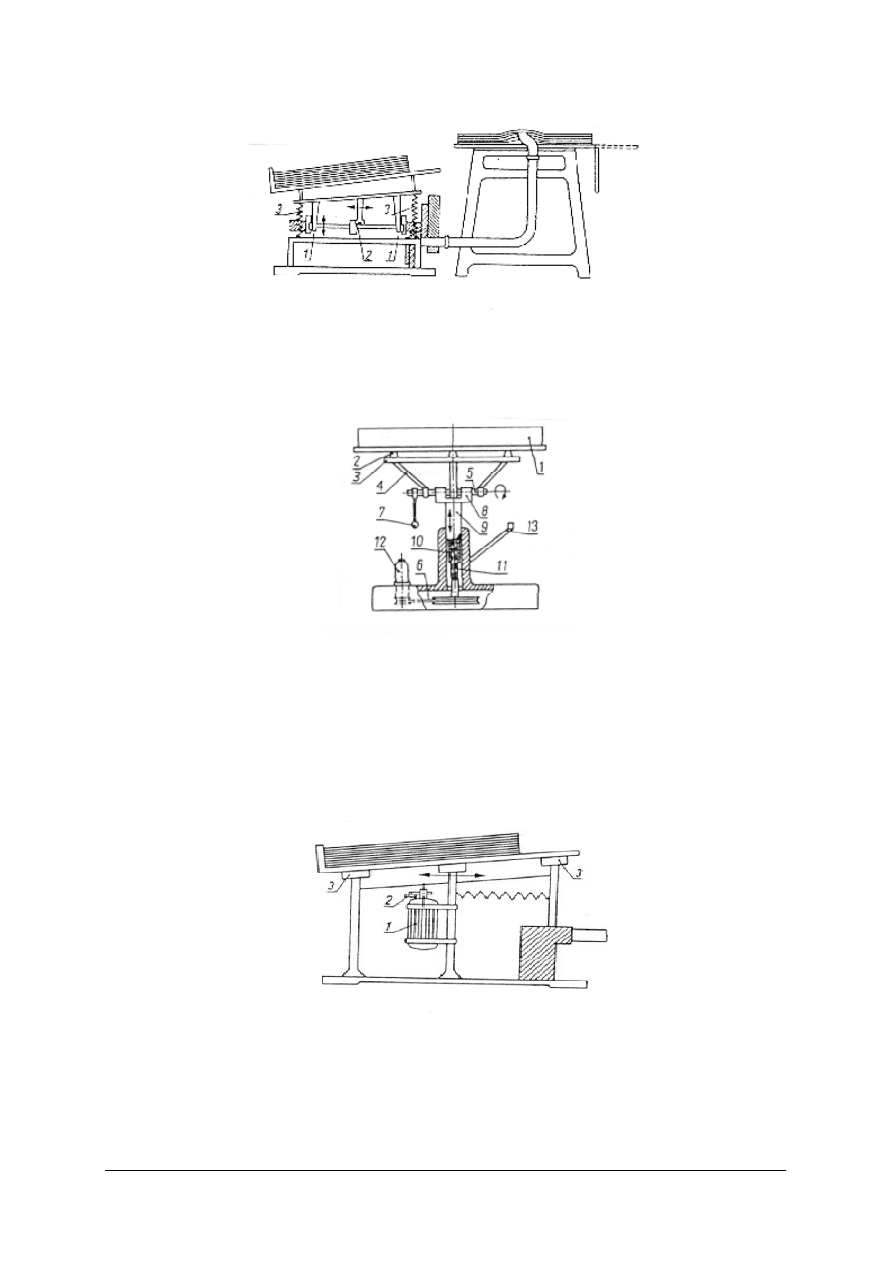
Wyrównywanie stosu arkuszy polega na dokładnym wyrównaniu arkuszy w stosie
według dwóch przylegających do siebie krawędzi (boków). Wyrównywanie w stosie
umożliwia precyzyjne krojenie i łączące się z tym, złamywanie arkuszy. Wyrównywanie
arkuszy w stosie polega na ich wzajemnym przesuwaniu się w trakcie utrząsania. Czynność tę
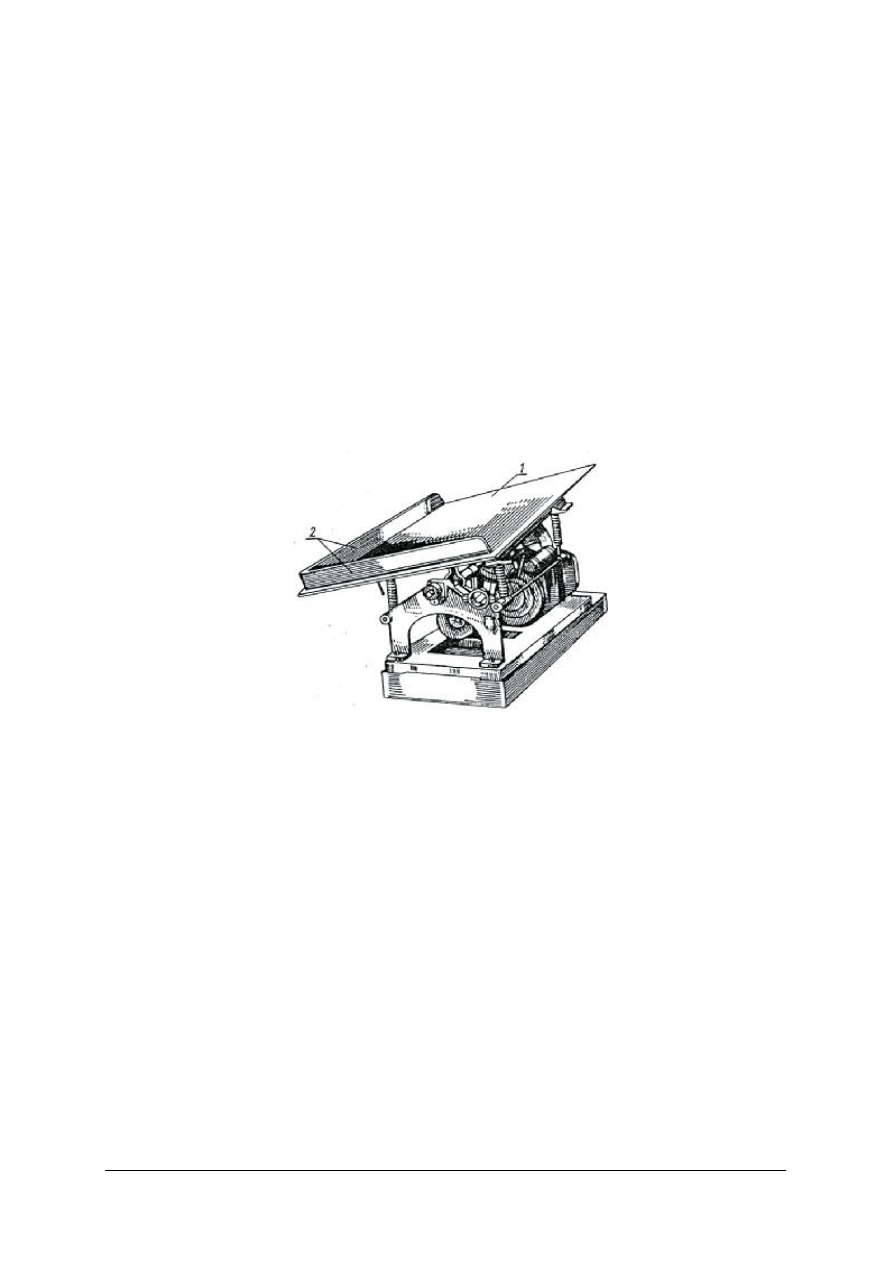
można wykonywać ręcznie lub za pomocą specjalnych maszyn – utrząsarek, pracujących na
zasadzie mechanicznych wibracji pochyłego stołu, na którym leży stos arkuszy.
Rys. 1. Utrząsarka do równania arkuszy w stosach: 1 – stół pochylony
jednym narożnikiem do dołu, 2 – płyty oporowe [4, s. 36]
Pochylony stół utrząsarki jednym narożnikiem zwrócony jest do dołu. Jest on zakończony
płytami oporowymi prostopadłymi do stołu, na który nakłada się arkusze przed drukiem lub po
druku. Arkusze wyrównuje się w stosach o różnej wysokości, w zależności od formatu
i gramatury papieru, w przedziale 100–200 mm. Wyrównanie ułatwia powietrze wprowadzone
pomiędzy arkusze. Dlatego stos przed położeniem na stół rozluźnia się ręcznie przez
wyginanie na stole i pomiędzy arkusze papieru nadmuchuje się powietrze. Niektóre utrząsarki
mają z boku zainstalowane urządzenia nadmuchujące powietrze pomiędzy arkusze stosu.
Po włączeniu utrząsarki stół zostaje wprawiony w szybki ruch drgający – w górę i w dół –
przez mechanizmy: krzywkowy, śrubowy, mimośrodowy lub przez elektromagnes. W trakcie
ruchu stołu w dół poszczególne arkusze przez bardzo krótki czas spadają swobodnie pod
wpływem siły ciężkości, dotykając do płyt oporowych. Tym samym następuje ich wyrównanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Schemat utrząsarki mechanicznej z mechanizmem krzywkowym
i stołem
nadmuchowym:
1
–
mechanizm
krzywkowy,
2 – krzywka bębnowa, 3 – sprężyny [2, s. 9]
Rys. 3. Schemat utrząsarki mechanicznej z napędem śrubowym: 1 –
stół,
2 – elastyczne podpory, 3 – rama oporowa, 4 – pręty, 5 – wał,
6 – przekładnia pasowa klinowa, 7 – dźwignia, 8 – głowica,
9 – sanki ślizgowe, 10 – nakrętka, 11 – śruba, 12 – silnik,
13 – zderzak [2, s. 9]
Rys. 4. Schemat utrząsarki mechanicznej mimośrodowej: 1 – silnik,
2 – mimośród, 3 – gumopolistyren [2, s. 9]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
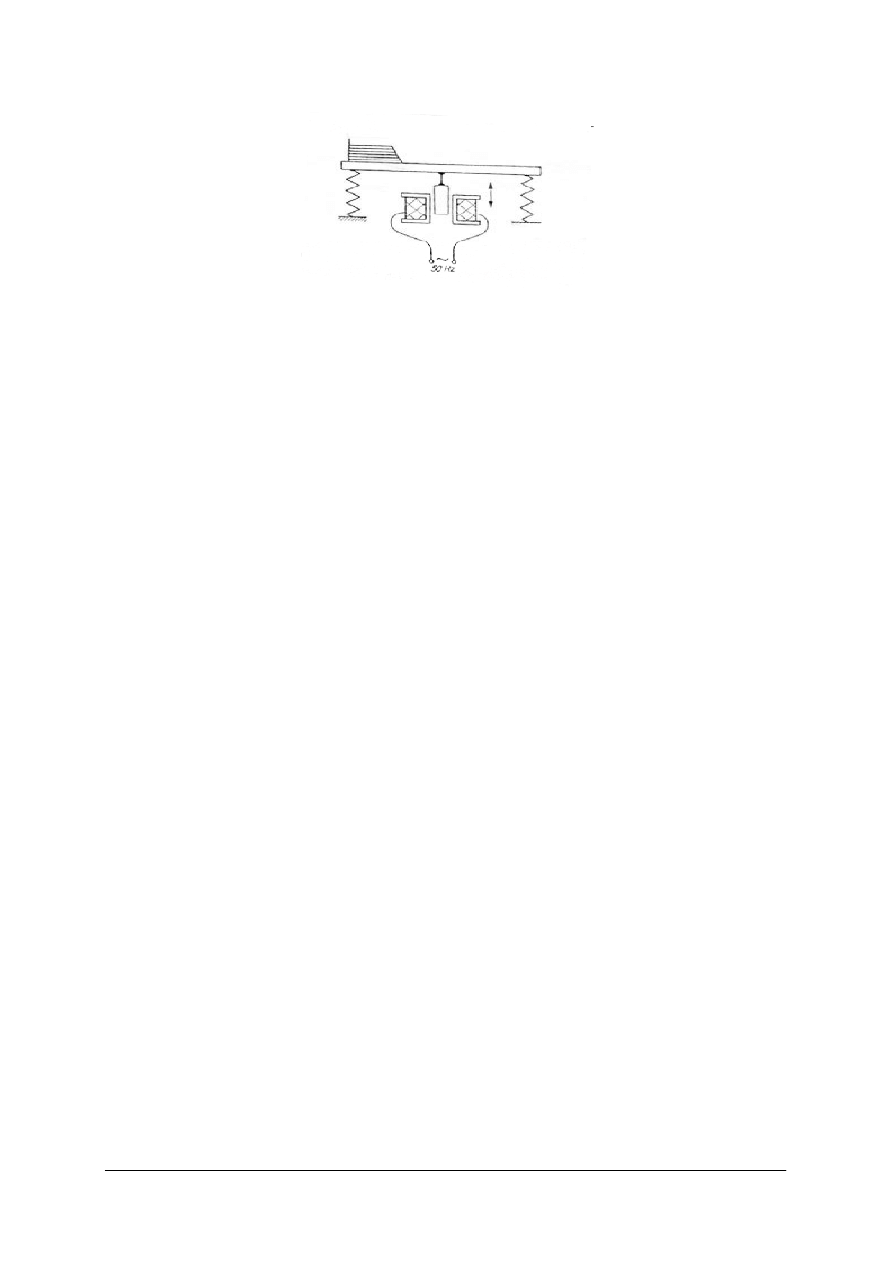
Rys. 5. Schemat utrząsarki elektromagnetycznej [2, s. 10]
W pewnych przypadkach wyrównanie przez utrząsanie jest jednak niemożliwe, np. bibuły
o bardzo szorstkiej powierzchni, ze względu na zbyt duże tarcie, a bardzo cienkie bibułki,
o małej sztywności, ulegają zaginaniu przy dojściu do płyt oporowych. Takie wyroby
papiernicze trzeba wyrównywać ręcznie przez układanie arkusz po arkuszu na stosie
z dopasowywaniem
ich
położenia.
Wyrównywanie
produktów
i
półproduktów
introligatorskich jest znacznie łatwiejsze niż arkuszy papieru ze względu na mniejszy ich
format, dużą sztywność oraz dużą masę. W zasadzie wyrównywania takich materiałów lub
półproduktów nie wykonuje się maszynowo. Jedynie w liniach potokowych wyrównywanie
składek jest wykonywane automatycznie.
Liczenie arkuszy służy do określenia dokładnej ich liczby i zabezpiecza wymagany
nakład. Liczenie arkuszy wykonywane jest na maszynach liczących – liczarkach. Rozróżniamy
liczarki:
−
wagowe,
−
sumujące grubość arkuszy,
−
liczące poszczególne arkusze.
Mając konieczną do wykonanie liczbę produktów (nakład) oraz dane dotyczące
dopuszczalnej liczby arkuszy mogących ulec zniszczeniu, oblicza się liczbę arkuszy, którą
introligator powinien otrzymać z działów drukowania. Arkusze w stosach przeznaczonych do
liczenia powinny być wyrównane, mieć odpowiednio dużą wilgotność, aby nie sczepiały się ze
sobą na skutek obecności na ich powierzchni ładunków elektrostatycznych.
Liczenie składek i innych półproduktów odbywa się podczas formowania paczek lub
stosów. Często jest to operacja wykonywana przez urządzenia zainstalowane w złamywarkach.
W przypadku półproduktów liczonych ręcznie, zaznacza się w stosie części zawierające
określoną liczbę egzemplarzy, przekładając paskami papieru lub odwracając położenie
egzemplarzy. W przypadku produktów introligatorskich w postaci luźnej, opaskuje się
określoną liczbę egzemplarzy, co ułatwia policzenie całego nakładu.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są sposoby wyrównywania arkuszy?
2. Na czym polega wyrównywanie stosu arkuszy?
3. Do czego służy utrząsarka?
4. Jakie są sposoby liczenia arkuszy?
5. Jakie są sposoby liczenia półproduktów i produktów introligatorskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.3. Ćwiczenia
Ćwiczenie 1
Wyrównaj arkusze w stosie z zastosowaniem utrząsarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi utrząsarki i zasadami bhp obowiązującymi na stanowisku
pracy,
2) uruchomić kontrolnie utrząsarkę i wyłączyć ją,
3) nałożyć na stół utrząsarki stos arkuszy przeznaczonych do wyrównania o parametrach
zgodnych z parametrami pracy utrząsarki,
4) uruchomić utrząsarkę i wykonać operację wyrównania arkuszy,
5) wyłączyć utrząsarkę,
6) przenieść wyrównany stos na wyznaczone miejsce.
Wyposażenie stanowiska pracy:
−
nierówny stos arkuszy,
−
utrząsarka wraz z instrukcją obsługi i instrukcją bhp,
−
stół introligatorski,
−
poradnik dla ucznia.
Ćwiczenie 2
Oblicz liczbę egzemplarzy i uformuj stos wkładów wieloskładkowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) policzyć otrzymane wkłady
2) uformować wkłady w stos z zaznaczeniem części stosu w odstępach co określoną liczbę
egzemplarzy.
Wyposażenie stanowiska pracy:
−
30–100 egzemplarzy wkładów wieloskładkowych dowolnego formatu,
−
stół inrtoligatorski,
−
poradnik dla ucznia,
−
papier i przybory do pisania.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przedstawić sposoby liczenia arkuszy, półproduktów i produktów
introligatorskich?
2) uzasadnić potrzebę opaskowania określonej liczby egzemplarzy
druków luźnych?
3) wyjaśnić, na czym polega wyrównywanie stosu arkuszy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4) uzasadnić potrzebę wyrównywania stosu arkuszy?
5) określić liczbę arkuszy półproduktów i produktów introligatorskich
wykorzystując dane z urządzeń przeznaczonych do liczenia?
6) wyrównać stos arkuszy ręcznie i mechanicznie?
7) rozróżnić typy utrząsarek?
8) wyrównać stos półproduktów i produktów introligatorskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Krojenie i cięcie
4.2.1.
Materiał nauczania
Krojenie jest operacją podziału materiałów w introligatorstwie. Narzędziem krojącym jest
odpowiednio ukształtowany nóż. Nóż ten, przechodząc przez materiał, dzieli go na części.
Przy podziale można uzyskać albo części, które będą dalej podlegać obróbce introligatorskiej,
albo tylko jedna z nich będzie podlegać dalszej obróbce, natomiast druga będzie odpadem.
Przy prawidłowo wykonanej operacji krojenia nóż krojący, przechodząc przez materiał, nie
powoduje powstawania rozdrobnionych cząstek materiału. W procesach introligatorskich
wykonuje się różne operacje krojenia. Wyróżnia się wśród nich:
−
przekrawanie,
−
okrawanie,
−
wykrawanie,
−
nadkrawanie.
Krojenie jest wykorzystywane również przy perforowaniu. Najczęściej w procesach
introligatorskich wykonuje się przekrawanie, tzn. krojenie wzdłuż linii prostej. Można je
wykonać przy zastosowaniu krajarek jednonożowych, nożyc introligatorskich, krajarek
trójnożowych i noży krążkowych.
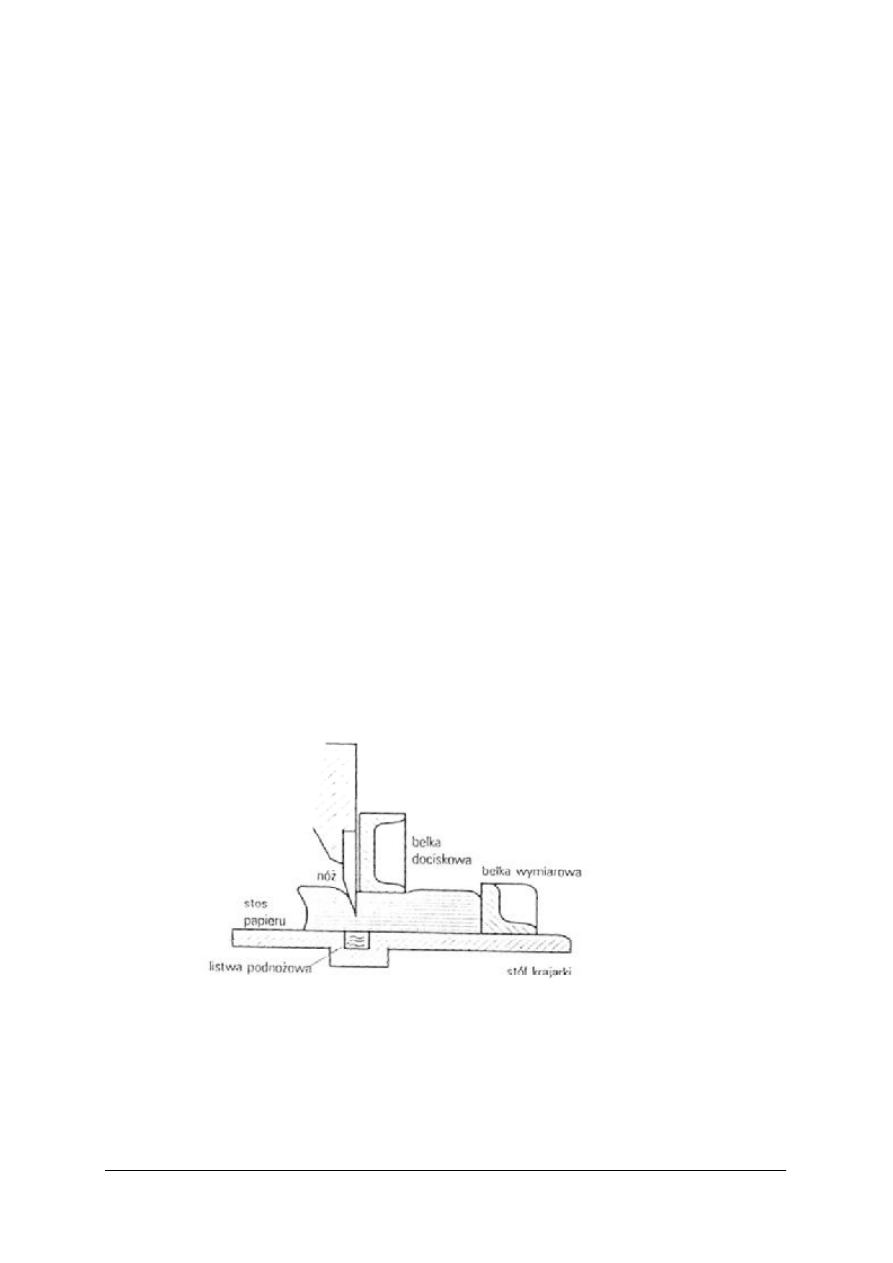
Krajarki jednonożowe są przystosowane do przekrawania stosów arkuszy równolegle
lub prostopadle do poszczególnych boków stosu. Jest w nich urządzenie ustalające
i wskazujące odległość krojenia od przeciwległego boku, zwane belką oporową
z mechanizmem pomiarowym. Po ustawieniu na stole krajarki wyrównanego stosu arkuszy
o odpowiedniej wysokości na stos opada belka dociskowa, która unieruchamia stos przez
dociśnięcie go do stołu. Siła jej nacisku jest regulowana. Wtedy na stos opada nóż.
W krajarkach jednonożowych stosuje się specjalny ruch noża, zwany szablowym. Stosowanie
ruchu szablowego noża ułatwia krojenie.
Rys. 6. Zasada krojenia arkuszy na krajarce jednonożowej [5, s. 245]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
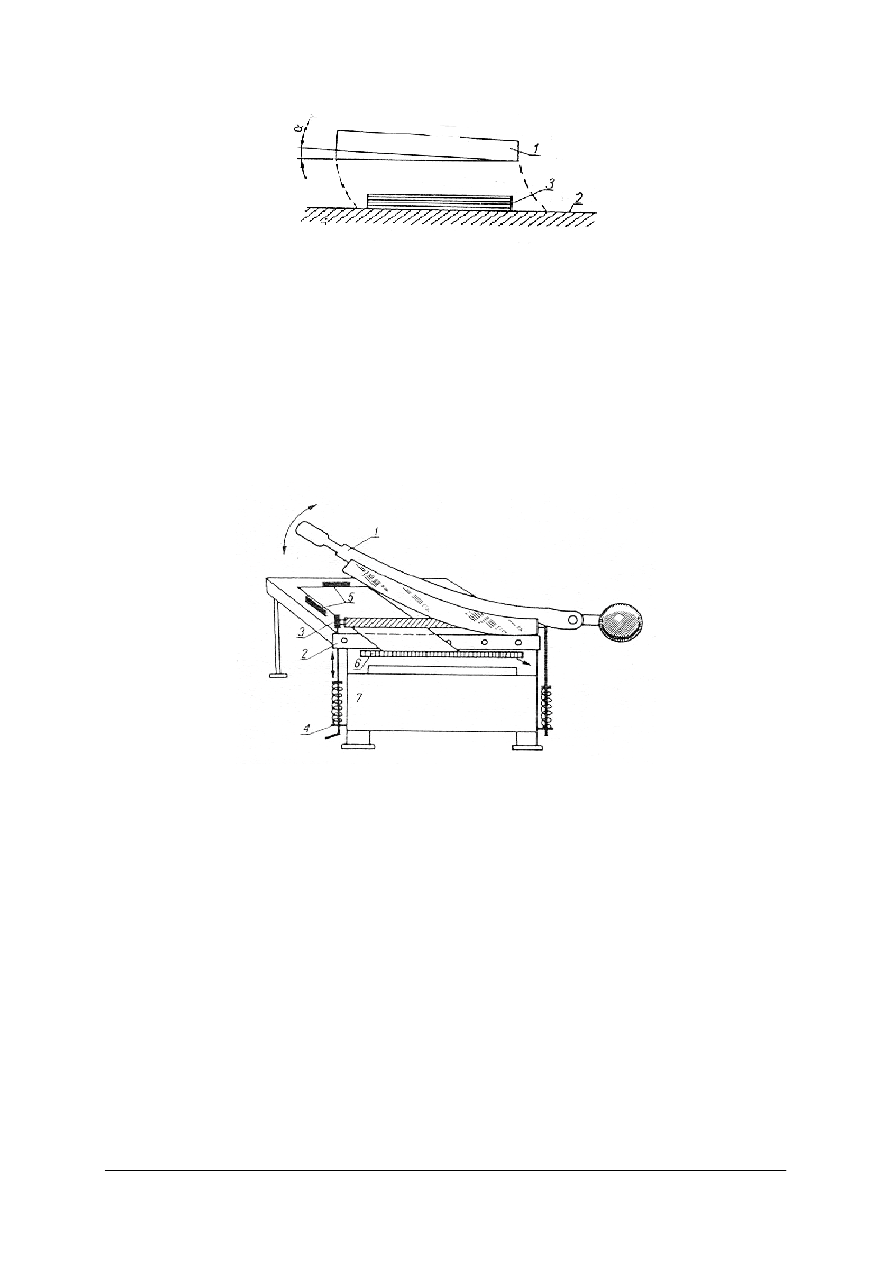
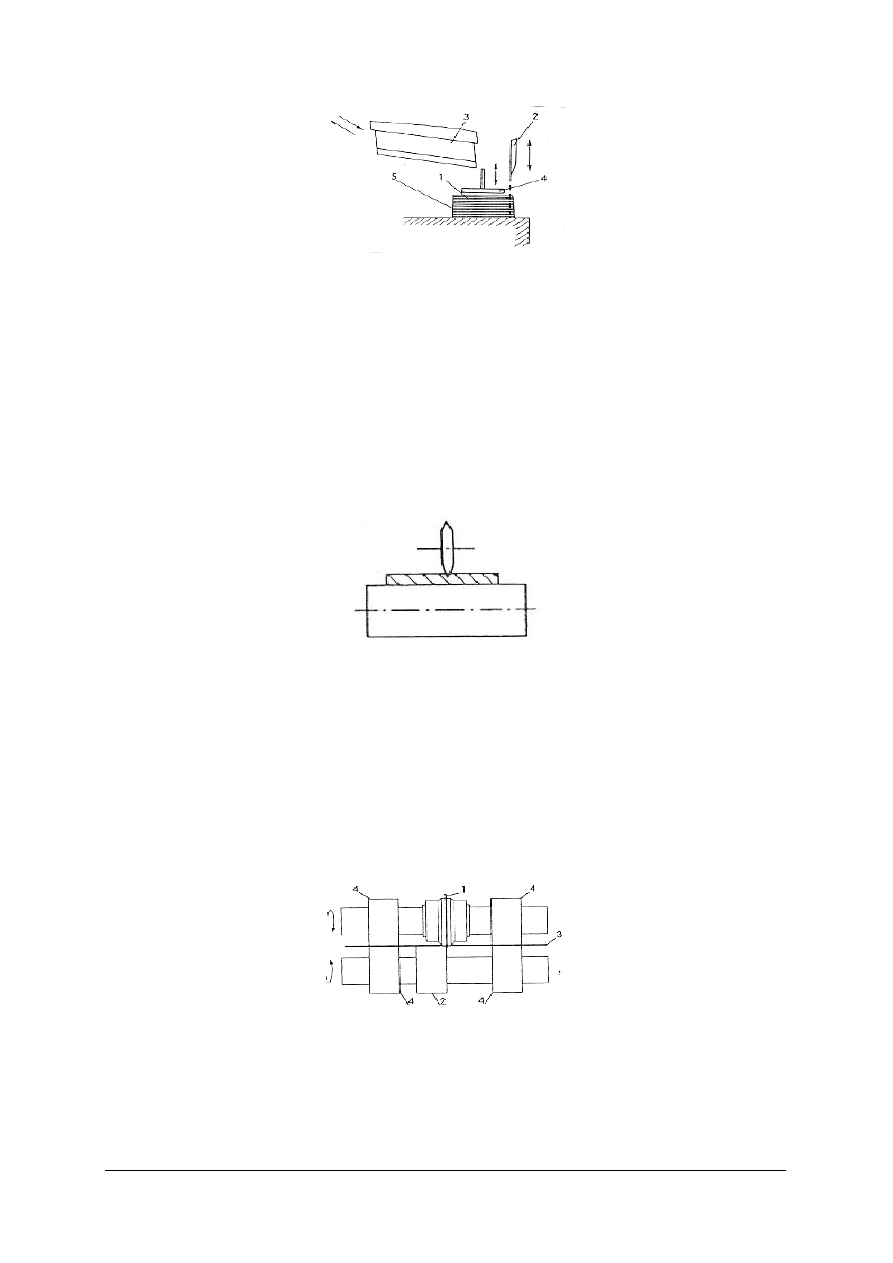
Rys. 7. Schemat ruchu szablowego noża krajarki Nóż w górnym
położeniu znajduje się pod kątem α do stołu krajarki 1 – nóż,
2 – stół, 3 – stos arkuszy [4, s. 41]
Nóż, zanim ruchem powrotnym przyjmie pozycję wyjściową, zagłębia się w listwę
podnożową.
Nożyce introligatorskie są przystosowane do przekrawania pojedynczych arkuszy
grubych wyrobów papierowych, typu tektur. Mają one urządzenie podobne do krajarek
jednonożowych. Inny jest tylko nóż. Nóż ma ostrze krzywoliniowe. Jeden z końców noża jest
nieruchomy, drugi jest ręcznie opuszczany w dół. Nie ma listwy podnożowej, a nóż ruchomy
styka się przy krojeniu z drugim, nieruchomym nożem, którym jest zaostrzona krawędź stołu.
Rys. 8. Nożyce introligatorskie: 1 – nóż górny ruchomy, 2 – nóż dolny,
3 – belka dociskowa, 4 – dźwignia belki, 5 – przykładnice, 6 –
opór przedni, 7 – zbiornik na odpady [2, s. 37]
Okrawanie jest rodzajem krojenia, w którym przy zastosowaniu wielu przekrawań
uzyskuje się wyrównanie półproduktu lub arkuszy materiału do odpowiedniego formatu.
Okrawanie wykonuje się najczęściej na krajarkach trójnożowych. Na tych krajarkach okrawa
się wkłady lub oprawy. Okrawanie następuje wtedy z trzech stron. Okrojeniu nie podlega
grzbiet wkładu lub oprawy. Do okrawania stosów arkuszy stosuje się krajarki jednonożowe.
Wykonuje się wtedy cztery przekrawania, po jednym dla każdego boku.
Krajarka trójnożowa jest przystosowana do okrawania z trzech stron wkładów lub
opraw. Krajarka trójnożowa ma trzy noże. Dwa z nich są usytuowane równolegle względem
siebie i służą do przekrawania boku górnego i dolnego. Trzeci jest prostopadły do poprzednich
i przekrawa bok przedni. Dzięki temu, w jednym cyklu pracy krajarki otrzymuje się trzykrotne
przekrawanie. Zmniejsza to znacznie pracochłonność okrawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 9. Schemat działania krajarki trójnożowej: 1 – stos krojonych opraw lub
wkładów, 2 – nóż krojący bok przedni, 3 – noże krojące bok górny
i dolny, 4 – belka dociskowa, 5 – grzbiety stosu [6, s. 199]
W krajarce trójnożowej stos wkładów i opraw ustawia się na stole krajarki. Zostają one
unieruchomione belką dociskową, a następnie dwa równoległe noże jednocześnie przekrawają
boki górny i dolny, podnoszą się i wtedy przekrawaniu ulega bok przedni, nożem
prostopadłym do poprzednich. Nóż ten podnosi się, podnosi się belka dociskowa i okrawanie
jest zakończone.
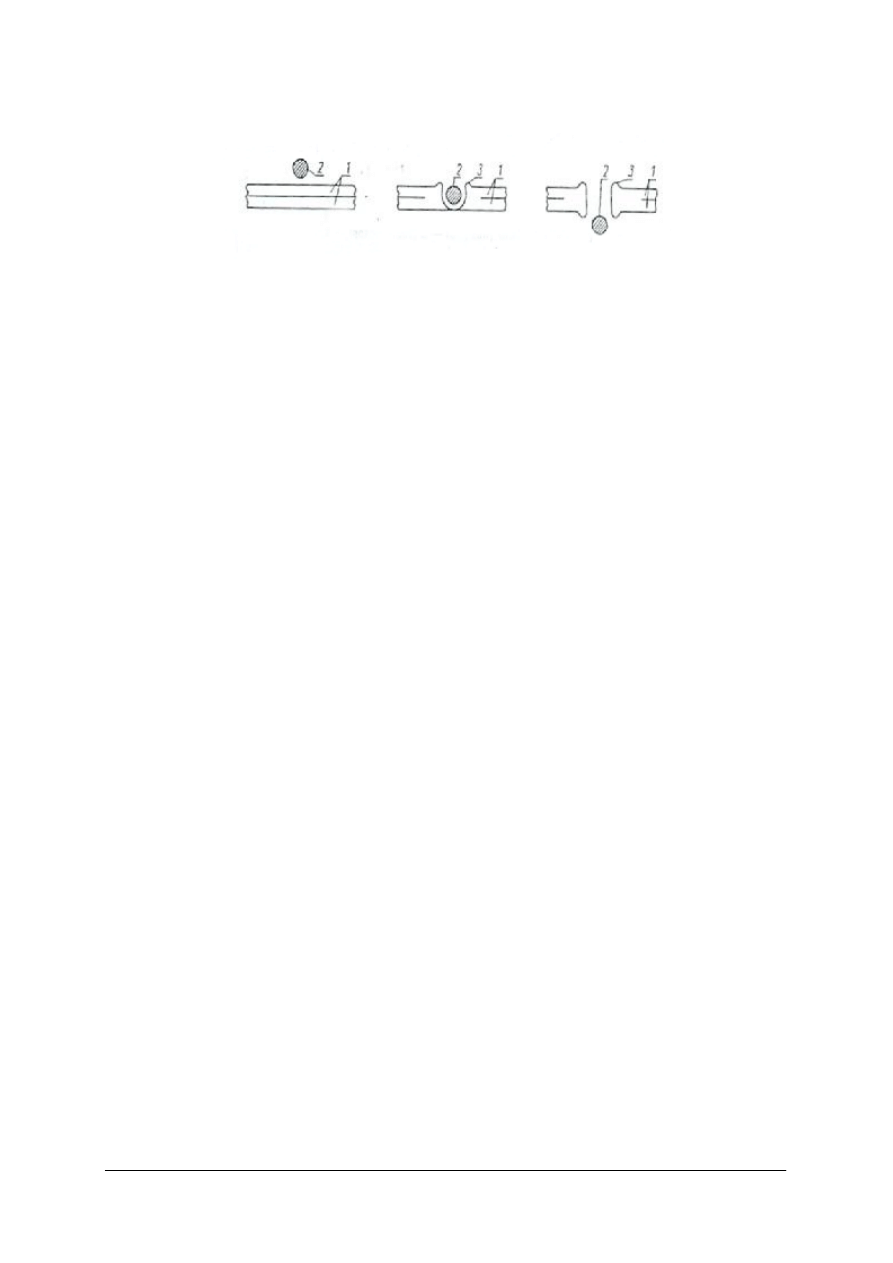
Nadkrawanie jest rodzajem krojenia materiału wykonywanego na niecałej grubości
danego arkusza materiału. Nadkrawanie jest wykonywane na maszynach zwanych
nadkrawarkami w celu ułatwienia zginania tektur lub przy wykrawaniu materiałów
samoprzylepnych.
Rys. 14. Schemat położenia noża tnącego służącego do nadkrawania [2, s. 38]
Nadkrawarki mają jeden krążkowy nóż zaostrzony. Nadkrawanie wykonuje się również
w produkcji etykiet samoprzylepnych, lecz tam do tego celu używa się wykrojnika. Budowa
i działanie tych maszyn są podobne jak krajarek krążkowych.
Rotacyjne krojenie pojedynczych warstw materiałów przebiega z zastosowaniem noży
krążkowych. Noże krążkowe są okrągłymi tarczami, zaostrzonymi na obwodzie. Ostrze jest
okręgiem koła. Noże krążkowe obracają się podczas krojenia materiału, który przesuwa się
wzdłuż linii krojenia. Prędkość obwodowa ruchu noża jest nieco większa niż prędkość ruchu
krojonego materiału. Przy krojeniu materiałów arkuszowych muszą być stosowane dwa noże:
górny i dolny. Jeden z nich stanowi podparcie dla drugiego.
Rys. 10. Schemat krojenia nożami krążkowymi cienkich materiałów,
np. papieru 1 – nóż w postaci zaostrzonej tarczy, 2 – nóż z ostrą
krawędzią, 3 – papier, 4 – wałki prowadzące arkusz [6, s. 200]
Noże krążkowe mogą być zastosowane w dowolnej maszynie, nawet drukującej, w której
krojony materiał porusza się wzdłuż linii krojenia. Stosowane są też maszyny do krojenia
nożami krążkowymi, tzw. krajalnice i bobiniarki. Krajalnice są przystosowane do krojenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
materiałów arkuszowych, a bobiniarki kroją materiały ze zwojów i po przekrojeniu powtórnie
zwijają je w zwoje o mniejszych wymiarach.
Cięcie jest sposobem podziału za pomocą odpowiedniego narzędzia tnącego. Powstają
przy tym ubytki materiału w postaci pyłu lub skrawków. Cięcie można wykonać za pomocą
odpowiednich pił lub frezów. W procesach introligatorskich cięcie wykorzystuje się rzadko.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czy polega operacja krojenia?
2. Co to jest przekrawanie?
3. Jakie urządzenia służą do krojenia?
4. Jaka jest zasada pracy krajarki trójnożowej?
5. Jakie są sposoby nadkrawania?
6. Jakie urządzenia stosuje się do cięcia?
4.2.3.
Ćwiczenia
Ćwiczenie 1
Przygotuj okładzinówki z zastosowaniem nożyc introligatorskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) nanieść wymiary okładzinówek na arkusz tektury tak, aby dłuższy bok okładzinówki był
równoległy do dłuższego boku arkusza tektury,
2) wykonać próbę krojenia nożycami introligatorskimi na arkuszach makulatury,
3) wykonać krojenie według oznaczonych wymiarów z zastosowaniem nożyc introligatorskich,
4) sprawdzić dokładność wykonanego krojenia przy użyciu przymiaru liniowego,
5) uporządkować stanowisko pracy i zagospodarować odpady.
Wyposażenie stanowiska pracy:
−
arkusz tektury o kierunku włókien równoległym do dłuższego boku,
−
nożyce introligatorskie,
−
przymiar liniowy i przybory do pisania,
−
makulatura,
−
poradnik dla ucznia.
Ćwiczenie 2
Wykonaj na krajarce jednonożowej operację krojenia arkuszy papieru formatu A3, tak aby
otrzymać arkusze formatu A5.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcja obsługi oraz instrukcją bhp krajarki jednonożowej,
2) wykonać kontrolne uruchomienie krajarki jednonożowej oraz próbę krojenia na arkuszach
makulatury,
3) przygotować stos arkuszy do krojenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4) umieścić stos arkuszy przeznaczonych do krojenia na stole krajarki jednonożowej,
5) wykonać odpowiednią ilość przekrawań,
6) umieścić przekrojone arkusze na stole introligatorskim,
7) wyłączyć krajarkę jednonożową,
8) sprawdzić dokładność wykonanego krojenia za pomocą przymiaru liniowego,
9) zagospodarować ewentualne odpady.
Wyposażenie stanowiska pracy:
−
arkusze papieru formatu A3 ok. 100 szt.,
−
krajarka jednonożowa z instrukcja obsługi i instrukcją bhp,
−
makulatura,
−
przymiar liniowy i przybory do pisania,
−
poradnik dla ucznia.
Ćwiczenie 3
Wykonaj okrawanie z trzech stron 10 wkładów kartkowych łączonych klejowo, według
podanych wymiarów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcja obsługi oraz instrukcją bhp krajarki trójnożowej,
2) wykonać kontrolne uruchomienie krajarki oraz próbę krojenia na arkuszach makulatury,
3) uformować z wkładów kartkowych stos o wysokości zgodnej z parametrami pracy
krajarki,
4) umieścić wkłady na stole krajarki trójnożowej,
5) wykonać okrawanie z trzech stron kolejno: boków górnego i dolnego, a następnie
przedniego do podanych wymiarów,
6) wyłączyć krajarkę trójnożową,
7) umieścić okrojone wkłady na stole introligatorskim,
8) uporządkować miejsce pracy i zagospodarować odpady,
9) sprawdzić dokładność krojenia za pomocą przymiaru liniowego,
Wyposażenie stanowiska pracy:
−
10 szt. wkładów kartkowych łączonych klejowo o podanym formacie po okrawaniu,
−
krajarka trójonożowa,
−
makulatura,
−
przymiar liniowy i przybory do pisania,
−
poradnik dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić różnice między krojeniem a cięciem?
2) przedstawić sposoby krojenia materiałów introligatorskich?
3) wymienić zespoły i mechanizmy krajarek?
4) omówić błędy najczęściej występujące podczas krojenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
5) bezpiecznie posługiwać się nożycami introligatorskimi?
6) wykonać krojenie stosu na krajarce jednonożowej?
7) wykonać okrawanie wkładu z trzech stron z zastosowaniem krajarki
trójnożowej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.3. Wykrawanie. Perforowanie. Wiercenie
4.3.1.
Materiał nauczania
Wykrawanie polega na krojeniu wytworów papierniczych wzdłuż krzywych
i skomplikowanych linii łamanych. Można to osiągnąć przez wykrawanie za pomocą narzędzia
krojącego, tzw. wykrojnika.
Wykrojnik wykonuje się indywidualnie do danego wyrobu. Proces wykrawania odbywa się
w urządzeniach zwanych wykrawarkami. Do wykrawania stosuje się wykrojniki:
−
przelotowe,
−
płytowe,
−
rotacyjne.
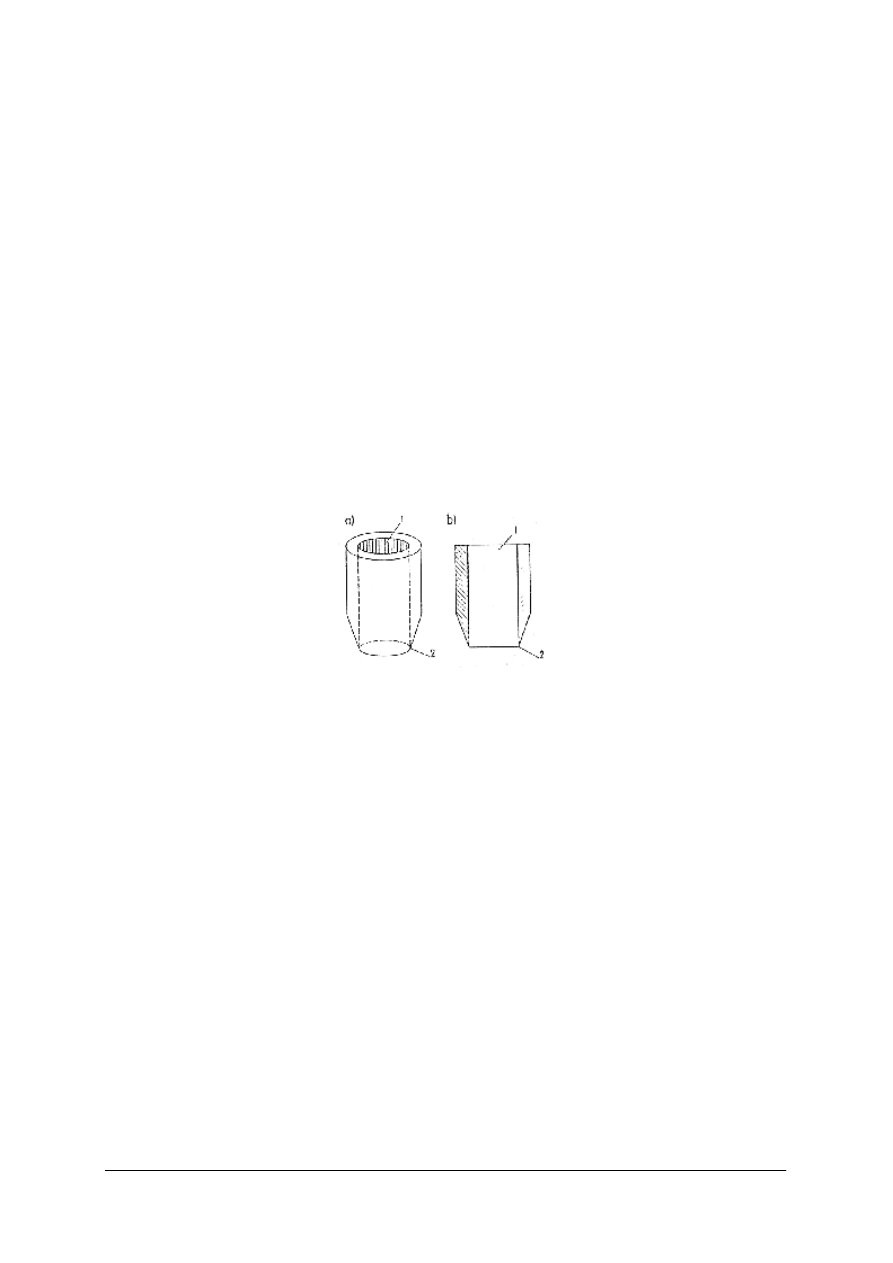
Wykrojniki przelotowe wykonuje się z bloku stalowego, w którym wykonuje się otwór o
wymiarach i kształcie takich samych jak wymiar i kształt wykrojów. Następnie obrabia się
zewnętrzną stronę wykrojnika tak, aby pozostawić ścianki o grubości kilkunastu mm.
Na koniec zeszlifowuje się ukośnie ścianki tak, aby przy wykonanym otworze powstało ostrze.
Wykrojniki przelotowe służą do wykrawania stosów użytków, najczęściej etykiet.
Rys.11. Widok i przekrój wykrojnika przelotowego: a) widok,
b) przekrój, 1 – otwór, 2 – ostrze [6, s. 201]
Istnieje wiele wykrawarek o różnych konstrukcjach do wykrojników przelotowych.
Wykrojniki płytowe otrzymuje się przez wystawienie w wycięcia płyt, np. ze sklejki lub
tworzywa sztucznego odpowiednio uformowanych noży w postaci zaostrzonych taśm
stalowych odpowiedniej grubości. Po zamocowaniu uformowanych noży w wycięciach płyty
otrzymuje się wykrojnik w kształcie potrzebnym do danego wykroju. Noże w wykrojniku
płytowym ustawia się tak, aby co kilka do kilkunastu centymetrów pozostawić przerwę
ok. 1 mm między ostrzami noży, tworząc tzw. mostki. Pozwala to na utrzymanie arkuszy
w całości po wykrawaniu. W pobliżu noży umieszcza się na płycie kawałki miękkiego
i elastycznego materiału, tzw. odpychacze. Odpychają one wykrawane arkusze z noży.
Wykrojniki płytowe są przystosowane do wykrawania pojedynczych arkuszy. Stosuje się
je do wykrawania pudełek, etykiet samoprzylepnych itp. Wykrawanie wykonuje się przy
zastosowaniu wykrawarek, w których wykrojnik mocuje się do górnej płyty. Wykrawany
materiał umieszcza się na jednej płycie, na odpowiednim podkładzie. Po wyrównaniu
wykrawanego materiału, opuszcza się lub podnosi druga, ruchoma płyta z wykrojnikiem,
wykrawa materiał i zagłębia się nieco w podkład. Następnie płyta z wykrojnikiem odsuwa się,
a dzięki odpychaczom wykrój wysuwa się z noży i pozostaje na płycie z podkładem. Stamtąd
jest zabierany i wykładany na stos.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wykrojniki rotacyjne są umieszczone na powierzchni cylindrycznej.
Perforowanie polega na wykrawaniu otworów w druku lub wytworze papierniczym
wzdłuż zamierzonej linii w celu ułatwienia oddzielenia określonych części od całości lub
złamywania. Oddzielenie powinno nastąpić wzdłuż linii perforowania, którą wyznaczają
wykonane otwory. Poza tym perforowanie wykonuje się w celu uzyskania łatwiejszego
złamywania i odprowadzenia powietrza z wewnątrz składki. Stosuje się dwa sposoby
perforowania przez dziurkowanie oraz przez przekrawanie odcinkowe.
Perforowanie przez dziurkowanie polega na wytworzenia rzędu otworków wzdłuż linii
perforacji. Otworki te wykonuje się przez wykrawanie odpowiednim wykrojnikiem
w perforówkach płaskich lub rotacyjnych. Wykrojnik do perforowania przez dziurkowanie
składa się z metalowych pręcików, które przechodzą przez papier i wchodzą w otwory po
drugiej stronie papieru. Średnice otworków lub odległość między otworkami uzależnia się od
wytrzymałości perforowanego materiału. Im bardziej wytrzymały jest materiał perforowany,
tym powinna być większa średnica wykrawanych otworków oraz mniejsza odległość między
nimi.
Perforowanie przez przekrawanie odcinkowe polega na wytworzeniu wzdłuż linii
perforacji rzędu odcinków przekrawanych z pozostawieniem między nimi nienaruszonej
powierzchni. Perforowanie to można uzyskać przez zastosowanie perforujących noży
krążkowych lub perforujących noży płaskich.
a)
o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o
b) _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
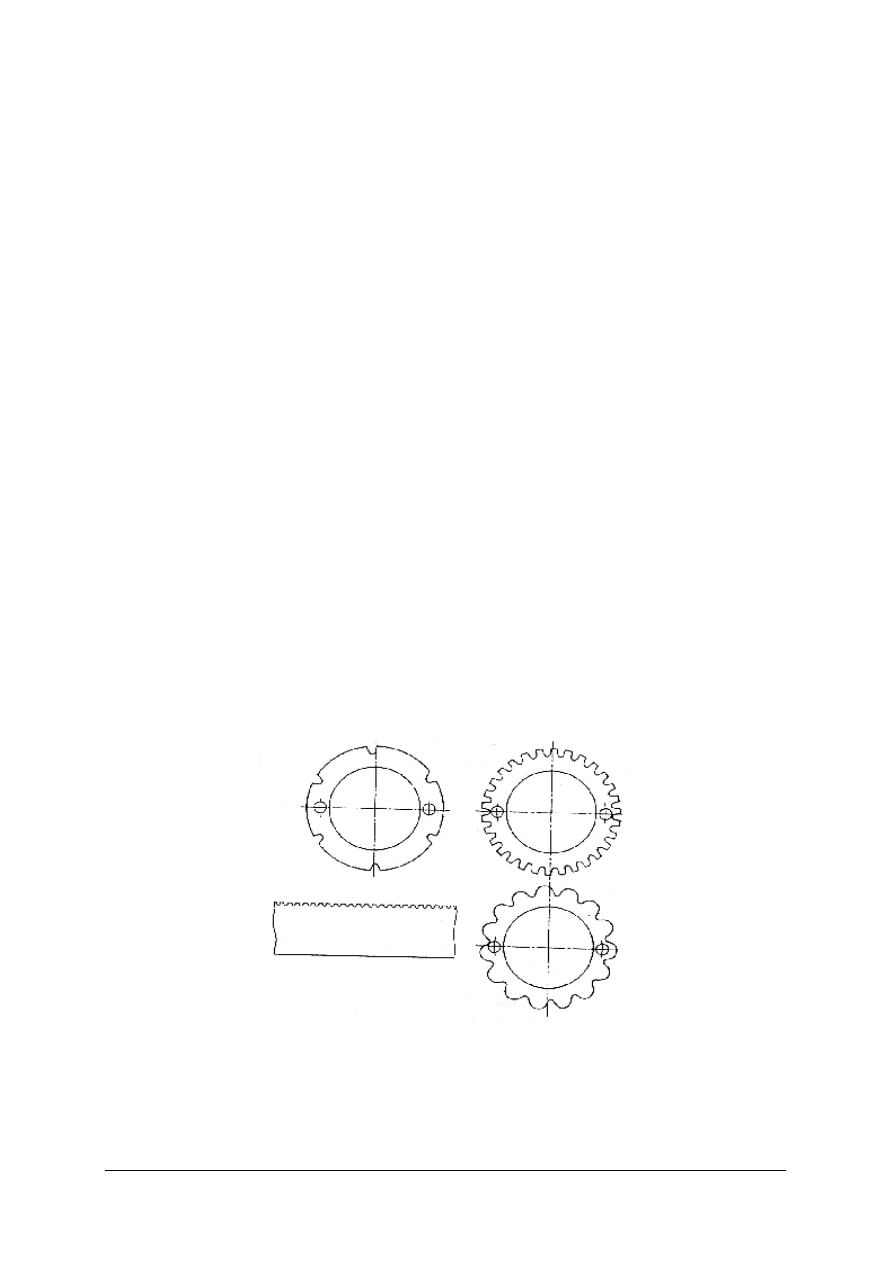
Rys.12. Wygląd perforacji wykonanej przez: (a) dziurkowanie,
(b) odcinkowe przekrawanie
Arkusz może być perforowany wzdłuż lub w poprzek kierunku biegu przez różne rodzaje
noży. Druki perforuje się na perforowarkach lub na maszynach drukujących.
Rys.13. Kształty noży perforujących (przykłady) [2, s. 45]
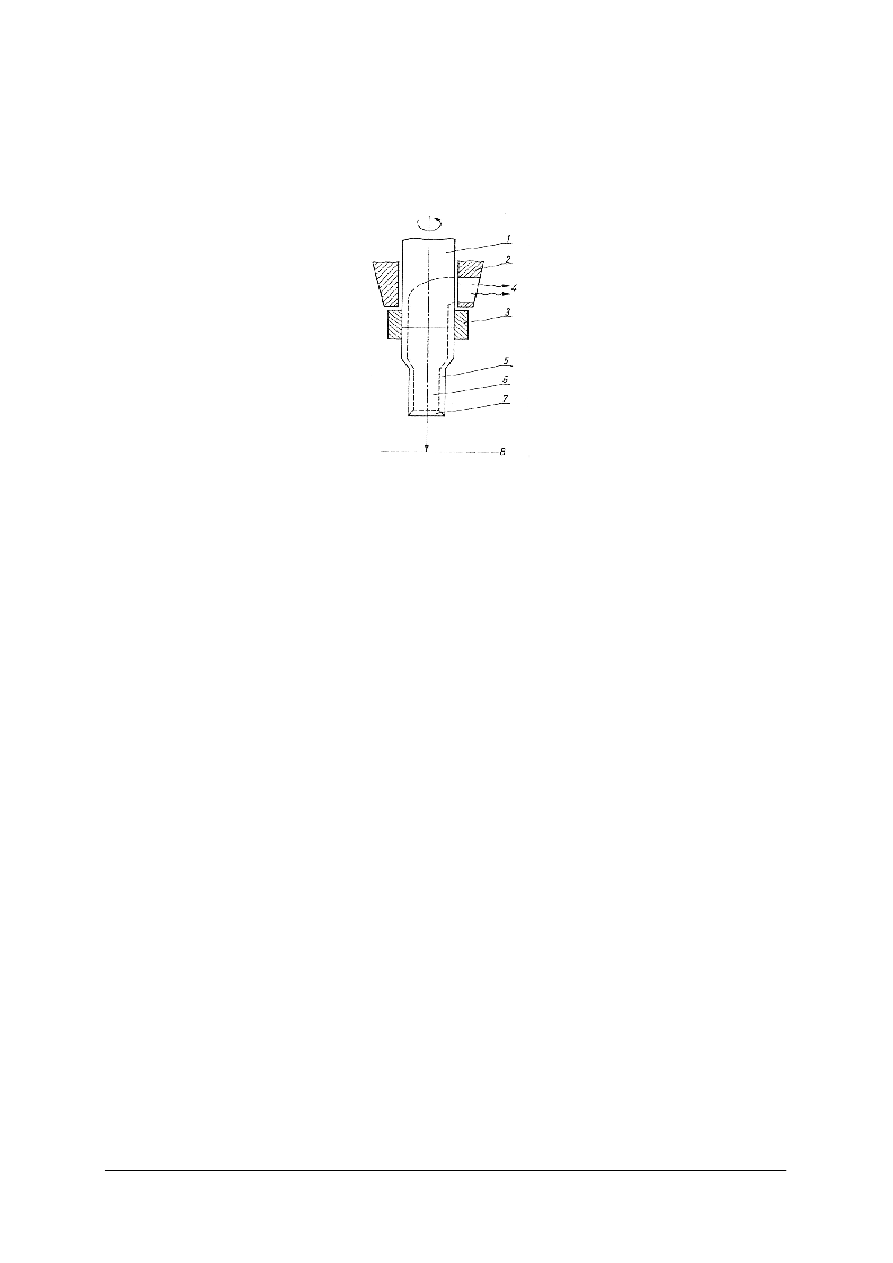
Wiercenie polega na wykonywaniu otworów w wytworach papierniczych. Wykonane
otwory mogą służyć do łączenia składek z okładką, kompletu kartek z zastosowaniem nitu,
śruby czy sznurka. Wiertła stosowane do wykrawania otworów w półproduktach
introligatorskich, okładkach czy oprawach, są zbudowane w kształcie cylindra (puste
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
wewnątrz) jak wykrojniki z przelotowym kanałem (rys. 11). Ostrze jest ścięte do wewnątrz,
a w płaszczyźnie poziomej końcówka wiertła jest na całym obwodzie równoległa do
powierzchni wiercenia. W górnej części (od strony uchwytu) wiertło rozszerza się, aby mógł
tam się gromadzić wykrawany materiał. Do wykrawania otworów można stosować zwykłe
wiertarki stołowe. Wiertła mocuje się w uchwytach wiertarki.
Rys.15. Schemat mocowania wiertła wiertarki:
1 – wrzeciono, 2 – prowadnice, 3 – uchwyt
wiertarki,
4
–
otwór
podciśnienia,
5 – wiertło, 6 – kanał przelotowy, 7 – ostrze
wiertła, 8 – materiał wykrawany [2, s. 46]
W trakcie wiercenia przyciska się materiał w okolicy obróbki, zapobiegając jego
marszczeniu i unoszeniu. Otwory wierci się po uprzednim prawidłowym ułożeniu materiału
w stosunku do listew wyrównujących.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czy polega operacja wykrawania?
2. Jakie są rodzaje wykrojników?
3. Jakie jest przeznaczenie wykrojników różnych rodzajów?
4. Jakie urządzenia stosuje się do wykrawania?
5. Co to jest perforowanie?
6. Jakie są rodzaje perforowania?
7. Jakie urządzenia są przeznaczone do wykonywania perforacji?
8. Jak zbudowane są wiertła do papieru?
9. W jakim celu wykonuje się operację wiercenia w wyrobach introligatorskich?
4.3.3.
Ćwiczenia
Ćwiczenie 1
Dobierz wykrojnik odpowiedni do wykrawania elementu zgodnego ze wzorem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić metodę wykrawania odpowiednią do otrzymanego produktu wzorcowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
2) wybrać spośród wykrojników przeznaczonych do określonej metody taki, który umożliwi
wykrawanie elementów zgodnych ze wzorem,
3) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
wykrojony element wzorcowy,
−
zestaw wykrojników różnych rodzajów (co najmniej 5), w tym wykrojnik przeznaczony
do wykrawania elementu wzorcowego,
−
papier i przybory do pisania,
−
poradnik dla ucznia.
Ćwiczenie 2
Wykonaj perforowanie bloczka wzdłuż określonej linii perforacji w urządzeniu do
perforowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować bloczek do wykonania perforacji,
2) zapoznać się z instrukcją obsługi urządzenia do perforowania i uruchomić je kontrolnie,
wykonać próbę perforowania,
3) wykonać perforowanie wzdłuż zaplanowanej linii,
4) uporządkować miejsce pracy,
5) ocenić jakość wykonanego perforowania.
Wyposażenie stanowiska pracy:
−
bloczki 20–40 kartkowe formatu A6 – A5 z określoną linią perforacji,
−
urządzenie do perforowania z instrukcją obsługi i instrukcją bhp,
−
makulatura,
−
przymiar liniowy i przybory do pisania,
−
poradnik dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) uzasadnić zastosowanie określonego wykrojnika do zaplanowanego
sposobu wykrawania?
2) wyjaśnić przebieg procesu wykrawania z zastosowaniem różnego
rodzaju wykrojników?
3) przedstawić proces wykonywania perforacji przez dziurkowanie oraz
odcinkowe przekrawanie?
4) uzasadnić potrzebę wykonywania perforacji?
5) przedstawić sposoby wykonywania nadkrawania z zastosowaniem
różnych narzędzi?
6) wyjaśnić, w jakim celu wykonuje się nakrawanie?
7) przedstawić przebieg operacji wiercenia?
8) omówić budowę wiertła do papieru?
9) wykonać operację wykrawania i wiercenia?
10) wykonać operację nadkrawania i perforowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Złamywanie arkuszy i wstęgi papieru. Prasowanie
4.4.1.
Materiał nauczania
Złamywanie polega na zgięciu arkusza lub wstęgi pod kątem 180
o
i złamaniu tego arkusza
lub wstęgi z wytworzeniem trwałego odkształcaniu. W wyniku tej operacji uzyskuje się
odpowiednie zmniejszenie formatu arkuszy lub szerokości wstęgi. Proces złamywania może
być wykonany ręcznie lub maszynowo. Złamywanie arkuszy wykonuje się w złamywarkach
nożowych i kasetowych, wstęgi – w lejowych i nożowych rotacyjnych.
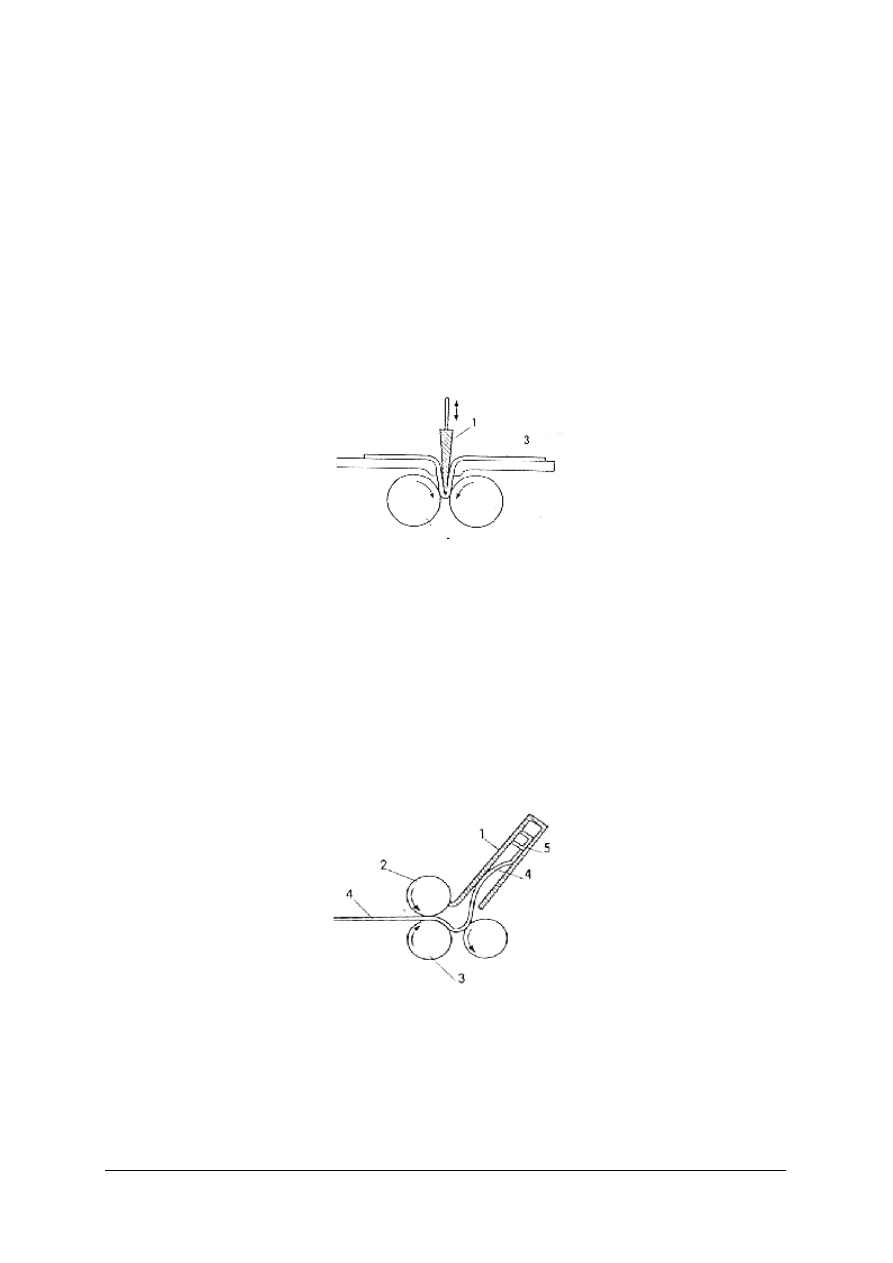
W złamywarkach nożowych w wyrównany arkusz uderza tępy nóż, który wprowadza
arkusz w szczelinę znajdująca się pod nim i dalej między walce, które chwytają go i ściskają.
Rys.16. Schemat złamywania arkusza w złamywarce nożowej:
1 – nóż, 2 – walce złamujące, 3 – złamywany arkusz
[5, s. 205]
Maszyny nożowe charakteryzują się możliwością złamywania dużych formatów, składania
papieru różnych gatunków i o różnej gramaturze, dużą dokładnością pracy, małymi wymiarami
gabarytowymi, mniejszą liczbą kombinacji złamów i małą wydajnością.
W złamywarkach kasetowych poruszający się arkusz zostaje wprowadzony do kasety,
dochodzi do jej dna i tam początek arkusza zostaje zatrzymany. Tylna część arkusza jest dalej
pchana do przodu. Powoduje to powstanie fałdy poza kasetą. Fałda ta jest chwytana przez
walce i ściskana przez nie.
Rys.17. Schemat złamywania arkusza w złamywarce kasetowej:
1 – kaseta, 2 – walce podające, 3 – walce złamujące,
4 – złamywany arkusz, 5 – przesuwany opór w kasecie
(dno kasety) [5, s. 205]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
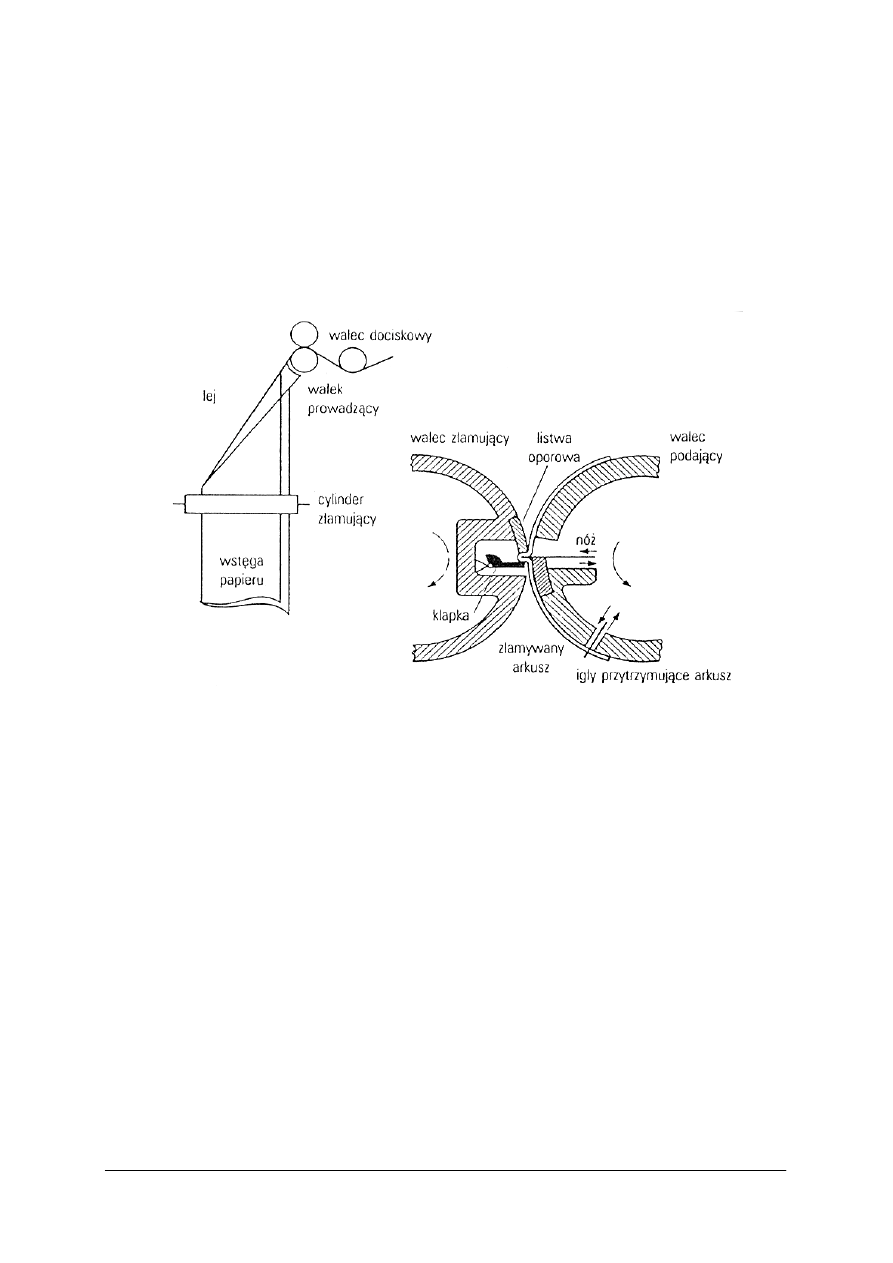
Do maszyn zwojowych stosuje się złamywarki lejowe i nożowe rotacyjne.
W złamywarkach lejowych wstęga papieru jest wprowadzana na odpowiednio ukształtowany
lej, na którym zostaje uformowana fałda. Fałda ta zostaje ściśnięta przez walce.
W złamywarkach lejowych możliwe jest wykonanie złamu tylko równoległego do biegu
wstęgi. Złamy prostopadłe do biegu wstęgi są wykonywane przez złamywarki nożowe
rotacyjne zbliżone budową do złamywarek nożowych. Następuje tam też krojenie wstęgi na
arkusze.
a)
b)
Rys. 18. Schematy złamywania: a) lejowego, b) nożowo-rotacyjnego [5. s. 251]
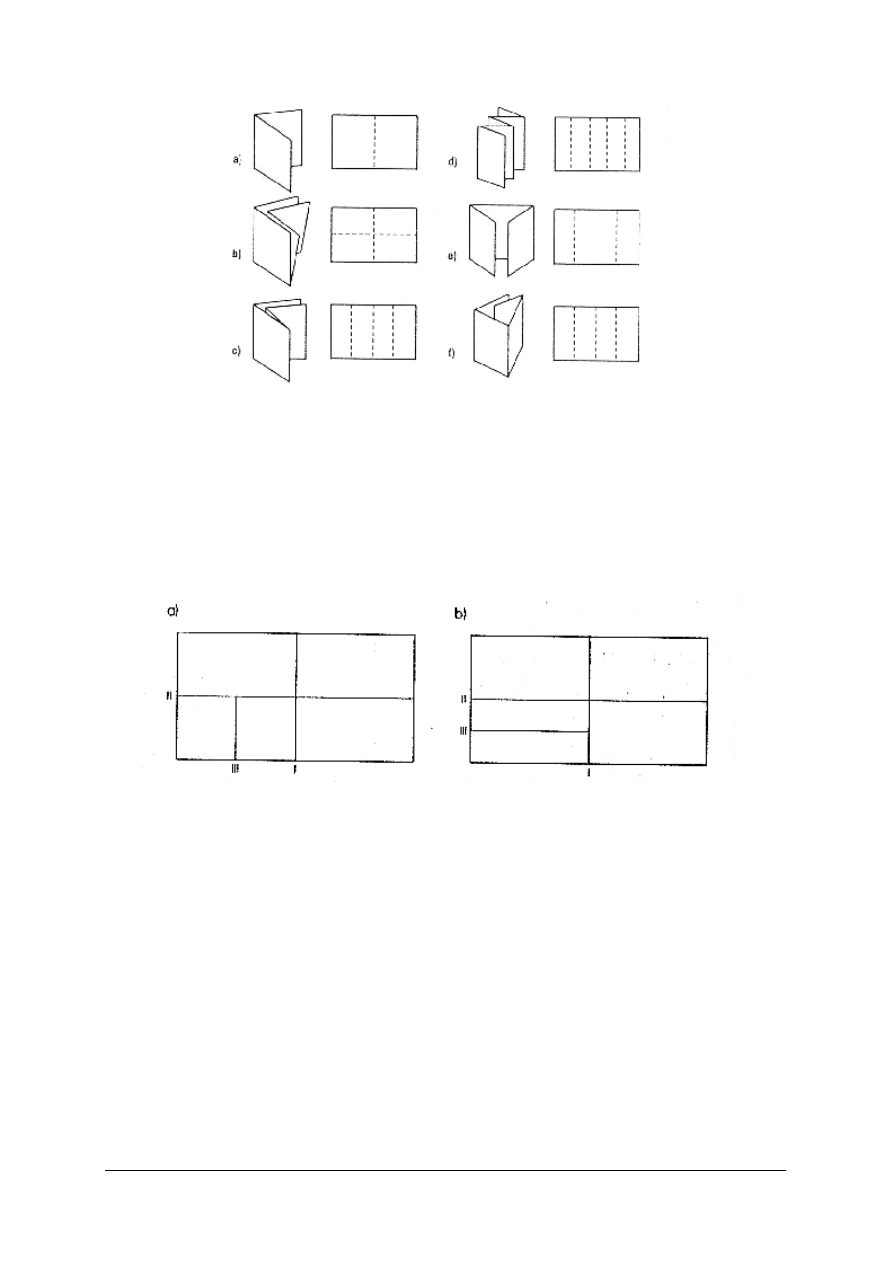
Wynikiem procesu ręcznego lub maszynowego złamywania są składki o różnej liczbie
stronic w zależności od liczby wykonywanych złamów. Według sposobu złamywania
rozróżniamy złamywanie:
−
jednozłamowe – druki na złamywarkach składane są na pół za pomocą jednego złamu,
−
prostopadłe – najczęściej wykorzystywane jest do złamywania produkcji dziełowej,
−
równoległe zwykłe – wykorzystywane jest do formularzy, ulotek, prospektów,
−
równoległe harmonijkowe – wykorzystywane jest do składania formularzy lub map,
prospektów, druków reklamowych,
−
równoległe obejmujące – wykorzystywane jest do składania wymagających wkładek
książkowych, prospektów, druków reklamowych,
−
równoległe obwolutowe – wykorzystywane jest do składania 12- i 24-stronicowych
elementów (głównie formaty kwadratowe).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 19. Podstawowe sposoby złamywania: a) jednozłamowe, b) prostopadłe,
c) równoległe zwykłe, d) równoległe harmonijkowe, e) równoległe
obwolutowe, f) równoległe obejmujące [5, s. 250]
W złamywaniu prostopadłym każdy następny złam jest prostopadły do poprzedniego.
W złamywaniu równoległym każdy następny złam jest równoległy do poprzedniego.
W złamywaniu mieszanym występują zarówno złamy równoległe, jak i prostopadłe
do poprzedniego.
Rys. 20. Schemat złamywania prostopadłego (a) i mieszanego (b) – liczbami
rzymskimi oznaczono kolejność wykonywanych złamów [6, s. 207]
Wszystkie złamywarki są przystosowane do wykonywania złamów równoległych lub
prostopadłych do boków arkusza lub wstęgi lub poprzednio wykonanego złamu. Czasem
jednak zachodzi potrzeba wykonania złamu nierównoległego i nieprostopadłego – pod innym
kątem do boku poprzednio wykonanego złamu. Takie złamywanie nazywa się specjalnym (gdy
występuje co najmniej jeden taki złam) i musi być wykonane ręcznie.
Prasowanie to poddawanie naciskowi stosu wytworów papierniczych, półproduktów lub
produktów introligatorskich w urządzeniu zwanym prasą introligatorską. Polega ono na
ściśnięciu danego stosu odpowiednią siłą. Istotą prasowania jest wyparcie powietrza
spomiędzy arkuszy, kartek w stosie bez zmiany grubości poszczególnych arkuszy czy kartek.
Prasowanie wykonuje się bardzo często w różnych etapach procesów introligatorskich. Prasuje
się zarówno arkusze, jak i składki, komplety składek, wkłady, jak również gotowe oprawy.
Może być ono odrębną operacją, a przy obróbce na zautomatyzowanych liniach potokowych
prasowanie następuje przez odpowiedni nacisk urządzeń transportujących.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
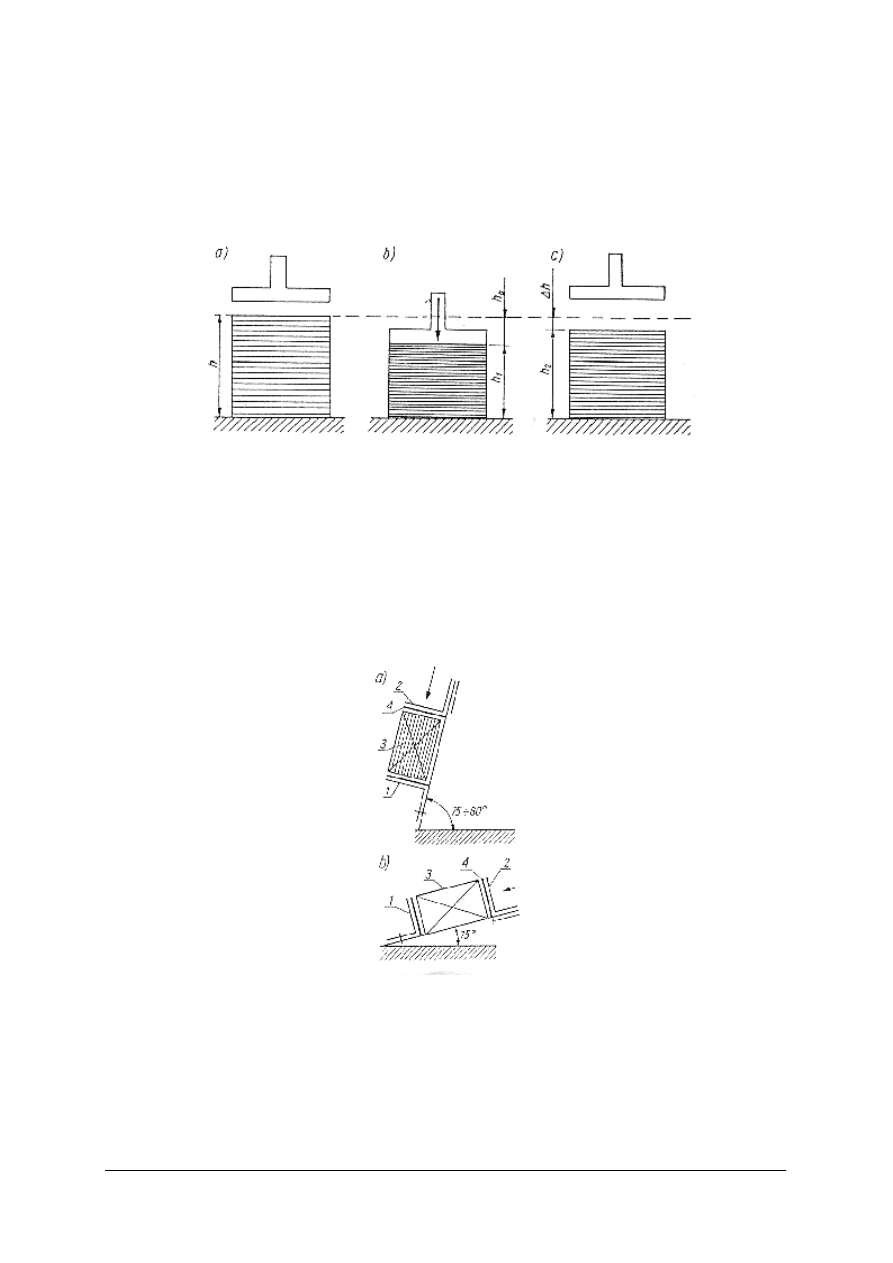
Efekt prasowania zależy od wielkości nacisku i czasu trwania operacji prasowania.
Im większy zastosuje się nacisk na jednostkę powierzchni stosu (ciśnienie na stos), tym
większy jest efekt prasowania. Przy zastosowaniu takiego samego nacisku jednostkowego na
stos efekt prasowania zależy w bardzo dużym stopniu od czasu działania nacisku. Im dłuższy
jest czas nacisku na stos, tym większy efekt prasowania.
Rys. 21. Schemat przebiegu procesu prasowania: a) stos przed prasowaniem ma
wysokość h, b) w czasie prasowania uzyskuje on wysokość h
1
, c) po odjęciu
nacisku i zakończeniu prasowania stos zwiększa swą wysokość do wartości h
2
[4, s. 69]
Prasy introligatorskie dzielimy na: ręczne, mechaniczne, pneumatyczne i hydrauliczne
oraz prasy do składek lub kartek, wkładów i opraw. Prasy do składek dzieli się na pionowe
i poziome. Oprócz wyciśnięcia powietrza ze składek w procesie prasowania utrwala się
również złam.
Rys. 22. Schemat pras do składek: a) pionowej, b) poziomej 1 – płyta
nieruchoma, 2 – płyta ruchoma, 3 – paczka składek, 4 –
podkładka duraluminiowa lub drewniana [2, s. 68]
Składki bezpośrednio po złamywaniu powinny być sprasowane. Układa się je w stosy
i wyrównuje do dwóch przyległych złamów. Na krańcowe powierzchnie stosu nakłada się
sztywne podkładki i na stos wywiera nacisk. Po osiągnięciu odpowiedniego nacisku stos
z podkładkami wiąże się i otrzymaną paczkę przechowuje do czasu następnej operacji
technologicznej. Liczba składek w prasowanej paczce powinna być stała. Wynosi ona
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
przeważnie 250 sztuk składek 32-stronicowych lub 500 sztuk składek 16-stronicowych. Masa
paczki powinna wynosić ok. 10 kg, koniecznie mniej niż 15 kg. Składki do prasowania
powinny być liczone. Nowoczesne złamywarki mają prasy do prasowania składek
umożliwiające automatyczne liczenie i wiązanie stosów składek.
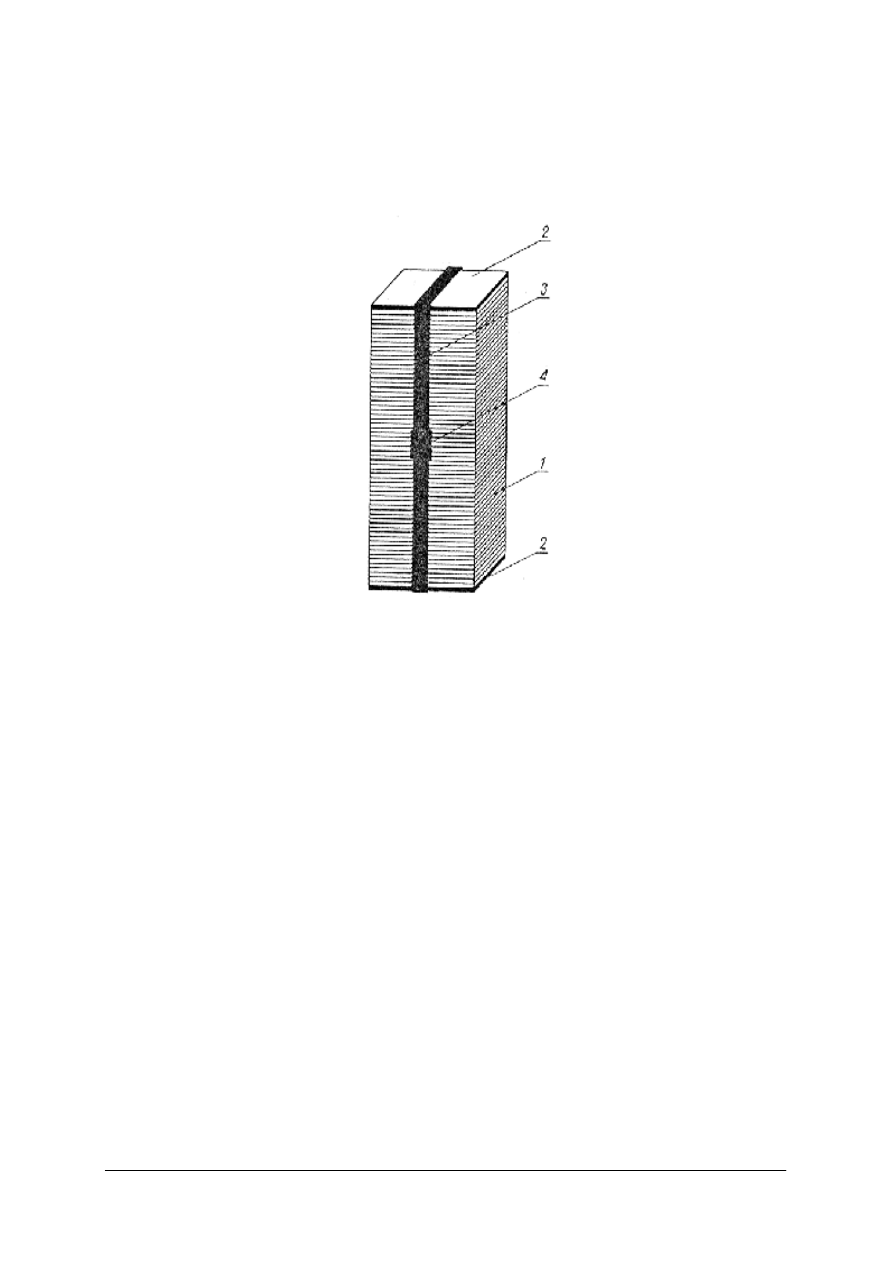
Rys. 23. Sprasowana paczka składek: 1 – składki, 2 – podkładki, 3 – taśma
wiążąca paczkę, 4 – zamek zaciskający taśmę [6, s. 211]
Operacja prasowania składek ma ogromne znaczenie dla prawidłowego przeprowadzania
dalszych procesów technologicznych oprawiania. Brak prasowania składek lub niedokładnie
wykonane prasowanie może spowodować znaczne zmniejszenie wydajności maszyn przy
oprawianiu, pogorszenie wielu parametrów jakościowych uzyskanych opraw.
Specyficznym rodzajem prasowania jest prasowanie kalibrujące, zwane w skrócie
kalibrowaniem. Kalibrowanie jest to rodzaj prasowania stosowany do takich elementów jak
wkłady lub oprawy. W danym nakładzie grubość poszczególnych egzemplarzy wkładów lub
opraw może się różnić. Kalibrowanie polega na prasowaniu egzemplarzy do jednakowej
grubości. Wartość nacisku zmienia się automatycznie, zależnie od grubości egzemplarza.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czy polega złamywanie arkuszy?
2. Jakie są sposoby wykonywania złamywania?
3. Jakie są rodzaje złamywania?
4. Jakie urządzenia są przeznaczone do złamywania?
5. Jak wykonujemy złamywanie ręczne?
6. Jaka jest zasada pracy złamywarki kasetowej?
7. Jaka jest zasada pracy złamywarki nożowej?
8. Do czego przeznaczone jest prasa introligatorska?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj 4 stronicowe składki formatu A5 z arkuszy formatu A4 z zastosowaniem
złamywarki kasetowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi złamywarki kasetowej i uruchomić ją kontrolnie,
2) przygotować arkusze A
4
do złamywania,
3) wykonać jednakowe złamywanie arkuszy A
4
w połowie długości arkusza,
4) uformować stos wykonanych składek i umieścić go w prasie introligatorskiej,
5) po upływie czasu niezbędnego do sprasowania składek wyjąć je z prasy introligatorskiej
i ocenić jakość wykonanego złamu.
Wyposażenie stanowiska pracy:
−
papier formatu A4 ok. 50 arkuszy,
−
złamywarka kasetowa przeznaczona do formatów A4 i A5,
−
prasa introligatorska,
−
przymiar liniowy i przybory do pisania,
−
poradnik dla ucznia.
Ćwiczenie 2
Wykonaj ręczne złamywanie specjalne według wzoru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wyrobem wzorcowym i ustalić kolejność złamów,
2) zaznaczyć na elemencie przeznaczonym do złamywania linię złamu,
3) wykonać złamy przy użyciu kostki introligatorskiej,
4) ocenić jakość wykonanego złamywania,
5) umieścić złamane elementy w prasie introligatorskiej pod odpowiednim naciskiem.
Wyposażenie stanowiska pracy:
−
wzór złamywania specjalnego (zaprojektowany produkt),
−
arkusze przeznaczone do złamywania wg wzoru,
−
stół introligatorski,
−
kostka introligatorska,
−
przymiar liniowy i przybory do pisania,
−
prasa introligatorska,
−
poradnik dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić w jakim celu wykonuje się złamywanie arkuszy oraz wstęgi
papieru?
2) rozróżnić typy złamywarek i wyjaśnić sposób ich działania?
3) obsłużyć złamywarkę kasetową i kasetowo-nożową?
4) dobrać i zastosować różne sposoby złamywania?
5) omówić budowę i zasadę działania introligatorskich pras do składek?
6) wykonać operację prasowania arkuszy, półproduktów i produktów
introligatorskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.5. Klejenie i zgrzewanie
4.5.1.
Materiał nauczania
Pierwszym etapem klejenia jest nałożenie warstwy kleju najczęściej na jedną
powierzchnię sklejaną. Kleje mogą być różne. Muszą one charakteryzować się odpowiednio
dużą przyczepnością do sklejanych materiałów. Przyczepnością kleju nazywa się siłę, z jaką do
danego materiału przywiera zaschnięty klej. Klej powinien być nałożony możliwie równą
i cienką warstwą. Od prawidłowo wykonanej czynności nakładania kleju zależy jakość
uzyskanego sklejania.
Drugim etapem klejenia jest przyłożenie drugiej powierzchni sklejanej na nałożoną
warstwę kleju. Należy przy tym dokładnie stosować położenie tej powierzchni względem
powierzchni z nałożonym klejem, tak aby sklejenie nastąpiło w żądanym miejscu.
Trzecim etapem klejenia jest przyciśnięcie obu powierzchni, które powinno nastąpić
po przyłożeniu drugiej warstwy sklejanej do siebie. Operacja ta jest ważna dla uzyskania
spoiny dobrej jakości. Przyciśnięcie umożliwia pozbycie się pęcherzyków powietrza spomiędzy
sklejanych powierzchni, a przez to następuje zetknięcie sklejanych elementów całymi
powierzchniami.
Po przyciśnięciu następuje ostatni etap klejenia – twardnienie kleju, czyli wytworzenie
błony klejowej. W procesie twardnienia kleju następuje odparowanie substancji lotnych
zawartych w kleju, a więc konieczne jest suszenie kleju.
Suszenie w warunkach naturalnych polega na pozostawieniu suszonego układu
w warunkach otoczenia w celu odparowania składnika lotnego. Takie suszenie przedłuża
proces, wymaga dużych powierzchni składowania i pogarsza jakość produktu. Dlatego stosuje
się urządzenia suszące, przyspieszające ten proces.
W introligatorstwie stosuje się głównie cztery sposoby suszenia wymuszonego:
−
gorącym powietrzem, w którym na suszony przedmiot jest nadmuchiwane gorące
powietrze – jest to sposób dość powolny,
−
kontaktowe, w którym na suszony przedmiot styka się z gorącą powierzchnią – jest to
sposób szybszy niż poprzedni,
−
promieniami podczerwonymi, w którym nagrzewanie suszonego przedmiotu następuje
przez naświetlenie promieniami podczerwonymi zamieniającymi się w ciepło – jest to
sposób szybki,
−
prądem wielkiej częstotliwości, w którym nagrzewanie suszonego przedmiotu następuje
przez działanie prądu elektrycznego zmiennego o bardzo dużej częstotliwości – jest to
sposób bardzo szybki.
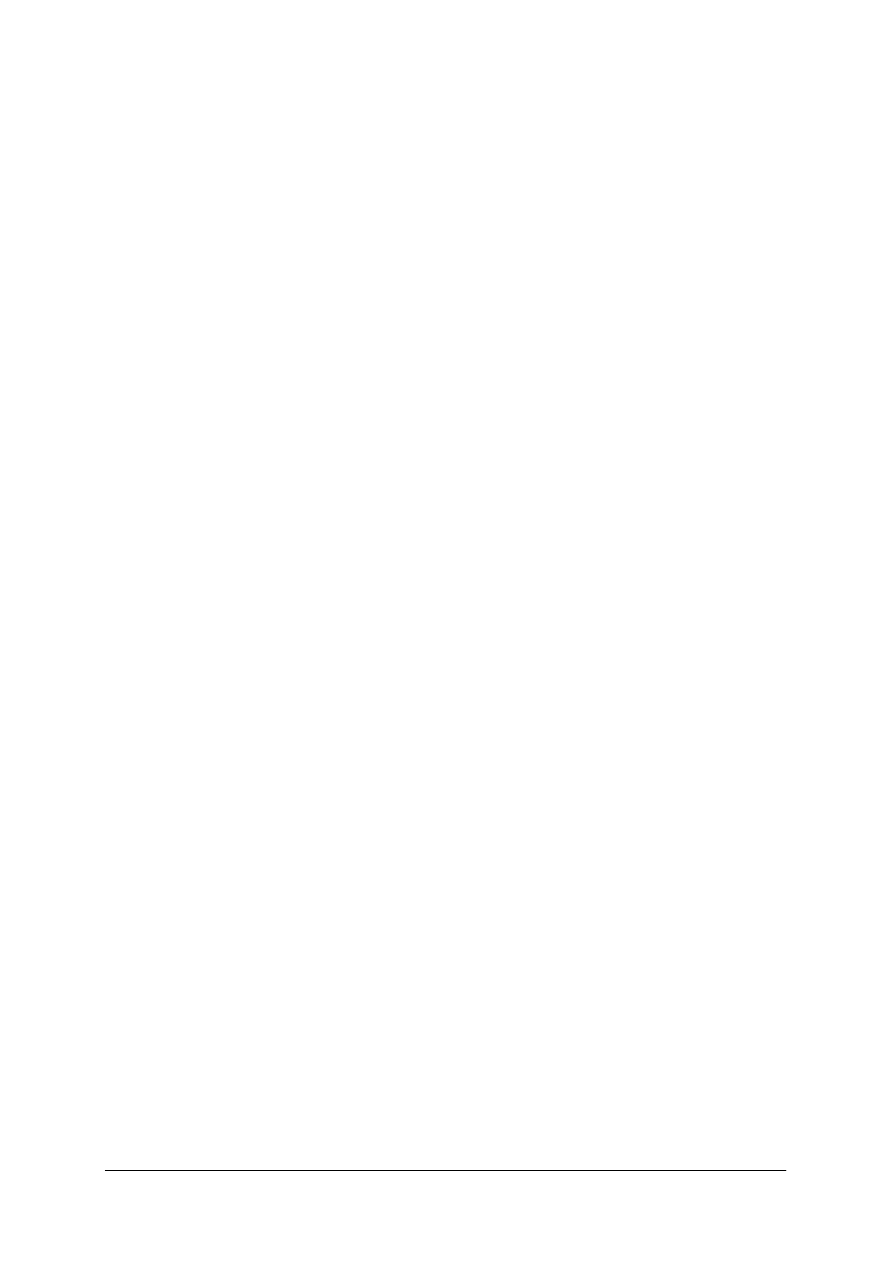
Rozróżniamy cztery rodzaje klejenia:
−
przyklejanie, gdy sklejanie następuje na części powierzchni styku sklejanych materiałów,
−
naklejanie, gdy sklejanie następuje na całej powierzchni styku sklejanych materiałów,
−
oklejanie, gdy sklejanie następuje na części powierzchni styku sklejanych materiałów,
a materiał większy jest zaginany na drugą stronę materiału mniejszego i tam przyklejony,
−
zaklejanie polegające na nałożeniu grubej warstwy kleju na powierzchnię grzbietu
wkładu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 24. Schematy: a) przyklejania, b) naklejania przy dwóch
elementach o jednakowym formacie, c) oklejanie,
d) zaklejania grzbietu wkładu (w przekrojach) [6, s. 213]
W operacjach klejenia wykonywanych ręcznie klej najczęściej jest nakładany za pomocą
pędzla. Maszynowe nakładanie kleju odbywa się najczęściej za pomocą wałków.
Rys. 25. Mechaniczne nanoszenie kleju na grzbiet wkładu: 1 –
aparat klejowy, 2 – wkład [14]
Istnieją różnego rodzaju maszyny i urządzenia do łączenia klejowego w zależności od
rodzaju klejenia do jakiego są przeznaczone, jak np. klejarki wyklejkowe przyklejające
wyklejki do pierwszej stronicy wkładu, zaklejarki do zaklejania grzbietów szytych nićmi
wkładów, agregaty do łączenia wkładów i przyklejania okładki jednolitej. Przykładem
urządzenia klejącego jest oklejarka jednoszczękowa do broszur i książek. Skleja grzbiety
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
frezowane i nie frezowane, posiada automatyczny przesuw bloku i docisk okładki.
Temperaturę kleju podczas klejenia około 140
o
C, szerokość klejenia 4 cm, długość 37 cm. Jest
to klejarka niewielkich rozmiarów (stołowa) o wydajności ok. 200 szt/godz.
Z powodu licznych wad klejenia coraz częściej stosuje się łączenie materiałów przez
zgrzewanie. Polega ono na stopieniu materiałów przez nagrzanie, ściśnięciu po stopieniu tak,
aby nastąpiło połączenie stopionych materiałów, a następnie ich zestaleniu przez ochłodzenie
materiałów. Powstaje połączenie zwane zgrzeiną. Proces zgrzewania jest bardzo szybki i tani –
nie potrzeba stosować dodatkowych materiałów do połączenia, gdyż rolę kleju spełnia sam
łączony materiał. Jednak zgrzewanie można wykonać tylko przy łączeniu materiałów
termoplastycznych, tj. takich, które wielokrotnie można stapiać i zestalać.
Rozróżnia się następujące sposoby zgrzewania:
−
kontaktowe,
−
impulsowe,
−
rozżarzonym drutem,
−
prądem wielkiej częstotliwości.
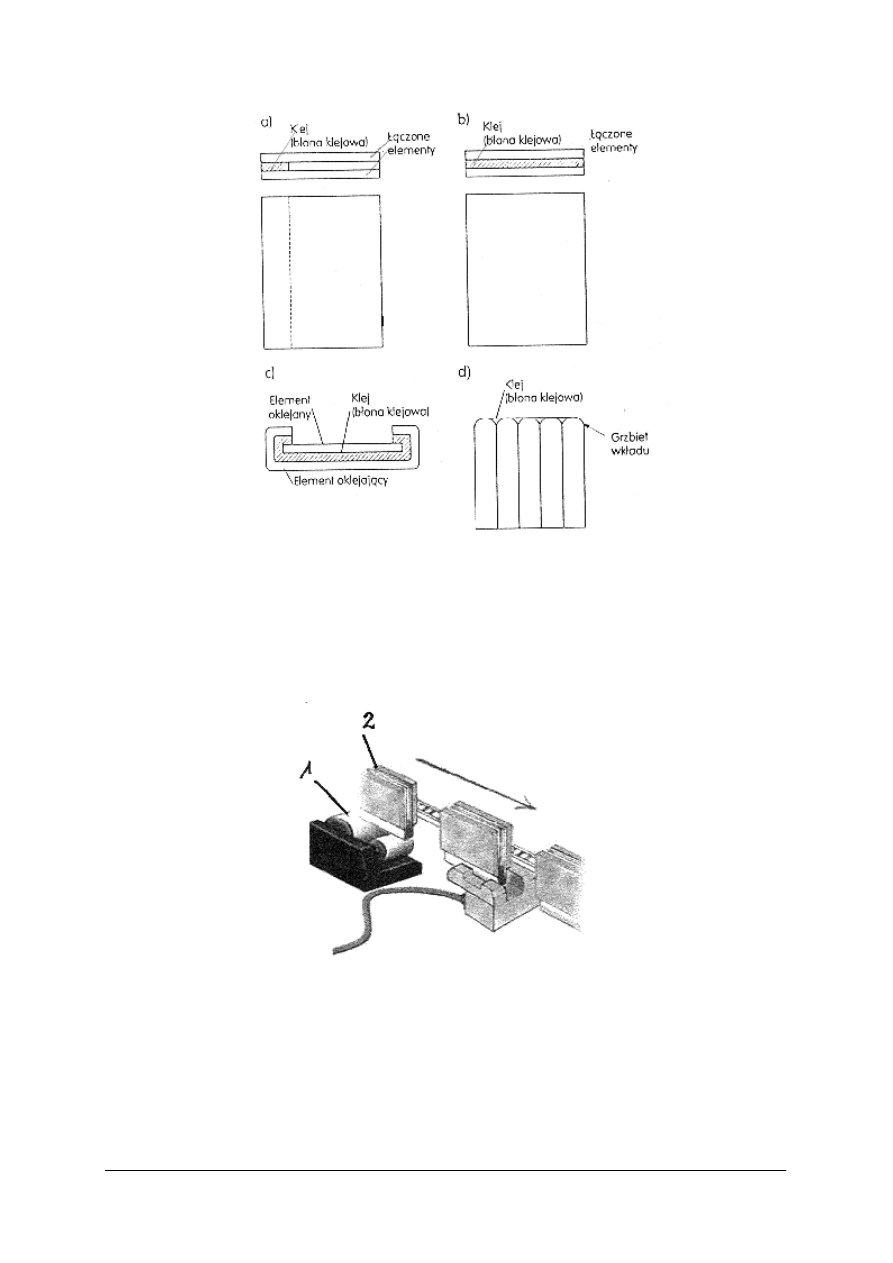
Zgrzewanie kontaktowe jest najczęściej stosowanym sposobem łączenia opakowań
wykonanych z folii z tworzyw sztucznych. Sposób ten jest również stosowany w niektórych
operacjach przy oprawianiu. Zgrzewanie kontaktowe polega na zetknięciu nagrzanego
narzędzia, zwanego elektrodą, z materiałem w miejscu łączenia. Gorąca elektroda ogrzewa
materiał termoplastyczny, który staje się przylepny. Nacisk wytworzony przez tę elektrodę
powoduje zetknięcie się łączonych materiałów i sprasowanie w miejscu łączenia.
Po sprasowaniu elektrody rozsuwają się i proces jest zakończony. W czasie procesu
zgrzewania kontaktowego oprócz łączenia może być wykonane również przecięcie materiału.
Na jednej elektrodzie jest wtedy umieszczony dodatkowy element, za pomocą którego
następuje przecięcie.
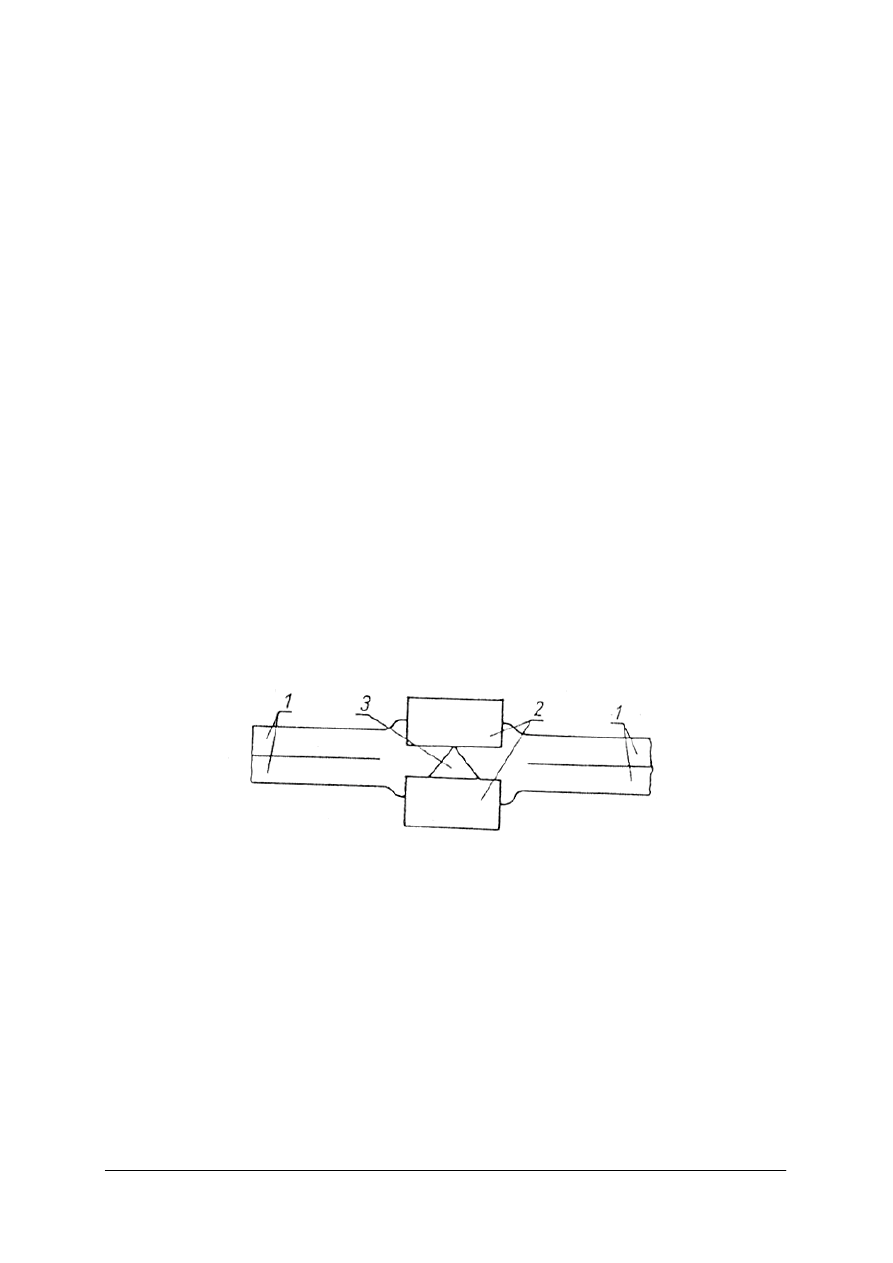
Rys. 26. Schemat zgrzewania kontaktowego z wykonaniem połączenia dwóch
warstw folii: 1 – łączone folie, 2 – elektrody, 3 – element
przecinający zgrzewane folie [4, s. 86]
Zgrzewanie impulsowe jest pewną odmianą zgrzewania kontaktowego gdzie
w momencie przepływu prądu element zgrzewający łączy stopioną folię a po ustaniu
przepływu prądu – zgrzew jest chłodzony.
Zgrzewanie rozżarzonym drutem jest prostym i szybkim sposobem zgrzewania.
W sposobie tym elektrodę stanowi drut żarowy rozgrzewany do wysokiej temperatury za
pomocą prądu elektrycznego. Rozgrzany drut przechodzi przez zgrzewane folie powodując ich
stopienie i rozcięcie na drodze przejścia drutu. Stopiony materiał powoduje powstanie
charakterystycznego nadlewu, który wzmacnia połączenie folii w zgrzewie. Ten sposób
zgrzewania może być stosowany tylko w przypadku, gdy ma być wykonane połączenie
z jednoczesnym przecięciem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
1)
2)
3)
Rys. 27. Kolejne etapy zgrzewania dwóch warstw folii rozżarzonym
drutem: 1 – łączone folie, 2 – rozgrzany drut, 3 – nadlewy
[4, s. 86]
Zgrzewanie prądem wielkiej częstotliwości jest wykorzystywane w procesach
oprawiania do wykonania okładek plastykowych, galanterii papierniczej, różnego rodzaju
teczek, itp. Przy zgrzewaniu same elektrody są zimne. Dochodzący do nich szybkozmienny
prąd elektryczny wytwarza między nimi szybkozmienne pole magnetyczne. Wielkie szybkości
zmian pola magnetycznego powodują więc bardzo szybki ruch drgający cząsteczek, który
zmienia się wewnątrz danego ciała w energię cieplną, powodując szybkie nagrzewanie
materiału znajdującego się między elektrodami. Proces zgrzewania polega na wtłoczeniu
elektrod w zgrzewany materiał. Po zastosowaniu nacisku przez elektrody przechodzi
szybkozmienny prąd, który ogrzewa i stapia materiał. Natychmiast po zakończeniu przepływu
szybkozmiennego prądu elektrycznego następuje ochłodzenie materiału przez zimne elektrody.
Po ochłodzeniu zgrzewanie jest zakończone.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czy polega klejenie?
2. Na czy polega przyklejanie?
3. Na czy polega naklejanie?
4. Na czy polega oklejanie?
5. Na czy polega zaklejanie?
6. Jakie urządzenia są przeznaczone do wykonywania operacji klejenia?
7. Jakie kleje stosuje się w introligatorstwie i jakie jest ich przeznaczenie?
8. Jakie są sposoby suszenia klejonych wyrobów introligatorskich?
4.5.3.
Ćwiczenia
Ćwiczenie 1
Wykonaj tablicę formatu A3(+) (305 x 430 mm) z arkusza tektury o grubości 1,8 mm.
Naklej papierową planszę na tablicę i oklej brzegi tablicy taśmą lub materiałem pokryciowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wybrać arkusz odpowiedniej grubości i formatu,
2) nanieść na arkusz tektury warstwę kleju umożliwiającą naklejenie planszy,
3) nakleić planszę na tekturę,
4) okleić brzegi tablicy taśmą lub materiałem pokryciowym (w tym drugim przypadku należy
wymierzyć i wykroić odpowiedniej wielkości paski),
5) umieścić wykonaną tablicę w prasie,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
6) po sprasowaniu ocenić jakość wykonanej pracy,
7) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
arkusze tektury różnej grubości i formatu w tym arkusz o formacie A3(+) i grubości
1,8 mm,
−
grubościomierz,
−
prasa introligatorska,
−
przymiar liniowy i przybory do pisania,
−
klej introligatorski oraz pędzle do kleju,
−
plansza do naklejania,
−
materiał pokryciowy lub taśma do oklejania brzegów planszy,
−
środki czystości i czyściwo,
−
poradnik dla ucznia.
Ćwiczenie 2
Wykonaj połączenie wkładu z okładką z zastosowaniem urządzenia do klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować wkłady do zaklejania i przeznaczone do nich okładki,
2) uruchomić kontrolnie urządzenie do klejenia,
3) wykonać zaklejanie grzbietów wkładów oraz przyklejenie okładki,
4) wyłączyć urządzenie do klejenia,
5) odłożyć wykonane oprawy na wyznaczone miejsce,
6) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
wkłady kartkowe i przeznaczone do nich okładki jednolite,
−
urządzenie do klejenia,
−
przymiar liniowy i przybory do pisania,
−
środki czystości i czyściwo,
−
poradnik dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić etapy wykonywania operacji klejenia?
2) scharakteryzować sposoby suszenia w introligatorstwie?
3) wyjaśnić na czym polega zgrzewanie?
4) rozróżnić i charakteryzować metody zgrzewania?
5) omówić budowę i zasadę pracy i zastosowanie co najmniej jednego
urządzenia do zgrzewania?
6) obsłużyć urządzenie do klejenia?
7) obsłużyć urządzenie do zgrzewania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.6. Uszlachetnianie druków. Gumowanie. Brązowanie
4.6.1.
Materiał nauczania
Uszlachetnianie druków wykonuje się w celu poprawy jakości druków, zmiany ich
wyglądu i właściwości. Operacje uszlachetniania druków, najczęściej wykonywane dla podłoży
papierowych, poza zmianą właściwości papieru zadrukowanego, ochraniają wykonany nadruk i
powodują:
−
zwiększenie odporności mechanicznej,
−
zwiększenie wodoodporności i odporności na inne substancje stykające się z drukiem
podczas jego użytkowania.
Pierwsze dwa czynniki są szczególnie ważne w przypadku druków dziełowych
i akcydensowych, trzeci czynnik jest bardzo ważny dla druków przeznaczonych do
wykonywania opakowań.
Stosuje się trzy sposoby uszlachetniania druków: lakierowanie, laminowanie
i impregnowanie. Czasem operacje uszlachetniania wykonuje się przed zadrukowaniem,
np. lakierowanie folii z tworzyw sztucznych lub metalowych, lub bezpośrednio na maszynach
drukujących np. lakierowanie. Nie wchodzą one wtedy w skład procesów introligatorskich.
Lakierowanie druków polega na wytworzeniu na ich powierzchni przejrzystej, bezbarwnej
warstwy o grubości od 1,0 μm do 20 μm, o wysokim połysku lub matowej.
Operacje lakierowania druków mogą być wykonywane przy zastosowaniu różnego
rodzaju lakierów. W zależności od składu lakiery można podzielić na:
−
rozpuszczalnikowe,
−
olejowe (drukarskie),
−
dyspersyjne,
−
reaktywne – lakiery dwuskładnikowe,
−
lakiery UV.
Lakiery rozpuszczalnikowe składają się z substancji wiążącej rozpuszczonej w lotnym
rozpuszczalniku. Zawartość suchej masy wynosi 20–30%. W zależności od zastosowanego
rozpuszczalnika lub użytej substancji wiążącej dzieli się je na spirytusowe i nitrocelulozowe.
Nanoszone są w urządzeniach lakierujących zwanych lakierówkami. Schną przez odparowanie
rozpuszczalnika. Odparowanie przyspiesza się przez podwyższoną temperaturę i odsysanie
oparów w urządzeniu suszącym.
Lakiery olejne nie zawierają rozpuszczalników organicznych i substancji lotnych.
Lakierowanie wykonuje się podczas drukowania, gdyż nie wymaga ono stosowania
oddzielnych urządzeń. Na maszynach wielokolorowych lakier często jest nakładany na druki w
jednym cyklu z drukowaniem. Jest to proces tani. Lakierowanie lakierami olejnymi nie daje
jednak dużych efektów w postaci znacznego zwiększenia połysku i odporności mechanicznej.
Z tego powodu zakres zastosowania lakierowania lakierami olejnymi jest mały.
Lakiery dyspersyjne są obecnie najczęściej stosowane. Lakier dyspersyjny składa się
z polimeru w formie dyspergowanych cząstek, wosków w formie dyspersji, substancji
regulującej właściwości wiążące oraz z substancji zwilżających i zapobiegających pienieniu.
Udział suchej masy wynosi ponad 45%. Jako polimer stosuje się akrylowe polimery
i kopolimery, nierozpuszczalne w wodzie. Mechanizm schnięcia lakierów dyspersyjnych jest
czysto
fizyczny,
żaden ze składników nie podlega reakcjom chemicznym.
Po naniesieniu warstwy lakieru następuje odparowanie i wsiąkanie w papier, z którego też
stopniowo paruje. Tworzenie warstwy lakieru i jej schnięcie jest bardzo szybkie. Umożliwia to
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
lakierowanie druków bezpośrednio w maszynie drukującej. Warstwa lakieru ma dobry połysk i
jest odporna na ścieranie. Jest elastyczna, dlatego lakiery dyspersyjne nadają się też na
opakowania żywności. Lakiery dyspersyjne nie wpływają na zapach czy smak pakowanego
produktu, są nieszkodliwe dla zdrowia i środowiska.
Lakiery reaktywne lub dwuskładnikowe można także zaliczyć do lakierów
rozpuszczalnikowych. Po naniesieniu na zadrukowane podłoże następuje najpierw fizyczne
schnięcie przez odparowanie czy wchłonięcie rozpuszczalnika a następnie proces chemicznego
utwardzania. Rozpoczyna się on w momencie zmieszania się obu składników – żywicy i
utwardzacza.
Dobierając składniki lakierów dyspersyjnych, można uzyskać lakiery specjalnie
przystosowane do różnych warunków ich zastosowania. Wyróżnia się lakiery ochronne,
błyszczące i matowe, zapewniające zwiększenie lub obniżenie współczynnika tarcia
powierzchni, lakiery odporne na sklejanie przy podwyższonej wilgotności, lakiery do
zgrzewania ultradźwiękami, lakiery do kalandrowania. Lakiery UV tworzą powłoki bardzo
odporne na różne wpływy chemiczne, temperaturę i działanie sił mechanicznych. Przy
dostatecznej grubości i optymalnej technologii powlekanie lakierami UV jest częściowo
równoważone z laminowaniem. Lakiery UV nie zawierają żadnych rozpuszczalników (100%
suchej masy), dlatego można je uważać za korzystne z punktu widzenia ekologii. Utwardzanie
UV wykonywane jest bezpośrednio po naniesieniu lakieru i trwa ułamek sekundy. Natychmiast
po lakierowaniu odbitkę można poddawać dalszej obróbce. Utwardzona warstwa jest
nieaktywna chemicznie, dlatego można lakiery UV stosować też przy lakierowaniu materiałów
przeznaczonych na opakowania żywności.
Lakiery do lakierowania druków powinny być przezroczyste, bezbarwne, powinny
nadawać drukom duży połysk lub mat, nie rozpuszczać warstwy farby na drukach.
Wytworzona błona lakierowa powinna być elastyczna, twarda i odporna mechanicznie,
w szczególności na ścieranie. Lakiery te powinny być możliwie tanie, mało toksyczne
i niepalne.
Lakierowanie zwiększa wartość wyrobu przez zwiększenie intensywności barwy
i zabezpieczenie przed szybkim zniszczeniem, szczególnie przez wilgoć. Najczęściej lakieruje
się okładki broszurowe i obwoluty.
Lakierowanie druku można przeprowadzać w lakierówkach lub maszynach drukujących.
Specjalne maszyny lakierujące – lakierówki składają się z nakładaka, części powlekającej,
suszącej i chłodzącej oraz urządzenia wykładającego. Lakier jest suszony za pomocą:
−
gorącego powietrza,
−
promieniowania podczerwonego,
−
promieniowania nadfioletowego.
Przed wyłożeniem arkusze są chłodzone w części chłodzącej. Specjalne maszyny
lakierujące – lakierówki osiągają wydajność 2500–3000 arkuszy na godzinę.
Druki przeznaczone do lakierowania są pobierane ze stosu przez samonakładak
i podawane do zespołu powlekania druków lakierem. Lakier jest nakładany najczęściej za
pomocą wałków. Warstwa farby nałożonej przy drukowaniu powinna być całkowicie
wyschnięta przed lakierowaniem. Lakier przy nakładaniu powinien mieć odpowiednią lepkość,
której wartość podaje producent lakieru i lakierówki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
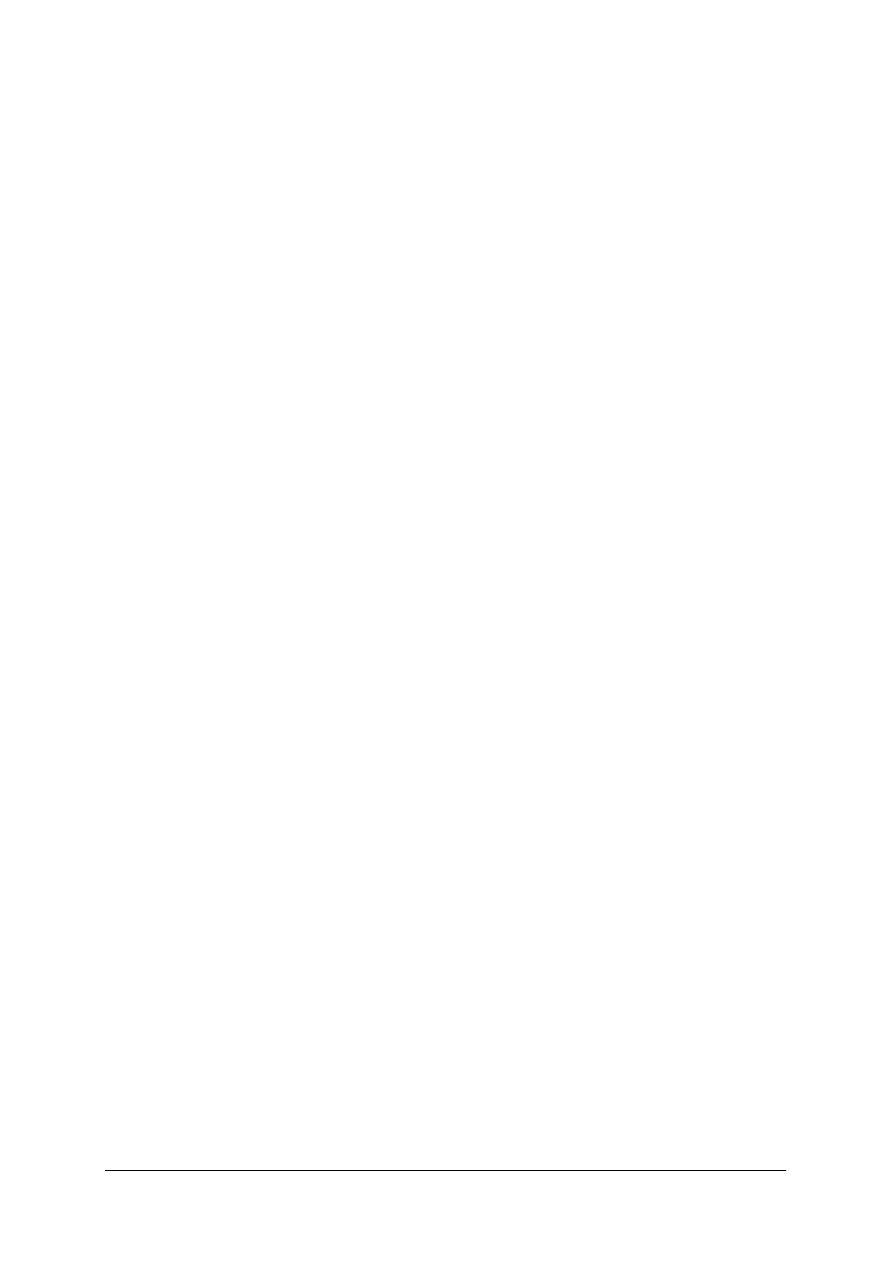
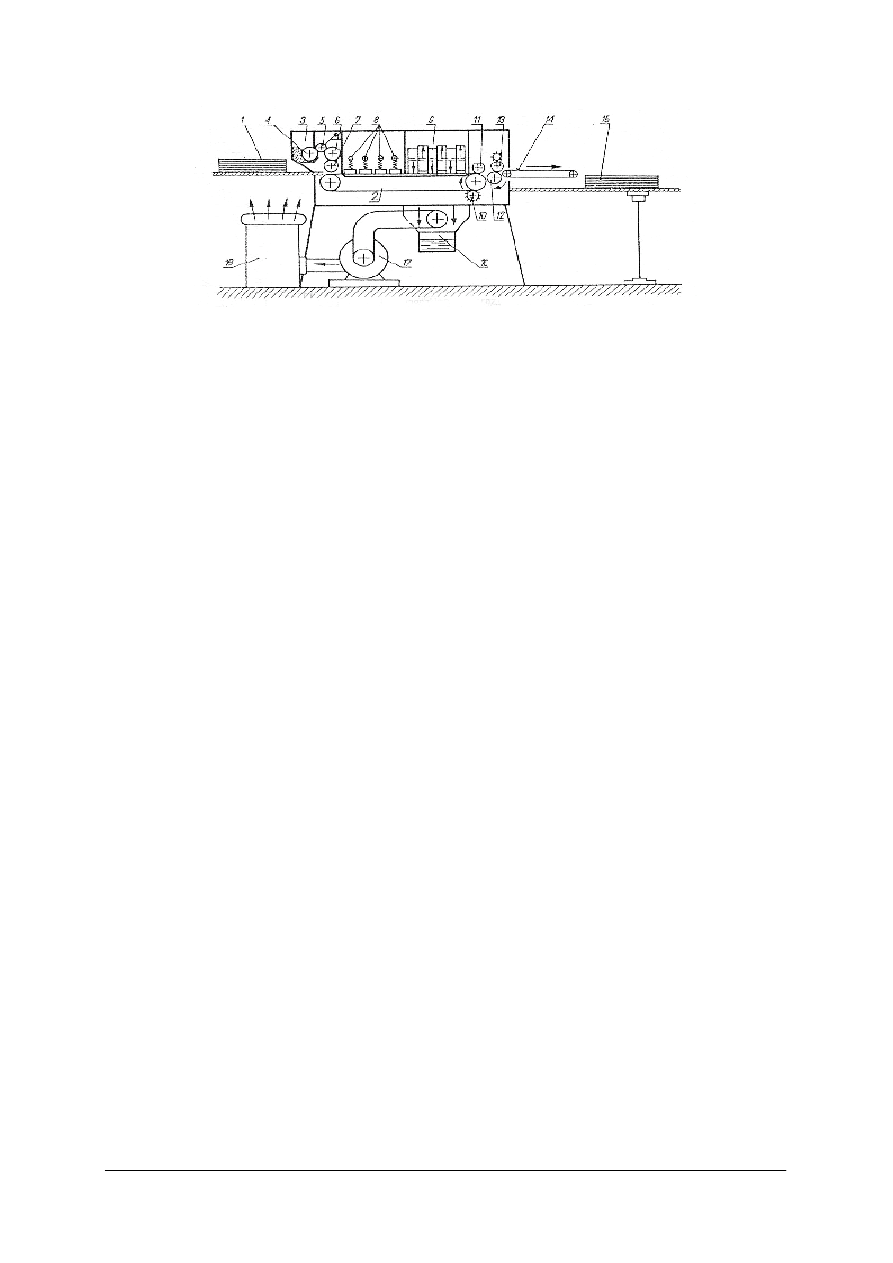
Rys. 28. Schemat lakierówki: 1 – stos druków, 2 – ssawki samonakładaka, 3 – stół samonakładaka, 4 –
cylinder lakierówki, 5 – kałamarz, 6 – duktor, 7 – wałek przenoszący, 8 – wałek lakierujący, 9 –
przenośnik pośredni, 10 – przenośnik druków, 11 – promiennik, 12 – sekcja chłodząca, 13 – stos
druków lakierowanych [4, s. 92]
Przez lakierowanie często nie uzyskuje się idealnego połysku druków. Z tego powodu
w pewnych
przypadkach
lakierowane
druki
poddaje
się
dodatkowym procesom
uszlachetniającym, tzw. kalandrowaniu. Kalandrowanie druków lakierowanych polega na
dociśnięciu warstwy nałożonego na druk lakieru do idealnie wypolerowanego gorącego
cylindra. Pod wpływem podwyższonej temperatury warstwa lakieru staje się miękka, a przez
docisk jej do gładkiego cylindra ulega wygładzeniu i zwiększa się jej połysk.
Laminowanie jest to proces uszlachetniania druków, w czasie którego powierzchnia
zadrukowanego materiału pokrywana jest przezroczystą folią polimerową. Laminowanie jest
najlepszą ochroną druków przed zewnętrznymi wpływami, zwiększa się wytrzymałość na
uszkodzenia. Wzrasta sztywność papieru, druk jest bardziej błyszczący a barwy bardziej
intensywne. Stosowane jest również laminowanie za pomocą folii matowej. Metoda
laminowania wykorzystywana jest głównie do uszlachetniania druków reklamowych,
pocztówek, okładek i oklejek do okładek łączonych. Rozróżnia się następujące technologie
laminowania:
−
laminowanie klejowe na zimno,
−
laminowanie klejowe na gorąco,
−
laminowanie bezklejowe na zimno,
−
laminowanie bezklejowe na gorąco.
W technologii laminowania klejowego na zimno są stosowane folie oraz kleje emulsyjne
akrylowe. Na rozwijaną ze zwoju folię jest nakładany klej równą i cienką warstwą, a na mokrą
warstwę kleju są nakładane w zespole kalandrującym arkusze druków. Zespół kalandrujący nie
jest
ogrzewany.
Następuje
w
nim
sklejanie
całymi
powierzchniami
folii
z drukiem. Po sklejeniu druki laminowane zostają zwinięte w zwój.
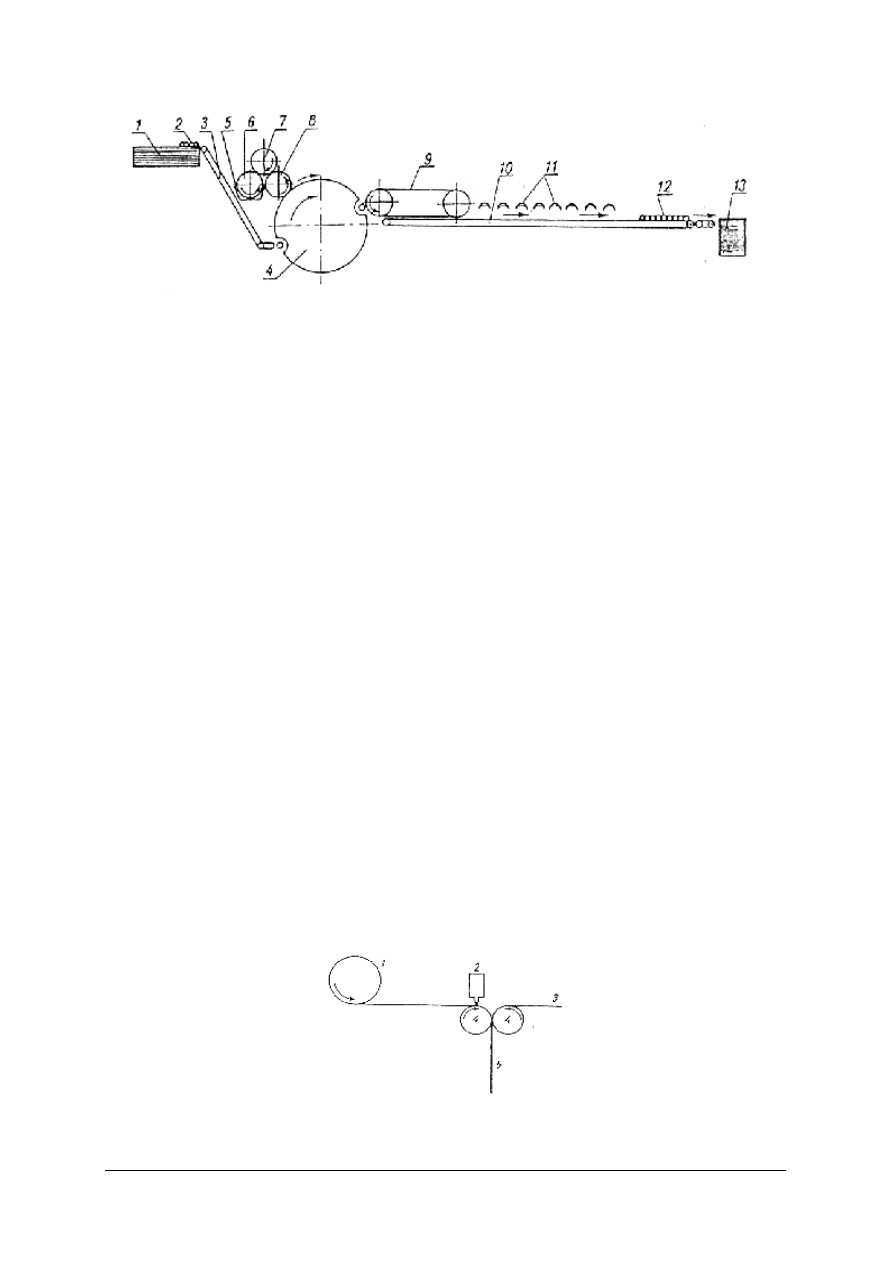
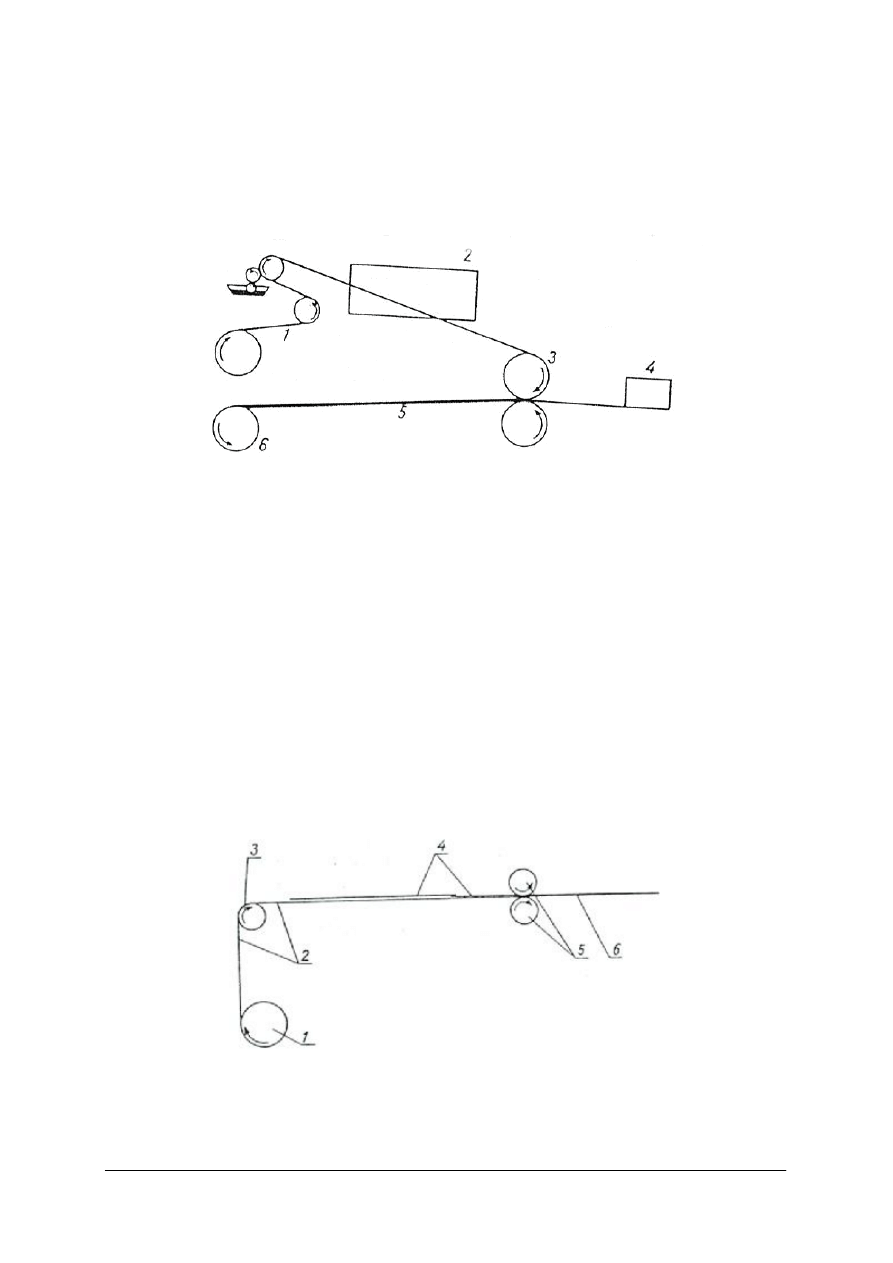
Rys. 29. Schemat procesu laminowania klejowego na zimno: 1 – zwój, 2 – urządzenie
nakładające klej, 3 – folia, 4 – cylindry kalandrujące, 5 – druki laminowane
[4, s. 95]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
W technologii laminowania klejowego na gorąco stosuje się folię rozwijaną ze zwoju
o szerokości o ok. 10 mm mniejszej niż szerokość druku. Klej jest nakładany na folię za
pomocą wałków cienką warstwą. Folię z warstwą kleju przeprowadza się przez tunel suszący,
gdzie następuje całkowite odparowanie rozpuszczalników z kleju. Przy laminowaniu
wykorzystuje się zarówno suszenie promieniami podczerwonymi, jak suszenie kontaktowe,
w obu przypadkach z dodatkowym nadmuchem ciepłego powietrza.
Rys. 30. Schemat procesu laminowania klejowego na gorąco: 1 – agregat
nakładający klej na taśmę folii rozwijanej na zwoju, 2 – tunel suszący, 3 –
cylindry kalandrujące, 4 – samonakładak druków, 5 – druk laminowany, 6
– zwój z laminowanym drukiem [4, s. 95]
Metalowy cylinder kalandrujący jest ogrzewany do odpowiedniej temperatury. Nacisk
cylindrów kalandrujących jest regulowany. W zespole tym następuje sprasowanie arkuszy
druków z folią i ich sklejenie.
W technologii laminowania bezklejowego na gorąco są stosowane folie dwuwarstwowe.
Ich warstwę spodnią, mniej odporną na podwyższoną temperaturę, stanowi polietylen,
a warstwę wierzchnią, bardzo odporną na podwyższoną temperaturę – poliester lub folie
wiskozowe. Laminowanie bezklejowe na gorąco polega na przepuszczaniu folii
z drukiem między gorącymi cylindrami kalandrującymi w ten sposób, aby strona spodnia folii
stykała się z powierzchnią druków. Temperatura cylindrów kalandrujących musi być taka, aby
nastąpiło stopienie spodniej warstwy folii. Przy laminowaniu stopiona warstwa spodnia
zgrzewa się z powierzchnią druków.
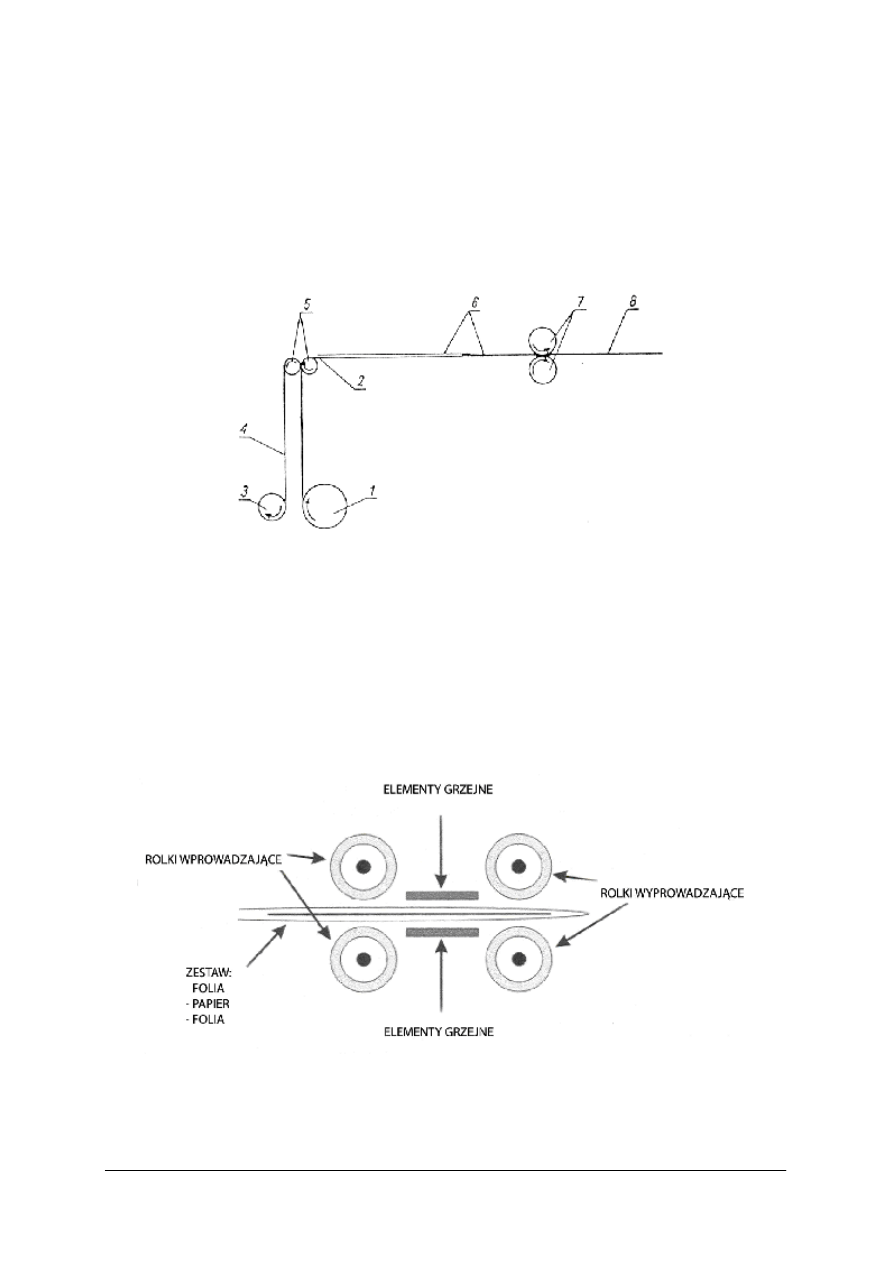
Rys. 31. Schemat procesu laminowania bezklejowego na gorąco: 1 – zwój folii,
2 – folia dwuwarstwowa, 3 – wałek zmieniający kierunek wstęgi,
4 – arkusze druków, 5 – cylindry kalandrujące, 6 – gotowy laminat
[4, s. 96]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
W technologii laminowania bezklejowego na zimno mogą być stosowane różne folie.
Folie te mają fabryczne naniesioną warstwę kleju samoprzylepnego. Ponieważ klej
samoprzylepny ma po wyschnięciu właściwości łatwego sklejania się z innymi powierzchniami,
musi być chroniony warstwą papieru silikonowego. Laminowanie jest bardzo proste. Przed
laminowaniem odrywa się papier silikonowy, a warstwa kleju na folii jest łączona z
powierzchnią
druku
przez
nacisk
w
zimnym
zespole
kalandrującym.
Po przejściu przez cylindry kalandrujące uzyskuje się gotowy laminat, który można od razu
rozdzielać na poszczególne arkusze.
Rys. 32. Schemat procesu laminowania bezklejowego na zimno: 1 – zwój folii
samoprzylepnej z papierem silikonowym, 2 – folia samoprzylepna, 3 – zwój
z papierem silikonowym, 4 – papier silikonowy, 5 – wałki zmieniające
kierunek wstęgi, 6 – arkusze druków, 7 – cylindry kalandrujące,
8 – zalaminowany druk. [4. s. 97]
Sposobem łączącym metodę laminowania klejowego i bezklejowego na gorąco jest
laminowanie z zastosowaniem folii z fabrycznie naniesioną warstwą kleju termotopliwego.
W temperaturze pokojowej nie ma on właściwości klejących i folia z klejem w łatwy sposób
zostaje nałożona na druk. Po przepuszczeniu zestawu folia – papier – folia między elementami
grzejnymi następuje trwałe sklejenie folii z laminowanym drukiem.
Rys. 33. Schemat procesu laminowania z zastosowaniem folii
z warstwą kleju termotopliwego [13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ten sposób wykorzystywany jest również w podręcznych urządzeniach do laminowania
tzw. laminatorach przeznaczonych do pojedynczego laminowania arkuszy niewielkich
formatów.
Rys. 34. Laminator biurowy – widok [9]
Do laminowania na skalę przemysłową stosuje się maszyny do laminowania tzw.
laminówki o budowie przystosowanej do określonego sposobu laminowania (patrz rys.).
Do laminowania druków dziełowych stosuje się najczęściej folie: gładkie o grubości ok. 12 μm
i ok. 19 μm oraz wzorzyste o grubości ok. 40 μm. Do druków opakowaniowych są stosowane
rozmaite folie w zależności od potrzeb opakowalnictwa. Laminowanie druków dziełowych
wykonuje się prawie wyłącznie w postaci arkuszowej, opakowaniowych – w postaci zwojów.
Przy laminowaniu druków dziełowych występują wyłącznie druki wykonywane na wyrobach
papierniczych. Przy laminowaniu druków opakowaniowych druki są wykonywane zarówno na
wyrobach papierniczych, jak i foliach z tworzyw sztucznych i aluminiowych. Druki
laminowane mogą być poddawane dalszym operacjom introligatorskim pod warunkiem
ścisłego przestrzegania parametrów gwarantujących uzyskanie maksymalnej siły połączenia
folii z drukiem. Operacje klejenia, przy których następuje znaczne nawilżenie druku, oraz
operacje tłoczenia i przegniatania druków laminowanych mogą powodować delaminację, czyli
rozdzielenie się warstw folii i druku.
Impregnowanie polega na nałożeniu na powierzchnię druków substancji impregnującej w
stanie stopionym. Po nałożeniu warstwy substancji impregnującej następuje jej zestalenie
podczas chłodzenia. Druki po impregnacji mogą być poddawane wygładzaniu w celu uzyskania
większego połysku oraz zwiększenia szczelności powłoki impregnującej. Impregnowanie
druków może być wykonywane jedno – lub dwustronnie. Substancje impregnujące druki mogą
mieć różny skład. Często do impregnowania stosuje się mieszaniny, którym głównym
składnikiem jest parafina. Impregnowanie takimi mieszaninami nazywa się parafinowaniem.
Rzadziej stosuje się mieszaniny, których głównym składnikiem są woski. Wtedy
impregnowanie zwane jest woskowaniem. Obecnie w szerokim zakresie stosowane są
impregnaty z domieszką polimerów, bardziej odporne na czynniki niszczące.
Impregnowanie druku może być wykonywane przez zanurzenie go w stopionej substancji
impregnującej lub nakładanie stopionej substancji impregnującej na powierzchnię druku
wałkami, kurtynowo itp. Bezpośrednio po nałożeniu substancji impregnującej następuje jej
ochłodzenie i zestalenie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
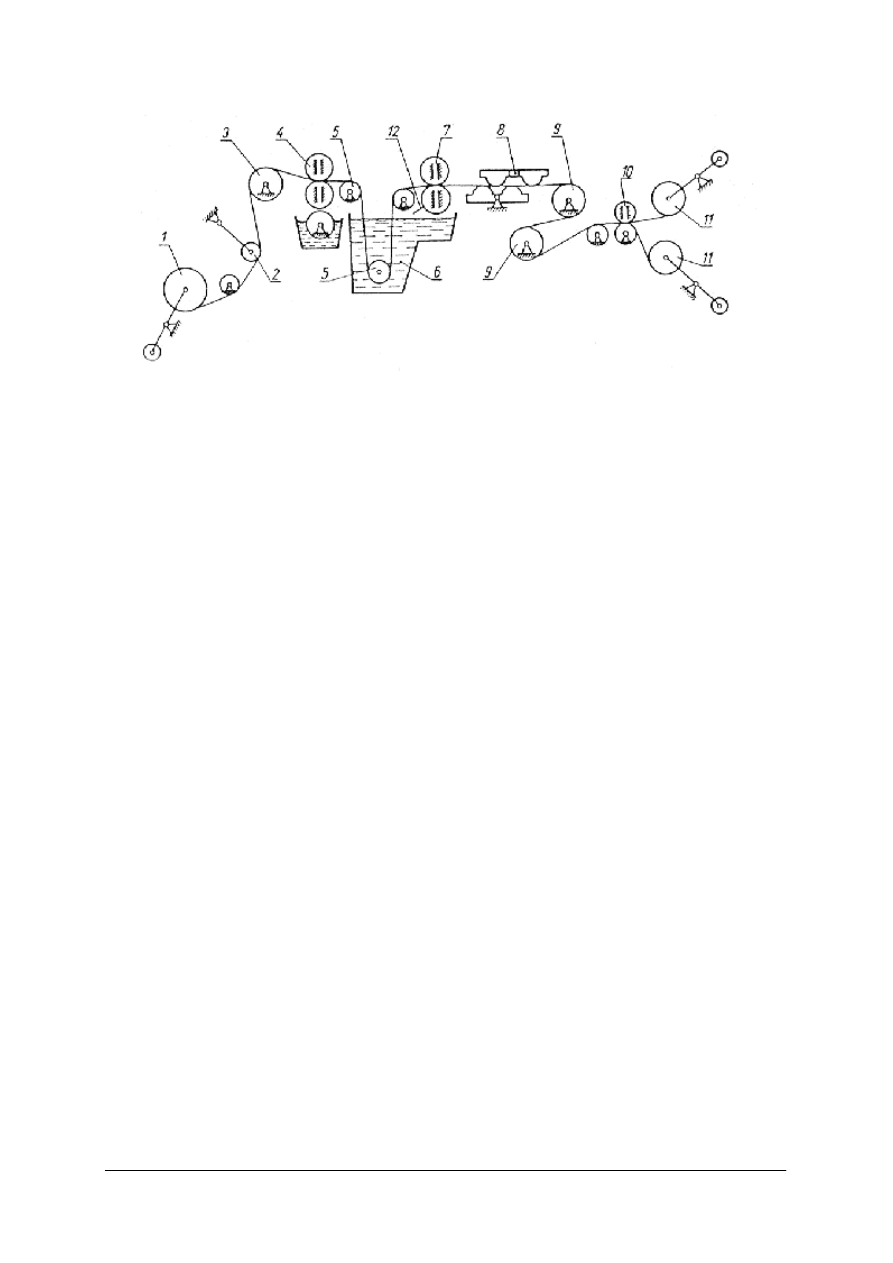
Rys. 35. Schemat maszyny do parafinowania: 1 – zwój, 2 – rolka sprężynująca, 3 – cylinder
podgrzewania wstępnego, 4 – zespół nawilżający, 5 – zespół parafinujący, 6 – wanna,
7 – zespół zbierający, 8 – zespół gładzący, 9 – cylindry chłodzące, 10 – noże tarczowe,
11 – zespół nawilżający do bobiny, 12 – rakiel [2, s. 79]
Materiał ze zwoju przy cylindrze podgrzewania wstępnego 3 i zespół zwilżający wchodzi do
podgrzanej wanny z mieszaniną 6. Po wyjściu z wanny zespół zbierający 7 z raklem 12 wyciska
nadmiar mieszaniny. Po naniesieniu mieszaniny następuje gładzenie i chłodzenie powierzchni.
Impregnowanie w niewielkim stopniu podnosi estetykę druków, a w znacznym zwiększa odporność
na działanie substancji chemicznych i przenikalność cieczy i gazów. Z tego powodu stosowane jest
wyłącznie do druków opakowaniowych.
Gumowanie polega na nałożeniu na spodnią stronę druku warstwy kleju, który po wysuszeniu
nie ma właściwości przylepnych. W celu umożliwienia, łączenia (sklejenia) produktów
poligraficznych z innymi powierzchniami należy spodnią stronę druku z klejem nawilżyć.
Najbardziej popularnymi wyrobami podgumowanymi są znaczki pocztowe, koperty, etykiety, taśmy
lepiące itp. Dawniej warstwą gumującą były kleje wykonywane z gumy arabskiej, stąd operacja ta
uzyskała nazwę gumowania. Gumowanie jako sposób łączenia powierzchni sklejanych wychodzi
już z użycia. Obecnie do tego celu stosuje się kleje samoprzylepne i układy materiałów z klejem
samoprzylepnym. Operacja gumowania może być również wykonywana przez wyspecjalizowane
zakłady, np. papiernicze i otrzymany produkt jest podłożem drukowym. W przypadku gumowania
wykonywanego po procesie drukowania, jest ono operacją wykończeniową – introligatorską.
Dotyczy to również przypadków, gdy gumowanie wykonuje się podczas procesów
introligatorskich na częściach powierzchni pewnych produktów niezadrukowanych, np. skrzydełka
koperty. Do nanoszenia warstwy gumującej na całą powierzchnię materiału zwojowego lub
arkuszowego korzysta się z maszyn powlekających zwanych gumówkami. Maszyny te są
stosowane do produkcji etykiet, znaczków pocztowych, kopert, kalkomanii, taśm lepiących, itp.
Efekt metalicznego połysku na powierzchniach druków lub ich częściach można uzyskać
metodą brązowania. Polega ono na naniesieniu na powierzchnię druku techniką drukowania
offsetowego lub typograficznego warstwy specjalnej farby podkładowej o właściwościach
przylepnych. Na tak przygotowane druki napyla się brąz w postaci drobnych, metalicznych płatków
o grubości ok. 0,001 mm i średnicy 0,02 – 0,06 mm. Brąz przykleja się trwale do farby
podkładowej. Następnie arkusz posypany brązem przechodzi przez zespoły szczotek, wałków
pluszowych oraz taśm pluszowych. Urządzenia te powodują wtarcie brązu w powierzchnię farby,
wypolerowanie powierzchni brązu oraz zebranie płatków brązu z powierzchni nie pokrytej farbą
podkładową. Do brązowania używa się także płatków miedzi, mosiądzu lub aluminium. W celu
wykonania brązowania stosuje się maszyny brązujące.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 36. Maszyna do brązowania druków: 1 – samonakładak, 2 – przenośnik taśmowy, 3÷7 zespół
podający proszek, 8 – szczotki ścierające, 9 – taśmy i szczotki czyszczące, 10 – szczotka
rotacyjna, 11÷13 – walce wyprowadzające, 14,15 – odbieracze taśmowe, 16 – pojemnik,
17 – wentylator, 18 – zbiornik [2, s. 80]
Maszyna do brązowania składa się z mechanizmów napędu, samonakładaka, zespołu
podającego proszek, zespołu wcierająco-czyszczącego i urządzeń odbierających.
Brązowane druki pozostawia się w stosach do całkowitego wyschnięcia farby
podkładowej. W celu silniejszego związania brązu z powierzchnią druku oraz dodatkowej
ochrony przed oddziaływaniem czynników atmosferycznych poleca się lakierowanie druków
brązowanych. Brązowanie jest operacją trudną do wykonania ze względu na specjalne
wymagania dotyczące materiałów: papieru, nadruku, farb. Poważną wadą brązowania jest
szkodliwość tej operacji, brąz w postaci pyłu, który unosi się przy brązowaniu, jest bowiem
bardzo szkodliwy dla zdrowia.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czy polega operacja uszlachetniania druków?
2. Jakie są sposoby uszlachetniania druków?
3. W jakim celu wykonujemy operacje:
−
laminowania,
−
lakierowania,
−
impregnowania?
4. Jakie urządzenia są przeznaczone do wykonywania operacji uszlachetniania?
5. Jakie materiały są przeznaczone do wykonywania operacji uszlachetniania druków?
4.6.3.
Ćwiczenia
Ćwiczenie 1
Zaproponuj sposób uszlachetniania druków do trzech różnych wybranych produktów.
Przedstaw wykonanie procesu uszlachetniania oraz sporządź wykaz niezbędnych materiałów
i urządzeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z drukami przeznaczonymi do uszlachetniania i próbkami uszlachetnionych
druków,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
2) dokonać analizy jakości i przeznaczenia otrzymanych druków,
3) dobrać sposoby uszlachetniania otrzymanych druków,
4) przedstawić sposób uszlachetniania każdego z druków,
5) sporządzić wykaz materiałów i urządzeń niezbędnych do każdej z metod.
Wyposażenie stanowiska pracy:
−
próbki druków uszlachetnionych różnymi metodami,
−
produkty przeznaczone do uszlachetniania,
−
papier i przybory do pisania,
−
poradnik dla ucznia.
Ćwiczenie 2
Wykonaj laminowanie trzech druków o różnych formatach i wydrukowanych na różnych
podłożach z zastosowaniem laminatora.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z drukami przeznaczonymi do laminowania,
2) dokonać analizy jakości i przeznaczenia otrzymanych druków,
3) przygotować materiały do laminowania,
4) uruchomić kontrolnie laminator i wykonać próbę laminowania,
5) wykonać laminowanie otrzymanych druków i odłożyć je na wyznaczone miejsce,
6) wyłączyć laminator i uporządkować miejsce pracy.
7) dokonać oceny jakości wykonanego laminowania i przeanalizować zmianę właściwości
zalaminowanych druków.
Wyposażenie stanowiska pracy:
−
druki przeznaczone do laminowania – 6 sztuk,
−
laminator,
−
folie do laminowania odpowiednie dla laminatora,
−
poradnik dla ucznia.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować procesy uszlachetniania druków?
2) wyjaśnić przebieg procesu gumowania?
3) wyjaśnić przebieg procesu brązowania?
4) obsłużyć urządzenie introligatorskie służące do uszlachetniania druków?
5) dobrać sposoby uszlachetniania druków do procesów technologicznych?
6) dobrać rodzaj lakieru do wyrobów introligatorskich?
7) dobrać sposób laminowania wyrobów introligatorskich?
8) wykonać operację gumowania?
9) wykonać operację brązowania?
10) analizować właściwości użytkowe uszlachetnionych produktów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz kartę odpowiedzi imieniem i nazwiskiem.
3. Zapoznaj się z zestawem zadań.
4. Test pisemny zawiera 24 zadania. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Wskaż tylko jedną prawidłową
odpowiedź. W przypadku pomyłki, zaznacz ją kółkiem, a następnie zaznacz odpowiedź
poprawną.
6. Rozwiązuj test samodzielnie, ponieważ tylko wtedy poznasz prawdziwy rezultat Twojej
nauki.
7. Kiedy pytanie będzie sprawiało ci trudność, odłóż jego rozwiązanie i wróć do niego, gdy
zostanie jeszcze czas wolny.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Arkusze przed krojeniem należy koniecznie poddać operacji
a) ważenia.
b) nawilżania.
c) wyrównywania.
d) liczenia.
2. Operację ułatwiającą liczenie druków luźnych jest
a) opaskowanie.
b) złamywanie.
c) perforowanie.
d) wykrawanie.
3. Wibrujący pochyły stół z listwami oporowymi jest elementem budowy
a) utrząsarki.
b) krajarki.
c) laminatora.
d) prasy.
4. Narzędziem krojącym w krajarce jednonożowej jest
a) wykrojnik.
b) nóż.
c) belka.
d) wiertło.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. Liczba arkuszy papieru formatu A
3
niezbędnych do wykonania 100-kartkowego kompletu
kartek formatu A5 to
a) 10 sztuk.
b) 25 sztuk.
c) 30 sztuk.
d) 35 sztuk.
6. Krajarki trójnożowe są przeznaczone do wykonywania operacji
a) okrawania.
b) cięcia.
c) wykrawania.
d) wyrównywania.
7. Urządzenia przeznaczone do krojenia nożami krążkowymi to
a) trójnoże.
b) krajarki.
c) krajalnice.
d) gilotyny.
8. Operacja wykrawania przebiega z zastosowaniem
a) krajarek jednonożowych.
b) złamywarek.
c) wykrawarek.
d) pras kalibrujących.
9. Z jednego arkusza formatu B2 wykrawamy wszystkie elementy do wykonania 4 pudełek.
Liczba arkuszy formatu B2 potrzebna do wykonania 35 pudełek to
a) 6.
b) 8.
c) 9.
d) 12.
10. Operację polegającą na wykonaniu odcinkowych przekrawań w celu ułatwienia
oddzielenia części arkusza nazywamy
a) przekrawaniem.
b) wykrawaniem.
c) perforowaniem.
d) okrawaniem.
11. Wiercenie jest operacją polegającą na
a) wykonaniu otworów.
b) mocowaniu nitów.
c) wykonaniu perforacji.
d) mocowaniu wkrętów.
12. Podczas ręcznego złamywania arkuszy używa się
a) nożyc introligatorskich.
b) kostki introligatorskiej.
c) przymiaru liniowego.
d) złamywarki nożowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
13. Złamywanie równoległe polega na wykonaniu kolejnych złamów
a) równolegle.
b) prostopadle.
c) dowolnie.
d) ukośnie.
14. Złamywanie prostopadłe arkuszy wymaga zastosowania
a) złamywarki lejowej.
b) wykrojnika przelotowego.
c) złamywarki kasetowej.
d) zszywarki drutem.
15. Wykonanie składek formatu A5 z arkusza formatu A2 wymaga złamywania
a) prostopadłego.
b) równoległego.
c) mieszanego.
d) obwolutowego.
16. Kalibrowanie opraw wykonuje się za pomocą
a) bigówki.
b) perforówki.
c) prasy.
d) bindownicy.
17. Naklejanie polega na
a) sklejaniu materiałów na całej powierzchni styku.
b) sklejaniu materiałów na części powierzchni styku.
c) nałożeniu warstwy kleju na naklejankę.
d) nałożeniu warstwy kleju na oklejarkę.
18. W procesie laminowania folią z tworzyw sztucznych stosuje się kleje
a) kostne.
b) dekstrynowe.
c) topliwe.
d) skrobiowe.
19. Powierzchnię klejącą papieru samoprzylepnego zabezpiecza się
a) papierem silikonowym.
b) papierem drukowym.
c) tkaniną bawełnianą.
d) folią metalizowaną.
20. Do wykonania obwolut kieszeniowych z tworzyw sztucznych stosujemy
a) zgrzewarkę.
b) złamywarkę.
c) zszywarkę.
d) zaklejarkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
21. Technologia laminowania wymaga zastosowania
a) folii z tworzywa sztucznego.
b) lakieru dyspersyjnego.
c) folii aluminiowej .
d) papieru samoprzylepnego.
22. Technologia produkcji kopert nie obejmuje operacji
a) złamywania.
b) oklejania.
c) wykrawania.
d) sklejania.
23. W przypadku zalania wodą urządzenia elektrycznego pod napięciem należy bezzwłocznie
a) osuszyć urządzenie suchą ścierką.
b) osuszyć urządzenie strumieniem powietrza.
c) odłączyć zasilanie urządzenia.
d) zastosować gaśnicę proszkową.
24. W przypadku podejrzenia zatrucia oparami rozpuszczalnika należy poszkodowanego
a) niezwłocznie odwieźć do szpitala:
b) napoić dużą ilością mleka.
c) wykonać masaż serca.
d) zastosować zimne okłady.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie operacji jednostkowych w procesach introligatorskich
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Jakucewicz S., Magdzik S.: Materiałoznawstwo dla szkół poligraficznych. WSiP,
Warszawa 2001
2. Kołak J., Ostrowski J.: Maszyny i urządzenia. Maszynoznawstwo poligraficzne dla
introligatorów. WSiP, Warszawa 1990 wyd. I
3. Magdzik S.: Ćwiczenia laboratoryjne z technologii introligatorstwa przemysłowego.
OWPW, Warszawa 1996
4. Magdzik S.: Introligatorstwo przemysłowe. WSiP, Warszawa 1992
5. Panak J., Ceppan M., Dvonka V., Karpinsky L., Kordoš P., Mikuła M., Jakucewicz S.:
Poligrafia. Procesy i technika. COBRPP, Warszawa 2005
6. Magdzik S., Jakucewicz S.: Podstawy poligrafii. WSiP, Warszawa 1999
7. Praca zbiorowa. Poligrafia ogólna. WSiP, Warszawa 1993
8. Praca zbiorowa: Współczesne polskie introligatorstwo i papiernictwo. Mały słownik
encyklopedyczny. Ossolineum, Wrocław 1986
9. Krajowy standard kwalifikacji zawodowych dla zawodu Introligator poligraficzny 734502.
Ministerstwo Pracy i Polityki Społecznej, Warszawa 2007
10. www.laminatorwarehouse.com/pouch
11. www.multi-graf.net/images/htm
l
Czasopisma:
−
Poligrafika,
−
Poligrafia polska,
−
Print Publishing,
−
Przegląd Papierniczy,
−
Opakowania,
−
Świat Druku,
−
Świat Poligrafii.
Wyszukiwarka
Podobne podstrony:
17 Wykonywanie operacji jednostkowych w technologii
Wykonywanie operacji jednostkowych w procesach introligatorskich
17 Wykonywanie operacji jednostkowych w technologii
06 Wykonywanie podstawowych operacji obróbki cieplnej
13 Wykonywanie introligatorskich operacji jednostkowych
06 Wykonywanie podstawowych robót ślusarskich
713[05] Z1 06 Wykonywanie posad Nieznany (2)
06 Wykonywanie prac z zakresu obróbki mechanicznej metali
06 Wykonywanie prac przygotowawczo zakończeniowych
06 Wykonywanie badan mikrobiolo Nieznany
06 Wykonywanie prostych prac z Nieznany
06 Wykonywanie badań mikrobiologicznych
06 Wykonywanie ćwiczeń słuchowo głosowych
19 Wykonywanie operacji technol Nieznany
06 WYKONYWANIE CZYNNOSCI W SPRAWACH O WYKROCZENIA
sprawozdanie1, Cyfrowa obróbka sygnału polega na wykonywaniu operacji matematycznych na kolejnych pr
05 Wykonywanie operacji obrobki Nieznany
06 Wykonywanie rysunków odręcznych
06 Wykonywanie dzianin na maszynach dziewiarskich
więcej podobnych podstron